
Abstract
Effects of the addition of hemp fiber particles on the compressive and flexural behaviors of an industrially important amorphous thermoplastic, Acrylonitrile-Butadiene-Styrene (ABS), were investigated for the first time in this study. Particles with a size of 67–500 μm were first extracted from 10% NaOH alkaline-treated hemp fibers, and then incorporated into ABS at three various weight ratios (1wt%, 5wt% and 10wt%). Compression and three-point bending tests results revealed that both the compressive and flexural modulus of ABS increase with increasing particle content, but its compressive post-yield and flexural strengths decrease as enhancing particle content. The test results also showed that increasing particle content results in a significant improvement in the compressive modulus of ABS, but a slight enhancement in its flexural modulus. The notch-impact test results revealed that the impact strength of ABS is adversely affected by the incorporation of hemp fiber particles. The FT-IR (Fourier Transform Infrared Spectroscopy) analysis results indicated that mechanical bonding is formed between matrix and natural particles rather than chemical bonding. The SEM (Scanning Electron Microscopy) results put forth that the observed decrease in both the compressive post-yield and flexural strength is mainly due to the lack of strong mechanical bonding between ABS and particles. The three-point bending test data of the materials were satisfactorily reproduced using the linear Drucker-Prager material model in Abaqus engineering software.
Keywords
Introduction
As a response to the rapidly increasing environmental awareness in recent years, the use of natural plant fibers as a replacement of synthetic fibers to develop ecologically friendly, biodegradable and sustainable polymeric composites has been increasing steeply. Beyond the cost of synthetic fibers, their harmfulness to the environment has led to the foundation of using natural fibers as reinforcement in polymer composites.1–3 Due to these inherent characteristics, biocomposites have found extensive applications in diverse sectors, including automotive, biomedical, energy, toys, sports, and more. Thus, research and development efforts in biocomposite manufacturing have been growing steadily to meet the increasing demands and expanding areas of application in these industries.4–6 Hemp, sisal and flax are the most widely used natural fibers to manufacture new composites from biodegradable resources.2,7 Among them, hemp is considered as one of the oldest and most environmentally friendly fibers. 7 Thus, hemp fibers have been used at a broad range of application fields varying from textile to construction. 2 Additionally, recent developments made their application fields broaden by fabricating various hemp fiber-reinforced thermoplastic and thermoset biocomposites.8–14 Prominent examples of such applications can be found across various engineering fields. These include the use of hemp biocomposites in the manufacture of car interior trim, roofs, seat covers, window frames, floor coverings, surfboards, dinghies, radar unit housings (where glass fibers can disrupt radar signals), boats, furniture, and loudspeakers.15,16 Hemp fibers are basically composed of 55–78.3% cellulose, 10.7–18% hemicellulose, 2.9–13% lignin and 0.9–18% pectin as well as other substances including waxes, fats and ash.7,9,13,15,17–23 As with other natural fibers, the physical and mechanical properties of hemp fibers are generally defined by the constituents of cellulose, hemicellulose and lignin. Among them, cellulose which is the strongest and stiffest component of hemp fibers plays the primary role in determining the mechanical attributes.9,13,17–23 An increase in the cellulose content leads to an increase in the stiffness of hemp fibers; however, the main drawback encountered in hemp fibers is that the cellulose content varies from 55% to 78.3%, which is mainly due to the harvesting region, growing stage and rainfall during growth.7,24,25
In regards to tensile strength and tensile modulus, previous studies revealed that both hemp and flax offer better mechanical performance compared to other natural plants including jute, kenaf, sisal, cotton, ramie, and nettle.26–29 As reported previously by different researchers, the tensile strength of hemp and the tensile strength of flax vary from 530 MPa to 1110 MPa and from 700 MPa to 1000 MPa, respectively, whereas the Young’s modulus of hemp and the Young’s modulus of flax range from 30 GPa to 60 GPa and from 60 GPa to 70 GPa, respectively.24,30–33 Although hemp fibers possess the second biggest market share with 10% after flax (65%), their market share can be enhanced by increasing their use in polymer composites as reinforcement or reducing their utilization as an insulation material in the market. 7 It is of great industrial importance to use hemp fibers more effectively in the composite material world because the hemp grows faster and gives more fiber per acre compared to other crops like flax and kenaf, and in addition, the hemp suppressing the unwanted wild grass makes the field more suitable for the next harvesting period.24,34,35
Acrylonitrile-Butadiene-Styrene (ABS) regarded as one of the most important family members of amorphous thermoplastics is widely used in numerous application fields due to its superior mechanical attributes such as high stiffness, high toughness, and high compressive strength.36–43 ABS is generally known for its high impact resistance.39,40,43 In order to further enhance these characteristics in ABS, various additives have been incorporated, and the effects of new additives on such mechanical qualities have been currently under intense examination. These endeavors aim to improve the properties of ABS and explore new possibilities for its applications in different industries.44–46 According to the market share report, the market size value of ABS is USD 21.31 billion in 2021 and is expected to reach up to USD 31.20 billion in 2030 with a compound annual growth rate of 4.5%. This increasing use of ABS in industrial applications, especially in automotive applications (About 12.5% of all automotive polymers are made of ABS), brings further environmental problems since ABS is a petroleum-based product that does not decompose easily in nature. As a response to this, natural fibers or their derivatives (particles) extracted from different plants such as cotton, Para rubber, bamboo, pineapple, wheat, kenaf and palm, have been incorporated into ABS in order to reduce its mass usage without compromising an adequate strength.43,47–55 According to the aforementioned previous studies, blending different natural fibers and their derivatives with ABS influences its mechanical behavior in different aspects. For instance, incorporating cotton fibers with a size of 30 mm results in an increase in the flexural modulus of ABS. 54 The addition of Para rubber tree powders with a size of 100–300 μm at different weight ratios ranging from 9.1% to 33% leads to an increase in the flexural modulus of ABS; additionally, its flexural modulus is affected more positively by increasing weight ratio. 47 Mixing alkaline-treated and untreated bamboo fibers with ABS enhances both flexural modulus and strength but the alkaline-treated bamboo fibers improves both properties more pronouncedly. 56 Blending alkaline-treated kenaf fibers with ABS at different weight ratios varying from 5% to 15% results in a decrease in the flexural strength at all weight ratios except for 10%wt as well as an improvement in the flexural modulus regardless of weight ratio, but a maximum increase at %5wt. 52 In contrast to the previous studies, regardless of a weight ratio altering from 5% to 20%, both flexural modulus and flexural strength of ABS are adversely affected by the addition of pineapple fibers with a size of 1–2 mm. 53
The extensive literature review above revealed that the mechanical properties of ABS are highly influenced by the types of added natural fibers, their size and weight ratio as well as an alkaline treatment. Although hemp fibers offer many advantages over many other natural fibers in term of mechanical attributes, they were not previously used as an additive in ABS, implying that their effects on the mechanical properties of ABS were not examined up to the present time. In order to fill this deficiency noticed in the literature, this study was devoted to elucidate the effects of alkaline-treated hemp fiber particles with a size of 67–500 μm added at three various weight ratios (1%, 5% and 10%) on the compressive and flexural responses of ABS.
Materials and methods
Materials
Raw industrial hemp fibers in crushed and dried form were attained form from the Turkish Ministry of Agricultural of Forestry Department located in the Samsun province of Turkey. According to the agricultural department, a density of the provided hemp fibers is about 760 kg/m3. ABS granules with a code of HI121H sourced from a local supplier are the product of LG Chem Company. As informed, the relative density of ABS granules is 1040 kg/m3 (ASTM D792). Additionally, their melting flow rate is 23 g/10 min under 10 kg load at 220 °C (ASTM D1238). In order to achieve a better bonding between ABS and hemp fiber particles, SEBS-g-MA (Styrene-Ethylene/Butylene-Styrene-maleic anhydride-graft) obtained from the Kraton Company was used. The precise name of the provided SEBS-g-MA was given as KRATONTM FG1901 G.
Particle extraction process from hemp fibers
The extraction process of particles from crushed hemp fibers including the alkaline treatment is schematically illustrated in Figure 1. The hemp fibers were first attained by decomposing the unwanted woody parts from the raw crushed hemp fibers by hand and then cut into small pieces with an average size of 100 mm. In order to partially remove the undesirable substances inherent in hemp fibers such as pectin and lignin, the decomposed hemp fibers were subjected to pre-washing in distilled water for 24 h at room temperature. Manufacturing process from crushed hemp fiber straws to particle extraction including alkaline treatment.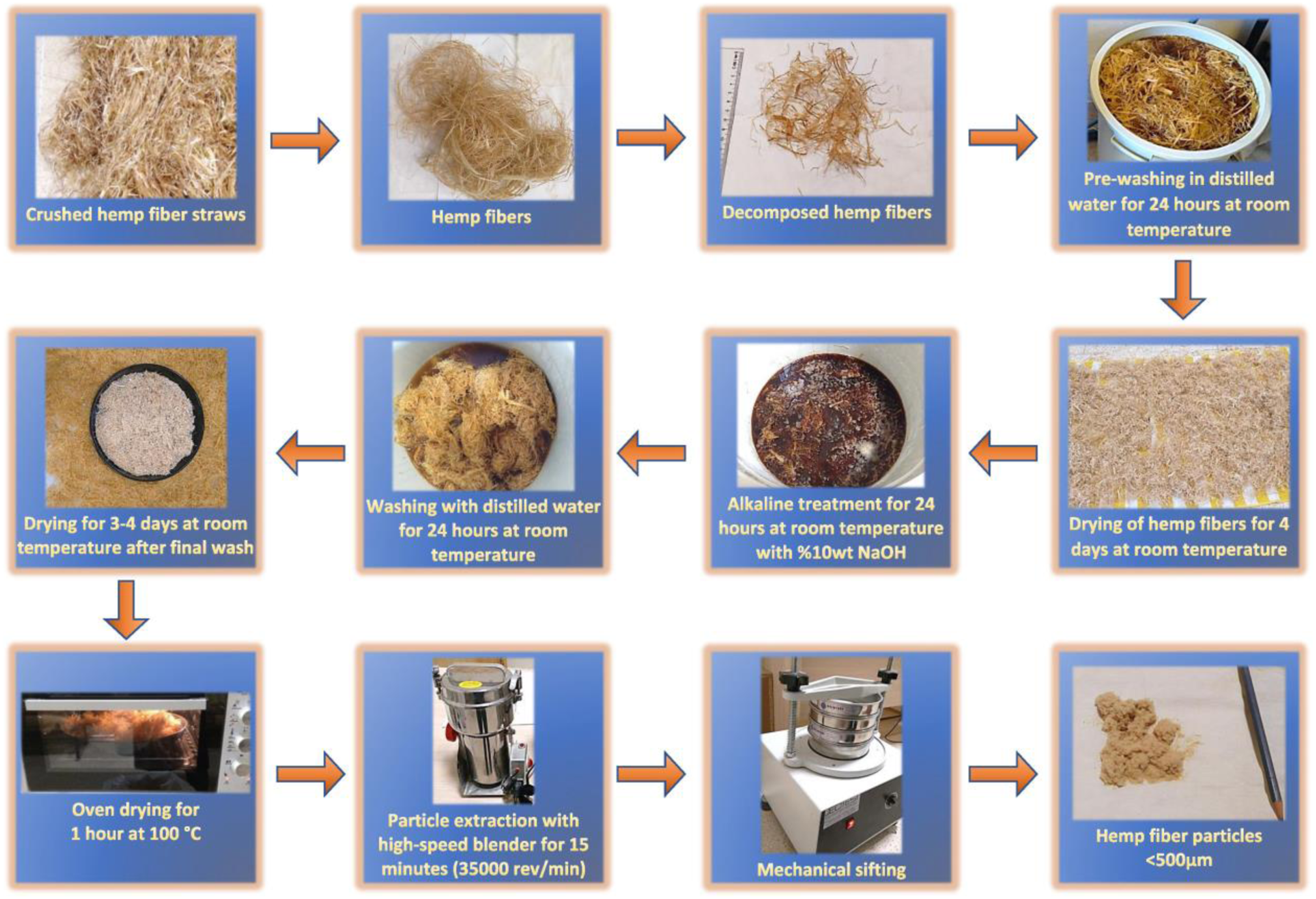
The moisture content in the pre-washed hemp fibers was attempted to eliminate by drying them at room temperature for 4 days. After that, an alkaline treatment was performed on the hemp fibers by using the 10wt% sodium hydroxide (NaOH) solution in order to remove the undesirable constituents of pectin and lignin. As reported earlier, an alkaline treatment plays a positive role in the improvement of bonding between synthetic polymers and natural fibers.48,57–60 The alkaline treatment was achieved by immersing the hemp fibers into 10%wt NaOH solution for 24 h. Later, the alkaline-treated hemp fibers were washed by leaving them in distilled water for 24 h at room temperature. The main reason for this final washing process was to get rid of the possible remaining undesirable substances on the hemp fibers originating from the NaOH compound. Following this process, two different drying processes, one for 3–4 days at room temperature and the other for 1 h in the oven at 100°C, were carried out for the purpose of the complete elimination of moisture content in hemp fibers. Then, oven-dried hemp fibers were taken into a high-speed blender (35,000 rev/m) for particle extraction. After operating the high-speed blender for 15 min, particles from hemp fibers were derived. In the last stage of the particle extraction process, the particles that will be incorporated into ABS were attained by passing them through sieves possessing three various pore diameters ranging from 67 µm to 500 µm.
Manufacturing process of ABS/hemp particle biocomposites
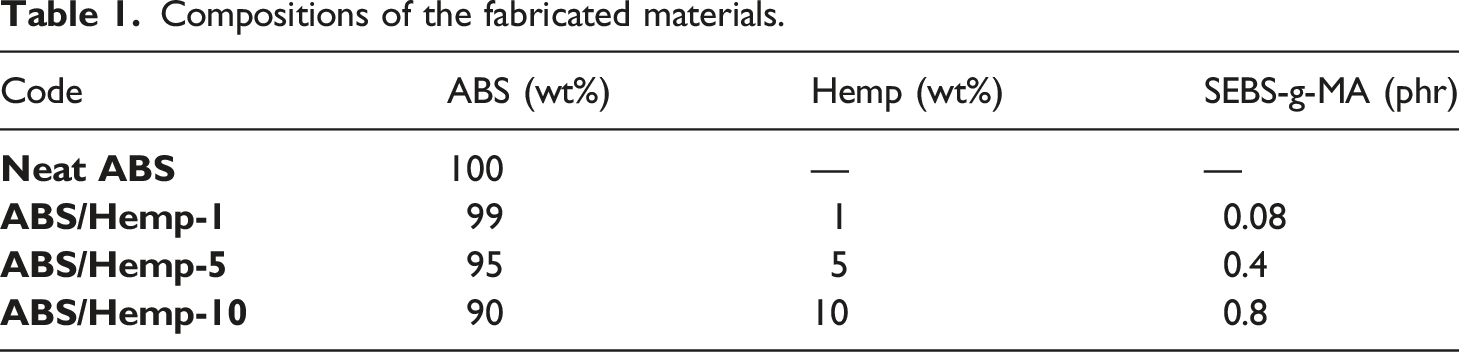
Compositions of the fabricated materials.
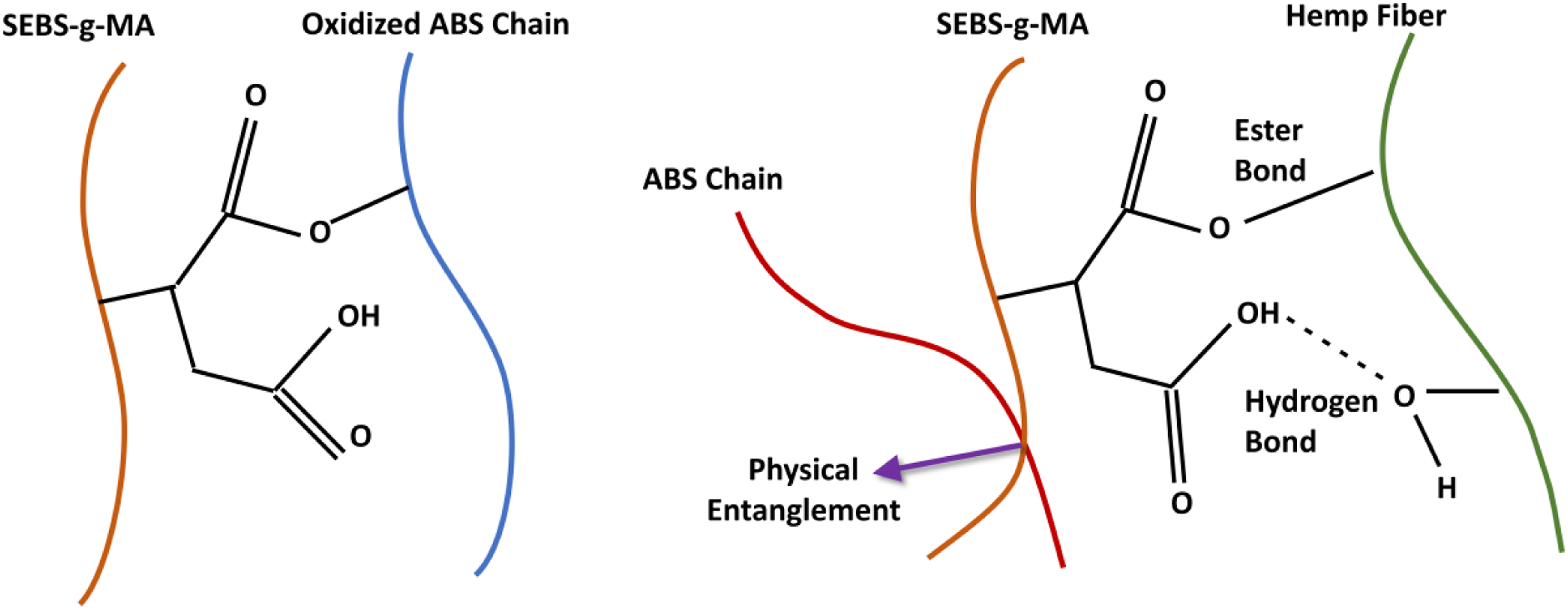
Possible adhesion mechanism between ABS, SEBS-g-MA and the hemp fibers.
The possible adhesion between ABS, SEBS-g-MA and the hemp fiber can be explained by the in-situ reaction between the surface -OH (hydroxyl) groups of both cellulose contents of alkali treated hemp fibers and oxygen-containing groups (hydroxyl, carbonyl, etc.) of ABS after thermal aging with the maleic anhydride groups bonded on the SEBS polymer backbone as illustrated in Figure 2.63,64 Additionally, physical entanglement between SEBS-g-MA bonded hemp fiber molecules and ABS could improve mechanical interlocking between ABS and hemp fibers. 65
After decomposing the fabricated filaments into small pieces, compressive and three-point bending test specimens were manufactured according to ASTM D 695-15 and ASTM D790 standards, respectively, by using the injection molding technique. The injection-molded test specimens for compression and 3-point bending are depicted in Figures 3(a) and (b), respectively. In accordance with the ISO 180 standard, the notched Izod impact test specimens were prepared by cutting the existing three-point bending specimens. Injection-molded test specimens for, (a) Compression, (b) 3-Point bending.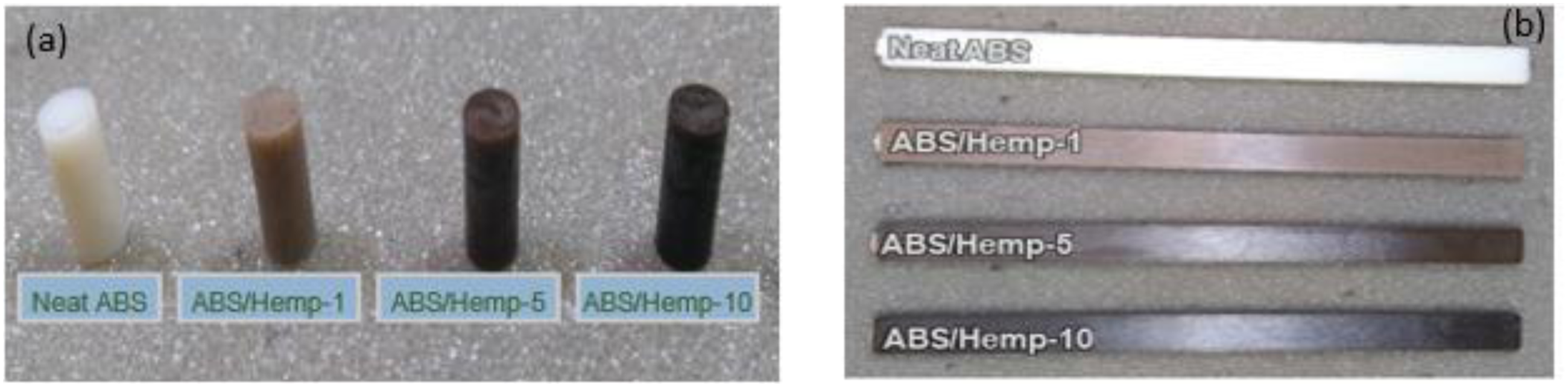
The operating temperature was set to 195 °C during the injection molding process. This selected injection molding temperature prevents the natural hemp fibers from thermal degradation.7,15 The main drawback of natural fibers is that they cannot be used as reinforcement in polymers which require an operating temperature higher than 250 °C causing a rapid thermal degradation during molding.7,15
SEM, XRD and FT-IR analyses
Using the FEI Quanta FEG 450 FESEM (Field Emission Scanning Electron Microscopy), the surface morphologies of treated and untreated hemp fiber particles were examined. In order to reveal the effect of alkaline treatment on the morphology of hemp fibers, both XRD and FT-IR analyses were performed not only on the alkaline-treated hemp particles but also on the untreated ones. XRD analyses were performed using the PANalytical brand EMPYREAN model device with
Compressive, three-point bending and impact behavior characterizations
Compression tests were carried out using the Instron universal testing machine according to the ASTM D 695-15. Based on this standard, the compression test specimens possessing a cylindrical shape with a diameter of 6 mm and a height of 12 mm were prepared. The cross-head speed of the testing machine was set to 0.012 mm/s and the compression specimens were compressed up to 10 mm. Depending on the cross-head movement, the compressive strains were calculated. After averaging the compressive stress-compressive strain data obtained from the implementation of five separate tests for each sample, the final compressive stress-strain curves were obtained. Similar to the compression tests, three-point bending tests were conducted on the specimens molded based on ASTM D790 specifications using the Instron universal testing machine. The geometric specifications of the molded three-point bending specimens are as 165 × 13 × 3.2 mm. During the bending tests, the cross-head speed of the machine was arranged to be 0.05 mm/s. Five tests were carried out for each sample and the specimens were bended up to 12 mm. Thus, the bending force-bending displacement curves were successfully attained. The notched impact tests were conducted using the Instron CEAST 9050 pendulum type impact test machine. The Izod test specimen with a dimension of 80 × 10 × 3.2 mm possesses type A notch. Izod tests were conducted with 5.5 J hammer. All tests were performed at room temperature according to ISO 180 test standard.
Numerical modelling of three-point bending tests
Numerical implementations of the three-point bending tests were performed using the Abaqus/Standard-3D finite element engineering code. Geometric specifications of the 3-point bending tests are illustrated in Figure 4(a). Due to the symmetry, only the quarter part of the 3-point bending tests were modelled as shown in Figure 4(b). Thus, symmetry boundary conditions were successfully applied to the test specimens. A general-purpose linear brick element formulation with reduced integration designated C3D8R was used during the numerical analyses. This element type was used in conjunction with the enhanced hourglass control formulation in the analyses. Both the indenter and support were considered as a rigid body. In order to improve the computational accuracy, the regions of bending test specimens which are in a contact with the indenter and support were meshed finer, as illustrated in Figure 4(b). (a) Geometric specifications of three-point bending test, (b) Finite element model of three-point bending tests.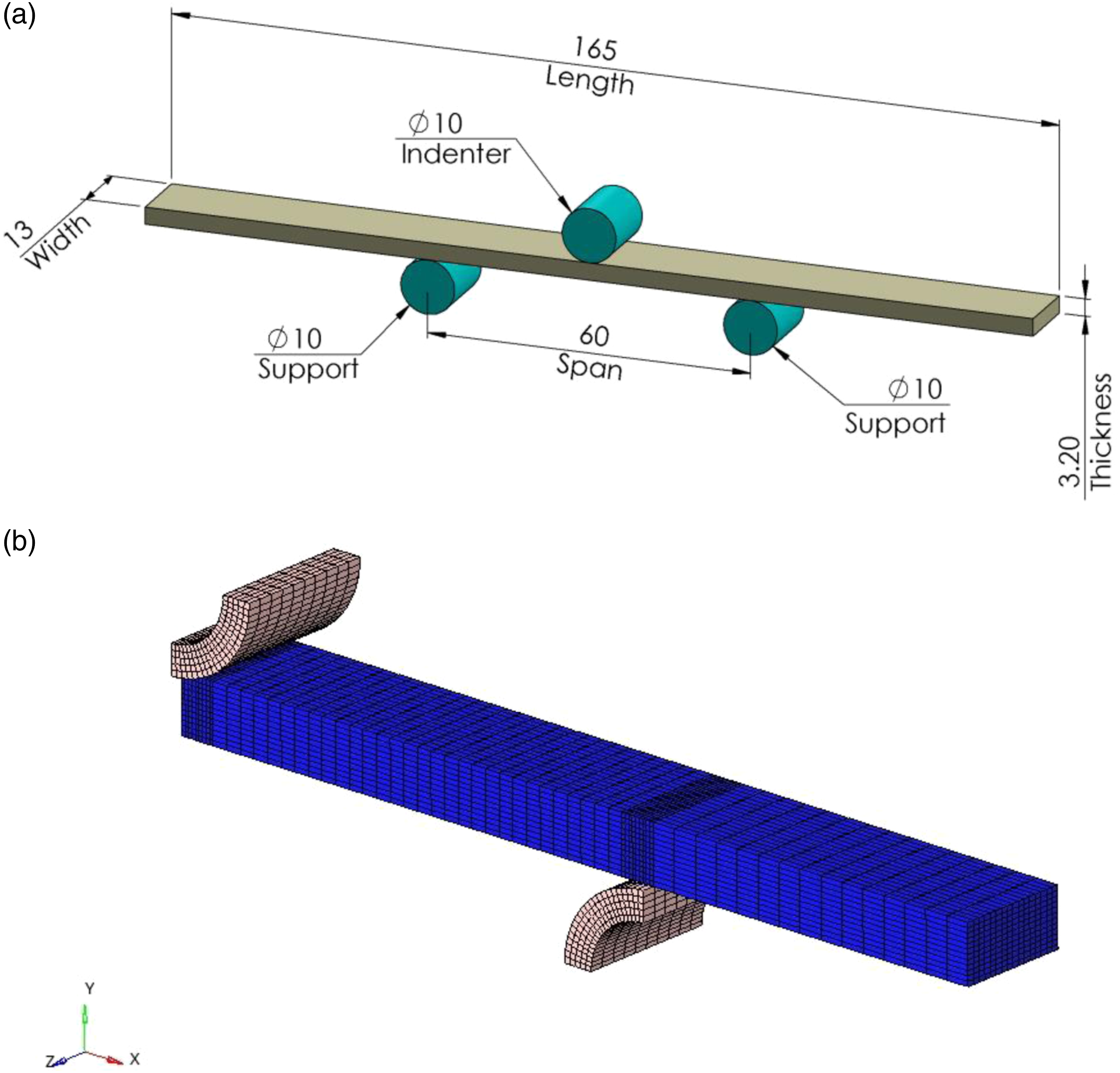
Surface-to-surface contact algorithm was defined between the contact surfaces, in addition, a friction coefficient between them was taken equal to 0.1.
Since amorphous polymers, like ABS exhibit dissimilar material behaviors between tension and compression,36,37,40,43,66,67 the linear Drucker-Prager model that is capable of describing the referred dissimilar behaviors was accounted for in order to define the mechanical behaviors of ABS and ABS/Hemp-Particle biocomposites. 42
The Drucker-Prager yield formulation is expressed in the following form.
68

The Drucker-Prager criterion can also be defined in terms of equivalent stress and the hydrostatic stress, as given below.
42

In order to identify the unknown constants of A and B, the Drucker-Prager yield criterion can be expressed in terms of principal stresses, as follows69,70
Assuming that 

Solving equation (4) and equation (5) simultaneously gives the expressions below.
72

Accounting for the yield stress in uniaxial tension (
The expressions in equation (6) can additionally be defined in terms of Mohr–Coulomb criterion parameters including cohesion (c) and internal friction angle (
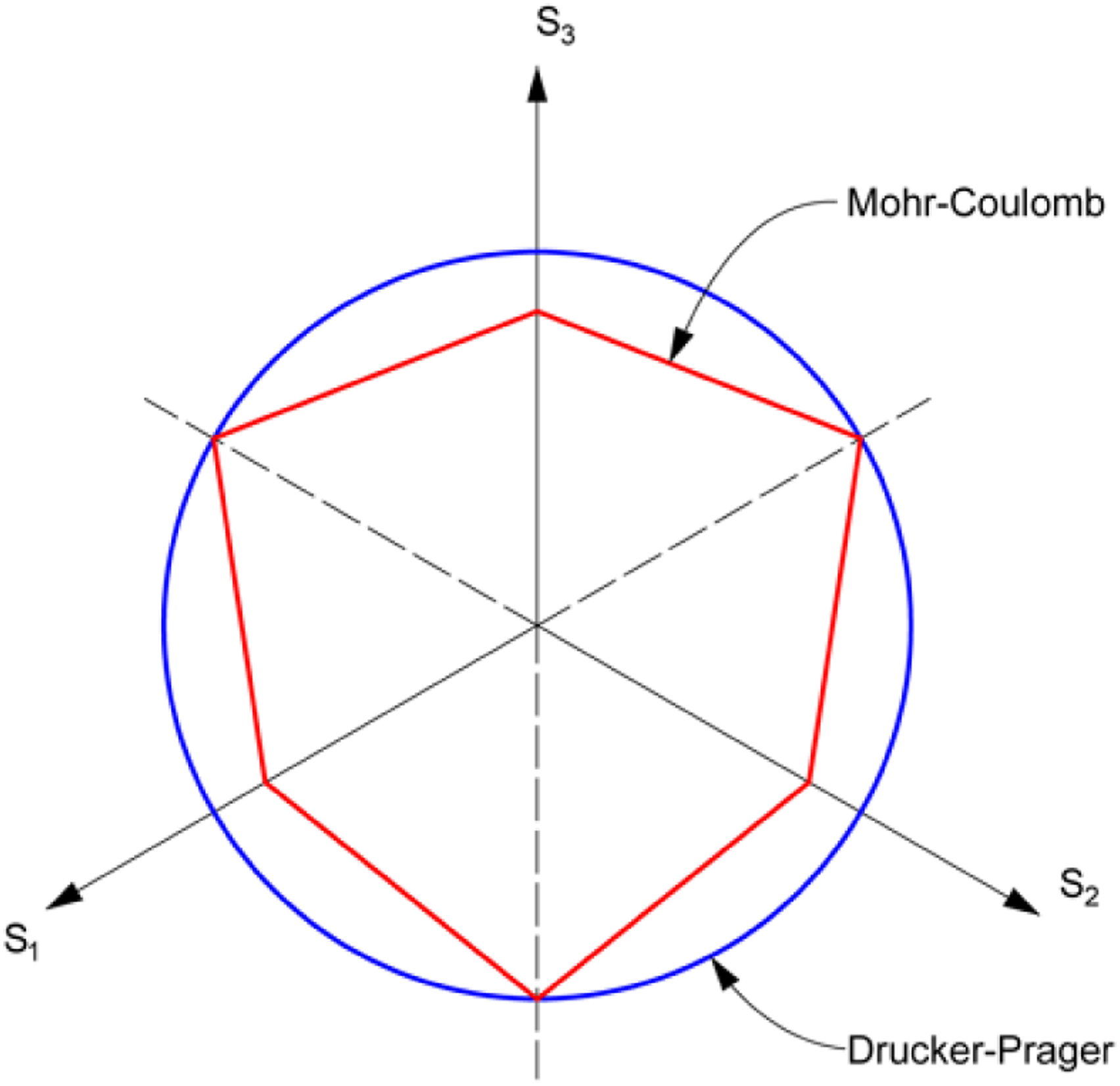
Considering that the Drucker-Prager yield surface circumferences the Mohr–Coulomb yield surface in the deviatoric plane as shown in Figure 5, the expressions for A and B can be written as given below.
73
Drucker-Prager and Mohr-Coulomb yield surfaces in the deviatoric plane.
Additionally, the linear Drucker-Prager yield criterion is defined in terms of all three stress invariants as42,74



Taking K = 1 leads to t = q, implying that the Drucker-Prager model is transformed into the von-Mises yield criterion that assumes the identical material behavior in tension and compression. The linear Drucker-Prager yield surface remains convex when
The parameter of d in equation (8) denotes the material cohesion, and is defined as follows
74

The linear Drucker-Prager criterion uses the following flow potential rule.
74

When
When triaxial tension and triaxial compression test data are not directly available, the linear Drucker-Prager model parameters (K, 

Results and discussions
Morphological results
The surface images of the untreated and alkaline-treated hemp fiber particles obtained from the SEM analyses are illustrated in Figures 6(a) and (b), respectively. SEM images of hemp particle surfaces, (a) untreated, (b) treated.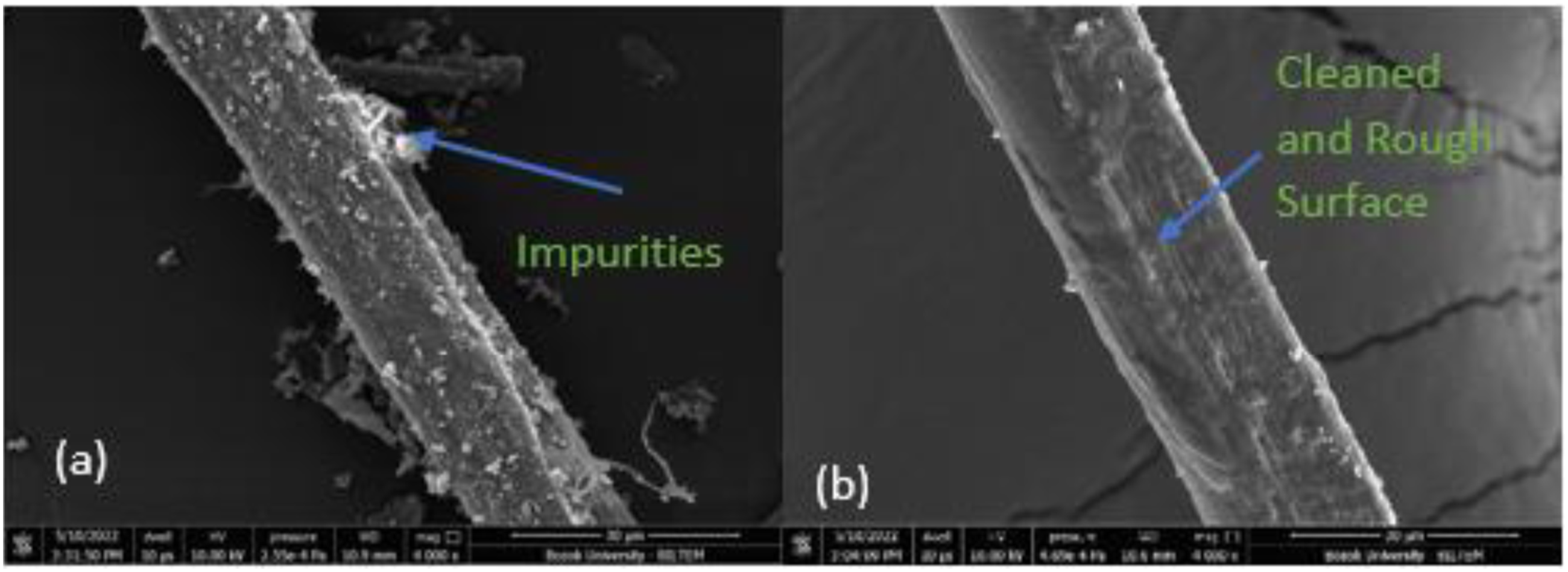
The SEM results in Figure 6 clearly reveal that the undesirable impurities on the surface of the untreated hemp particles were successfully eliminated by the conducted alkaline treatment. The impurities existed on the surface of hemp fibers in nature adversely affect the mechanical properties when used as reinforcement in polymers since they weaken the bond between polymers and natural hemp fibers. 75 In other words, since the alkali (NaOH) treatment reduces amorphous hydroxyl groups, it eliminates not only certain parts of the hemicellulose and lignin but also strengthens an adhesion between fibers and matrix by attaining a clean and rough surface.63,76–78
Diffractograms obtained by the XRD analyses for the alkaline-treated and untreated hemp fiber particles are illustrated in Figure 7. X-ray diffractograms of treated and untreated hemp fiber particles.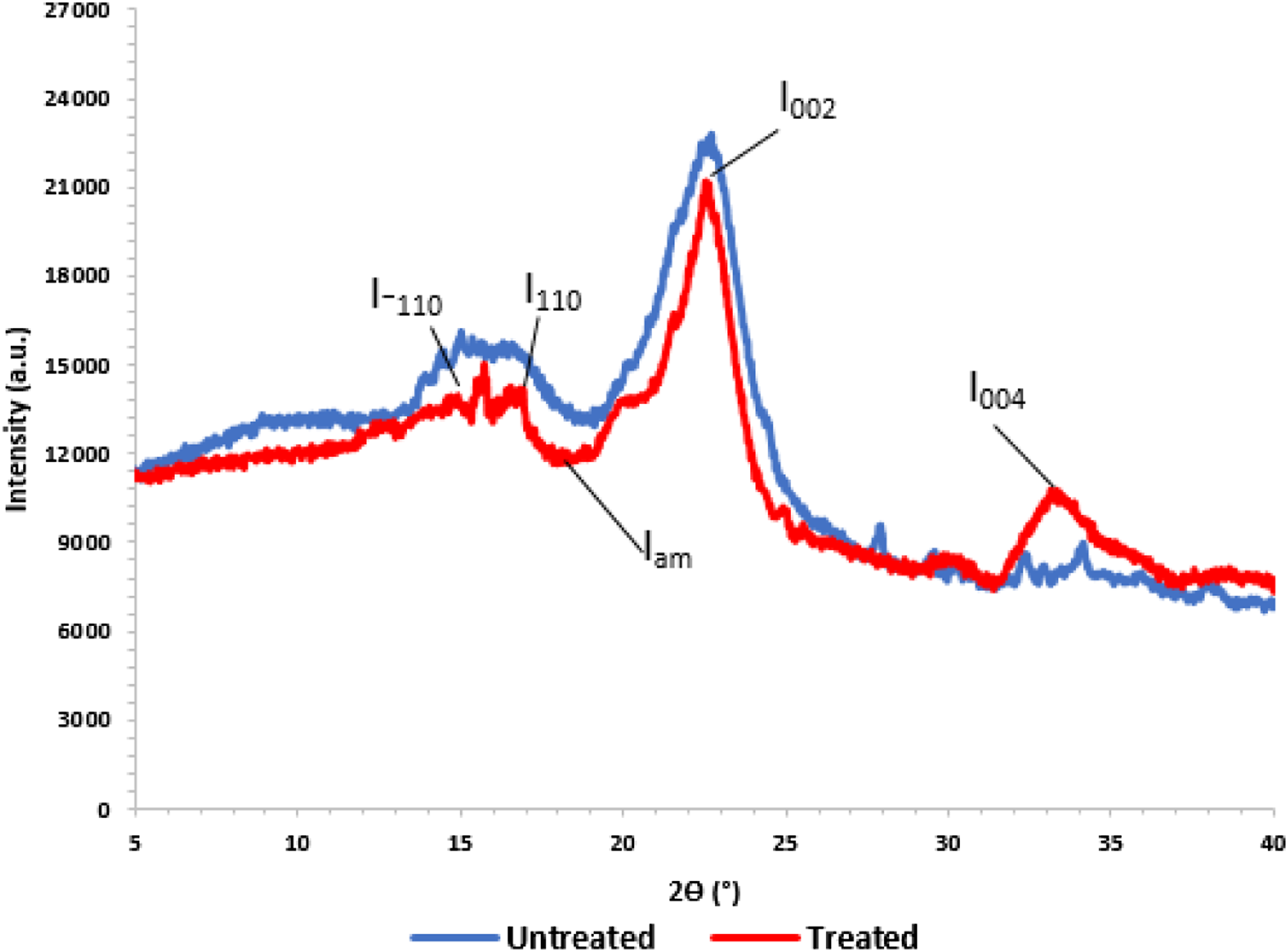

Crystallinity index of treated and untreated hemp particles.
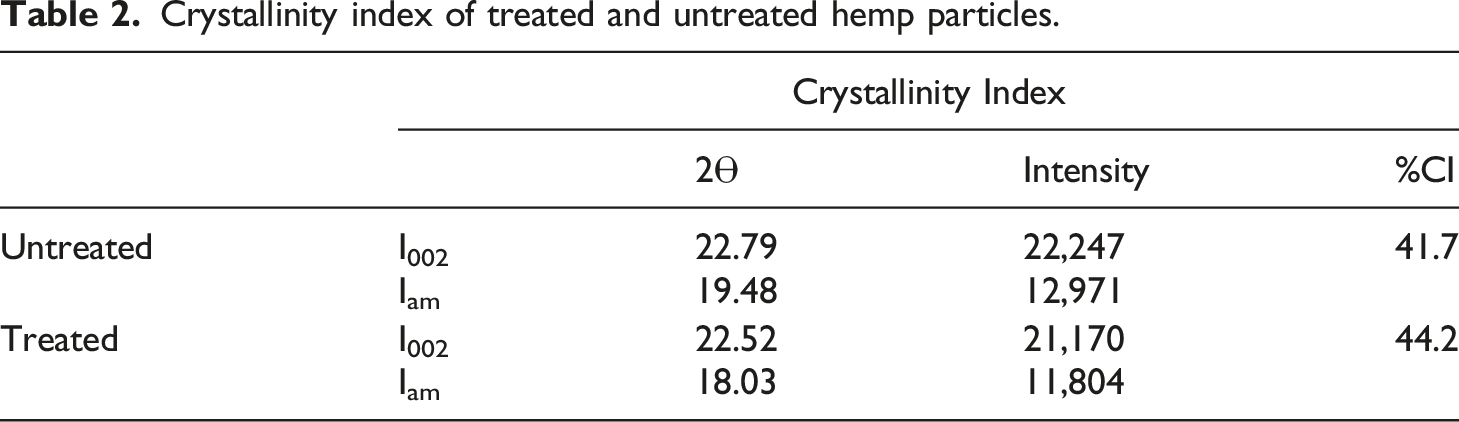
As reported in Table 2, the crystallinity index of hemp fiber particles increases from 41.7% to 44.2% as a result of the alkaline treatment. This finding can be attributed to a decrease in the hemicellulose content resulting from the alkaline treatment. 81 As acknowledged, a material with higher crystallinity offers a better mechanical performance.80,82
As shown in Figure 8, the comparison of the alkaline-treated hemp fiber particles with the untreated particles confirms compositional changes taking place in the treated particles. FT-IR spectra of alkaline-treated and untreated hemp fiber particles.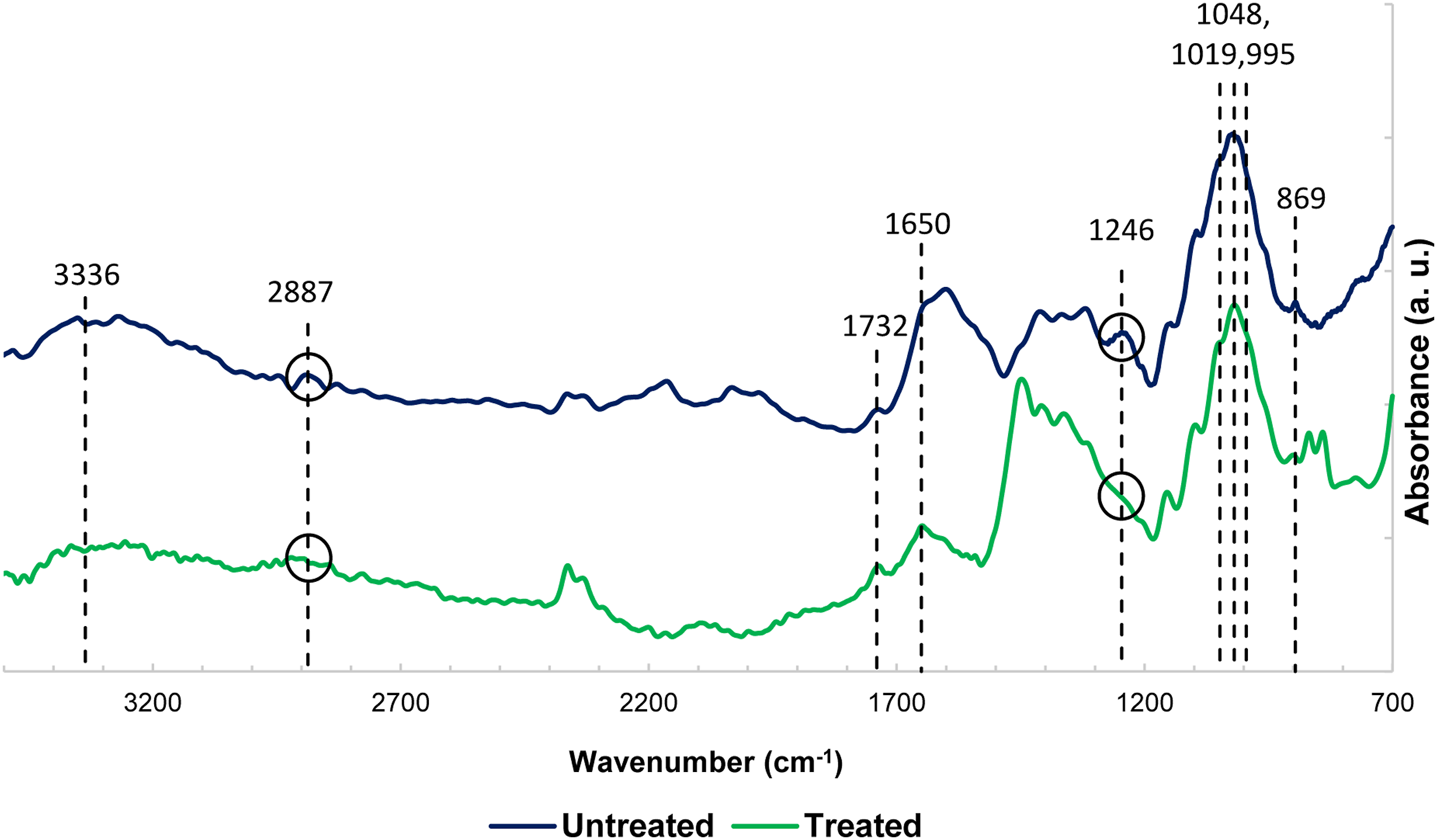
The lack of vibration peak at approximately 1246 cm−1 in the treated particles refers to the absence of C-O stretching and CH or OH bending in lignin, implying that the lignin constituent in hemp particles is successfully removed by the 10% NaOH solution. 83
The band at about 2887 cm−1 which corresponds to the C–H symmetrical stretching of non-aromatic compounds in cellulose and hemicellulose constituents is absent in the treated particles, which indicates the removal of those non-aromatic compounds by the alkali treatment.9,84–86
The weak peak appearing at approximately 1732 cm−1 is associated with the existence of carboxylic ester (C = O) in pectin and waxes.86–88 This is the indication of the presence of pectin and waxes in the alkaline-treated particles. Some of the other remaining peaks [(869 cm−1), (995,1019,1048 cm−1), (1650 cm−1) and (1732 cm−1)] represent COC,CCO and CCH stretching in cellulose, C-C, C-OH, C-H ring and side group vibrations in cellulose and hemicellulose, OH bending of absorbed water and C = O stretching in pectin and waxes, respectively.86,89
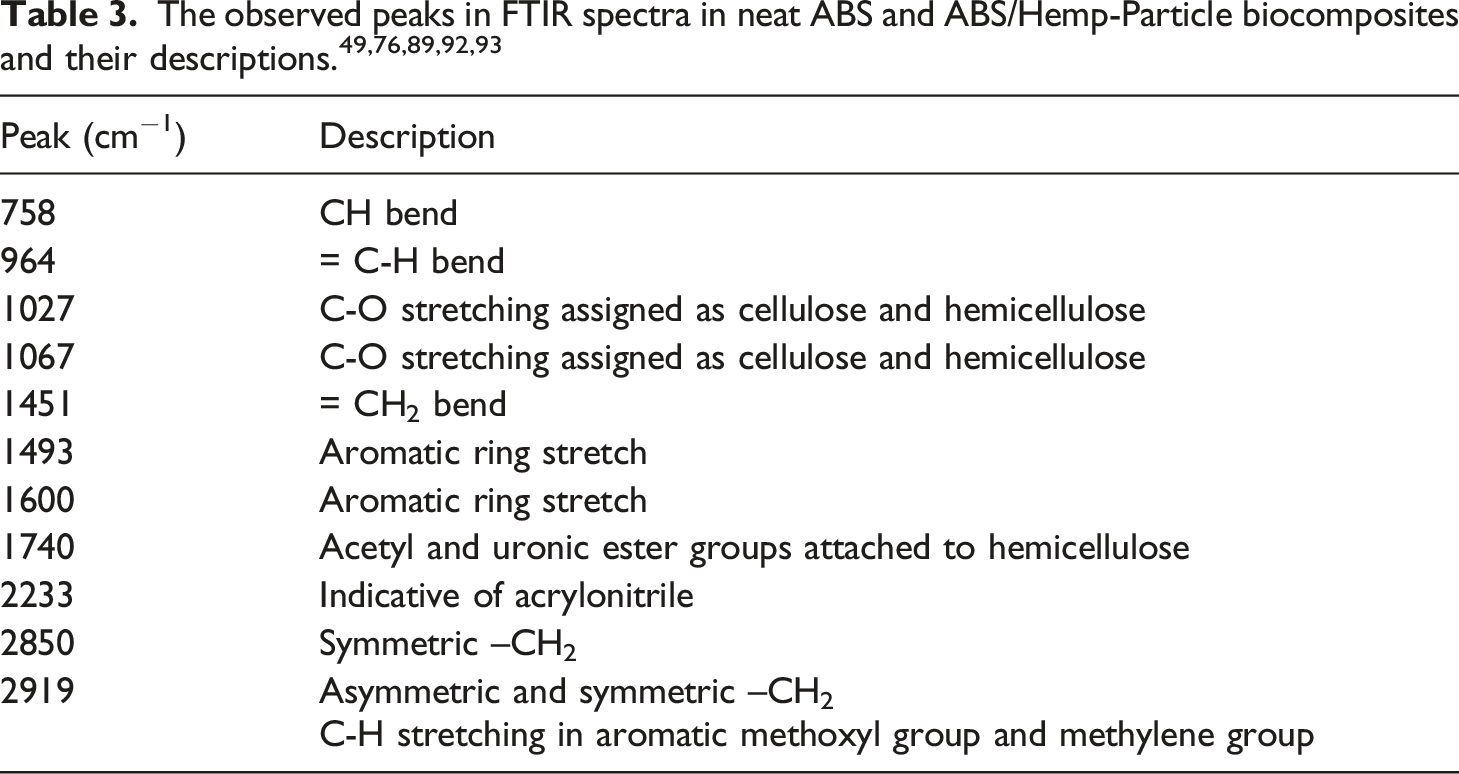
The FTIR spectra measured for neat ABS and ABS/Hemp-Particle biocomposites are illustrated in Figure 9. The FTIR spectra of biocomposites are found to be more or less similar to the FTIR spectrum of neat ABS. This implies that the incorporation of hemp fiber particles does not lead to any new peak formation or peak shifting in neat ABS. This reveals that there is no molecular change taking place in neat ABS as a result of the addition of hemp fiber particles. In other words, an interaction between ABS and natural particles occurs mechanically rather than chemically. In this case, the bonding between ABS and particles is achieved through a mechanical interlocking mechanism.90,91 FTIR spectra of neat ABS and ABS/Hemp Particle Biocomposites.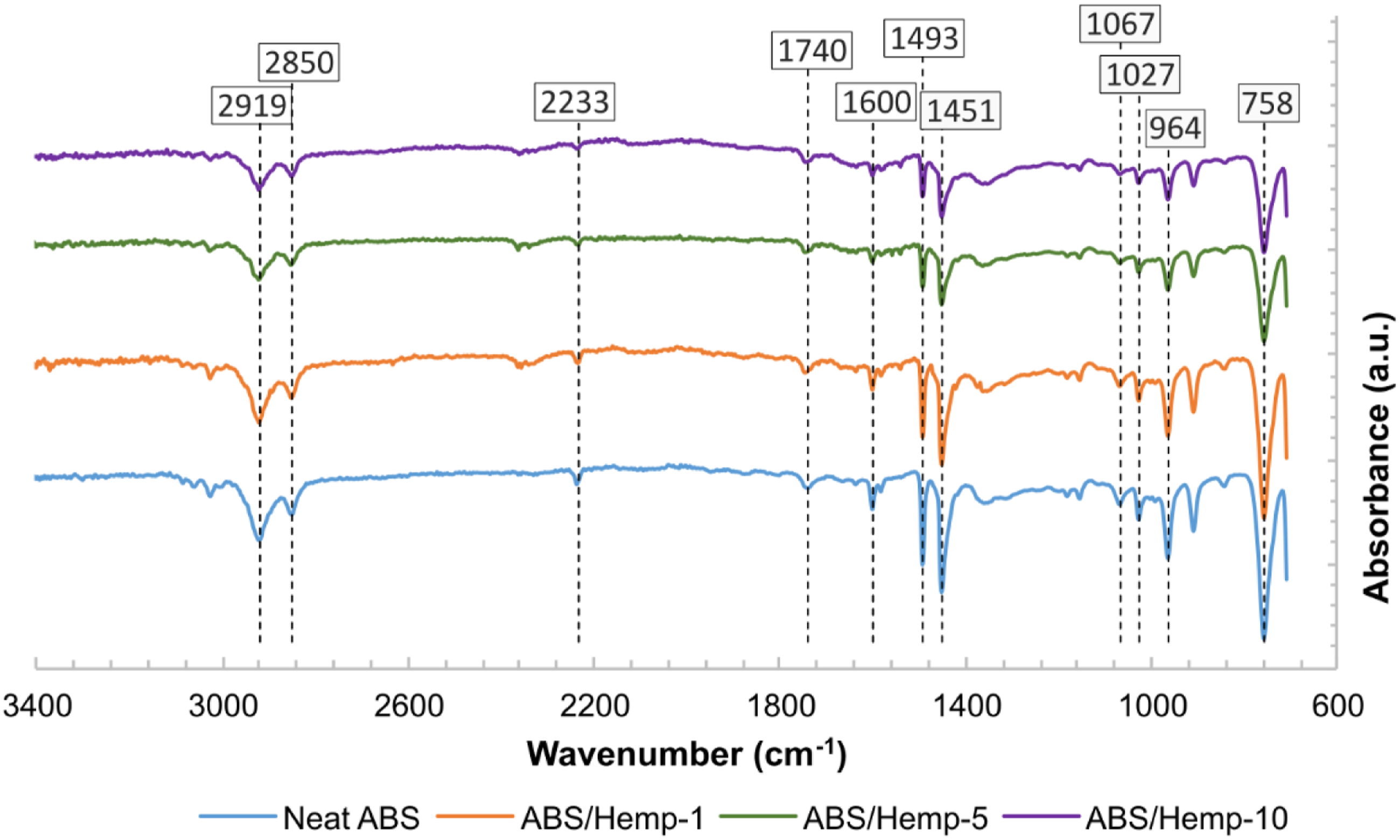
Mechanical test results
The compressive stress-strain curve of neat ABS is compared to the compressive stress-strain curves of biocomposites in Figure 10(a). Regardless of a type of material, there are three distinct regions observed in the compressive stress-strain curves including linear elastic or initial resistance up to post-yield strength, strain softening (intrinsic yield drop) and subsequent hardening. Compressive behavior of neat ABS and ABS/Hemp-Particle biocomposites: (a) Compressive stress-strain curves (b) Compressive modulus and (c) Compressive post-yield strength.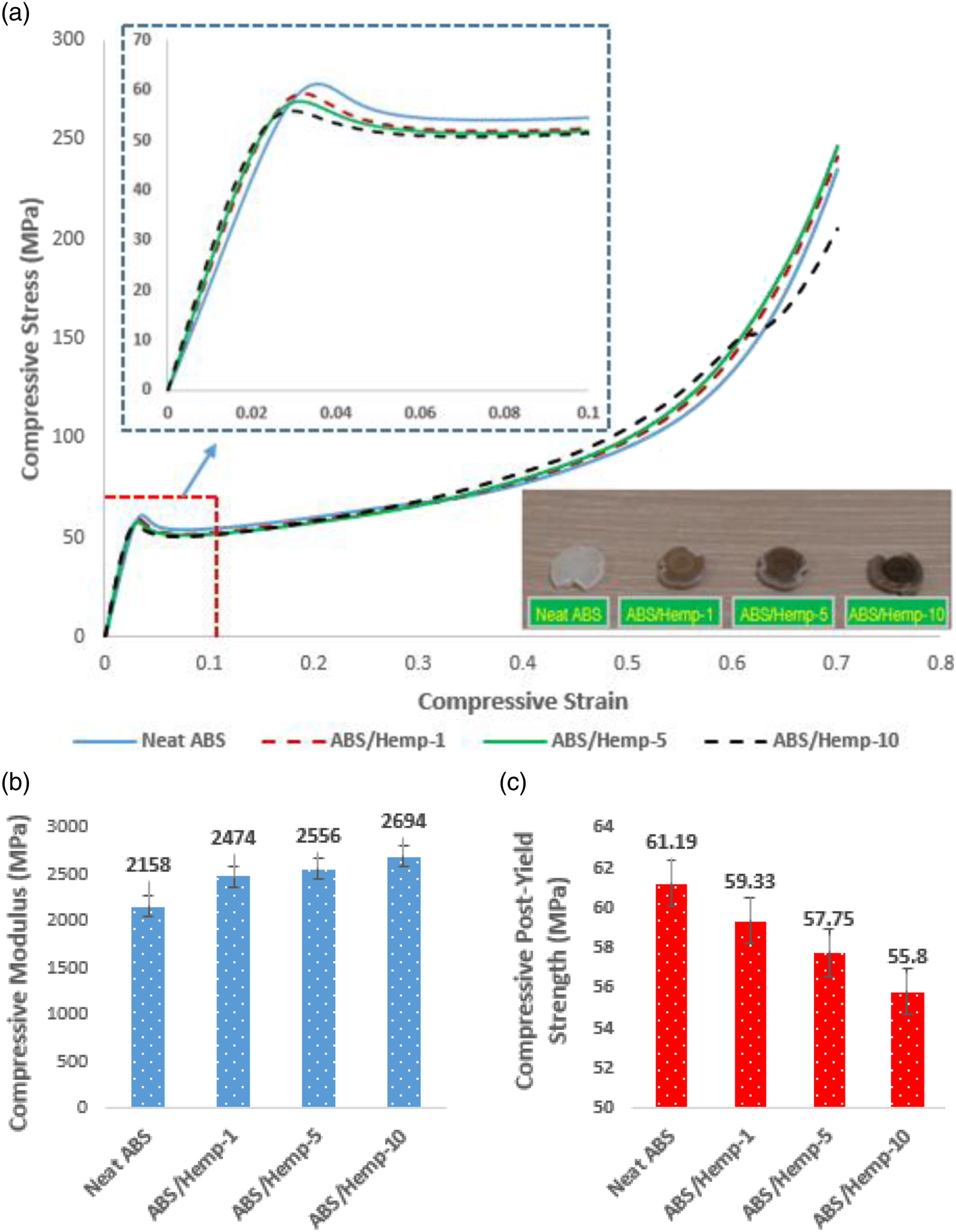
The results documented in Figures 10(b) and (c) show the effects of added hemp fiber particles on the compressive modulus and compressive post-yield strength of neat ABS. One important outcome deduced from Figure 10 is that the compressive modulus of neat ABS significantly enhances with increasing particle content. This resulted increase in the compressive modulus is primarily due to the added particles which cause ABS to behave stiffer by restricting its chain mobility.90,91,94 This increase in the compressive modulus can also be explained by the fact that the incorporated particles into ABS alter its crystallinity by acting like a nucleating agent that causes a heterogeneous nucleation effect.90,94,95 Thus, increasing the hemp particle content in ABS limits its chain mobility more which results in a higher compressive modulus. Additionally, hemp fibers offer higher modulus than ABS, thus resulting in ABS/Hemp-Particle biocomposites with higher modulus.
In contrast to the compressive modulus, the compressive post-yield strength of ABS is adversely influenced by the added particles, as shown in Figure 10. The compressive post-yield strength decreases with increasing particle content. As with other biocomposites, the quality of interfacial bonding between ABS and hemp particles is the key factor that determines the mechanical attributes of biocomposites including compressive post-yield strength. 7 Three distinct factors such as mechanical interlocking, physical attractive forces, and chemical bonding between matrix and natural fibers determine the quality of interfacial bonding. 7 Nevertheless, the previously reported FTIR results revealed that there is no chemical bond formed between ABS and particles; therefore, the decrease observed in the compressive strength may be attributed to the poor interfacial mechanical bonding established between ABS and particles. The possible reason for the weak mechanical bond formation is that amorphous thermoplastics, like ABS possess large viscosity which makes their wetting with natural fibers very difficult. 7
The measured flexural response of all specimens is illustrated in Figure 11. ABS does not experience any catastrophic failure while both ABS/Hemp-1 and ABS/Hemp-5 show damaged induced craze initiation and propagation, in addition, ABS/Hemp-10 fails by rupturing, as shown in Figure 11(a). Flexural behavior of neat ABS and ABS/Hemp-Particle biocomposites: (a)Flexural response, (b) Flexural modulus and (c) Flexural strength.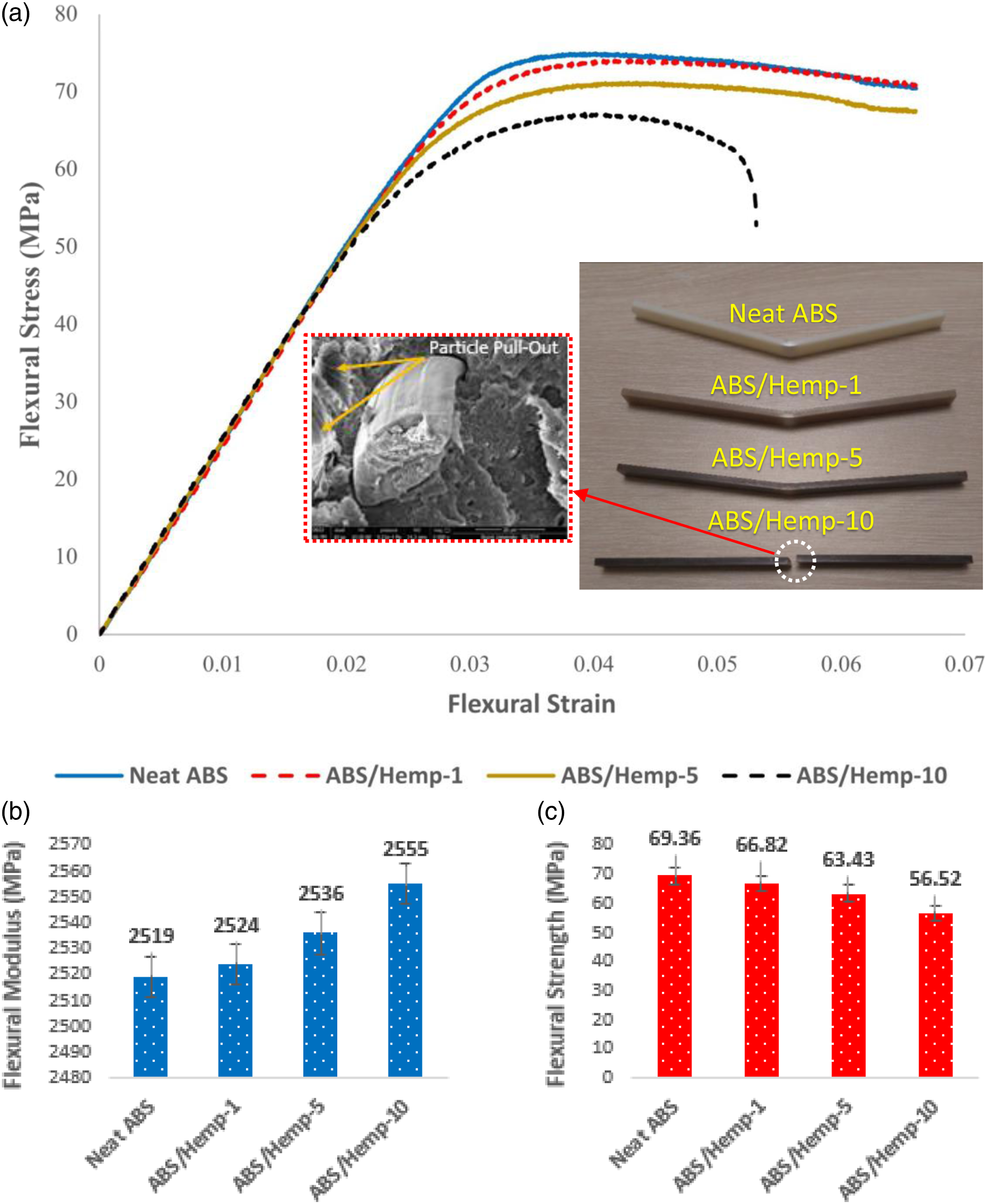
Based on the flexural response data given in Figure 11(a), the flexural modulus and flexural strength are calculated and reported in Figures 11(b) and (c), respectively in order to elucidate the effect of added particles on those important flexural characteristics.
As can be seen in Figure 11(b), the addition of hemp particles possesses a positive impact on the flexural modulus of ABS. Moreover, increasing particle content results in higher flexural modulus. As known, crystalline regions in materials make a more contribution to modulus of elasticity compared to amorphous regions since they possess a higher modulus. 96 Thus, an observed increase in the flexural modulus confirms the enhancement of the degree of crystallinity of ABS, which is caused by the addition of particles. From this, it is concluded that increasing particle content makes the crystallinity of ABS higher.
As shown in Figure 11(c), the flexural strength of ABS is impaired by the addition of particles. The flexural strength of ABS decreases with increasing particle content. Additionally, ABS/Hemp-Particle biocomposites do not withstand larger plastic deformations under bending in comparison with neat ABS. These findings suggested that there is a lack of strong adhesion between particles and matrix. In order to reveal the bonding quality between particles and matrix, the ruptured surface of ABS/Hemp-10 was examined by the scanning electron microscopy. The SEM image shown in Figure 11 proves the poor bonding formation between ABS and particles.
The notched Izod impact strength of neat ABS and ABS/Hemp biocomposites are given in Figure 12. As can be clearly seen in Figure 12, incorporation of hemp fiber particles has a negative effect on the impact strength of the neat ABS. The experimental findings revealed that the addition of hemp fiber particles decreases impact strength of neat ABS from 11.34 to 3.59 kJ/m2 with increasing particle content from 0 wt% to 10 wt%. The impact strength of ABS generally originates from the rubbery phase, hemp fiber particles may restrict the chain mobility of these molecules and thereby reduces the capacity to absorb energy during impact load transfer through polymer.
47
Therefore, the interfacial adhesion loss resulted in a significant decrease in the impact strength.
52
Impact strengths of neat ABS and ABS/Hemp-Particle biocomposites.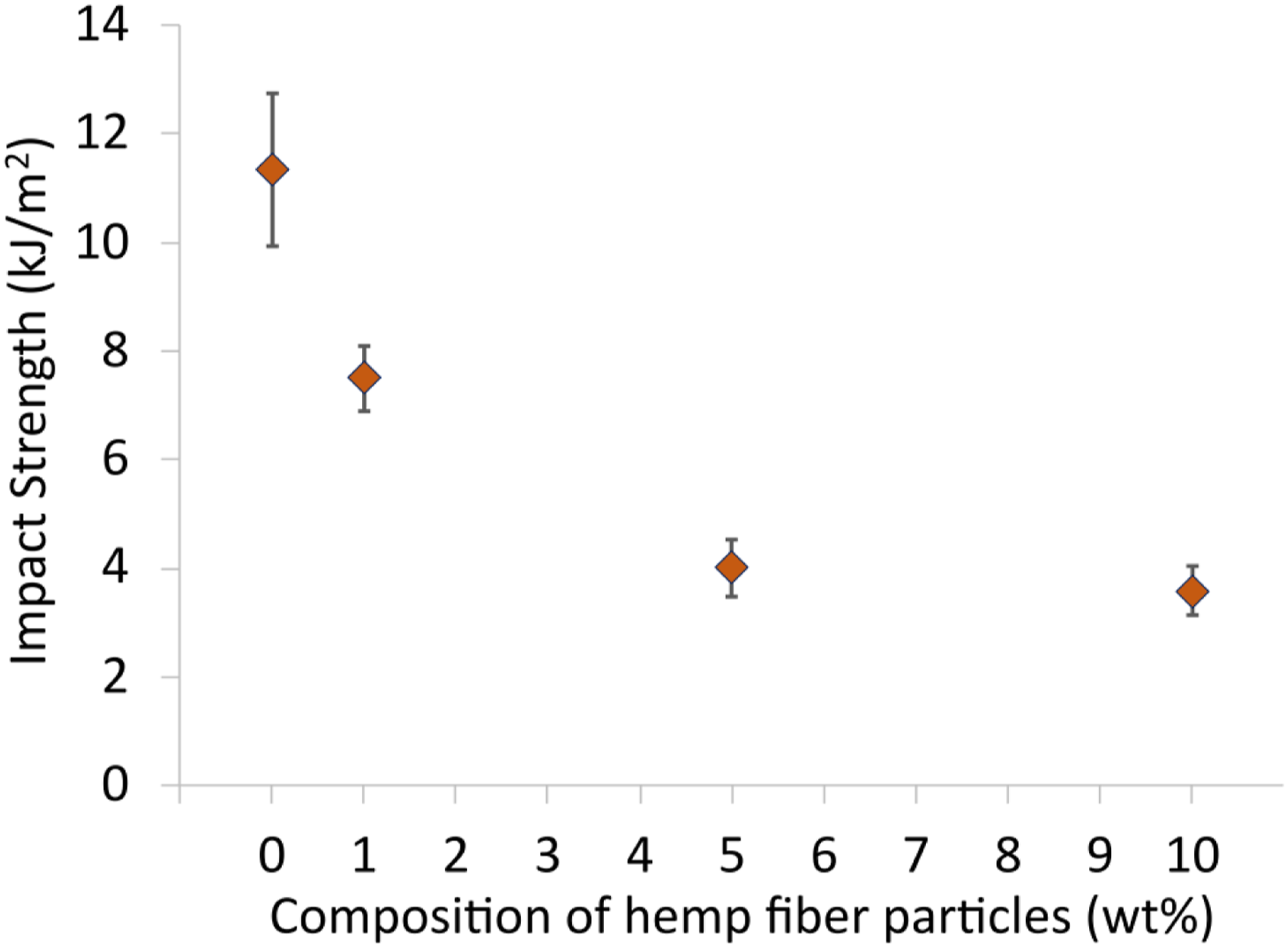
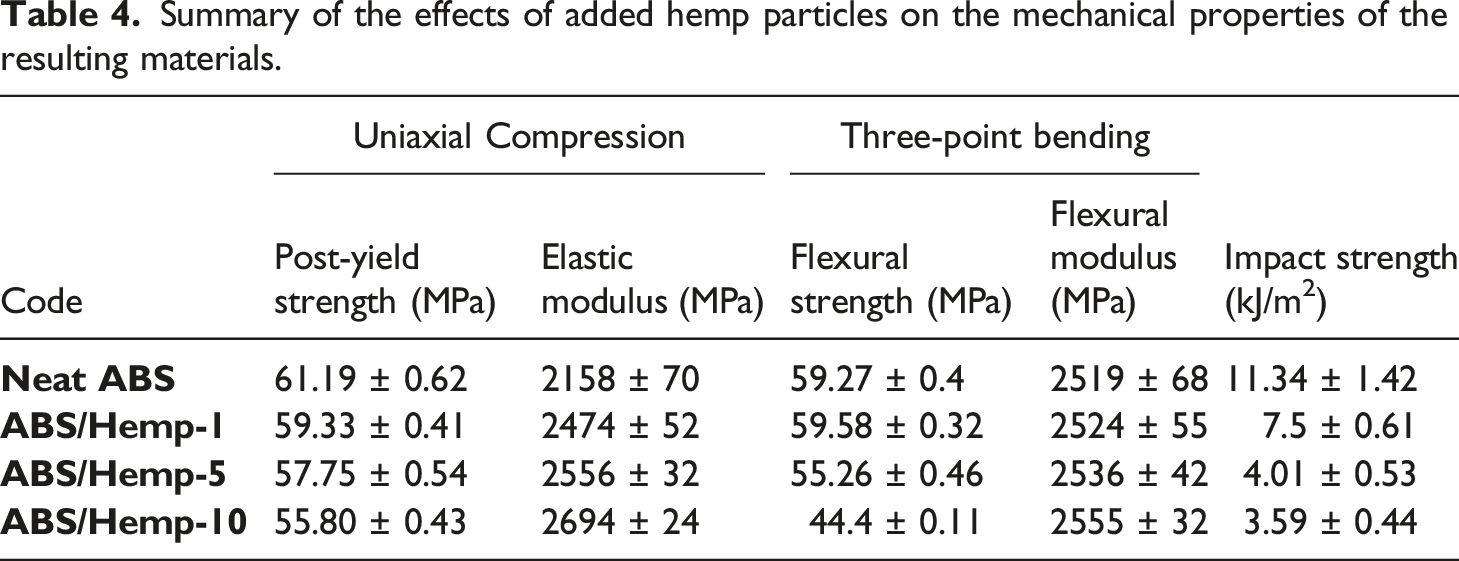
Summary of the effects of added hemp particles on the mechanical properties of the resulting materials.
Numerical results
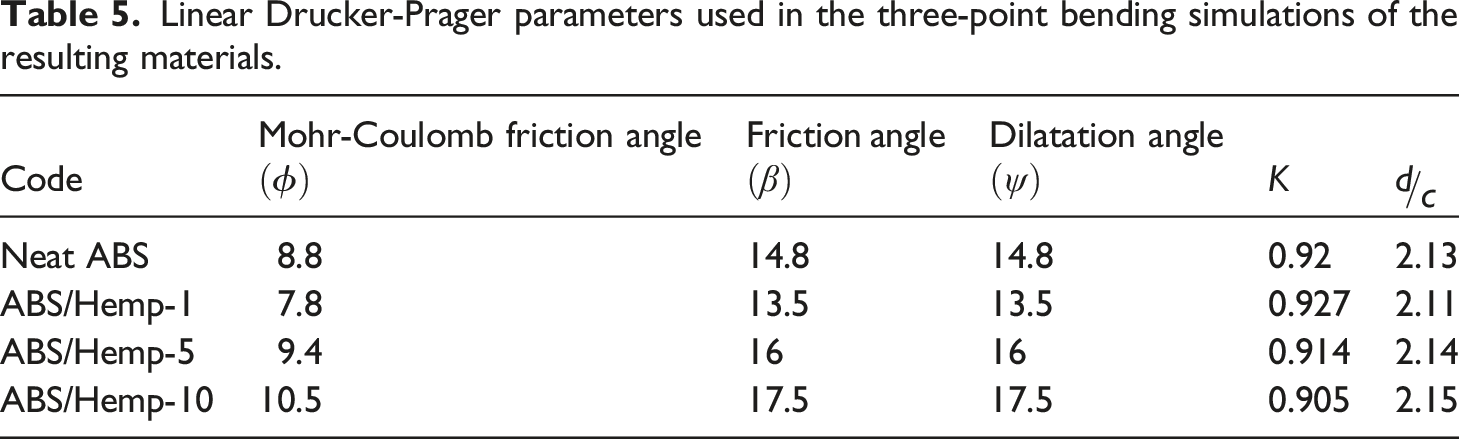
Linear Drucker-Prager parameters used in the three-point bending simulations of the resulting materials.
As shown in Figure 13, three-point bending test data of the resulting materials are satisfactorily reproduced by the linear Drucker-Prager model. Comparison of the experimental three-point bending response of the materials with numerical predictions: (a) Neat ABS, (b) ABS/Hemp-1, (c) ABS/Hemp-5 and (d) ABS/Hemp-10.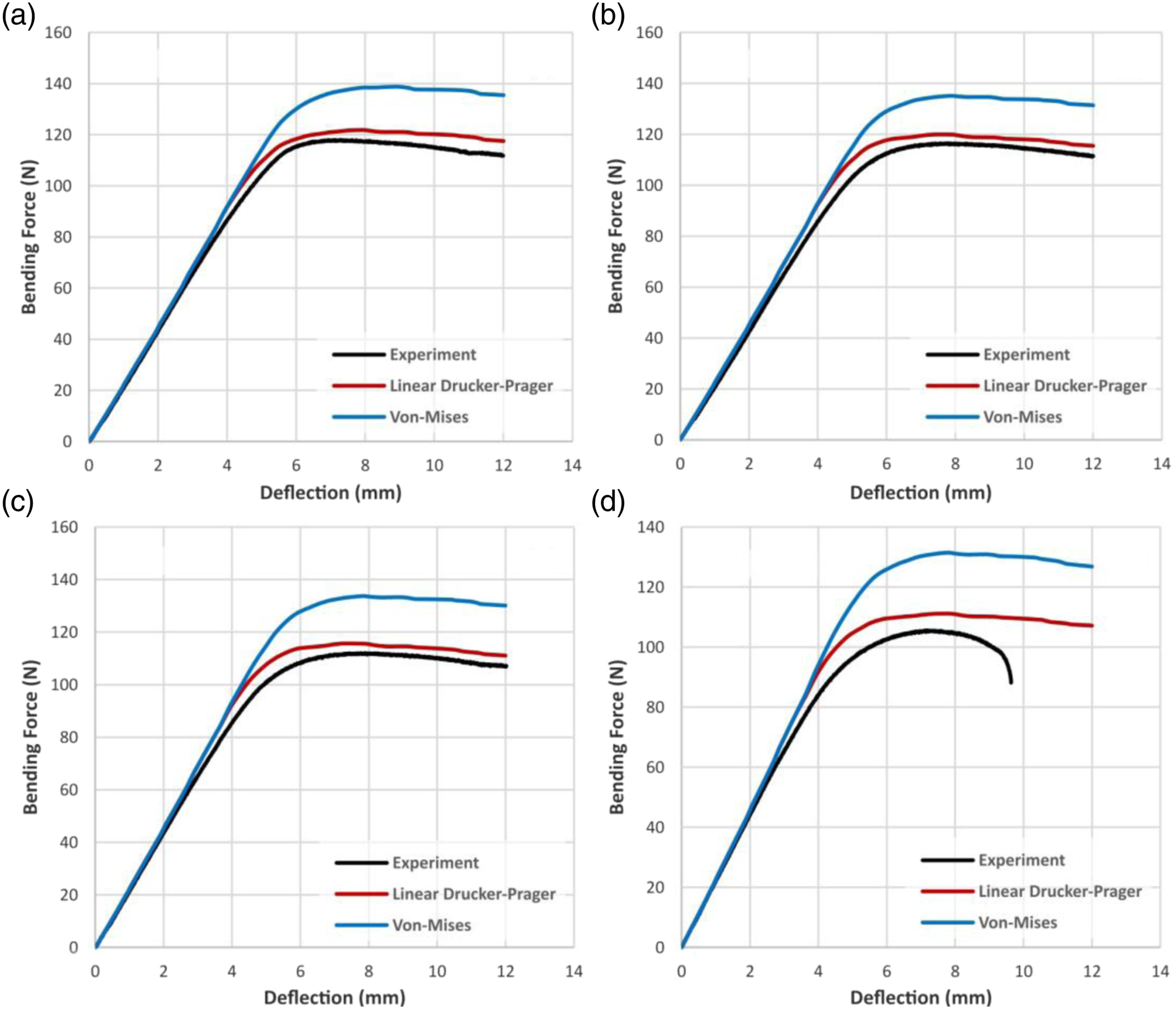
On the contrary, their bending responses are significantly overestimated by the von-Mises criterion. In the simulations, the von Mises yield surface formulation was achieved by taking the flow stress ratio parameter (K) equal to 1, implying that the dissimilar material behaviors in tension and compression are neglected by the von Mises criterion.36,42,43 A reason for this significant overestimation is to define the hardening behavior of materials based on the compression test data given in Figure 10(a). Nonetheless, the resulting materials behave much stiffer under compression compared to tension. If the hardening behavior is defined based on the tension test data illustrated in Figure A1, the von-Mises will underestimate the bending response of the materials. In the context of finite element analysis, dissimilar material behaviors in tension and in compression displayed by polymeric materials need to be taken into consideration for the accurate prediction of their mechanical behaviors under multiaxial loads, like bending.
The linear Drucker-Prager normal stress contours are compared to the von-Mises normal stress contours in Figure 14. From the normal stress contours in Figure 14, it was deduced that the linear Drucker-Prager material model successfully accounts for the dissimilar material behaviors between tension and compression. Comparisons of the linear Drucker-Prager normal stress contours with von-Mises normal stress contours.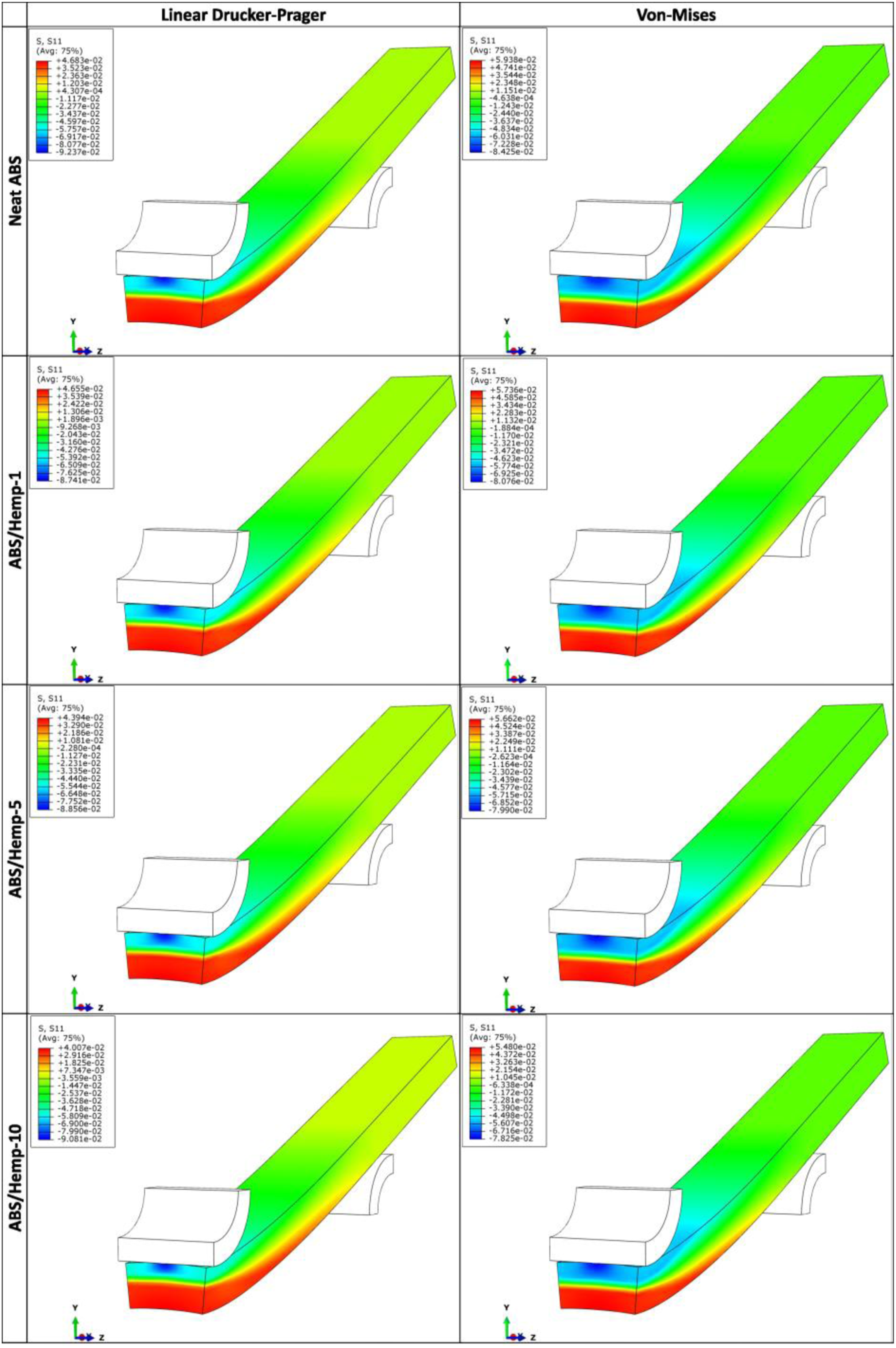
Concluding remarks
The following conclusions can be drawn from the findings of this study.
The addition of hemp fiber particles significantly improves the compressive modulus of ABS but adversely influences its compressive post-yield strength. Increasing particle content leads to a considerable increase in the compressive modulus nevertheless a decrease in the compressive post-yield strength. Adding 10wt% hemp particles enhances the compressive modulus of ABS by 24.8% but reduces its compressive post-yield strength by 8.8%.
The addition of particles results in a slight improvement in the flexural modulus of ABS. The flexural modulus increases with increasing particle content. Incorporating 10wt% particles improve the flexural modulus by only 1.43%. In contrast to the flexural modulus, the flexural strength of ABS is deteriorated by the addition of particles. The flexural strength of ABS is reduced by 18.5% resulting from the addition of 10wt% particles.
The reduction observed in both the compressive post-yield strength and flexural strength is attributed to the lack of strong adhesion between the matrix and particles, which is proven by the SEM result.
The FTIR results put forth that the adhesion formed between matrix and natural particles is the mechanical interlocking mechanism rather than a chemical bonding. The weakness of this mechanical bonding is mainly due to the significant viscosity of ABS which makes its wetting with natural hemp particles difficult.
The alkaline treatment performed using the 10% NaOH solution successfully removes the undesirable impurities from the surface of the particles. This is the indication of the removal of certain parts of the hemicellulose and lignin constituents by the treatment. This outcome is supported by FTIR analysis of treated particles.
The three-point bending test data of the materials are satisfactorily reproduced using the linear Drucker-Prager material model in Abaqus engineering software.
The notch-impact test results revealed that the impact strength of neat ABS is adversely affected by the incorporation of hemp fiber particles. The impact strength of neat ABS decreases with increasing particle content.
Supplemental Material
Supplemental Material - Examination of compressive and flexural behaviors of acrylonitrile-butadiene-styrene filled with hemp fiber particles
Supplemental Material for Examination of compressive and flexural behaviors of acrylonitrile-butadiene-styrene filled with hemp fiber particles by Osman Ozenc, Mehmet Akif Dundar and Davut Erdem Sahin in Journal of Thermoplastic Composite Materials
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Supplemental Material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.