
Abstract
In view of no reports on natural fiber reinforced functionalized styrene acrylonitrile composites, this study develops kenaf fiber (KNF) reinforced chemically functionalized styrene acrylonitrile (CF-SAN) composites (KNF/CF-SAN) by extrusion and injection molding. The selected CF-SAN matrix is a chemically functionalized random ter-polymer, with high (10 ± 2%) maleic anhydride functionality and requires higher processing temperature. With respect to CF-SAN, the 10/90, 20/80 and 30/70 KNF/CF-SAN composites show 25%, 46% and 75% higher tensile modulus, 23%, 55% and 78% higher tensile strength, 34%, 66% and 104% higher flexural modulus and 48%, 87% and 125% higher flexural strength. Relative to the dry matrix, the water absorbed composites show higher properties, but relative to the respective dry composites, the water absorbed composites have at least 7% lower tensile strength and at least 20% lower tensile modulus, flexural modulus and flexural strength. SEM and FTIR (ATR-IR) establish that hydrogen bonding and esterification by Palsule process impart CF-SAN/KNF adhesion and bonding in the composites. The composites show thermal stability between KNF reinforcement and CF-SAN matrix upto 295°C.
Keywords
Introduction
Increasing importance of clean environment is promoting natural materials as a replacement of synthetic materials. Eco-friendly natural fibers offering biodegradability, good properties, low weight and low cost, have emerged as replacements for conventional inorganic and synthetic reinforcements for polymer composites. Natural fiber reinforced polymer composites are cost-effective and eco-friendly and offer good properties, many commercial and technological applications and promote the agriculture based economy. Recent literature reviews describe manufacturing,1,2 performance, 3 properties 3 and applications1–3 of natural fiber reinforced polymer composites. However, a few polymers requiring higher processing temperatures, for example, functionalized SAN (styrene acrylonitrile), have not been investigated as matrix for natural fiber reinforced composites.
Properties of a composite depend on the selected matrix polymer; the nature, aspect ratio and relative fractions of the reinforcing fiber; and their mutual compatibility in the composite. However, the hydrophobic and non-polar polymer matrix, and the polar hydrophilic reinforcing natural fibers, have mutual incompatibility, that weakens their adhesion, and also limits the properties of their composites. To manufacture these composites with improved compatibility and mutual adhesion of the reinforcing natural fiber/matrix polymer, the following three processes are being used, and combinations of these processes have also been used: (i) Fiber treatment process, wherein, treatments, like chemical or physical or biological are imparted to the natural fibers to improve their compatibility with the matrix polymer in the composites. Reviews of physical,4,5 chemical 4 and biological 4 treatments of this process have been recently presented. Several treatments have been imparted to functionalize natural fibers6–11 for their use as reinforcements for polymer composites. Poly [methylene (polyphenyl isocyanate)] (PMPPIC) and hexamethylene-diisocyanate (HDI) functionalized pineapple leaf fibers (PALF) have been used as reinforcements for LDPE and PP composites, to develop PMPPIC-PALF/LDPE and HDI-PALF/LDPE composites and PMPPIC-PALF/PP and HDI-PALF/PP composites. 6 Maleic anhydride (MA) functionalized wheat straw fibers (WSF) have been used as a reinforcements for polystyrene (PS) based MA-WSF/PS composites. 7 Acetic Anhydride (AA) functionalized rice husk powder (RHP) has been used as a reinforcement for PP/recycled NBR (R-NBR) blend matrix, to develop AA-RHP/[PP/R-NBR] composites. 8 Silane [3-aminopropyltriethoxysilane] (APS) functionalized sisal fibers (SLF) have been used as reinforcements to develop poly (lactic acid) (PLA) based APS-SLF/PLA composites. 9 For composites based on chlorine containing polymers (e.g. PVC), chitin (CT) and chitosan (CTS) have been used to functionalize natural wood fibers (WF), to develop CT-WF/PVC and CTS-WF/PVC composites. 10 In addition to the above, bis(triethoxy-silylpropyl)tetrasulfide (BTEST) functionalized (SLF) has been used as a reinforcement for poly (hydroxybutyrate-co-hydroxyvalerate) (PHBV) matrix based, BTEST-SLF/PHBV composites with nano-clay particles as additional reinforcements forming hybrid composites. 11 (ii) Compatibilizer process, wherein a coupling agent compatibilizes the natural fiber and the polymer matrix to develop adhesion between them in the composite. A review of this process has been presented. 12 A functionalized polymer is used as a compatibilizer, for example, a maleated PLA (MA grafted PLA, PLA-g-MA) has been used as a compatibilizer to develop cellulose nanofiber (CNF) reinforced, CNF/PLA(PLA-g-MA) composite. 13 A polymer blend matrix has been functionalized with one of the blend components acting as a compatibilizer. Tin-bismuth (SnBi) alloy powder has been used as a reinforcement for ABS/SEBS-MA blend matrix. In this SnBi/(ABS/SEBS-MA) composite system, SEBS-MA acts as a compatibilizer. 14 (iii) Palsule process,15,16 wherein the matrix of the composite is a chemically functionalized polymer. It develops adhesion with the reinforcing natural fiber, by chemical reactions between their functional groups. (iv) A combined fibre treatment and compatibilizer process is also used, wherein a treated functionalized natural fiber is used as a reinforcement for a polymer matrix along with a compatibilizer. For instance, alkali treatment (AT) functionalized wood flour (WF) has been used as reinforcement, along with the two synthesized (St) compatibilizers, (PP-g-MAH)-St [MPP-St] and (PP-wax-g-MAH)-St [MPPW-St] to develop PP matrix based AT-WF/PP(MPP-St), and AT-WF/PP(MPPW-St) composites. 17 (v) A combined fibre treatment and Palsule process is also used, wherein a treated functionalized natural fiber is used as a reinforcement and a functionalized polymer is used as a matrix. For example, alkali and silane treatment (AST) functionalized pistachio shell fibers (PSF) have been used as reinforcements for MA functionalized PLA matrix based AST-PSF/PLA-MA biocomposites. 18
In the composites by Palsule process based on MA functionalized matrix polymers,16,19–26 the esterification reaction between the MA of the matrix polymer and the functional –OH of the natural fiber; and hydrogen bonding between them imparts adhesion between them. This well established mechanism16,19–26 has also been reviewed recently. 27 Palsule process has recently been extended 28 to composites based on polymers chemically functionalized by glycidyl methacrylate (GMA). Expenses for the Palsule process are almost the same as for the fiber treatment process, because of the use of expensive functionalized polymer in the former and the expenses for manpower and treatment chemicals incurred in the latter. Both the processes are more expensive than the compatibilizer process, that requires upto 5% compatibilizer only. The fiber treatment process uses a treated natural fiber, whereas untreated natural fiber is used for the Palsule process. Relative to the coupling agent based compatibilizer process, the Palsule process does not require any coupling agent. Palsule process uses available extruders, moulding machines and other machineary, without additional investment, and offers uniformity in the manufactured composite products. Moreover, these composites have demonstrated higher performance than the same composite by any other process. For example, HDPE composite 19 and PP composite 21 by Palsule process showed better performance than the same HDPE composite and the same PP composite by the other two processes, as compared in Ref 19 and Ref 21 respectively. Palsule process has been used to develop the composites based on the following MA functionalized (CF) polyolefins: CF-PE16,19,20 and CF-PP21–23 and also thermoplastic elastomers, CF-EPR24,25 and CF-SEBS 26 and also for the following GMA functionalized polymer: CF-VLDPE. 28
Although the techno-economic advantages of the Palsule process make it a preferred process, however, the process has been used only for the composites that can be processed at a relatively lower processing temperature only; and the functionalized matrix polymers used, have functional groups grafted on them with the amount of functionality being less than 5%. Because of Palsule process offering techno-economic advantages relative to the other processes, now, the process is being extended to composites with the polymer matrix functionalized by a method other than grafting; having a higher amount of functionality and also requiring a higher processing temperature. To extend the Palsule process, in view of the previous success in developing natural fiber reinforced styrenic (SEBS) 26 matrix composites; of the several available high processing temperature requiring styrenic polymers, a chemically functionalized styrene acrylonitrile (CF-SAN), SAN functionalized with MA, has been selected as the matrix for this study. The selected CF-SAN is a functionalized random and not a conventional graft copolymer, it has a relatively high amount of functionality (10 ± 2% MA), relative to the matrix polymers used for the composites reported by Palsule process, and it also requires a higher processing temperature. Kenaf fiber (KNF) has been selected as the reinforcement. This study develops the KNF/CF-SAN composites.
SAN offers good dimensional stability, good thermo-mechanical properties, and high heat and chemical resistance, because of which it has many commodity and engineering applications. 29 However, only limited fiber reinforced SAN composites30–36 have been reported, that are based on: carbon (CF) 30 and glass (GF) fibers31–33 and graphite sheets. 34 GF/SAN composites 35 have been simulated for their potential for a boat rib component and fracture of fiber reinforced SAN composites has been modelled by acoustic emission (AE) technique. 36 Although the present study is on short fiber reinforced CF-SAN composites, however, a few reported SAN matrix composites reinforced with nano reinforcements37–46 have been noted, as follows: Composites of wood blocks impregnated SAN matrix reinforced with nano clay[37 and references therein] have been developed that have been further reinforced with modified TiO2 38 or SiO2 39 or both.40,41 In continuation of montmorillonite (MMT) reinforced SAN composites,42,43 nano clay, 44 nano diamond 44 and CF nanotube45,46 reinforced SAN composites have been reported.
Only one natural fiber, jute fiber (JF), has been used as reinforcements for thermosetting SAN composites, and the matrix is not thermoplastic, but industrial waste based thermosetting SAN. 47 Cellulose fibers (CLF) reinforced thermoplastic SAN composites48,49 have been reported that have been developed using CLF and also poly (butyl acrylate) (PBA), poly (methyl methacrylate) (PMMA) and methyl methacrylate (MMA) grafted CLF. However, natural fibers reinforced thermoplastic functionalized SAN (CF-SAN) composites are not reported. Of all the available natural fibers, KNFs have been selected as reinforcements, because, with approx. 62% cellulose, approx. 18% hemi-cellulose and approx. 13% lignin,50,51 KNF has been used as a reinforcement for several polymer composites, including those based on PE,52–54 PP53,55,56 and PLA. 57 KNF reinforced polymer composites have good properties and several applications, and these composites have been reviewed.58–60 However, KNF has not been used as reinforcement for CF-SAN composites.
The aim of this study is to evaluate the feasibility of CF-SAN matrix, a MA functionalized styrene acrylonitrile based random ter-polymer, with higher amount (10 ± 2% MA) of functionality for natural KN fiber reinforced composites requiring higher processing temperature; relative to the reported composites by Palsule process that are based on the matrix polymers functionalized by grafting; having a lower amount of functionality and are processable at lower processing temperatures. KNF/CF-SAN composites are processed by extrusion and injection molding and their structure and properties, including tensile, flexural and also dynamical mechanical and thermal properties are established and the effect of absorbed water on their tensile and flexural properties is also evaluated.
Experimental
Materials and processing
MA (10 ± 2 wt% MA) functionalized styrene acrylonitrile, a random ter-polymer, used as the matrix, and termed as CF-SAN (Figure 1), is ṭhe commercial product SAM-010 (commercially provided by Fine-Blend™, Shanghai, China, with the commercial name random styrene-acrylonitrile-MA terpolymer). KNF was obtained commercially from Vruksha Composites and Services (Chennai, India) in the raw form. KNF was dried for a week under the Sun and then chopped to approx. 3 mm average length. It has been used as reinforcement without any fiber treatment. No third component has been used as a coupling agent. CF-SAN and KNF were dried in air and vacuum ovens at 80°C and at 60°C for 18 hours and 5 hours, respectively. Mixtures of CF-SAN and KNF, in the desired proportions, to get the 10/90, 20/80 and 30/70 KNF/CF-SAN composites (by wt%), were individually compounded by an extruder [Co-rotating, Model High-Speed Torque ZV-20, Specific Engineering and Automats, Vadodara, India]. Its screw diameter is 21 mm and the L/D ratio (i.e. a length to diameter ratio) is 40:1. For the operation of the extruder: the five temperature zones were set at 155°C, 165°C, 175°C, 185°C, 195°C and the extruder die temperature was set at 185°C. The melt pressure was 14 bar. The screw speed of 354 r/min. Thermo-mechanical degradation of the matrix and the fiber, during extrusion, depends on feed rate, screw design, residence time, screw rpm, and temperature. However, a few studies report 300 r/min61,62 as the optimized processing condition for some natural fiber/polymer composites. Curaua fibers (CURF) reinforced polymer composites, 20/80 CURF/HDPE and 20/80 CURF/PP composites, have been processed at 300 r/min
61
retaining properties of the PP, HDPE and CURF without any degradation and retaining a reasonable aspect ratio (l/d) of 15-16 of CURF.
61
JF reinforced polypropylene composites (JF/PP) have been developed by extrusion with increasing JF contents and increasing screw speed.
62
30/70 JF/PP processed at 300 r/min showed the maximum tensile strength and 10/90 JF/PP processed at 300 r/min showed the maximum tensile modulus and also flexural modulus.
62
CF-SAN has a higher melting temperature relative to HDPE and PP, and KNF has low density (1.2 g/cm3),63,64 relative to CURF (1.44 g/cm3)
65
and JF (1.3 g/cm3).
66
Accordingly, the extruder screw speed was set at 354 r/min for proper mixing and enhanced dispersion of KNF in CF-SAN in the KNF/CF-SAN composite, particularly, in its 30/70 KNF/CF-SAN composition. The compounded compositions were then cooled in water and finally pelletized into granules that were used to obtain the ASTM standard samples of the composites for testing and characterizations by injection molding. The extruded granules were dried for 12 hrs in an air oven at 80°C and then at 70°C in a vacuum oven for 8 hrs. Injection molding of the extruded granules was performed by a commercial machine [Electronica Endura 90, Endura Ltd, Pune, India], operated with a screw speed of 15 r/min, with the nozzle and feed zone temperatures set at 195°C and 185°C respectively and an injection pressure set at 80 bar and 100 bar being set as the back pressure. Structure of CF-SAN.
Water absorption till saturation by the matrix and the composites
To evaluate water absorption and its effects on the materials, ASTM D 570-98 (Reapproved 2018), 67 standard has been followed. ASTM standard, tensile and flexural, samples of the materials were dried in air and vacuum oven at 70°C each for 3 hrs each, cooled to room temperature, their weights recorded, and the materials were immediately fully immersed in distilled water. These were periodically removed to measure their weight, and again immersed in water, till the absorbed water reached saturation. Finally, their tensile and flexural properties were almost immediately evaluated, and results were recorded as an average of three samples of each material.
Testing and characterization
Mechanical properties
To evaluate the tensile and the flexural properties of the dry and the wet materials, tests have been conducted as per the ASTM D638-14 68 and ASTMD 790-17 69 standards, respectively and the Universal Testing Machine [Instron Model 3365, 5 kN, Norwood, MA, USA] was operated at room temperature, with the crosshead speed set as 5 mm/min and 1.36 mm/min respectively. For tensile tests, the dumbbell-shaped sample was used with a 50 mm gauge length and the total length, middle width and thickness of 165 mm, 13 mm and 3.2 mm, respectively. The sample used for flexural test was of rectangular shape with length, width and thickness of 127 mm, 12.7 mm and 3.2 mm, respectively.
Dynamic mechanical thermal analysis
The dynamic mechanical thermal analysis of all the dry materials was conducted by DMA 242C Instrument, (NETZSCH, Selb, Germany) as per ASTM D5023-15. 70 The sample of 60 × 13 × 3 mm3 dimensions was used on a 3-point bending mode with the instrument operated at a heating rate of 2°C/min in the 25°C to 140°C temperature range with a frequency and an amplitude of 1 Hz and 10 μm respectively. Above this temperature, it is difficult to record the results, due to loss of grip and the dissociation of the sample from the instrument, as has been recorded in several other reports on DMA of SAN composites, that also report42,43 results upto 140°C–150°C.
Morphology and fiber/matrix adhesion
FE-SEM [MIRA3 Tescan, Libusina, Czech Republic] was operated with 5 kV acceleration voltage to evaluate the morphology of the dry composites by analyzing their gold-coated tensile fractured samples mounted on the Al stub. Chemical compositions of the composites being the same, the FTIR (ATR-IR) spectra of the CF-SAN matrix, and only the 20/80 KNF/CF-SAN composition were recorded, using FTIR spectroscope (Perkin Elmer FTIR Spectrum Two, Perkin Elmer, Valencia, USA), operated in ATR-IR mode, with 16 scans, between the wavenumber range of 4000 cm−1 to 500 cm−1.
Thermal analysis
Following the ASTM E1131-20 standard, 71 the thermogravimetric analysis of all the dry materials; the CF-SAN, the KNF, and the KNF/CF-SAN composites; has been performed by a thermogravimetric analyzer [Discovery 55, TA Instrument, New Castle, USA] at a heating rate of 10°C/min in the temperature range of 30°C to 800°C under nitrogen flow of 40 mL/min. Sample size was approx. 10 mg.
Results and discussions
Morphology
FE-SEM micrographs [Figure 2(a)–(c)] show the reinforcing KNF (indicated by circles and arrows) in the composite compositions. The micrographs also indicate that the reinforcing KNF are embedded deeply and also covered appropriately by the CF-SAN matrix in all the KNF/CF-SAN composite compositions. No gaps, no voids, no fiber pull out, is visible, even with increasing KNF contents in the composite compostions. However, some reinforcing KN fiber breakage during the tensile testing is possible. These observations indicate strong adhesion of the KNF with the matrix in the KNF/CF-SAN composites, that facilitates stress transfer from CF-SAN to KNF in the composites. The effect of this adhesion on improving the properties of the KNF/CF-SAN composites, with respect to its matrix, the CF-SAN, and the increasing properties of the composite compostions, with increasing reinforcing KNF in them is discussed in the section on tensile and flexural properties later in this report. Similar adhesion is reported for KNF based PS composites, the KNF/PS composites
72
and polylactic acid based KNF/PLA composites.
73
KNF/CF-SAN composites are based on MA functionalized SAN (CF-SAN) and similar adhesion has also been observed for the other MA functionalized polymer based composites by Palsule process.19–26 FE-SEM micrographs of (a) 10/90, (b) 20/80 and (c) 30/70 KNF/CF-SAN composite.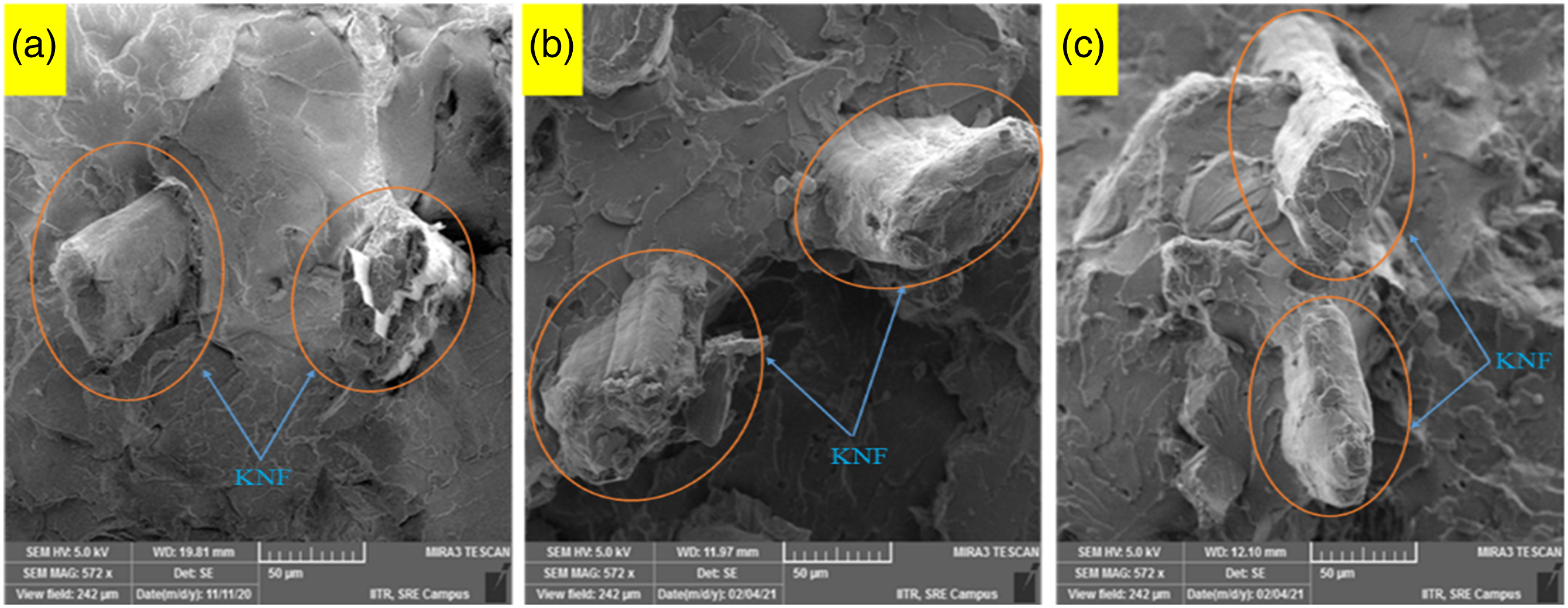
These observations also confirm the successful formation of the KNF/CF-SAN composites; with the reinforcing natural KN fiber retaining its stability during processing even at relatively higher temperatures. This thermal stability is also investigated and reported later in this study. The reactions and interactions imparting this adhesion are established as follows:
Fiber/matrix interfacial adhesion by FTIR (ATR-IR)
Figure 3 shows the FITR (ATR-IR) spectrum, in the wavenumbers range between 500 cm−1 to 4000 cm−1 for the CF-SAN matrix and only the 20/80 KNF/CF-SAN composite, because of the chemical similarity of all other composite compositions. In the spectrum of the CF-SAN matrix, the band at 1778 cm−1 indicates MA in the CF-SAN, as it originates from the asymmetric stretching of C = O, the carbonyl of MA. 2237 cm−1 peak in this spectrum shows the stretching vibration of the nitrile group (–C≡N),74,75 and the three peaks at 1602 cm−1, 1583 cm−1, and 1453 cm−1 show the C-C stretching of the attached benzene present in the CF-SAN.74–76 The spectrum of the 20/80 KNF/CF-SAN composite shows two new bands, one appearing due to C = O stretching vibration at 1746 cm−1 (between 1735 to 1750 cm−1) and the other appearing due to C–O stretching vibration at 1157 cm−1 (between 1100 to 1300 cm−1). These confirm the formation of the ester bond in the composite, and also the esterification reaction between the KNF and CF-SAN (Figure 4). The esterification, possibly results in the formation of, both, the monoesters and also the diesters, that have been recorded to form at higher temperatures.77,78 Mono and di esters, both, have also been recorded for the bagasse fiber reinforced MA functionalized SEBS composites
26
that have also been developed by the same Palsule process that is used in this study and this study also uses MA functionalized SAN (CF-SAN). ATR-IR spectra of CF-SAN and 20/80 KNF/CF-SAN composite. Esterification and hydrogen bonding between CF-SAN and Kenaf fiber.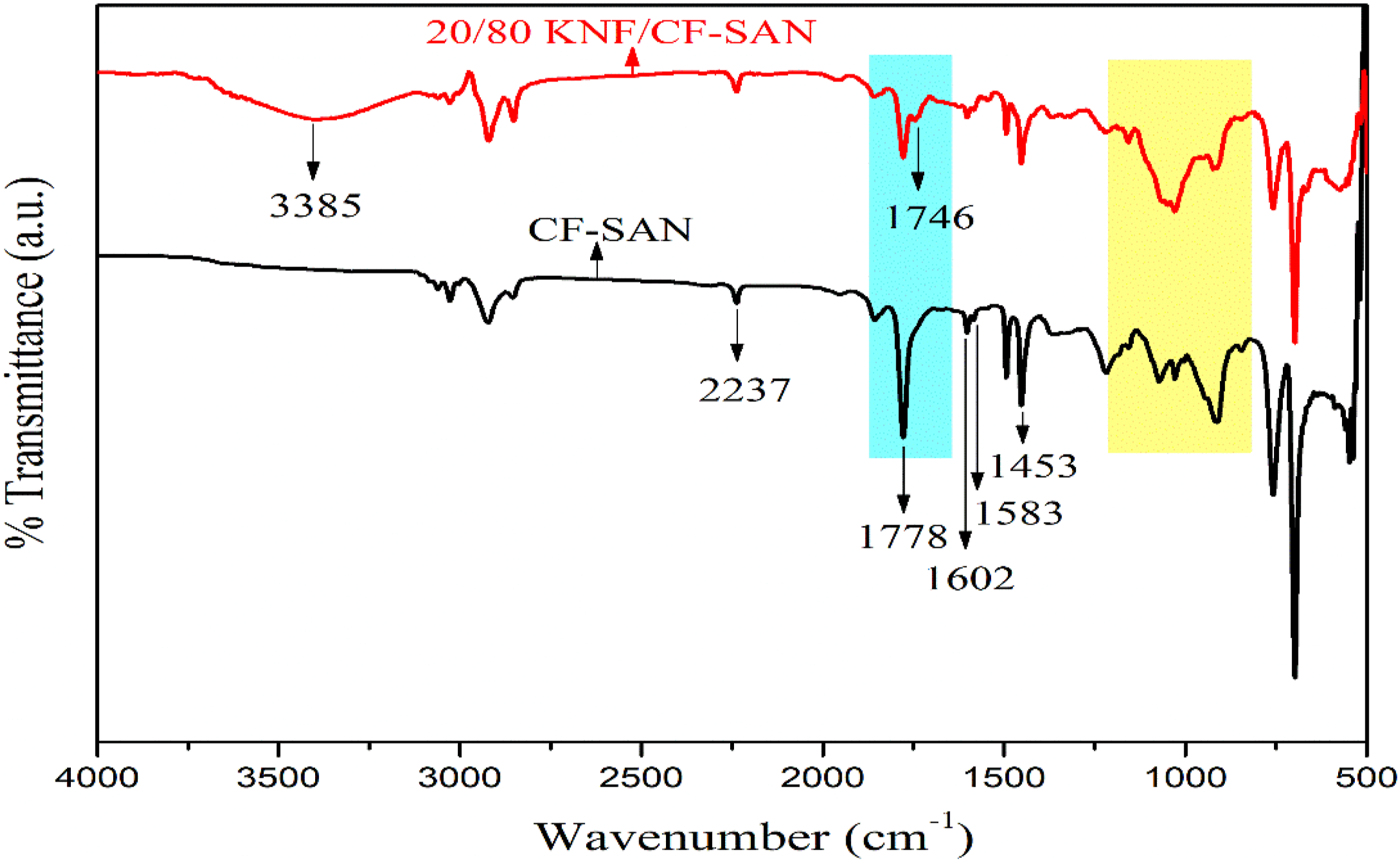
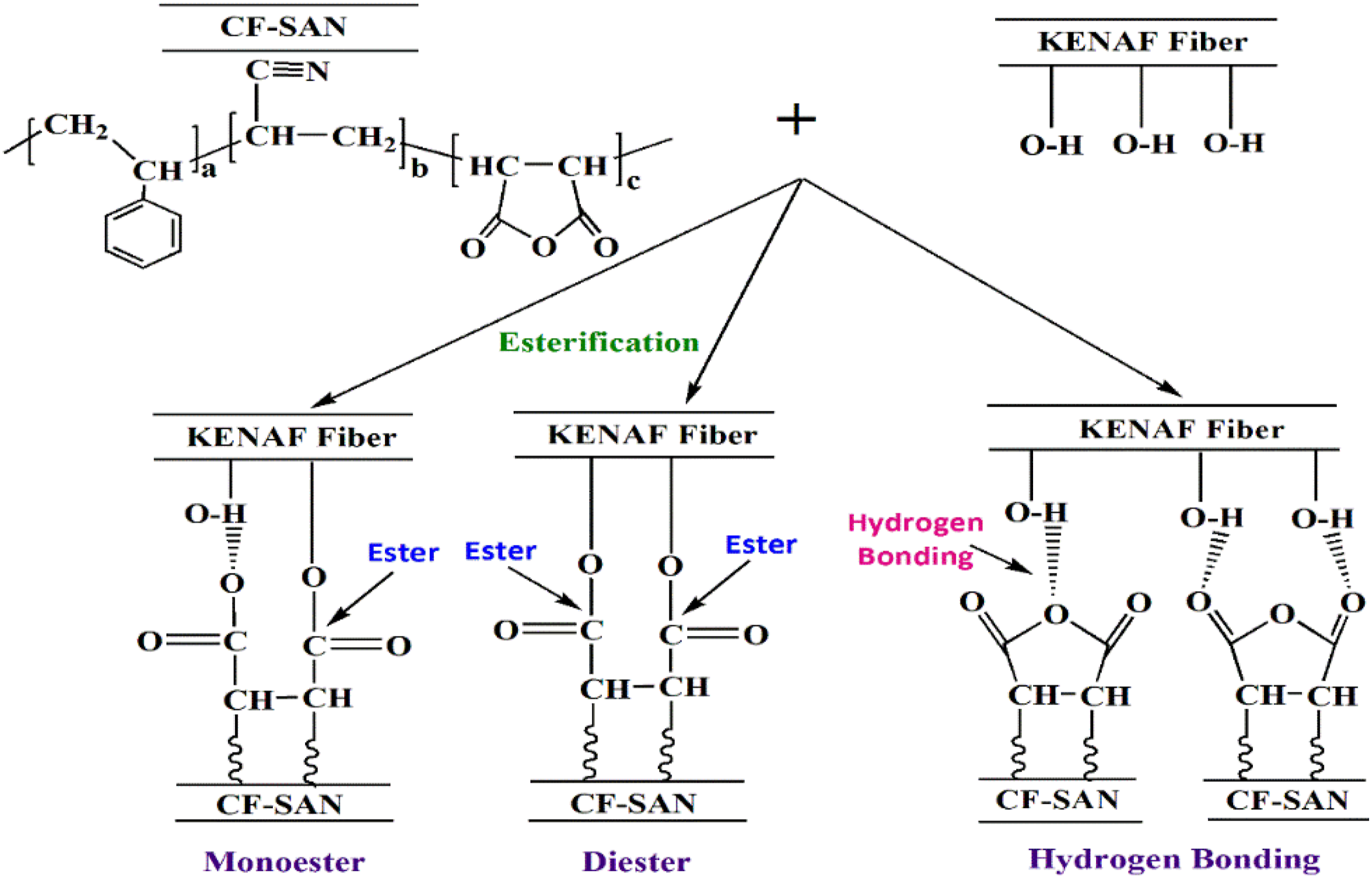
The new band in the ATR-IR of the composite at 3385 cm−1 indicates hydrogen bonds. The hydrogen bonds originate from intermolecular hydrogen bonding between the KNF and the CF-SAN and possibly from the intramolecular hydrogen bonding between KNF and KNF. Interactions of the H of OH groups of the KNF and the O of MAH of CF-SAN result in inter-molecular hydrogen bonds (Figure 4). As the CF-SAN, used as matrix in this study, has relatively higher MAH functionality contents, relative the other reported composites by Palsule process,16,19–26 the decrease in intensity of the 1778 cm−1 band indicates the decrease in the amounts of MAH in the KNF/CF-SAN composite due to these reactions. Intra-molecular hydrogen bonding KNF and KNF, between the two –OH of the ligno-cellulosics and other components of the same KN fibers is also possible, however, separate characterization of the intramolecular and also the intermolecular hydrogen bonding in a solid system by FTIR or ATR-IR is difficult and has limitations.79,80 The resulting esterification forming ester bonds between the KNF and the CF-SAN in the composites, and their hydrogen bonding impart CF-SAN and KNF adhesion in the KNF/CF-SAN composites. A change in the fingerprint region (832–1120 cm−1) is also noticed in the FTIR (ATR-IR) spectrum of the KNF/CF-SAN composite. All bonds and interactions indicate the successful establishment of the interfacial bonding between the KN fiber and the CF-SAN matrix by esterification and hydrogen bonding that successfully form the KNF/CF-SAN composites.
Tensile properties
Figure 5 records the tensile stress vs. tensile strain curves for the CF-SAN matrix and the KNF/CF-SAN composites. For the KNF/CF-SAN composites, Figure 5 and the results recorded in Table 1 shows that, with respect to the CF-SAN, the increasing KNF, increase the tensile stress for the composites, while the tensile strain decreases. Tensile stress versus tensile strain curves of the CF-SAN and KNF/CF-SAN composites. Tensile and flexural properties of the dry and wet (W) CF-SAN and the dry and wet (W) KNF/CF-SAN composites.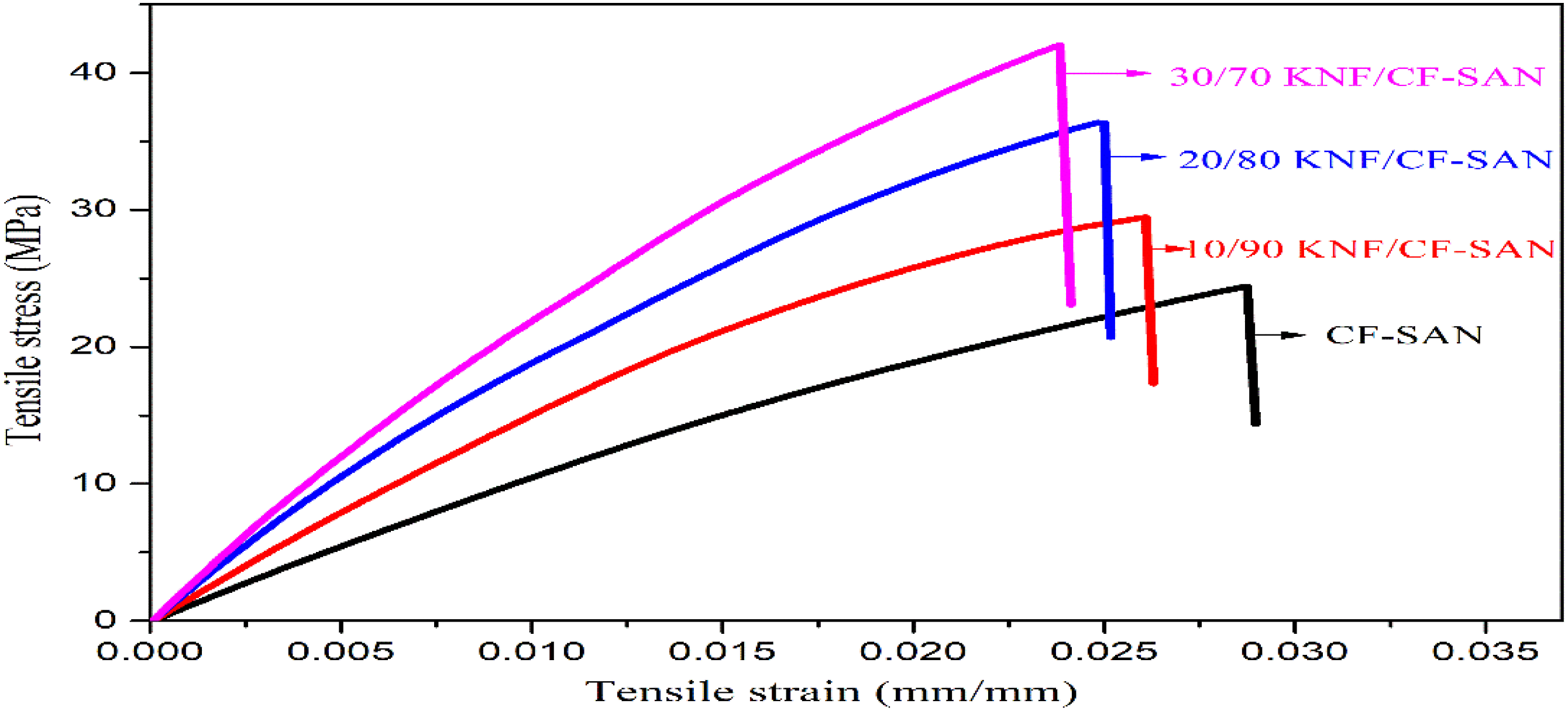
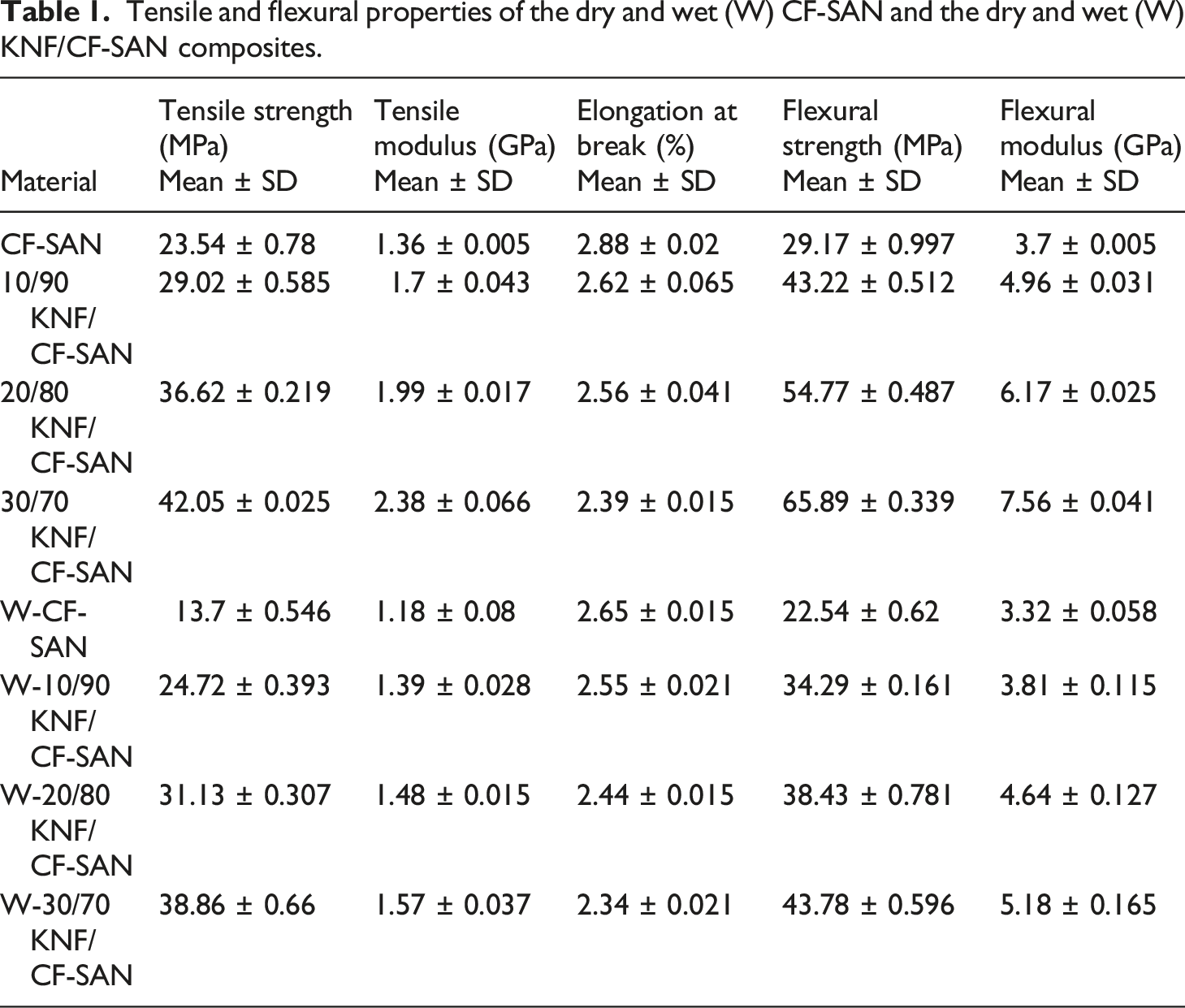
Table 1 indicates that, relative to the CF-SAN, the tensile strengths of 10/90, 20/80 and 30/70 KNF/CF-SAN composites are higher by approx. 23%, 55% and 78% respectively; their tensile modulus are higher by approx. 25%, 46% and 75% respectively; but their elongation at break are lower by approx. 9%, 11% and 17% respectively. Tensile properties of the KNF/CF-SAN composite compositions, except their elongation at break, increase as the amount of KNF in them increases and are significantly higher, in comparison with the CF-SAN matrix. However, because KNF is stiff, it resists elongation, as evidenced by the lower elongation at break of the KNF/CF-SAN composite compositions, relative to the CF-SAN matrix, and that further decreases as the KNF in them increases. This demonstrates that the stress is successfully transmitted from the matrix CF-SAN to the reinforcing KNF in the KNF/CF-SAN composites and the reinforcing KNF carry the applied stress and the load.
It is difficult and impractical to calculate the length of the KNF, in the composites, by SEM, as the KN fibers are fully covered with and submerged inside the CF-SAN matrix in the KNF/CF-SAN composites (as explained earlier in this report, in the discussion on morphology by SEM). However, tensile modulus and also strength of the composites are higher than CF-SAN matrix and are increasing with the rising KN fiber contents in them, indicating that, during the extrusion and injection moulding of the composites, the length of the KN fibers has not been reduced to any considerably extent, its aspect ratio also has not been adversely affected beyond a limit during the extrusion, compounding and injection moulding processing of the composites, and the KNF are performing well as reinforcements in the composites. The above results and discussion also indicate good adhesion of CF-SAN with KNF in the KNF/CF-SAN composites, that has been investigated and reported later in this report.
Flexural properties
Table 1 recording the flexural properties of CF-SAN and the KNF/CF-SAN composites, indicates that the flexural properties of the KNF/CF-SAN composites increase as the KNF in the composite compositions increase and all the composites show higher flexural strength and modulus than the CF-SAN. Relative to the CF-SAN, the flexural strengths of the 10/90, 20/80 and 30/70 KNF/CF-SAN composites are higher by approx. 48%, 87% and 125% respectively, and their flexural modulus are higher by approx. 34%, 66% and 104%, respectively. The results and discussion demonstrate that the flexural strength and modulus of the KNF/CF-SAN composites are superior to those of the CF-SAN matrix and increase as the amount of KNF content in them increases. This further confirms that the stress is being transmitted from the CF-SAN matrix to the KNF reinforcement, that carries the applied load, indicating good adhesion between CF-SAN and KNF in the KNF/CF-SAN composites, that, as indicated earlier, has been investigated and reported later in this report.
Tensile and flexural properties of wet composites
Following is a discussion on wet (W) materials. W-CF-SAN and the W-10/90, W-20/80 and W-30/70 KNF/CF-SAN composites achieved the saturation of the absorbed water in 8976 hrs and 9408 hrs, 9816 hrs and 10,272 hrs, respectively. With respect to the dry CF-SAN matrix, the W-CF-SAN, shows approx. 13%, 41% and 7% lower tensile modulus, tensile strength and tensile elongation at break. Relative to the respective dry composites, the W-10/90, W-20/80 and W-30/70 KNF/CF-SAN composites show approx. 22%, 27% and 34% lower tensile modulus, approx. 14%, 14% and 7% lower tensile strength, approx. 2%, 4% and 2% lower elongation at break, approx. 23%, 24% and 31% lower flexural modulus and approx. 20%, 29% and 33% lower flexural strength. The –OH of the ligno-cellulosics of KNF absorb water and KNF swells. The absorbed water also plasticizes the CF-SAN matrix. These effects of the absorbed water, reduce the stress transfer from the W-CF-SAN to W-KNF/CF-SAN composites and lower the properties of the wet, the W-KNF/CF-SAN, with respect to the dry KNF/CF-SAN composites. Upon water or moisture absorption, the natural reinforcements are reported to swell and reduce the tensile 81 and flexural 82 properties of their polymer composites, in general, and tensile modulus and tensile strength 81 and flexural modulus 81 and flexural strength 83 in particular. Similar results are observed for all the water absorbed wet W-KNF/CF-SAN composite compositions developed in this study, however, these wet composites show better properties than the dry CF-SAN matrix.
Dynamic mechanical thermal analysis
Tan – δ and the glass transition temperatures
Glass transition temperatures of matrix and composites have been evaluated by the peak of the tan-δ curve.24,84 Figure 6 shows the tan δ vs. Temperature curves of the CF-SAN and KNF/CF-SAN Composites. For the CF-SAN and the 10/90, 20/80, and 30/70 KNF/CF-SAN composites, their tan-δ peaks (Figure 6) show their glass transition temperatures (Tg) as 125.3°C and 127.4°C, 127.4°C, and 127.8°C, respectively. Thus, the glass transition temperatures of all the KNF/CF-SAN composite compositions are almost the same and appear to be only approx. 2°C higher than CF-SAN, indicating that the KNF reinforcement does not influence the Tg of the composites to any significant extent. Tan δ vs. temperature curves of the CF-SAN and KNF/CF-SAN composites.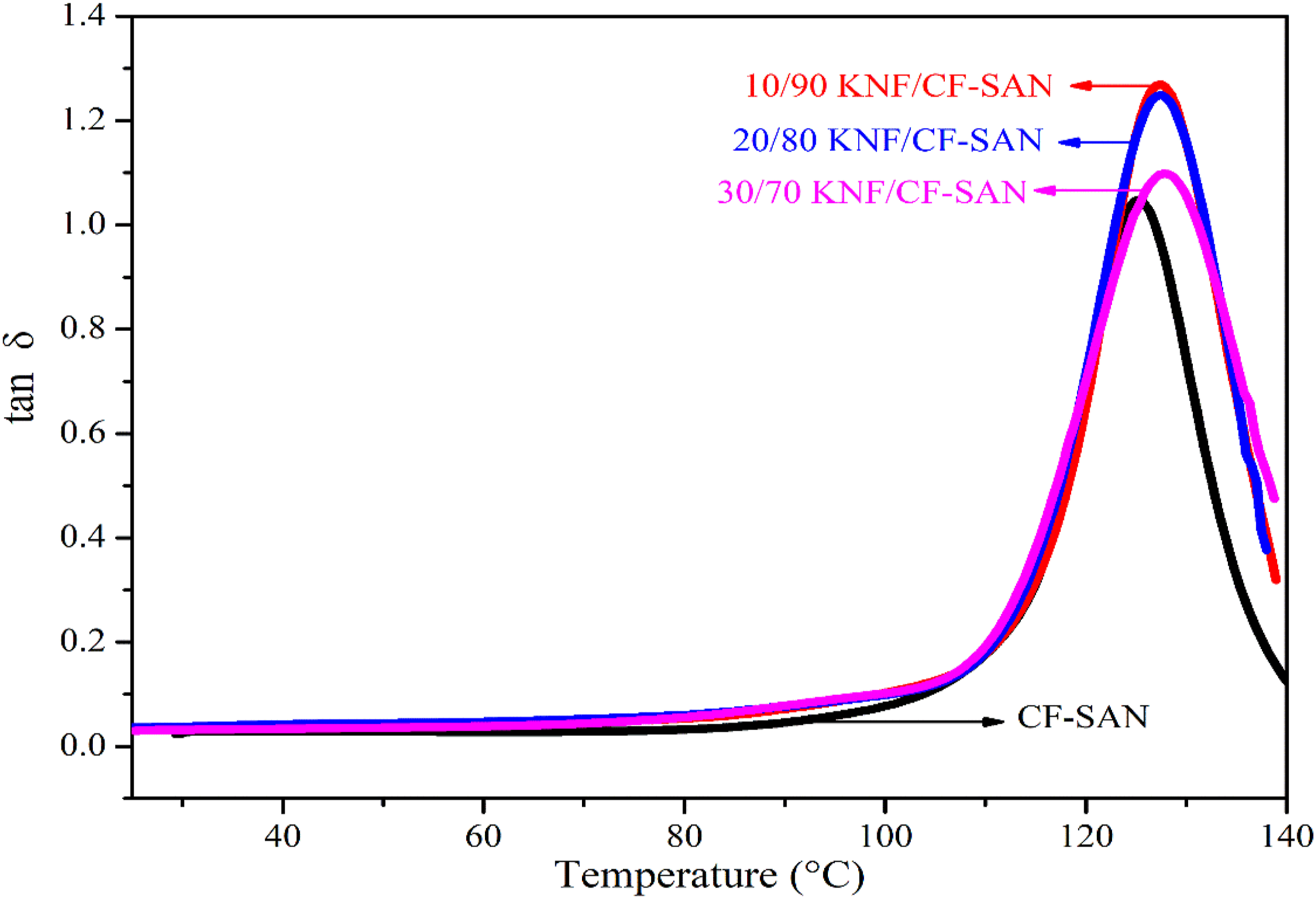
Storage modulus
Figure 7 shows storage modulus (E′) vs. Temperature (T) curves of the CF-SAN and KNF/CF-SAN Composites. Storage modulus indicates stiffness and also energy stored in a material. There is no significant difference between the Tg of KNF/CF-SAN composites and of the CF-SAN. Therefore, for all the KNF/CF-SAN composites and also for their CF-SAN matrix, the E′ versus T curves (Figure 7) show their glassy region upto 110°C. These E′ versus T curves (Figure 7) also show the glass transition regions for the materials between 110°C and 135°C. With increasingly higher KNF in them, the KNF/CF-SAN composites show increasingly higher storage modulus in the glassy region (upto 110°C), however, E′ of CF-SAN and the composites, have remained almost constant in the glassy region (upto 110°C). In this region, the chains of CF-SAN macromolecules and the components of the KNF/CF-SAN composites exhibit only oscillational and vibrational motions, and therefore show higher E′ compared to the other regions. Similar results are reported for CF-EPR composites reinforced with recycled bamboo fibers, that also are based on MA functionalized EPR (CF-EPR).
24
Storage modulus vs. temperature curves of the CF-SAN and KNF/CF-SAN composites.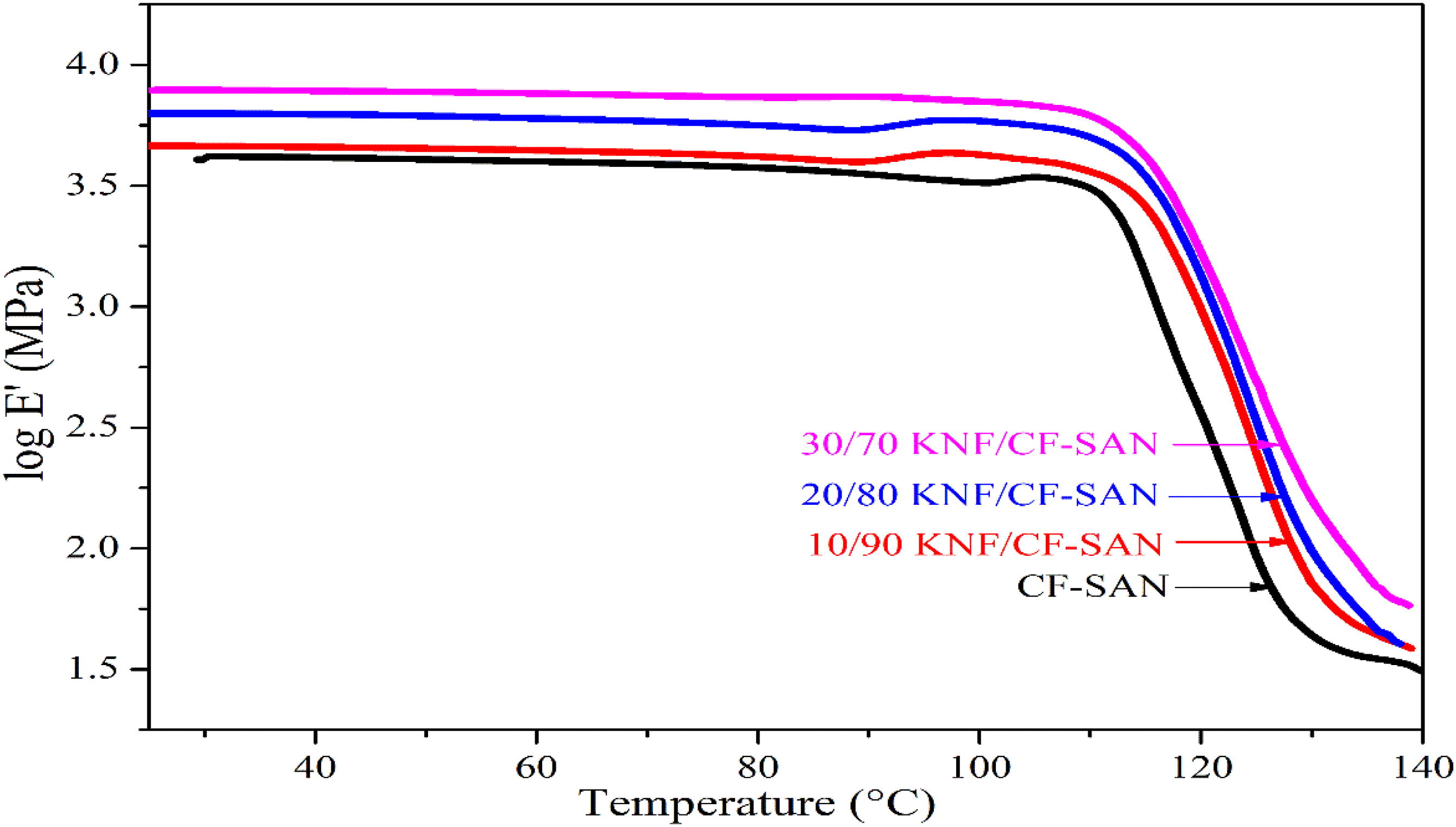
Figure 7 exhibiting the storage modulus (E′) vs. Temperature (T) curves of the CF-SAN and KNF/CF-SAN composites, shows their glass transition region as 110°C to 135°C. The storage modulus (E′) of all the materials (Figure 7) decreases in their glass transition region (110°C to 135°C). The macromolecular components of CF-SAN, gain rotational movements and higher mobility due to higher energy from increasing temperatures, and these movements reduce the storage modulus (E′) of CF-SAN in this glass transition region (110°C to 135°C).
This reduction in E′ of CF-SAN with the increasing temperatures, in the glass transition region (110°C to 135°C), reduces the storage modulus (E′) of KNF/CF-SAN composites also, however, because of the rigidity of KNF and also due to the CF-SAN/KNF adhesion in the composites, KNF possibly restricts, rotational movements and mobility of macromolecular components of CF-SAN. Thus, due to the intrinsic rigidity of KNF and its adhesion with CF-SAN, the stress gets trasferred from CF-SAN to KNF and the KNF/CF-SAN composites show higher E′ values, relative to the CF-SAN; the decrease in their E′ is lower as compared to the decrease in E′ of CF-SAN in the glass transition region, and with the increasing contents of the rigid KNF in the KNF/CF-SAN composites, the composite compositions show increasingly higher E′ values, even with the increasing temperatures in this glass transition region (110°C to 135°C). Similar implications have been attributed to the effect of the rigid reinforcement in restricting the movements of polymer segments at increasing temperatures and increasing contents. 85 These results are similar to the jute fiber/polypropylene (JF/PP) composites 86 and CLF reinforced PS composites (CLF/PS) 84 that showed higher storage modulus than their respective matrix in the glass transition regions. These results for kenaf fibre based KNF/CF-SAN composites are analogous to the results for KNF based PS composites, the KNF/PS composites. 72
Loss modulus
Following is a discussion on the loss modulus (E″) of the CF-SAN matrix and the KNF/CF-SAN composites: In absence of a significant difference between the Tg of CF-SAN and KNF/CF-SAN composites, the loss modulus vs. temperature (log E″ v/s T) curves of the materials show (Figure 8) their glassy region upto 110°C. In this region, the loss modulus (E″) of all the KNF/CF-SAN composites are higher than the CF-SAN and increase with the increasing reinforcing KNF amounts in the composite compositions. Loss modulus vs. temperature curves of the CF-SAN and KNF/CF-SAN composites.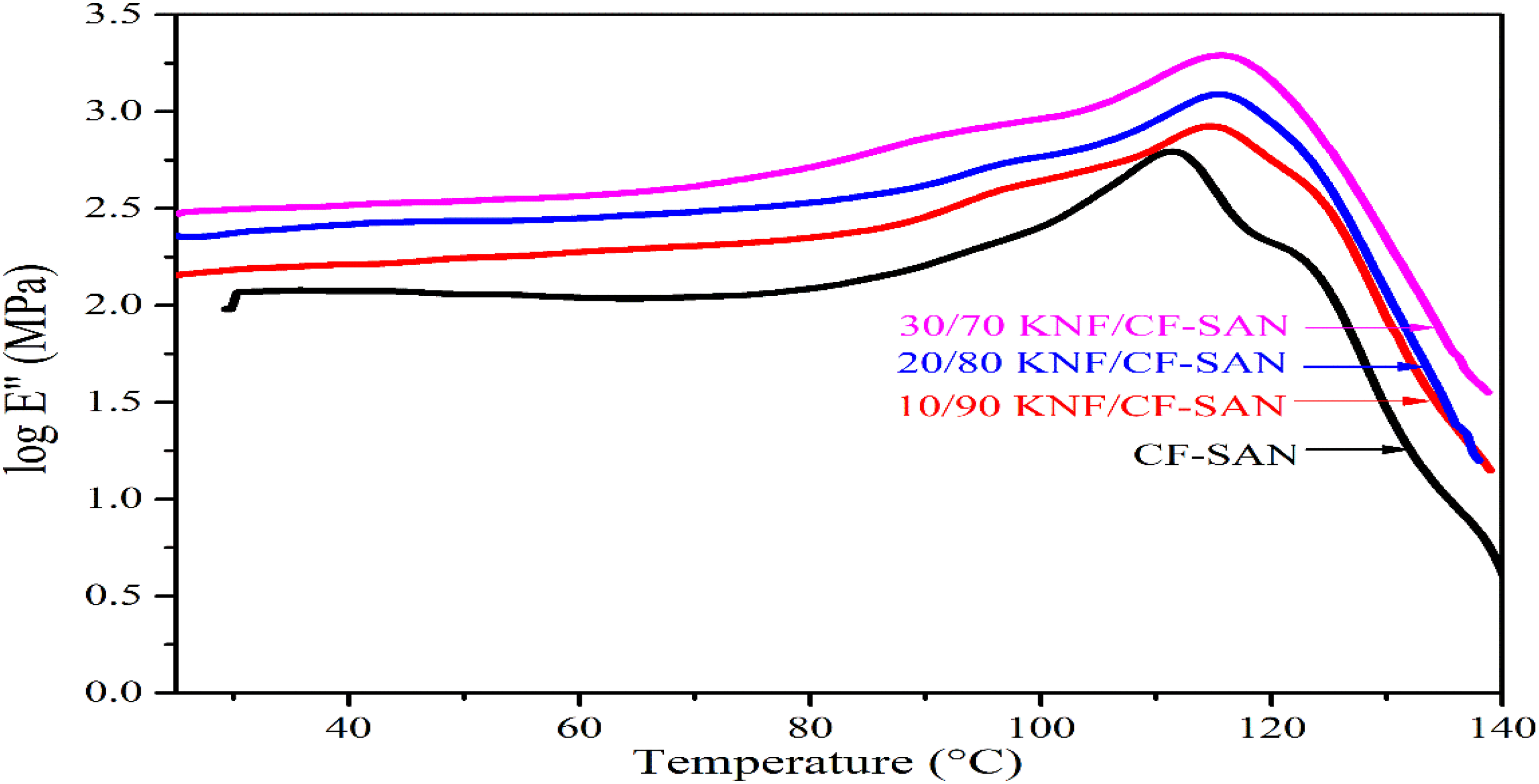
KNF increase the frictional force, restrict the molecular movements and reduce the flexibility of the composites and thereby increase the energy dissipation in this region, as has been the case for bamboo fiber reinforced CF-EPR composites. 24 In the glass transition region also (110°C to 135°C), with respect to the CF-SAN, the E″ of the KNF/CF-SAN composite compositions are higher and increase with the increasing incorporation of the reinforcing KNF contents, that may increase the internal friction and promote energy dissipation in this region. These results are in agreement with the cellulose fibers/polystyrene (CLF/PS) composites 84 where the E″ for the composites has been higher than the matrix, however, E″ for the KNF/PS composites 72 is not reported, and therefore comparision is not possible.
Thermo-gravimetric analysis
Figures 9 and 10 depict the TGA curves and the derivative curves (DTGA), respectively, of the reinforcing KN fiber, CF-SAN matrix and the KNF/CF-SAN composites and the Table 2 records the results. The TGA curves (Figure 9) and the results (Table 2) show that the degradation of CF-SAN initiates at 327°C, of KN fiber at 286°C and of the 10/90, 20/80, and 30/70 KNF/CF-SAN composites at 315°C, 304°C and 296°C respectively. TGA curves of CF-SAN and KNF/CF-SAN composites. DTGA curves of CF-SAN and KNF/CF-SAN composites. Temperatures of initiation and of the maximum rate of degradations of CF-SAN and KNF/CF-SAN composites and their residual masses at 800°C.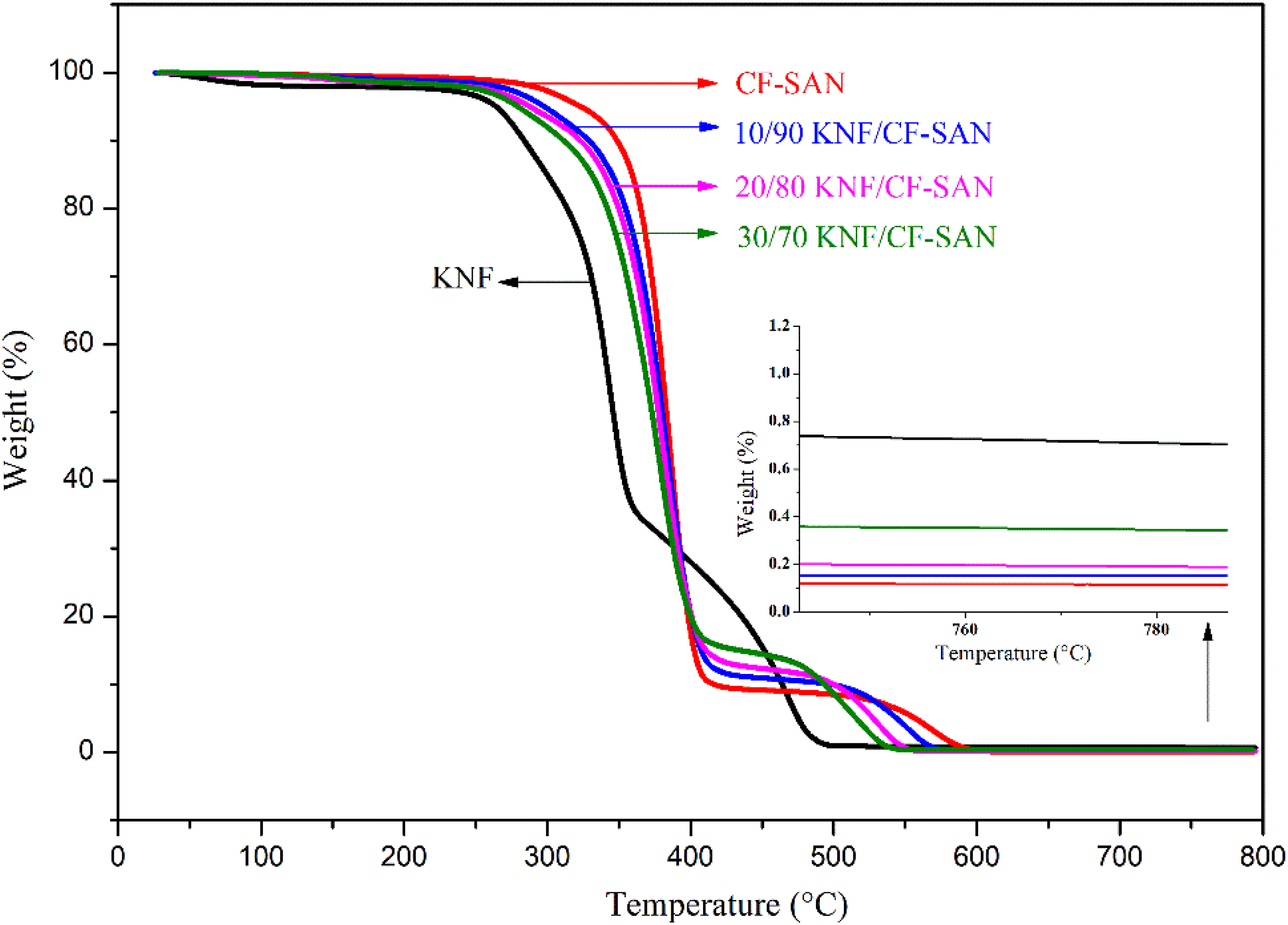
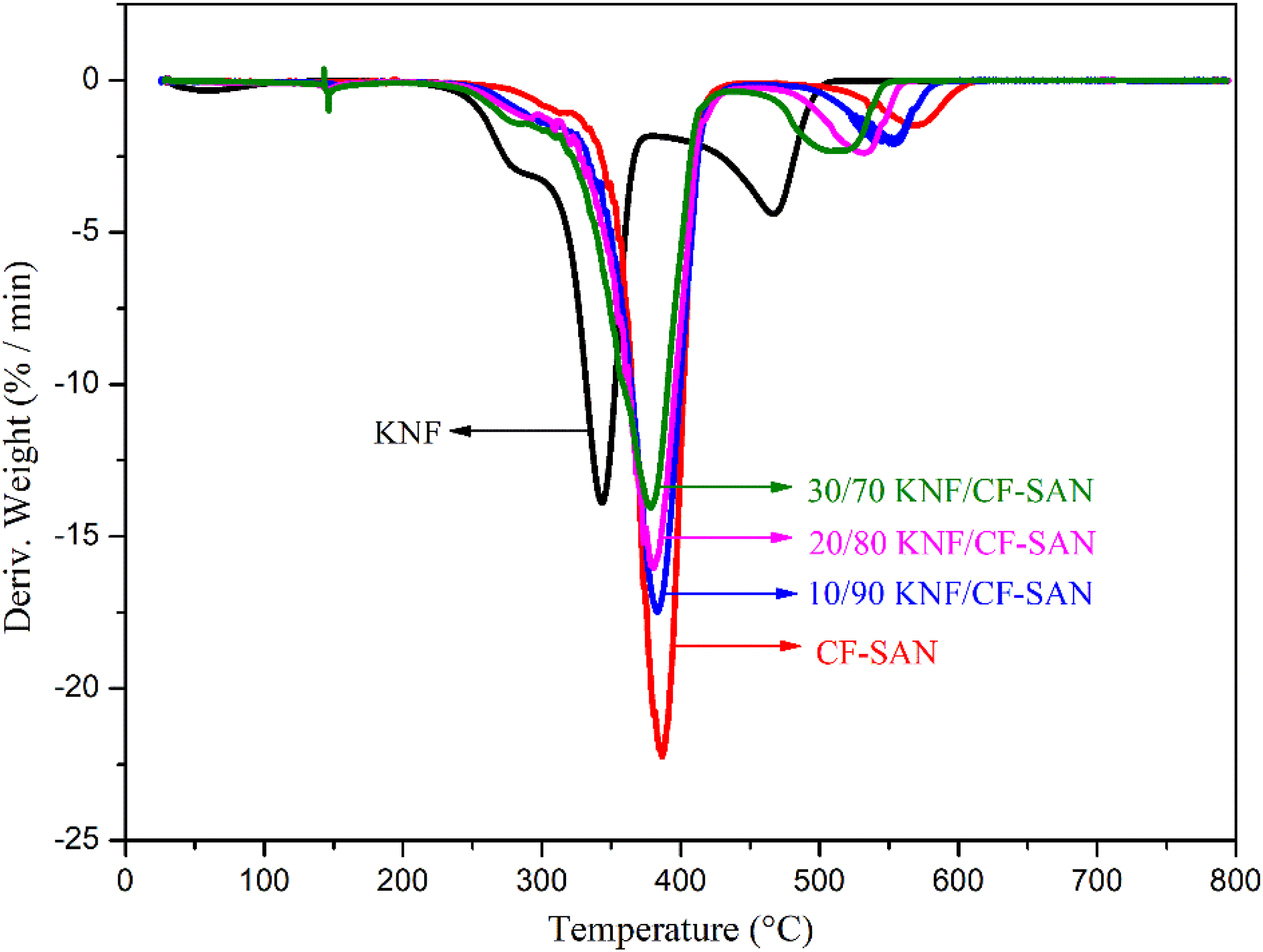
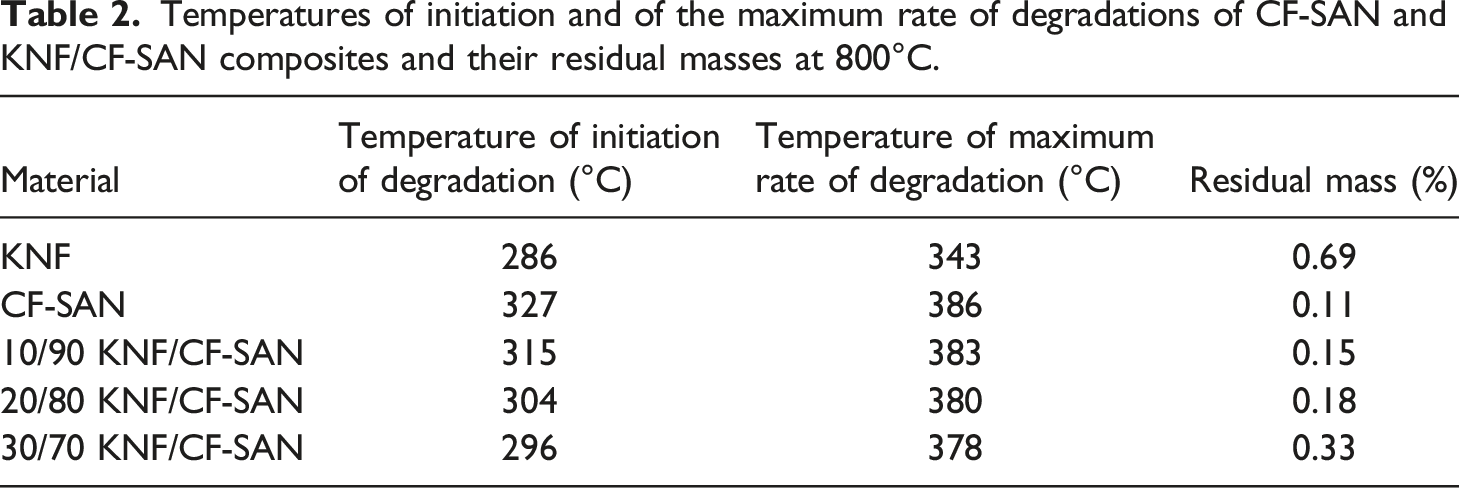
Thus, the increasing KN fibers in the KNF/CF-SAN composites, decrease the temperature of initiation of the composite’s degradation, and these temperatures are intermediate between the degradation temperatures of the KNF and CF-SAN, indicating that the thermal stability of the KNF/CF-SAN composites is intermediate between that of the KNF and the CF-SAN. The DTGA curves (Figure 10) show the temperature of the maximum rate of degradation of KNF as 343°C, of CF-SAN as 386°C, and of the 10/90, 20/80, and 30/70 KNF/CF-SAN composites as 383°C, 380°C, and 378°C respectively, that are intermediate between those of KNF and CF-SAN. At 800°C, the residual mass (Table 2) of KNF is 0.69%, of CF-SAN is 0.11% and of the 10/90, 20/80, and 30/70 KNF/CF-SAN composites are 0.15%, 0.18%, and 0.33% respectively, that are in between those of the CF-SAN and the KNF and increase with increasing KNF in the composite compositions. KNF/CF-SAN composites, with increasingly higher KNF contents leave increasingly higher residual mass, but these are in between those of the CF-SAN and of the KNF that respectively leave the smallest and the highest residual masses at 800°C.
Potential applications
According to the literature,87,88 the tensile strength and modulus requisite of a polymeric material for automotive components, like a car dashboard panel, are 20–30 MPa and 2–6 GPa, respectively. The developed 30/70 KNF/CF-SAN composite exhibits a higher tensile strength (approx. 42 MPa) than the requirement mentioned above,87,88 and a tensile modulus (approx. 2.38 GPa) that is within the given range, and therefore, the composite composition is a potential material for a car dashboard panel application, and this potential is being evaluated.
Conclusions
KNF/CF-SAN composites have been developed by using a matrix polymer functionalized as random ter-polymer, with higher amount (10%) functionality, requiring higher processing temperature, while retaining the stability of the natural KN fiber stability; and thus extending Palsule process, beyond the matrix polymers functionalized by grafting, having a relativlely lower amount (upto 5%) of functionality, and requiring lower processing temperatures. The KNF/CF-SAN composites show higher mechanical and dynamic mechanical properties than the CF-SAN, and the properties increase with increasing KNF reinforcements in the KNF/CF-SAN composite compositions. SEM and FTIR (ATR-IR) establish the KNF and the CF-SAN adhesion and bonding in the KNF/CF-SAN composites by esterification and also hydrogen bonding. Tensile and flexural properties of the water absorbed composites are lower than the respective dry composites but are higher than the dry matrix. The composites show thermal stability upto 295°C, that is between the stability of its KNF reinforcement and the CF-SAN matrix.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: Financial support by the Ministry of Education, India; to the research scholar Nisha Tamta in the form of Fellowship of Indian Institute of Technology, Roorkee (India) is thankfully acknowledged.