
Abstract
This study develops bagasse fiber (BGSEF) reinforced chemically functionalized polystyrene (CF-PS) composites (BGSEF/CF-PS) using CF-PS as a matrix, that has higher amount of functionality and requires processing upto 210°C. BGSEF/CF-PS have been processed by extrusion and injection moulding, retaining the stability of the thermally sensitive BGSEF. Relative to the CF-PS, all the BGSEF/CF-PS composite compositions show higher tensile and flexural properties, that increase with increasingly higher amounts of BGSEF in them. Relative to the CF-PS, the 10/90, 20/80 and 30/70 BGSEF/CF-PS composites show approx. 9.5%, 45% and 63% higher tensile strength, approx. 19%, 31% and 45% higher tensile modulus and approx. 20.5%, 22%, and 23% lower tensile elongation at break respectively, and show approx. 5%, 10%, and 16% higher flexural strength respectively, and approx. 6.5%, 16%, and 24% higher flexural modulus respectively. Upon water absorption saturation, the tensile and flexural properties of the wet composites decrease, relative to the dry composites. Adhesion between BGSEF and CF-PS in the composites, results from ester bonds and hydrogen bonds. The composites are thermally stable upto 290°C. These BGSEF/CF-PS composites by Palsule process show better performance than the BGSEF/PS composites by fiber treatment process.
Keywords
Introduction
Conventional reinforcements for polymer composites, including inorganic fibers and synthetic fibers, are being substituted by natural fibers. Natural fibers are available from minerals, animals and plants, 1 however, plant fibers are extensively used as preferred reinforcements for polymer composites. Based on the source, plant fibers are: seed/fruit fibers, bast/stem/stalk fibers, grass/reed fibers and leaf fibers. 1 Natural plant fibers consist of cellulose, hemicellulose, lignin, pectin, waxes and water-soluble compounds, that govern their chemical constituents, structure and properties. 2 Natural plant fibers are eco-friendly, easily and abundantly available, re-generative, biodegradable and are sustainable. These fibers are also low cost, low weight, non-toxic, offer good specific strength and specific stiffness and several other good mechanical and physical properties. Properties of natural plant fiber are influenced by their species, maturity, age, and also by the region of their cultivation, and its temperature, climatic conditions and harvesting time. 1 However, these fibers also have some limitations. Dimensions and property variations, even within the same cultivation, and retting and extraction processes also influence properties of natural plant fibers. Polar nature, hydrophilic character, high moisture absorption, limited thermal stability and poor adhesion with polymer matrix in a composite are some of their other limitations. However, even then, natural plant fibers have been replacing synthetic and inorganic fibers as reinforcements for polymer composites.
Particle, short and continuous fiber, and nano particle and fiber reinforced polymer composites offer good thermal, physical and specific mechanical properties, because of their low weight. Therefore, these composites offer commodity, commercial, engineering and high-tech applications. Accordingly, efforts are being made to develop eco-friendly, recyclable and sustainable thermoplastic polymer composites. Natural fiber reinforced polymer bio-composites are biodegradable and eco-friendlier and sustainable than thermoplastic composites. These are recyclable, easily disposable, bio-degradable and therefore, sustainable. Fiber reinforced polymer bio-composites have been reviewed recently, this year. 3 Although bio and biodegradable polymers are the most suitable, however, thermoplastics are also being used as matrix for composites reinforced with natural fibers in place of inorganic and synthetic fibers. Hybrid polymer composites with two reinforcements, both fibers or one fiber, and another particle have also been investigated, including one or all natural reinforcements. For example, alkali treated banana fibers (BNF) and particles (BNP) reinforced epoxy hybrid composites the [(BNF/BNP)/Epoxy] hybrid composites, 4 alkali treated pineapple fiber (PF) and mats (PFM); silk fiber (SF) and mats (SFM), flax fiber (FF) and mats (FFM), glass fiber (GF) and also bentonite nanoclay (BNC) reinforced epoxy hybrid composites, the [(PF/GF/PFM/BNC)/Epoxy)] hybrid composites, the [(SF/GF/SFM/BNC)/Epoxy)] hybrid composites, the [(FF/GF/FFM/BNC)/Epoxy)] hybrid composites 5 are reported. Alkali treated cotton fiber (AT-CF) and cotton fiber mats (AT-CFM); bamboo fiber (AT-BF) and mats (AT-BFM), jute fiber (AT-JF) and mats (AT-JFM), glass fiber (GF) and also bentonite nanoclay (BNC) reinforced epoxy hybrid composites, 6 the [(AT-CF/GF/AT-CFM/BNC)/Epoxy)] hybrid composite, the [(AT-BF/GF/AT-BFM/BNC)/Epoxy)] hybrid composite, the [(AT-JF/GF/AT-JFM/BNC)/Epoxy)] hybrid composite, are reported. All polymer composites reinforced with natural fibers offer good properties, low cost, engineering, and commercial applications, and promote the agricultural economy. Recent reviews report the properties, applications 7 and eco-friendly 7 nature of the natural fiber reinforced polymer composites. In addition to their sustainable character, 8 the modification 9 and fabrication, properties and applications 10 of natural plant fiber reinforced polymer composites have been reviewed, this year.
The properties of polymer composites are determined by the synergistic effects of their constituent matrix and reinforcement, their relative proportions in a composite, and the interfacial interactions and adhesion between them. The polar chemical composition of a natural fiber, adversely influences its adhesion with the non-polar polymer matrix in their composite, reducing the stress transfer across the composite and its mechanical properties. Three processes: fiber treatment, compatibilizer, and Palsule process, have been developed, that overcome this limitation and manufacture these composites with improved interfacial adhesion and compatibility of the natural fiber and the polymer in the composite. Fiber treatment process treats the fibers with physical, chemical, or biological treatments to improve their adhesion with the polymer matrix.
A review of physical treatment of natural fibers 11 and a recent review 12 of all the treatments of the process has been presented.
In the fiber treatment process, silane (S), iscocynate (IC), acetic anhydride (AA), maleic-anhydride (MA), chitosan (CTS) and chitin (CT), and other treatments have been used to functionalize the reinforcing natural fibers13–16 for polymer composites. For example, Hexamethylene-diisocyanate (HDI) and poly[methylene(polyphenyl isocyanate)] (PMPPIC) isocynate functionalized pineapple leaf fibers (PALF) based polypropylene (PP) PMPPIC-PALF/PP and HDI-PALF/PP composites are reported. 13 Acetic Anhydride (AA) has been used to functionalise rice husk powder (RHP) to develop its PP/recycled NBR (R-NBR) blend matrix based AA-RHP/[PP/R-NBR] composites. 14 Maleic anhydride (MA) has also been used to functionalize wheat straw fibers (WSF) to develop polystyrene (PS) based MA-WSF/PS composites. 15 Chitosan (CTS) and chitin (CT) functionalized natural wood fibers (WF) have been used to develop PVC based, CT-WF/PVC and CTS-WF/PVC composites. 16
The compatibilizer process for a composite is based on a compatibilizer that functions as a coupling for the polymer and the natural fiber. Although no recent review is available, the process has been reviewed. 17 Use of a functionalized polymer as a coupling agent is evident from the following examples: a MA functionalized poly (lactic acid) (PLA) (PLA-g-MA) has been used as a coupling agent for cellulose nanofiber (CNF) reinforced CNF/PLA(PLA-g-MA) composite. 18 One polymer of a polymer blend has been functionalized to act as a coupling agent for tin-bismuth (SnBi) alloy powder reinforced ABS/SEBS-MA blend matrix with SEBS-MA acting as a compatibilizer. 19
Palsule process 20 is based on a chemically functionalized polymer that is used as a matrix. Its groups react with the functional groups of the natural fibers and develop interfacial adhesion with it. A combined fiber treatment and compatibilizer process has also been applied, using a reinforcing natural fiber, functionalized by treatments, and a compatibilizer. For example, alkali (AT) functionalized wood flour (WFL) reinforced PP composite [AT-WFL/PP(MPP-St)] has been processed with a synthesized (St), PP based (PP-g-MAH)-St, [MPP-St] compatibilizer. 21 Palsule process has been used with treated fiber to develop silane and alkali functionalized (AST) pistachio shell fibers (PSF) reinforced MA functionalized PLA matrix based AST-PSF/PLA-MA biocomposites by the combined fiber treatment and Palsule process. 22
Initially natural fiber reinforced composites by Palsule process were developed with polymers functionalized by grafting MA,23–32 and recently, the process has been used for composites based on polymers functionalized by grafting glycidylmethacrylate (GMA). 33 The matrix/reinforcement adhesion by esterification and hydrogen bonding, in the MA functionalized polymer matrix composites by the Palsule process, is well established23–32 and has been reviewed recently. 34 In addition to the recycled wood fiber reinforced glycidylmethacrylate (GMA) functionalized VLDPE composite (RWF/CF-VLDPE) by Palsule process, 33 natural fiber reinforced composites, based on MA chemically functionalized (CF) polyolefins: CF-PE23–25 and CF-PP,26–28 MA chemically functionalized thermoplastic elastomers: CF-EPR29,30 and CF-SEBS 31 and MA chemically functionalized thermoplastic, CF-ABS, 32 have been developed by Palsule process. The recently reported bamboo fiber based, BBF/CF-ABS composites by Palsule process, 32 demonstrate the successful processing of the composites at higher temperatures (nearing 190°C) retaining the stability of thermally sensitive natural fibers. Comparative studies indicate that relative to the composites developed by other processes, the composites by the Palsule process demonstrate better techno-economic performance. For example, literature reports24,26,32 that relative to the natural fiber reinforced HDPE, 24 PP 26 and ABS 32 matrix composites, developed by other process, the same composite by Palsule process shows better performance. From a financial perspective, the fiber treatment process has added expenses for fiber treatment, and Palsule process has added expenses for the functionalized polymer as the matrix, and both require almost similar expenses. However, relatively to the other two processes, the compatibilizer process is economical, due to using only up to 5% compatibilizer. In spite of being relatively more expensive than the compatibilizer process, the overall techno-economic advantages justify using the Palsule process. Composites reported by Palsule process have used a functionalized graft or block copolymer as the matrix, having a relatively small content of up to 10% of the functional group. Accordingly, Palsule process is being extended to develop composites with newer matrix polymers, functionalized matrix polymers that are not graft or block co-polymers, and containing higher amounts (%) of functional groups. To further extend the Palsule process, in view of the success of the styrenic CF-SEBS 31 and CF-ABS 32 matrix composites by the process, this study evaluates, a styrenic polymer as the matrix. Functionalized polystyrene has not been used as matrix for composites by Palsule process. Accordingly, a chemically functionalized polystyrene (CF-PS) has been selected as the matrix. This selected CF-PS is a functionalized random copolymer and it has a considerably higher amount (18%) of the MA functionality, unlike functionalized graft/block copolymers with less than 10% functionality that have been used for the Palsule process till now. This study selects bagasse fiber (BGSEF) as the reinforcement, because this facilitates a comparison of the developed CF-PS composites with the literature reported BGSEF/PS composites 35 developed by other processes. The other reasons for selecting BGSEF are the following:36–43 BGSE fibers are obtained as the residue from sugarcane fibers (SCF) and the high yield and easy regeneration of SCF, makes BGSEF a preferable reinforcement for polymer composites. 36 Being easily and abundantly available, with low extracting and fabricating expenses, BGSEF also are eco-friendly, renewable and sustainable fibers. BGSEF contain approx. 37% cellulose, approx. 21% hemi-cellulose (total approx. 58% holo-cellulose) approx. 22% lignin, approx. 10% pectin and also waxes and ash. 37 BGSEF have a density of 1.25 g/cm337 and crystallinity index of approx. 35%. BGSEF offer good tensile strength and modulus of approximately 255 MPa and 22 GPa, respectively.37,38 Therefore, BGSEF are suitable reinforcements for thermoset and thermoplastic polymer matrix composites and also hybrid composites. BGSEF reinforced cardanol-formaldehyde (BGSEF/C-F) composites 39 and alkali treated BGSEF (AT-BGSEF) and alkali treated coconut shell (AT-CSF) reinforced cardanol (C) hybrid composites, the [(AT-BGSEF/AT-CSF)/C] 40 have been investigated. BGSEF has been used as a reinforcement for styrenic polymer composites. BGSEF/CF-SEBS composites by Palsule process; 31 BGSEF reinforced PS composites 35 and BGSEF reinforced waste (recycled) polystyrene (R-PS) composites (BGSEF/R-PS) 41 are reported. BGSEF reinforced CF-EPR composites by Palsule process 29 are reported. BGSEF reinforced polymer composites have been reviewed.42,43 Thus BGSEF are suitable reinforcements for polymer composites.
Although this study selects a CF-PS as a matrix, that is a polystyrene functionalised with MA, however, it has been noted that styrene maleic anhydride (SMA) and foamed SMA (F-SMA) have been used as matrix for composites. SMA matrix composites have been processed by using the following particulate reinforcements: Natural 44 and heat treated45–48 wood flour, natural49–51 and heat treated52–54 pine wood flour, potato starch, 55 alpha cellulose (AC), 55 ultra-fine cellulose (UFC) 55 and glycerine treated nanofibrillated cellulose (GNFC). 56 F-SMA matrix composites have been processed by using the following particulate reinforcements: Wood flour,57–60 potato starch58–60 and microcrystalline cellulose (MCC), AC and nano fibrillated cellulose (NFC).58–60 A SMA matrix based nanocomposite is recently reported, wherein modified maghnite (Mag-CTA) a montmorillonite clay, a nanomaterial has been used as reinforcement. 61
In addition to the particulate composites reported above, a few fibers have also been used as reinforcements for SMA and for rubber modified styrene maleic anhydride (R-SMA) composites. R-SMA matrix composites 62 have been reported with glass fiber as the reinforcement. Glass fiber 63 and “Aspen MDF fiber,” 50,51,64 a medium density fiber board (MDF) aspen fiber, have been used as reinforcement for SMA matrix composites. Aspen (A) MDF fiber (F), is a wax and resin treated (T) aspen fiber, and in this study, it is termed as T-A-MDBF.50,51,64 However, it may be noted that Palsule process requires untreated natural fiber, and T-A-MDBF or any other MDBF or any treated natural fiber is not suitable for the process.23–33
Thus, this study uses untreated BGSEF as reinforcement, and a CF-PS as the matrix. CF-PS is a functionalized random, and not a graft/block copolymer. It also has a higher amount (18%) of the MA functionality, relative to graft/block co-polymers, with less than 10% functionality, that have been used for the polymer composites, reported till now by the Palsule process.
Although this study selects a CF-PS as a matrix, that is a polystyrene functionalised with MA, however, it has been noted that a few BGSEF reinforced un-functionalized neat polystyrene composites are reported and SMA and F-SMA have also been used as matrix for composites, reviewed as follows: BGSEF/PS composites have been reported by fiber treatment process and combined fiber treatment and compatibilizer processes. Various alkali treatment (AT) imparted BGSEF based, AT-BGSEF/PS composites,35,65,66 various silane treatment (ST) imparted BGSEF based ST-BGSEF/PS composites41,65 and both AT and ST treated BGSEF based AT-ST-BGSEF/PS composites 35 are reported. Polystyrene grafted (PS-g) and AT and ST treated PS‐g‐BGSEF have been used to develop PS-g-BGSEF/PS 65 and AT-ST-BGSEF-g-PS/PS 35 composites.
The above discussion indicates that functionalized graft/block copolymers with less than 10% functionality have been used as matrix for the composites by Palsule process till now, however, polymers having higher that 10% functionality and functionalized random copolymers have not been used as matrix for the process. Moreover, although natural fiber reinforced PS, SMA and F-SMA composites have been developed, however, fibre/matrix adhesion has not been established for any of the reported SMA or F-SMA or R-SMA composites. Also, natural fiber reinforced CF-PS composites by Palsule process have not been developed. Accordingly, this work aims at evaluating the feasibility of using a functionalized random styrenic (polystyrene) copolymer having higher than 10% functionality, as a matrix, to develop natural fiber (NF) reinforced CF-PS composites, (NF/CF-PS) by Palsule process, using untreated BGSE fibers as reinforcements. This study develops BGSEF/CF-PS composites by extrusion and injection moulding and establishes the CF-PS/BGSEF adhesion in the composites through esterification and hydrogen bonding, that has not been established for any of the reported SMA or F-SMA or R-SMA composites.44–64 The study evaluates the tensile and flexural properties of BGSEF/CF-PS composites and also compares the tensile properties with the BGSEF/PS composites reported by the fibre treatment process, indicating better tensile properties of the BGSEF/CF-PS composites. 35 The study also evaluates the water absorbed by the BGSEF/CF-PS composites and its effects on the tensile and flexural properties of the wet composites.
Materials and processing
CF-PS (Figure 1) is used as the matrix. It is a random copolymer with 18 ± 2% MA content. This CF-PS is a commercial product supplied by Fine-BlendTM, Shanghai China with the name SAM-020 random styrene-maleic anhydride copolymer. It has been used as received, without any further treatment or purification. Natural BGSEF have been used as reinforcement. For BGSEF, juice extracted sugarcane fibers were obtained commercially from a local supplier (Gayatri, Roorkee, India). Their inner core was removed manually to get the rind (outer part) that was dried. BGSE fibers of 4 mm average length were obtained. No treatments were imparted to BGSEF and no other chemicals were used. BGSEF and CF-PS were dried for a day in an air oven at 50°C, and then for half a day in a vacuum oven at 40°C. CF-PS [Density 1.06 gm/cm367] and BGSEF [Density 1.25 gm/cm337] were then mixed proportionately, by weight percentage, and were extruded and injection moulded to finally obtain 10/90, 20/80, and 30/70 BGSEF/CF-PS composites and their approx. volume percentage are: 8.6/91.4, 17.5/82.5, 26.7/73.4. Structure of CF-PS.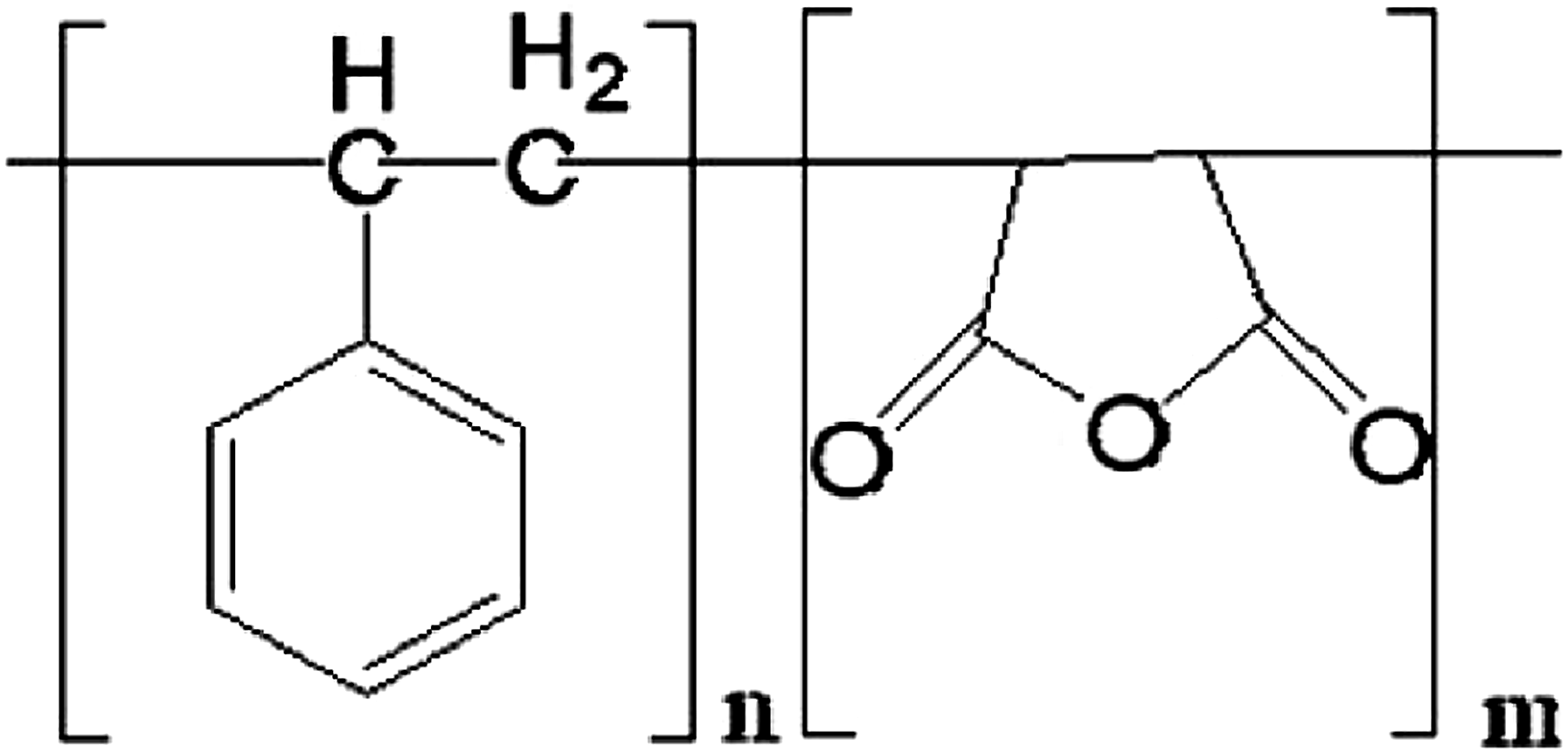
CF-PS and BGSEF mixtures were separately processed by a twin-screw extruder (Specific Engineering & Automats, Co-rotating Extruder ZV 20, Vadodara, India), with the L/D ratio of 40:1 and 21 mm screw diameter. The extruder was operated at 190 r/min screw speed and its five zone were set at 170°C, 180°C, 190°C, 200°C and 210°C temperature, and the die temperature was set at 195°C. The extruded composites were cooled in water, pelletized and dried by the same procedure as above, for 1 day in an air oven at 50°C, and then in a vacuum oven at 40°C for half a day. These were injection molded to get samples per the ASTM specifications by the machine (Electronica - 90 Endura Ltd, Pune, India) operated with 180°C and 190°C as the feed zone and the nozzle temperatures, and 80 bar as an injection pressure. The tensile and flexural samples of the injection moulded materials are shown in Figure 2. Tensile and flexural samples of (a) CF-PS and (b) 10/90, (c) 20/80 and (d) 30/70 BGSEF/CF-PS.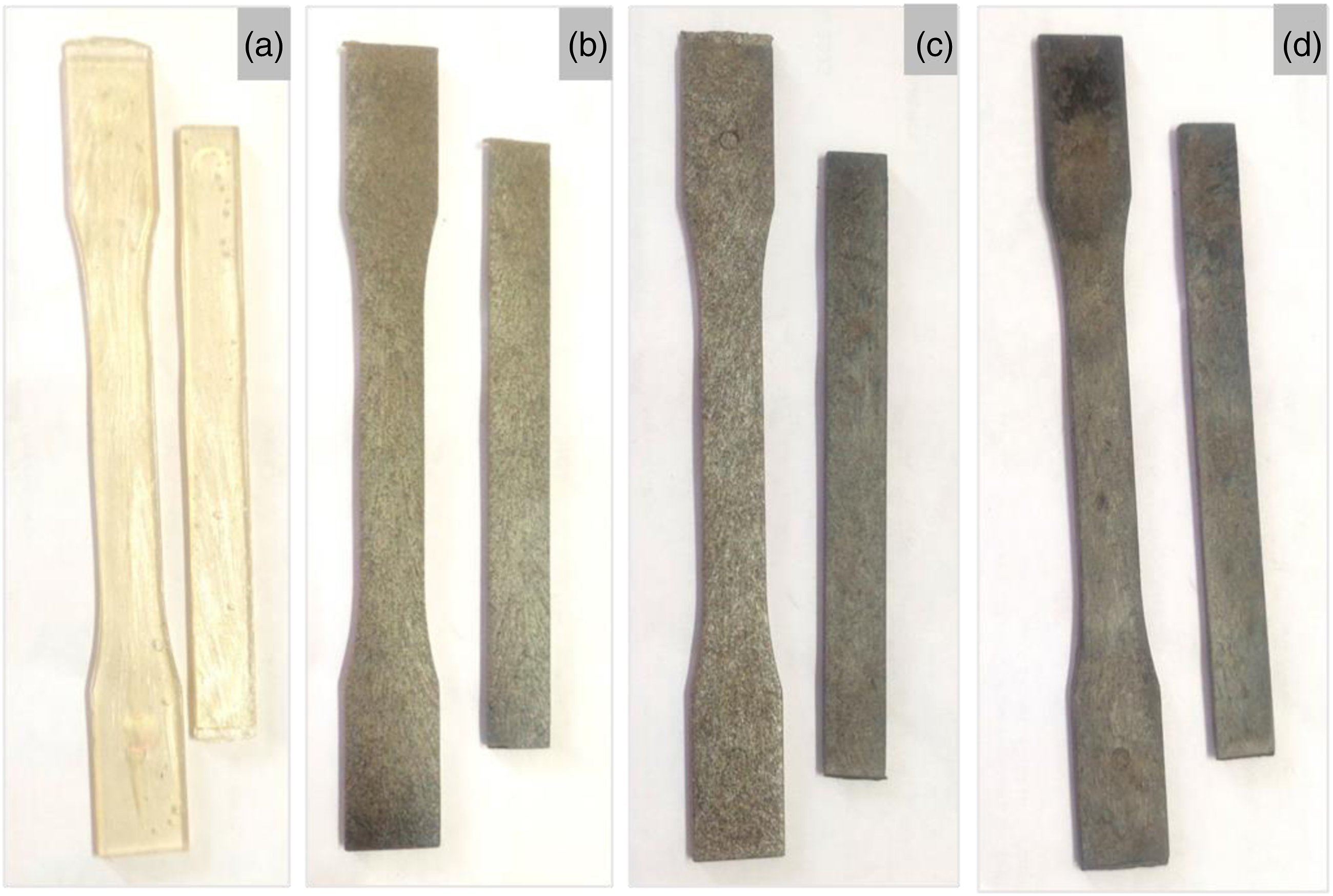
Testing and characterizations
Mechanical properties, fiber/matrix adhesion, morphology, thermal behavior, and water absorption and its effects on the BGSEF/CF-PS composites were assessed. Mechanical properties, the tensile and the flexural properties, of the BGSEF/CF-PS composites have been measured by Universal Testing Machine, according to ASTM D638 68 and ASTM D790 69 standards, respectively, with the UTM (Universal Testing Machine Instron 3365, Instron, Norwood, USA) operated with 5 mm/min crosshead speed for tensile testing and 1.36 mm/min, for flexural testing. Results have been recorded as an average of three samples tested. Morphology of the fractured tensile samples of the BGSEF/CF-PS composites was examined by Field Emission Scanning Electron Microscope [(FE-SEM) Model Mira 3 Tescan (Tescan, Libusina, Czech Republic)] by analyzing their Al stub mounted gold-coated specimens, using an acceleration voltage of 5 kV. A Spectro-photometer (Perkin Elmer Spectrum Two, Singapore) was used to record the Attenuated Total Reflectance Infrared (ATR-IR) spectra of the CF-PS and the 30/70 BGSEF/CF-PS composite, with 16 scans between the range 4000 cm−1 to 500 cm−1, as other compositions of the composite have the same chemical nature. Thermal properties of the reinforcing BGSEF, the CF-PS matrix and the composites, were recorded using Thermo Gravimetric Analyzer (EXSTAR TG/DTA 6300, TA instruments, New Castle, USA) following the ASTM E1131-08 (Reapproved 2014) 70 standard. The samples were heated at 10°C/min from room temperature to 800°C in nitrogen atmosphere with its flow rate of 40 mL/min. The water absorption tests were performed according to ASTM D570-98 (reapproved 2018) 71 standards, to evaluate the absorbed water and its effects on the materials. ASTM standard tensile and flexural specimens of the materials were dried in air and then vacuum ovens at 80°C for 3 h each. The samples were cooled to room temperature. Their initial weight was recorded and their thickness was also measured. The samples were immediately fully immersed in distilled water. Periodically, these samples were removed from water, surface water was wiped, and their weight was recorded, and their thickness was also measured. After that, immediately, the samples were again immersed in water. This procedure was repeated until the saturation of absorbed water, and then, finally, their weight and thickness were measured, and tensile and flexural properties of the wet samples were evaluated. Results have been recorded as an average of three samples tested.
Results and Discussions
Tensile properties
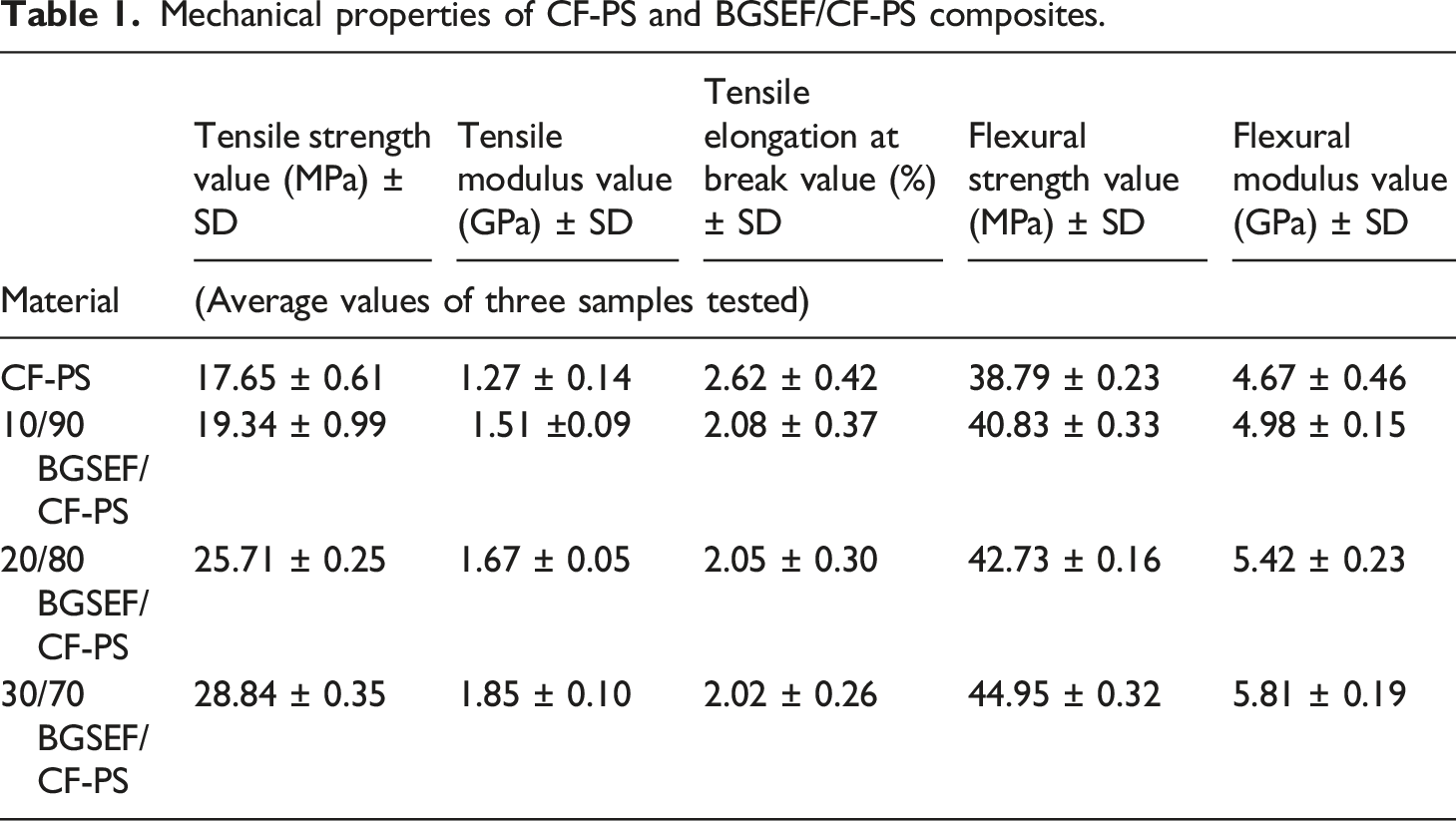
Figure 3 shows the stress versus strain graphs for all the materials, the matrix (CF-PS) and the BGSEF/CF-PS composites. Table 1 records the tensile and flexural properties of the composites, as an average of their three samples tested. Relative to the CF-PS matrix, the BGSEF/CF-PS composites show an increase in tensile strength and modulus and a decrease in elongation at break, with increasing reinforcing BGSEF in them. With respect to the CF-PS, the 10/90, 20/80, and 30/70 BGSEF/CF-PS composites show approx. 9.5%, 45% and 63% higher tensile strength respectively, and 19%, 31% and 45% higher tensile modulus respectively and also show 20.61%, 21.75%, and 22.90% lower elongation at break respectively. With respect to the CF-PS matrix, the BGSEF/CF-PS composites show higher tensile properties and an increase in these properties with an increase in the BGSE fibers in them, except for the tensile elongation at break. These results indicate that the applied load and stress are being transferred by the CF-PS matrix to the BGSEF reinforcements, and the BGSEF carry the load applied to the composites. These results also establish the formation of the BGSEF/CF-PS composites, indicating that this has resulted from good interfacial adhesion between the BGSEF and the CF-PS in the BGSEF/CF-PS composites. This CF-PS/BGSEF adhesion in the composites, as examined by FE-SEM micrographs of the composites and the ATR-IR spectra of the matrix and a composite composition, is discussed later in this report. Tensile Stress/Strain Curves for CF-PS and BGSEF/CF-PS Composites. Mechanical properties of CF-PS and BGSEF/CF-PS composites.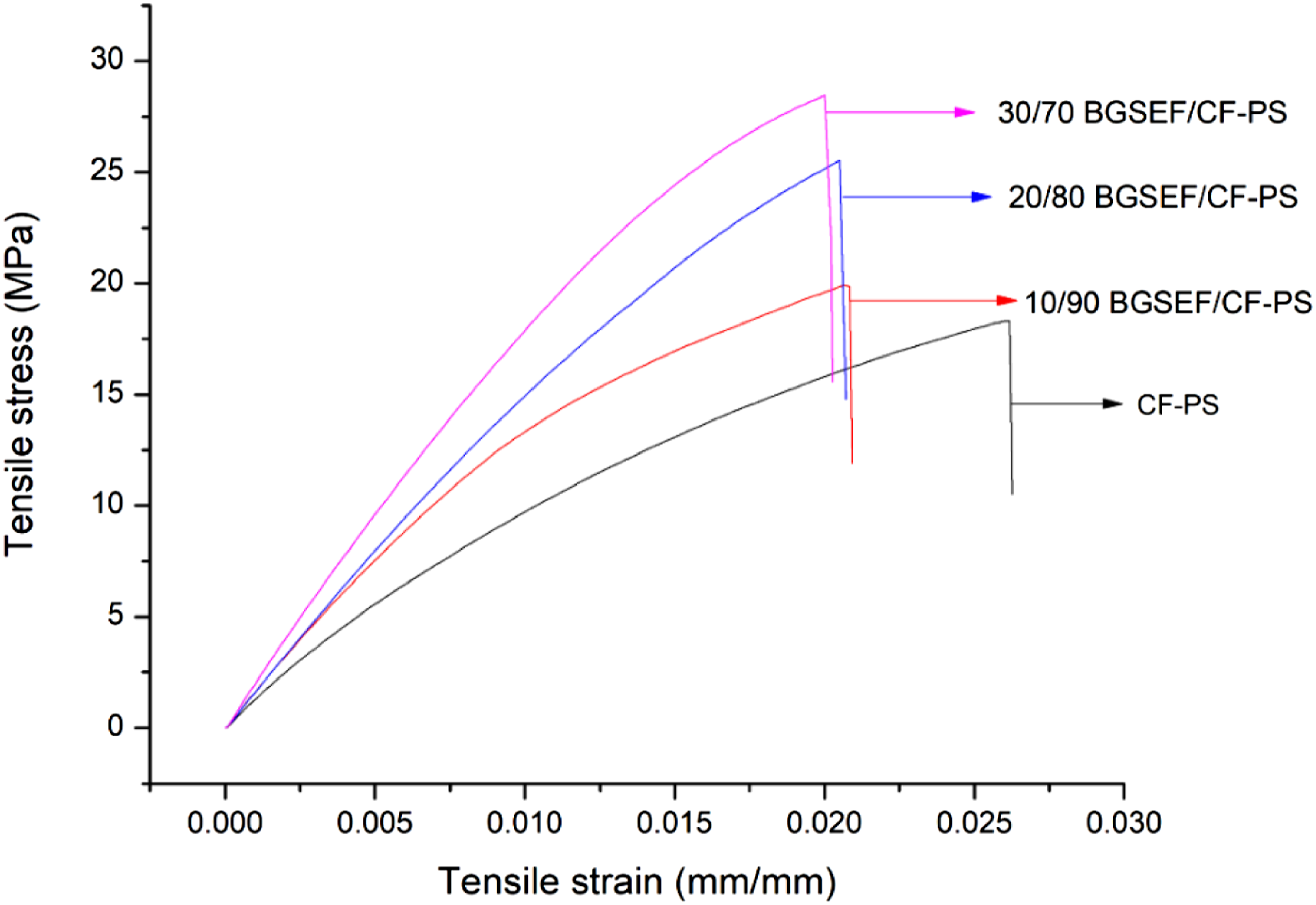
Flexural properties
Flexural properties of CF-PS and BGSEF/CF-PS composites are recorded in Table 1. The flexural strength and the flexural modulus of BGSEF/CF-PS composites show higher values than CF-PS that increase with increase in the BGSE fibers in the composites. With respect to the CF-PS matrix, the 10/90, 20/80 and 30/70 BGSEF/CF-PS composites show approx. 5%, 10%, and 16% higher flexural strength, respectively, and approx. 6.5%, 16%, and 24% higher flexural modulus respectively. These higher and increasing flexural properties indicate that the stress applied to the composites is being transferred by the CF-PS matrix to the reinforcing BGSEF, that carry this load. This further indicates that the formation of the BGSEF/CF-PS composites has resulted from the good adhesion of the BGSEF and CF-PS, and this has been investigated and established by FE-SEM and ATR-IR as discussed later in this report.
Comparison of BGSEF/CF-PS composites by Palsule process with PS and SMA composites by other processes
Comparison of the properties of BGSEF/CF-PS composites by the Palsule process with literature reported BGSEF/PS and T-A-MDBF/SMA composites.
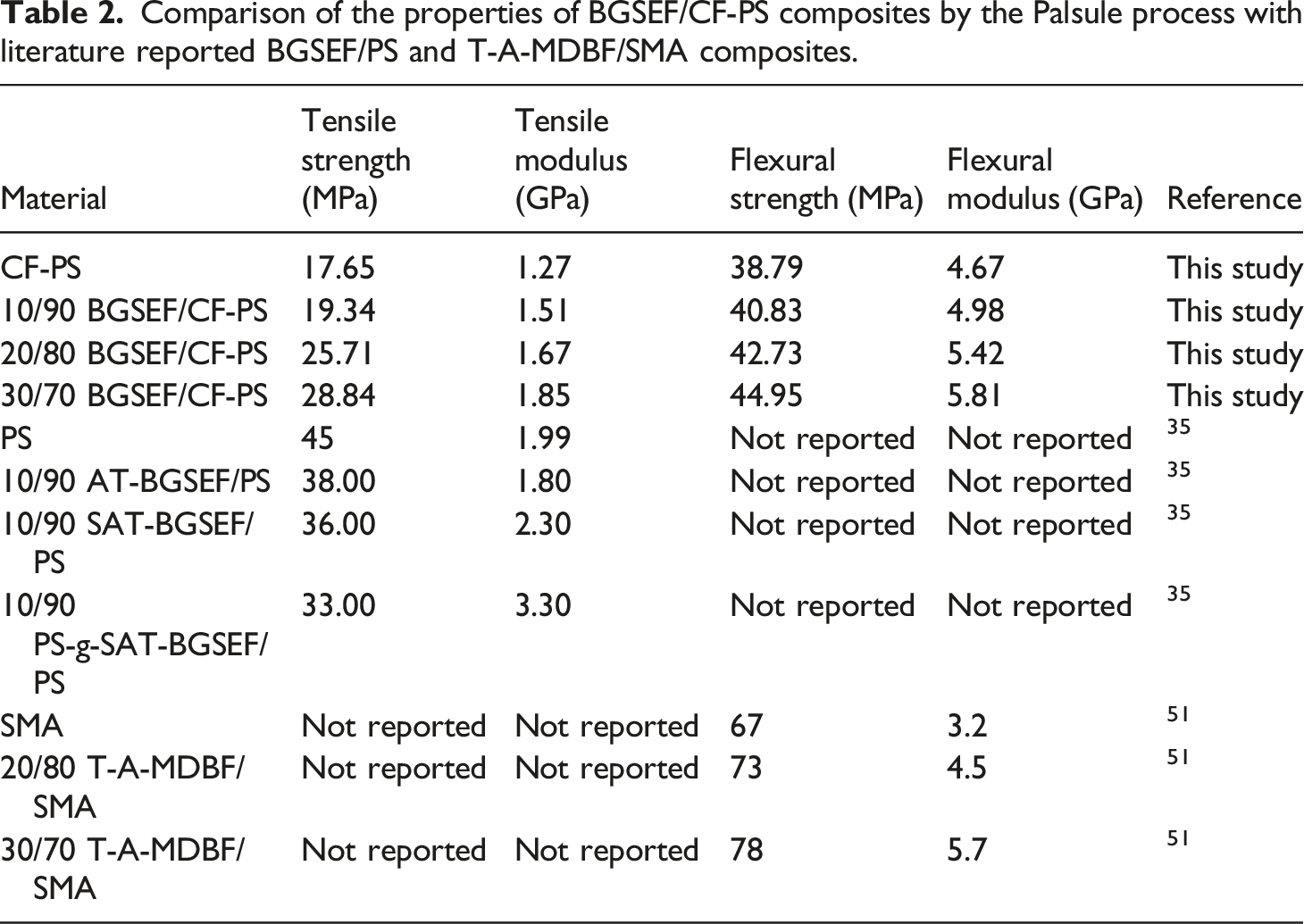
T-A-MDBF/SMA composite is also reported.50,51,64 The matrix for the T-A-MDBF/SMA composite is an SMA with 14% MA and the reinforcing fiber is a wax and resin treated MDF aspen fiber, the T-A-MDBF. In principle, comparison of this treated fiber based T-A-MDBF/SMA composite with untreated fiber based BGSEF/CF-PS composite can-not be a direct co-relation, because of the two different reinforcements, one bagasse and the other aspen, one untreated fiber, the BGSEF and the other treated fiber (T-A-MDBF); and also because of one matrix, the SMA, having 14% MA and the other matrix, the CF-PS, having 18% MA. 10/90 T-A-MDBF/SMA is not reported. However, it has been noted that 20/80 and 30/70 T-A-MDBF/SMA show flexural strength of 73 MPa and 78 MPa, and flexural modulus of approx. 4.5 GPa and approx. 5.7 GPa respectively, but the 20/80 and 30/70 BGSEF/CF-PS show the flexural strength of 42.73 MPa and 44.95 MPa, respectively and flexural modulus of 5.4 and 5.8 GPa respectively. Thus, relative to the 20/80 and 30/70 T-A-MDBF/SMA composites, the 20/80 and 30/70 BGSEF/CF-PS show higher or comparable percentage (%) increase in flexural strength and comparative or even higher flexural modulus than the 20/80 and 30/70 T-A-MDBF/SMA composites, respectively.
Morphology
Figure 4(a)–(c) show the FE-SEM micrographs of 10/90, 20/80 and 30/70 BGSEF/CF-PS composites with increasing BGSEF contents (by arrows) in them, that are covered by the CF-PS matrix. The BGSE fibers are deeply embedded in the matrix. Similarly, BGSEF are reported to be covered with the PS matrix in the 10/90 AT-BGSEF/PS, 10/90 SAT-BGSEF/PS and 10/90 PS-g-SAT-BGSEF/PS composites.
35
The micrographs show no gaps in the composites, and no voids are visible, indicating good adhesion between CF-PS and BGSEF in the BGSEF/CF-PS composites. BGSEF fiber breakage is possible, but there is no fiber pullout. However, the literature reported 10/90 AT-BGSEF/PS composite shows BGSEF pullout,
35
but 10/90 SAT-BGSEF/PS and the 10/90 PS-g-SAT-BGSEF/PS composites do not show any fiber pull out.
35
This BGSEF/CF-PS adhesion facilitates the transferring of the load by the CF-PS to BGSEF, across the BGSEF/CF-PS composites, improving their mechanical properties, relative to the CF-PS matrix, as has been described earlier. ATR-IR investigation of the BGSEF/CF-PS composites, establishing the chemical interactions imparting the CF-PS and the BGSEF adhesion in the BGSEF/CF-PS composites, is discussed, as follows. FE-SEM Micrographs of (a) 10/90 (b) 20/80 and (c) 30/70 BGSEF/CF-PS composites.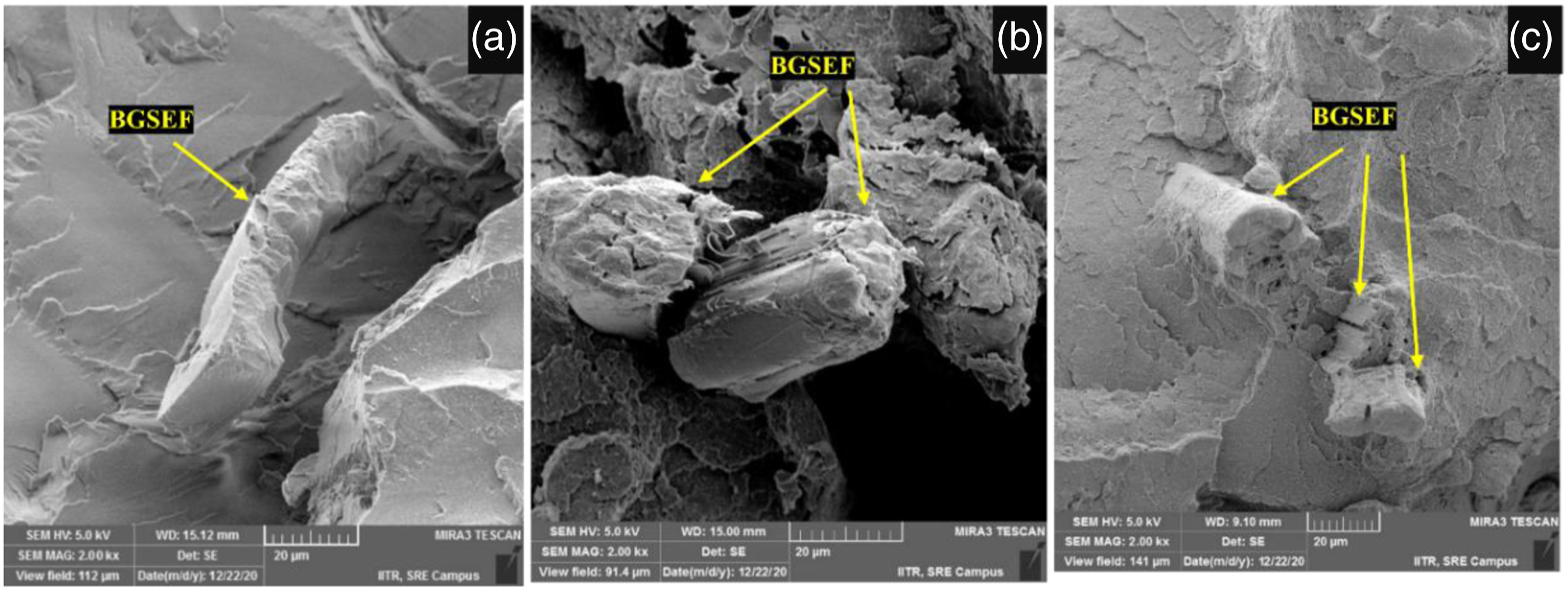
CF-PS and BGSEF adhesion in the BGSEF/CF-PS composites by ATR-IR
Chemical reactions, bonds and interactions imparting adhesion between CF-PS and BGSEF in the BGSEF/CF-PS composites have been investigated and established by ATR-IR spectra (Figure 5) of CF-PS and of 30/70 BGSEF/CF-PS, as all other compositions of the composite have the same chemical nature. ATR-IR spectra of CF-PS and of 30/70 BGSEF/CF-PS.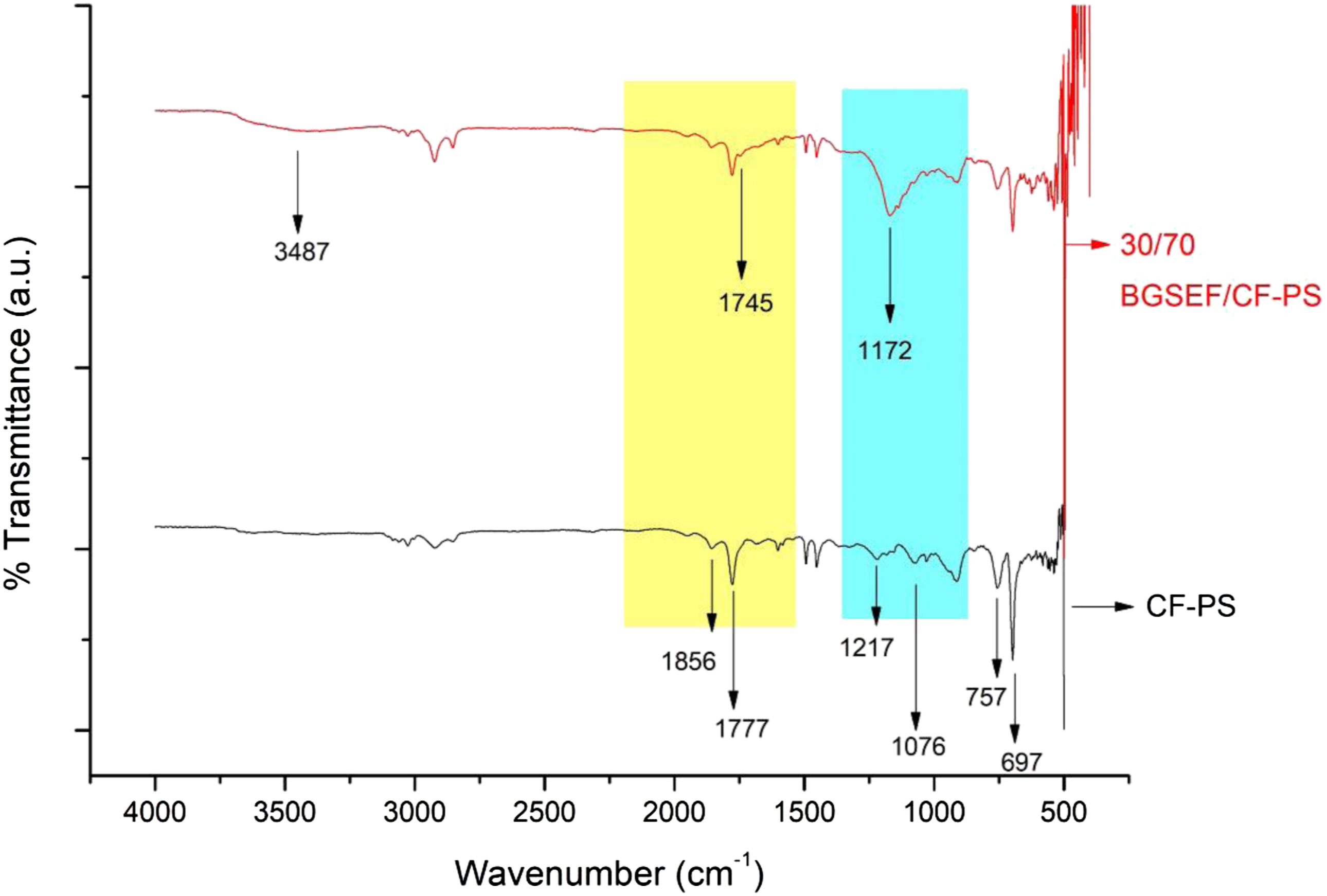
The CF-PS spectra (Figure 5) shows two bands at 697 cm−1 and 757 cm−1 representing the bending vibrations of the C–H band for aromatics.
72
The CF-PS spectra also shows the anhydride of its MA, as the two bands at 1076 cm−1 and 1217 cm−1 are indicative of the C–O of the anhydride, of its MA,
72
and the 1777 cm−1 and the 1856 cm−1 bands are indicative of the C = O bond of the anhydride of its MA.
72
The ATR-IR spectra of the 30/70 BGSEF/CF-PS composition exhibits two new bands, one at 1745 cm−1 and the other at 1172 cm−1. The 1745 cm−1 band in the composite is due to C = O stretching vibration.
72
The 1172 cm−1 band is due to C–O stretching vibration.
72
These two new bands in the 30/70 BGSEF/CF-PS composite establish the ester bond formation due to the esterification reaction between the MA functionality of CF-PS matrix and the functional –OH groups of lingo-cellulose of BGSEF, as shown in Figure 6. This esterification reaction and formation of both mono-ester and di-esters is also reported for BGSEF/CF-SEBS composites
31
and also BBF/CF-ABS composites
32
by Palsule process, wherein, a MA functionalized styrenic polymer has been used as a matrix and in the case of the BGSEF/CF-SEBS composites,
31
the same BGSEF has been used as reinforcement that is used in this study. As the BGSEF/CF-PS composites also have been developed at relatively high temperatures of up to 210°C, therefore, the esterification reaction forms, both the mono and also the di-ester, as shown in Figure 6. Possible mechanism of (a) Mono-ester and (b) Di-ester formation between the Anhydride of CF-PS and –OH of BGSEF.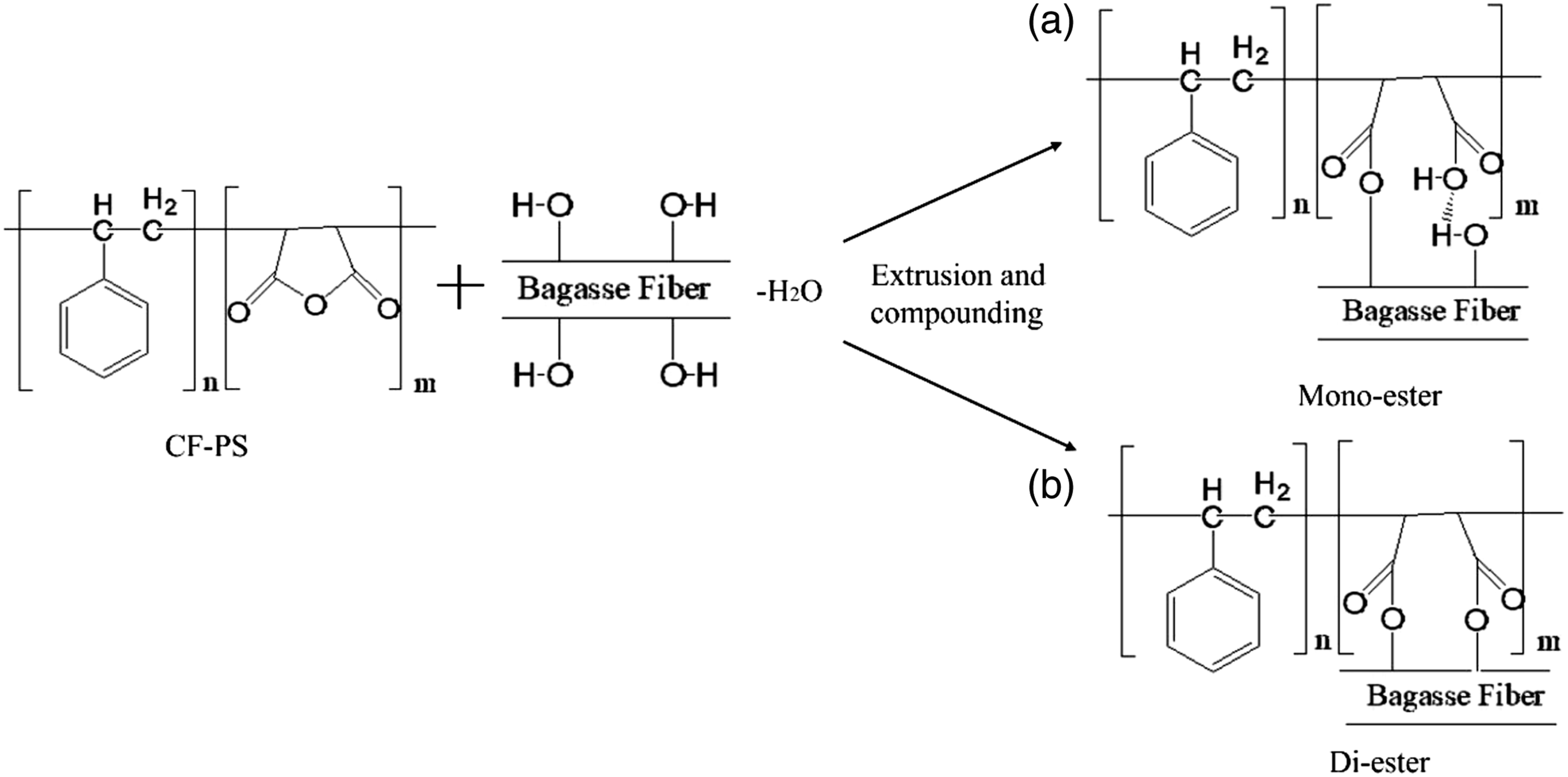
It is well established that it is difficult to separately characterize the intermolecular and also the intramolecular hydrogen bonding in a solid system by FTIR or ATR-IR.72,73 BGSEF/CF-PS composite has free –OH from lingo-cellulosics of BGSEF. CF-PS has considerably higher (18%) MA. Interestingly, another new band at 3487 cm−1 in the BGSEF/CF-PS composite is seen and that indicates the hydrogen bonds. This band at 3487 cm−1 indicates inter-molecular hydrogen bonds between the hydroxyl –OH group of BGSEF and the MA of CF-PS (Figure 7), and intra-molecular hydrogen bonding between the two CF-PS molecules (Figure 8) and there is also a possibility of the intra-molecular hydrogen bonding between the two –OH of the lingo-cellulose and other components of the same BGSE fibers. Hydrogen bonds between the –OH groups of BGSEF and the MA of CF-PS. Intra-molecular hydrogen bonding between the two CF-PS molecules.
Thermal properties
The thermogravimetric analysis curves and the differential thermo-gravimetric analysis curves of BGSEF, CF-PS, and the BGSEF/CF-PS composites are recorded in Figures 9 and 10. The CF-PS matrix shows initiation of degradation and maximum rate of degradation at 311°C and 399°C respectively. The degradation of BGSEF initiates at 233°C and it achieves the maximum rate of degradation at 340°C. Thus, the initiation of the degradation of BGSEF starts at a temperature (233°C) that is approx. 80°C lower compared to that of CF-PS and it reaches the temperature of the maximum rate of degradation at a temperature (340°C) that is approx. 60°C lower compared to that of CF-PS. At 800°C, CF-PS leaves a char residue of 0.03% and BGSEF leaves much higher char residue of 5.72%. The 10/90, 20/80 and 30/70 BGSEF/CF-PS composites show degradation initiation at 291°C, 293°C and 295°C respectively; and thus, in spite of increasing BGSEF in the composites, there is only a minor difference in the temperatures of initiation of degradation of these composite compositions. The temperature of initiation of degradation of these composite compositions, lies between that of the BGSEF (233°C) and the CF-PS (311°C). These composites achieve the maximum rate of degradation at increasingly higher temperatures of 372°C, 384°C and 388°C respectively, because of the increasing BGSEF in them. The temperature of the maximum rate of degradation of the composites also lies between that of the BGSEF (340°C) and the CF-PS (399°C). The 10/90, 20/80 and 30/70 SLF/CF-PS composites leave char residue of 0.19%, 0.42% and 0.57% after degradation at 800°C respectively. This char residue left by the composites at 800°C also is in between that of the BGSEF (5.72%) and the CF-PS (0.03%). These results indicate that the thermal stability of all the BGSEF/CF-PS composite compositions is in between those of BGSEF and CF-PS. TGA of BGSEF, CF-PS and the BGSEF/CF-PS Composites. DTG of BGSEF, CF-PS and the BGSEF/CF-PS composites.
Water absorption and its effects on composites
The percentage of water absorption by CF-PS and BGSEF/CF-PS composites until the saturation point, measured as an average of three samples, is depicted in Figure 11. The graph shows that the BGSEF/CF-PS composite compositions absorb more water than the CF-PS. The water absorption by the 10/90, 20/80 and 30/70 BGSEF/CF-PS composites increase with time and also with increasing BGSEF in them. Later it becomes constant at a saturation level. The CF-PS matrix achieves saturation of absorbed water at 7,224 h and shows water uptake of 0.31%. The 10/90, 20/80 and 30/70 BGSEF/CF-PS composites achieve saturation of absorbed water at 8,232 h, 9,240 h and 9,576 h respectively; and at saturation absorb 2.41%, 4.60% and 6.15% water respectively. Water absorption by CF-PS and the BGSEF/CF-PS Composites.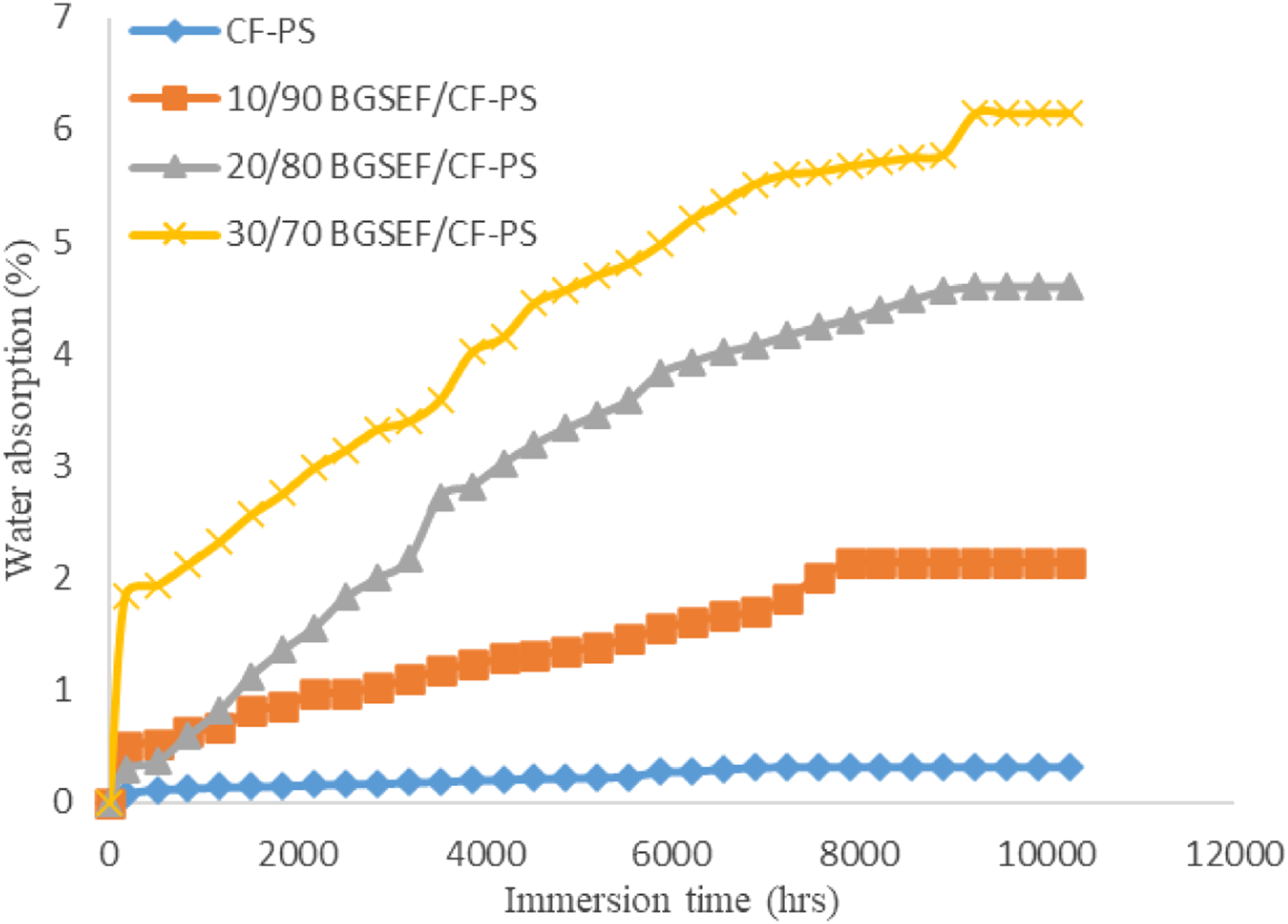
Figure 12 shows the water absorption mechanism by the BGSEF/CF-PS composites and its effects on the BGSEF. The absorbed water diffuses through the BGSEF; follows the capillary movements and swells the BGSEF. Increase of the BGSEF in the BGSEF/CF-PS composite compositions increase the –OH groups of the fiber’s lingo-celluloses and other constituents. These –OH, hydrogen bond with the water; facilitating water absorption by the BGSEF/CF-PS composites, and also increase the amount of the absorbed water with increasing BGSEF in the 10/90, 20/80 and 30/70 BGSEF/CF-PS composites compositions. As the quantity of BGSEF increases, the amount of free –OH groups in them increase, thereby increasing the water uptake by the composites. Thus, the total amount of water absorbed and its saturation time for the BGSEF/CF-PS composites also increase with the increase in the BGSE fibers in the composites. Similar increase in water uptake percentage and time for saturation of the water absorbed by the composites with the increasing natural fibers has been observed for sisal fiber (SLF) based SLF/PS composites
74
that, analogous to this study have PS as the matrix; for BGSEF based BGSEF/CF-EPR composites, developed by Palsule process,
29
that use the same BGSEF that is used in this study, and also for the recycled wood (RWF) and recycled bamboo (R-BMBF) based RWF/CF-VLDPE
33
and the R-BMBF/CF-EPR composites
30
that also have been developed by the same Palsule process, as used in this study. Mechanism of Water Absorption in BGSEF/CF-PS Composites.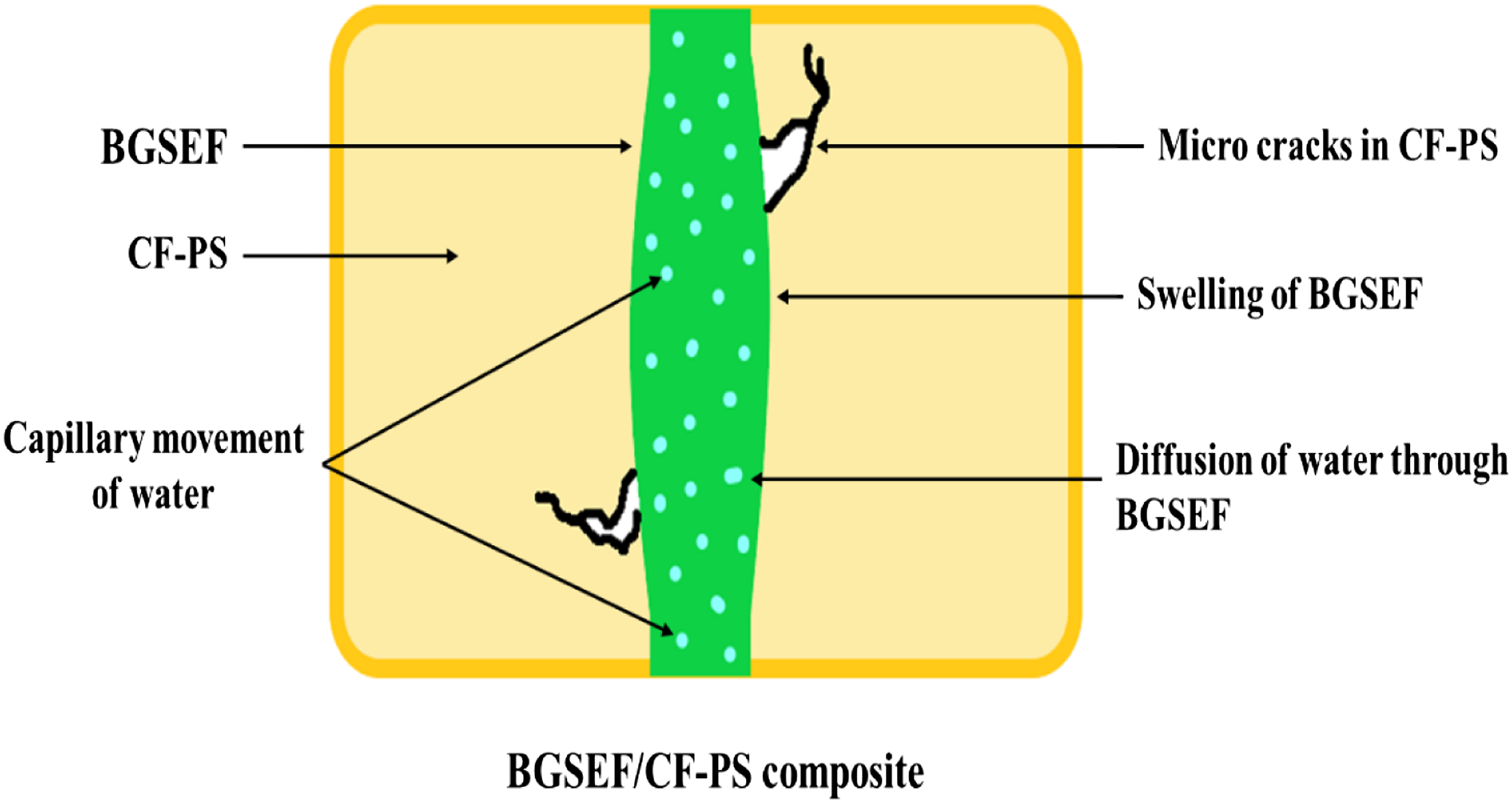
Effect of the absorbed water on the thickness swelling of the composites
The process of water absorption results in the swelling of the composites. The percentage of thickness swelling of CF-PS and BGSEF/CF-PS composites with time until the saturation point is depicted in Figure 13. Till the saturation of the absorbed water, the thickness swelling of the BGSEF/CF-PS composite compositions increase with increasing BGSEF in them and with their increasing immersion time in water. Thickness swelling percentage of CF-PS and the BGSEF/CF-PS composites.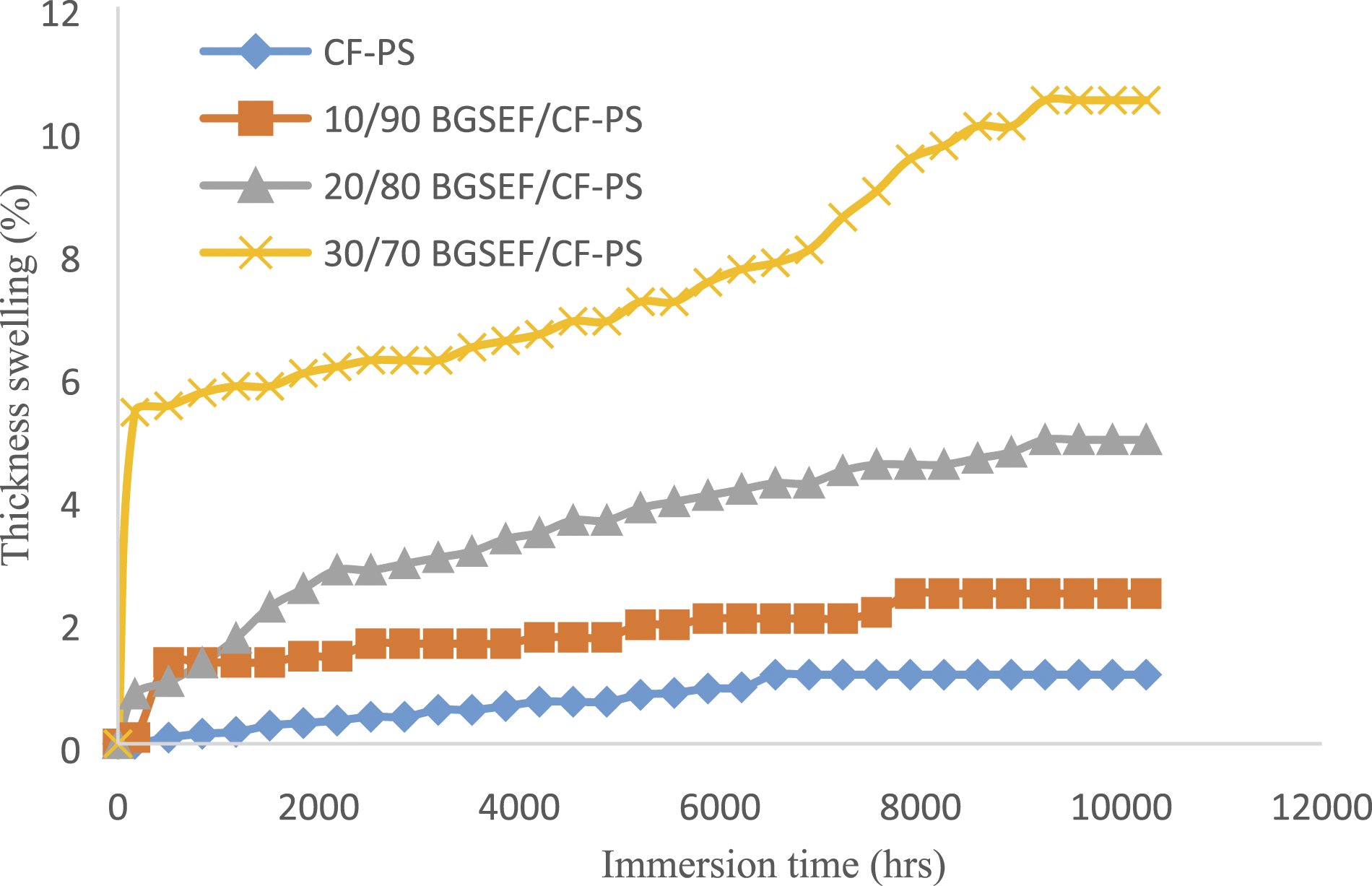
Therefore, upon saturation of the absorbed water, the CF-PS matrix shows 1.12% thickness swelling, and the 10/90, 20/80, and 30/70 BGSEF/CF-PS composites show 2.45%, 4.95%, and 10.48% thickness swelling respectively.
Effect of the absorbed water on the properties of the composites
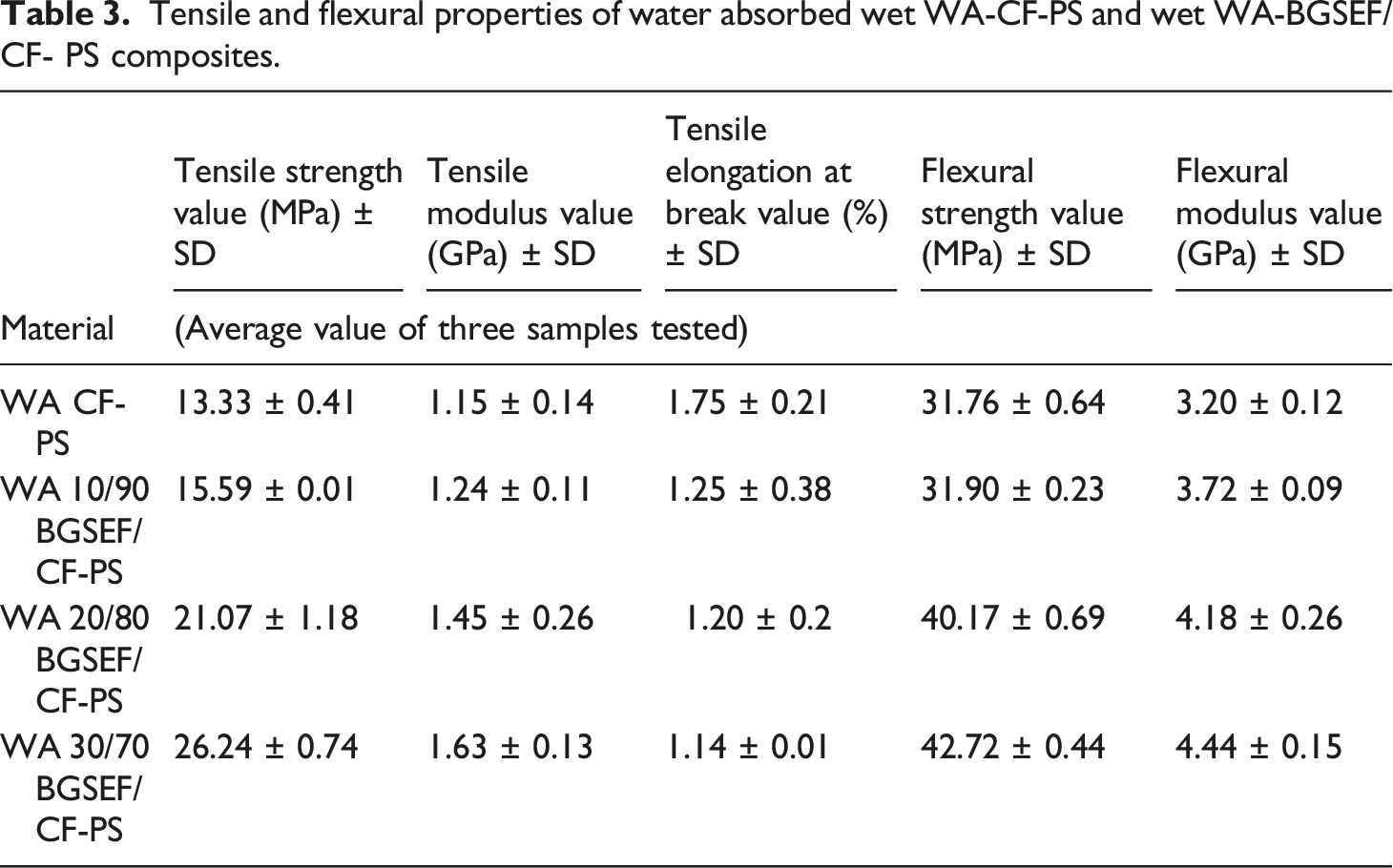
Tensile and flexural properties of water absorbed wet WA-CF-PS and wet WA-BGSEF/CF- PS composites.
Conclusions
Bagasse fibers reinforced chemically functionalized polystyrene composites (BGSEF/CF-PS) have been developed by extrusion and injection moulding upto 210°C. CF-PS, used as matrix polymer, is a functionalized random copolymer, and has higher amount (18%) functionality, relative to functionalized graft and block co-polymers, with upto 10% functionality, used till now for Palsule process. The BGSEF/CF-PS composites show higher tensile and flexural properties than their matrix, the CF-PS, and also increasing properties with increasing BGSEF in them, however, the water absorbed WA-BGSEF/CF-PS composites exhibit lower tensile and flexural properties, with respect to their respective dry counterparts. SEM and ATR-IR establish the CF-PS and BGSEF bonding in the composites due to esterification and hydrogen bonding between their functional groups. The composites show thermal stability intermediate between those of the BGSEF and CF-PS. In conclusion: • BGSEF/CF-PS composites have been processed upto 210°C, retaining the stability of the thermally sensitive BGSE fibers. • Water absorbed WA-BGSEF/CF-PS composites exhibit higher properties than the dry CF-PS matrix. • BGSEF/CF-PS composites show thermal stability upto 290°C. • These BGSEF/CF-PS composites by Palsule process show better properties than the same composite by other processes. • The study indicates potential techno-economic advantages of the Palsule process, relative to other processes.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Ministry of Education, Govt of India, IIT Roorkee Fellowship to Harsha Verma.