
Abstract
In the fused deposition modelling technique, various type of thermoplastic is printed layer by layer. Among those biopolymers, Poly Lactic Acid occupies a massive space due to their excellent biodegradability. The present work concentrates on using almond shell particles as potential reinforcement in making Poly Lactic Acid (PLA) filaments by a filament extrusion process using a double screw extruder. The extruded filaments of 1.75 ± 0.5 mm diameter is used to make PLA/almond shell composite. This study distillates the effective process parameters for the 3D printing of PLA/almond shell composite and its compressive strength were evaluated. Design of Experiments is followed for the optimization process. The experiment was conducted by varying the five factors (infill pattern, infill density, printing orientation, printing temperature, and printing speed) and three levels. L27 orthogonal array is developed for the experimental procedure, and Taguchi optimization technique is employed for the optimization process for obtaining maximum compressive strength for the produced PLA/almond shell composite. The experimental results show that the infill density and printing orientation have a higher impact than the other printing process parameters with respect to the compressive properties. The mathematical models are developed from the optimization results for the compressive strength analysis of the PLA/almond shell composites. Based on the regression analysis results, the proposed mathematical model has an error percentage of 3.70% and has a good fit with the experimental results. Fractured samples clearly show that the higher infill density of PLA/almond shell samples doesn’t undergo premature buckling failure under the compressive loading.
Introduction
Additive manufacturing refers layer by layer manufacturing of components with various complex designs and process which doesn’t the need for special moulds and tools for the casting of the parts. 1 Among the different additive manufacturing techniques, the Fused Deposition Modelling (FDM) process involves printing thermoplastic materials in the form of filaments. The principle involved in the printing of FDM technique is the fusion of thermoplastic filaments and deposition by layer by layer on the printing bed. The parts are built-in three-dimensional direction. 2 The material wastage is reduced using additive manufacturing techniques, and processes were optimized with zero wastage. Additive manufacturing is preferred over conventional manufacturing processes due to its excellent support towards the practical application on component building. 3
Sustainable development and environment-conscious move towards the usage of polymeric materials in limit. Not using plastic in daily routine life is difficult; nowadays, everyone uses petroleum by-products. So, reducing the consumption of polymeric materials is by incorporating the natural-based fillers or particles in the component making called 'Natural fiber Polymer composite'. 4 The utilization of natural fibers or particles as reinforcement in the making of polymer composite has many advantages such as biological degradability, cost-saving, CO2 balance, etc. 5 Compared with natural fiber reinforced polymer composite, natural fillers added composite have possesses limited advantages. For the fiber-reinforced composite, the mechanical properties depend on the direction of fiber orientation. Still, in the case of natural fillers composite, the mechanical strength will be uniform in all the testing directions. 6 There are many studies on the development of natural fiber reinforced polymer composites; the overall results depict that the added natural filler composites experience better results in terms of inexpensive, sufficient availability, comparable strength, and less density than the synthetic fiber-reinforced composites.7,8
Nowadays, there are more studies on the utilization of various inorganic and organic fillers in the extrusion of polymeric filaments to prepare 3D printed polymeric components. Arif et al. has studied the effect of adding CNT and graphene platelets in the PEEK matrix using the fused filament fabrication technique. The results highlight that by adding 3%, CNT has increased the young’s modulus by 20% and storage modulus by 66%. 9 Hanon et al. has prepared bronze particle added PLA composite using fused deposition modelling technique. The mechanical and tribological properties of the prepared components regarding print orientation were studied experimentally. The results show that the 'on edge' print orientation leads better tensile, flexural, and tribological strength for all the bronze particle added PLA polymeric composites. 10
The prime importance of this study is the incorporation of natural fillers in the development of polymeric filaments for the fused deposition modelling process. The problem during the processing of the natural filler in the polymer matrix is in-homogeneity of filler dispersion in the polymer matrix, 11 porosity, 12 void formation, 13 and varying fiber diameter. 14 So, the dispersion of natural fillers can be carefully studied before extruding the filaments from the extruder. There are a limited number of studies on the development of natural filler reinforced thermoplastic composites using FDM processes. Balla et al. studied the impact of adding soybean hull fiber as reinforcement in TPC elastomers for the fused filament fabrication processes. The results show that, it is possible to produce filaments with 5 and 10 wt% of soybean hull fiber as reinforcement. Chemically treated soybean hull added composite exhibits higher fracture toughness than the untreated composites. 15 Bhagia et al. has developed new polymeric filament material from the poplar trees for the 3D printing process. The results show that, the median tensile strength of 37–54 MP and Young’s modulus of 2.9–4.9 GPa were observed on the poplar tree filler added polymeric filaments. 16 So, a more significant number of new natural fillers are available to develop composite filaments, and they should be characterized carefully before using in the 3D printing (FDM) machine.
From the various available natural fillers, almond shell hulls are the agricultural residue after processing the removal of delicious nuts from the pulp 17 ; as per the medical recommendations such as antioxidant and antidiabetic property the almond shells are used as food additives. Almond shell, composed of 31% cellulose content, it is incinerated and used as fossil fuel. 18 Among the various agricultural residues, China itself produced 30,000 metric tons of almond shell solid waste in 2016. 19 There is limited literature on the processing of almond shell filler as reinforcement in the production of polymer composite using injection moulding and hand layup technique. From the overall literature, the addition of almond shell has improved the tensile strength and toughness of the polymer composites. Current work concentrates on developing almond shell reinforced PLA composite by fused deposition modelling technique. There are similar kinds of wood filled polymer composites were developed by the various researchers.20,21
In the fused deposition modelling process, for the manufacturing of polymeric components from the newly developed natural filler reinforced polymeric filaments, the process parameters for the printing process have to be optimized before developing a bulk component. The essential mechanical properties on the optimization of the print quality are to be tensile and compressive strength. The optimal combination of printing parameters for the printing of novel new particle added filaments for the fabrication of polymeric composite in the fused filament fabrication process has to be understood.
Liu et al. has prepared and optimized the printing conditions of newly-developed wood, ceramic, and metal particle combined with carbon fiber reinforced PLA composite. The process was optimized with different build orientations and raster angles for the different types of added particles. The result shows that better formability was observed on the neat PLA material. All conditions ‘on edge’ orientation experience a better mechanical property than the other orientations 22 Le Duigou et al. stated the mechanical properties of FDM 3D printed wood filaments for the polymeric bio-composites with various printing orientations (0º and 90º) and printing widths (100, 200, and 300%). The results show that the mechanical property depends on the fiber orientation due to its fiber anisotropy. 11 Zandi et al. has optimized the printing parameter for the flexural properties of the wood/PLA polymer composite. The result highlights that, layer height is the most influential parameter for optimizing the flexural properties. The optimal combination for the maximum flexural strength for the wood/PLA composite will be 0.2 mm layer thickness, 75% infill density, and 35 mm/s printing speed. 23
Mohit et al. studied the tensile, thermal, shape memory, and morphological characteristics on the ZnO reinforced PLA samples fabricated through FDM process. L9 orthogonal array was followed in their research for determining the optimal process parameter. It was concluded that the sample fabricated with the infill percentage of 80%, and triangular infill pattern possess great young’s modulus. 24 Kumar et al. observed the wear, flexural and morphological properties of the PLA-PA6/TiO2 polymeric matrix fabricated through additive manufacturing. The research concluded that the rectilinear infill pattern, and 90 mm/s printing speed were the optimal process parameters in the flexural samples fabricated through FDM. 25
Dave et al. investigated the tensile strength and failure modes of the sample fabricated through FDM process. The optimal temperature range for fabricating the feed stock material (PLA) were analyzed and described in their research. Their research concluded that the raster angle and raster width were the significant process parameter in attaining great tensile strength. 26 Heidari et al. optimized the printing process parameter involved in the FDM process. Polylactic acid thermoplastic was used as a feedstock material in their experiment for fabricating Tensile samples. Their research concluded that the layer thickness of 0.1 mm, printing speed of 40 mm/s, and infill density of 80% were optimal printing process parameter in terms of Ultimate Tensile Strength (UTS). 27
From the overall presented state of the art, the mechanical properties of the additively manufacturing process for the newly developed natural filler added filament has to be analysed experimentally. For the present work, agricultural waste almond shell filler has been added as a reinforcement in the making of PLA/wood composite. Scanning Electron Microscopy technique analyses the surface morphology of the extruded filaments. The process optimization was carried out by varying the printing parameters such as infill pattern, printing orientation, infill density, printing speed, and printing temperature. Taguchi L27 experiment was selected to reduce the number of experimental runs. Compression strength for the printed samples was analyzed, and the process was optimized, and the most influential parameter and the regression model were developed for the particular type of PLA/almond shell filaments printed in the FDM processes.
Materials and method
Raw materials
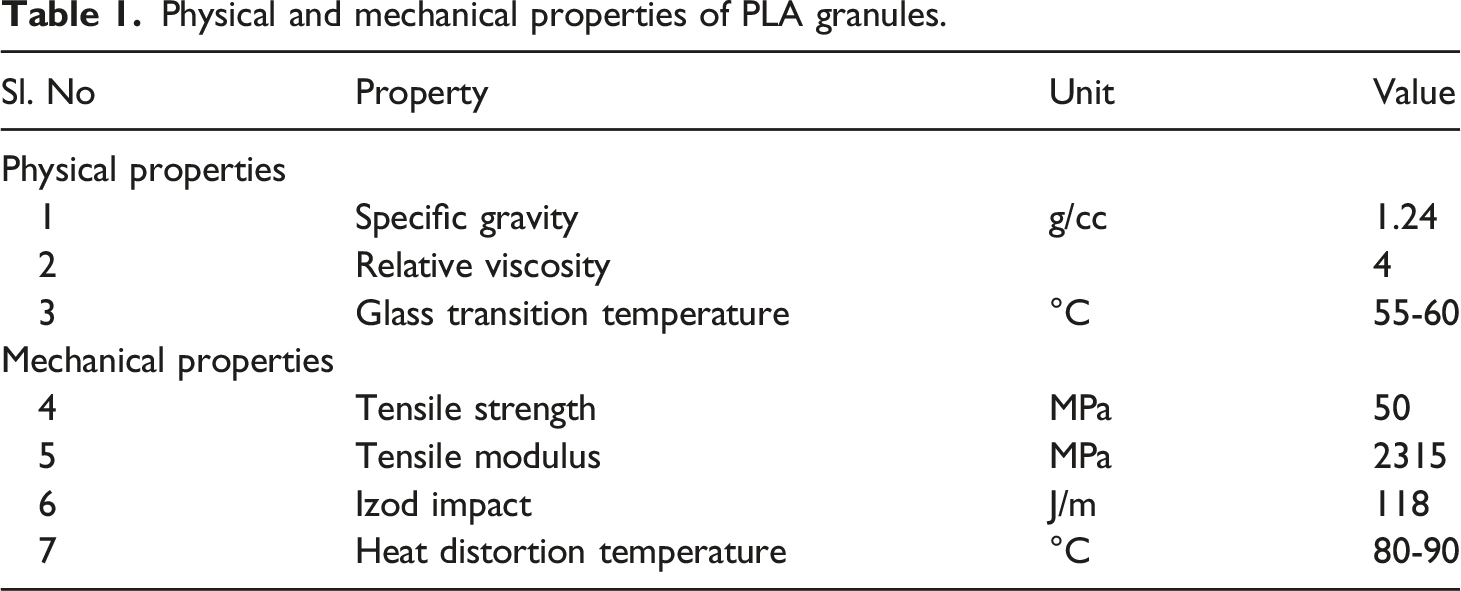
Physical and mechanical properties of PLA granules.
Preparation of almond shell particle
Almond shell hulls were purchased from the almond nuts processing industry, and the collected hulls are cleaned from dirt and impurities. Initially, the cleaned hulls are crushed using a jaw crusher. Further, the crushed particles are again size reduced by willy mill. After crushing, the uniform size particles were obtained by sieving the crushed particles using a Sieve shaker. The crushed particle with an average particle size of less than 50 µm. Crushed almond shell particles were undergone for silane treatment; the treatment was undergone using tri vinyl ethoxy silane chemical reagent purchased from Sigma Aldrich, UK. 28 Chemically processed almond shell particles are used to prepare polymeric filaments for the printing of polymeric components.
Sample fabrication
A desktop-type single screw extruder (Make: Filastruder, US) was used to extrude the PLA polymeric filaments. During polymeric filament extrusion, the extrusion process parameter has mostly influenced by the filament diameter and its mechanical strength. The initial experiment setup was done on a neat PLA polymer, and the optimized condition for the PLA polymer was understood by trial-and-error method. In the present work, 20% of almond shell filler was added, and suitable binding agent, PLA polymeric granules are added to stick the almond shell particles on the surface of the PLA granules. Two-stage extrusion was done for the uniform dispersion of almond shell particles into the polymeric resins. For the first extrusion, the 20% almond shell and 80% PLA granules are mixed in the extrusion machine for each 1 cm; the filament is cut down and chopped (Melt blending). Again, the filaments are put into the hopper, and the extrusion process is undergone further, and 1.75 mm ±0.05 mm diameter filament are extruder from the extruder machine. The extruded PLA/almond shell filaments are automatically winded using automatic winder unit. The extruded filaments are used for the 3D printing process. During the filament extrusion process, the printing temperature of 155–165°C and screw rotational speed of 20–30 rpm is maintained throughout the filament extrusion process.
3D printing of prepared PLA/almond shell polymeric filament
The prepared polymeric PLA/almond shell filaments are printed using the desktop type FDM 3D printer (Make: Pratham 3.0, India). Samples are printed as per the requirement and test conditions for evaluating the mechanical properties of the new materials. Before printing the samples, calibration is essential for the printing process. To obtain the desired quality of printing the specimens, the axis movement in all three (X, Y, and Z) direction should be calibrated, before starting the printing. Figure 1(a) and (b) shows the 3D printer and the printing process for printing PLA/almond shell composite. Schematic layout of the additive manufacturing process (a) FDM machine, (b) 3D printing of PLA/almond shell compressive sample, and (c) compression testing of the prepared composite.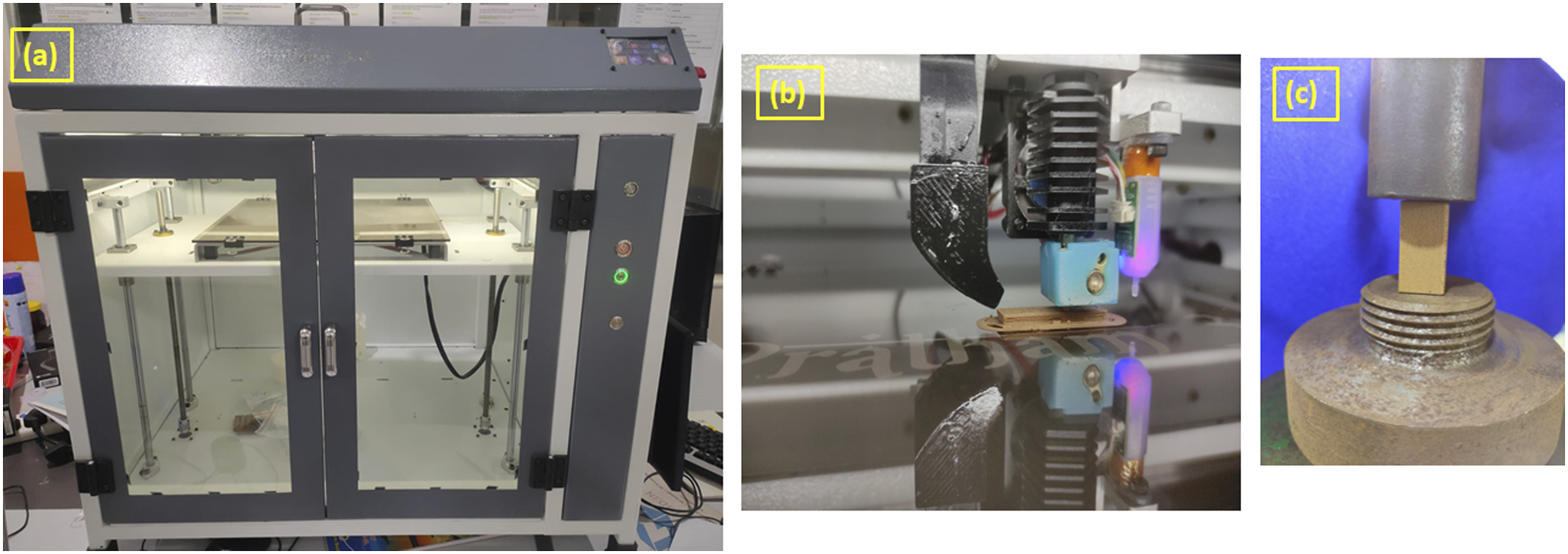
The design model for the mechanical testing sample is designed as per the ASTM standard by using CATIA V5R20 edition software. After designing the required dimension in the design software, the model is saved in STL format. By using slicing software such as CURA, the STL file is converted into G-code for the proper printing of the designed component. The variable process parameter during printing of the model is feed at this stage itself. Based upon the component requirement, the various parameter was varied.
Mechanical testing of the prepared sample
Compression testing evaluates the maximum compressive load on the object that can withstand under sever loading condition. The compression test was carried out in a Universal Testing Machine (INSTRON 3367) with a compression testing attachment attached to the machine. The experiment was carried out as per the ASTM D 695 standard with a testing speed of 1 mm/min. Compression samples are designed using CATIA V5R20 software and the rectangular-shaped sample of dimension 25.4 mm length and 12.7 x 12.7 mm cross-section. During the compressive testing, the prepared PLA/Almond shell compressive sample at different process parameters is placed in between the two plates and the compressive load is applied to the respective samples, and it is illustrated in Figure 1(c). For each respective condition five samples were printed and tested respectively.
Printing process parameter selection and optimization
Parameters and levels for the 3D printing of FDM process.
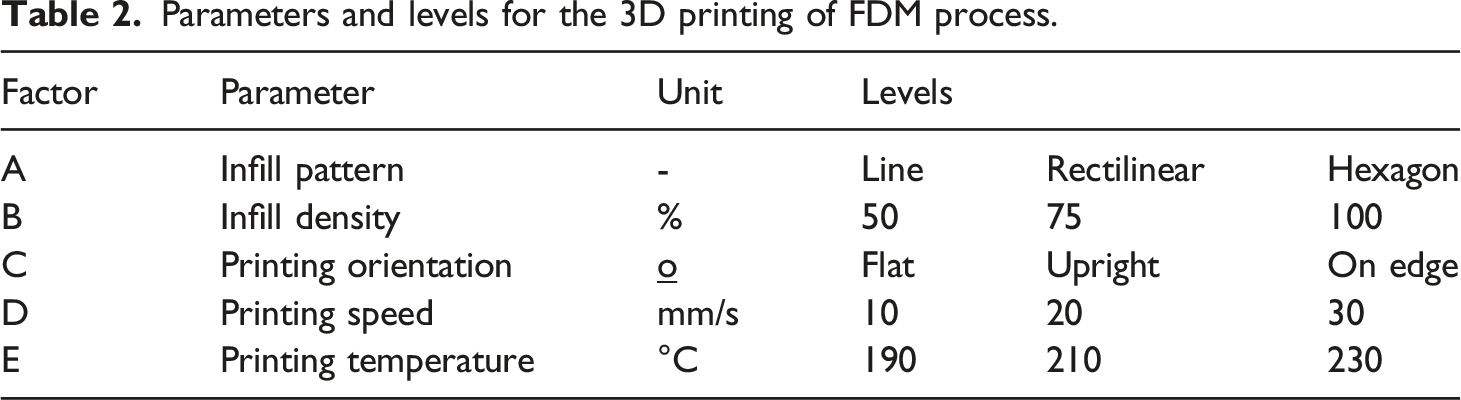
Based on the factors and levels, the L27 Taguchi orthogonal array was selected to conduct the 3D printing operation. For the each set of printing parameters, five samples are tested to analyse the printing and experimental error during the process. In this experimental study, 135 compressive samples have to be tested. To analyse the influence and interaction of each factor, Minitab 20 software was used. Among the selected experiments the optimization process and the p-value of each experiments value should be less than 0.05. To print the compressive samples remaining all printing parameters should be maintained constant. Furthermore, the regression equation and model for the best fit were predicted with independent factors (infill pattern, infill density, printing orientation, printing speed, and printing temperature) and dependent variables such as compressive strength.
For optimizing the compressive strength, the ‘larger the best condition’ is followed. The expression for the respective response is shown in the equation mentioned below,
Based on the observed results the light weight composite with respect to compressive strength is considered. Another output response such as compressive strength/density is considered for obtaining the optimal combination for analysing the light weight structural material.
Characterization of compressive tested polymeric sample
Surface features and failure modes of the extruded PLA/almond filaments and 3D printed compressive test PLA/almond shell polymeric samples are analysed using the Scanning Electron Microscopy (SEM) technique. Surface of the compressive tested sample and its macro features are depicted by using the macrography study.
Results and Discussion
Figure 2(a) shows the various printing pattern along with the various infill density, and Figure 2(b) shows the various printing orientation followed for printing the 27 different PLA/almond shell polymer composite. 2-Dimensional representation of various printing parameters (a) infill pattern/infill density, and (b) printing orientation.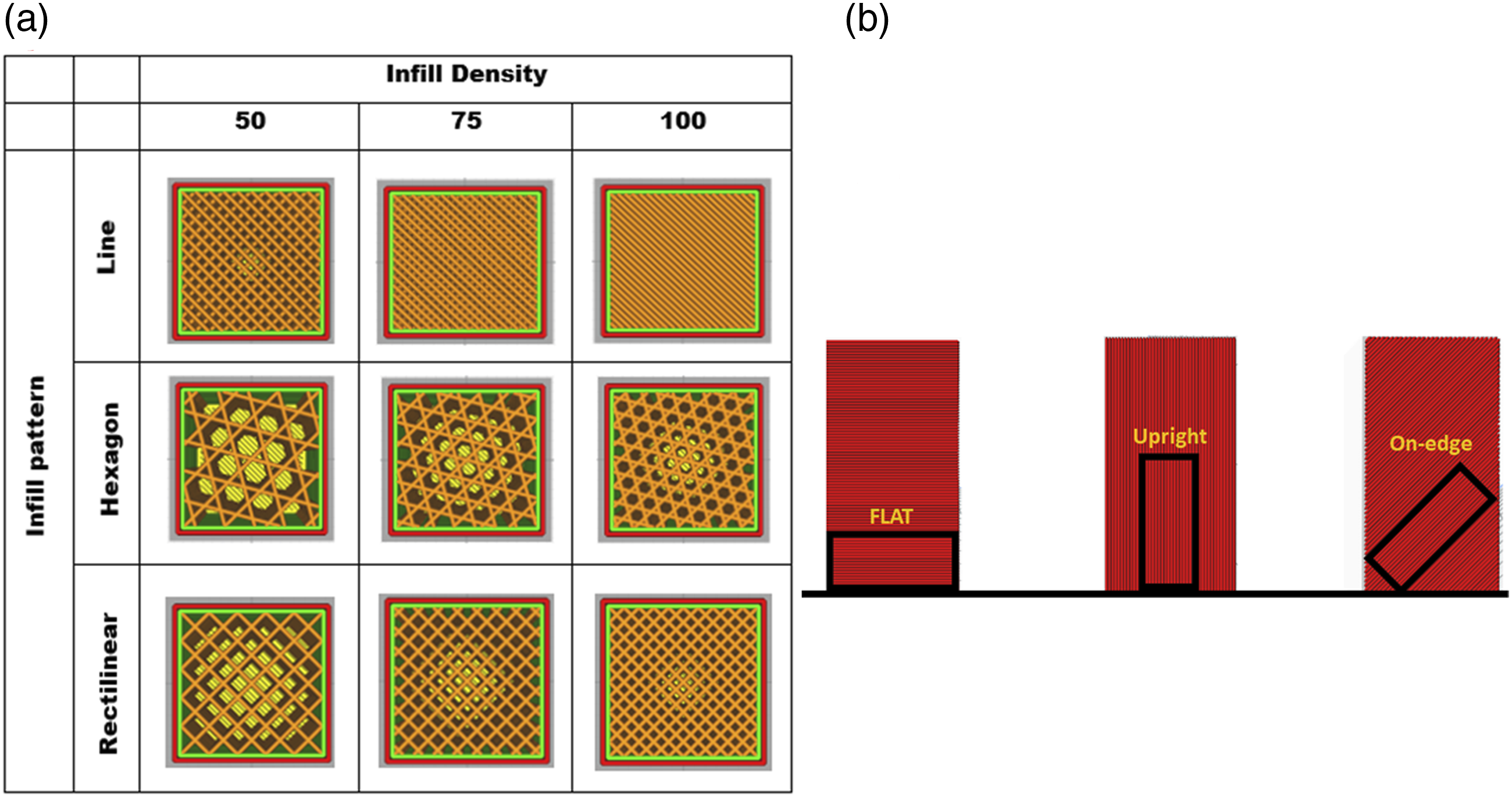
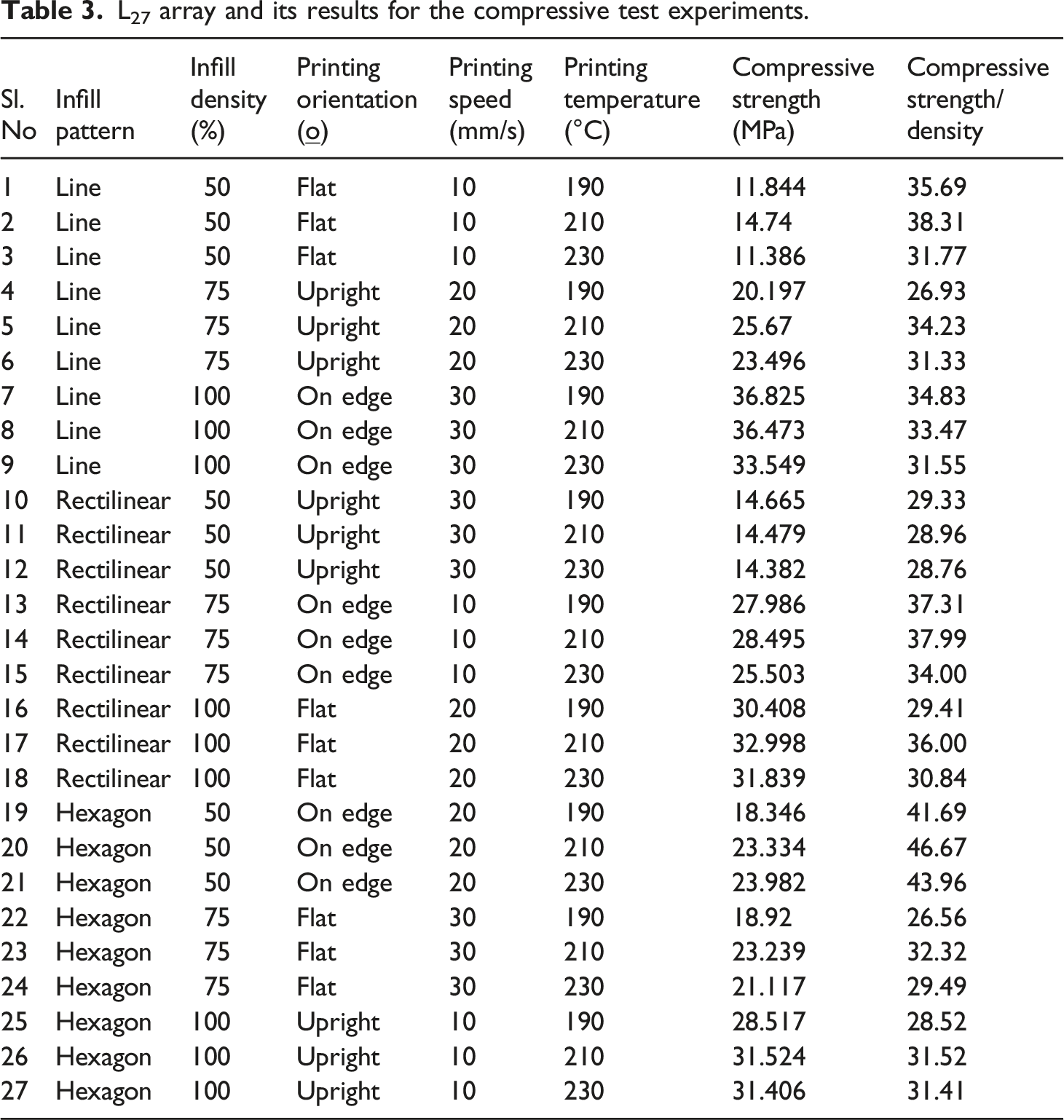
L27 array and its results for the compressive test experiments.
Statistical analysis of compressive strength for the prepared PLA/almond shell composite
Figure 3 shows the main effect plot for the S/N ratio values of the compressive strength response with respect to each parameter, such as infill pattern, infill density, printing orientation, printing speed, and printing temperature. For the 3D printed novel PLA/almond shell polymer composite, the effect of each parameter with respect to compressive properties to be analysed. From the widespread S/N ratio value of the observed results, the infill density and printing orientation have a major impact on the compressive properties with respect to 3D printed novel PLA/almond shell polymer composite. Main effect plot for the compressive strength of 3D printed PLA/almond shell polymer composite.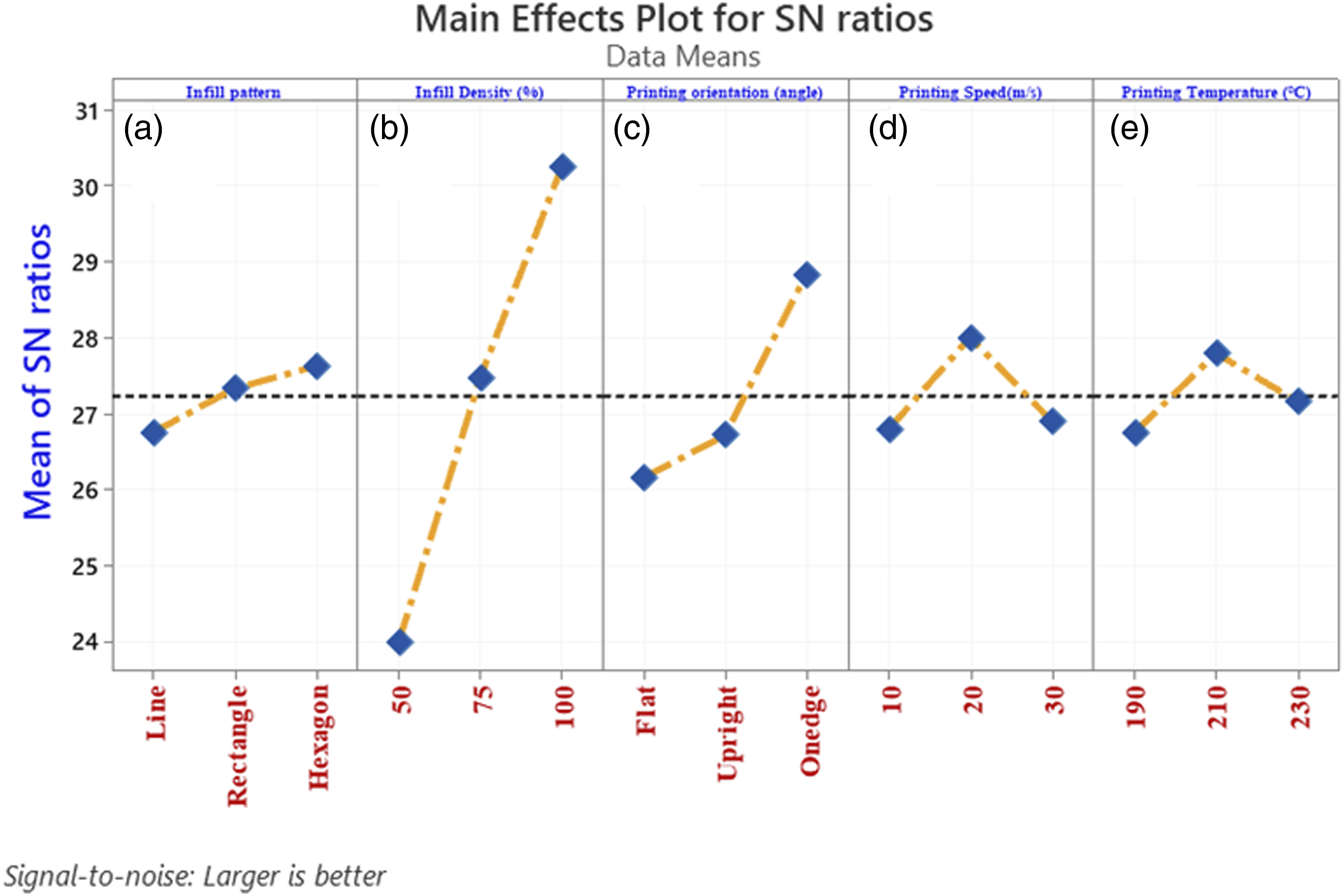
In general, various types of infill patterns are available for 3D printing process, among that three-infill patterns are selected based on the previous literatures discussed in the introduction section. Figure 3(a) shows the main effect plot for the compressive strength property of the 3D printed PLA/almond shell polymer composite with respect to process parameters (infill pattern) such as line, rectlinear and hexagon pattern. Among the various patterns, the hexagon pattern shows the highest compressive strength of 24.97 MPa was observed, followed by a rectlinear pattern of 24.49 MPa. The lowest compressive strength of 24.29 MPa was observed on the line pattern. For the 3D printed almond shell reinforced PLA polymeric composite, the highest compressive strength was observed on the hexagonal infill pattern. The reason for the highest compressive strength observed by the hexagon-shaped infill pattern is ductility. 29 Compared with all other infill pattern the hexagonal-shaped structure experiences a higher spring back effect than the other structures. A similar observation was observed by Ayrilmis et al. on the wood/PLA composite with various infill rate and infill structures. The results show that the maximum compressive strength of 49 MPa was observed on the hexagonal infill pattern. 30
Figure 3(b) shows the process parameter such as infill density with various levels of 50, 75, and 100. Infill density directly correlates with the mechanical properties of the 3D printed PLA/almond shell composite. The maximum compressive strength of 33 MPa was observed on the 100% infill density samples. Increases in the infill density show the direct improvement in the compressive strength of the PLA/almond shell composite. This is due to increases in the infill density causes fewer air gaps and porosity in the composite. 31 This results in increases in the mass of the composite, which improves the load-bearing capability of the composite. Zandi et al. observed similar observation on the wood/PLA polymer composite. The results highlight that the highest infill density shows the maximum mechanical properties of the 3D printed polymer composite. 23
Figure 3(c) shows the main effect plot with respect to the printing orientation of the PLA/almond shell composite. The experiment was conducted with various flat, upright, and on edge combination printing orientations. The printing orientation has the second most influential parameter for the compressive strength of the 3D printed PLA/almond shell composite. Among the various printing orientation, the highest compressive strength of 28 MPa was observed on the on-edge type printing orientation. The reason for higher compression strength for the on-edge type samples has a small contours size with more number short inner lines. In case of flat samples, the printing line which is parallel with the contour lines. Similarly, for the upright samples, the printing line is built up vertically and does not inter-locked with the contour lines. The samples get fractured more quickly than the on-edge samples for flat and upright samples. A similar result was also observed on the bronze reinforced PLA composite by Hanon et al. 10
Figure 3(d) shows the main effect plot of printing PLA/almond shell with varying process parameters such as printing speed with various levels of 10, 20, and 30 mm/s. The results highlight that the maximum compressive strength of 26 MPa was observed at 20 mm/s printing speed. Beyond 20 mm/s, there is a decrease in the compressive strength. The higher printing speed of 30 mm/s shows the lowest compressive strength of 23 MPa. Figure 3(e) shows the main effect plot for the printing parameter, such as printing temperature with different levels of 190, 210, and 230°C. From the observed results, the maximum compressive strength of 26 MPa was observed on the 210°C. Beyond this temperature, there is a decrease in the compressive properties of the printed PLA/almond shell polymer composite. The results clearly show that 210°C shows the highest compressive strength beyond the limit the compressive strength is reduced. This is due to extra ductility obtained by the material above 210°C. Alafaghani and Qattawi also obtained a similar observation on the PLA material fabricated through the FDM technique. 32 From the overall results, the optimal combination for the 3D printing of PLA/almond shell composite with respect to obtaining maximum compressive strength were infill pattern of hexagon, infill density of 100%, the orientation of on edge, printing speed of 20 mm/sec and printing temperature of 210°C.
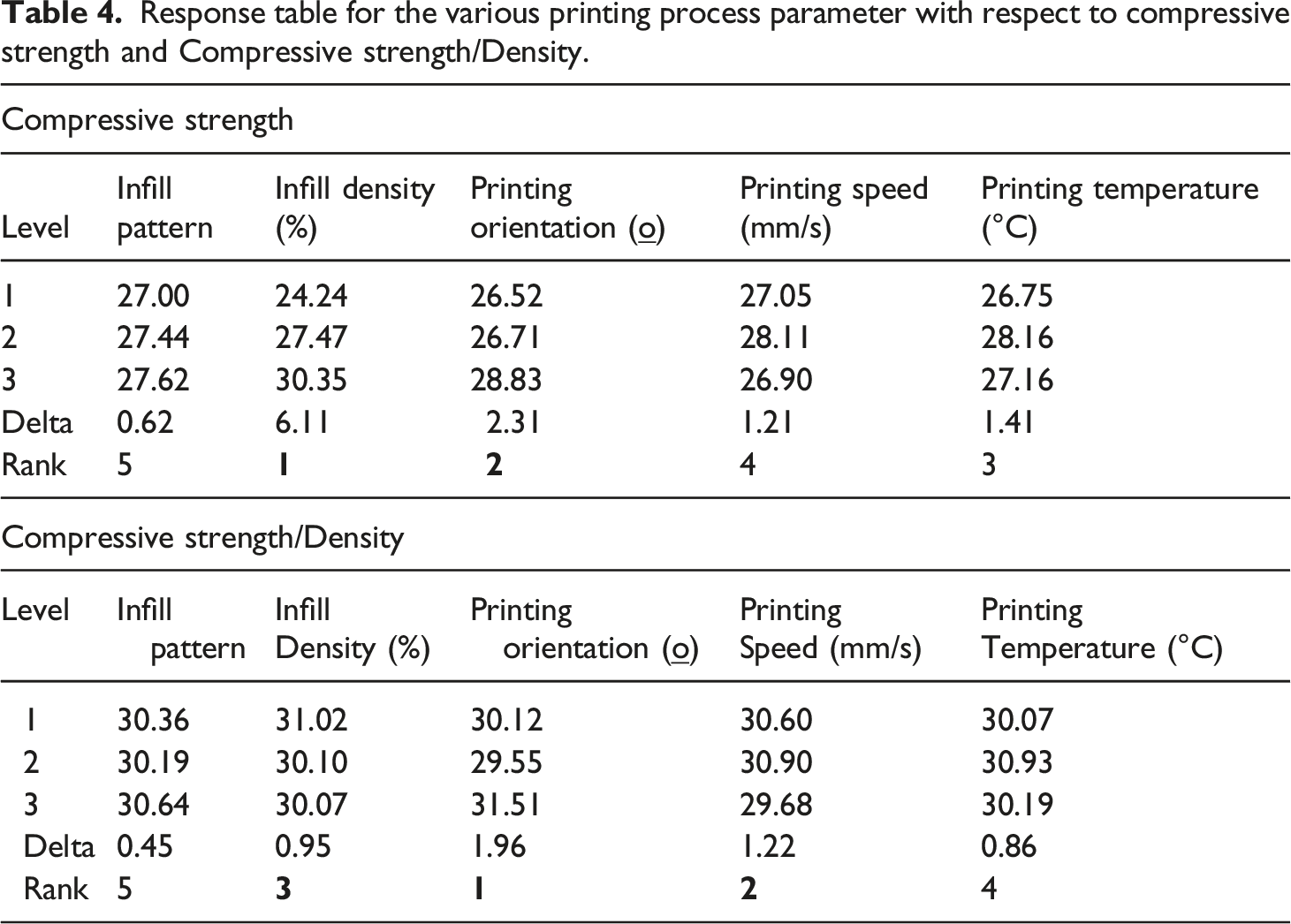
Response table for the various printing process parameter with respect to compressive strength and Compressive strength/Density.
Analysis of Variance and Regression analysis
ANOVA results for compressive strength property of the 3D printed PLA/almond shell composite.
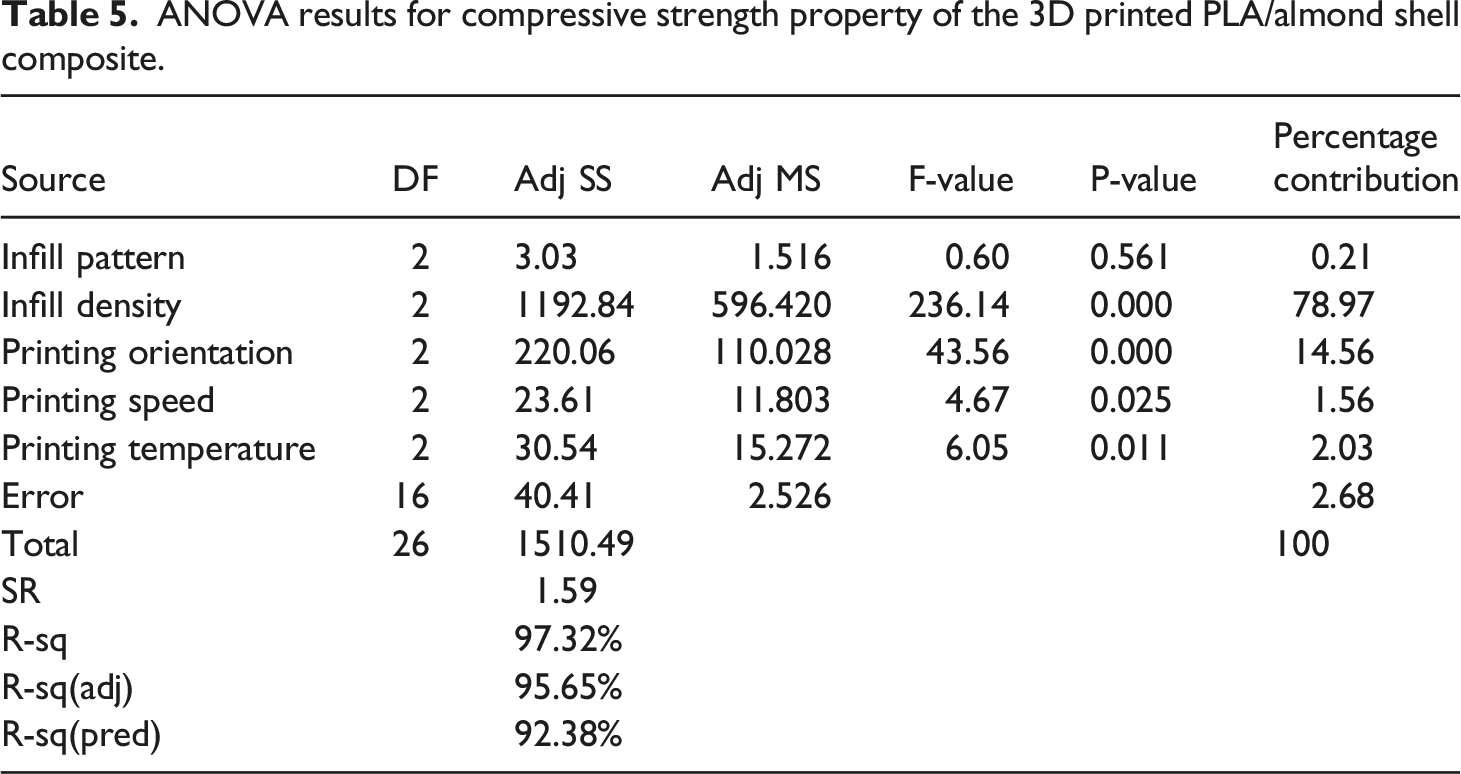
From the observed results shown in Table 5, the infill density, printing orientation, printing temperature, and printing speed, the p-value are less than 0.05 and have a significant effect.
Figure 4 shows the percentage contribution plot of the 3D printing process with respect to compressive properties of the newly fabricated PLA/almond shell polymer composite. Infill density has a major contribution of 78.97%, followed by a printing orientation of 14.56%. The remaining parameters, such as printing temperature and printing speed, have minor contributions of 2.03 and 1.56%, respectively. For the compressive strength analysis of PLA/almond shell composite, the infill pattern doesn't have a major contribution during the printing of the composite. Percentage contribution plot of 3D printing process parameter for the PLA/almond shell composite.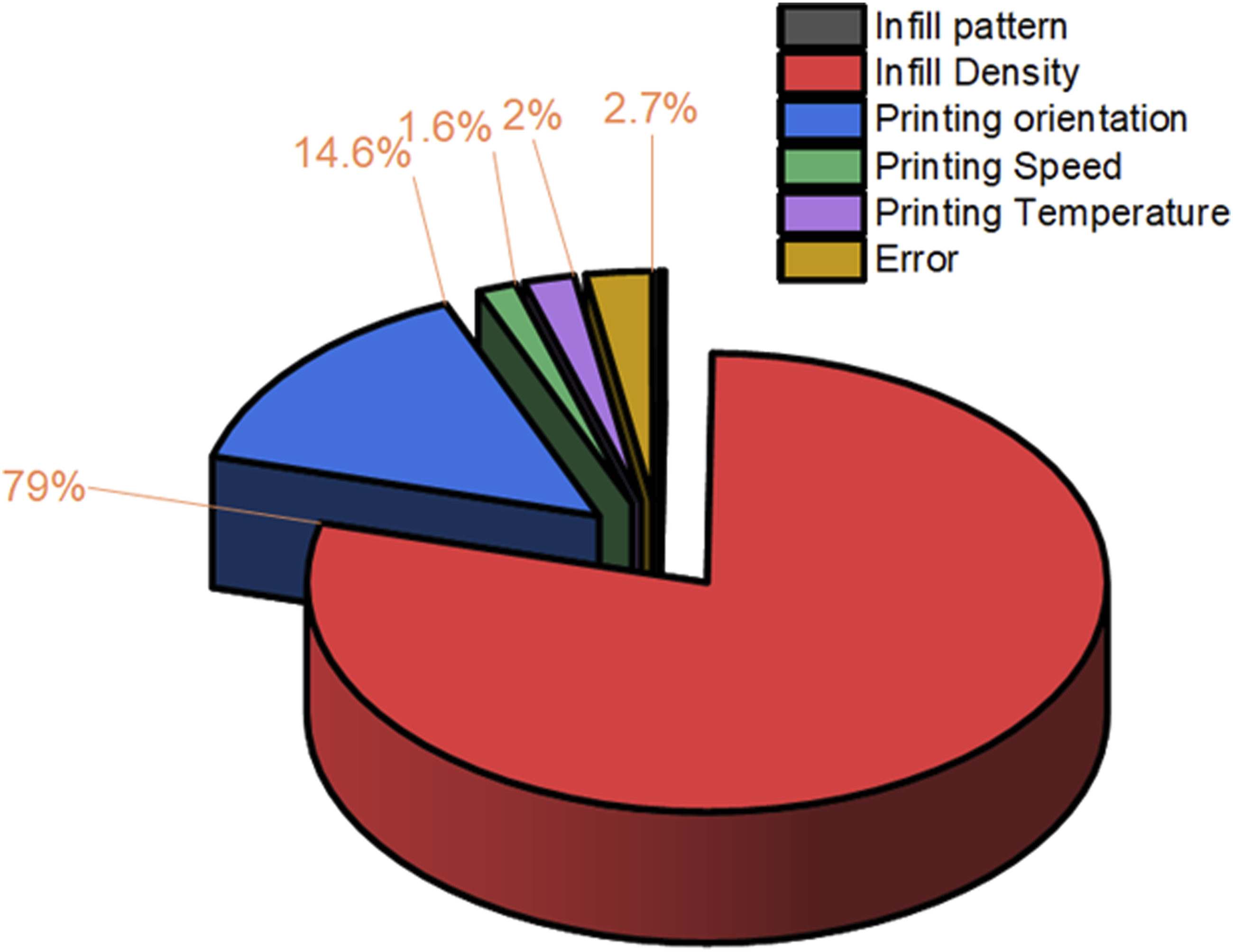
The mathematical model for the PLA/almond shell polymeric materials with respect to compressive strength property was developed using the regression analysis. MINITAB 2020 statistical software was used for the development mathematical model. The various process parameter values are considered from the developed mathematical model, and the experimental results are compared with the predicted results to analyse the R-Square value. From the present study, the experimental R-square value was 97.32%, and it matches with the earlier results of Sabarinathan et al.
33
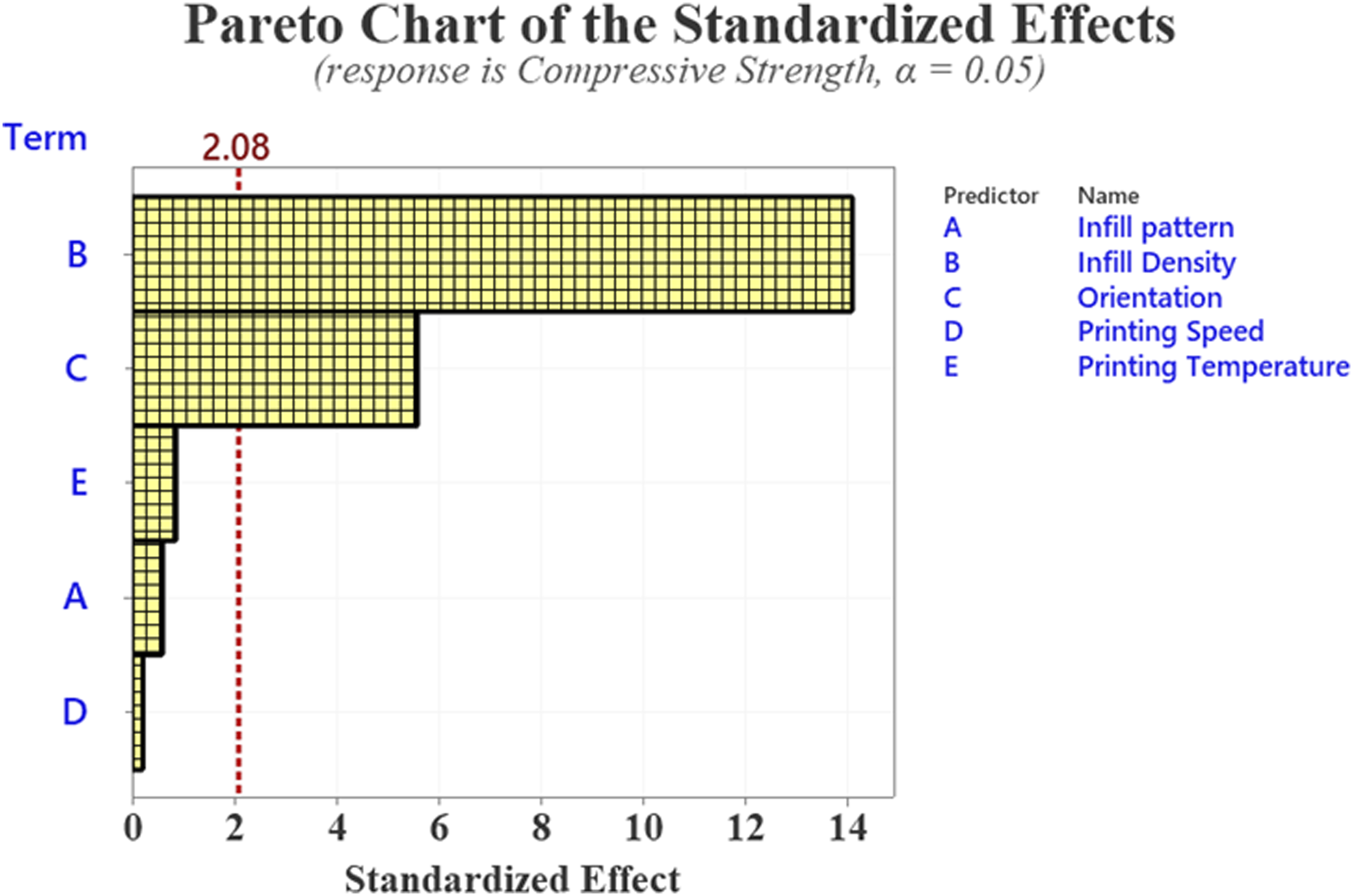
of the sol-gel grain recovery process. This confirms the model is statistically significant. Figure 5 shows the residual plot for the compressive strength of the prepared PLA/almond shell composite. The results depict that all the points in the probability plot match the normal line. This confirms the accuracy of the prediction model, and its fit was good. Figure 6 shows the Pareto chart with a standardized effect for the compressive strength of the PLA/almond shell composite. The bar length matches the 95% confidence level of the predicted model. The interaction effect of infill density and printing orientation of the novel PLA/almond shell material has a higher contribution and impact on the experiments. Residual plot for compressive strength of PLA/almond shell composite. Pareto chart for the 3D printed PLA/almond shell composite for the compressive strength property.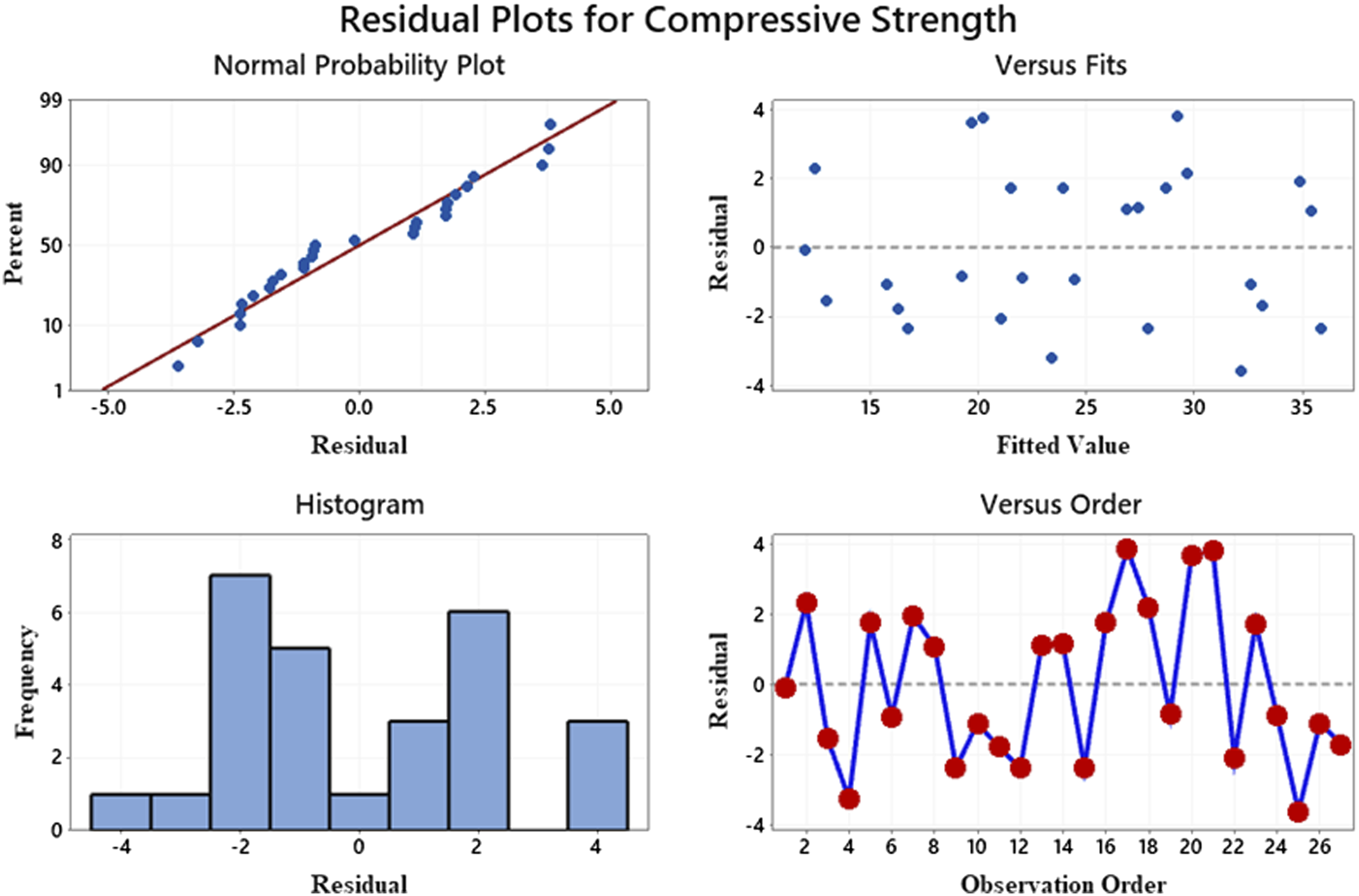
The regression analysis equation for the compressive strength of the PLA/almond shell composite is shown in the equation and the best fit with an R2 = 0.923. The optimal combination from the Taguchi experimental results for the compression strength analysis of the PLA/almond shell composite is considered to analyze the predicted model’s efficiency.
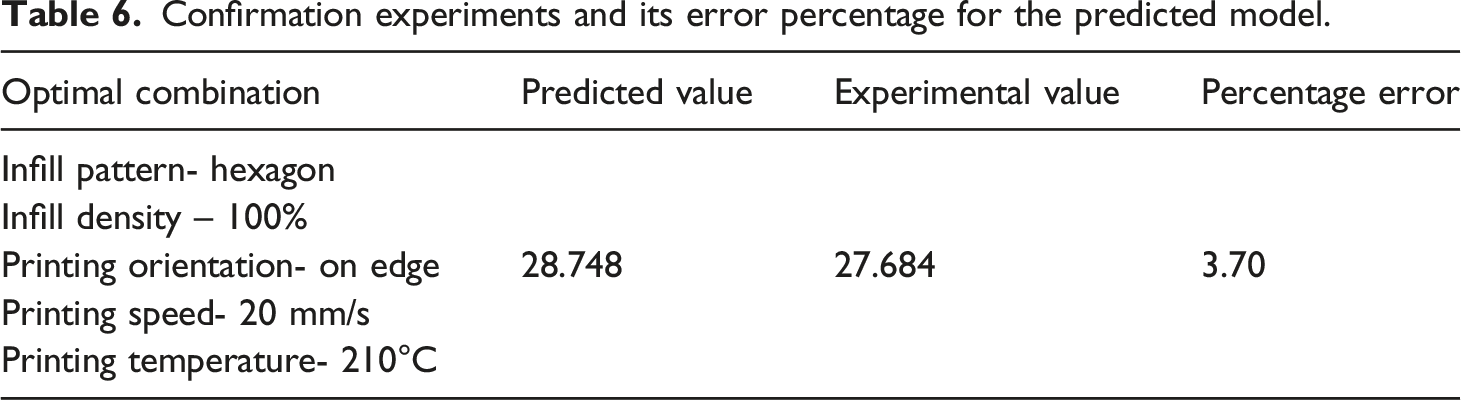
Confirmation experiments and its error percentage for the predicted model.
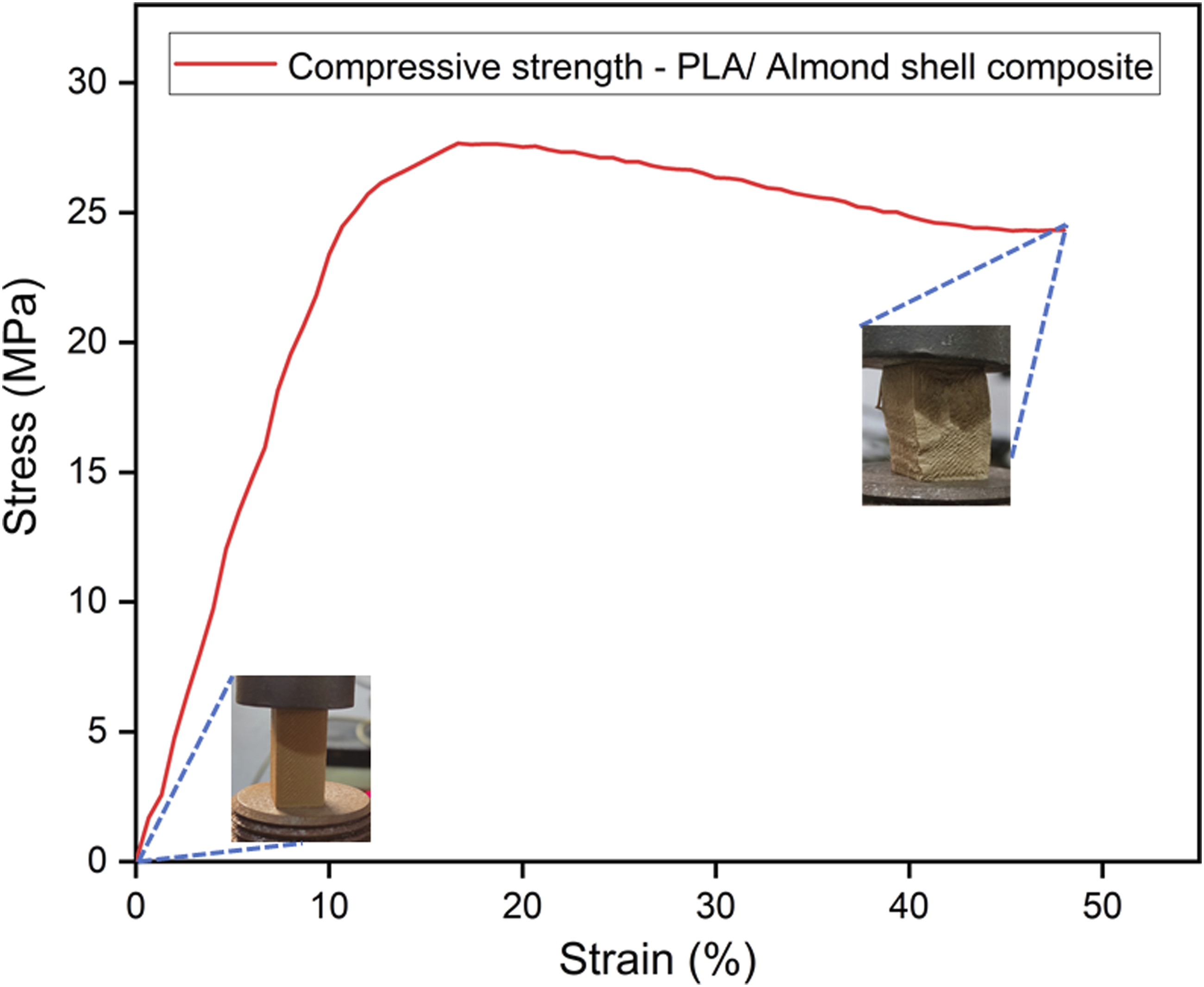
Stress-strain graph for the optimal combination of the PLA/almond shell composite.
Specific statistical analysis of PLA/almond shell with respect to compressive strength/density
Figure 8 shows the main effect plot for the S/N ratio values of the compressive strength/density response with respect to each parameter, such as infill pattern, infill density, printing orientation, speed, and temperature. For the 3D printed novel PLA/almond shell polymer composite, the effect of each parameter with respect to compressive property/density to be analysed. From the widespread S/N ratio value of the observed results, the printing orientation, speed, temperature and infill density have a major impact on the compressive property/density with respect to the 3D printed novel PLA/almond shell polymer composite. Main effect plot for the compressive strength/density of 3D printed PLA/almond shell polymer composite.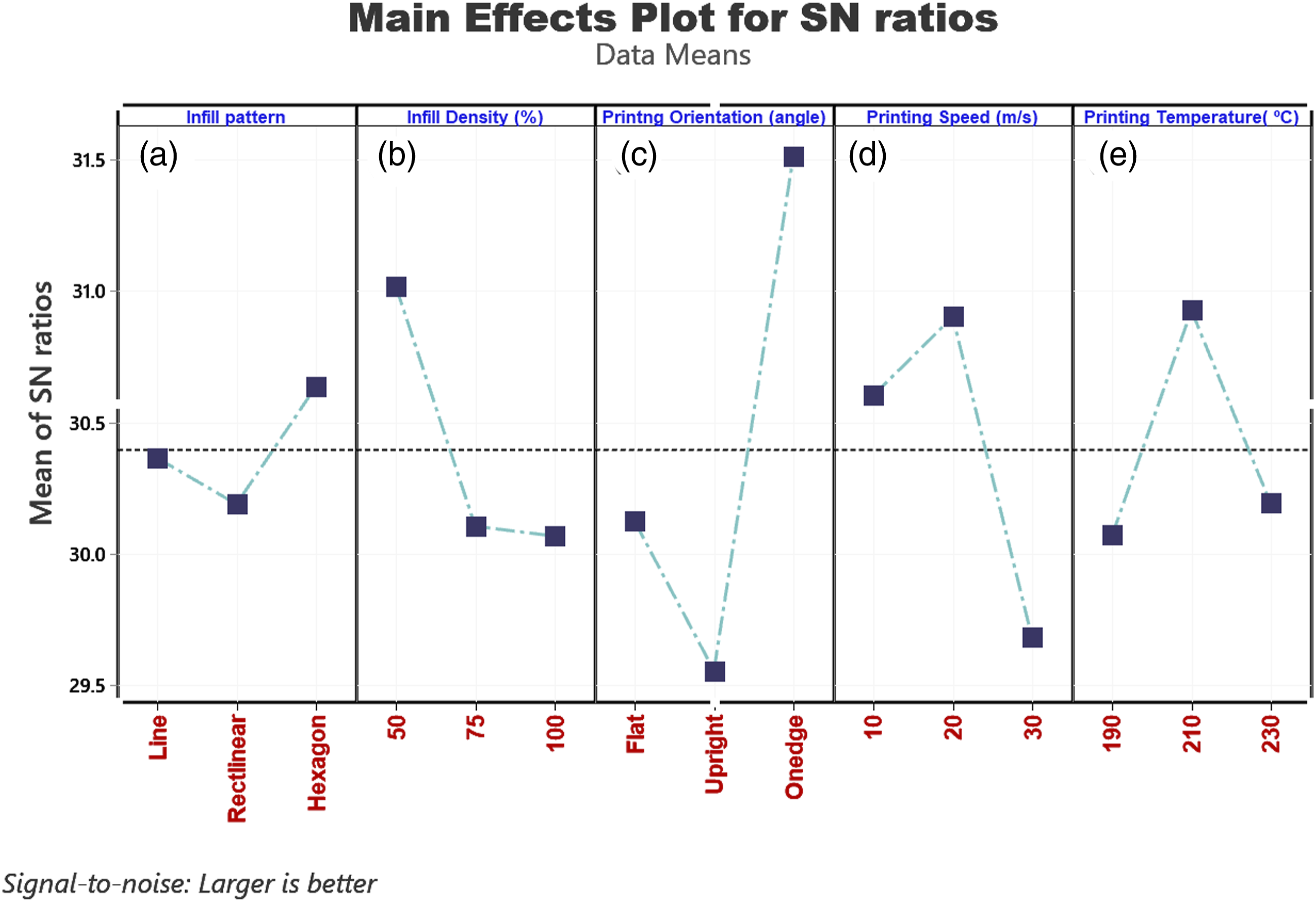
Figure 8(a) shows the main effect plot for the various infill pattern response such as line, rectilinear and hexagon with respect to compressive strength/density property of the 3D printed PLA/almond shell polymer composite. The measured response clearly depicts that, the hexagon shaped infill pattern experiences the highest S/N ratio value of Among the various infill patterns, the hexagon pattern shows the highest compressive strength of 34.68 MPa. The reason for the highest compressive strength observed by the hexagonal pattern is variations in the physical properties of the infill shape and structure. The hexagonal shaped structure is made of 6 equilateral triangles with 9 diagonals and it has an interior angle of 120º and exterior angle of 60º. This makes the printed PLA/almond shell composite samples can distribute the load evenly and absorb higher impact and compressive load before failure. This will reduce the density gradually than the other line and rectilinear infill pattern. It will result in higher compressive strength/density property for the hexagonal shaped infill pattern. Similar results were observed by Tandon et al., on the ABS and PLA polymeric materials using 3D printing process. The results highlighted that among the various infill patterns such as hexagon, honeycomb, line, and rectilinear structures, the hexagon structures show the better mechanical properties. 36
Figure 8(b) shows the main effect plot for the various infill density such as 50,75, and 100 with respect to compressive strength/density property of the 3D printed PLA/almond shell polymer composite. The results highlighted that, the 50% infill density shows the highest compressive strength/density property value of 36.13 MPa. This is due to the fact that by reducing the density of the component and considering the strength of the sample, the lowest infill density sample exhibit higher S/N ratio value. This clearly shows that, the infill density has direct co-relation with the compressive strength/density response of the printed PLA composite compared with all other printing process parameters such as infill pattern, printing speed and printing temperature. Sabarinathan et al., observed similar observation on the hexagonal shaped lattice structure on the PLA polymeric material. 37
Figure 8(c) shows the main effect plot for the various printing orientation such as flat, upright and on edge with respect to compressive strength/density property of the 3D printed PLA/almond shell polymer composite. The results clearly shows that the printing orientation has a major contribution on the compressive strength/density response. The upright samples observe highest the compressive strength/density value of 37.94 MPa. This is due to the fact that the upright samples absorb more energy before failure comparatively than the density of the composite.
Figure 8(d) shows the main effect plot for the various printing speed such as 10, 20 and 30 mm/s with respect to compressive strength/density property of the 3D printed PLA/almond shell polymer composite. The results show that, the printing speed of 20 mm/s has observed the highest compressive strength/density of 35.67 MPa. For the present case, up to the printing speed of 20 mm/s the compressive strength/density property was facing an increasing trend. Beyond that, the compressive strength/density property was facing decreasing trend. This is due to beyond 20 mm/s printing speed, the printing was not uniform and there is a chance of generating more void and uneven filling of polymeric material. This results in variation in the density of the composite and reduces the measured property of the composite. Maguluri et al., observed the similar results for optimizing the printing process parameter on the PLA polymeric materials. The results show that 20 mm/s shows the optimal printing process parameter for the printing of PLA polymer. 38
Figure 8(e) shows the main effect plot for the various printing temperature such as 190, 210 and 230°C with respect to compressive strength/density property of the 3D printed PLA/almond shell polymer composite. The results show that, the highest compressive strength/density property value of 35.50 MPa was observed on the 210°C sample. The reason for decreasing the density of the sample beyond 210°C is, over melting and generation of layer gap along with bulging of the printed components. This leads the creation of void and uneven density of the composite and drastically reduces the sample property. Similar observation was observed by Ansari et al., on the PLA polymeric material printed by fused deposition modelling technique. 39
From the overall results by considering the density of the printed sample the optimal combination for obtaining the higher strength with lightest structure was infill pattern-hexagon, infill density- 50%, printing orientation-on edge, printing speed- 20mm/s, and printing temperature- 210°C.
Surface characterization of the PLA/almond shell filaments and printed composite
Figure 9 shows the surface morphology of the extruded PLA/almond shell filaments. From the SEM images of the produced PLA/almond shell filaments, the surface features of the extruded filaments were revealed. Figure 9(a) shows the SEM images of PLA/almond shell filaments in the longitudinal direction, the sample edges exhibit wavy patterns, and surfaces exhibit a smooth finish. The wavy pattern is the movement of added almond shell particles during the extrusion process.
40
From overall observation, there is no coagulation and clumsy of added particles and were uniformly distributed in the PLA matrix. The PLA polymer entirely surrounded the added almond shell particle, and the gap was lower in rder which shows the adhesion of PLA and added almond shell particle was good. The chemical treatment has influenced and improved the interfacial adhesion of the added almond shell filler in the PLA matrix. SEM images of the extruded PLA/almond shell filaments using the melt extrusion process.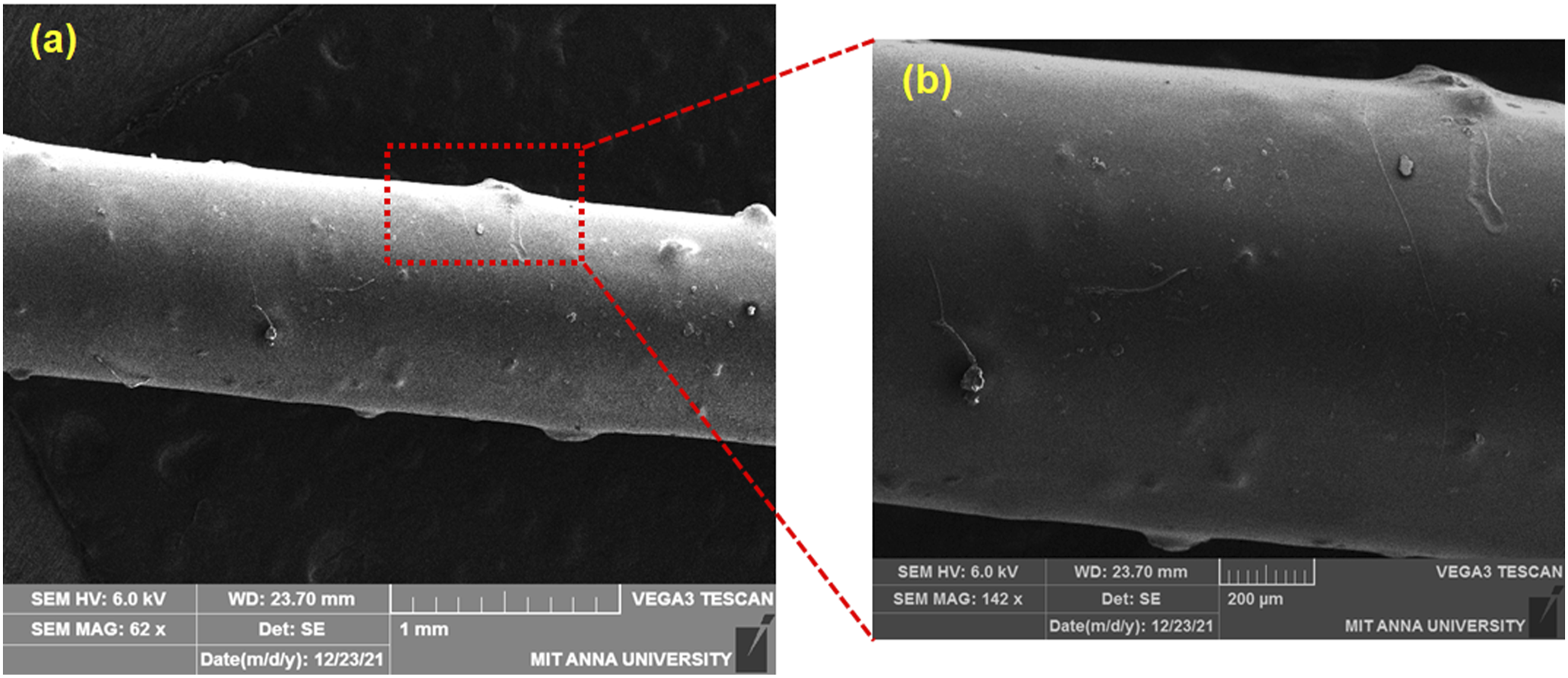
Figure 10(a)–(c) shows the cross-sectional features with the three different printing orientations of 3D printed PLA/almond shell composite. The samples are printed along each respective axis among the various printing orientations. There is a tiny pore available along each adjacent printing path for each axis. Printing path which has a major impact on the mechanical properties of the composite, during the 3D printing process. Macrographs of 3D printed PLA/almond shell composites with different orientations.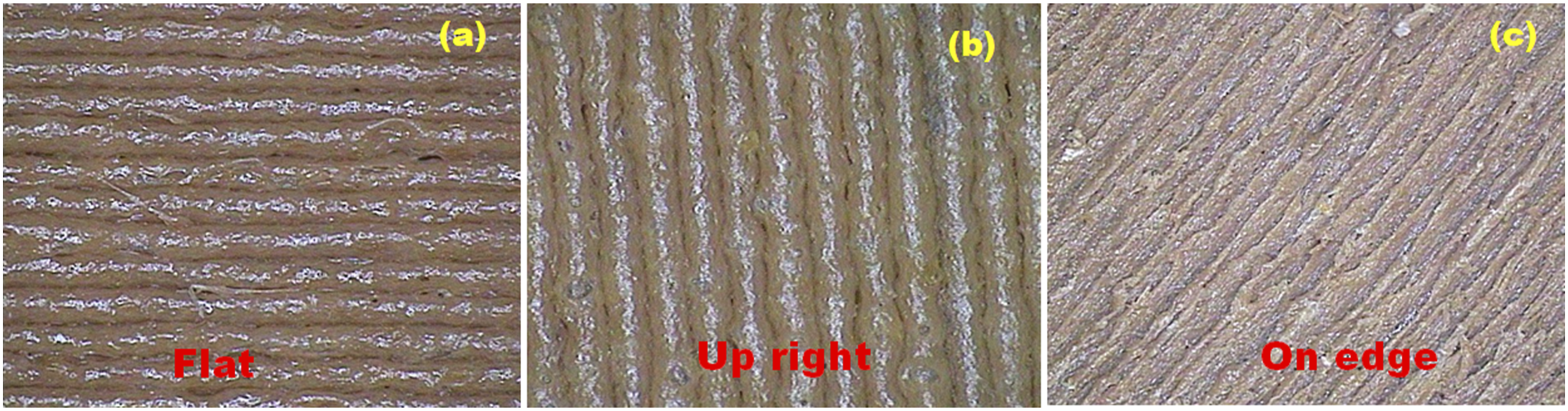
Figure 11 shows the micrographs of the compressive strength tested PLA/almond shell composite. During the compression test of the flat and on edge samples, the samples are compressed evenly along the same axis, so these tiny pores close each other. And the materials do not fail along with the building orientation. This shows higher compressive strength than the remaining printing orientations. But in the case of upright samples, the samples are tested perpendicular to the printed axis. During applied external pressure, the layer and pores of the printed samples get expanded. This results in expansion of the stacking layer and gets failed before the samples failure point. From the overall results, the on-edge samples show higher compressive strength than the remaining printing orientations.
41
From the infill density, perception, compressive strength is varied based on the infill percentage. For higher infill density, the pores and gap between the printing path were lower so the material could withstand a higher compressive load. But in the case of lower infill density, the gap between the printing line was higher, resulting in premature failure of the composite. This observation was clearly shown from the macrographs of the tested samples in Figure 11. Macrographs of compressive test conducted PLA/almond shell composites with different printing orientations and infill density.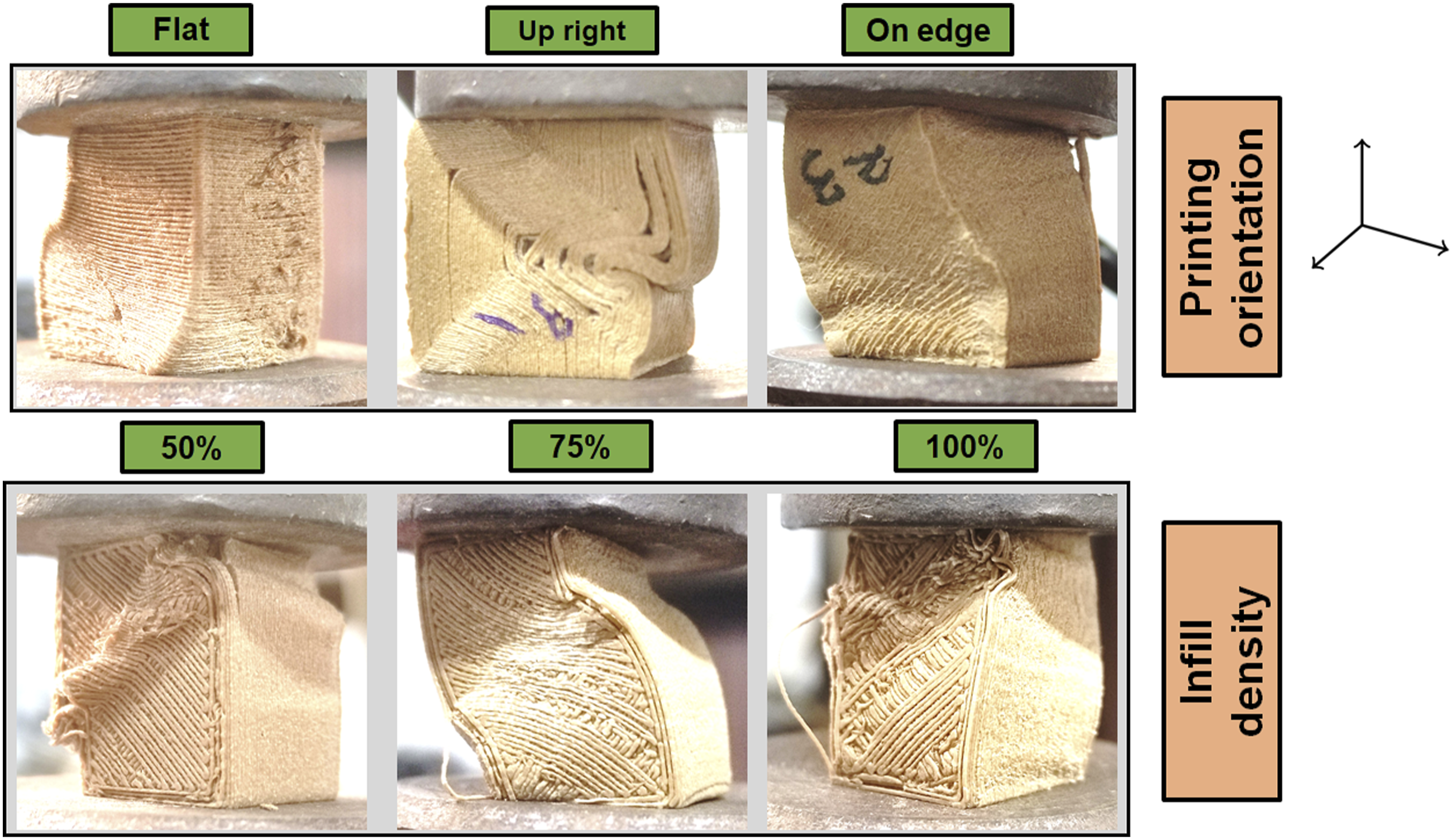
Conclusions
In the present work, the PLA/almond shell bio filament is extruded by using melt extrusion process. The extruded filaments are used for the fabrication of PLA/almond shell composite. ANOVA optimization technique is employed for the optimization of the 3D printing process of PLA/almond shell composite. L27 orthogonal array was developed for the printing of compressive samples for the newly developed PLA/almond shell composite by varying the different printing process parameters. The inference observed from the experimental and optimization results are listed below, by varying the process parameters such as infill density, infill pattern, printing orientation, printing temperature and printing speed. 1. The optimal combination for printing compression samples of the PLA/almond shell polymer composite are infill pattern of hexagon, infill density of 100%, the orientation of on edge, the printing speed of 20 mm/sec, and printing temperature of 210°C. 2. The optimal combination for considering the density of the sample, the infill density of 50% has an impact on the optimal combination of the compression samples results of the PLA/almond shell polymer composite. 3. The influential printing parameters and sequence were infill density > infill orientation > printing temperature > printing speed > infill pattern. 4. Infill density has a major contribution of 78.97%, followed by a printing orientation of 14.56%. The remaining parameters, such as printing temperature and printing speed, have minor contributions of 2.03 and 1.56%, respectively. 5. From the regression analysis results, the error percentage of compression experiments for the particular PLA/almond shell composite is 3.70%. 6. Surface features clearly show that the upright orientations can undergo premature failure due to the perpendicular printing orientation respective to the applied load.
The overall results clearly show the optimal combinations were identified for 3D printing of PLA/almond shell composites. The almond shell particle added composite did not deteriorate the mechanical properties of the 3D printed PLA samples, and its useful for replacing the conventional PLA components used in various end applications.
Footnotes
Acknowledgements
The authors wish to thank the Chennai Institute of Technology management for providing the facility establishment of 3D printer in Centre for Additive manufacturing.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Centre for Additive Manufacturing at Chennai Institute of Technology has contributed to this research; vide funding number- [CIT/CAR/2021/003].