
Abstract
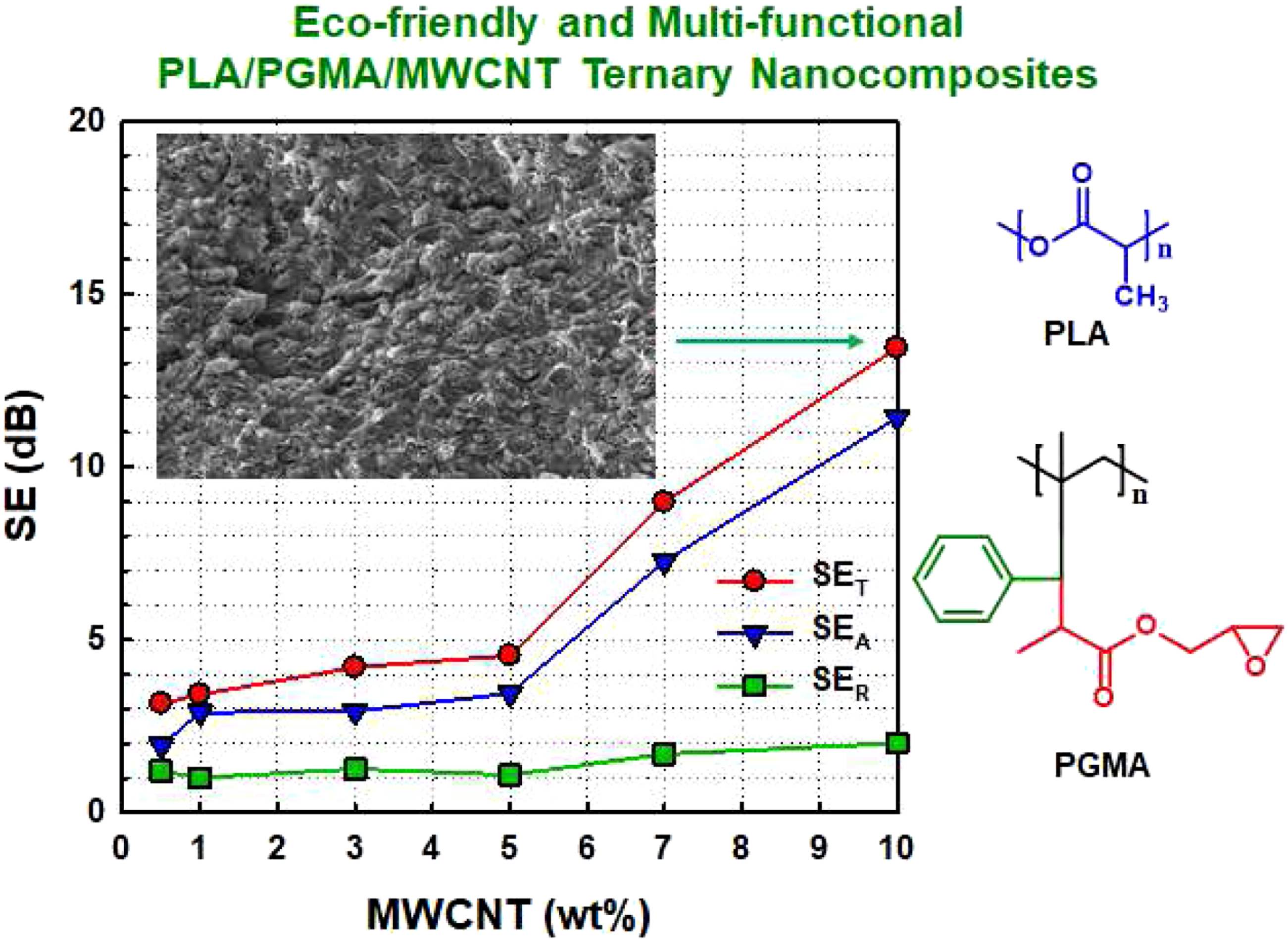
To attain eco-friendly and multifunctional thermoplastic composites for advanced applications, a series of ternary nanocomposites based on compatibilized polylactide/glycidyl methacrylate-grafted polypropylene (PLA/PGMA, 80/20 by wt%) blend matrix and 0.5–10 wt% multi-walled carbon nanotube (MWCNT) filler is manufactured by efficient masterbatch melt-compounding. Effects of MWCNT on the morphology, thermal, mechanical, rheological, electrical, and EMI shielding properties of the ternary nanocomposites are investigated. It is revealed that PGMA/MWCNT domains are partially formed owing to the selective interaction of MWCNT with PGMA in the blend matrix. MWCNTs contribute to accelerating the crystallization rates of PGMA and PLA matrix components in the ternary nanocomposites. The dynamic mechanical modulus and thermal stability of the ternary nanocomposites are improved with the increment of MWCNT loading. The electrical conductivity of the nanocomposites increases significantly from ∼10−11 S/cm to ∼10−3 S/cm with increasing the MWCNT content up to 10 wt%. The electrical percolation threshold of ∼4.0 wt% MWCNT is also found to be in good agreement with the rheologically estimated percolation threshold. The EMI shielding effectiveness of 1 mm thick ternary nanocomposite with 10 wt% MWCNT is measured to be ∼13.4 dB at 8 GHz, which indicates the shielding efficiency of ∼95.4% to incident EM waves.
Keywords
Introduction
Over the past few decades, polymer matrix composites have overtaken metals as the production materials of choice in industrial application sectors such as automotive, aerospace, construction, electric/electronics, medical, military, infrastructure, etc.1–4 Although this rise has been mostly driven by thermoset matrix composites, thermoplastic matrix composites (TMCs) are poised to emerge as the new material of choice because of their good balance of recyclable processability, mechanical properties, and low density.5–8 A variety of petroleum-based plastics, such as polypropylene (PP), polyethylene (PE), polyamides, polyesters, acrylonitrile-butadiene-styrene (ABS) copolymers, polyetheretherketone (PEEK), etc. have been adopted for the polymeric matrices of TMCs. Especially, PP is widely selected for its good mechanical properties, excellent processing performance, and low cost. More recently, there have been many efforts to amplify positive effects on the environment by replacing petroleum-based plastics with bio-derived renewable polymers for TMCs. Among renewable polymeric materials, poly (lactic acid) or polylactide (PLA), which is a thermoplastic aliphatic polyester derived from natural resources including corn, sugar beets, etc., has attracted great attention from industry and academia because it has a reduced carbon footprint, compared to fossil-based polymeric materials.9,10 With the development in production methods and quantities, PLA become cheaper and its application has expanded through various processing techniques such as extrusion, molding, casting, thermoforming, and spinning. Nonetheless, PLA has practical limitations in commodity and engineering applications in terms of processing and properties such as low melt strength, slow crystallization rate, low toughness, high brittleness, and low service temperature. 11 Accordingly, lots of research and development has been carried out to enhance the processability and properties of PLA materials via stereo-complexation,12–14 copolymerization,15,16 and blending.17–19
Mixing two or more polymers is considered a convenient, effective, and inexpensive processing approach to manufacturing polymer materials with balanced properties for a particular end-use. 20 It is also speculated that composites based on a polymer blend matrix and a reinforcing filler could be a new type of high-performance composite materials that combine the advantages and benefits of polymer blends and composites.21–23 Accordingly, there have been many studies on PLA blend-based ternary nanocomposites reinforced by nanoscale fillers such as carbon nanotubes (CNTs), 24 graphenes, 25 nanoclays,26,27 nanosilica, 28 nanocellulose, 29 etc.30,31 Among the inorganic nanofillers, one-dimensional single-walled or multi-walled CNTs (SWCNTs or MWCNTs) have been adopted as ideal nanofillers for polymer nanocomposites because of their outstanding mechanical property, electrical conductivity, and thermal stability.32,33 MWCNTs are commonly chosen as reinforcing CNTs in aspects of their high production convenience and cost-effectiveness. Xu et al. reported the electrical conductivity enhancement by changing phase morphology of the nanocomposites based on different blend ratios of PLA/poly (ε-caprolactone) (PLA/PCL) with 1.0 wt% acid-oxidized MWCNTs (A-MWCNTs). 34 It was found that A-MWCNTs were selectively dispersed in the PCL phase and that a maximum electrical conductivity was attained for the nanocomposite consisting of PLA/PCL (60/40 by wt%) blend and 1.0 wt% A-MWCNTs because of the formation of a co-continuous morphology of A-MWCNT-dispersed PCL phase. Park et al. reported the influence of MWCNT on the morphological, electrical, and rheological properties of PLA/poly (propylene carbonate) (PLA/PPC, 30/70 by wt%) blend-based nanocomposites. 35 It was found that MWCNT preferred to locate in the PPS phase of the immiscible blends owing to the lower interfacial tension between PPC and MWCNTs and the lower viscosity of the PPC. Such a specific localization of MWCNTs in the PPC phase improved the conductive path and electrical conductivity of PLA/PPC/MWCNT nanocomposites, compared to PPC/MWCNT and PLA/MWCNT nanocomposites. Lee et al. reported that MWCNTs were selectively dispersed in the continuous PP phase in an immiscible PLA/PP (50/50 by wt%) blend. 24 Accordingly, the electrical percolation threshold was attained at low MWCNT content below 1 wt%. In addition, the thermal stability and elastic modulus of the blend nanocomposites were highly improved by the introduction of MWCNTs. Nasti e al. investigated the selective localization and double percolation of MWCNTs in PLA/polystyrene (PLA/PS) blends fabricated by a two-step melt-mixing process, in which a masterbatch of PS wit 2 wt% MWCNT was prepared and then melt-mixed with different amounts of PLA. 36 As a result, a double percolated morphology of the percolation of PS in the PLA phase and the percolation of MWCNTs in the PS phase was attained, which leads to a low electrical percolation threshold of ∼ 0.45 vol% MWCNT. Yousefzade et al. investigated the melt rheology, thermal stability, and dynamic mechanical properties of ternary nanocomposites based on immiscible PLA/thermoplastic polyurethane (PLA/TPU, 80/20 by wt%) blend matrix and carboxylated MWCNT by reactive melt-mixing. 37 MWCNTs were found to be located mainly in the interface in the nanocomposites prepared by reactive melt-mixing. As a result, generated interphases involving PLA, TPU, and MWCNTs, and new bonding between PLA and MWCNTs in the nanocomposites played a critical role to enhance the thermal and mechanical properties. Salehiyan et al. reported the effect of MWCNT (0.25–1.0 wt%) on the rheological and dielectric properties of PLA/poly (vinylidene fluoride) (PLA/PVDF, 70/30 by wt%) blend nanocomposites, which were fabricated by melt-mixing PVDF/MWCNT composite with PLA. 38 MWCNTs were found to migrate from the PVDF to the interface between PVDF and PLA, resulting in significant improvement in the dielectric constant and elastic moduli of the nanocomposites.
We recently investigated the microstructure and properties of PLA-dominant compatible blends with glycidyl methacrylate-grafted polypropylene (PGMA) prepared by reactive melt-compounding. 19 It was revealed that PLA/PGMA blends, unlike immiscible PLA/PP blends, do not have a phase-separated structure due to the specific interaction between PLA and PGMA as well as the compatibilizing effect of PGMA-g-PLA that occurs during the melt-compounding. PLA/PGMA blends also feature noticeable improvements in toughness, thermal stability, and melt-processability without significant deterioration of mechanical modulus. To continue our efforts to achieve TMCs with green sustainability, multifunctionality, and enhanced performance, in this study, a series of ternary nanocomposites based on compatible PLA/PGMA blend matrix and MWCNT filler were fabricated through masterbatch melt-compounding and the effect of MWCNTs on the morphological features and physical properties of PLA/PGMA blends was investigated. For this purpose, PLA/PGMA (80/20 by wt%)-based nanocomposites containing 0.5–10 wt% MWCNT loadings were manufactured by an efficient masterbatch melt-compounding. The thermal transition, thermal stability, melt-rheological behavior, electrical, and electromagnetic interference (EMI) shielding properties of the nanocomposites were investigated in consideration of the microstructural feature and MWCNT content.
Experimental
Materials
A commercially available PLA (2002D, NatureWorks LLC) with 4.2 mol% D-isomer, Mw of ∼ 1.13×105 g/mol, and polydispersity index of 1.46 was utilized as a dominant matrix component of ternary nanocomposites. Isotactic PP (Mn of ∼ 2.5×105 g/mol and Mw of ∼ 6.7×105 g/mol), glycidyl methacrylate (GMA, 97% purity), styrene (> 99% purity), and dicumyl peroxide (DCP) were obtained from Sigma-Aldrich Com. Multi-walled carbon nanotube (MWCNT, carbon purity of 95%) with a diameter of 10–20 nm and length of ∼ 20 μm was supplied by Hyosung (Korea).
Fabrication of polylactide/glycidyl methacrylate-grafted polypropylene multi-walled carbon nanotube ternary nanocomposites
GMA-grafted isotactic PP (PGMA) was fabricated by reactive melt-compounding of pristine PP with GMA in the presence of styrene and DCP initiator, which was conducted with aid of a co-rotating intermeshing twin-screw extruder (BA11, Bautek Com.) operating at a screw speed of 50 rpm and a temperature profile of 175–195°C.19,39 Before melt-compounding, 100 g powdery PP was pre-mixed with 10 wt% GMA, 10 wt% styrene, and 0.2 wt% DCP. For purification, the melt-compounded product was dissolved in xylene at 120°C and precipitated into acetone to remove unreacted residual components. The PGMA product was finally obtained via filtering, washing with acetone, and drying in a vacuum oven at 80°C.
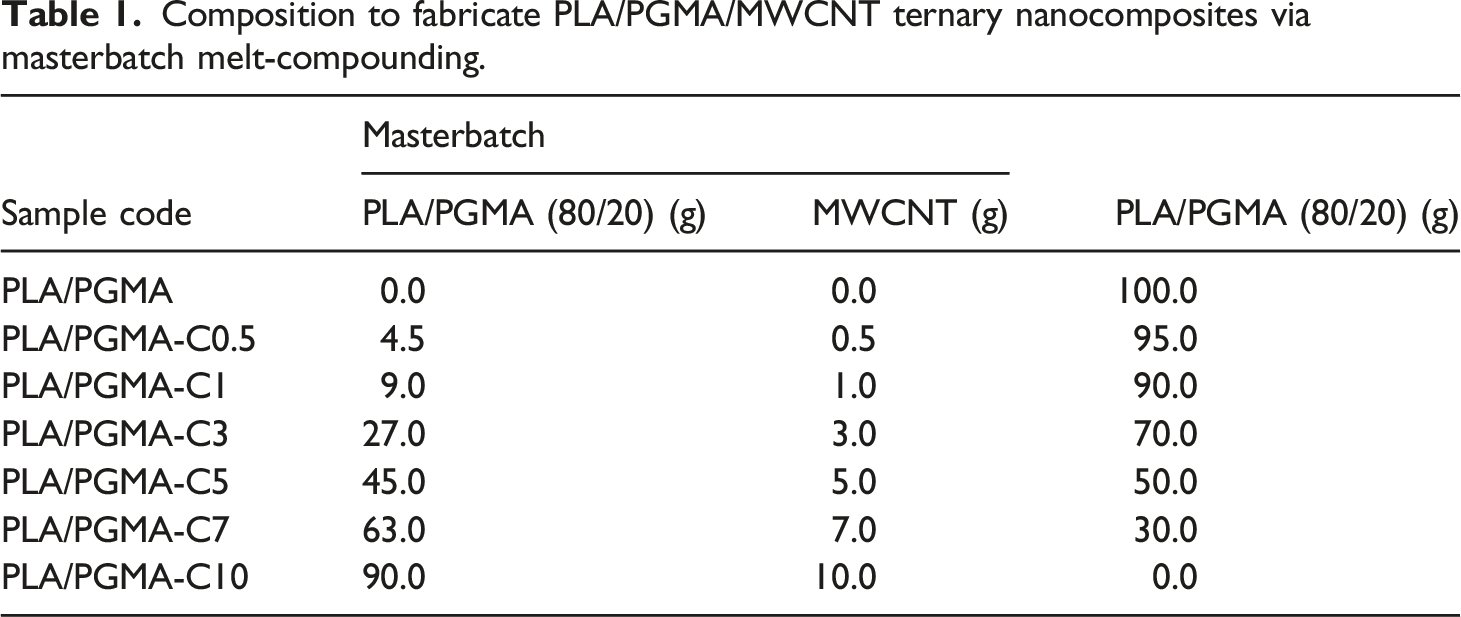
Composition to fabricate PLA/PGMA/MWCNT ternary nanocomposites via masterbatch melt-compounding.
Characterization
The morphological features of ternary nanocomposites were identified using a scanning electron microscope (FIB-SEM and LYRA3 XMU), which was operated at an accelerating voltage of 5 kV. For SEM characterization, nanocomposite sheets were cryogenically fractured in a liquid nitrogen bath and then coated with a thin layer of osmium in a vacuum chamber for 20 s.
The thermal transition behavior of ternary nanocomposites with different MWCNT loadings was investigated using a differential scanning calorimeter (DSC 6000, PerkinElmer Inc.). DSC cooling and heating thermograms were obtained under a nitrogen atmosphere over a temperature range from 30°C to 200°C at a scan rate of 10 °C/min.
The thermal stability and degradation behavior of ternary nanocomposites and their components were analyzed by using a thermogravimetric analyzer (TGA 4000, PerkinElmer Inc.), which was operated under a nitrogen gas flow in the temperature range from 30°C to 800°C at a heating rate of 10°C/min.
The rheological behavior of nanocomposites in a melt state was investigated using a rheometer (MCR 102, Anton Paar Com.) with a parallel plate geometry of 25 mm diameter and 1.0 mm gap. Small-amplitude oscillatory frequency sweep experiments were carried out at a constant temperature of 190°C and shear strain of 2% in the frequency range from 0.1 to 100 rad/s.
The dynamic mechanical thermal analysis of nanocomposite sheets was carried out with the aid of a dynamic mechanical analyzer (DMA 8000, PerkinElmer Com.) in a single cantilever mode. The temperature-dependent DMA curves of all sample sheets were obtained by heating from −100°C to 150°C at a heating rate of 3°C/min.
The electrical properties of nanocomposites at room temperature were investigated using multiple electrometers (2400, 6517B, Keithley Instruments Inc.). For the electrical property measurement, nanocomposite sheets with dimensions of 5.0 mm width, 20.0 mm length, and 1.0 mm thickness were prepared. The silver paste was applied to both ends of nanocomposite sheets to minimize the contact resistance between the sample and the electrode.
The electromagnetic interference (EMI) shielding performance of nanocomposite sheets with 1.0 mm thickness was characterized using a network analyzer (E5063 A, Keysight) and sample holder (EM-2108, Electro-metrics), which was operated in a radio frequency range of 1.5–12 GHz associated with L, S, C, and X bands for wireless communication.
Results and discussion
Morphology
The morphological features of the PLA/PGMA blend and its nanocomposites with 0.5–10 wt% MWCNT loadings were characterized using the SEM images in Figure 1. For the PLA/PGMA (80/20 by wt%) blend (Figure 1(a)), there are no noticeable phase-separated domains owing to the good interfacial adhesion between PLA and PGMA components, which is induced by specific interactions between the hydroxyl/carboxyl/ester groups of PLA and the ester/epoxy groups of PGMA and as well as the compatibilizing effect of PGMA-g-PLA produced during melt-compounding.
19
In cases of the ternary nanocomposites (Figures 1(b) to (f)), there exist partial PGMA domains dispersed in the PLA matrix phase. This result is conjectured to be due to the partially selective interaction of MWCNTs with the PGMA component, rather than the PLA component in the ternary nanocomposites. From thermodynamic wetting coefficient evaluation and microscopic analyses of PLA/PP/MWCNT composites, it was reported MWCNTs were selectively located in the PP phase of an immiscible PLA/PP blend matrix.
24
It was also reported that the maleic anhydride group grafted on the PP chain contributes to improving the compatibility between MWCNTs and PP.
40
Therefore, the GMA groups grafted on the PP chain are considered to contribute to the selective interaction between MWCNTs and PGMA in compatible PLA/PGMA blend matrices, leading to the partial formation of PGMA/MWCNT domains from the main PLA phase. SEM images of fractured surfaces of PLA/PGMA blend and its ternary nanocomposites with 0.5–10 wt% MWCNT loadings.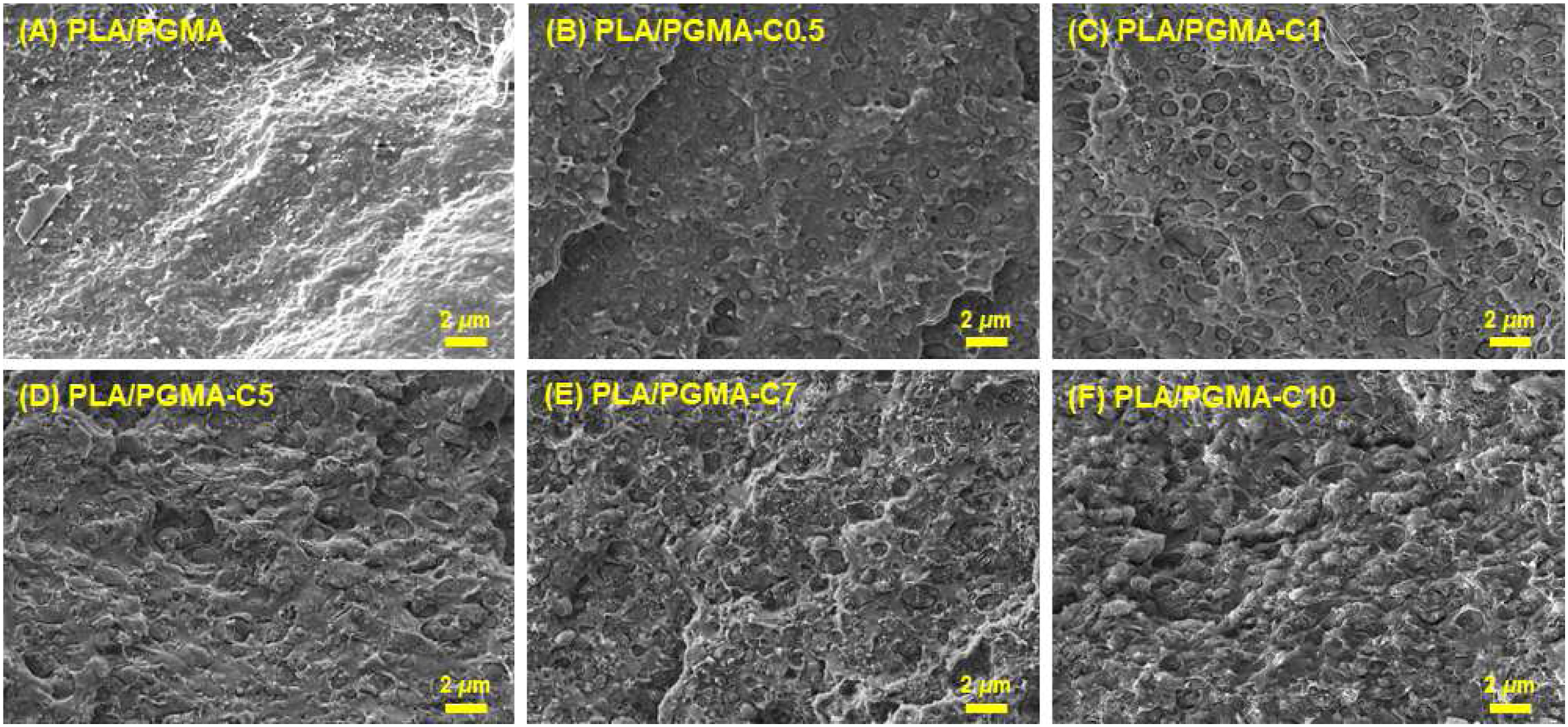
Thermal properties
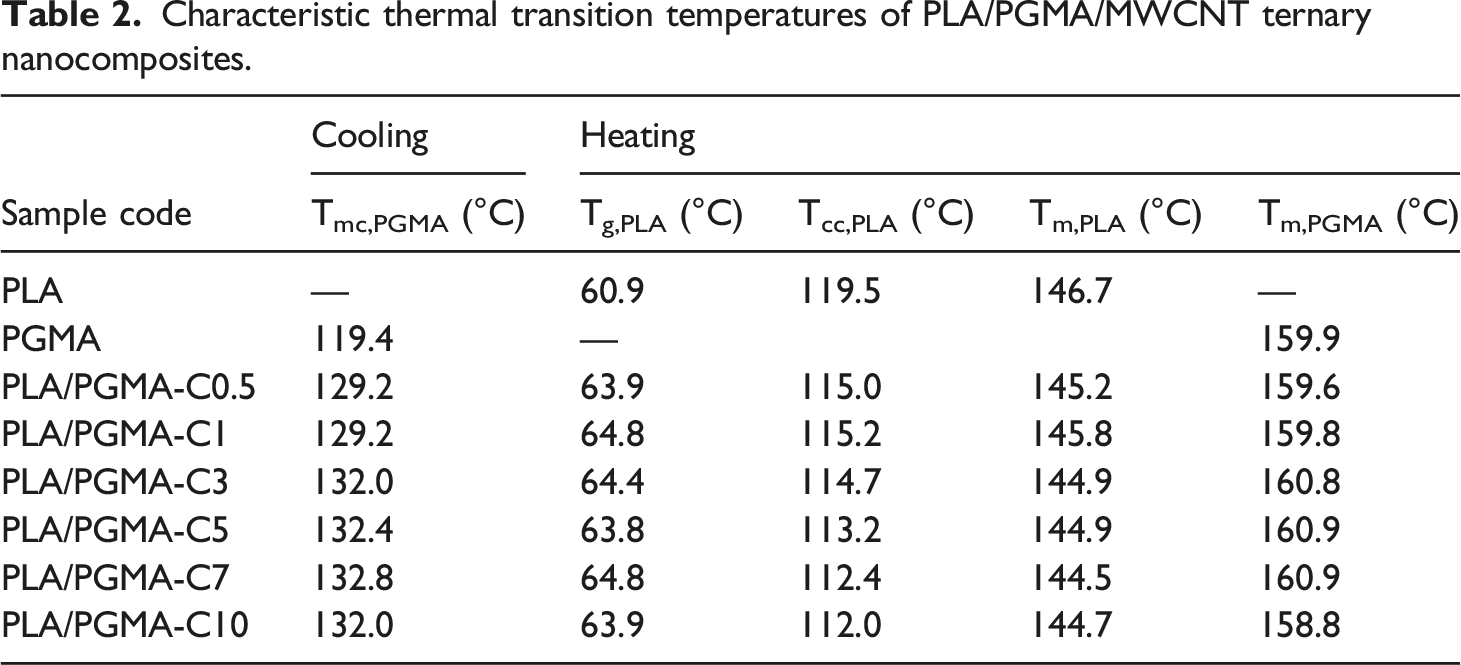
Figure 2 shows the DSC cooling and heating thermograms of PLA/PGMA (80/20) blend and its ternary nanocomposites with different MWCNT content of 0.5–10 wt%. The characteristic thermal transition temperatures are also summarized in Table 2. As shown in the cooling thermograms of Figure 2(a), the crystallization exotherm for pristine PLA is undetectable owing to the very slow crystallization rate, whereas neat PGMA shows a strong melt-crystallization exothermic peak (Tmc,PGMA) at ∼ 119.4°C. For the ternary nanocomposites, the melt-crystallization exotherm of the PGMA component appears at a slightly higher temperature (Tmc,PGMA) of 129.2–132.8°C, which is attributed to the nucleating effect of MWCNTs on the melt-crystallization of the PGMA component. In the heating thermograms of Figure 2(b), pristine PLA exhibits a glass transition (Tg,PLA) at ∼ 61°C, cold-crystallization (Tcc,PLA) at ∼ 120°C, and melting transition (Tm,PLA) at ∼ 147°C, whereas neat PGMA displays only a melting transition (Tm,PGMA) at ∼ 160°C due to rapid crystallization during the cooling step. For the ternary nanocomposites, the Tg,PLA values of the PLA component were detected at ∼ 64°C, which is slightly higher than that (∼61°C) of pristine PLA. The Tcc,PLA peaks of the nanocomposites were observed at slightly lower temperatures of 112–115°C with increasing MWCNT content. This result demonstrates that MWCNTs contribute to accelerating the cold-crystallization of PLA, the major matrix component of the nanocomposites. On the other hand, the melting transition temperatures (Tm,PLA and Tm,PGMA) of PLA and PGMA components in the nanocomposites are consistent with those of neat PLA and PGMA, respectively. DSC (a) cooling and (b) heating thermograms of (a) PLA, (b) PGMA, (c) PLA/PGMA-C0.5, (d) PLA/PGMA-C1, (e) PLA/PGMA-C3, (f) PLA/PGMA-C5, (g) PLA/PGMA-C7, and (h) PLA/PGMA-C10. Characteristic thermal transition temperatures of PLA/PGMA/MWCNT ternary nanocomposites.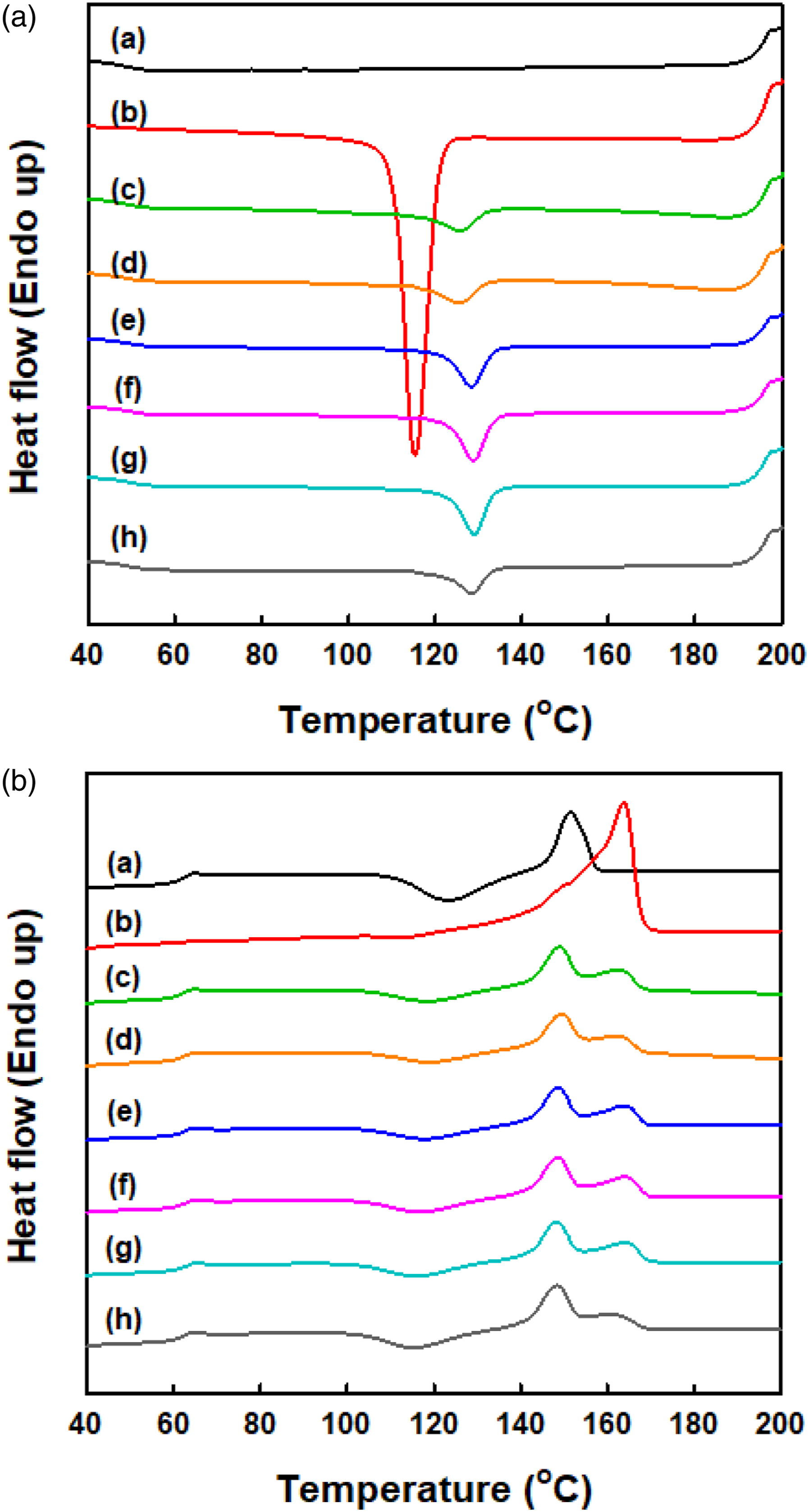
The influence of MWCNT loading on the thermal stability and degradation behavior of ternary nanocomposites was characterized using TG and DTG curves shown in Figures 3(a) and (b). In addition, thermal decomposition peak temperatures (Td,PLA and Td,PGMA) of the PLA and PGMA components in the blend and nanocomposites, which are evaluated from the DTG curves, are represented in Figure 3(c). Pristine PLA shows sharp single-step thermal decomposition at ∼380°C, while neat PGMA exhibits broad thermal decomposition in the temperature range of 300–450°C owing to the presence of grafted GMA groups. The PLA/PGMA (80/20) blend displays the combined thermal decomposition behavior of pristine PLA and PGMA components. The ternary nanocomposites with 0.5–10 wt% MWCNT loadings show two-step thermal decomposition behavior due to the presence of two polymer components. The Td,PLA value of pristine PLA is measured to be ∼377°C and the Td,PGMA value of neat PGMA is ∼427°C. The Td,PLA and Td,PGMA values of the PLA/PGMA blend are ∼379°C and ∼417°C, respectively. On the other hand, the Td,PLA and Td,PGMA values of the ternary nanocomposites are found to be in the range of 378–338°C and 464–477°C, respectively. It is noticeable that the Td,PGMA values of the nanocomposites are even higher than the value of neat PGMA and PLA/PGMA blend, whereas the Td,PLA values decrease slightly with increasing MWCNT loading content. The highly enhanced Td,PGMA values of the ternary nanocomposites are related to the reinforcing effect of MWCNTs interacting dominantly with the PGMA component in the nanocomposites. On the other hand, the slightly lowered Td,PLA values of the nanocomposites are associated with accelerated thermal decomposition of the PLA matrix due to the thermally conductive MWCNTs and/or PGMA/MWCNT phases dispersed uniformly in the major PLA matrix phase. (a) TGA curves, (b) DTG curves, and (c) thermal decomposition temperatures of PLA/PGMA/MWCNT ternary nanocomposites with different MWCNT content.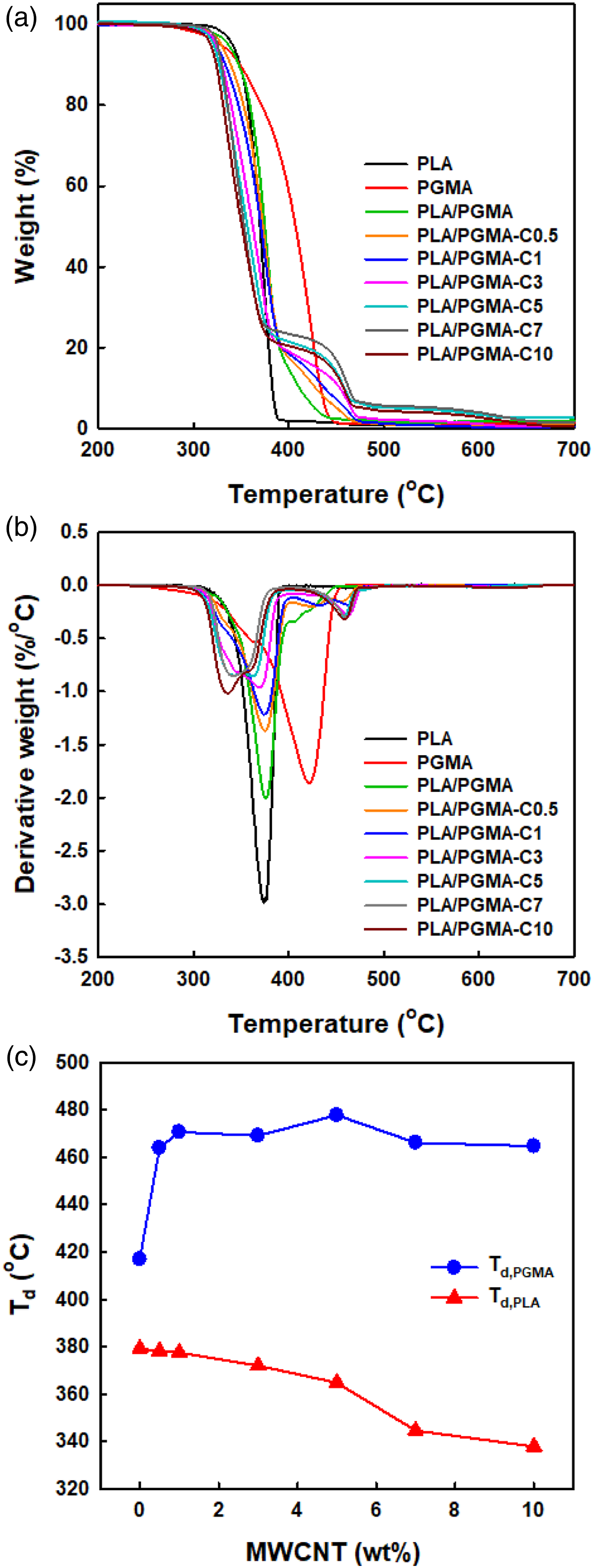
Dynamic mechanical properties
To investigate the dynamic mechanical thermal properties of PLA/PGMA-based ternary nanocomposites with different MWCNT content, the storage modulus (E′) and loss tangent (tan δ) were measured as a function of temperature, as shown in Figure 4. For the PLA/PGMA blend, an E′ value of ∼109 Pa at the glassy region decreases substantially to ∼106 Pa at ∼70°C due to the glass transition of PLA component and increases to a level of ∼108 Pa above 120°C owing to the cold-crystallization of PLA.
19
The overall temperature-dependent E′ changes of the ternary nanocomposites are found to be very similar to the one of the PLA/PGMA blend, as can be seen in Figure 4(a). Nonetheless, the E′ values at all glassy and rubbery temperature ranges increase with increasing MWCNT content due to the mechanical reinforcing effect of MWCNTs. In addition, the tan δ peak temperatures, which correspond to the glass transition temperatures of the PLA component in the nanocomposites (Figure 4(b)), were found to increase with the increment of MWCNT loading content. (a) Dynamic storage modulus and (b) loss tangent (tan δ) of PLA/PGMA/MWCNT ternary nanocomposite as a function of temperature.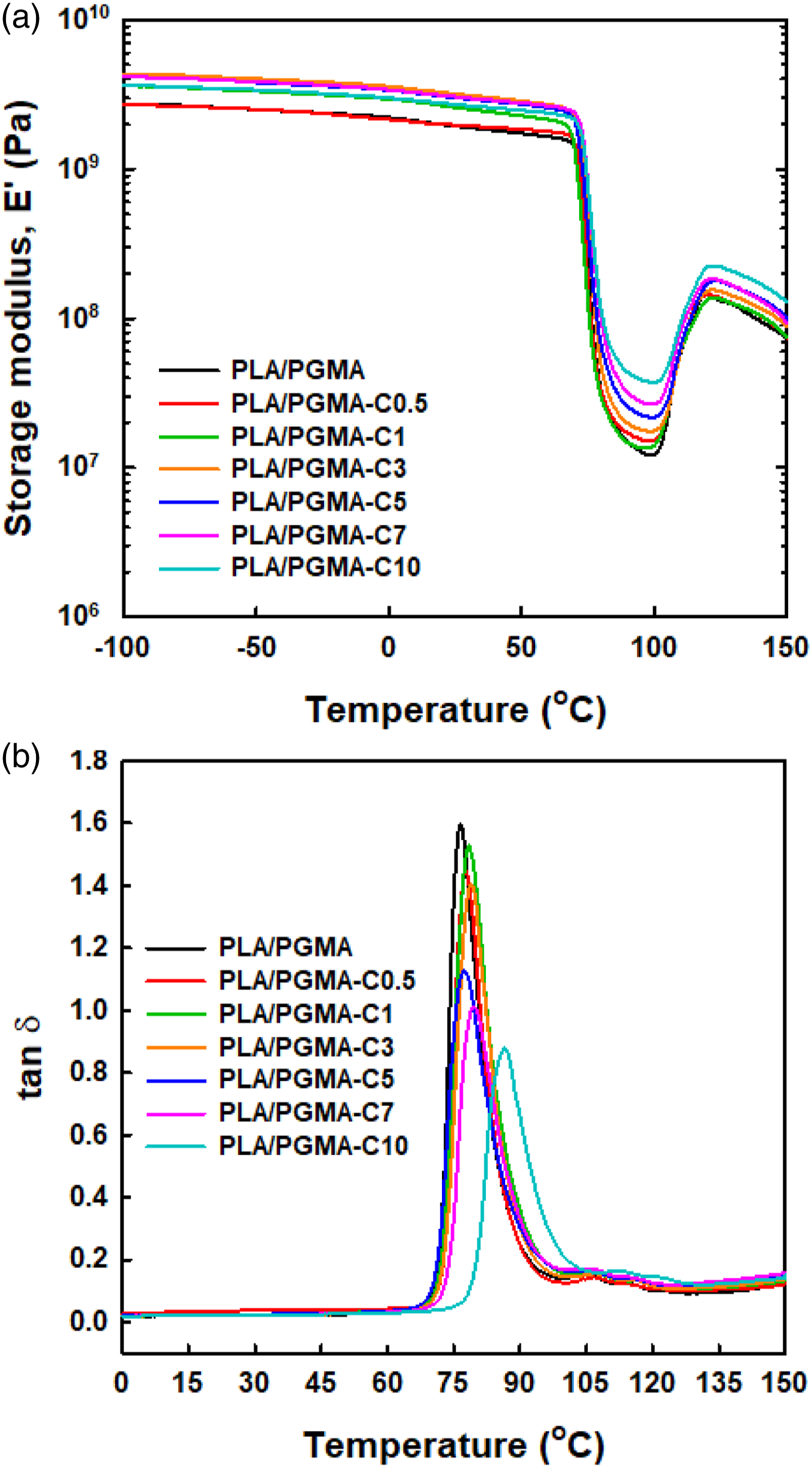
For quantitative comparison, the E′ values of PLA/PGMA blend and its nanocomposites at 30°C (in the glassy state) and 100°C (in the rubbery state) are plotted as a function of MWCNT content, as represented in Figure 5. For the ternary nanocomposites in the glassy state at 30°C, the E′ value increases from ∼1.89 GPa to ∼3.11 GPa with increasing MWCNT content up to 3 wt%, but it decreases slightly to 2.65–2.98 GPa at higher MWCNT content of 5–10 wt% (Figure 5(a)). On the other hand, the E′ value of the nanocomposites in the rubbery state at 100°C increases significantly from ∼12.32 MPa to ∼37.45 MPa with the increase of MWCNT content up to 10 wt% (Figure 5(b)). The noticeable increment in E’ values for the ternary nanocomposites in both the glassy and rubbery states is believed to stem from the reinforcing effect of MWCNTs in the compatibilized PLA/PGMA blend matrix. Dynamic storage moduli of PLA/PGMA/MWCNT ternary nanocomposites at (a) 30°C and (b) 100°C.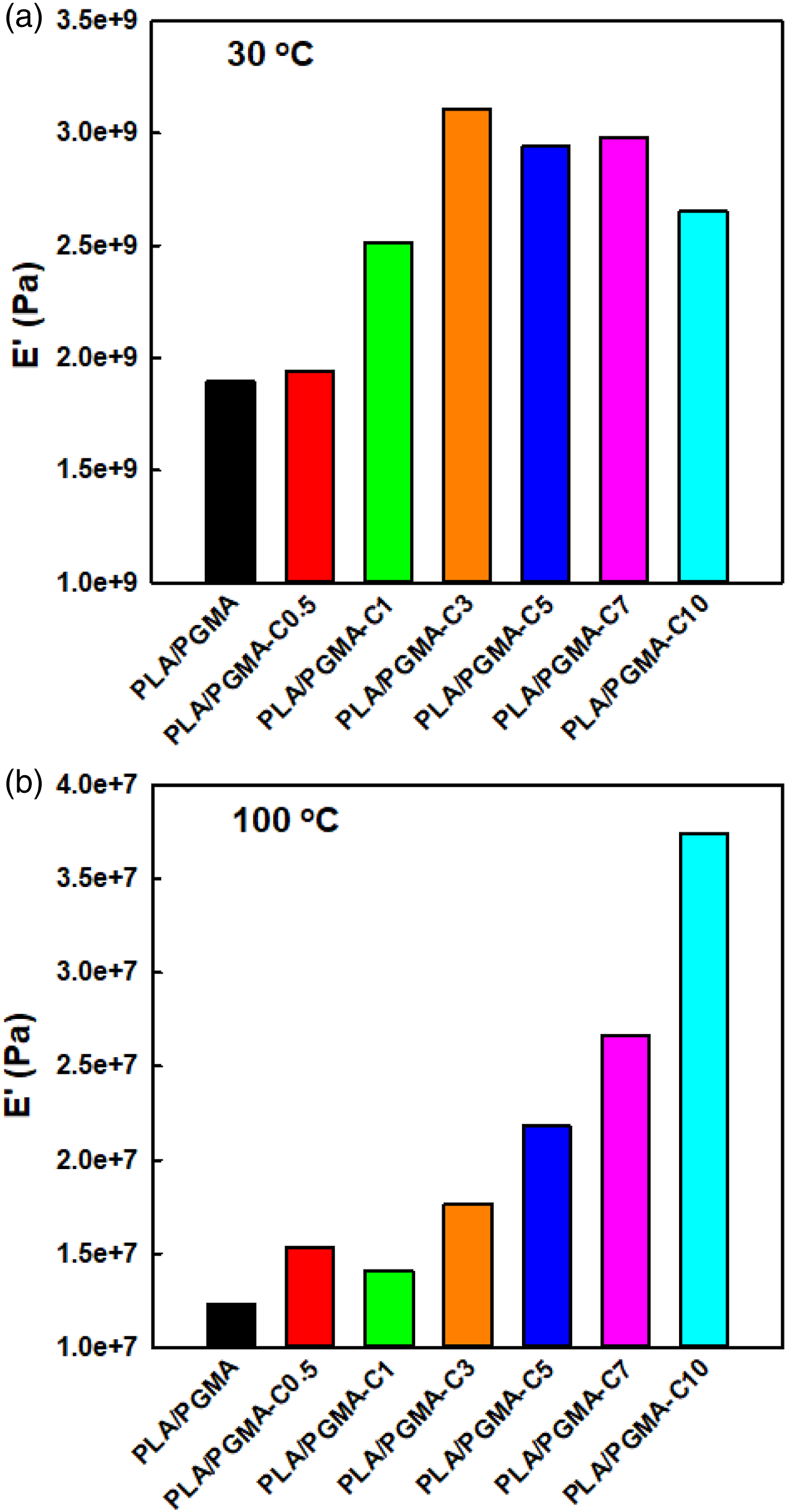
Rheological properties
The rheological properties of PLA/PGMA/MWCNT ternary nanocomposites in the melt state at 190°C were characterized using a small amplitude oscillatory shear test. The resulting angular frequency-dependent shear storage modulus (G’) and complex viscosity (η*) changes as well as the phase angle vs. complex modulus plots are presented in Figure 6. The frequency-dependent G’ and η* values of pristine PLA were found to be far lower than those of the PLA/PGMA (80/20) blend and its nanocomposites with 0.5–10 wt% MWCNT loadings (Figures 6(a) and (b)). It demonstrates that the chain mobility of PLA as the dominant component is greatly restricted by the specific interactions with the PGMA component in the blend and the PGMA/MWCNT phase in the ternary nanocomposites, as discussed above. The angular frequency-dependent G' changes of the ternary nanocomposites are very similar to that of the PLA/PGMA blend, except that the G’ values were higher for ternary nanocomposites with higher MWCNT content and that the slopes of G’ vs. frequency plots became less steep (Figure 6(a)). These results indicate that the ternary nanocomposites become elastic and solid-like with increasing MWCNT content due to the network structure formation of MWCNTs in the blend matrix. As the concentration of MWCNTs increases, the frequency-dependent η* changes of the ternary nanocomposites revealed shear-thinning behavior (Figure 6(b)), which is owing to the easy alignment of one-dimensional MWCNTs along the applied shear direction as well as the retarded orientational relaxation from the aligned MWCNTs in a PLA/PGMA blend matrix. (a) Shear storage modulus versus frequency plots; (b) Complex viscosity versus frequency plots; (c) phase angle versus complex modulus plots of PLA/PGMA/MWCNT ternary nanocomposites.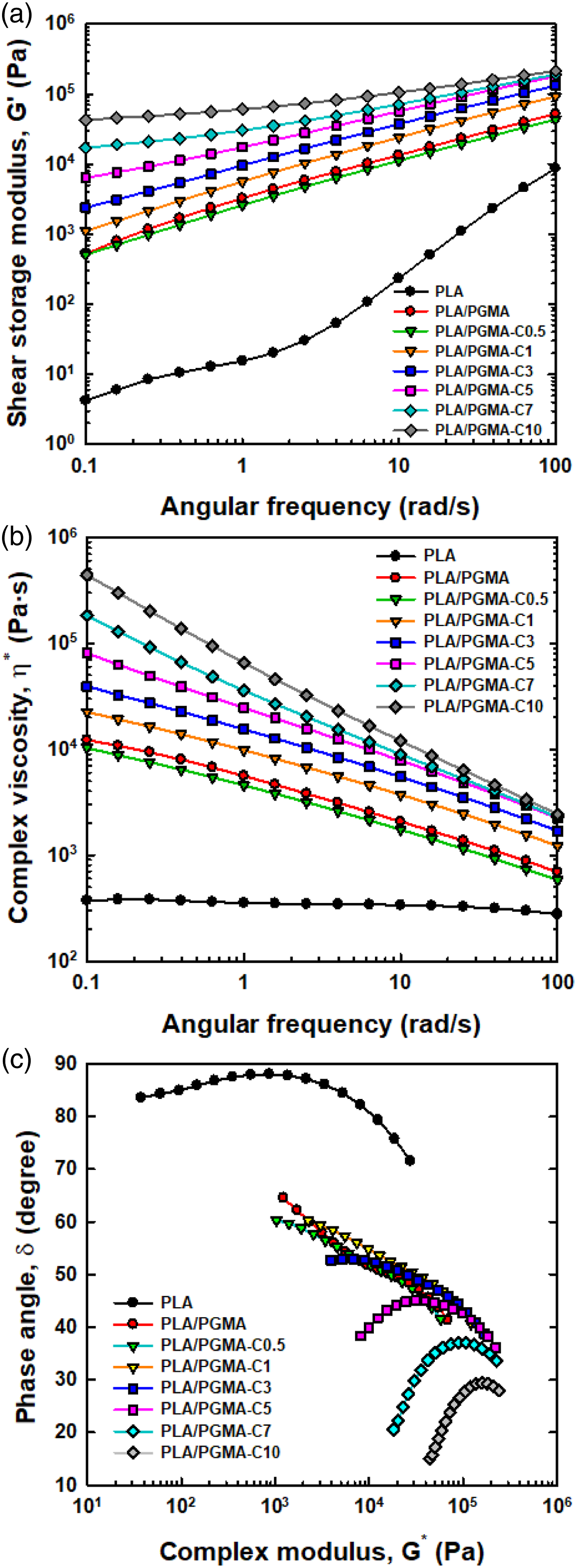
The filler concentration beyond which liquid-like behavior changes into solid-like behavior is called the rheological percolation threshold. This liquid-solid transition can be identified by the van Gurp–Palmen plot of polymer composites. The van Gurp–Palmen plot relates the phase angle (δ) to the absolute value of the complex modulus (G∗), where the liquid-like behavior of a polymer melt is indicated by
Electrical and EMI shielding properties
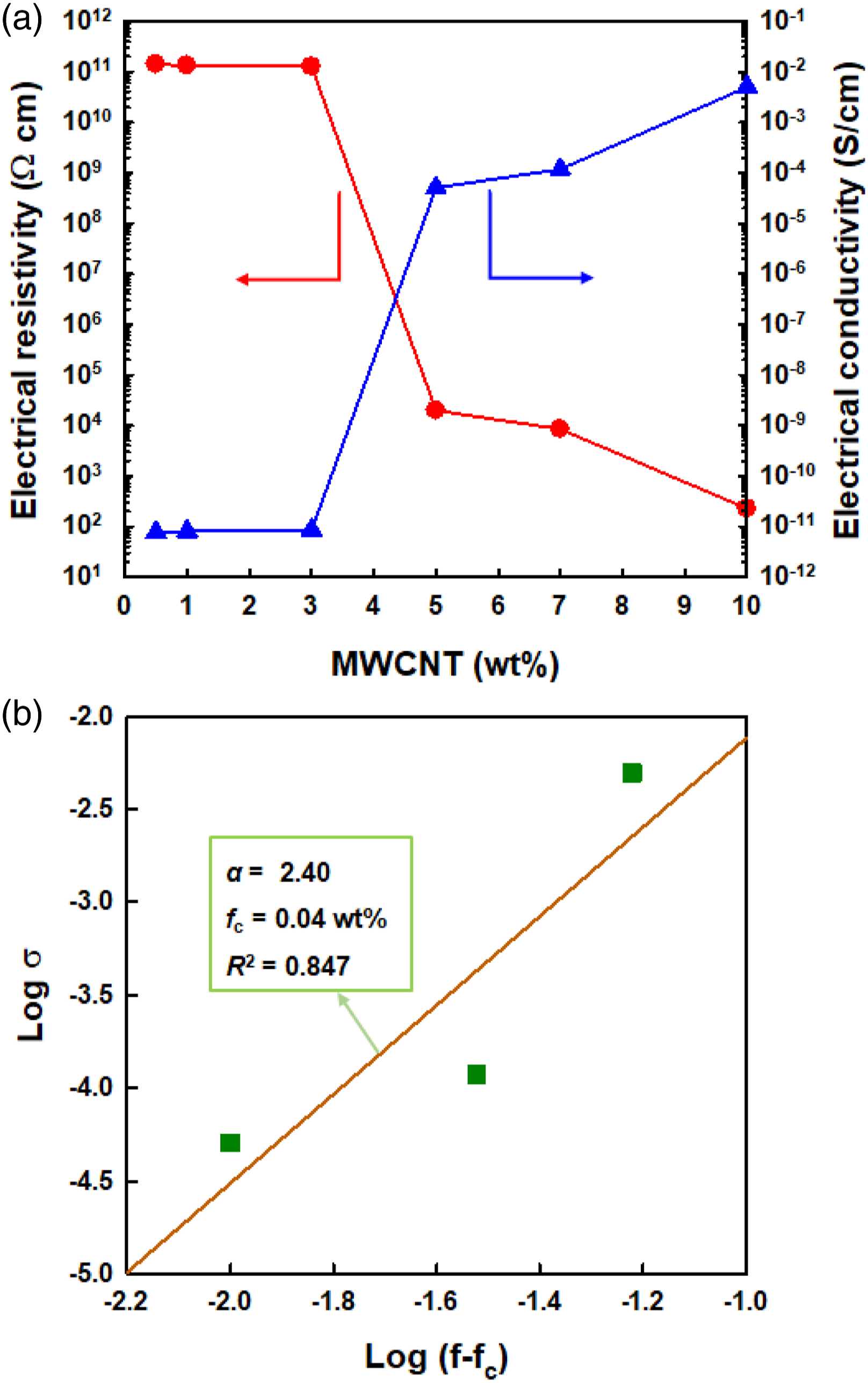
The electrical conductivity and resistivity of PLA/PGMA-based nanocomposites were measured as a function of the MWCNT content, as represented in Figure 7(a). The electrical conductivity, the inverse of electrical resistivity, of the ternary nanocomposites with 0.5–3 wt% MWCNT loadings is measured to be ∼10−11 S/cm, indicating electrically insulating materials. However, it increases significantly to ∼10−4 S/cm for the nanocomposite with 5 wt% MWCNT, which is owing to the formation of an electrically conductive network of MWCNTs in the PLA/PGMA blend matrix. The conductivity increases further up to ∼10−3 S/cm for the ternary nanocomposite with 10 wt% MWCNT. The electrical conductivity of a conductor-insulator system with varying filler concentrations (f) can be described by a power-law relationship for the filler concentration above the percolation threshold (fc), which is expressed as
42
(a) Electrical resistivity and conductivity as a function of MWCNT content; (b) log σ versus log(f−fc) plot based on a power-law relation and experimental electrical conductivity data for PLA/PGMA/MWCNT ternary nanocomposites.
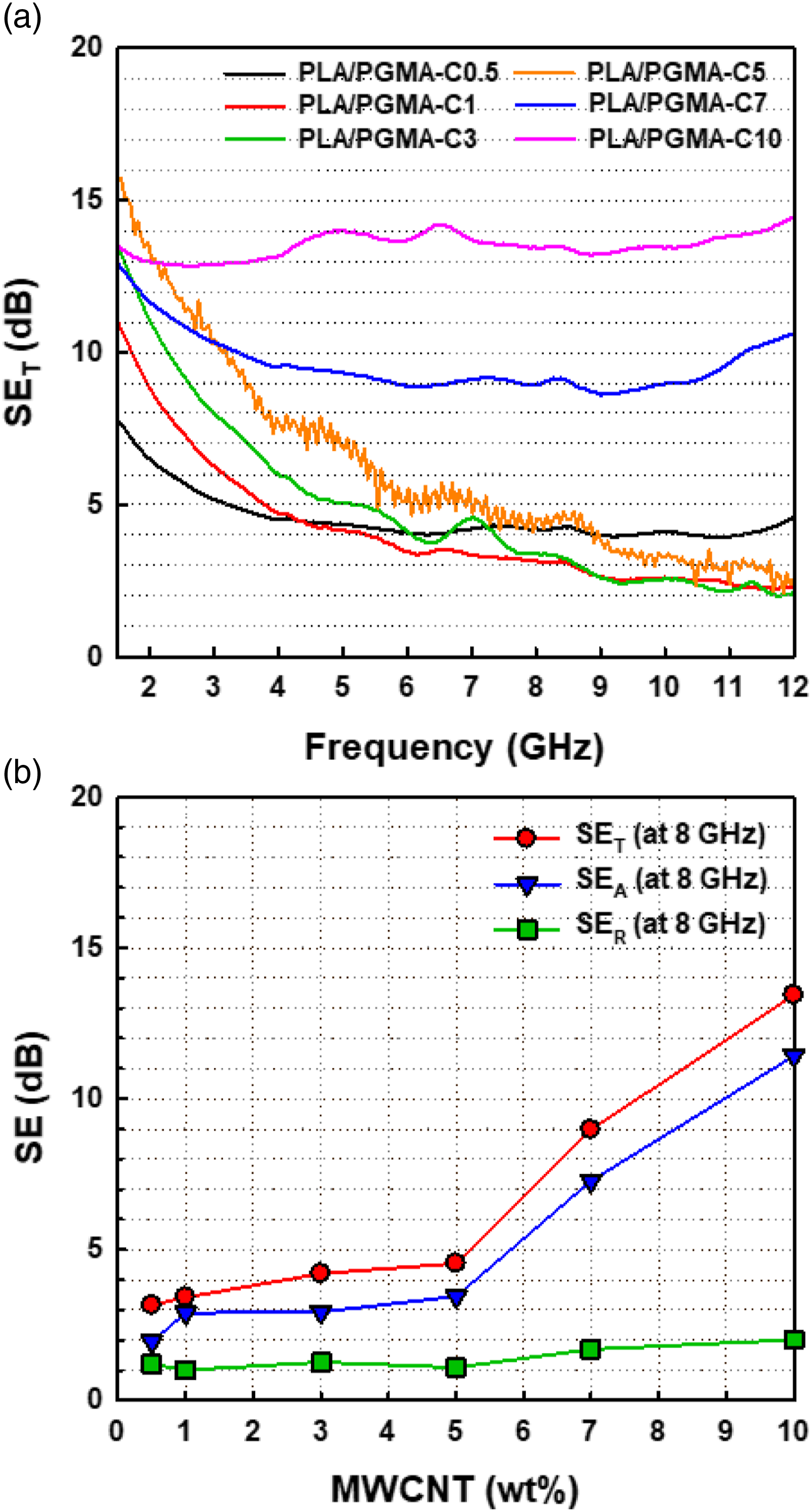
The electromagnetic interference (EMI) performance of the PLA/PGMA blend and its nanocomposites was examined in the frequency of 1.5–12 GHz. In general, the coefficients of reflection (R), transmission (T), and absorption (A) of EM waves are calculated by using the scattering parameters (S-parameters), S11 and S21, expressed by following equations (2) and (3)
43
(a) Frequency-dependent EMI SE changes; (b) SET, SEA, and SER values at 8 GHz of PLA/PGMA/MWCNT ternary nanocomposites with different MWCNT content.


Conclusions
In summary, ternary nanocomposite sheets based on a compatibilized PLA/PGMA (80/20) blend and 0.5–10 wt% MWCNTs were fabricated by facile masterbatch melt-compounding and melt-compression, and their thermal, mechanical, rheological, electrical, and EMI shielding properties were investigated considering the morphological features and MWCNT content. The SEM images revealed that GMA groups grafted on the PP chains contribute to the selective interaction between MWCNTs and PGMA in compatible PLA/PGMA blend matrices, leading to partial phase separation of the PGMA/MWCNT components from the major PLA component. The DSC analyses supported that MWCNTs contributed to accelerating the melt-crystallization of the PGMA component and enhancing the cold-crystallization of the PLA component in the ternary nanocomposites. The TGA and DTG data demonstrated that the highly enhanced thermal decomposition temperatures of the PGMA component in the ternary nanocomposites are associated with the reinforcing effect of MWCNTs interacting predominantly with PGMA. The DMA results confirmed that the elastic moduli of the ternary nanocomposites in both glassy and rubbery temperature regions increased with increasing MWCNT content. In addition, it was found that the tan δ peak temperatures associated with the glass transition of the PLA component in the nanocomposites increased with the increment of MWCNT loading. In the melt-rheological analysis using the van Gurp–Palmen plots, the rheological percolation threshold of MWCNTs in the ternary nanocomposites at 190°C was found to be a specific concentration between 3 wt% and 5 wt%. The electrical conductivity of the nanocomposites increased noticeably from ∼10−11 S/cm to ∼10−3 S/cm, as the MWCNT content increased up to 10 wt%. From the power-law relationship analysis, the electrical percolation threshold was evaluated to be ∼4.0 wt% MWCNT, which was in good agreement with well the rheologically estimated percolation threshold. Therefore, the EMI shielding effectiveness of the ternary nanocomposite with 10 wt% MWCNTs and 1 mm thickness was evaluated to be ∼13.4 dB at 8 GHz, indicating a shielding efficiency of ∼95.4% for incident EM waves. From the above results, it is believed that PLA/PGMA/MWCNT ternary nanocomposites with sustainability and multifunctionality in terms of thermal, mechanical, electrical, and EMI shielding properties can be utilized as advanced thermoplastic composite materials in emerging industrial sectors including automotive, aerospace, construction, medical equipment, etc.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Industrial Strategic Technology Development Program (Grant No. 20007862, 20009446), funded by the Ministry of Trade, Industry and Energy (MOTIE, Korea). This work was also supported by the National Research Foundation of Korea (NRF) Grant funded by the Korea government (NRF-2020M2D8A1050303).