
Abstract
A lap shear test is employed to evaluate the interfacial bonding strength between unidirectional CF/PEEK tapes as quantification of bonding quality. In this study, a novel tab is proposed to ameliorate bonding testing. The crucial role of developed tabs is to avoid the adherend fracture that is typically observed in specimens with conventional tabs. Specimens with different tab, bonding processes, and lap lengths are prepared and tested. Moreover, theoretical analysis is conducted to predict bonding strength, and finite element simulations are also performed for stress distribution in these specimens with different types of tabs. The experimental and theoretical results demonstrate that the full tab is employed in the bonding test, the stress concentration reduces nearly by 6 times, and the failure mode coincides with the expected requirement. Additionally, the highest estimation of bonding strength increases nearly by 69%, and is approximately consistent with the theoretical calculation, up to 98.6%. This tab configuration, with low dependence on processes and joint parameters, describes a straightforward and efficient procedure to meliorate the quantification of the bonding strength, and is found to be applicable in the tape placement process and single-lap-joint assemblies for thermoplastic composites.
Introduction
Compared with thermoset composites, thermoplastic composites have the advantages of excellent fracture toughness, increased damage tolerance, long cycle life, and recyclability, and are receiving extensive attention from the aerospace and automotive industries. 1 The thermoplastic composite automated placement process is an extremely attractive manufacturing technology, due to being faster, greener, and more automated, 2 and it would become the significant development trend of thermoplastic composites.
The principle of thermoplastic composites automated placement is schematically shown in Figure 1, the prepreg tape is bonded on the substrate or former layer under the utilization of heat and pressure, and the tapes can be consolidated immediately during cooling, we called it in-situ consolidation, space, and part size are unlimited, it has a great potential for the aerospace industry.3,4 However, it is still immature and short of reliable standards/methods for the assessment of process performance in comparison with the autoclave process. Consequently, deeply investigating the relations between material properties, process parameters, and bonding quality is crucial to make the most of the thermoplastic composites tape automated placement process. Schematic representation of the thermoplastic composites tape placement process.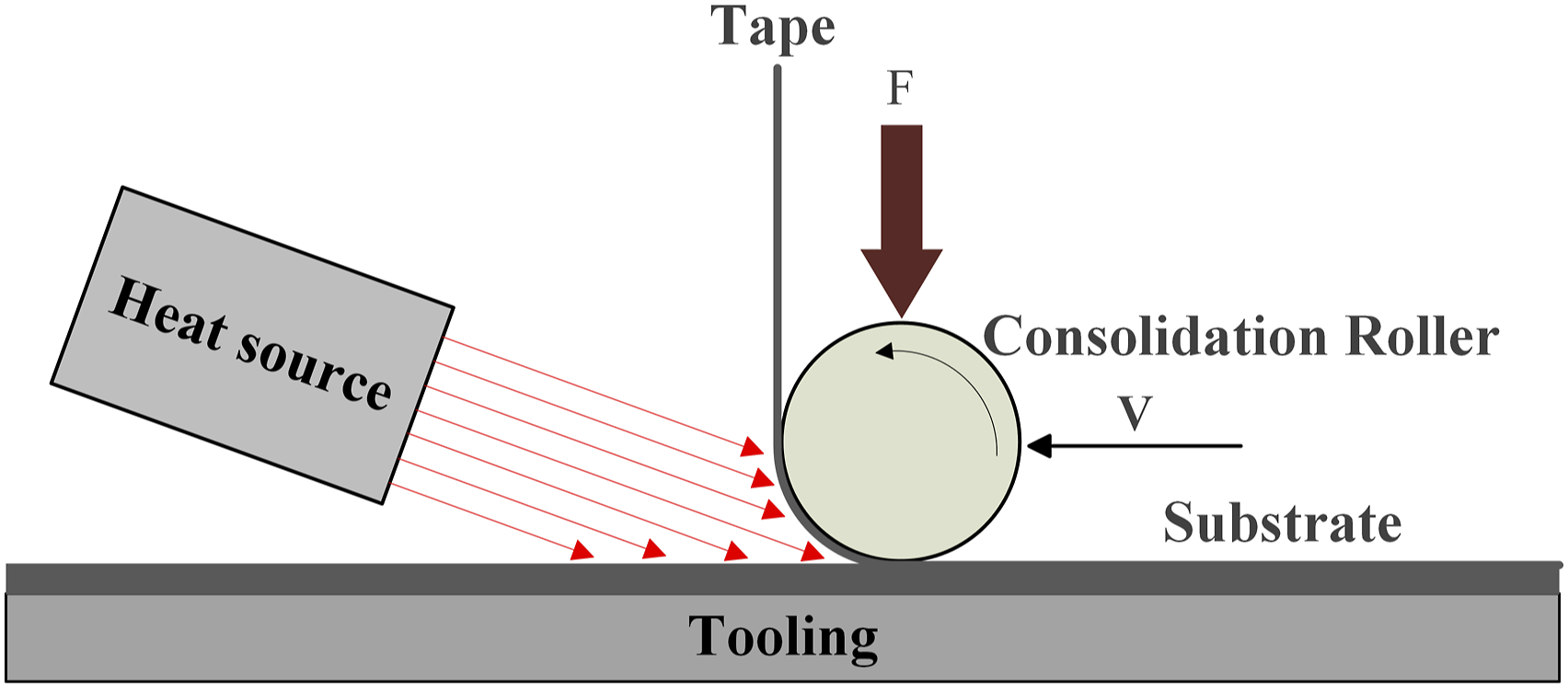
Currently, test standards/methods are applied to evaluate the bonding quality in thermoplastic composites manufacturing, such as the short beam shear strength (SBS) test5,6 and the double cantilever beam (DCB) test, 7 which can accurately assess the quality of the part, fabricated by the tape placement process. However, these SBS and DCB test methods require multi-layered samples to be fabricated with low efficiency and long test cycle, and it is difficult to accurately assess actual bonding strength between tapes, owing to the previous layers have higher bonding strength in that these layers have experienced the repeated history of heating and pressure. 8
Alternatives to them include rapid screening tests such as peel tests and lap shear tests, which can be used to evaluate the quality of bonding for thermoplastic composites. The peel testing is used to assess bonding, such as wedge peel,6,9–11 T-peel, 12 and mandrel peel.13–15 These test methods can characterize the fracture toughness of the interface between the prepreg tapes, but the material properties affect the fracture toughness, thus, investigating the interrelation between processing parameters and material properties is not effortless. The lap shear test truly reflects the bonding interface, the test procedure is so simple and efficient to achieve the relationship between material properties, process parameters, and the bonding quality of the laminate. 16 Mantell et al. 17 and Yang and Pitchumani 18 characterized the bonding quality for CF/PEEK composite, and the validation of the intimate contact model, autohesion model, and bonding model was verified with lap shear test, but the width of the application of tape is 6.35 mm, and this test is only employed to assess the bonding quality excluding further analyze test procedure. Jounan 19 proposed the TAST method, designed with thicker substrates, to overcome the weaknesses of the lap shear geometry, and limit the bending phenomenon of the substrates. In order to avoid specimen slippage and improve the accuracy in bond test, Li shaolong 20 proposed an idea that GFRP tabs were bonded on the end of the samples. These research put forward to improved method in bond test, but lack of the validity and applicability for these improved sample.
Despite these researches for quantifying the bonding strength between tapes, there has been no further investigation for bonding tests such as the width of tape increase, the failure mode of the joint under test load, and improvement for bonding test. The main aim of this study is to obtain the tab configuration with different types of specimens on which the bonding strength and lap length change. To this end, a novel tab is proposed to provides a straightforward and efficient procedure to meliorate the quantification of the interfacial bonding strength. In this work, the theoretical prediction of bonding strength and analysis for the test procedure is performed to verify the validity of the bonding test with novel tabbed specimens. Subsequently, the FE simulations are developed for stress distribution during test load. Eventually, based on the developed tab configuration, the impact of the actual bonding strength, degree of bonding and lap length on the testing improvement were investigated experimentally to explore the applicability of this method.
Theoretical prediction of bonding strength and test analysis
Theoretical prediction of bonding strength
The bonding process diffuses along the molecular chains of the bonding interface, and this process is called healing/autohesion. The autohesion process requires the prepreg tapes are in intimate contact. Therefore, the bond strength development process can be modeled by combining intimate contact and healing development models. Mantell and Springer et al.
17
and Butler
21
simplified the model by representing the material surface roughness as a series of rectangles to predict the degree of intimate contact, their simplified model as follows:


When thermoplastic prepreg tapes are brought into intimate contact, polymer chain inter-diffusion/reputation across the interface can occur, this results in strong bonding between the prepreg tapes. Healing speed depends on temperature. Yang and Pitchumani proposed an autohesion model for non-isothermal condition,
18
it has a good agreement with the experimental results obtained under non-isothermal condition18,21,23



Test procedure analysis
The strength of the interface was characterized using the lap shear test method as a single interlaminar bond can be tested in isolation. The shear stress concentration factor of the bonding specimen was analyzed for the lap shear test method.
26
These results demonstrated that the stress concentration factor varies with adhesive thickness, lap length, and specimen thickness as shown in Figure 2, the shear stress concentration factor was decreasing, respectively, with the increase of adhesive thickness and sample thickness, while lap length is doing opposite. The thickness of the adhesive layer remains invariable for the bonding interface of thermoplastic composite tape, consequently, the shear stress concentration factor can be reduced by the use of increasing sample thickness and decreasing lap length, and it is beneficial to reduce the test error of bonding property. The effect of different parameters on shear stress concentration factor: (a) lap length; (b) adhesively thickness; (c)specimen thickness.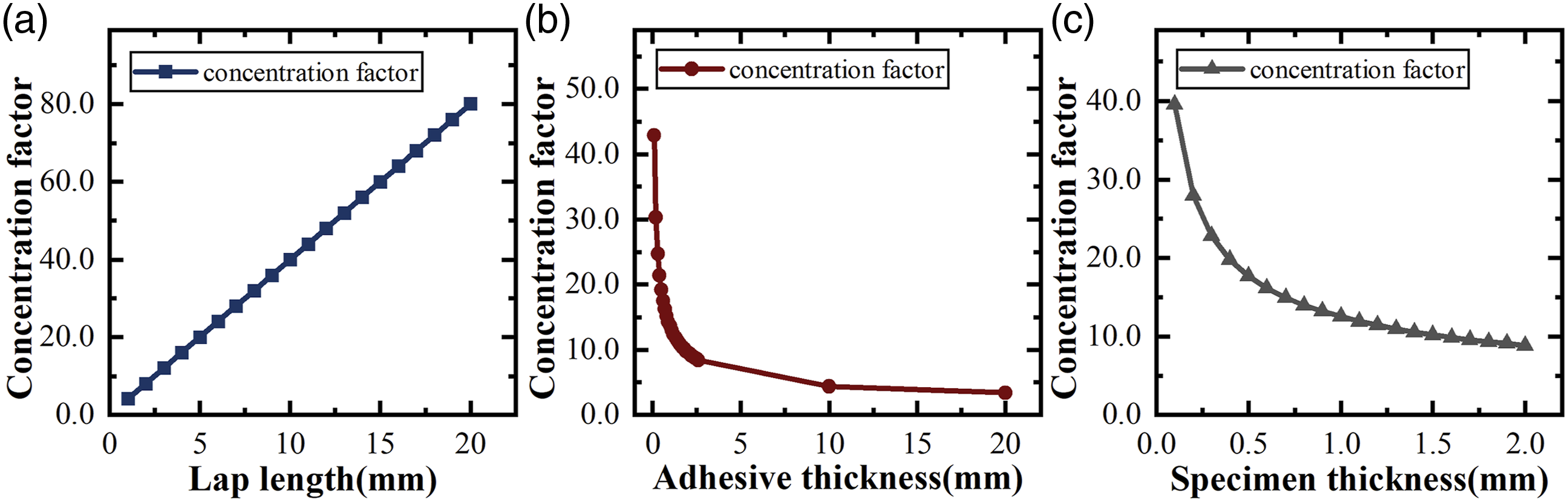
In the actual test, the interrelation between lap length, specimen thickness, lap shear strength, and tensile stress should require to satisfy as follows:

Experimental work
Materials
The current work focuses on the bonding quality between unidirectional carbon reinforced PEEK tapes. The unidirectional prepreg tape was manufactured by Evonik Industries AG and consists of unidirectional carbon fibers (HTS45) and a PEEK matrix (VESTAKEEP@2000, from Evonik Industries AG). The tape had a matrix volume fraction of v m =34 ± 2%. The thickness and width of the tape are 0.16 ± 0.1 mm and 12.7 mm, respectively.
The glass woven fabric reinforced epoxy laminates are used as supporting tab, which is produced by the hot pressing process and bonded to the two surfaces of specimens. The thickness and width of the tape are 1.0 mm and 13.0 mm, respectively.
Specimen
In this study, different processes were used to fabricate the bonding specimen, which the bond length is 4 mm, for CF/PEEK composite so that the influence of supported tab on test bonding quality is further investigated. One of the samples was manufactured by hot pressing, as shown in Figure 3(a), because the fiber waviness has a terrible effect on tensile strength,
27
the equivalent thickness of PI film is placed in unprepared tape to prevent the in-plane fiber waviness defects. Laser assisted thermoplastic tape placement was used to fabricate the other sample, as shown in Figure 3(b), PI films are bonded to the unprepared bonding to the unprepared tape using α-cyanalo acrylic resin adhesive, subsequently, the tape was welded to the bonding area and the thermoplastic tape placement process parameters as follows: the temperature of tape placement, placement velocity, and roller compaction force were 380°C, 50 mm/s and 335N, respectively. Bonding testing specimens are fabricated by hot pressing process (a) and laser assisted automate tape placement process (b).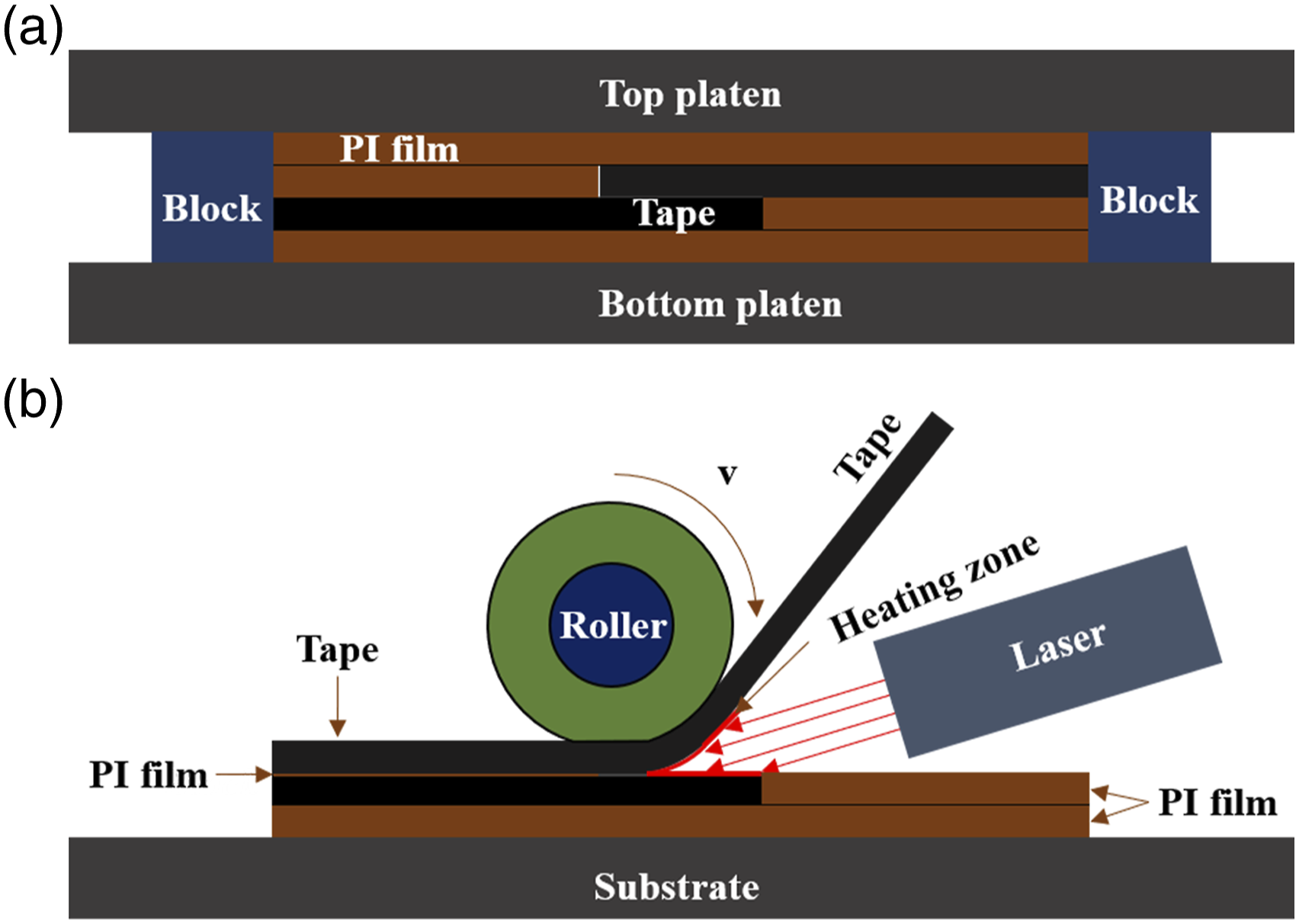
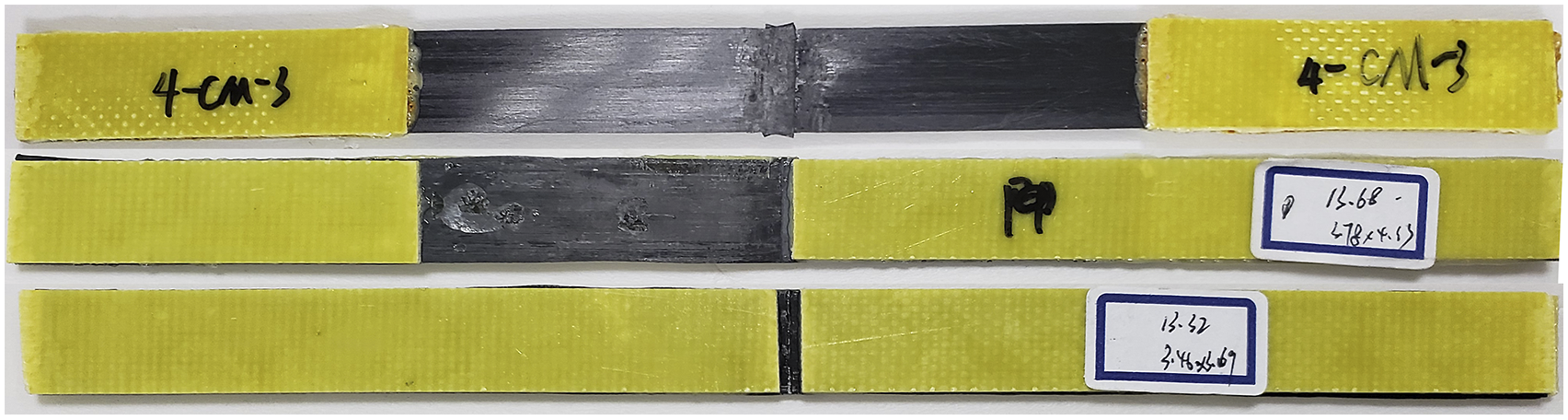
In order to obtain accurate test results, the samples with three types of tabs are presented is shown in Figure 4. The conventional tab as shown in Figure 4(a) is a short tab which tab length is equal to clamp length, so the bond area is lack of supported tab, and tabs are bonded to the two surfaces of bonding samples using adhesive film; The single tab consists of a short tab and a long tab which the length is nearly equal to tape length, as shown in Figure 4(b), therefore, the bonding joint has a supported tab, but it might exist a bending effect; The full tab is made of a long tab and a side tab which extends to the end of bonding joint as shown in Figure 4(c). In the cause of preventing the adhesive from adhering throughout the tape length, these gaps were filled using silicon rubber, and a thin Teflon film is inserted at the end of the bonding joint. These test samples with three types of tabs have been fabricated as shown in Figure 5. Dimensions of specimen with conventional tab (a), single tab (b) and full tab (c). Images of lap shear specimens with different tabs.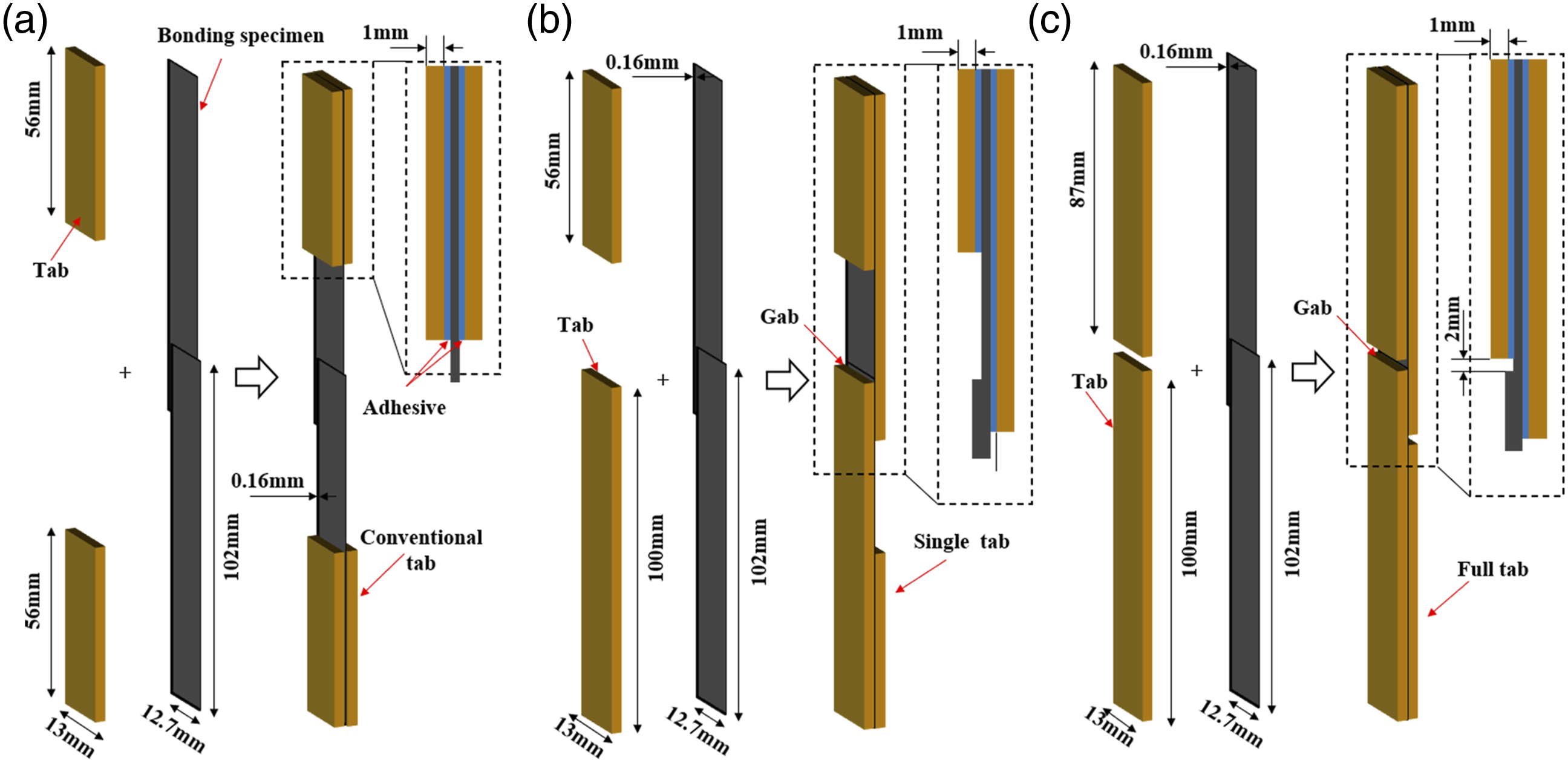
Testing and characterization
Following ASTM D 5868–01,
28
the specimens were loaded in tension at room temperature on a SANS electronic universal testing machine, equipped with a 5 kN sensor. The lap shear strength was calculated as the peak load divided by the area of the fracture surface as follows:

Finite element simulation of bonding quality testing
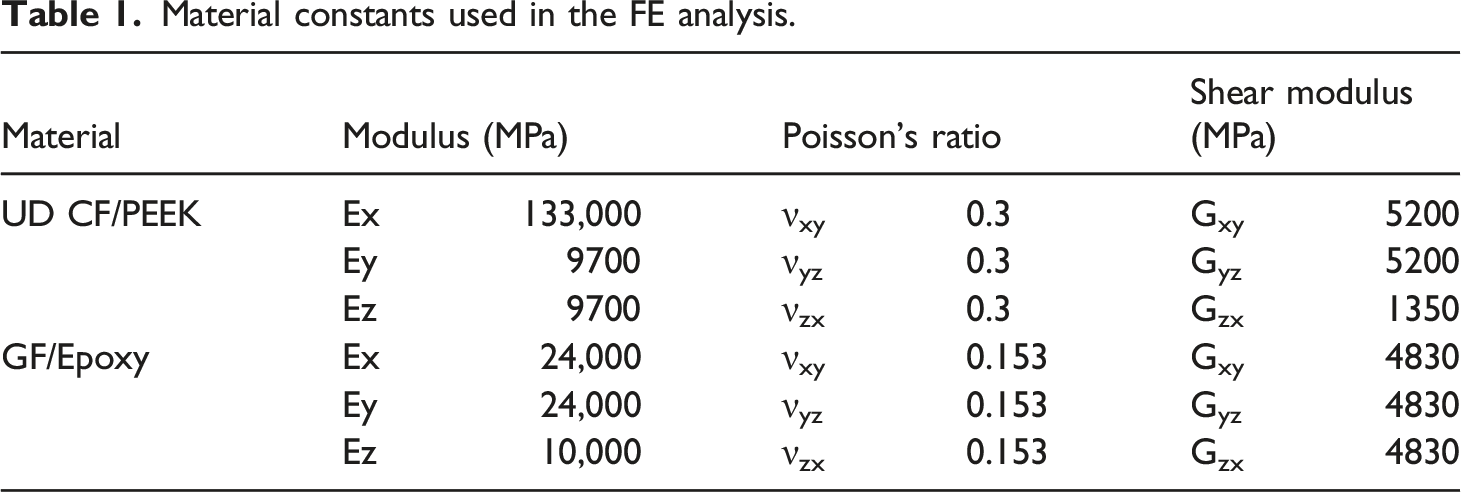
In addition to experimental efforts, in the cause of investigating the differences in the quantification of bonding quality with different tabs, finite element simulations of UD CF/PEEK tape bonding specimens were also developed under tensile load and clamping pressure to investigate the differences in the stress concentration at the tab end or clamping end. The finite element models of bonding tests were built utilizing the nonlinear structural analysis software ABAQUS as shown in Figure 6, and the material constants used in the present simulation are listed in Table 1. In the case of boundary conditions of the bonding specimens, the end of the sample was constrained from all displacements, while the other end was constrained from z and y displacements. The loading conditions applied on the specimens were uniform displacement load along the x direction and clamping pressure of 10 MPa on two surfaces of the specimen. Cohesive contact was employed on the bonding interface, bonding specimen and tabs were modeled using C3D8R elements, and the COH3D8 elements were used for the adhesive layer between tape and tab. Analysis model for a specimen with full tab. Material constants used in the FE analysis.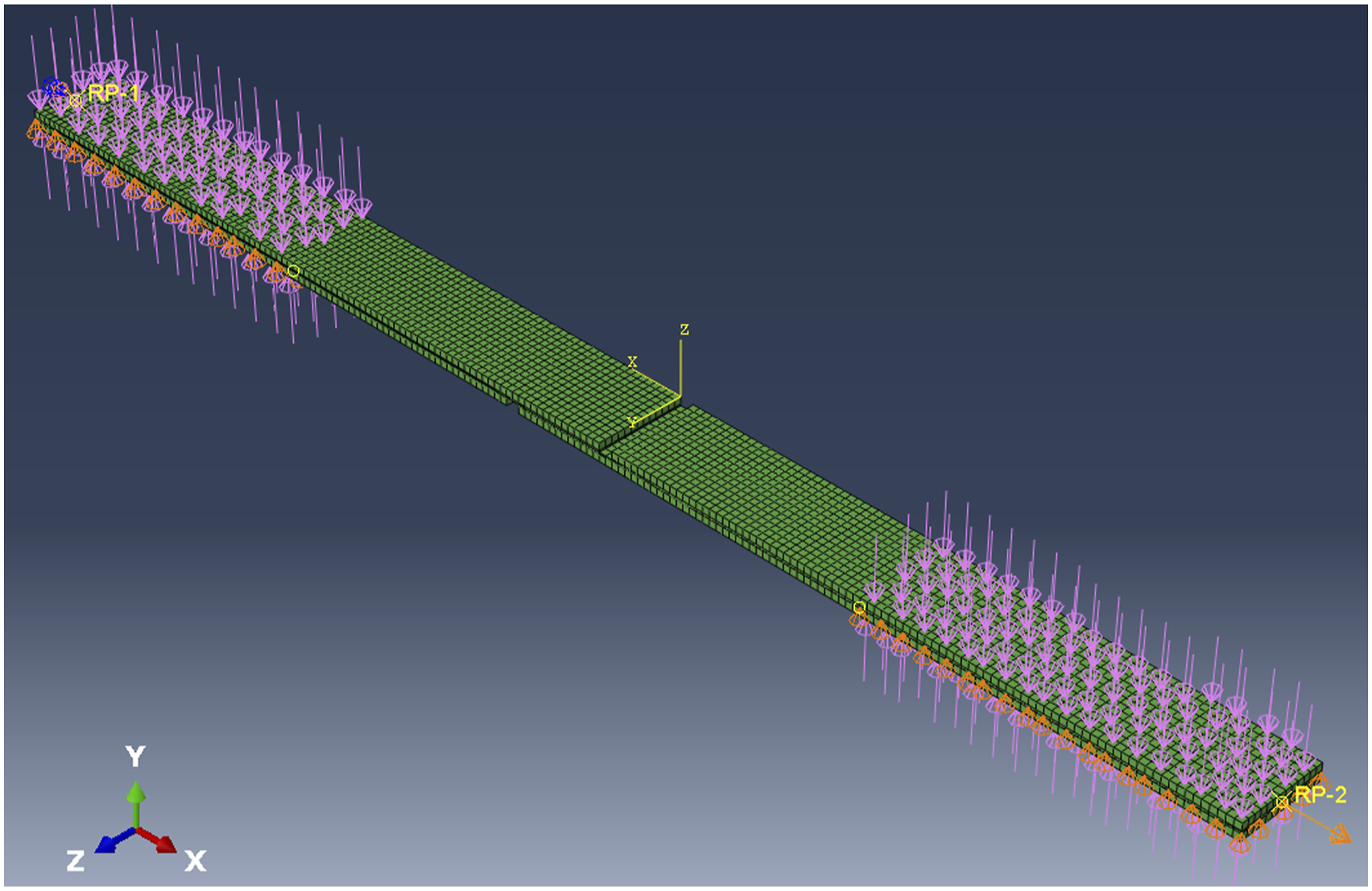
Results and discussion
The measured lap shear strength and normalized bond strength are shown in Figure 7 for different test specimens with three types of tabs. In order to quantify the improvement of bond test with three types of tab, normal bond strength is proposed, the bond strength is normalized by dividing through the average bond strength for the theoretical calculation, which equaled 55.7 MPa. It can be seen from the figure that the actual lap shear strength of the conventional tab sample was relatively low, and the standard deviation is greater than 10%. While the supported tab was employed, the testing lap shear strength increased by 44.8%, and the normalized bond strength was 98.6% of the theoretical strength, applied with the full tab. The graph shows that the bond strength of the specimen with the conventional tab was less than half the value found for the sample with a full tab, it is suggested that the bonding test specimen with full tab has excellent accuracy in bonding test, providing a novel test method for the quantification of the bond quality. The reason of the test difference will be discussed in the following section. Lap shear strength and normalized bond strength of specimens with different tabs.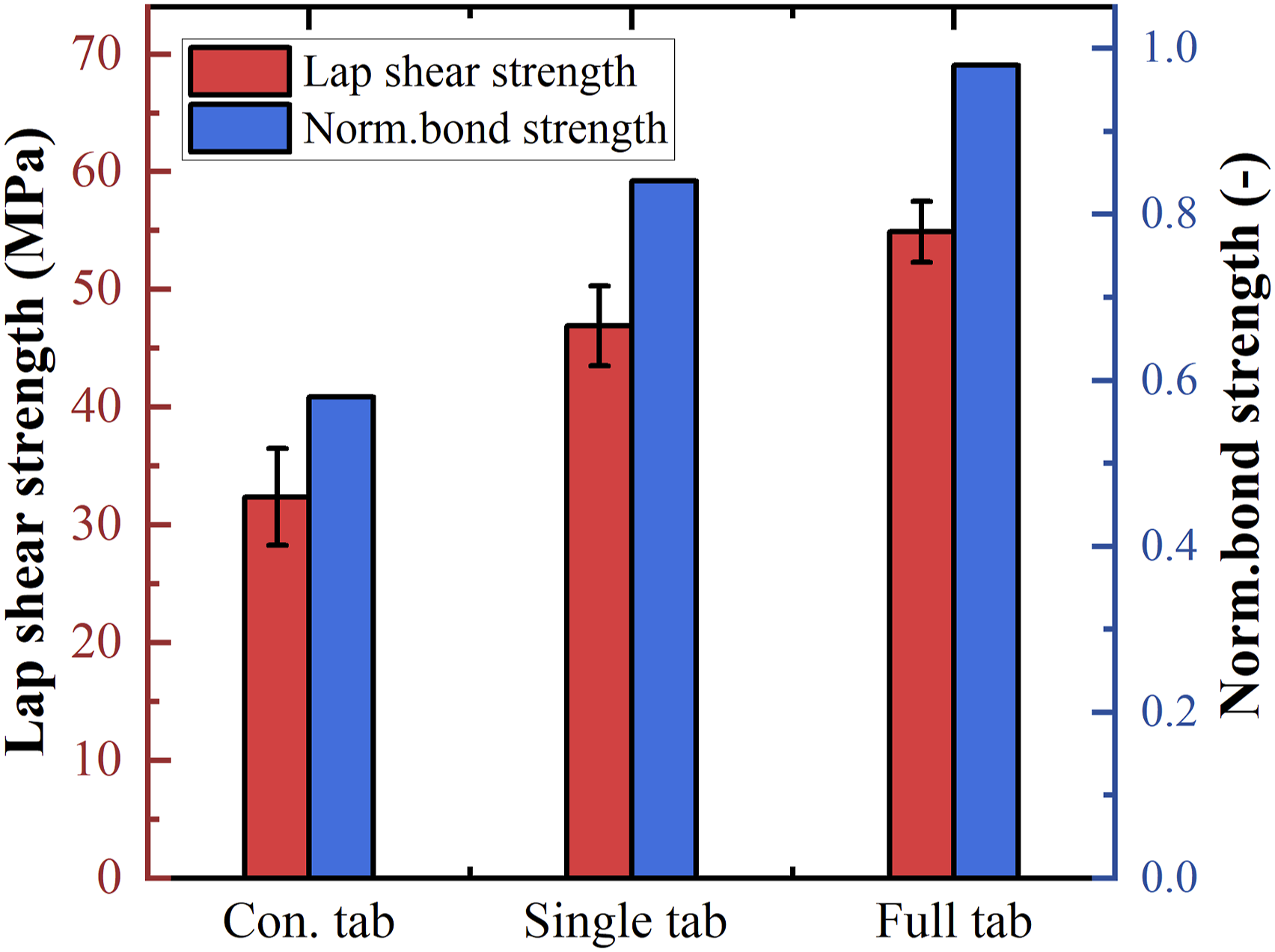
Influence of supported tab on bonding test
Figure 8 depicts the averaged lap shear strength for bonding test specimens which is fabricated by the hot pressing process. Normal lap shear strength is proposed to investigate the applicability of these factors, such as supported tab, bonding process, lap length and degree of bonding. The lap shear strength is normalized by dividing through the lap shear strength for the test specimen with conventional tab, which equaled 32.4 MPa. The graph shows that normalized lap shear strength is increase with the adjunction of the long tab, when the full tab is employed to prepare the test sample, the normalized lap shear strength has been increased from 1.45 to 1.69, which is closer to theoretical calculation, and the experimental reproducibility was acceptable with a standard deviation of less than 5%. It means that the use of supported tabs has a great significance on assessing the bond quality for thermoplastic composite. Norm. Lap shear strength for experiment and theoretical analysis.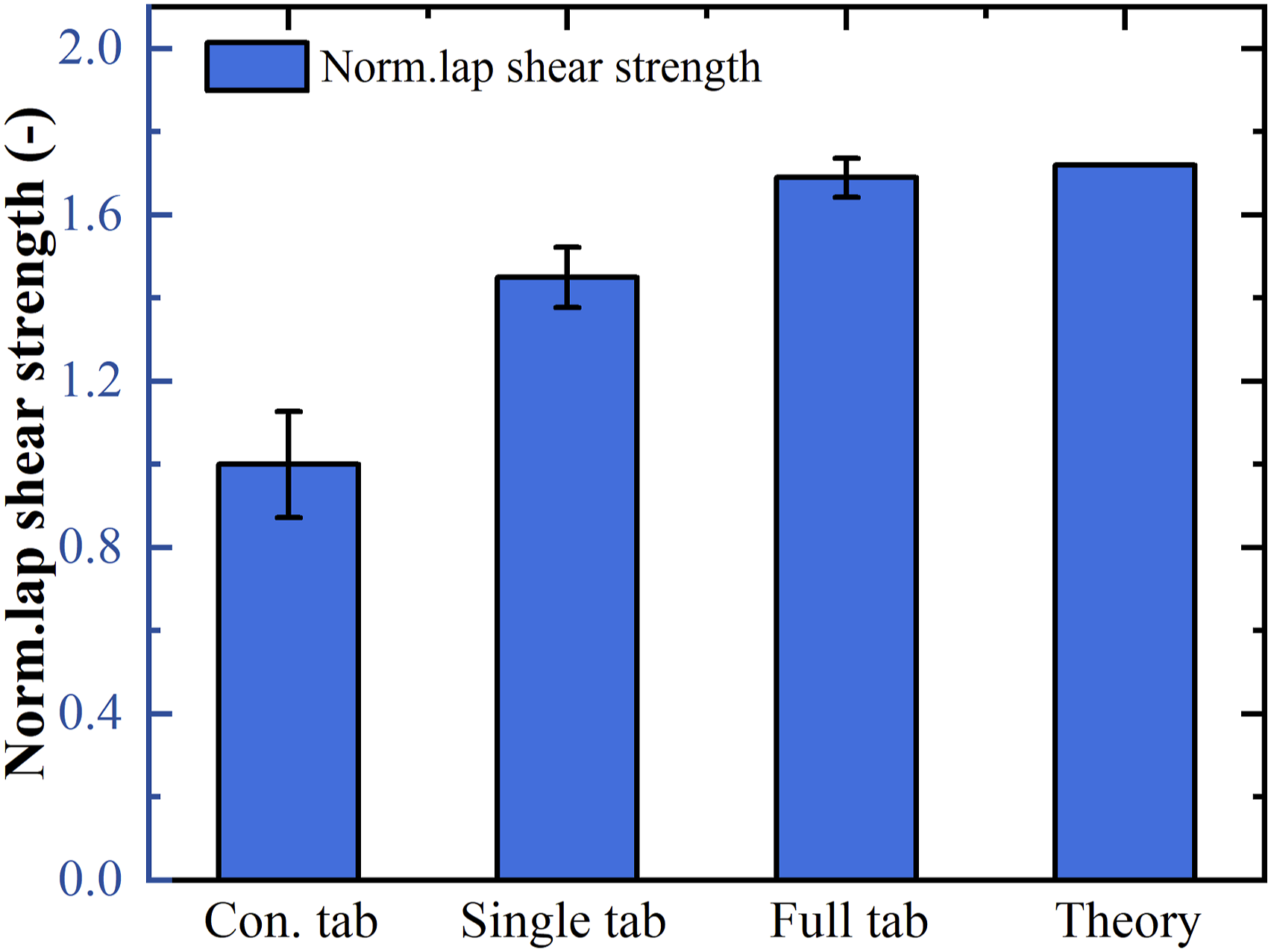
It is known that the utilization of support tabs is vital to the characterization of bond quality, further analysis is required to conduct. Figure 9 shows the load-displacement curves of bonded specimens with three types of tabs. It can be seen from the figure that by the means of the application of supported tabs, the peak load of the sample is enhanced and the displacement with a failure of sample is reduced, it is indicated that the use of tabs can improve the relative stiffness of testing sample, and reduce the stress concentration under tensile load. The peak load of the bonded specimen with a single tab is higher than the conventional tab, but it is asymmetrical, the stress distribution on the two sides of the sample is nonuniform, hence, the peak load is lower than the specimen with a full tab. Typical load-displacement curves of different tabs and fracture images.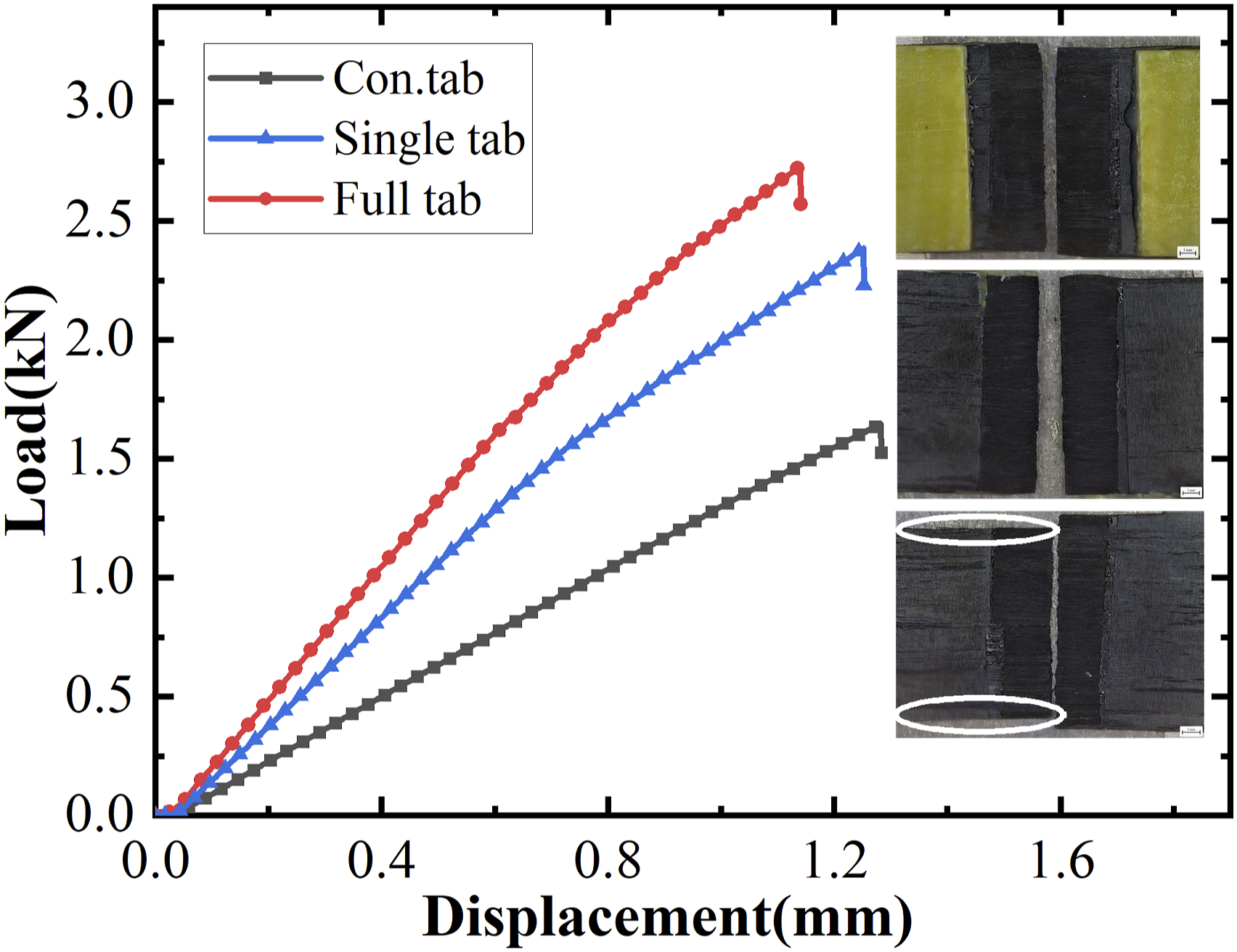
According to the damage macrograph of the bonded sample, it can be seen that the width of two ends of the sample with conventional tab is inconsistent, it means that there exists a local load during loading, but the failure load is not enough high to bear the load, therefore, the failure mode is mixed failure including interface cohesive failure and adherend fracture, agreeing with the results of Wang et al.
29
and Machado et al.,
30
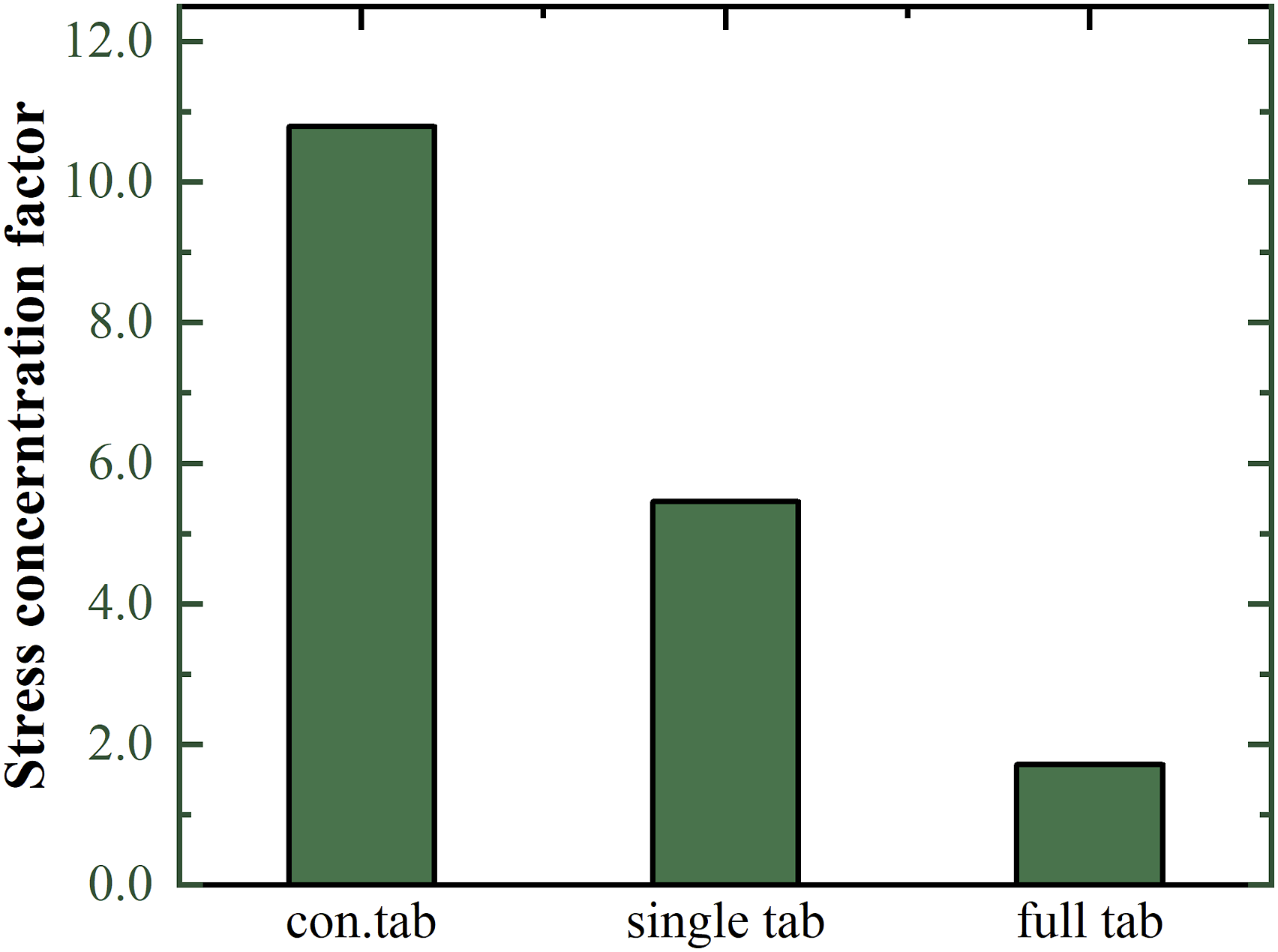
In other cases, failure of the adherend reduced the bond strength of the joint. While the failure mode of specimens with full tab and long tab is an interfacial cohesive failure and the failure mode is unique, as observed in the picture, the adherent fracture precedes the interface cohesive failure. It is suggested that the full tab contributes to obtaining actual interfacial bond quality. And a significant reduction in stress concentration is typically observed in Figures 10 and 11, the specimen with the conventional tab exhibit a peak value of nearly six times higher than that of the specimen with a new tab, agreeing with the bonding test results and fracture characterizations. Tensile stress distributions of the specimens with (a) con. Tab, (b) single tab, and (c) full tab. Stress concentration factor with different tabs.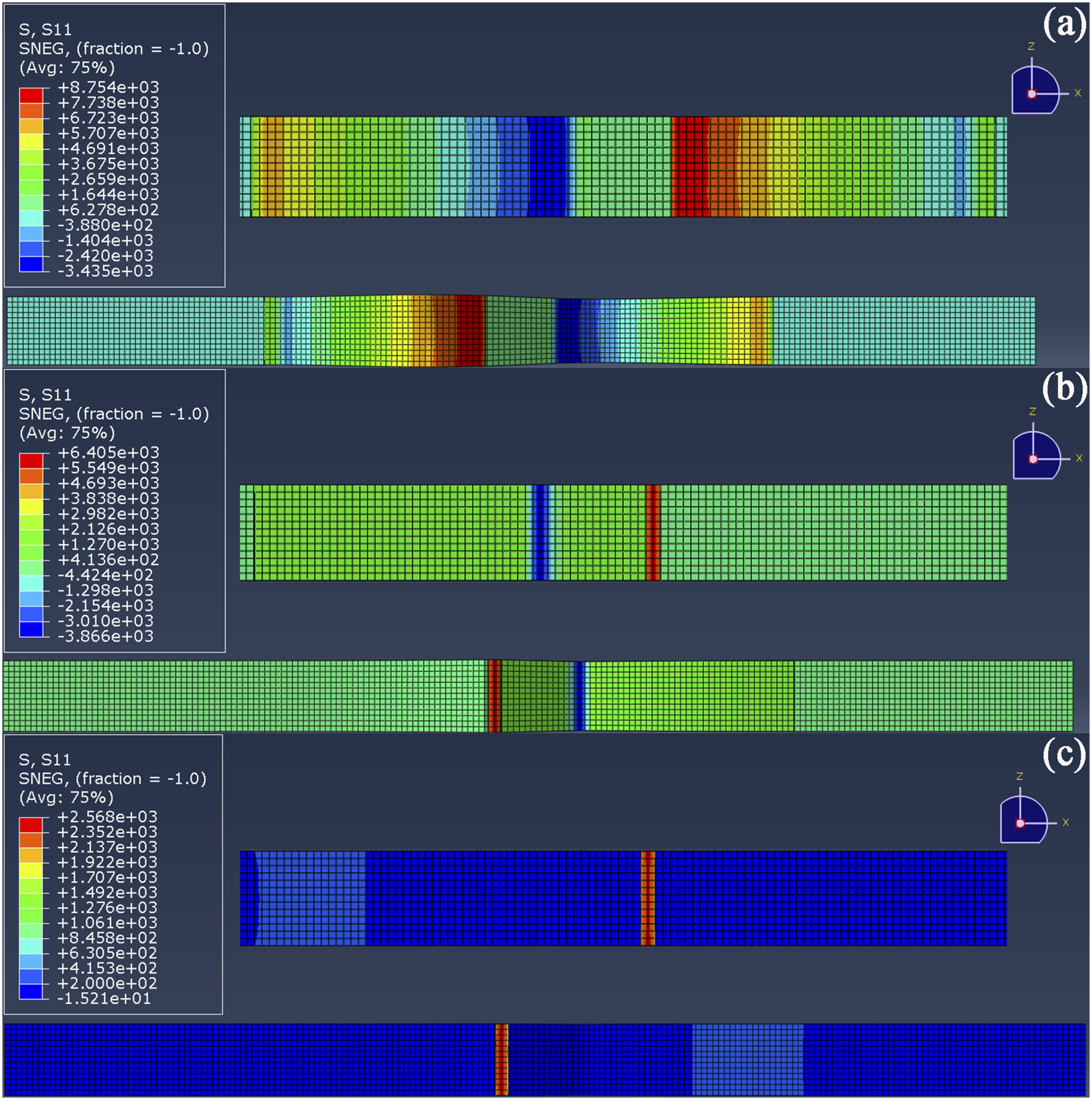
It is concluded that the stress concentration and test accuracy, with the application of the supported tab, have a great improvement, and the cohesive failure mode is presented, especially, the full tabbed specimen has the highest normalized bond strength, and is close to theoretical calculation.
Influence of bonding process on bonding test
Whether the full tab is applicable to other specimens with different processes, such as adhesive bonding and LATP, the influence of the bonding process on quantifying the bond quality of the specimen is further investigated. The results show that the full tab becomes available in evaluating the variation of bond quality, fabricated different processes, such as LATP and adhesive bonding process.
The normalized lap shear strength and actual lap shear strength of bond specimens with different processes are shown in Figure 12. It can be seen that the bond strength of adhesive bonding was the lowest, the normalized lap shear strength was merely 1.2, and the specimen, fabricated by laser assisted tape placement (LATP) was slightly higher, the normalized lap shear strength was 1.69 for the specimen with fusion bonding, the improvement of bonding test was the most obvious. Norm. Lap shear strength (a) and lap shear strength(b)with the different bonding processes.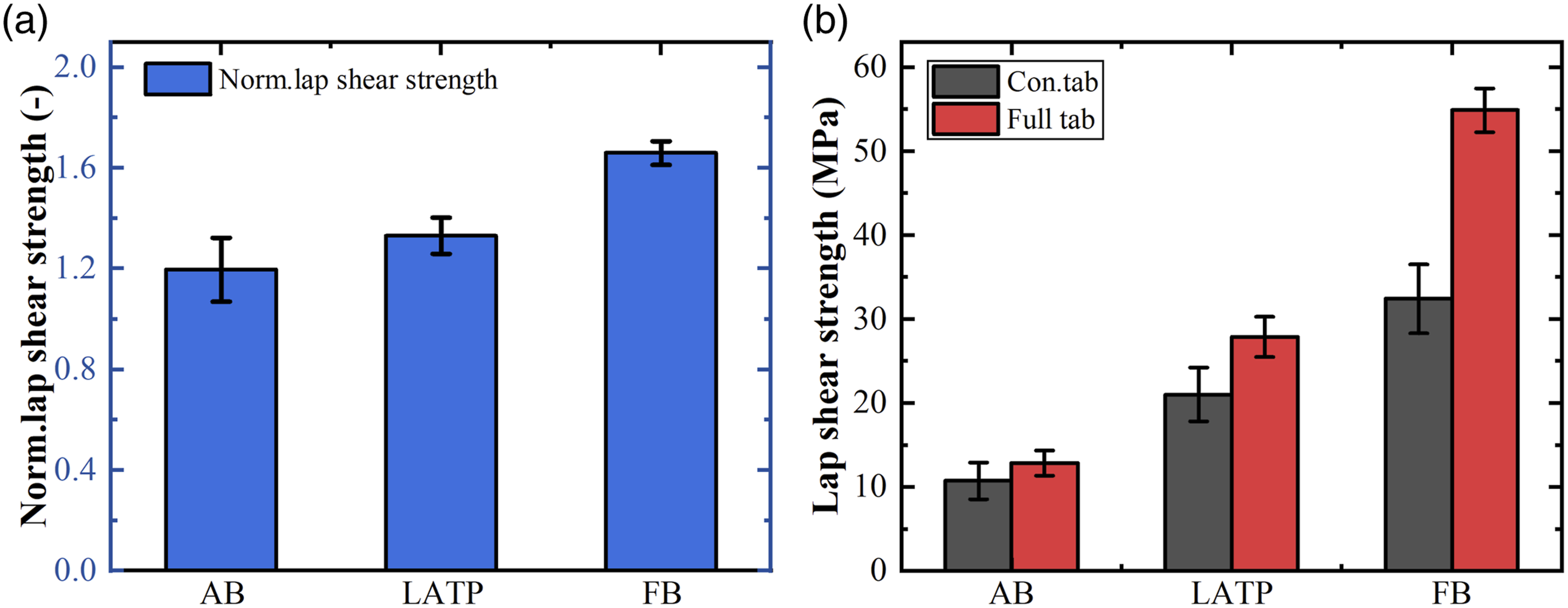
The load-displacement curves and failure morphology of the specimens as seen in Figure 13. It can be seen that the curves of specimens with full tab were higher than conventional tab. Owing to the interface between adhesion and thermoplastic composites is not enough strong,
31
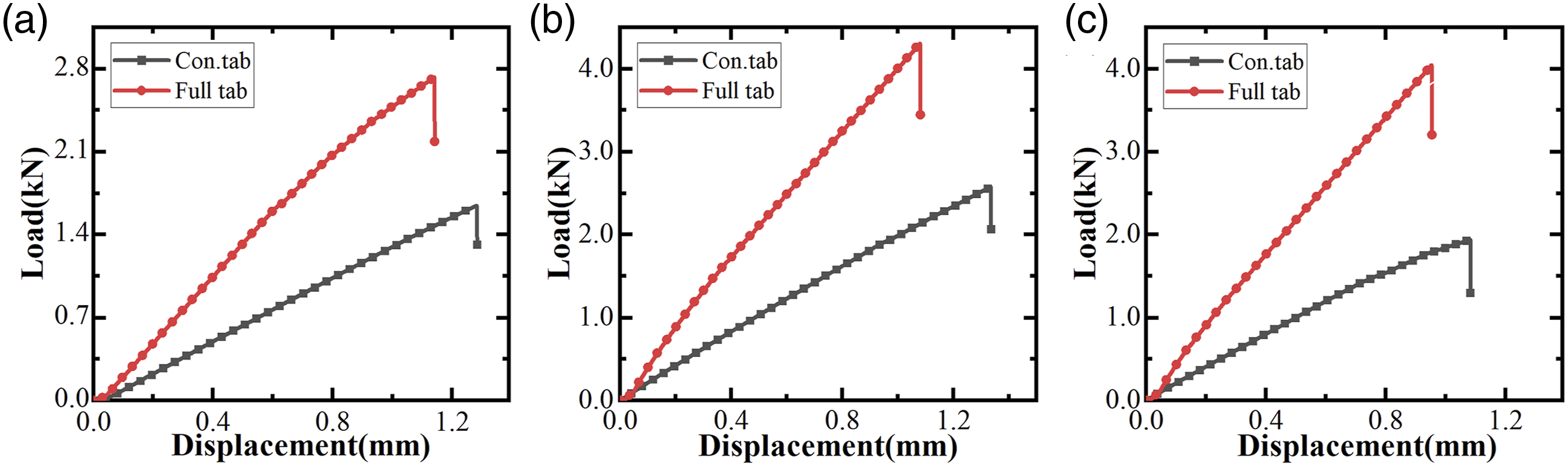
the bond strength of the adhesive specimen was not excellent, the failure load was only 14% of the ultimate strength of the tape, and interface cohesive failure was observed in Figure 13(a); when the bonding strength increases, the failure load, and tensile stress increase as well, in terms of the specimen fabricated by LATP process, the failure load is above 30% of the ultimate strength, a slight crack propagated through the matrix, parallel to the fiber, observed in the conventional tabbed specimen as shown in Figure 13(b), as the tensile stress is not enough high, the final fracture was still a cohesive failure, except for a slight adherend fracture. While full tab was employed to improve the relative stiffness, and prevent the crack take place in tape, consequently, when the failure load increased, interface cohesive failure was observed in Figure 13(b); In case of fusion bonding specimen with the highest bonding strength, fabricated by hot pressing process, the failure load is above 50% of the ultimate strength, the fracture was similar to the specimen using LATP process in the conventional tabbed specimen, but the extent of the adherend fracture was more terrible than specimen LATP process, as observed in Figure 13(c), the fracture mode was still an interface cohesive failure in the full tabbed specimen. These results show that with the increase of the bonding strength, the normalized lap shear strength and improvement of the bonding test, equipped with a full tab, have a significant promotion, and fracture mode of these specimens is still a cohesive failure. Typical load-displacement curves of different bonding processes: (a) AB (adhesive bonding); (b) LATP (laser assisted automated tape placement); (c) FB (fusion bonding by hot pressing).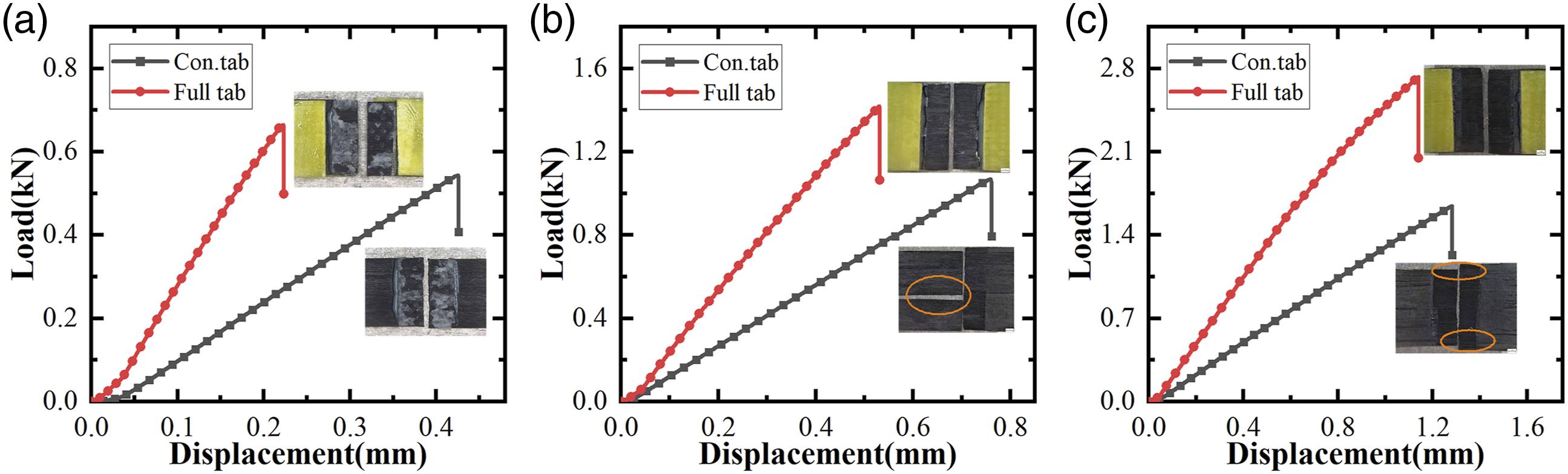
It is suggested that no matter what the bonding process is, the full tab contributes to the improvement of the bonding test, and a cohesive failure is taken place in the full tabbed specimens. In terms of the characterization of bonding quality for the tape placement process and single-lap-joint assemblies, the bonding test equipped with a full tab has excellent applicability.
Influence of lap length on bonding test
Generally, when the lap length increased, the peak load also increased within a certain range, on the contrary, the lap shear strength decreased. Consequently, in terms of investigating the promotion of the bonding test and fabricating the testing specimen, the lap length effect should be taken into account.
Figure 14 is the curve of normalized lap shear strength with different lap lengths. As the graph shows that when the lap length is less than or equal to 8 mm, the lap length had a little influence on the normalized lap shear strength of the bonding test, while the lap length is greater than 8 mm, the normalized lap shear strength increased to 2.1, it is indicated that the lap length exceeded a certain range, the improvement of the bonding test, equipped with a full tab, is more apparent. The reason why make a difference in the bonding test would be further analyzed in the next section. Norm. Lap shear strength with different lap lengths (fusion bonding).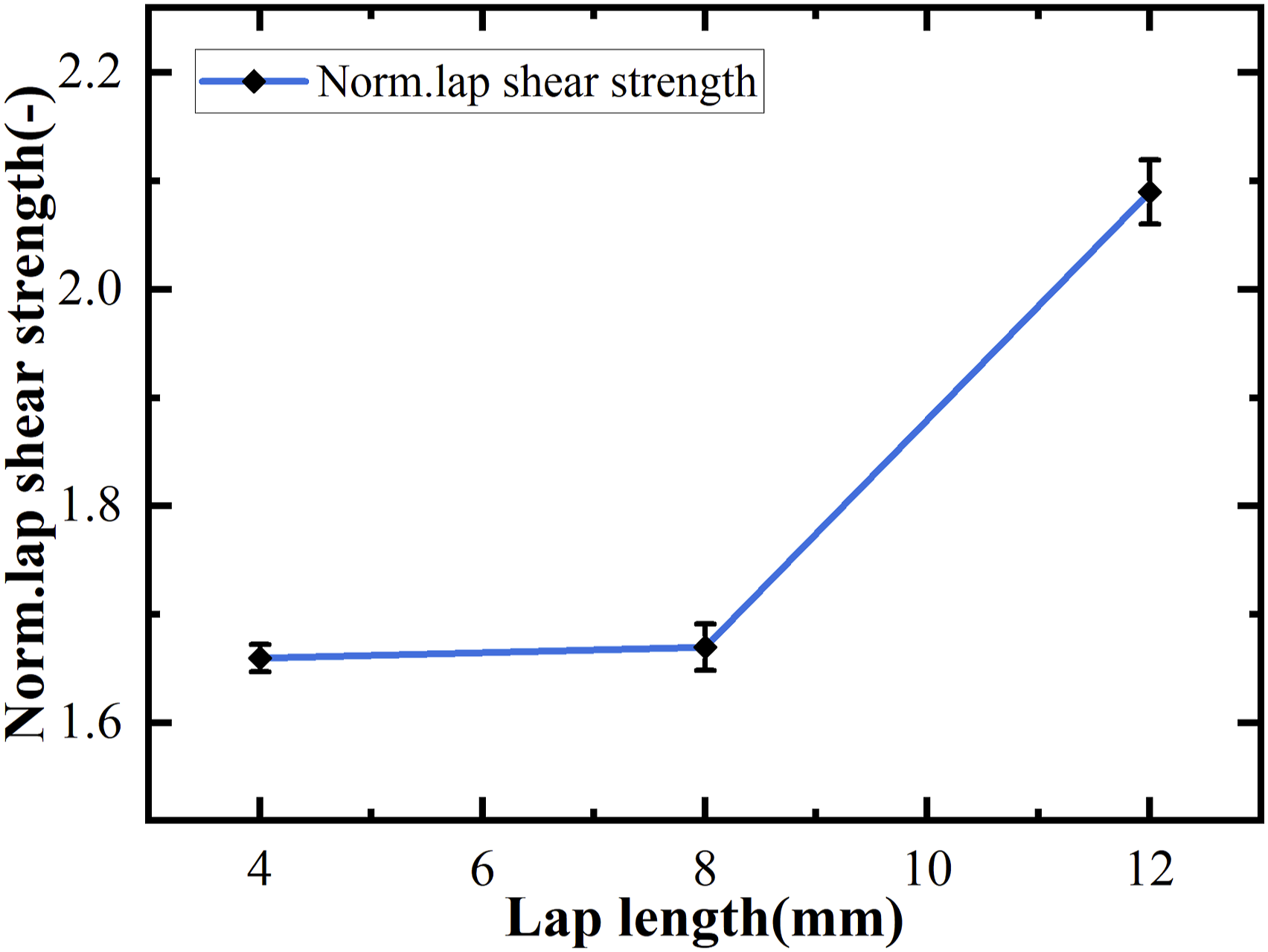
Lap shear strength and peak load with different lap lengths, as shown in Figure 15, revealed that the lap shear strength reduced with the increase of lap length, and when lap length is greater than 8 mm, the peak load decreased by 25% in the conventional tabbed specimen, while the full tabbed specimen had only a little change, as shown in Figure 15(b). It can be seen that the curves of these specimens with full tab were higher than conventional tab, as observed in Figure 16, it is indicated that the relative stiffness of full tabbed specimens is higher than conventional tabbed specimens. Therefore, a bonding test equipped with a full tab ameliorates the accuracy for the joint with different lap lengths. Lap shear strength and peak load with different lap lengths (fusion bonding). Typical load-displacement curves of different lap lengths (fusion bonding): (a)l=4 mm; (b)l=8 mm; (c)l = 12m.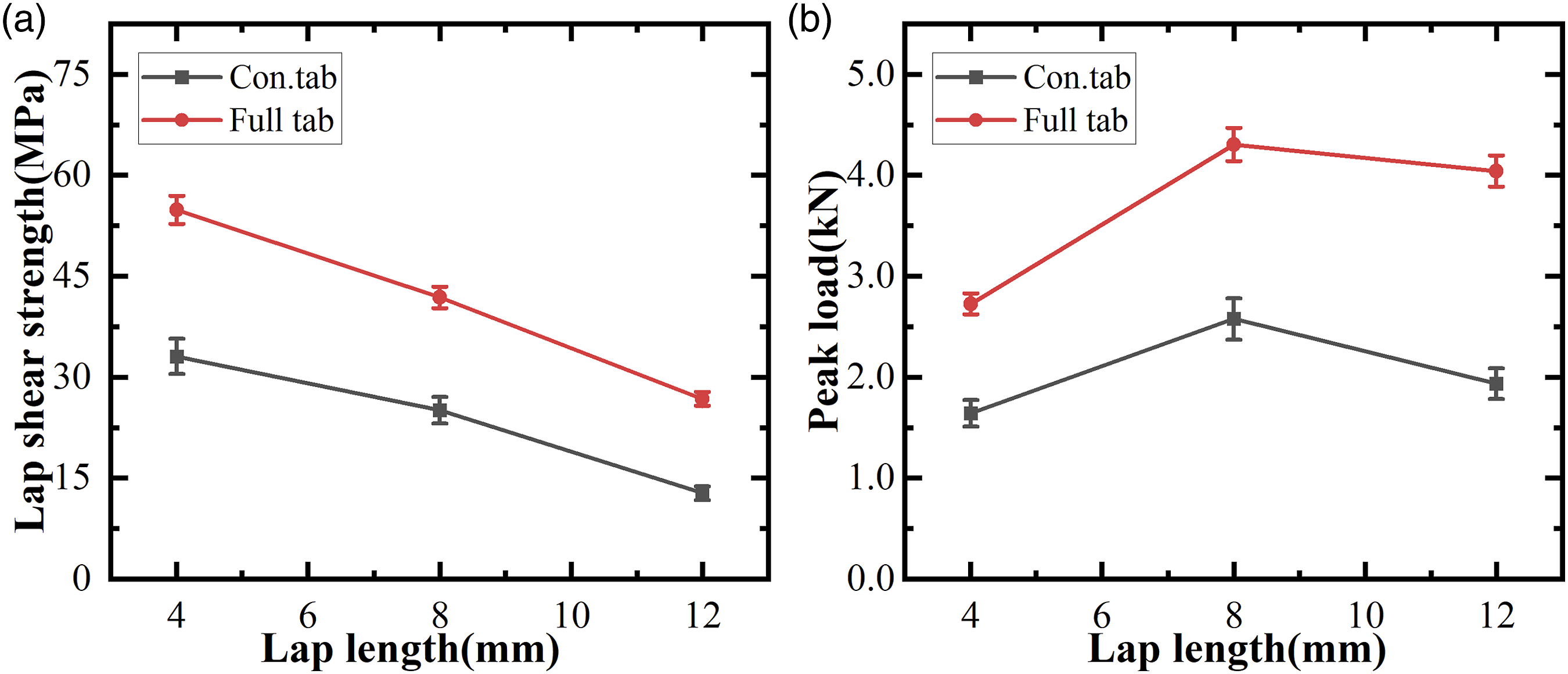
The curve of tensile stress with lap length and fracture image was obtained as shown in Figure 17. In terms of the conventional tabbed specimen, it can be seen that several cracks occurred, parallel to the fiber, especially at the joint ends, and the fracture mode is a combination of adherent fracture and the main root of interface cohesive failure, and the tensile stress was only one-third of the ultimate strength. When the lap length continued to increase the fracture mode is adherent or tape fracture, as observed at the tab ends. Tensile stress and micrograph of different lap lengths (fusion bonding).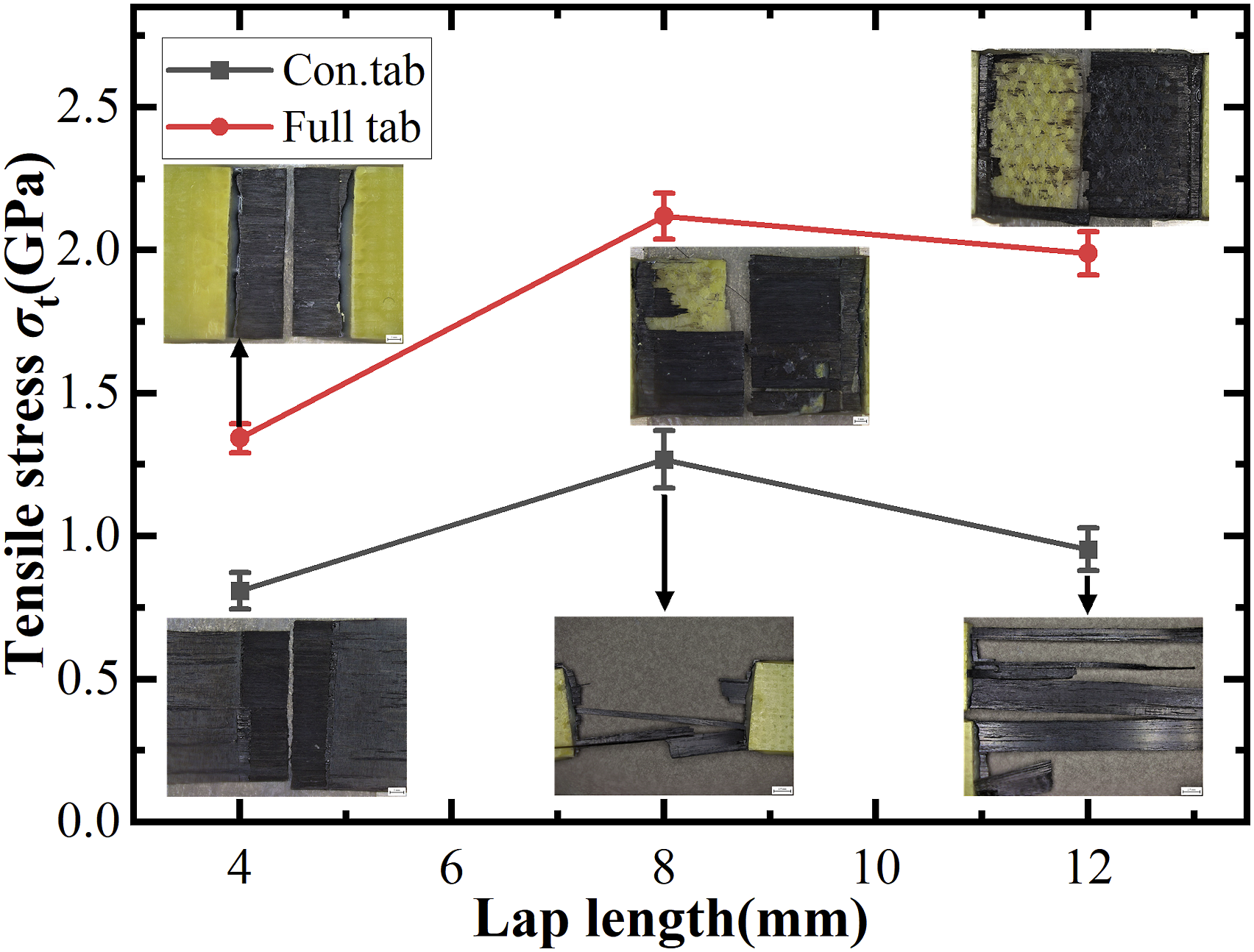
According to theoretical and experimental analysis, when lap length is equal to 4 mm, the fracture mode is the cohesive failure; when lap length is equal to 8 mm, the fracture mode was a mixed failure, similar results have been found for thermoplastic matrix laminates where cohesive failure or intralaminar failure occurs depending on the welding procedure 32 ; when lap length is equal to 12 mm, occurred cohesive failure, and cohesive failure preceded the adherend fracture, that was why the fracture, as observed in Figure 17, was more uniform and taken place at the end of bonding joint.
These results show that lap length has an impact on the promotion of bonding tests equipped with a full tab, due to the strong interface in fusion bonding specimens.
The curves of nominalized lap shear strength, peak load, and bonding strength for adhesive specimens with different lengths were shown in Figure 18. It can be seen that the normalized lap shear strength was little independent of lap length, as shown in Figure 18(a). Similar results have been found for adhesively bonded joints subjected to tensile load.
33
On the contrary, the lap shear strength, as observed in Figure 18(b) and (c), reduced with the increase of lap length, and the conclusion is similar to that in Mokhtari et al.,
34
this phenomenon could be illustrated by the increase of bonding area. These results with different lap lengths (adhesive bonding): (a) Norm. Lap shear strength; (b) Peak load; (c)Lap shear strength.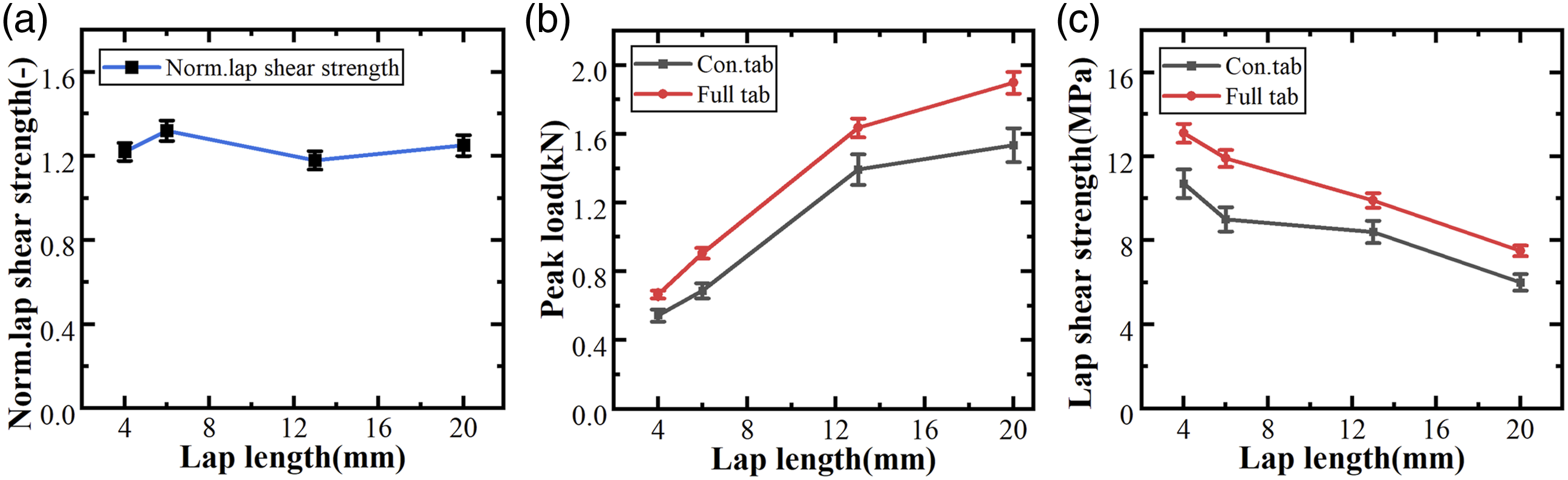
Typical load-displacement and failure morphology of specimens with different lap lengths were shown in Figure 19. The failure mode of full tabbed specimens was a cohesive failure. However, the failure mode of the conventional tabbed specimen was a cohesive failure when lap length is less than or equal to 6 mm, as shown in Figure 19(a) and (b), in the case of lap lengths exceeded 6 mm, the failure mode was a mixed failure, as observed in Figure 19(c) and (d), a slight crack propagated through the matrix. Typical load-displacement curves of different lap lengths (adhesive bonding).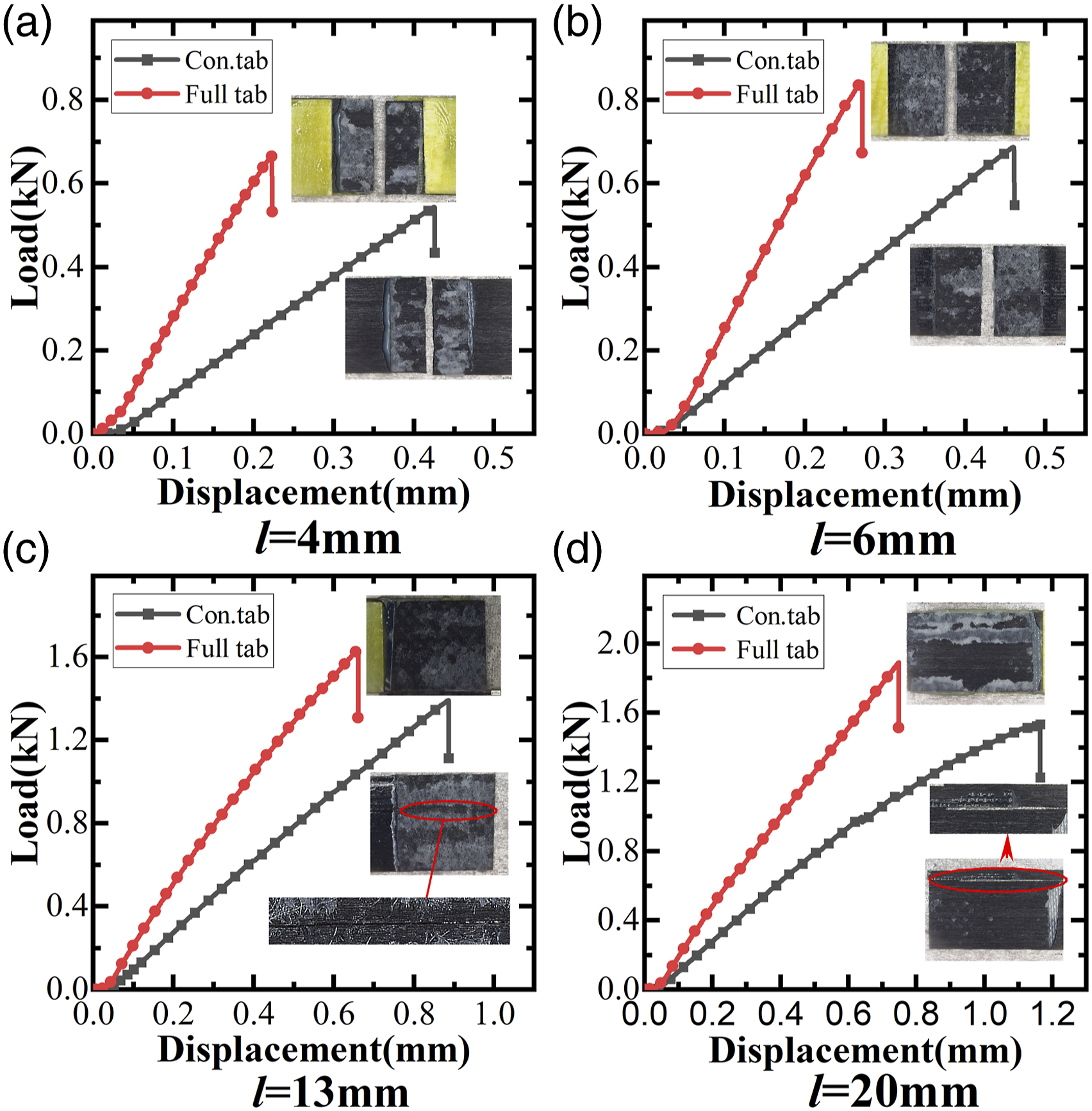
It can be concluded that bonding strength decrease with the increase of lap length, it remains changeless whether the full tab is employed, except for the longest lap length of specimen fabricated by the hot pressing process. Accordingly, the lap length of a specimen requires to ensure the failure load is less than the ultimate strength to take advantage of the bonding test equipped with a full tab.
Influence of bond strength on bonding test
It is well known that the processing has an influence on the bond strength, whether the full tab is applicable to other specimens with different degree of bonding, the effect of the process parameters on quantifying the bond quality of the specimen is further investigated.
The previous results showed that the suitable dimension of specimen, applied with full tab, was determined. The degree of bonding D
b
, proportional to lap shear strength, is calculated by dividing through the average lap shear strength with full tabbed specimen for the ultimate lap shear strength. The specimens with different degree of bonding are fabricated by change process, such as temperature, pressure and time. The curve of tensile stress with lap length and fracture image was obtained as shown in Figure 20. It is apparent from this picture that the normalized lap shear strength, peak load and lap shear strength increased with the increase of degree of bonding in bonding test, agreeing with the results of Butler.
21
The differences between conventional tab and full tab for the peak load and lap shear strength are increasingly obvious, when the degree of bonding increased, these results show that the full tab becomes available in evaluating the variation of bond quality, manufactured by different fusion bonding process. These results with different degree of bonding: (a) Norm. Lap shear strength; (b) Peak load; (c) Lap shear strength.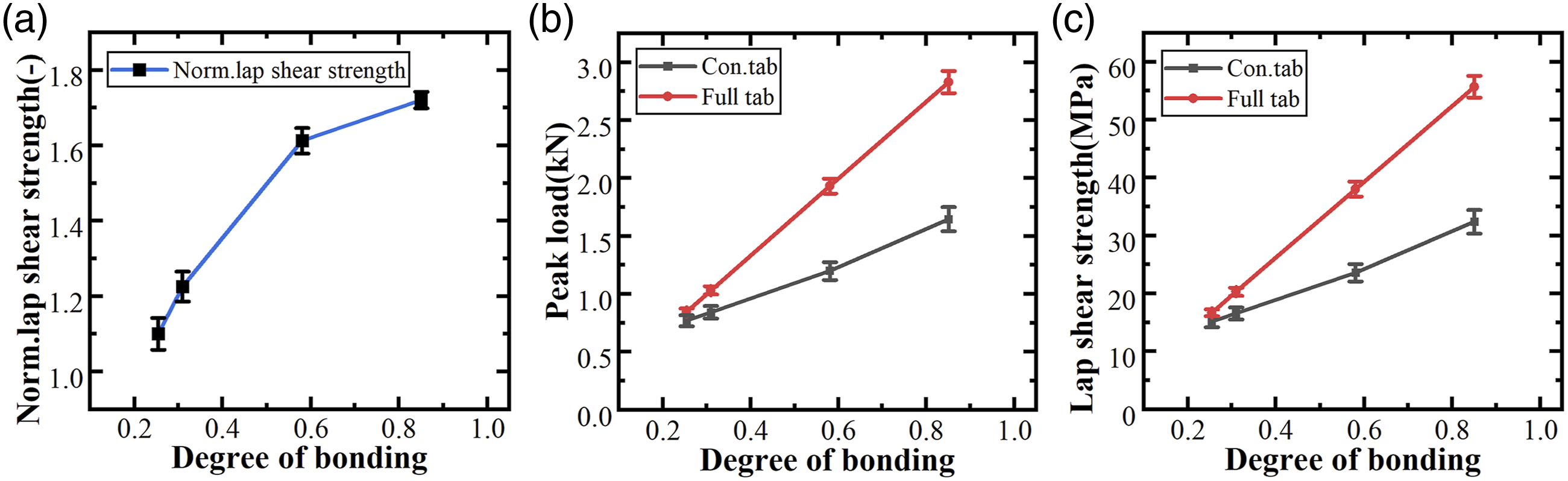
Figure 21 was the typical load-displacement and failure morphology of specimens with different lap lengths. This diagram indicates that the curves of specimens with full tab were higher than conventional tab. Due to the degree of bonding Db is less than or equal to 0.31, the interface is not enough strong, the failure load was above 20% of the ultimate strength of the tape, the interface cohesive failure was observed in Figure 21(a) and (b); with the increase of the degree of bonding, the failure load increased, a slight crack propagated through the matrix, parallel to the fiber, observed in the conventional tabbed specimen as shown in Figure 21(c), as the tensile stress is not enough high, the final fracture was still a cohesive failure, except for a slight adherend fracture. While full tab was employed to improve the relative stiffness, and prevent the crack take place in tape, consequently, when the failure load increased, interface cohesive failure was observed in Figure 21(c); when the excellent process was be used, the failure was consistent with the results of previous part, consequently, detailed analyses was not performed. These results show that with the increase of the degree of bonding, the normalized lap shear strength and improvement of the bonding test, equipped with a full tab, have a significant promotion, and fracture mode of these specimens is still a cohesive failure. Typical load-displacement curves for the specimens with different degree of bonding.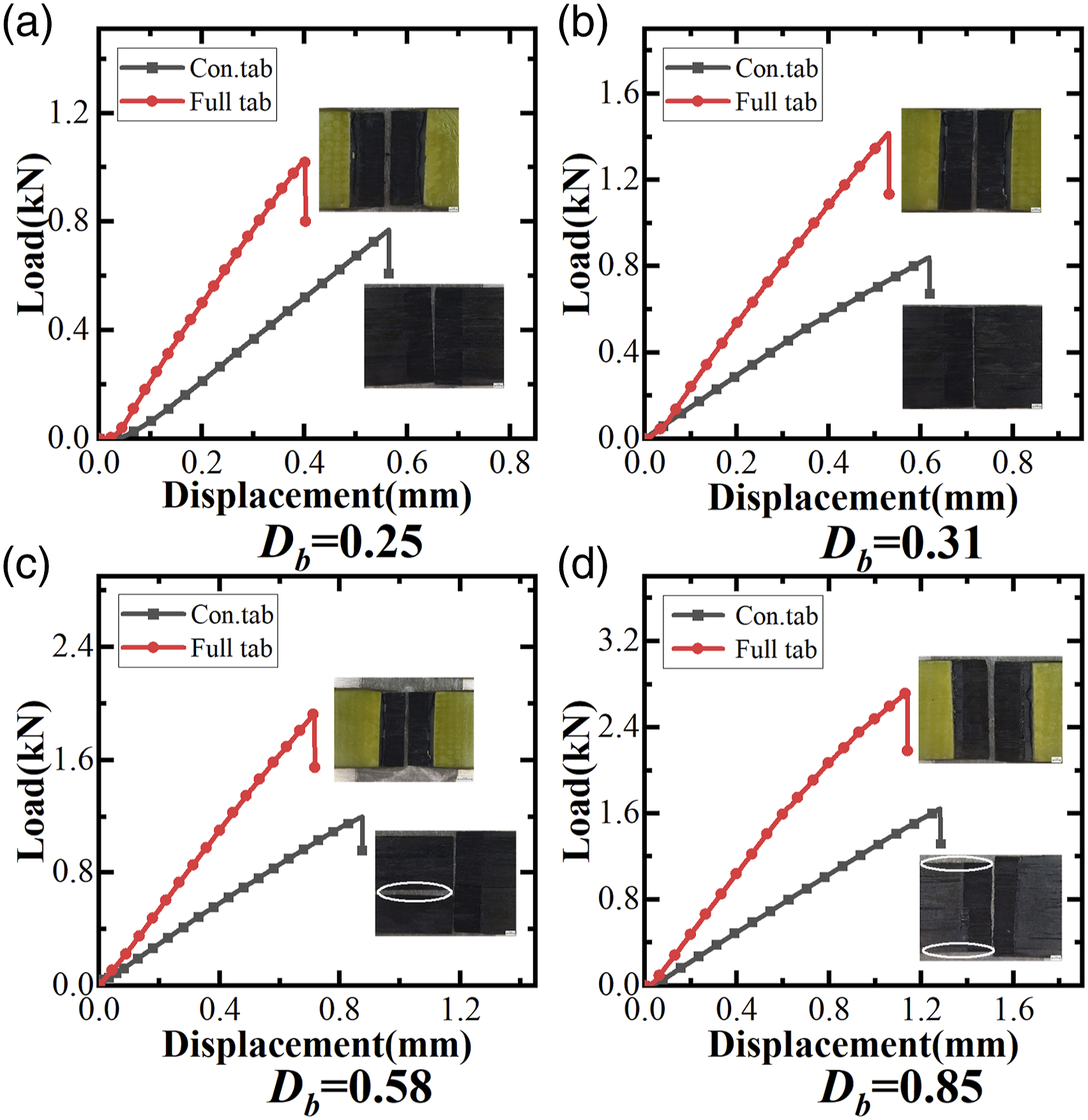
These results suggested that no matter how the effects of processing on the pressure, temperature and time dependence of the bond strength is, the full tab contributes to the improvement of the bonding test, and a cohesive failure is taken place in the full tabbed specimens. In terms of the characterization of bonding quality for the tape placement process and single-lap-joint assemblies, the bonding test equipped with a full tab has excellent applicability.
Conclusions
In this work, a newly designed tab for the bonding test of unidirectional CF/PEEK composites is proposed to improve the quantification of the bonding strength of the weld interface between two tapes. Bonding tests and FE simulations are performed for the bonding specimens with three types of tabs, and the bonding strength achieved by different tabbed specimens was compared to theoretical calculation. These results showed that the bonding strength of full tabbed specimens outperformed the other two types, and was 98.6% of theoretical calculation, which demonstrated that the full tab was sufficient to achieve accurate estimation. This was due to the relative stiffness of the full tabbed specimen was significantly improved to reduce the stress concentration from 10.8 to 1.71. Hence, cohesive failure was likely to take place, instead of mixed failure.
Furthermore, the influence of the bonding process, degree of bonding and lap length on the testing improvement was investigated experimentally to validate the promotion of bonding tests. The experimental results showed that this tab configuration has a low dependence on different types of specimens, fabricated by different bonding processes, degree of bonding and lap lengths. The process with a higher bonding quality, more excellent degree of bonding and the longer lap length ameliorates the quantification of bonding strength as well. Since the higher bonding quality and longer lap length increase the possibility of adherend fracture, increasing in adherend fracture further deteriorated the testing results for these conventional tabbed specimens, while the full tabbed specimen did not show any adherend fracture, except for the specimen with the tensile stress exceeds the ultimate strength of the adherend, the improvement of bonding test is distinguished. Due to there was a strong dependence of lap length on the lap shear strength made it necessary to take lap length into account in the fabrication of bonding specimen. Above all, a bonding test equipped with the full tab was found to be applicable in the tape placement process and single-lap-joint assemblies for thermoplastic composites.
However, the GF/epoxy composite laminate was only employed to prepare these tabbed specimens and obtain a satisfying result, whether the material, such as aluminum and carbon fiber reinforced composite, contributes to the promotion of bonding tests requires further exploration.
Footnotes
Acknowledgments
The authors gratefully acknowledge the financial and technical support from the National Key Laboratory of Science and Technology on Helicopter Transmission, Nanjing University of Aeronautics and Astronautics, under grant agreement No. HTL-A-20K01.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Key Laboratory of Science and Technology on Helicopter Transmission, Nanjing University of Aeronautics and Astronautics, No.HTL-A-20K01.
Contributorship
Liu Hongquan carried out the entire study and prepared the manuscript. Prof. Li Yong supervised the research and contributed to article writing. Mr. Huan Dajun and Xiao jun contributed to collecting important background information and revising the manuscript. Zeng Dan, Chen Xiaodong and Wang Wuqiang participated in the design of this study, and they both performed the theoretical analysis and prepared the testing specimen. Li Yanrui and Jiao Yang provided help for specimen testing, data acquisition, data analysis, and finite element simulation. All authors reviewed and edited the manuscript and approved the final version of the manuscript.