
Abstract
This study was an attempt to combine fused deposition modelling and hot press moulding technique to fabricate hybrid polymer composites using acrylonitrile butadiene styrene (ABS) polymer, woven glass fibre (GF) and woven carbon fibre (CF). The composite specimens were subjected towere subjected to mechanical and thermal characterization.Tensile strength of GF/ABS and GF/CF/ABS composite were far higher than the virgin ABS. GF/ABS composites displayedimproved thermal resistance by giving a final residue of 42.36%, followed by GF/CF/ABS hybrid composites as per the thermogravimetric analysis. Thermomechanical analysis revealed the coefficient of thermal expansion in the order: ABS > GF/ABS > GF/CF/ABS. The entropy obtained from the DSC curve was of higher value for composites than the ABS. The ABS based composites fabricated from this technique can be applicable to structural parts in the automobiles, aircrafts, shipping vessels, etc.
Keywords
Introduction
3-dimensional printing (3D) is a process used to make 3D objects using computer software and computer-aided design. The 3D printing technique allows for the creation of complex shapes with design flexibility, and most importantly, the products can be made at a low cost. Thus, many researchers use this technique to obtain a better performance; also, it is strongly believed that the 3D printing technique helps transform the digital world.1,2 A wide range of polymers such as thermoplastics, thermosets, and elastomers can be used in the 3D printing technique depending upon the worth of applications. For instance, thermoplastic polymers are polylactic acid (PLA), acrylonitrile butadiene styrene (ABS), polyamide (PA) and thermosetting polymers such as epoxy. Thus, it is forecasted that the usage of 3D printed composites in the global market will reach a value of 1.7 billion dollars by the year 2030. 3 Singh et al. 4 fabricated 3D printed functional prototypes composed of polylactic acid (PLA) reinforced with poly ether ketone ketone (PEKK), hydroxyapatite (HAp) and chitosan (CS). The best tensile performance was achieved at the following parameters: (i) infill ratio of 100%, (ii) infill speed of 60 mm/s. As the application possibilities for additive manufaacturing of polymers are restricted due to limited mechanical performance, the integration of reinforcing fibres has been identified as a solution to overcome this. Domm et al. 5 suggested use of continuous fibre reinforced thermoplastic strands with AM process to improve relaibiltiy.
Though 3D printing technology has many advantages, most 3D printed polymers are used as conceptual prototypes instead of functional components. Because virgin polymers do not have strength, thus they cannot bear the loads in any applications. These drawbacks are reported to restrict the usage of 3D printed polymers in industrial applications. 3D printing composites can solve these drawbacks by incorporating the polymers within the reinforcements, such as fibre, fillers, etc.6,7 Yesong et al. 8 fabricated PLA and glass fibre/PLA composites using the fused deposition modelling technique and compared their mechanical properties. The results reported that the continuous glass fibre reinforced composites exhibited 400% and 204% enhancements in tensile and flexural strengths than virgin PLA matrix. In this work, the authors used glass and carbon fibres as reinforcements to fabricate the composite samples. Further, a hybrid was introduced in both fabrication techniques and sample preparation to improve the performance of the composites. The hybrid manufacturing technique combines two or more fabrication techniques into a single process. The combination could be from additive fabrication techniques or conventional techniques to achieve cumulative benefits or overcome individual limitations.9,10
Polymer matrix composites can be fabricated using various printing techniques. Amongst the different methods, fused deposition modelling (FDM), stereolithography (SLA), selective laser sintering (SLS), inkjet 3D printing and 3D plotting are well-established techniques. However, each fabrication technique has its advantages and disadvantages. Besides, the fabrication technique can be selected based on the final intended application, material selection, processing speed and resolution.11–13 In this work, the FDM was chosen to fabricate the composite samples due to their various advantages such as low cost, good strength and multi-material capabilities. However, the FDM has disadvantages, such as nozzle clogging and anisotropy property. Besides, the samples were forwarded to the hot press moulding technique. Thus, each composite sample was fabricated by hybrid manufacturing techniques such as FDM and hot press moulding.
Suresh et al. 14 coupled the hot melt extrusion technique and fused deposition modelling to develop drug delivery-related applications in the pharmaceutical industry. Researchers reported that this coupling technique could be an efficient and, most importantly, economical approach for developing drug systems. Heidari et al. 15 fabricated composites with acrylonitrile butadiene styrene/thermoplastic polyurethane (ABS/TPU) blends and ABS/TPU/CNT (carbon nano-tubes) combination using melt-mixing. Though the addition of TPU into ABS improved the melt flow index, it weakened the notched impact toughness, but the inclusion of carbon as nano-tubes significantly improved the mechanical performances as well as created a rough fracture surface morphology. Bin Hu et al. 16 fabricated short carbon fibre reinforced poly-ether-ether-ketone composites using a single screw extruder followed by a fused deposition modelling technique. Further, the fabricated samples were subjected to analyze mechanical and thermal properties by varying the nozzle diameter, processing temperatures, and infill angle. Results revealed that large nozzle diameter and increased nozzle temperature were beneficial to producing good quality composites. Regarding the mechanical properties, tensile strength and elastic modulus were improved by 59% and 169% compared to virgin polyether-ether-ketone. The thermal resistance was examined using a dynamic mechanical analysis test. The glass transition temperature (Tg) was measured using loss modulus graphs. The Tg of 148.7°C was observed for carbon fibre/poly-ether-ether-ketone composites at 5% fibre loading. Wang et al. 17 fabricated short fibre reinforced polymer composite using FDM techniques. The TGA reorts revealed an increase in the melting point, thermal decomposition temperature and crystallization temperature of composites in comparison with pure PEEK. This indicated a greater thermal stability in PEEK composites. The fibre-matrix interfacial bonding in GF/PEEK was better than CF/PEEK, which indicates the more active functional groups on GF. This restricts the movement of PEEK molecular chains and hence leads to poor melting fluidity and lower crystallinity when compared with CF/PEEK. Billah et al. 18 fabricated CF/ABS reinforced composite with chopped short CF using large area 3D printing. The observation showed a four times reduction in the coefficient of thermal expansion (CTE) along a perpendicular direction to the extruded direction of CF/ABS reinforced composites than ABS samples during thermomechanical analysis. This indicates the better interfacial adhesion between the fibres and ABS matrix. Billah et al. 19 fabricated GF/ABS and CF/ABS reinforced composite using large area 3D printing. The DSC test was performed to investigate glass transition (Tg) and melting temperature (Tm) of ABS and ABS fibre reinforced composites. The observations reported no significant changes in Tg (107°C) between ABS and ABS fibre reinforced composites, while a peak at second endothermic (140°C) represents melting of processed materials as no definite melting range could not be traced due to amorphous ABS. Behnam et al. 20 improved the mechanical properties of E-glass fibre-reinforced PLA matrix composites by varying the parameters such as fibre diameter, fibre yarn layering pattern, height, extrusion width and flow percentage. Based on the optimized parameters, the composites' maximum tensile strength and tensile modulus were observed to 478 MPa and 29.4 GPa. In another work, Olusanmi et al. 21 compared the mechanical and thermal performances of Polyamide/carbon fibre, and ABS/carbon fibre reinforced composites fabricated using the fused deposition modelling technique. Due to their loose morphology, the carbon fibre-reinforced ABS matrix composites were found to be superior in modulus properties. Regarding the specific heat of fusion, the carbon fibre-reinforced polyamide matrix composites were higher than the carbon fibre/ABS composites. Vinyas et al. 22 examined the mechanical and thermal properties of carbon fibre/PLA, glass fibre/PLA, and PLA + Glycol modified Polyethylene terephthalate composites by varying the nozzle temperature and printing speed. Results reported that carbon fibre/PLA (fibre loading of 10%) exhibited superior tensile strength to other counterpart samples. It was ascribed to the lower fibre loading of carbon fibre. Regarding the thermal properties, nylon glass fibre/PLA (fibre loading of 30%) could be the better choice when considering only thermal-related applications over mechanical behaviour. When mechanical and thermal properties were concerned, PLA + Glycol modified Polyethylene terephthalate composites exhibited better performance than other composite samples. Ahmed et al. 23 fabricated multi-material laminar composites using fused deposition modelling with CF-polylactic acid (PLA)/ABS combination. The tensile tests conducted reported that the hybrid composite sheet exhibited an enhanced performance when compared with the monolithic constituent sheets. Fuda et al. 24 fabricated carbon fibre/ABS composites using a plastic extruder followed by the FDM technique. Further, the composite samples were subjected to mechanical properties by varying the fibre loadings from 3% to 15%. Results reported that carbon fibre-reinforced composites exhibited improved properties in tensile strength and Young’s modulus. However, toughness, yield strength and ductility were found to be decreased. Regarding the influence of fibre loading, 5wt.% of carbon fibre-loaded composites showed higher values in tensile strength, and 7.5wt.% of carbon fibre-loaded composites were higher in Young’s modulus. Magri et al. 25 fabricated CF-reinforced PLA parts using fused deposition modelling and observed PLA-CF yielded better tensile performance than PLA due to high modulus of CF resulting in strengthening. The best results were achieved at a nozzle temperature of 230°C and at a orientation angle of 45°, 135°. It is also observed that the crystallinity increases due to crystallinity through differential scanning calorimetric analysis. Saltan et al., 26 deployed hybrid process (i) firstly prepared a series of polyesters from malonic acid, succinic acid, adipic acid, sebacic acid (diacids), and 1,4-butanediol and then followed by, (ii) polyester composites synthesized between 1,2-propanediolisobutyl POSS (POSS-Diol) and diacid. The investigations revealed that the composites can be used for high performance applications.
The above literature works revealed that limited works were reported to fabricate the composite samples using hybrid manufacturing. Thus, in this work, the authors have chosen hybrid manufacturing techniques such as FDM + hot press moulding technique. Besides, glass and carbon fibres were selected to fabricate the composites reinforced with ABS matrix. In addition, the mechanical and thermal behaviour of polymer composites were studied to understand the influence of fibre hybridization, such as glass fibre/ABS and glass fibre/carbon fibre/ABS composites. From a mechanical, the tensile property was studied. Regarding thermal behaviour, the composites were subjected to thermogravimetric analysis (TGA), thermomechanical analysis (TMA) and Differential Scanning Calorimetry (DSC). Besides, the failure phenomenon was analyzed using the scanning electron microscope.
Materials and methods
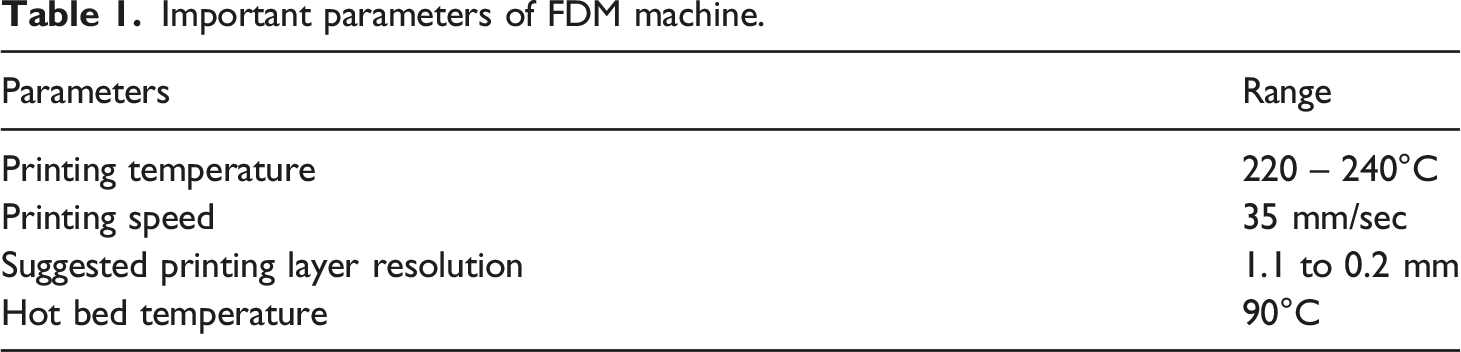
Important parameters of FDM machine.
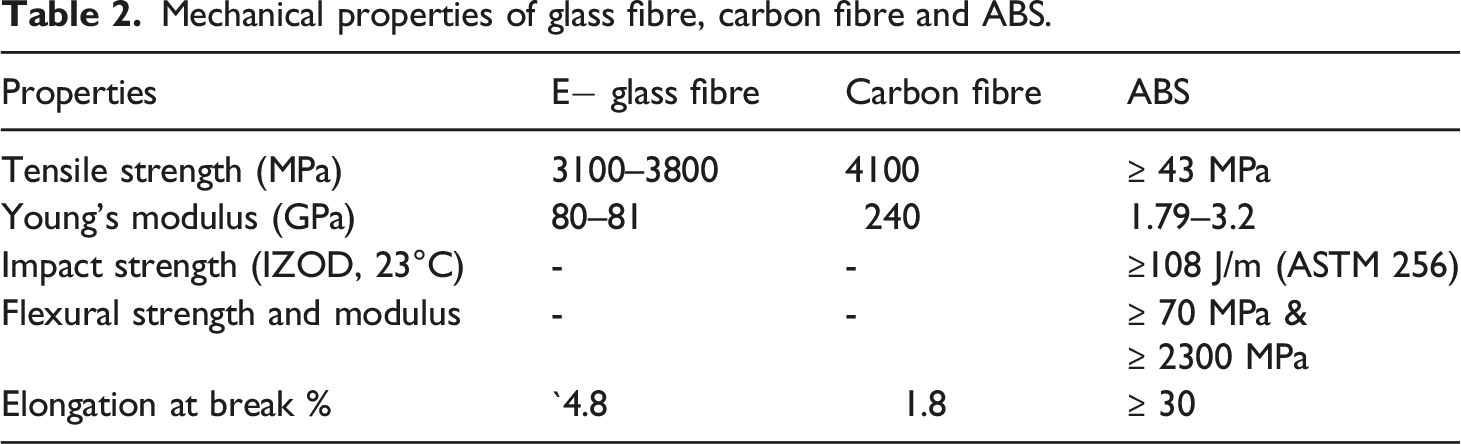
Mechanical properties of glass fibre, carbon fibre and ABS.
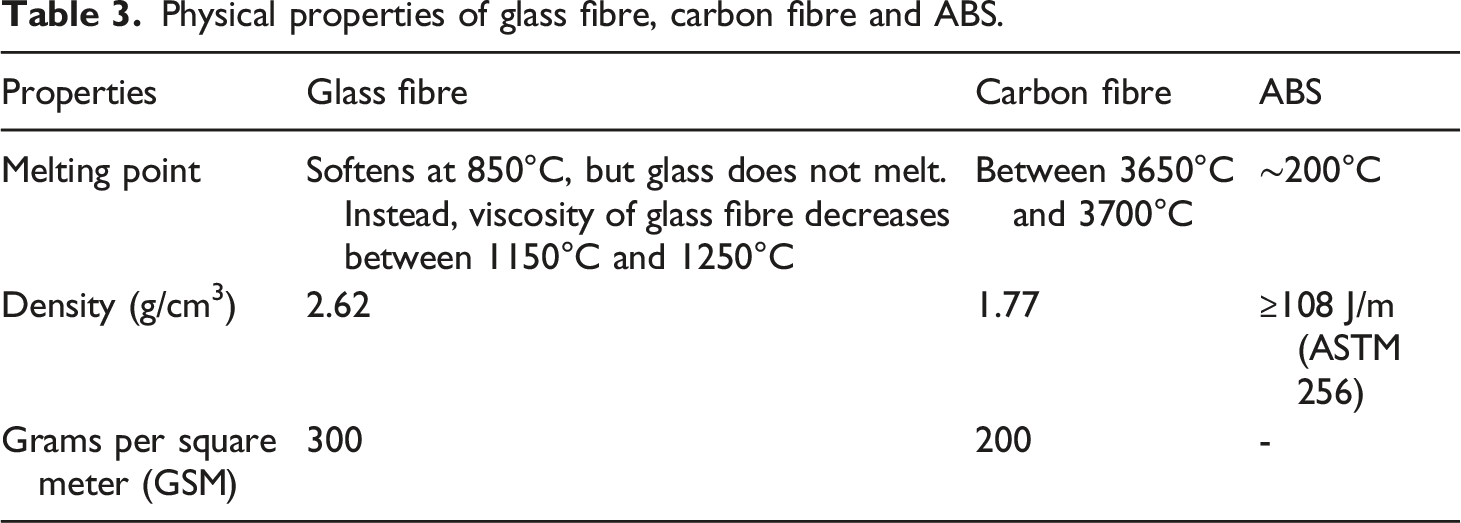
Physical properties of glass fibre, carbon fibre and ABS.
Compositemanufacturing technique
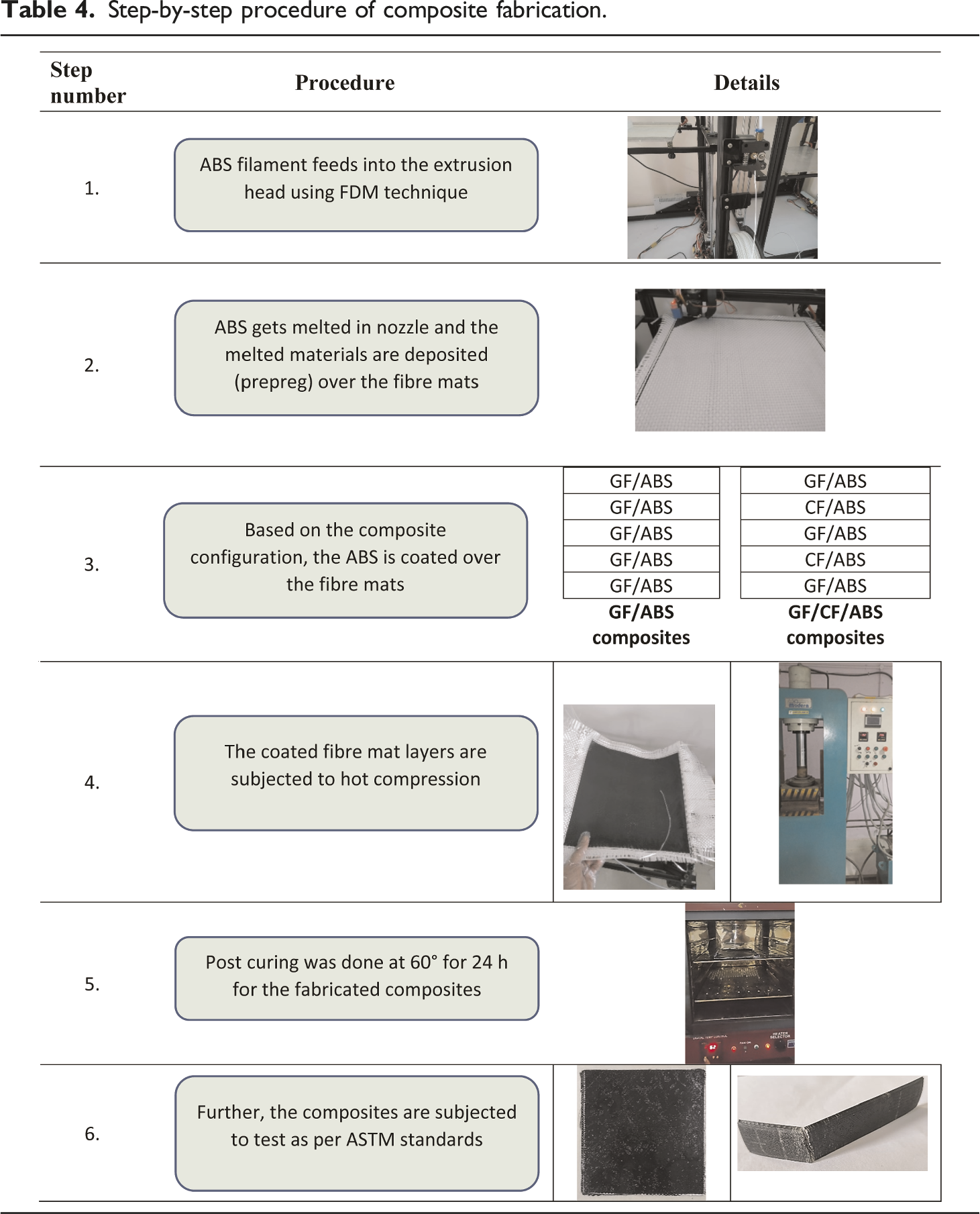
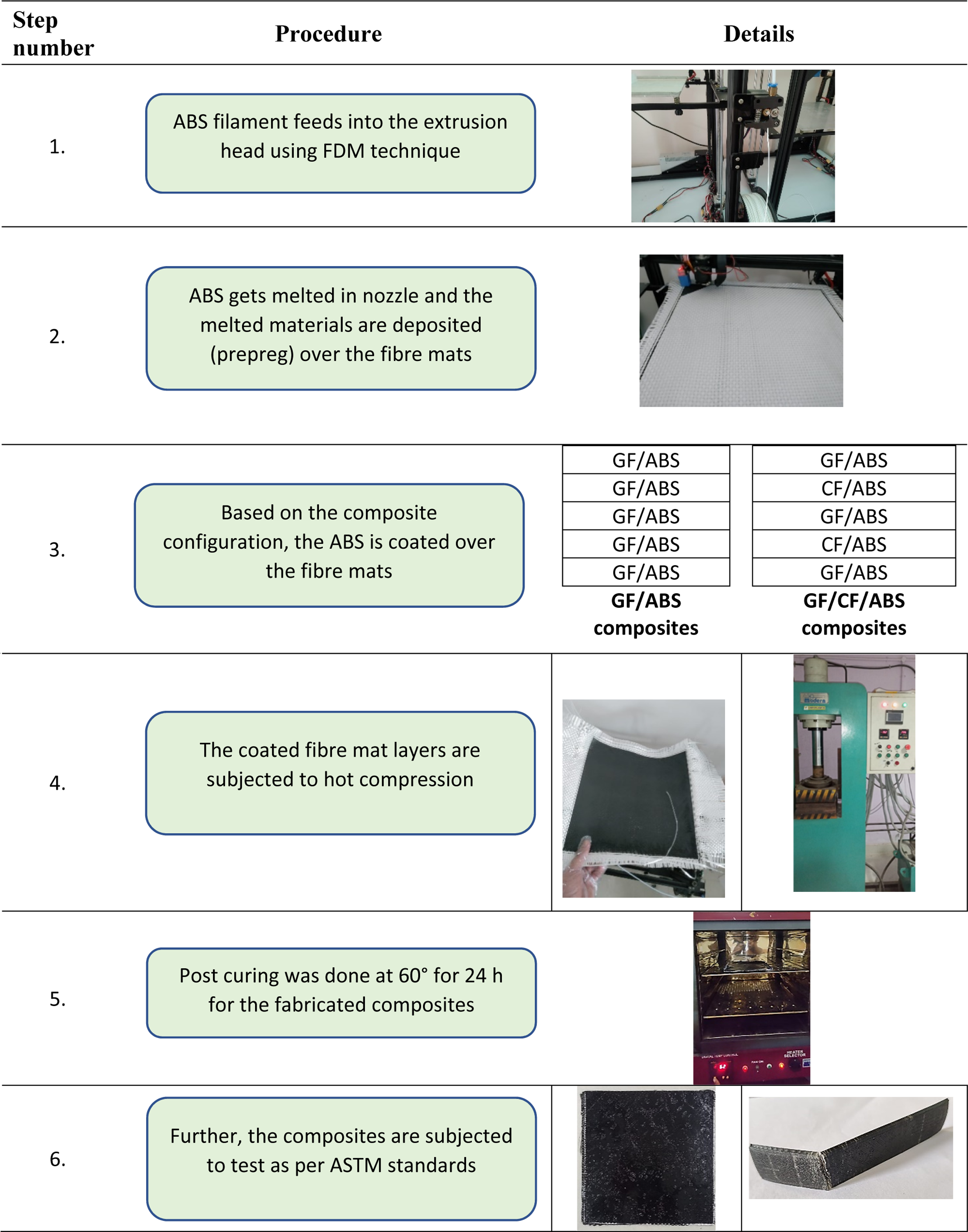
Initially, the printing of ABS was deposited over the fibre mats using an FDM machine (Make: JB Technology & Model: XL300). While printing ABS, the FDM maintained the nozzle temperature of 220°C. The other important printing parameters, such as printing speed, layer height and bed temperature, are given in Table 1. The same printing parameters were used for GF/ABS and GF/CF. All these parameters have been chosen based on the preliminary tests.
Step-by-step procedure of composite fabrication.
Details of fibre and matrix weight reinforcement ratios.
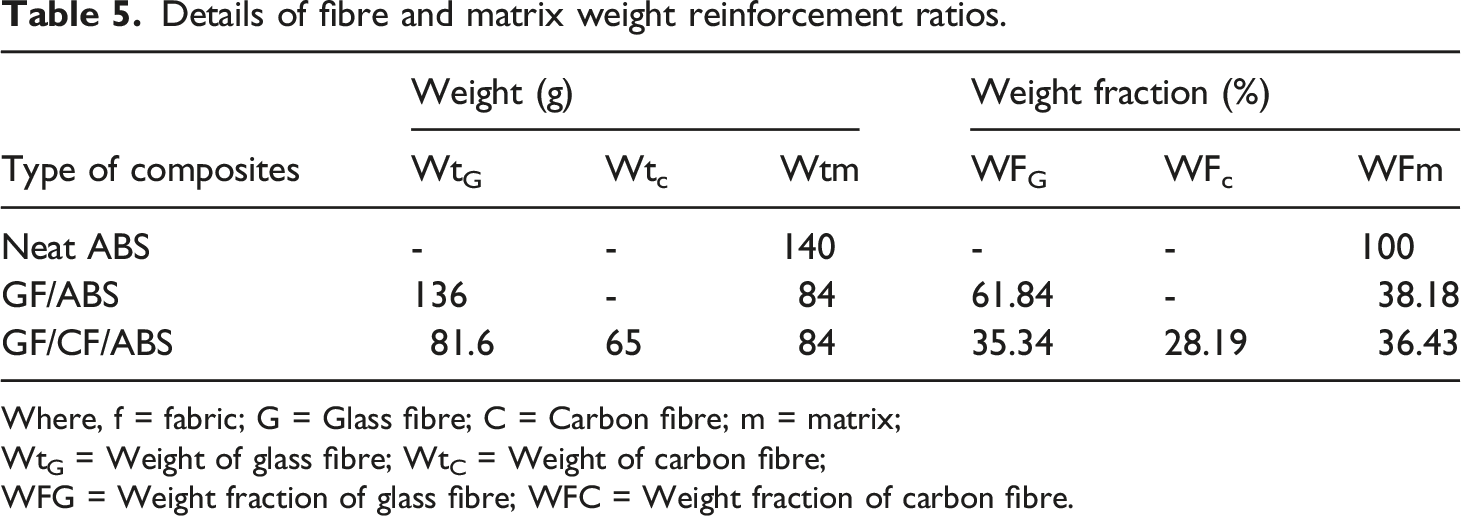
Where, f = fabric; G = Glass fibre; C = Carbon fibre; m = matrix;
WtG = Weight of glass fibre; WtC = Weight of carbon fibre;
WFG = Weight fraction of glass fibre; WFC = Weight fraction of carbon fibre.
Characterization
Thermo-gravimetric analysis (TGA)
The thermal stability of composite samples was performed using TGA/DSC 3+ thermogravimetric analyser (Mettler Toledo) as per ASTM E1131-08 standard. The samples were tested at a temperature range of 25–600°C, a heating rate of 10°C min−1, and a nitrogen atmosphere with a 60 mL/min flow rate.
Thermo-mechanical analysis (TMA)
The TMA was examined using TMA/SDTA 2+ HT/1600 thermo-mechanical analyser. An ASTM E831 standard was used to determine the thermal expansion/contraction behaviour. The samples with the dimensions of 5 mm × 5 mm × 3 mm and the temperature of 30–125°C and at a heating rate of 5°C/min were maintained. The coefficient of thermal expansion (CTE) of the composite samples was measured at its thickness direction. Two replicate samples were used from each configuration, and the average values were reported.
Differential scanning calorimetry (DSC)
Differential scanning calorimetry (DSC) tests were performed using a DSC Q2000 (TA Instruments) in accordance with ASTM D3418. The samples with a mass of 4–6 mg were used in a nitrogen atmosphere at a heating rate of 10°C/min and a temperature range between 30°C to 160°C.
Tensile testing
The tensile properties of composite samples were examined using the ASTM D3039-17 standard. The test was conducted with Instron 3382 universal testing machine with a load cell of 50 kN. The samples with the dimensions of 115 mm × 19 mm × 3 mm and a crosshead speed of 5 mm/min were applied, whereby the gauge length was fixed as 50 mm. The test was conducted using five samples, and the average values were reported.
Microscopic analysis
The tested tensile samples were morphologically analyzed using a scanning electron microscope (SEM). The test was conducted using TESCAN VEGA3 SBH model (Czech Republic).
Results and discussion
Thermogravimetric analysis
The thermogravimetric and its corresponding derivative thermogravimetry curves of ABS, GF/ABS, and GF/CF/ABS hybrid composites are shown in Figure 1(a) and (b). It is clear that the ABS sample was degraded in a single step and gives reside of 2.61% at 700°C. The decomposition of the ABS sample was initiated at 389°C and ended at 437°C (see Table 6). From the starting temperature of 30°C–300°C, the ABS lost only 0.8% of the initial weight. Weight loss of 25.6% over the temperature range of 300°C–400°C could be observed in ABS. Besides, the ABS sample continued with a linear weight loss up to 700°C, whereby the final residue of 2.61%. As for the decomposition of ABS, many researchers observed one-step weight loss27–30 as well as two-step weight loss.29–31 The differences in decomposition steps are ascribed to (i) the component ratios such as acrylonitrile, butadiene, and styrene, (ii) sample weight and volume, (iii) heating rate, (iv) purging gases, (v) purging gas rate, etc. The thermal properties of ABS were analyzed by thermogravimetry/Fourier transform infrared techniques in Reference.
28
The authors observed that the evolution of butadiene and styrene started at 340°C and 350°C, respectively. On the other hand, the evolution of monomeric acrylonitrile started at 400°C. (a). Thermogravimetric analysis of ABS, GF/ABS and GF/CF/ABS hybrid composites (b). DTG curves of ABS, GF/ABS and GF/CF/ABS hybrid composites. Thermal degradation temperature of ABS, GF/ABS and GF/CF/ABS hybrid composites.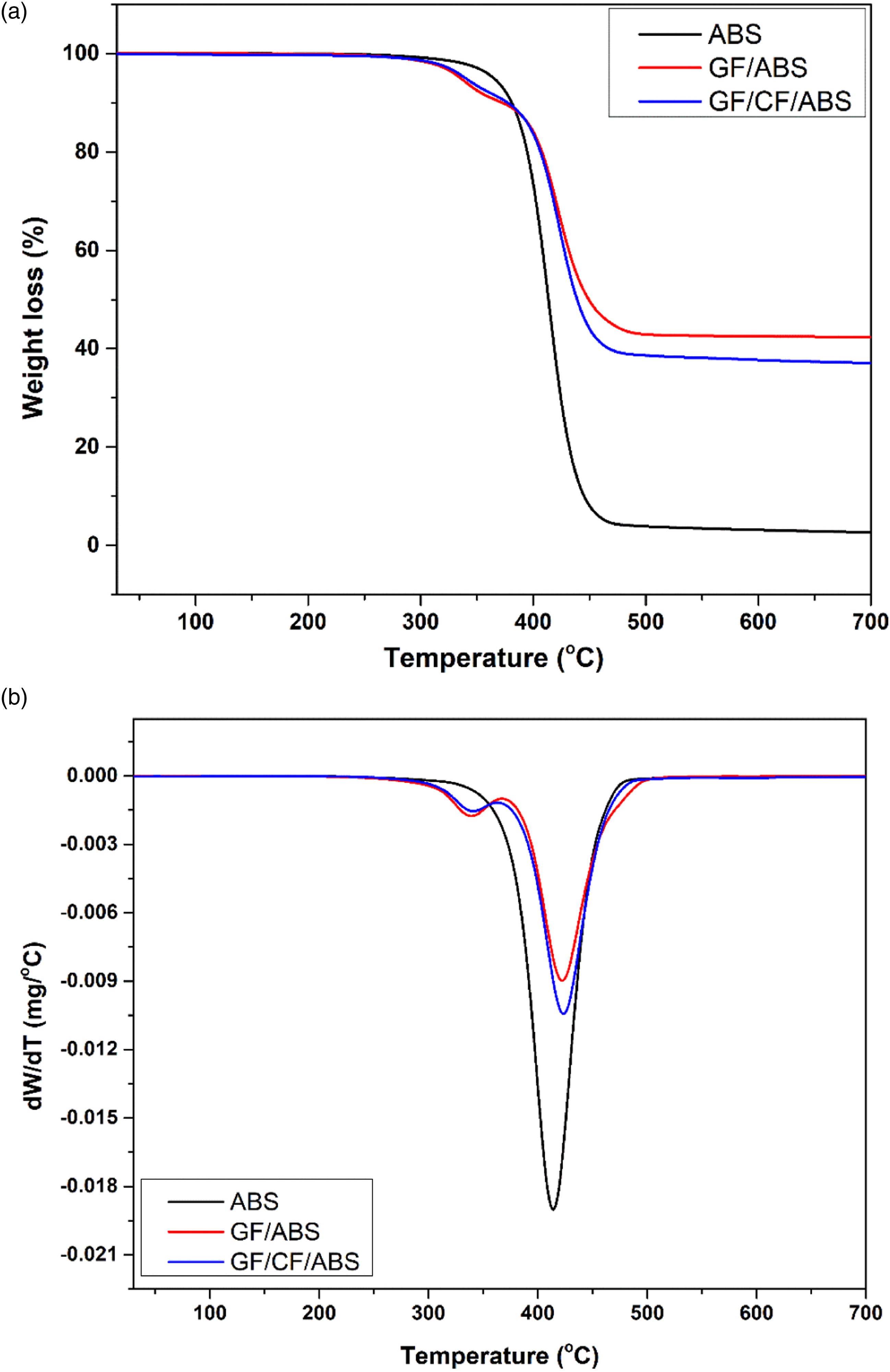
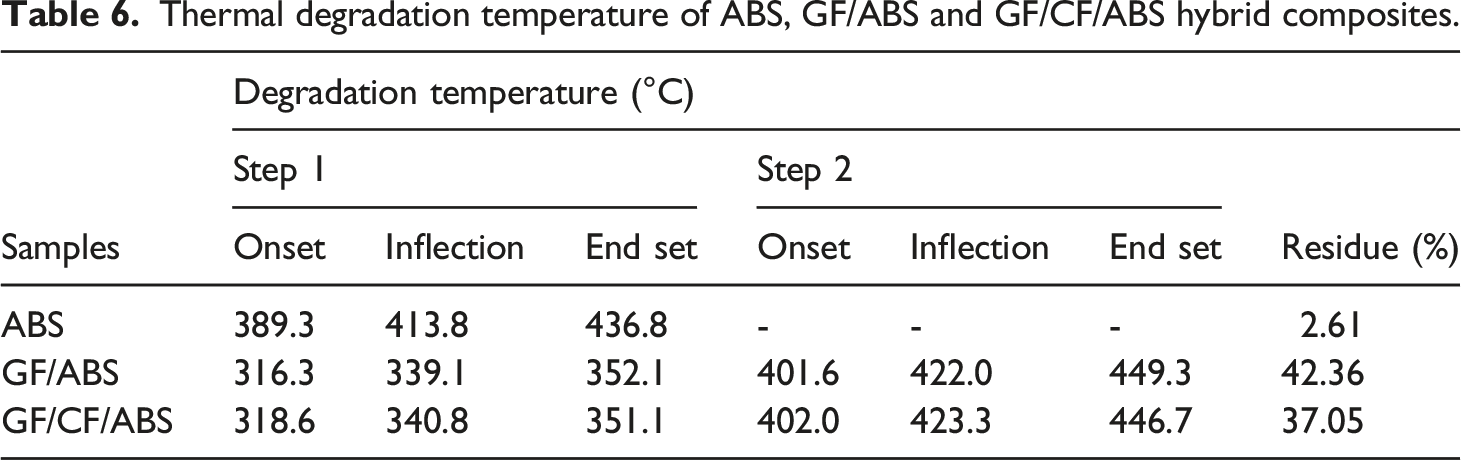
Figure 1(b) shows that the thermal degradation of GF/ABS and GF/CF/ABS hybrid composites show two-step weight loss behaviour. For GF/ABS composites, the first step was between 315°C to 355°C; the second step was between 400°C to 450°C and gave a final residue of 42.36% at 700°C. The GF/CF/ABS composites showed the first decomposition step between 318°C to 351°C, whereby the second decomposition step occurred between 402°C to 447°C and gave a final residue of 37.05%. These observations show that the GF/ABS composites have higher thermal stability than other samples. It could be due to silica’s presence, which has no true melting point. Nevertheless, they soften at higher temperatures, around 2000°C, and the molecules can move freely.
32
Besides, strong interaction between the glass fibre and ABS could increase thermal stability. But in the case of GF/CF/ABS, the interaction between the fibres (carbon, glass) and ABS was comparatively lesser. Thus, the hybrid composites exhibited lesser thermal stability when compared to GF/ABS composites by giving a final residue of 37.05%. This can be supported by the tensile properties of GF/ABS, and GF/CF/ABS composites are shown in Figure 4 Besides, Figure 4 shows that the GF/ABS composites exhibited higher tensile properties, and the hybrid composites observed lesser properties. (a-b) TMA curves of ABS, GF/ABS and GF/CF/ABS hybrid composites of ABS, GF/ABS and GF/CF/ABS hybrid composites.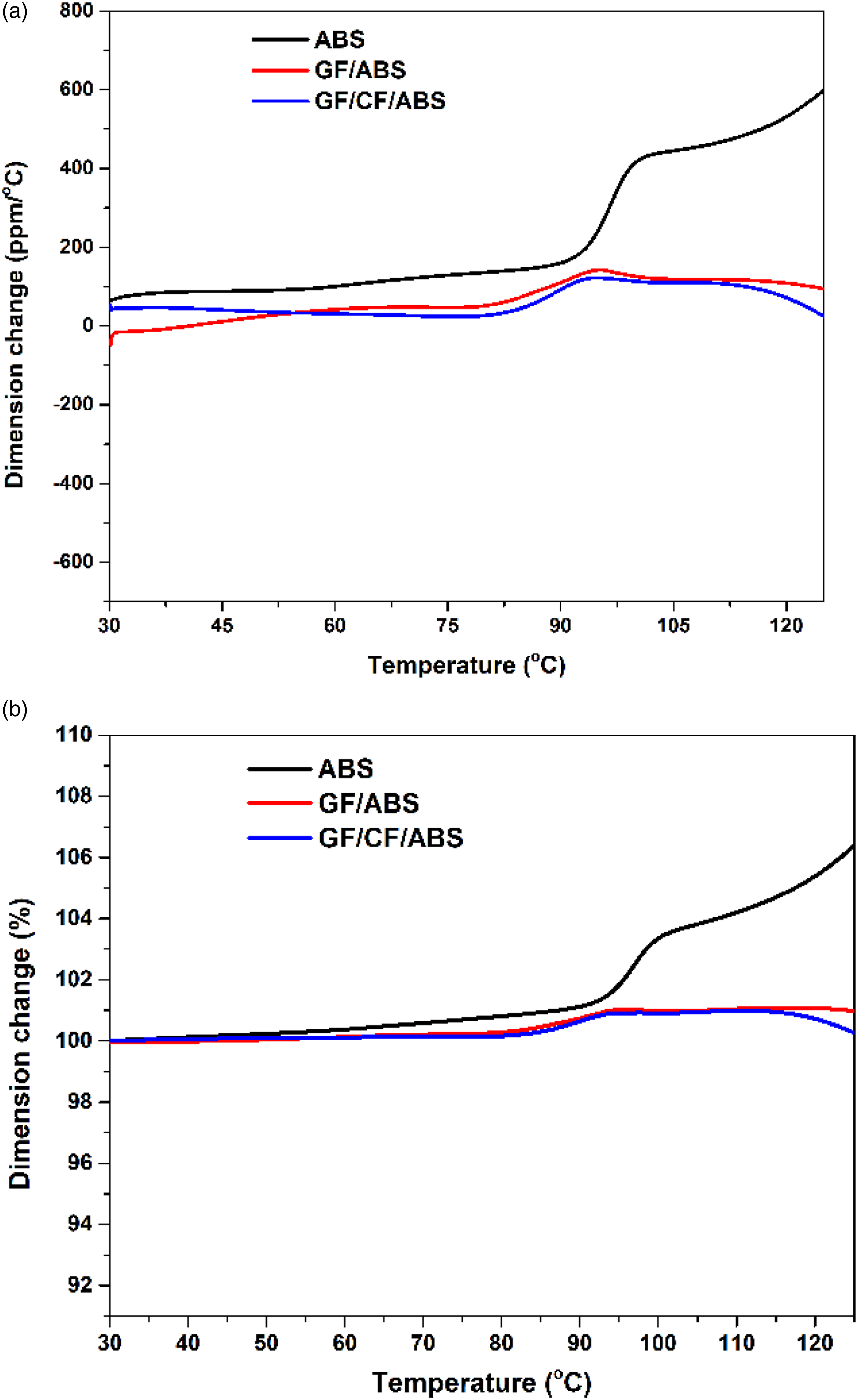
Table 6 shows the degradation temperatures of onset, inflection and end set for neat ABS and ABS reinforced composites. No significant differences were observed in degradation temperatures from Step 1 and Step 2 of GF/ABS and GF/CF/ABS composites. Both composite samples presented the same thermal stability behavior. The variation in the residue content could be associated with the major content of glass fibres in GF/ABS composite. Zulfli et al. 33 reported the experimental results regarding improving the thermal stability of glass fibre/epoxy matrix composites. They reported a char value of 48.2% using thermogravimetric analysis curves to quantify the fibre-matrix adhesion.
Thermomechanical analysis
In the field of thermal analysis, thermomechanical analysis (TMA) is one of the essential tools of materials science. The TMA gives the changes in samples' dimensions as a temperature function. 34 Besides, the TMA can be used to measure material properties such as (i) coefficient of thermal expansion (CTE), (ii) heat deflection and stress relaxation behaviour, and (iii) glass transition and melting temperatures. 35
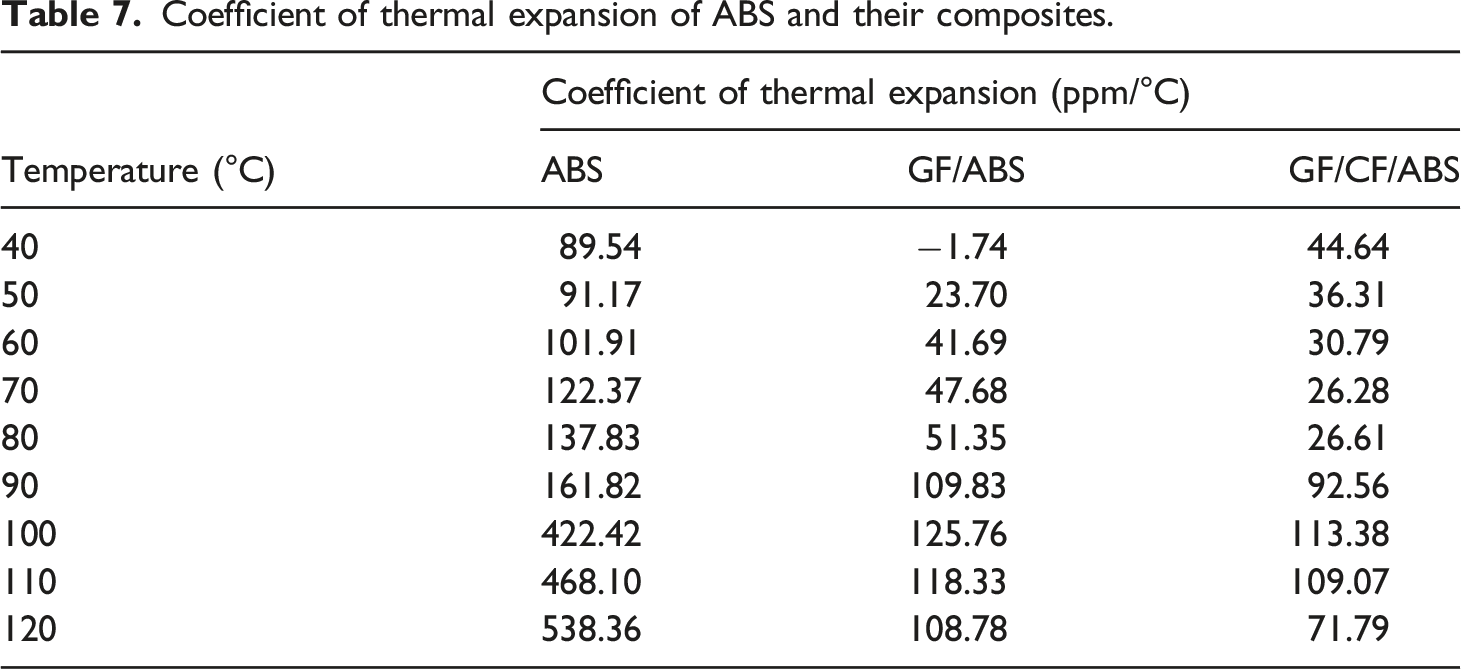
In this work, the TMA analyses were carried out to evaluate the coefficient of thermal expansion for neat ABS and their composites, such as GF/ABS and GF/CF/ABS hybrid composites in both glassy and rubbery regions (see Figure 2). Figure 2(a) and (b) shows that the neat ABS exhibited a great dimensional change from 90°C to 120°C. In contrast to this observation, the GF/ABS and GF/CF/ABS composites showed lesser dilations, especially in the rubbery regions. The decrease in CTE of each sample is reported in Table 7, and their CTE behaviour at different temperatures follows the sequence of ABS > GF/ABS > GF/CF/ABS. Besides, it has been observed that the hybrid composite GF/CF/ABS exhibited the least CTE, followed by the single fibre-reinforced composite GF/ABS. However, less difference was found between glass fibre reinforced, and hybrid fibre-reinforced composites (see Figure 2(b)). The decrease in CTE was attributed to better interfacial adhesion within the fibres and ABS matrix. DSC heating curves of ABS, GF/ABS and GF/CF/ABS hybrid composites. Coefficient of thermal expansion of ABS and their composites.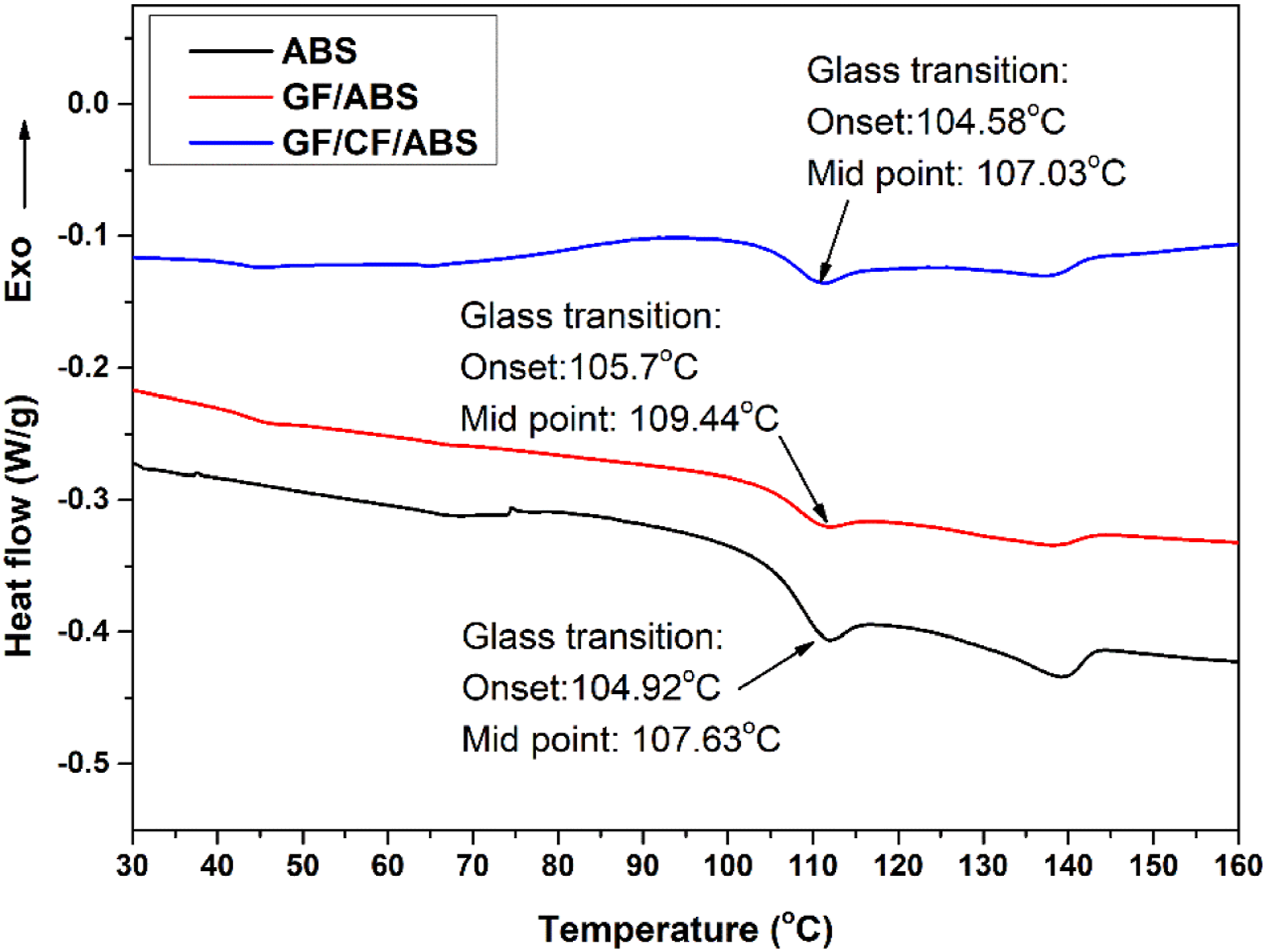
Differential scanning calorimetry
Differential scanning calorimetry is used to examine the thermal energy released or absorbed using the chemical reactions of fibre constituents during the heating process. When the fibres or samples are subjected to heat, the DSC curves typically show a series of endothermic as well as exothermic reactions at different temperatures; whereby the endothermic curve is nothing but heat absorbed by the sample, and the exothermic curve is heat released by the sample. 36 Besides, the peaks from the endothermic and exothermic reactions indicate the phase transformation of the fibre. In addition, the endothermic peaks can obtain more information, such as (i) evaporation, (ii) sample melting, (iii) dehydration and pyrolysis, and (iv) phase transitions. The exothermic peaks provide information about (i) combustion, (ii) oxidation, (iii) crystallization, and (iv) decomposition and chemical reactions. 18
In this work, the DSC analysis was first carried out for ABS and then compared with GF/ABS and GF/CF/ABS composites. The decomposition behaviour of ABS and their reinforced composites are presented in Figure 3. The glass transition temperature of ABS was 107.63°C, whereas it was109.44°C for the ABS/GF composites. There was minimal change in glass transition temperature for the composites over pure ABS irrespective of the fibre. For the hybrid composites, the glass transition temperature was somewhat reduced to 107.03°C. A similar observation was made by Kazi et al. 37 They reported that the glass transition temperature of ABS was reduced by incorporating the carbon fibres within the polymer. However there was also a baseline shift of the curve in terms of heat flow between ABS and composites which could be due to the changes in curing characteristics due to the presence of fibre in the composite. Further, it was noticed from Figure 3 that each sample noticed an exothermic peak (i.e., after the glass transition temperature) between 130°C to 150°C. The presence of polyacrylonitrile (PAN) could cause these peaks. However, the second peak could not be detected in ABS samples if they contained a significantly lesser polyacrylonitrile content. The results obtained in ABS are in agreement with the findings reported by Mehmet et al. 38 The entropy obtained with the integration of specific heat over temperature was 0.0452 mJ/°C, 0.0608°C and 0.0579°C for the ABS, ABS/GF and ABS/GF/CF composite respectively. The higher entropy values for the composites are desirable as it indicates better energy stability.
Tensile properties
Figure 4(a) to (c) presents the stress-strain, tensile strength, modulus and elongation at the break of ABS, GF/ABS and GF/CF/ABS hybrid composites. The tensile strengths are in the order of ABS < GF/CF/ABS < GF/ABS composites. The glass fibre composites and glass fibre/carbon fibre hybrid composites had different densities and fibre loading ratios (Refer to Tables 3 and 5). It was noted from Table 5 that the major content of glass fibre was presented in both GF/ABS and GF/CF/ABS hybrid composites. For instance, the glass composite specimens had five layers with a thickness of 3.30 mm. For hybrid composites, the glass and carbon composite specimens had three and two layers, respectively, with a thickness of 3.30 mm. Based on the results reported in Figure 4(a)–(c), GF/ABS composites exhibited better results. Carbon fibre-reinforced hybrid composites would outperform glass fibre-reinforced composites if the carbon fibres were of equal or more layers than the glass fibre. Stress-strain curves of both the composites behaved linearly at lower strains, then led to decreased slopes during the second stage. The decrease in slopes corresponded to the plastic deformation and cracks initiations of the ABS matrix. In GF/CF/ABS hybrid composites, the plastic deformations occurred at a lower stress, while in GF/ABS hybrid composites, the plastic deformation occurred at a higher stress level. Figure 4(b) presents the tensile strength and Young’s modulus from the tensile test. It can be observed that introducing fibre reinforcement was beneficial as both the composites showed superior tensile strength and Young’s modulus over the ABS resin. Among the composites, GF/ABS presented the highest tensile strength of 152 MPa and Young’s modulus of 2.6 GPa, while the GF/CF/ABS composite had comparatively lower strength and Young’s modulus than the GF/ABS composite. Hybrid composite possessed inferior tensile properties despite the presence of carbon fibre which is known for its higher stiffness and superior tensile strength than glass fibre. It could be ascribed to the lesser content of carbon fibres in GF/CF/ABS hybrid composites. Besides, glass fibre content was higher in both GF/ABS and GF/CF/ABS hybrid composites (Refer to Table 5). Thus, glass fibre-reinforced composites were influenced in tensile properties than hybrid fibre-reinforced composites (i.e., GF/CF/ABS). Moreover, elongation at break was also lower for the hybrid composites, as seen in Figure 4(c). Thus, it is clear that the performance of the hybrid composite does not solely rely on reinforcement. In general, the performance of a hybrid composite is influenced by the stacking sequence, fibre weight ratios, number of fibre layers, fibre-fibre compatibility and fibre-matrix interfacial bonding.
39
Among these factors, fibre weight ratios can be the influential factor for superior performance in mechanical properties. The rest of the elements also could play a role in determining the strength of composite specimens. (a) Tensile stress-strain plot, (b) Tensile strength and tensile modulus and (c) Elongation at break of ABS, GF/ABS, CF/ABS and GF/CF/ABS composites.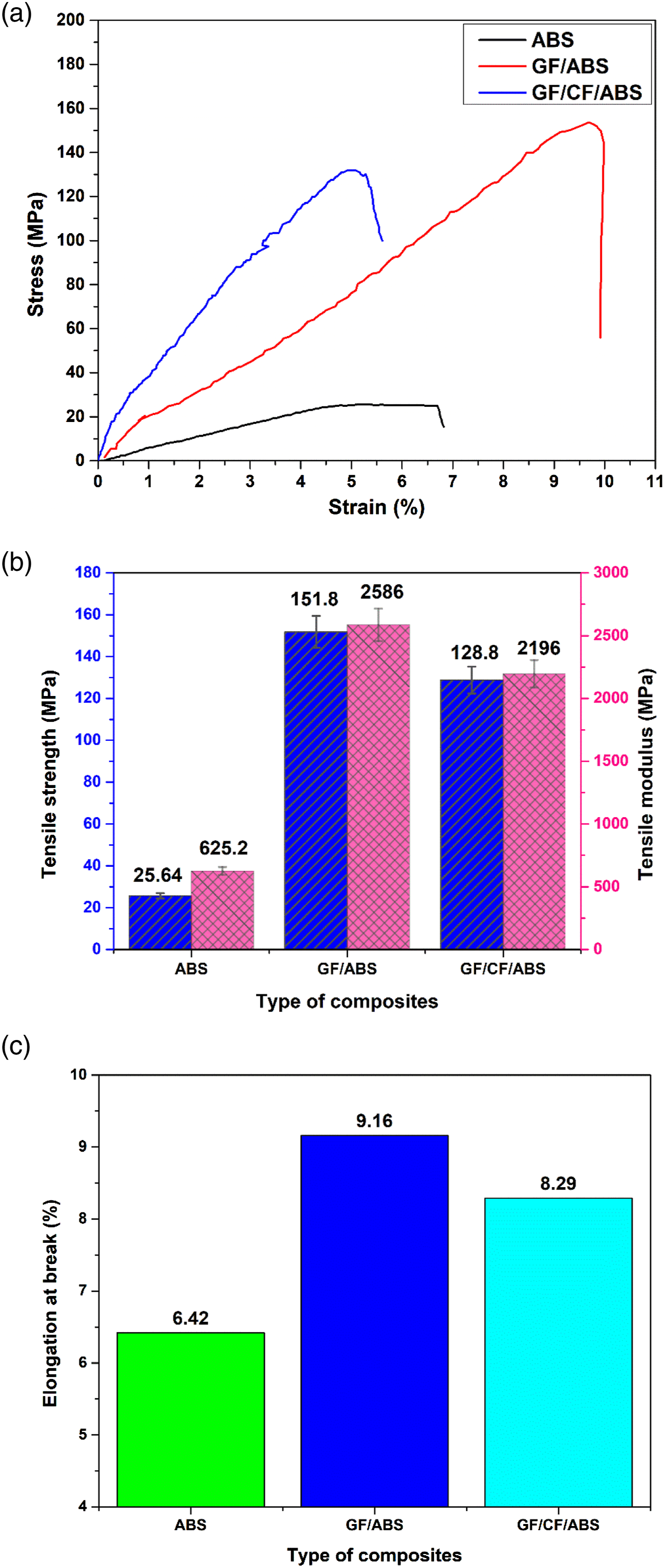
The microstructure of the tested tensile specimens of ABS, GF/ABS and GF/CF/ABS hybrid composites is shown in Figure 5. The micrographs in Figures 5(b) and (c) reveal that the GF/ABS composite material has better fibre-matrix adhesion, with matrix leftovers observed on the fibre surfaces. This is indicative of a good fibre-matrix bonding, which is essential for achieving superior mechanical properties in composite materials. However, the figures also show the presence of fibre pull-outs, matrix cracks, and fibre breakage, which are common issues in composite materials. Microstructure of tensile tested specimens (a) ABS, (b) GF/ABS composite and (c) GF/CF/ABS composite.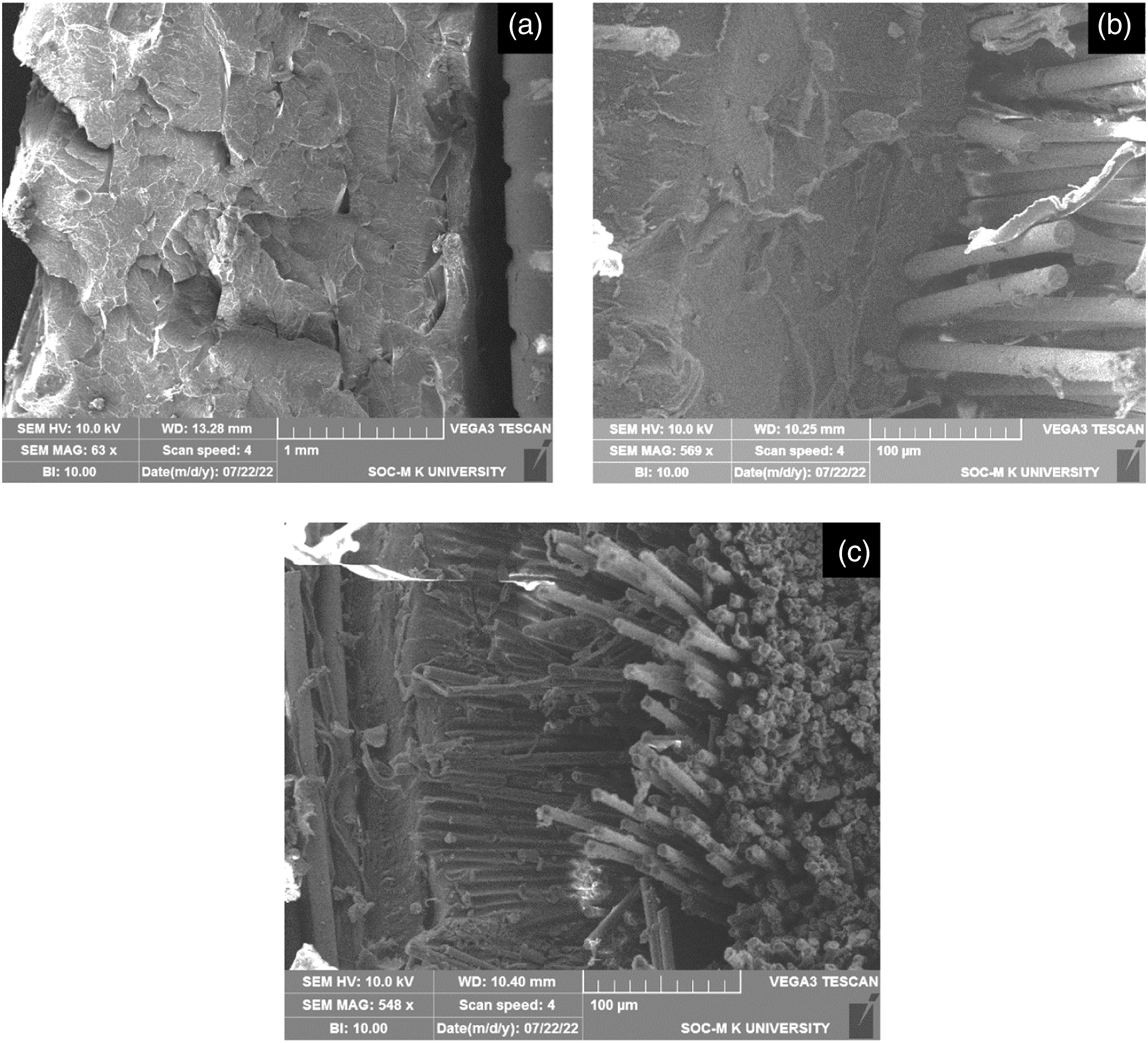
Despite the presence of these issues, the GF/ABS composite material exhibited significantly higher tensile properties compared to the GF/CF/ABS hybrid composites. This could be attributed to the significant content of glass fibres in the GF/ABS composite material, which may have contributed to the improved mechanical properties. The specific carbon fibre ratios used in the GF/CF/ABS hybrid composites may not have been optimal for achieving the desired mechanical properties.
Concluding remarks and future works
The objective of this study was to fabricate the composites using two different manufacturing techniques: fused deposition modelling followed by a hot press moulding technique. Besides, the effect of fibre layering sequences on mechanical and thermal properties of glass fibre/ABS, and glass fibre/carbon fibre/ABS composites were analysed. Results revealed that glass fibre/ABS composites improved tensile strength, tensile modulus and elongation at break. For instance, the tensile modulus of ABS was improved from 625.2 MPa to 2586 MPa and 2196 MPa after the samples were reinforced with glass fibre and glass fibre/carbon fibre hybrid composites, respectively. Similarly, 43% and 29% increment was noticed in elongation at the break values of ABS composites after the samples were reinforced with glass fibre and glass/carbon fibre reinforced hybrid composites, respectively. The thermogravimetric and differential scanning calorimetry suggested that the glass fibre/ABS exhibited better performance by giving higher degradation temperatures and increased glass transition temperature values. However, the difference between glass fibre/ABS and hybrid composites was less. Regarding the thermomechanical analysis, the glass fibre/carbon fibre/ABS showed enhanced thermal expansion behaviour. For instance, the CTE of glass fibre/carbon fibre/ABS was 71.79 ppm/°C at 120°C.
Further study would involve adding fillers to improve the mechanical and thermal behaviour of glass fibre/ABS and glass fibre/carbon fibre/ABS hybrid composites. It is believed that the enhanced properties of composites could compete with traditional materials in structural-based applications.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Kalasalingam Academy of Research and Education, India and King Mongkut’s University of Technology North Bangkok (KMUTNB), Thailand.