
Abstract
Composites based on e.g. randomly oriented nonwovens and injection moulded structures from discontinuous carbon fibre (CF), which are processed industrially exhibit low tensile strengths of 200–300 MPa and 400 MPa, respectively. In contrast, composites based on twisted hybrid yarns from discontinuous CF and thermoplastic fibre show higher tensile strengths such as 1150 MPa. Reasons are improved fibre orientation and higher fibre volume content. However, tensile strength is still lower than that of uni-directional carbon fibre reinforced composites (CFRP) based on continuous filament yarn, which is around 1560 MPa. The reason is a low fibre orientation due to yarn twisting and high fibre shortening, which occurs throughout the yarn manufacturing process. As mechanical properties of composites largely depend on fibre orientation and length, there is a high potential to achieve higher mechanical properties in CFRP by ensuring gentle processing of CF and reducing yarn twist. However, due to brittleness and smooth surface of CF, spinning of yarns with low twist (<60 T/m (twist per meter)) is challenging. In order to exhaust the potential of hybrid yarns, a semi-industrial process chain to produce hybrid yarns while ensuring gentle processing of discontinuous CF (fibre length 100 mm) and polyamide 6 fibres (fibre length 80 mm) at significantly low level of twist 20 T/m is reported in this paper. Carbon fibre reinforced composite manufactured from these hybrid yarns show high tensile strength (1453 ± 27 MPa), Young’s modulus (94 ± 6 GPa), flexural strength (1090 ± 41 MPa) and flexural modulus (98 ± 5 GPa).
Introduction
As the demand for carbon fibre reinforced composite (CFRP) is growing in different application areas due to its excellent strength, rigidity, low weight und multifunctionality, the amount of carbon fibre (CF) wastes and end-of-life composite parts is simultaneously increasing. 1 The CFRP manufacturing waste originated from different sources is anticipated up to 50% of the CF input depending on the process technology.2,3 Furthermore, discontinuous CF is also being reclaimed from end-of-life CFRP components using different techniques (e.g. pyrolysis and solvolysis), which are reviewed thoroughly in refs. 4–7. As a result, a huge amount of waste/reclaimed CF is available from different sources.
Because of the strict control of composite disposal and limitations regarding the landfilling of CF materials (EU Directive 1999/31/EC), high price and high energy required to produce virgin CF (approx. 39 MJ/kg), the reuse of CF wastes offers a potential solution in terms of waste disposal management and the sustainable use of resources.4,6–9 Waste/reclaimed CF is already being widely used industrially based on randomly oriented nonwovens10–11 and injection moulded structure12–13 for the manufacturing of CFRP especially in non-structural applications.4–5 The first SMC parts made of waste CF are already in application, for example, in the BMW seven series. 14 However, the tensile strengths of composites based on injection-moulded components and nonwovens consisting of waste CF are low, for instance 200–300 MPa 12 and 400 MPa, respectively. 15 This can be attributed to the low fibre orientation, short fibre length due to the damage that occurs during processing as well as the low fibre content in composite. 16 Therefore, the potential of waste/reclaimed CF cannot be utilized fully to obtain high mechanical properties in composites based on injection-moulded components and nonwovens.
Therefore, different research efforts were directed towards high fibre alignment, which is the key factor to increase the fibre volume fraction and consequently to obtain improved mechanical properties in composites. For this purpose, various techniques such as wet-laying process,17–18 modified paper making techniques19–20 and high performance discontinuous fibre (HiPerDiF) method using water flow,21–28 were found useful to produce aligned mats especially with short waste CF (3–5 mm). The strength of thermoset composites produced from the preform consisting of short CF (3 mm) aligned by HiPerDiF method was reported to be 1509 MPa (fibre volume content 55%; the testing length of the specimens was 5 mm). 25 Using HiPerDiF method, the effects of a closed-loop recycling methodology were evaluated, in which discontinuous carbon fibre polypropylene (CFPP) composite specimens showed no decrease in mechanical properties over repeated loops. 28 However, relatively low tensile strength of CFPP composite (396 MPa) was attributed to higher pull outs due to poor adhesion between CF and non-polar polymer chain as well as low fibre volume content (26.3%).
Xiao et al. 29 developed card web carbon fibre reinforced thermoplastics (CWT) and investigated the effect of alignment by stretching on CWT. It was shown that the stretching process (30–60%) improved significantly the alignment of staple CF in CWT structure resulting in tensile modulus and strength up to 45.6 GPa and 476 MPa. In ref. 30, the development of CF tapes based on adopted long fibre thermoplastic direct (LFT-D) technology was reported. In ref. 31, research was conducted to improve so-called uni-directionally arrayed chopped strands by modifying slit patterns. Rimmel et al. 32 reported a technology for the production of novel tapes from waste CF. The CFRP manufactured from the tapes showed an average tensile strength of around 600 MPa (fibre volume content 34%).
Compared to the aforementioned method of CF alignment, the spinning of discontinuous CF by mixing with thermoplastic fibres into hybrid yarn constructions offers also a good potential for higher CFRP material properties because of improved fibre orientation, high compactness and consequently high fibre volume content. 33 Additionally, spinning enables the processing of CF with varying lengths (e.g. 30–150 mm). The hybrid yarns find their applications as woven fabrics, 34 knitted fabrics 35 and organic sheets 36 for thermoplastic composites as well as heating elements in lightweight applications. 37
So far, the development of hybrid yarn structures consisting of discontinuous CF and thermoplastic fibres has been explored based on wrap spinning ,36,38–41 roving frame42–45 and DREF-3000 friction spinning46–48 machines. The pioneer work on the use of reclaimed CF to manufacture hybrid yarns by wrap spinning reported by Akonda et al.38–39 showed that the tensile strength of composites manufactured from waste CF fabric prepregs was found to be very low (maximum 160 MPa). Baz and Goergen 40 reported higher tensile strength (1150 MPa) of UD composites with a fibre volume content of 55% manufactured from wrap hybrid yarn. However, in this case staple CF (single fibre strength 4400 MPa) and polyamide 6 (PA6) fibres were used. 41 A maximum tensile strength of 805 MPa could be achieved in organic sheet materials based on the same hybrid yarn as presented by Goergen et al. 36
In our previous papers, tensile properties of UD composites manufactured from hybrid yarns using a roving frame42–44 were reported. In these investigations, waste CF of standard quality (single fibre strength 3100–3900 MPa) was applied and hybrid yarns were produced based on card webs in discontinuous way on a laboratory carding machine. The tensile strength of UD composites manufactured from hybrid yarn (with a twist of 87 T/m) consisting of 40 and 60 mm staple CF in combination with PA6 staple fibres was 771 and 838 MPa, respectively. 43 Within the frame work of a BMBF project (3DProCar) the industrial development of CFRP from twisted hybrid yarns consisting of waste CF for structural components (e.g. automobile doors) was carried out at ITM. 46 The tensile strength of UD composites manufactured from hybrid yarns (with a twist of 60 T/m) consisting of 80 mm staple CF in combination with PA6 staple fibres was 1010 MPa. 47
The literature review shows that mechanical properties of thermoplastic composites based on hybrid yarns can vary to a large extent depending on strength, length and type of discontinuous CF; structure, compactness and evenness of hybrid yarns; orientation of CF in the yarn structure; type of matrix fibre and CF volume content in composites. Results also suggest that the potential of CF hybrid yarns has not yet been fully exhausted for the manufacturing of thermoplastic composites for use in structural applications. The main challenge while manufacturing hybrid yarns from discontinuous CF is still the gentle processing of CF, particularly during carding, due to its brittleness, sensitivity to shear forces and the lack of fibre to fibre cohesion due to its smooth surface. Additionally, the processing of CF with high fibre length (>80 mm) by carding process causes even higher fibre shortening, which causes subsequently unevenness in slivers and yarns structures.42–44,47 As the fibre length plays a big role in yarn and composite strength, the gentle processing of CF of high fibre length (>80 mm) can help to utilize the potential of discontinuous CF in composites. The another important factor, which affects the mechanical properties of composites produced from hybrid yarns, especially based on roving frame is the yarn twist. The twists required for the spinning of hybrid yarns from rCF on roving frame is still high (≥60 T/m). Since, the helical fibre path due to the angle of fibres in twisted yarn contributes negatively to the tensile properties of composites, in order to exhaust the potential of discontinuous CF to achieve high mechanical properties in composites, yarns with low twists are required. However, the spinning of yarns from CF with low twist is particularly challenging due to low fibre to fibre cohesion of CF. The spinning process becomes instable with lower yarn twist due to lack of yarn strength. Therefore, there a high need to explore the lowest possible yarn twist, which can be spun on the roving frame using discontinuous CF.
The aim of this paper is to investigate the possibility to develop low twist hybrid yarns consisting of waste CF and PA6 fibres on a roving frame. The intention was two folds: to ensure a gentle processing of CF (100 mm fibre length) in combination with PA6 fibre and to produce a hybrid with the lowest possible twist. For this purpose, further adjustments of technological parameters on a semi-industrial scale carding machine, draw frame and roving frame were carried out. The mechanical properties (tensile, flexural and impact properties) of UD composites manufactured from the developed hybrid yarns consisting of CF and PA6 fibre with varying twist levels are reported for the first time in this paper.
Experimental details
Fibre materials
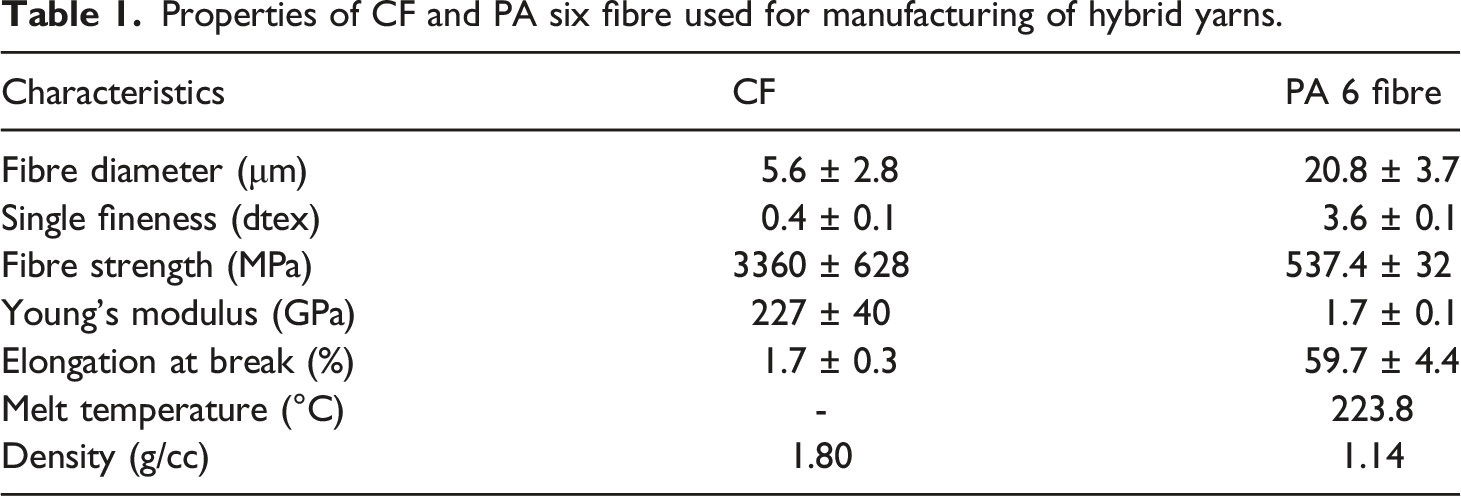
Properties of CF and PA six fibre used for manufacturing of hybrid yarns.
Semi-industrial scale development of hybrid yarns
The development of hybrid yarns with CF and PA6 fibres was performed in semi-industrial scale considering qualitative and reproducible aspects. The process chain based on carding, drawing and spinning used for the manufacturing of hybrid yarns is illustrated in Figure 1. The carding technology used to process the CF into continuous card slivers was a central aspect of the generated process chain. The machine manufacturer Oskar DILO Maschinenfabrik KG (Germany) in cooperation with the Institute of Textile Machinery and High Performance Material Technology (ITM) at Technische Universität Dresden (Germany) developed a semi-industrial scale carding machine for gentle processing of waste CF in combination with thermoplastic fibres. Process chain for the manufacturing of hybrid yarns from discontinuous CF and PA6 fibre.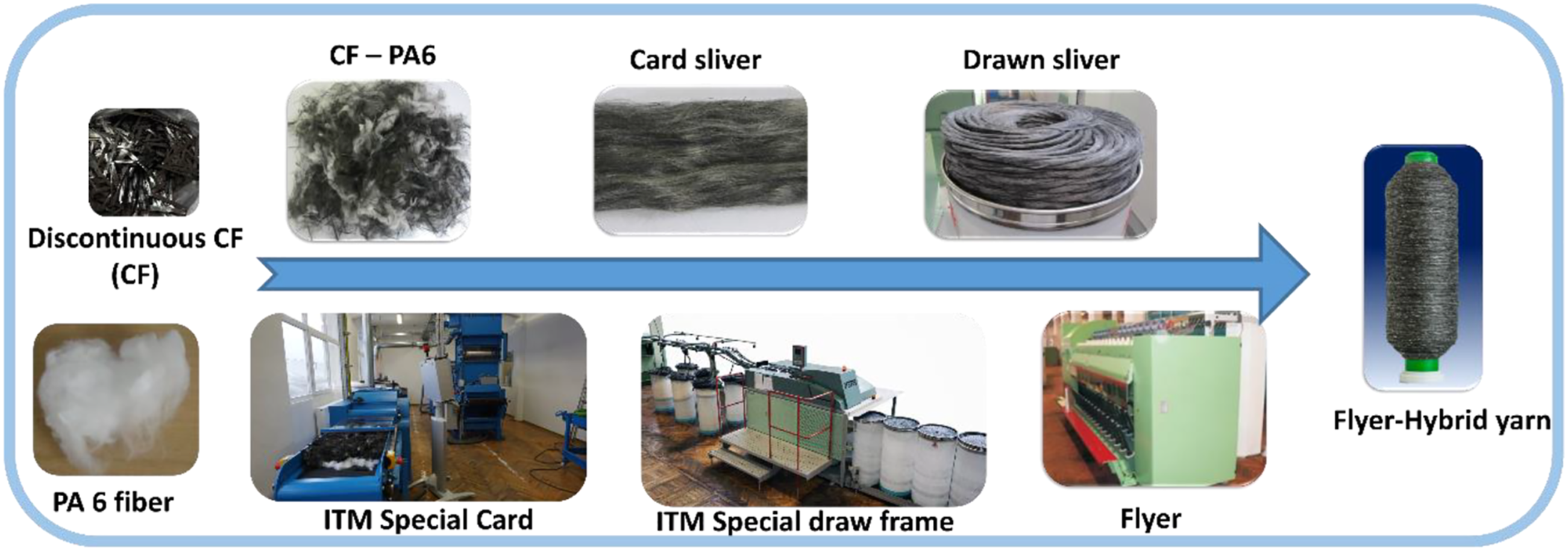
To minimize fibre damage and to smooth the carding process, the gauge between different rollers and roller speeds was optimized according to insights gained from a series of systematic investigations. 49 This facilitated the gentle and semi-industrial scale processing of CF and PA6 fibre into card slivers with low fibre shortening. The linear density of the produced card sliver was three ktex (i.e. 3 g/m). The CF content of the card sliver was 60 weight%.
The developed card slivers were then drawn on the draw frame specifically modified for drafting of discontinuous CF. Different modifications of draw frame e.g. the use of especially coated metal bottom roller and adjustment of drawing parameters such as gauges, draft and number of drafting helped to increase the uniformity of the draw frame sliver (Coefficient of variance of linear density <5%) with a defined linear density (2.9 ktex) and low fibre shortening. 50 The mean and UHML of CF in the draw frame sliver produced from 100 mm CF is 75.7 ± 4.7and 98.0 ± 3.7 mm, respectively. UHML indicates the mean length by the number of fibres in the largest half by weight of fibres in a sample.
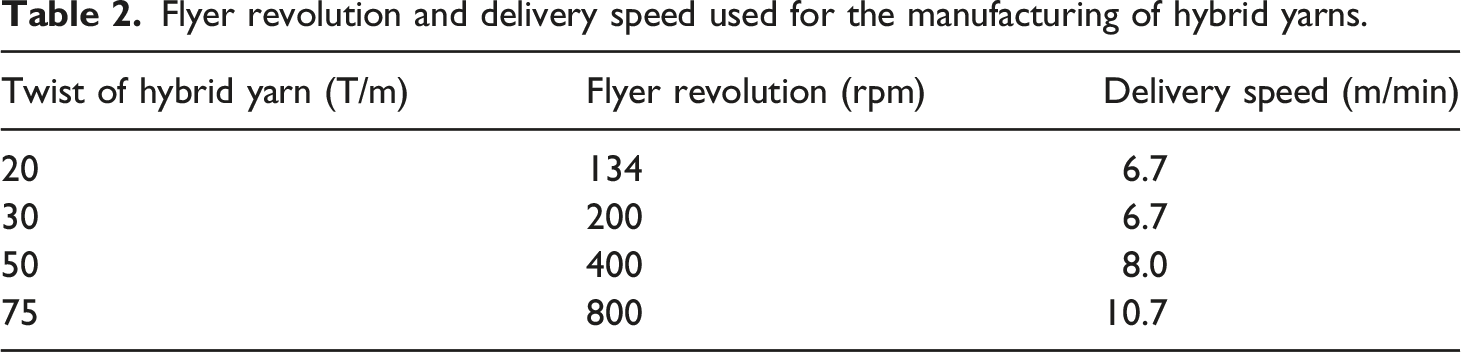
Flyer revolution and delivery speed used for the manufacturing of hybrid yarns.
Manufacturing of UD composite test specimen
In order to investigate mechanical properties of composites produced from the developed hybrid yarns, UD composite plates with dimensions of 180 mm × 280 mm × 2 mm were produced by wrapping the hybrid yarns on a wrapping frame (IWT Industrielle Wickeltechnik GmbH, Germany), which was then consolidated on a laboratory press P 300 PV (Dr Collin GmbH, Germany). The consolidation was carried out by a computer-controlled cycle (under vacuum) comprised of a heating step from 30°C to 295°C. A pressure of 1.3 MPa was applied from the beginning and up to the reach of 295°C. Then the pressure was increased to 4.2 MPa and finally, the temperature is dropped down to 30°C The course of temperature and pressure during the composite manufacturing is illustrated in Figure 2. Course of temperature and pressure during the composite manufacturing.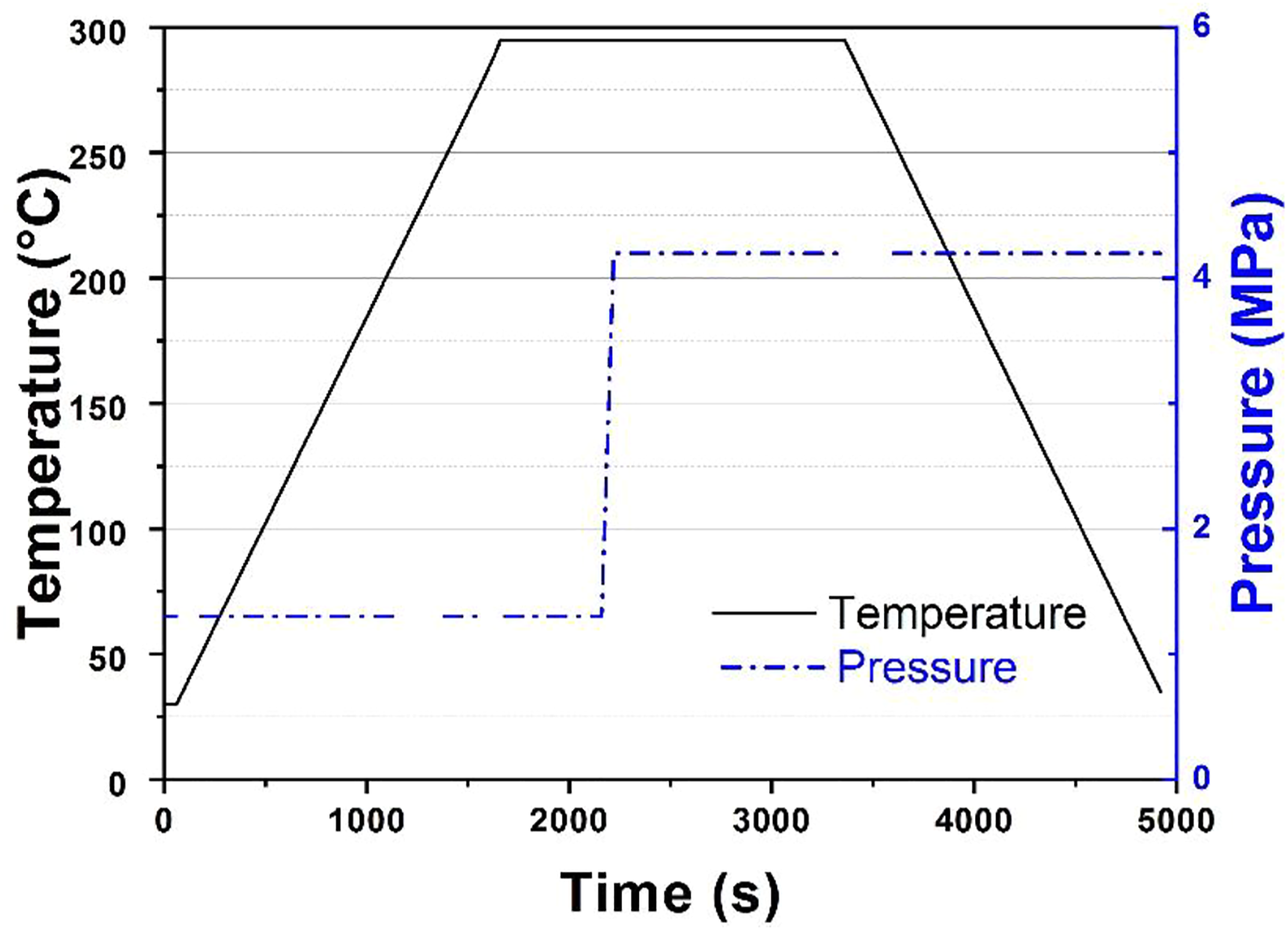
Characterisations
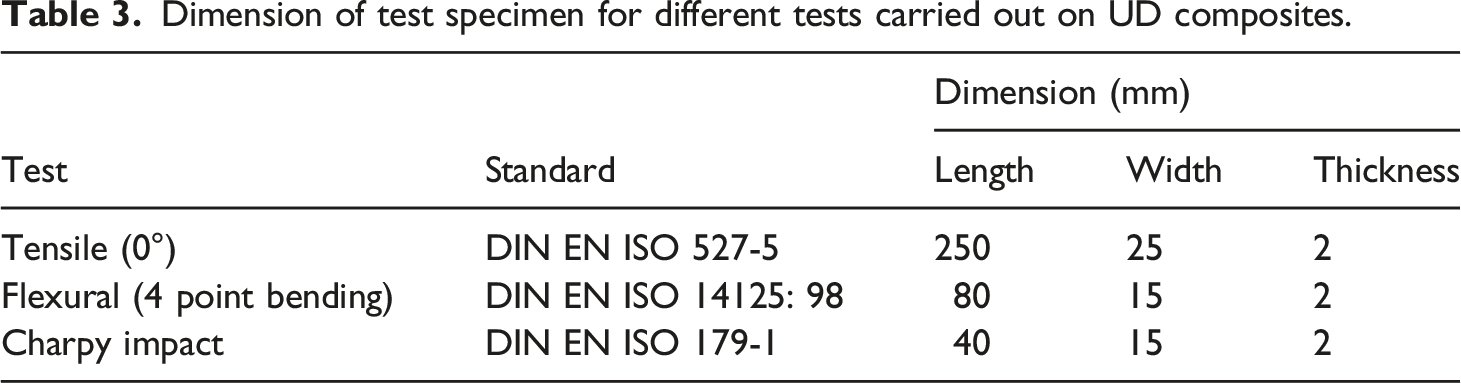
Dimension of test specimen for different tests carried out on UD composites.
Results and discussions
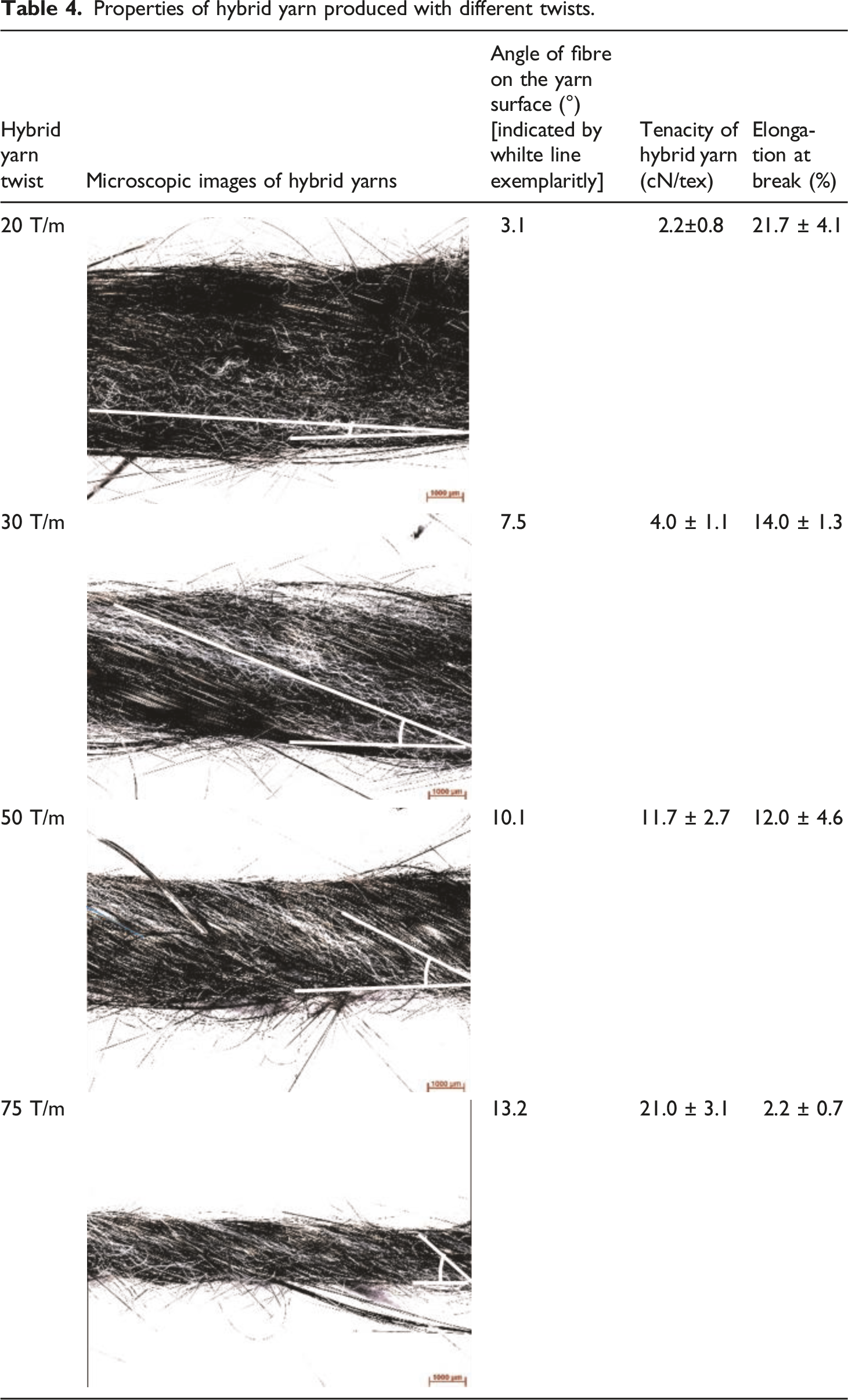
Properties of hybrid yarn produced with different twists.
The obliquity of constituent fibres to the yarn axis can be also estimated from the nominal yarn surface helix angle α by equation (1):
51


Furthermore, the compactness of the hybrid yarn increases significantly with higher yarn twist because of higher lateral pressure (cf. microscopic images of hybrid yarns in Table 4). The yarn diameter reduces from 5 to 2 mm with the increase of twist from 20 to 75 T/m. With the increase of yarn compactness, the fibre to fibre cohesion increases simultaneously in yarn. As a result, the strength of yarn increases linearly from 2.2 to 21.0 cN/tex with the increase of twist from 20 to 75 T/m. In this range of yarn twists, the yarn strength and elongation properties are representatively influenced by fibre to fibre cohesion rather than the fibre orientation of CF, as the slippages between fibres are still possible before fibre breakage. The yarn tensile properties would be influenced by fibre orientation of CF, if a state of non-slippage i.e. where no more movement of fibres in the yarn structure is possible due to high level of twists. After melting the PA6 fibre acts as the matrix in composite where CF is embedded and the non-slippage state between CF and matrix is achieved. As a result, the mechanical properties of composites are influence mainly by the fibre to fibre orientation.
In order to evaluate, the effect of yarn twist on the orientation of CF in composite, the cross-section of composite specimen in longitudinal fibre direction was observed (Figure 3). From the longitudinal direction of the composite cross section, the cross sections of CF should appear as ellipses with higher eccentricity in the case of higher fibre orientation than those with lower fibre orientation. The lower the fibre orientation, the cross sections of CF should appear as round shapes. From the cross-section of composite specimen, it can observed that, the shape of the ellipses in a composite throughout the specimen thickness is not constant. This can be attributed to the difference in the fibre orientation in a spun yarn structure for a given yarn twist level. The fibre orientation in outer surface of a spun yarn is typically lower than that in the inner surface. Therefore, the fibre orientation of all fibres in the composite is not constant for a given twist. However, a qualitative difference of fibre orientation in composite due to change in yarn twist with the microscopic analysis of composite cross-section is possible. For this, fibre cross sections from the middle of the composite specimen should be ideally compared (cf. blue lines in Figure 3). By comparing the fibre cross section along the middle line of the composite, it can be revealed that fibres appear as ellipses with higher eccentricity in the case of 20 T/m compared to those with 75 T/m indicating higher fibre orientation in composites with lower yarn twists (Figure 3). Cross-section of composite specimen (in the longitudinal direction of fibre) produced with hybrid yarn with 20 and 75 T/m.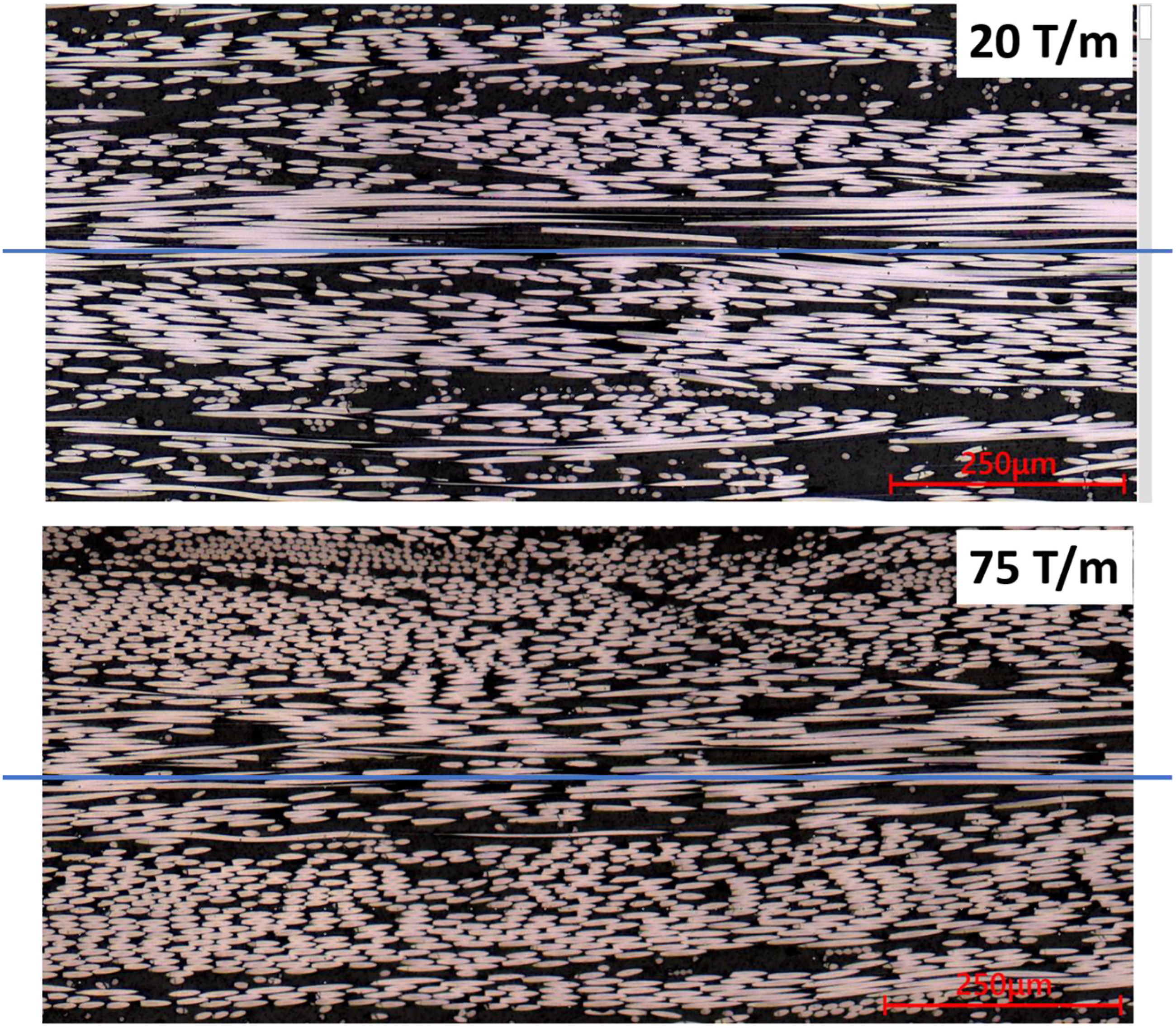
The effect of hybrid yarn twist on the tensile properties of UD composites is illustrated in Figure 4. It can be seen that composite strength and Young’s modulus gradually decreases with an increase of hybrid yarn twist. This can be attributed to the orientation of fibres (i.e. to the yarn axis) within the composite. As the load transfer mechanism in fibre reinforced composites is provided by interfacial bonding between fibre and polymer matrix in a non-slippage state,
52
the higher surface angle of fibres on the yarn as a result of a greater twist level causes the strength of composites to decline as already mentioned. Similar effect was reported in the case of composites manufactured from yarns consisting of plant staple fibre.53–56 Effect of hybrid yarn twist on tensile strength and Young’s modulus of UD composites.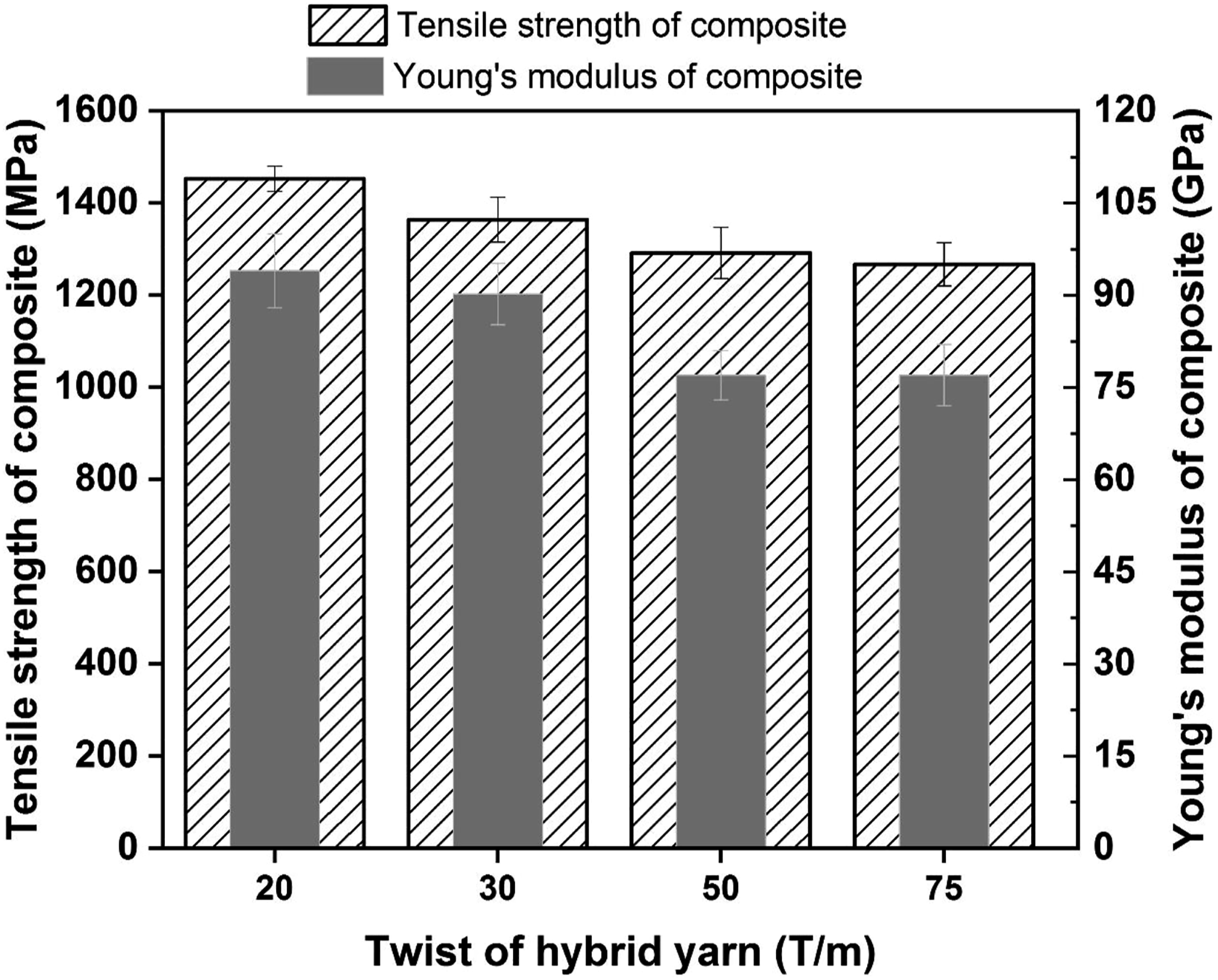
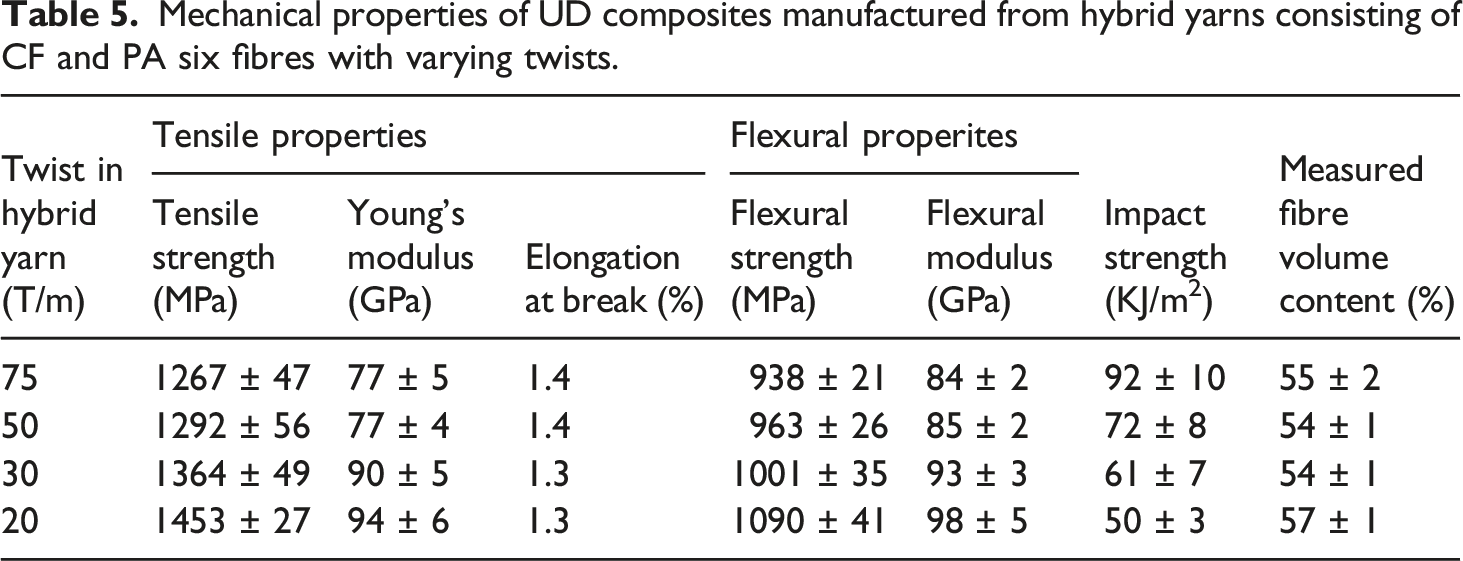
Mechanical properties of UD composites manufactured from hybrid yarns consisting of CF and PA six fibres with varying twists.
The results of flexural strength tests of UD composites manufactured from hybrid yarns using varying twists are illustrated in Figure 5, and show a similar tendency as found for the tensile strength of composites in 0° direction. When load is applied in the four-point bending test, the test specimens deflect in a way that the bottom of the specimen is subjected to tensile tension, whereas the top is subjected to compression. Shear stress is also present along the mid-plane of the specimen.
58
Similar to the tensile strength of composites a decrease in flexural strength according to the increase in yarn twist can be observed in composites. Average flexural strength and modulus of the UD composites produced from hybrid yarns with varying twists.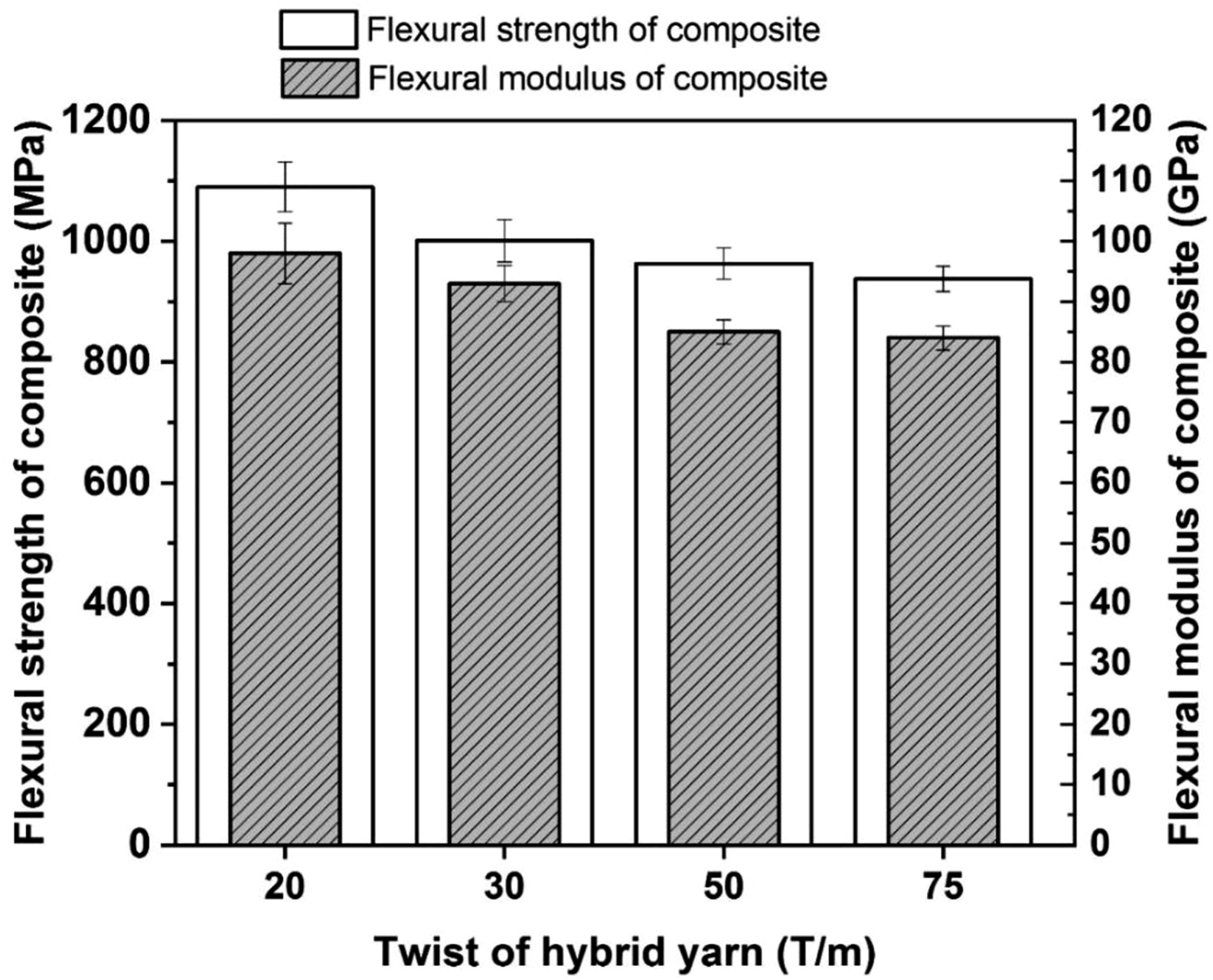
The composite specimen produced with high yarn twists (e.g. 75 T/m shown exemplarily in Figure 6 (left)) after flexural test have higher number of cracks and delaminations compared to those produced with low twists (e.g. 20 T/m, Figure 6 (right)). It can be anticipated that micro cracks are prone to initiate from the region of composite with low fibre orientation. Furthermore, the breaking pattern of composites in the case of 20 T/m is more brittle than that with 75 T/m, which can be recognised from the length of the fibre especially in the tensile side of the specimen. The longer protruding ends of fibre in the case of specimen with 75 T/m indicate less brittleness compared to that with 20 T/m. As a result, composites with low fibre orientation (because of high twist) undergo high delamination and the ultimate strength decreases during tensile and flexural testing. Composites manufactured from hybrid yarn with 20 T/m show the highest flexural strength and flexural modulus of 1090 ± 41 MPa and 98 ± 5 GPa, respectively, whereby the flexural modulus decreases gradually with an increase in twist. These values around 91% and 107% compared to the flexural strength and flexural modulus of UD CFRP produced from virgin CF filament yarn, which is 1202 MPa and 91.5 GPa, respectively.
1
SEM images of breaking positions of composite specimen after flexural test.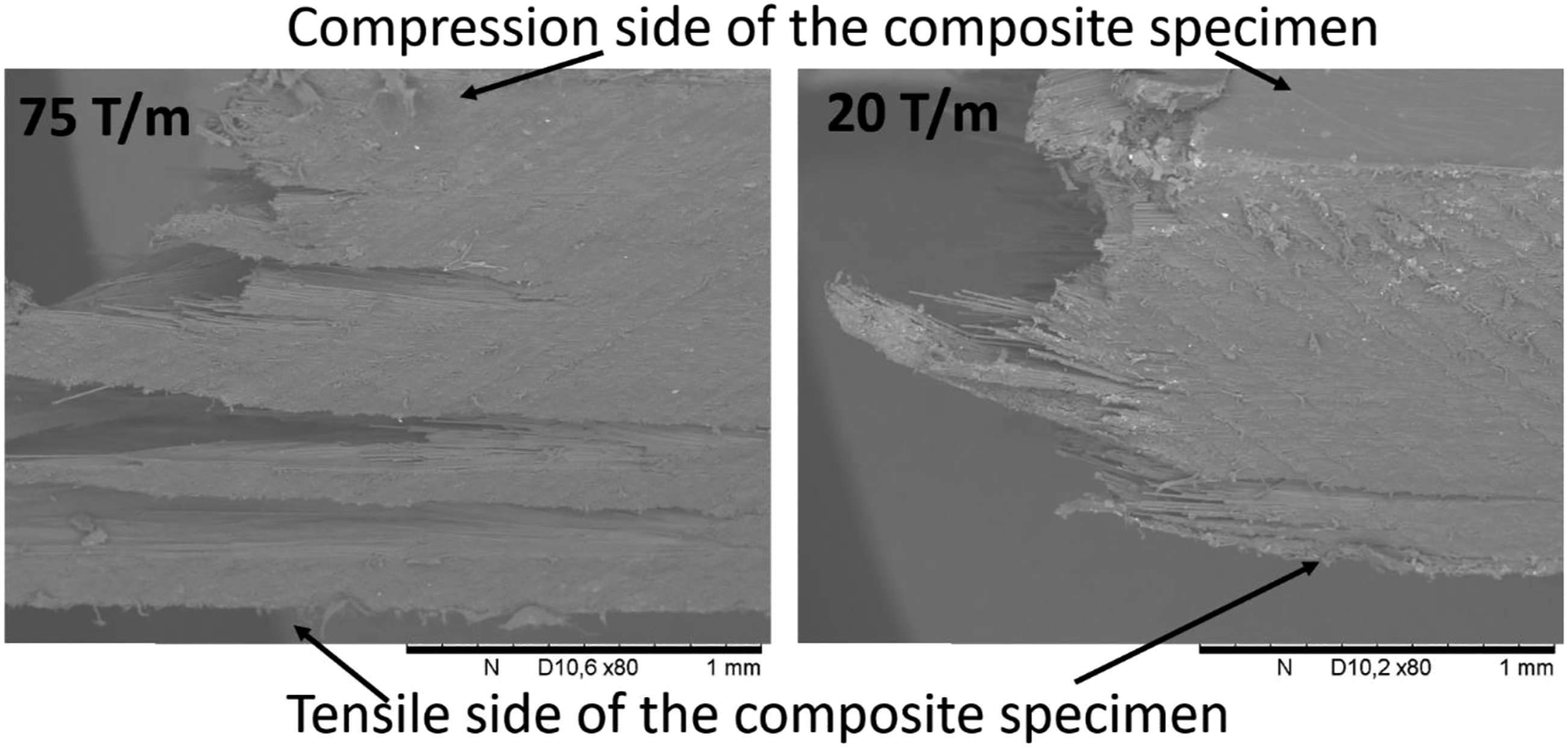
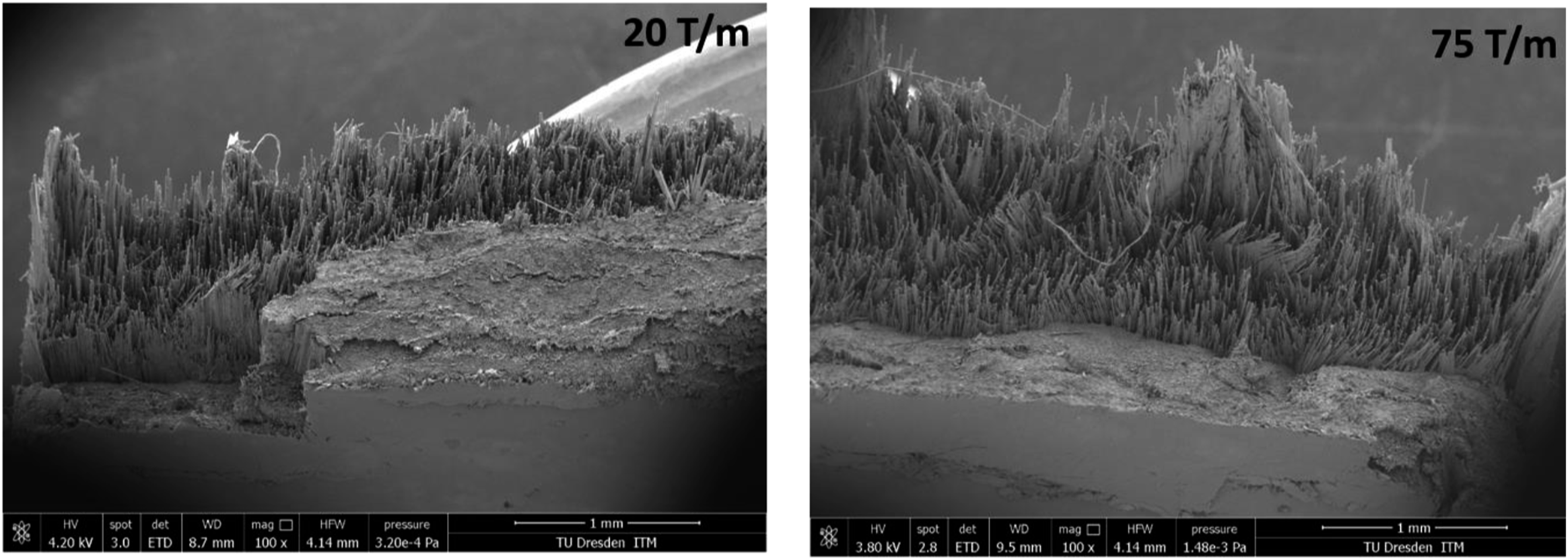
The results of Charpy impact tests of UD composites manufactured from hybrid yarns with different twists are illustrated in Figure 7. Evaluation of impact strength of composites regarding the hybrid yarn twists illustrates an opposite tendency as found for tensile and flexural strength test of composites in 0° direction. A decrease in composites stiffness can be revealed during tensile and flexural strength test with the increase in yarn twist as a result of fibre obliquity. Consequently, composites produced from hybrid yarns with higher twists are less brittle and can absorb more energy during impact testing. Therefore, an increase in impact strength with the increase in yarn twist can be observed. Composites manufactured from hybrid yarn with 75 T/m show the highest impact strength of 92 ± 10 KJ/m2. From the typical fracture mode of the composite specimen after Charpy-impact test (shown exemplarily for 20 and 75 T/m) in Figure 8, it can be observed the protruding ends of fibre (on the tensile side of the specimen) are longer in the case of specimen produced with 75 T/m compared to those with 20 T/m. This indicates also that composite specimen with 75 T/m absorbs more energy before fracture that that with 20 T/m. Average impact strength and breaking force during the Charpy impact test of the UD composites produced from hybrid yarns with varying twists. SEM images of breaking positions of composite specimen after Charpy impact test.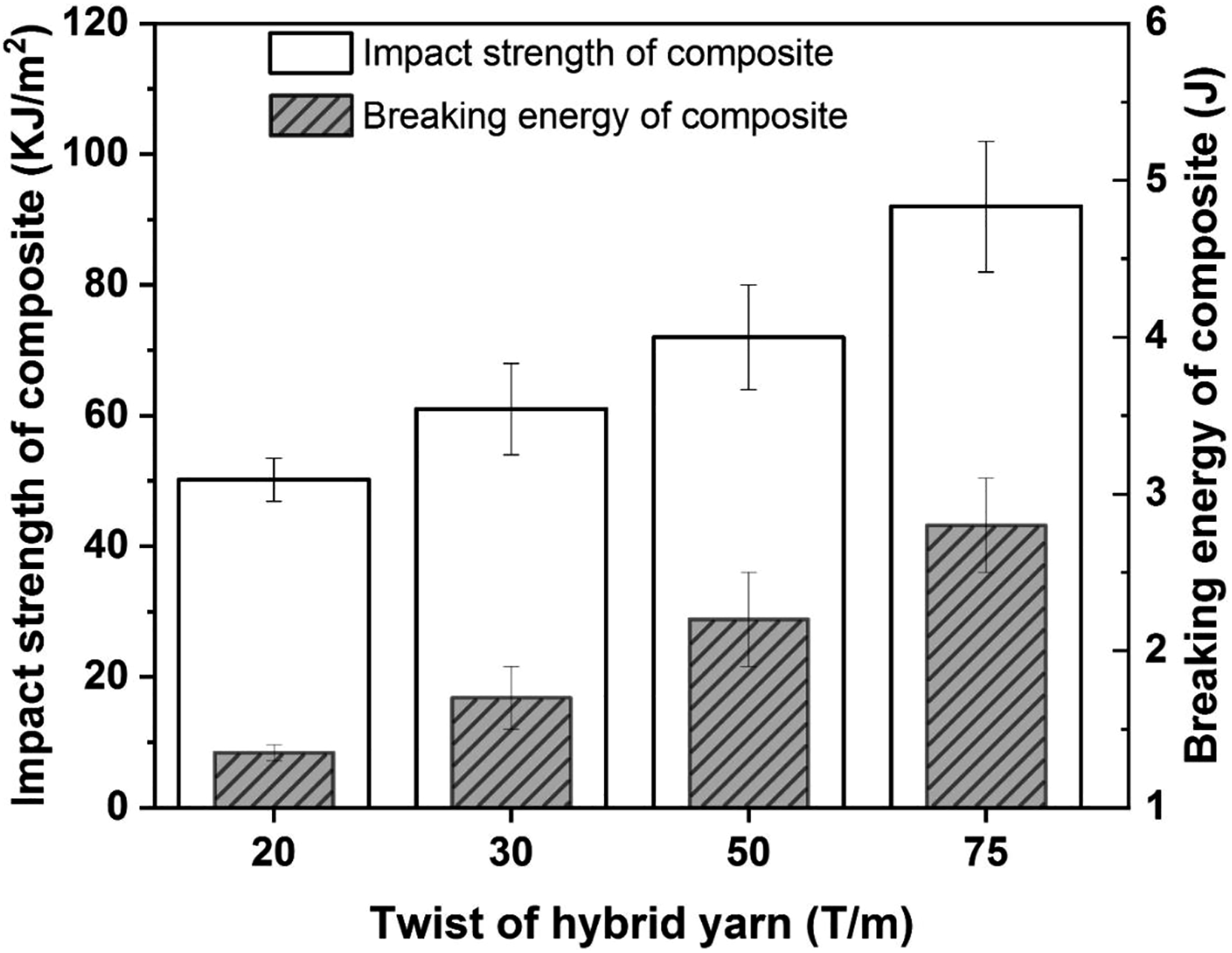
Conclusions
In this article, the successful development of low twist hybrid yarns consisting of discontinuous CF and PA6 fibres for high performance thermoplastic composites in semi-industrial scale is reported. The hybrid yarns were produced using carding, drawing and a roving frame machine. Continuous card slivers could be generated in reproducible quality causing little damage to CF on a semi-industrial scale carding machine. Based on the slivers, hybrid yarns with the twists 20–75 T/m are produced in this investigation. The effect of twist on composite properties was revealed. The tensile strengths of UD composites decrease with increasing yarn twist. The composites manufactured from the developed hybrid yarns with a twist of 20 T/m show a high tensile strength and Young’s modulus of 1453 ± 27 MPa and 94 ± 6 GPa, respectively. Similarly, composites manufactured from hybrid yarns with 20 T/m show the highest flexural strength and flexural modulus of 1090 ±41 MPa and 98 ± 5 GPa, respectively, whereby composites manufactured from hybrid yarn with 75 T/m show the highest impact strength of 92 ± 10 KJ/m2.
It is expected that the results can be transferred for the production of hybrid yarns from waste/reclaimed CF. Thus it will contribute to the broad adoption of CFRP on the market and make a very high contribution to environmental protection and sustainability. The automotive and supplier industries, in particular, will benefit from the high number of component parts, since this industry requires short cycle times, low-cost materials, and a high level of automation.
Footnotes
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This article presents parts of the results achieved within the Projekt CH 174/46-1 funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation) – 407164652. The funding is gratefully acknowledged.