
Abstract
Developing green composite with high biomass content is one crucial way to realize the strategy of ‘carbon reduction’. The type of polyurethane prepolymer and its soft segment’s structure have an important influence on the structure and properties of composite materials. This work focused on preparing different kinds of wood powder-polyurethane prepolymer (WCLPU) composite with high biomass content to study the effects of the molecular weight of the soft segment of the polyurethane prepolymer (PCLPU) on the structure and properties of the composites. The results showed that the composite materials with 70 wt% wood content exhibited high strength and good bending performance. Specifically, with decreasing molecular weight of the PCLPU soft segment, the bending strength and bending modulus of the modified WCLPU composite also increased. This work has laid a foundation for studying the effects of the molecular weight of the PCLPU soft segment on the structure and properties of composite materials.
Introduction
Most traditional polymer composites are derived from petrochemical products, which are difficult to degrade. 1 Natural biomass materials have been proposed as raw materials for synthesizing polymer composites to mitigate the effects of environmental pollution and reduce the loss of petroleum resources.2,3 In addition, developing green composite with high biomass content is crucial to realizing the carbon reduction strategy. 4 Biomass materials, including cellulose, protein, starch, agricultural by-products, or waste, 5 and synthetic biodegradable polymer materials are potential candidates. The world has rich forestry resources, and about 20%–30% of the total sawdust and wood flour (WF) are produced when wood is processed. However, such materials are usually disposed of at landfills or incinerated, which wastes resources and exacerbates environmental pollution.6,7 If this cheap and readily available cellulose material is widely used, it will be beneficial to the environment and of economic benefit. 8 However, due to the shortcomings of biomass materials, such as easy corrosion and water solubility, 9 they usually used as a filler in blending polymer materials to prepare wood-polymer composite materials.10–12 In preparing wood-polymer composites, polymers such as polypropylene (PP) or polyvinyl chloride (PVC) are commonly used as the matrix and, thus, account for a high proportion of the composite materials, which are not green, and mostly have interface incompatibility issues. And composite boards which made of wood chips and urea formaldehyde are available in market, they are used in furniture and decoration. Their significant advantages is obviously, cheap, but harmful to human health.
For instance, Poletto et al. 13 studied the effects of filler content and coupling agent content on mechanical properties and morphology of wood plastic composites. It has been shown a decrease in the mechanical properties when the wood meal loads greater than 20 wt % in the study. And adding 2 wt % coupling agent increased the bending and impact strength of lignocellulosic composites. Similarly, Liu et al. 14 explored the effects of three kinds of polymer-grafted maleic anhydrides on the mechanical properties of composite materials prepared using wood flour, PP, polyethylene (PE), and styrene-butadiene copolymer (SBS). The authors found that the maleic anhydride grafted polypropylene (PP-g-MAH) compatibilizer improved the bending strength and impact properties of the materials the most. Moreover, Zhou et al. 15 found that silane coupling agents could improve the compatibility of PLA/wood flour composite to improve the bending and tensile strength and reduce the material’s crystallinity. In summary, it is evident from the literature mentioned earlier that there is an interface incompatibility problem in composite materials prepared from hydrophilic biomass and hydrophobic polymers. Even though conventional compatibilizers and coupling agents have been utilized in an attempt to solve this interfacial incompatibility problem, the efficiency of these compatibilizers and coupling agents still needs to be improved.
To improve the low efficiency associated with using conventional compatibilizers and coupling agents, our research group has found that using polyurethane prepolymers as a compatibilizer can effectively improve the interfacial compatibility of biomass and polymers with high efficiency.16–18 The high efficiency associated with polyurethane prepolymers is due to the reactivity of NCO terminal groups with polyhydroxy groups in biomass to form covalent bond, as well as physical cross-linking between the soft segments in polyurethane prepolymers and the polymer materials. The formation of chemical bonds and physical cross-links within the composites contribute to improving the interfacial compatibility of the materials. Again, the unique structure of the polyurethane prepolymer makes it possible to be blended with any biomass material which contains hydroxyl to obtain new materials with improved performance. For instance, in one of our previous studies, 19 we found that WF and COPU (castor oil-based polyurethane prepolymer) could be melt blended to prepare thermosetting composites containing high biomass content and high strength under high temperature and high pressure. However, the castor oil (CO) used for the synthesis of COPU is expensive, 20 and the conditions for applying large quantities of castor oil synthesis in the industry are more stringent. Therefore, biodegradable PCL diols were selected as the raw material for synthesizing polyurethane prepolymers in this work. Specifically, PCL diols are industrialized products with various extensive molecular weight distributions. polyurethane prepolymer (PCLPU) is a polyurethane prepolymer synthesized by PCL diols and isocyanate. Compared with COPU, the synthesized PCLPU has a lower viscosity and is not easy to cross-link. Therefore, PCLPU prepared by different molecular weights of soft segments may also differ in structure and performance. For example, Ospina et al. 21 studied polyurethane (PU) with different soft segment lengths and found that the polyurethane with a smaller molecular weight of the soft segment had stronger adhesion. Again, Zhen et al. 22 prepared toughened PLA by reactive blending of degradable polycaprolactone diols (PCL diols), 4,4′-dimethylmethane diisocyanate (MDI) and glycerol with PLA, and reported that the elongation at break of composites increased from 5% to 490%. Jie 23 found that the strength of polyurethane is related to the molecular weight of the polyol from which it is synthesized. Jie also reported that, with the increase of polyol molecular weight, the tensile strength and bending strength of polyurethane decreased gradually.
Obviously, the type of polyurethane prepolymer and the soft segment’s structure have an important influence on the structure and properties of the composite material. In this paper, inexpensive and readily available wood flour was used as the matrix and blended with a series of PCLPU with different molecular weights to explore the soft segment’s influence on the composites' structure and properties.
Experimental
Materials
Commercial wood flour from spruce (500 meshes, composite of cellulose, hemicellulose, and lignin) was obtained from Hangzhou Wood Fiber CO. Ltd. (Hangzhou, China). Also, PCL diols (industrial grade, Mw = 500 g/mol, Hydroxyl value = 204 mg KOH g−1, industrial grade, Mw = 1000 g/mol, Hydroxyl value = 112 mg KOH g−1 and (industrial grade, Mw = 2000 g/mol, Hydroxyl value = 56 mg KOH g−1) were purchased by Perstorp UK Ltd. (Cheshire, UK). Furthermore 4, 4′-methylenedi-p-phenyldiisocyanate (MDI, 98%) was purchased from Sigma Aldrich Fine Chemicals (St Louis, MO, USA). Acetone (analytical grade) and ethanol (analytical grade) were purchased from China National Pharmaceutical Group Corporation (Shanghai, China). Potassium bromide (KBr, analytical grade) was obtained from Tianjin Damao Chemical Reagent Factory (Tianjin, China).
Sample preparation
Synthesis of polycaprolactone-based polyurethane prepolymer and inactivated PCLPU powder (PCLPW)
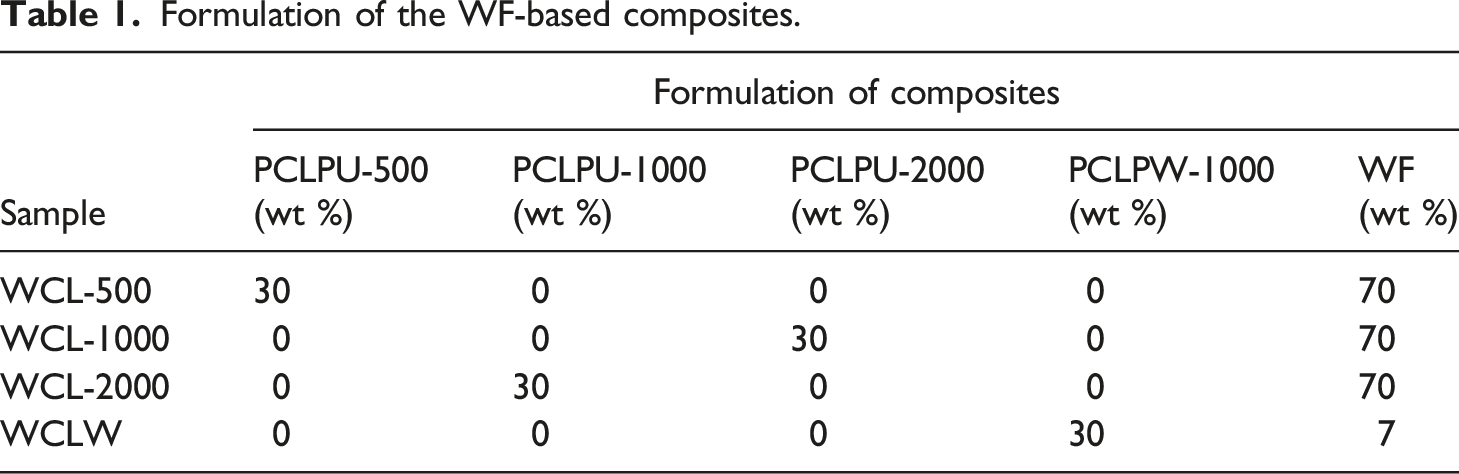
Formulation of the WF-based composites.
Preparation of sample sheets
An amount of WF (49 g), PCLPU-500 (21 g) were weighed and mixed uniformly. The mixture was poured into an intensive mixer (QE-70A, Wuhan Qien Science and Technology Co., Ltd., Wuhan, China) for processing (conditions: temperature 60°C, speed 103 r·min−1, current 0.52 A). After complete processing for 5 min, the products were taken out and placed in the hot press (R3202, Wuhan Qien Science and Technology Co., Ltd., Wuhan, China) for hot pressing (hot pressing condition: 160°C, 60 MPa). Heating was stopped after 10 min and the system was cooled to room temperature to obtain the sample, WCL-500. Following the procedure mentioned earlier, the composites WCL-1000, WCL-2000, and WCLW were prepared using PCLPU-1000, PCLPU-2000, and PCLPW-1000, respectively. In addition, the WCLW which is the sample without NCO active groups was used to explore the influence of NCO group on material properties as a control group. The formula of composite material is as Table 1:
Determination of NCO% content
An amount of 0.2 g of PCLPU-500, PCLPU-1000 and PCLPU-2000 were weighed respectively and placed in a dry beaker to measure the isocyanate content using the traditional di-n-butylamine titration method.
24
The calculation formula is as equation (1). NCO%—Isocyanate content; V1—Blank test consumes the volume of hydrochloric acid standard titration solution, mL; V2—The sample consumed by the volume of hydrochloric acid standard titrated solution, mL; C—Hydrochloric acid calibrates the concentration of titrated solution, mL; m—The quantity of the sample, g;
Preparation of bending test spline
A cutting machine (GWS 7-100 ET, Bosch Power Tools Co. Ltd., China) was used to obtain the splines of the composite materials according to GB/T 9341-2008 standard for the bending test.
Characterization techniques
Fourier transform infrared (FTIR) spectroscopy
The sample (WCL-500, WCL-1000, WCL-2000 and WCLW) powder was thoroughly mixed, ground, and laminated with a mass ratio of approximately 1:100 to potassium bromide using an anhydrous ethanol cleaning appliance under infrared light, and then tested using an intelligent Fourier transform infrared spectrometer (Nicolet 6700, USA) in infrared transmission mode. The test conditions were as follows: The number of scanning was 64, the spectral resolution was 4 cm−1, and the wave number ranged from 4000 to 400 cm−1.
X-ray diffraction (XRD)
A wide angle X-ray diffraction instrument (D8 Advance, Bruker Instrument, GER) was used to test XRD spectra of the composites WCL-500, WCL-1000, WCL-2000 and WCLW under the following conditions; Cu-Kα radiation λ = 1.542 Å, 2θ = 10–50°, step size = 0.020°, time per step = 0.2 s, cathode at 40 kV and 40 mA.
Bending test
The universal tensile testing machine (6P-Ts 2000s, Shenzhen Gaopin Testing Equipment Co., Ltd., PR China) was utilized to test the bending properties of the composites materials (WCL-500, WCL-1000, WCL-2000 and WCLW). Before the bending tests were carried out, the samples were stored at room temperature for 2 weeks to obtain stable performance of the materials. Using the three-point bending test method, the bending tests were performed with a testing speed of 2 mm/min−1 and a bracket span of 32 mm. The average value and deviation of 5 (minimum) groups of bending stress (σ f , MPa) and flexural modulus (E f , MPa) of each composite material were calculated.
Emission scanning electron microscopy (SEM)
The morphology of the fractured surface of the WCL-500, WCL-1000, WCL-2000 and WCLW composites was measured using a scanning electron microscope scanner (FEI, Quanta 200 FEG, Netherlands). The samples were frozen in liquid nitrogen and fractured to obtain the cross-section of the various composite materials. The cross-section of the various samples obtained was gilded, and scanning electron microscopy (SEM) was performed under 20 kV acceleration voltage.
Thermogravimetric analysis (TGA)
A thermogravimetric test analyzer (STA, STA449F3, NETZSCH Instruments Inc., Germany) was used to determine the thermal stability of the composite samples (WCL-500, WCL-1000, WCL-2000 and WCLW). Test method: The samples were placed in a nitrogen atmosphere for testing at a heating rate of 10°C/min−1 with a temperature range of 40–800°C. The weight loss and maximum degradation temperature of each sample relative to the temperature were recorded under this condition.
Water absorption (WA)
Samples for the water absorption test were cut from the various composites and baked at 50°C for 24 h. After that, each sample was stored in distilled water at 23°C according to the GB/T 1034-6.3 (2008) standard. The samples were taken out of the distilled water, cleaned with absorbent paper, and weighed according to schedule times (24 h, 48 h, 96 h, 192 h, etc., until the sample weight was constant). The water absorption (W
a
) was calculated using the equation (2).
Results and discussion
NCO content in molecular weight PCLPU of each soft segment.

Figure 1 shows the IR spectra of WCL-500, WCL-1000, WCL-2000 and WCLW composite materials. All the materials show the same peak with an absorbance of 3556 cm−1, which belongs to O-H and N-H stretching vibration peaks.
26
The variation trend of WCL composite with different soft molecular weights is the same. The characteristic absorption peaks of C = O group and -NH group in urethane bond (-NH-CO-) are at about 1728 cm−1 and 1530 cm−1, respectively. In addition, there is a characteristic absorption peak of -NCO group at 2272 cm−1 in PCLPU, but there is no characteristic absorption peak of -NCO group in the composite materials, which indicates that the -NCO group in PCLPU has been consumed. Consequently, we can speculate that the -NCO groups reacted with the -OH groups in WF. In addition, the absence of the -NCO group in WCLW further indicates that the components of the composites (consisting of high biomass content and polyurethane prepolymer) were held together by chemical bonds. FTIR image of composites materials.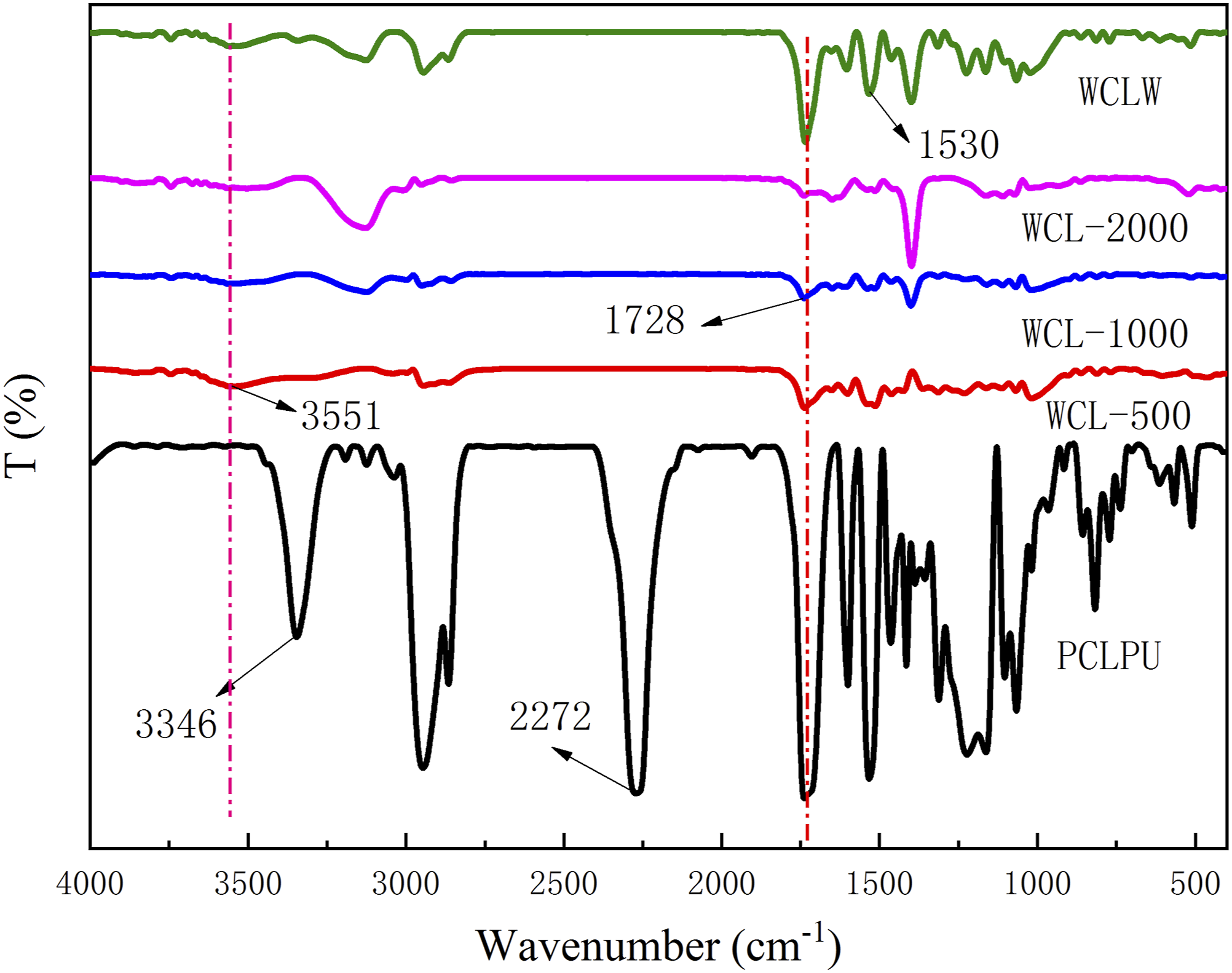
Figure 2 shows the XRD diffraction diagram of WCL-500, WCL-1000, WCL-2000, and WCLW composite materials. Figure 2 shows the composite materials exhibit three prominent characteristic diffraction peaks at about 23.0°, 27.0°, and 30.0°, respectively. The peak at 23.0°, 27.0°, and 30.0° correspond to the diffraction peak of crystalline cellulose in the WF.
27
However, compared with pure WF, the degrees of the corresponding characteristic diffraction peaks of WF-PCLPU composite materials all slightly increase. The aforementioned results can be attributed to the chemical cross-linking between -NCO active group in PCLPU and -OH in composite material. According to the Bragg equation 2dsinθ = nλ (where, d is the distance between the crystal planes, θ is the angle between the incoming ray and the reflected ray, λ is the wavelength, and n is the reflection series), there is a decrease in distance between the crystal planes in WCL-500, WCL-1000 and WCL-2000 compared with that of WCLW. The aforementioned observation shows that the interface compatibility of the three materials is better. In addition, the diffraction intensity of WCL-500 material is the highest, followed by WCL-1000 and WCL-2000. It can be inferred that crystallization performance of the composite materials becomes better as the molecular weight of the PCLPU soft segment decreases. This phenomenon is mainly because a higher molecular weight of the PCLPU soft segment weakens the material’s flow performance, which decreases crystallization. XRD image of composites materials.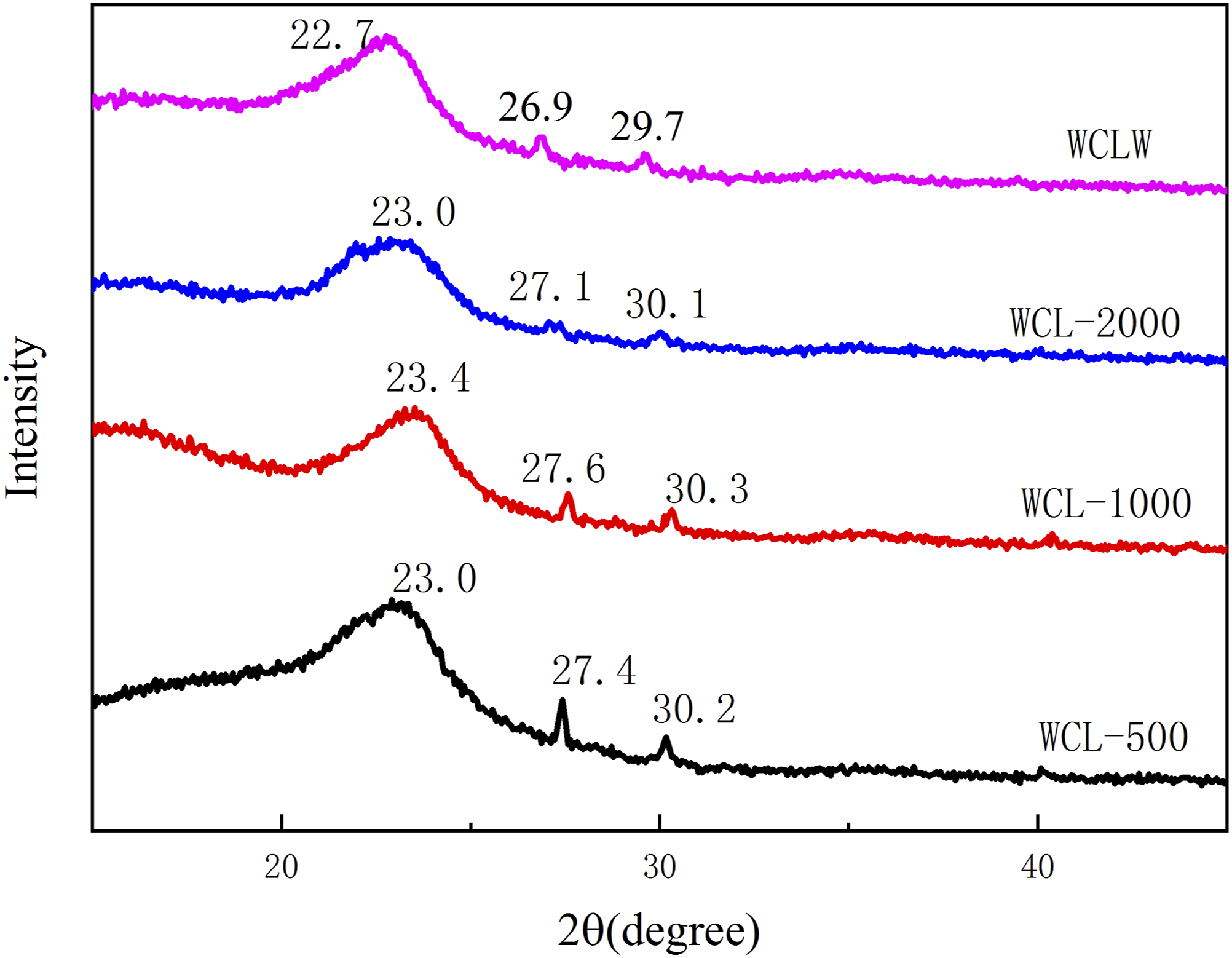
The bending properties of composites materials.
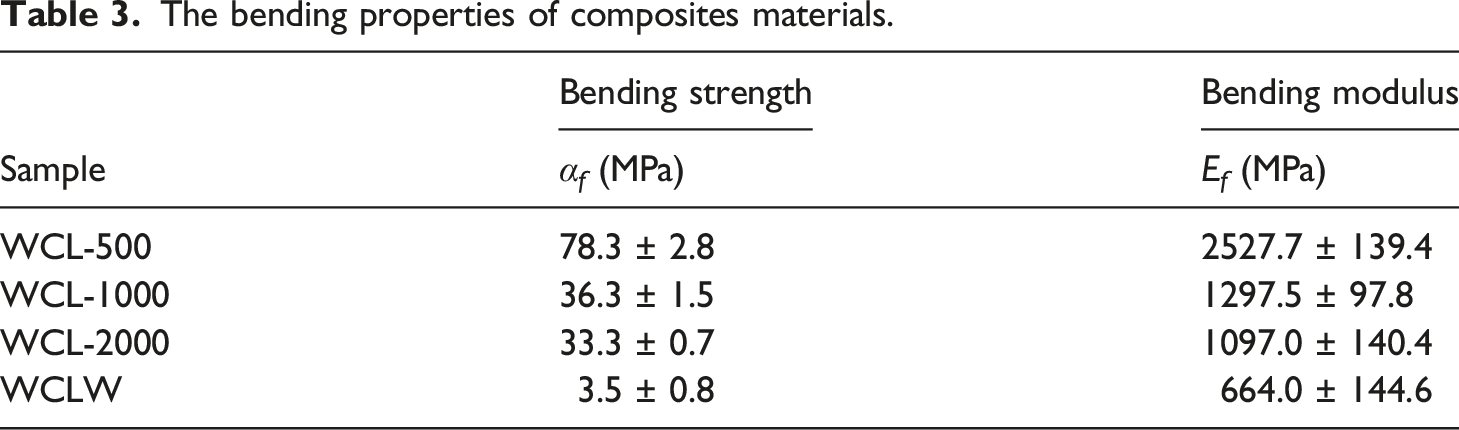
Figure 3 shows the SEM images of the frozen fractured surface of the composite material. Figure 3(a)–(c) shows that the fractured surfaces of WCL-2000, WCL-1000, and WCL-500 are not smooth, and some are fibrous (in the red ciecles). The wood powder at the fractured site of the composite materials adheres to the fracture surface due to the addition of the PCLPU compatibilizer. However, the WCLW-1000 sample has weak interface bonding because there is no active NCO group to react with OH in the wood powder. As a result, the wood powder at the fractured surface scattered when the spline was broke. The PCLPU was evenly dispersed in the wood flour, and there was no void defect, indicating that the samples were evenly mixed during processing. The composite material prepared by Morcillo et al.
28
using 95% pinecone powder and 5% polyethylene had a prominent interface stratification structure due to the high fiber content. Interestingly, addition of maleic anhydride grafted polyethylene as a compatibilizer helped to improve the interface adhesion. In addition, compared with SEM images of WCL-2000 (Figure 3(c)), there are fewer cracks and pore structures than that of WCL-500 (Figure 3(a)). As the molecular weight of the PCLPU soft decreased, the fractured surface became rougher, indicating that the interaction force between materials was increasing. The higher content of -NCO active group in WCLPU-500, resulted in a higher indirect grafting rate with the active hydroxyl group in wood flour, thereby improving the compatibility within the WCLPU-500 materials. In Figure 3(d), it can be seen that the surface is relatively smooth without a prominent fibrous appearance because the two materials, WF and PCLPW, are incompatible. Specifically, the PCLPW was only attached to the surface of WF after hot pressing; thus, the wood flour was wrapped by PCLPW. Consequently, no fibrous wood flour was observed in Figure 3(d) except for a smooth surface without gullies. Therefore, WCL-2000, WCL-1000, and WCL-500 composite materials with improved compatibility due to the interaction between the -OH group in wood flour and the -NCO active group in PCLPU were successfully prepared. SEM images of composites materials (a) WCL-500 (×1000), (b) WCL-1000 (×500), (c) WCL-2000 (×500), (d) WCLW-1000 (×500).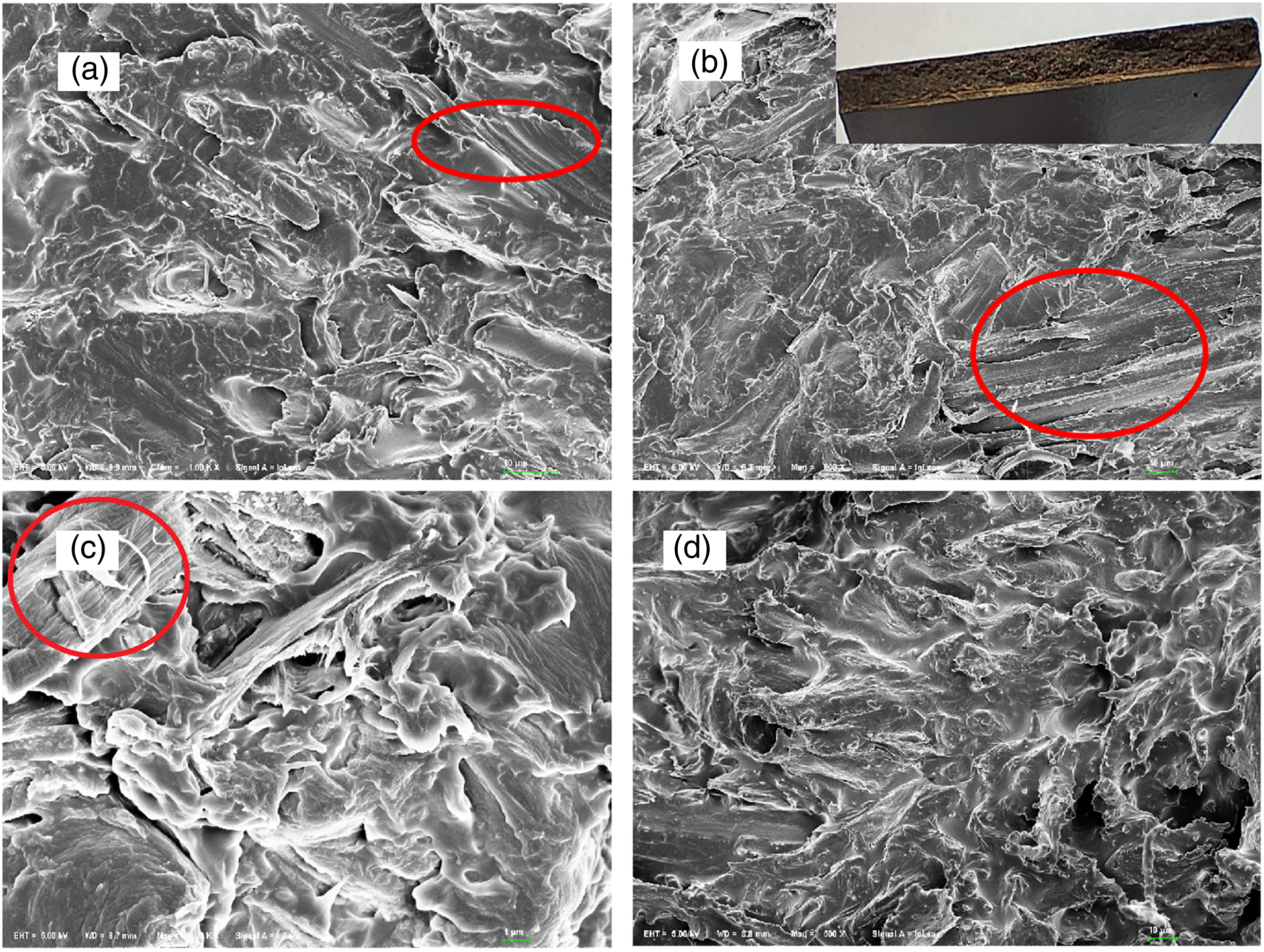
Figure 4(a) and (b) show the TG and DTG curves of WCL-500, WCL-1000, WCL-2000, and WCLW composite materials, respectively. Each material has two weight-loss stages. The first stage is about 50–250°C due to the loss of free water in wood flour and the decomposition of small-sized molecules. The second stage, 250–450°C, is mainly due to the decomposition of macromolecules and the breakdown of molecular chains of PCLPU and wood flour. This is consistent with the second stage of the thermal stability analysis for preparing nanocomposites reported by Zhu et al.
29
From Figure 4(a), it is clear that the mass percentages remaining after the thermal decomposition of WCL-500, WCL-1000, WCL-2000, and WCLW are 24.8%, 19.3%, 16.4%, and 14.0%, respectively. The residue of WCLW is the least because there is no chemical bond between the composite’s PCLPW and wood flour components, which makes the whole structure relatively loose with the worst thermal stability. The composite’s residual amount decreases with the increasing molecular weight of the polyurethane soft segment. This is because when the PCLPU were synthesized with the same mass of the PCL diols, the PCL diols with the highest molecular weight of the soft segment had the smallest proportion of MDI. Consequently, the residual amount of MDI in the undecomposed hard segment proportion of the composite with the highest molecular weight of the soft segment is the smallest and has the least cross-linking point. The intermolecular bonding is not as strong as the composite with lower molecular weight. Hence, the composites with a high molecular weight of the soft segment have the least residue. This is consistent with the literature report
30
that adding polyurethane prepolymer can greatly improve the thermal stability of our material. TG (a) and DTG (b) images of composite materials.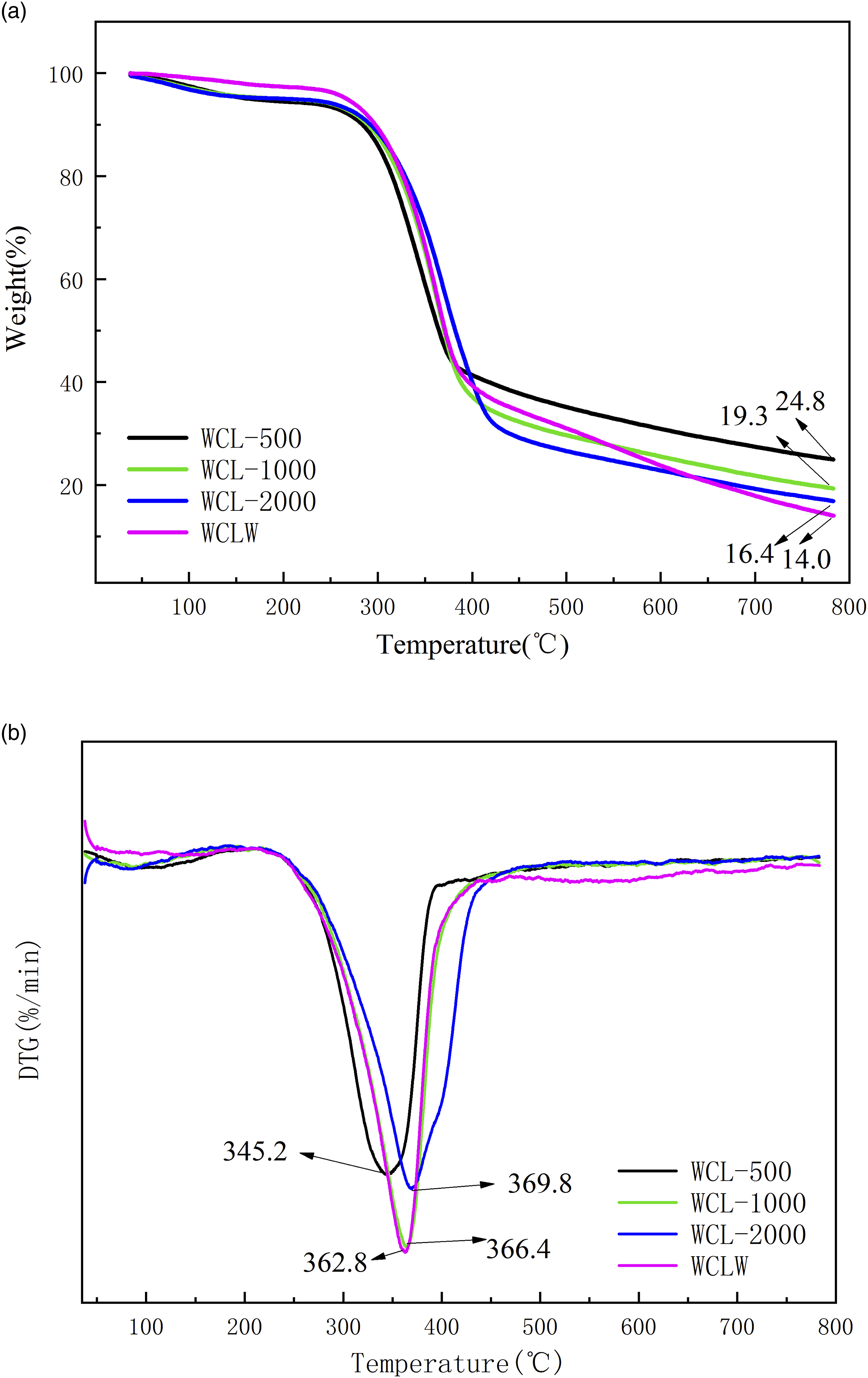
Figure 5 shows the water absorption of WCL-500, WCL-1000, WCL-2000, and WCLW composite materials. It can be seen that with the increase of time, the water absorption of the material gradually reaches saturation. And from Figure 5, it shows that the water absorption of the composites is from about 15%–18%, higher than the absorption in Dahmardeh’s research
31
of 16.3%. That’s on account of the formulations of Dahmardeh’s composite is WF:PP:PP-g-MA = 50:50:2, the content of WF is lower than that in this research. The water absorption rate of the WCL-500 composite material is significantly lower than that of the other two materials under the same conditions. For the same mass, the PCLPU containing PCL diols with the smallest molecular weight has the highest content of NCO. Therefore, during the melting blending of PCLPU with wood flour, most of the -OH groups in the wood flour were consumed to form more urethane bonds to give more cross-linking points within the composite. Again, PCLPU is hydrophobic; thus, the composite material will be relatively hydrophobic. The conclusion is that with decreasing molecular weight of the synthetic polyurethane soft segment, the water absorption performance of the material increases. The water absorption pattern of the composite materials.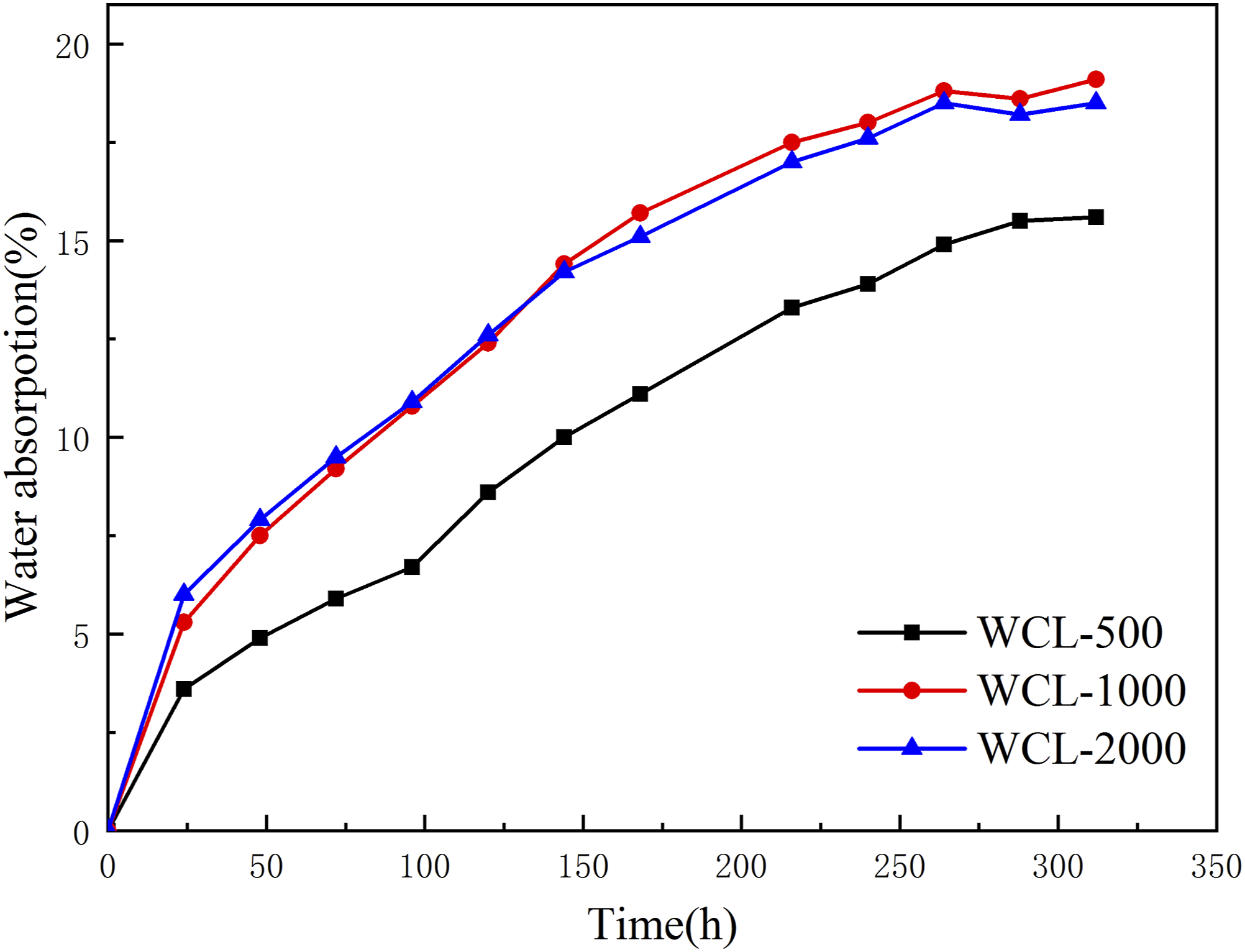
Conclusion
In this work, a series of PCLPU with a different molecular weight of the soft segment were successfully synthesized. And then the obtained PCLPU were utilized as compatibilizer to prepare different kinds of WCLPU composites with high biomass content to study the effects of the molecular weight of the soft segment of the PCLPU on the structure and properties of the composites. The bending performance data showed that the composites exhibited high strength and good bending performance. Consequently, the composite (WCLPU-500) prepared with PCLPU with the lowest molecular weight of the soft segment showed the best bending strength and bending modulus of about 78.3 MPa, and 2527.7 MPa, respectively. Furthermore, the results of TG and XRD showed that the WCLPU material modified by PCLPU had good thermal stability and crystallization properties. Also, water resistance of the composites was also improved. However, with decreasing molecular weight of the PCLPU soft segment, the water absorption performance of the composite increased. This work has provided a certain reference point for the synthesis of PCLPU for the preparation of composite materials and the development of lignocellulosic materials in the future.
Footnotes
Acknowledgements
Thanks to Wuhan Qien Science and Technology Co., Ltd. for the instrument support of this study.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: Program of Introducing Talents of Discipline to Universities, Grant/Award Number: B17019. The foundation of Scientific Research Program of Hubei Provincial Department of Education, Grant/Award Number: Q20213001).