
Abstract
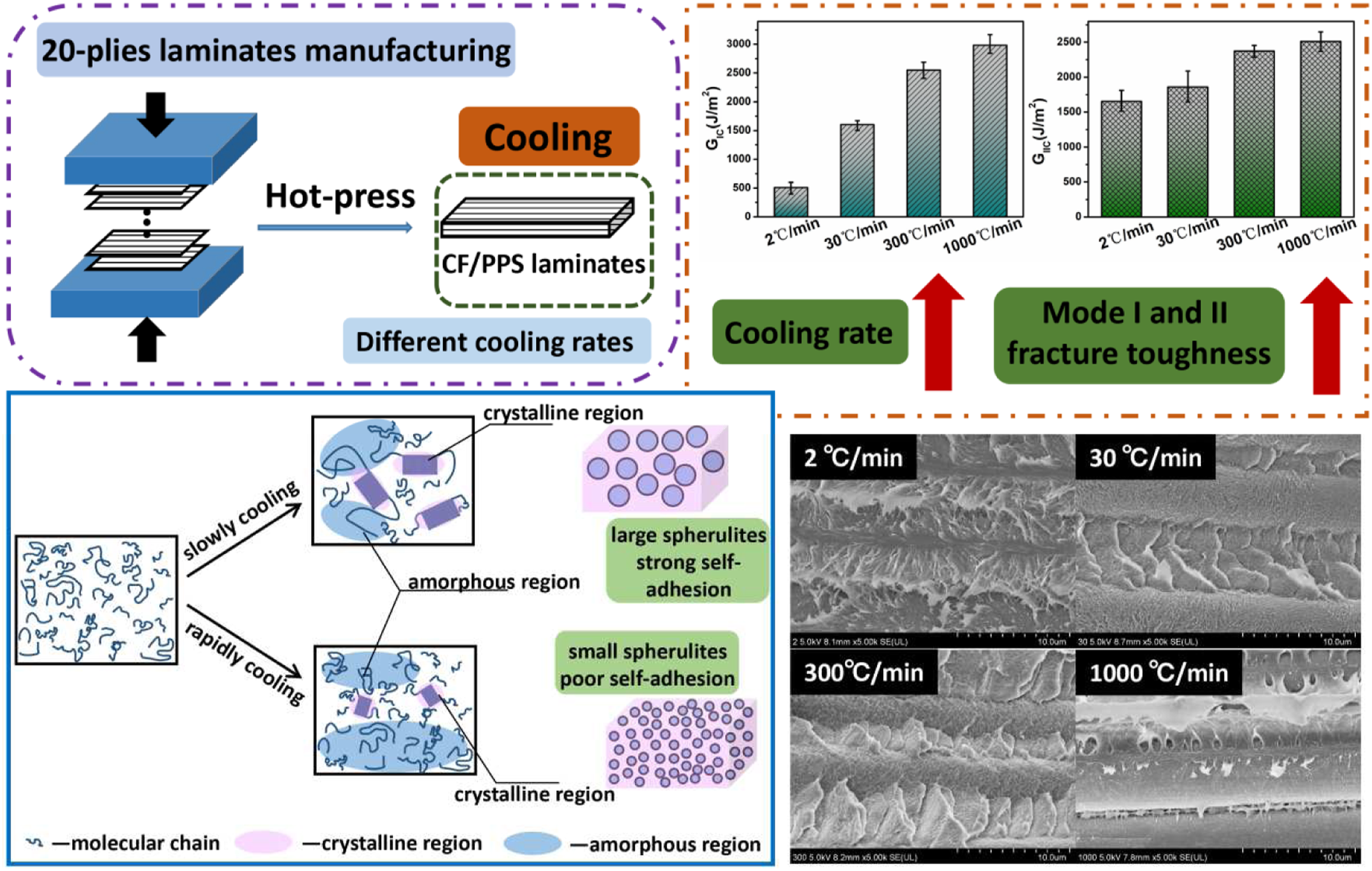
Carbon fiber (CF) reinforced thermoplastic composites have great potential in the aerospace industry. However, defects and delamination restrict the application of the composites. This study investigated the effect of cooling rate on the crystallization and inter-laminar fracture toughness of CF reinforced polyphenylene sulfide (CF/PPS) composites. Differential scanning calorimetry (DSC) results showed that the crystallinity of the composites decreased from 49.6% to 27.1% when the cooling rate increased from 2°C/min to 1000°C/min. Meanwhile, mode I and mode II fracture toughness, as measured by the double cantilever beam (DCB) and end-notched flexure (ENF) tests, increased by 486% and 52%, respectively. The fracture morphology of the composites after DCB tests showed that when the cooling rate was 2, 30, and 300°C/min, the crack propagation occurred inside the resin, which was a typical cohesive failure. Moreover, when the cooling rate was 1000°C/min, the crack propagation belonged to the combination of cohesive and adhesive failure, indicating that a high cooling rate was conducive to improving the fracture toughness. It also turned out that the contribution of the matrix deformation dominated the fracture toughness.
Keywords
Introduction
Carbon fiber (CF) reinforced thermoplastic composites (CFRTP) have been widely used in the aerospace industry 1 because of their excellent mechanical properties.2,3 Since the non-optimal process, cracks can be initiated by the defects introduced during the manufacturing process. 4 Delamination caused by crack propagation significantly reduces the service life of the composites 4 and barely visible damages can become very critical for the carrying load capability during life cycle of primary components. 5 In the case of thermoplastic composites, delamination usually occurs in the matrix. 6 Improving the delamination resistance is conducive to enhancing the composites’ impact and other mechanical properties. 7 In this case, as an index of delamination resistance, the evaluation of inter-laminar fracture toughness is essential.
The matrix of thermoplastic composites is a semi-crystalline polymer; thus, the crystallization behavior of the matrix plays an essential role in the damage of the composites. 8 During the manufacturing process, the level of crystallinity of the matrix in the composites was found to depend on the cooling rate parameter. 9 Simultaneously, the cooling rate may also affect the crystal structure and the mechanical properties of the composites. For instance, Lee et al. 10 calculated the spherulite size of polypropylene (PP) matrix in glass fiber/PP composites at different cooling rates and found that the spherulite size decreased with the increase of the cooling rate. Tatsuno et al. 11 reported that the cooling rate during pressure holding was related to the mechanical property of press-formed CFRTP part, the flexural strength of the composites reached a higher value under lower cooling rate. Gao and Kim4,12,13 believed that in low-energy impact, rapidly cooling was conducive to improving the damage resistance and tolerance of carbon fiber reinforced Polyether ether ketone (CF/PEEK) composites while slowly cooling improved the strength and modulus of the composites. Yao et al. 14 concluded that a low cooling rate improved the crystallinity and the strength of the single-lap joint of the CF/PEEK composites. McCallum 15 studied the influence of macroscale skin-core residual stress and cooling rate on the impact response of aerospace grade CF reinforced polyphenylene sulfide (CF/PPS). Fast-cooled laminates were shown to have a lower delamination extent when compared to slow-cooled laminates attributed to the faster cooling rate and the associated higher strain energy release rate.
Besides, the fracture toughness of the composites was also affected by the cooling rate during manufacturing process. Hart et al. 16 reported that rapidly cooling (quenching) improved the toughness of poly-lactide (PLA). At the same time, the crystalline region of the polymer decreased its fracture toughness under slowly cooling, and the PLA polymer showed brittle fracture behavior. Lee et al. 17 found that the mode I fracture toughness of CF/PP sharply increased by 90.90% when the cooling rate increased from 0.6°C/min to 7.1°C/min. Wang et al. 18 studied the effects of cooling rate during manufacturing and crack propagation direction on the delamination resistance of biaxial (±45°) noncrimp warp-knitted fabric composites made of glass/PP commingled yarn, and they found there was a strong dependence of the mode I fracture toughness of the composites on cooling rate. The specimens manufactured under low cooling rate (1°C/min) possessed pure inter-laminar crack propagation and direction-independence characteristics while the highly-cooled (10°C/min) specimens fractured in both directions suffer extensive intraply damage. In addition, Gillespie and Chapman 19 pointed that the residual stress caused by the cooling rate would also affect the mode I fracture toughness.
Significantly, the cooling rate is highly different for different manufacturing methods of thermoplastic composites because of the inherent consolidation characteristics. For example, the crystallinity of the composites manufactured by autoclave can be over 40% 20 due to the slow cooling rate. However, in other cases, such as automated fiber placement, fast placement speed results in a large temperature gradient inside the composites, which makes the cooling rate very fast (>300 °C/s), 21 thus leading to a low crystallinity. 22 Ray et al. 21 compared the mode I fracture toughness of the CF/PEEK composites manufactured by autoclave and laser-assisted automated tape placement (LATP) and found that the high cooling rates in the LATP process led to low crystallinity, and the high fracture toughness of the LATP processed specimens was not solely due to a better bond, but was partially due to significant plastic deformation in the interior of plies. Similarly, Chu et al. 23 reported that the mode I fracture toughness of the E-glass fiber/PP composites manufactured by vibration-assisted automated fiber placement was 59.9% higher than those by hot-press.
Therefore, exploring the thermoplastic composites manufactured at the wide range cooling rate is conducive to determining the processing window and providing a reference for optimizing process parameters. In this work, the effect of cooling rate varied in a wide range (1–1000°C/min) on the crystallinity and the fracture toughness of CF/PPS composites was studied.
Materials and methods
Materials and consolidation process
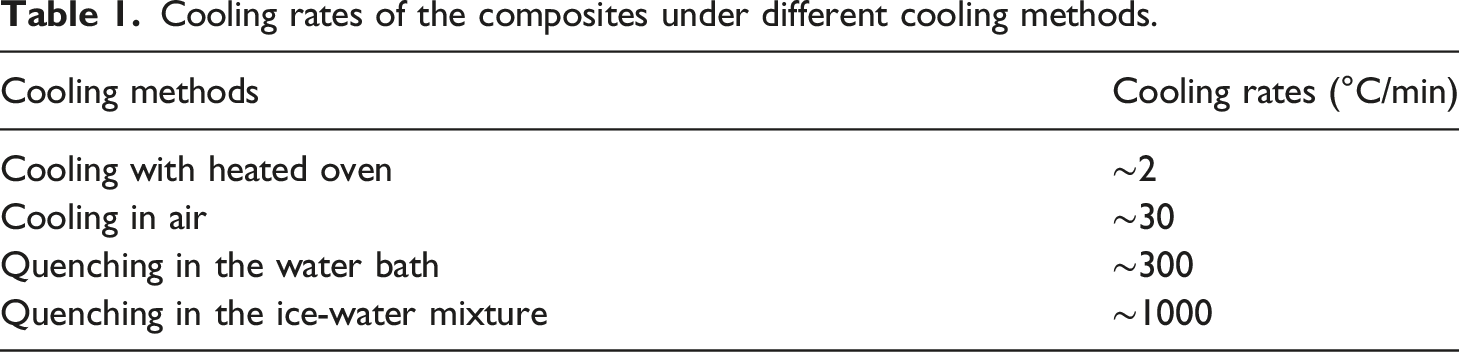
CF/PPS unidirectional prepreg with a single thickness of 0.2 mm (supplied by TenCate Advanced Composites) was used in the consolidation process. 20 unidirectional plies of the prepreg were laid up and then consolidated at 320°C for 30 min under a pressure of 1.5 MPa through the hot-press process. Aluminum foil was inserted between layer-10 and layer-11 to make a 50 mm initial pre-crack. During the consolidation process, a thermocouple was implanted between the mold and laminate to monitor the consolidation temperature history for calculating the cooling rate. Once the consolidation process was completed, the pressure was released, and the mold and laminates were cooled to room temperature by the following four methods to achieve different cooling rates: 1) cooling in the hot-press machine, 2) cooling in air, 3) quenching in the water bath, 4) quenching in the ice-water mixture. For the last three cooling methods, the mold was taken out of the hot-press machine. Meanwhile, the mold and laminates were sealed with a polyimide foil to avoid water flowing between the layers, causing de-consolidation for quenching in a water bath. Figure 1 showed the temperature history of the composites via different cooling methods measured by the thermocouple, and the related cooling rates were calculated and listed in Table 1. The temperature history of the composites under different cooling methods. Cooling rates of the composites under different cooling methods.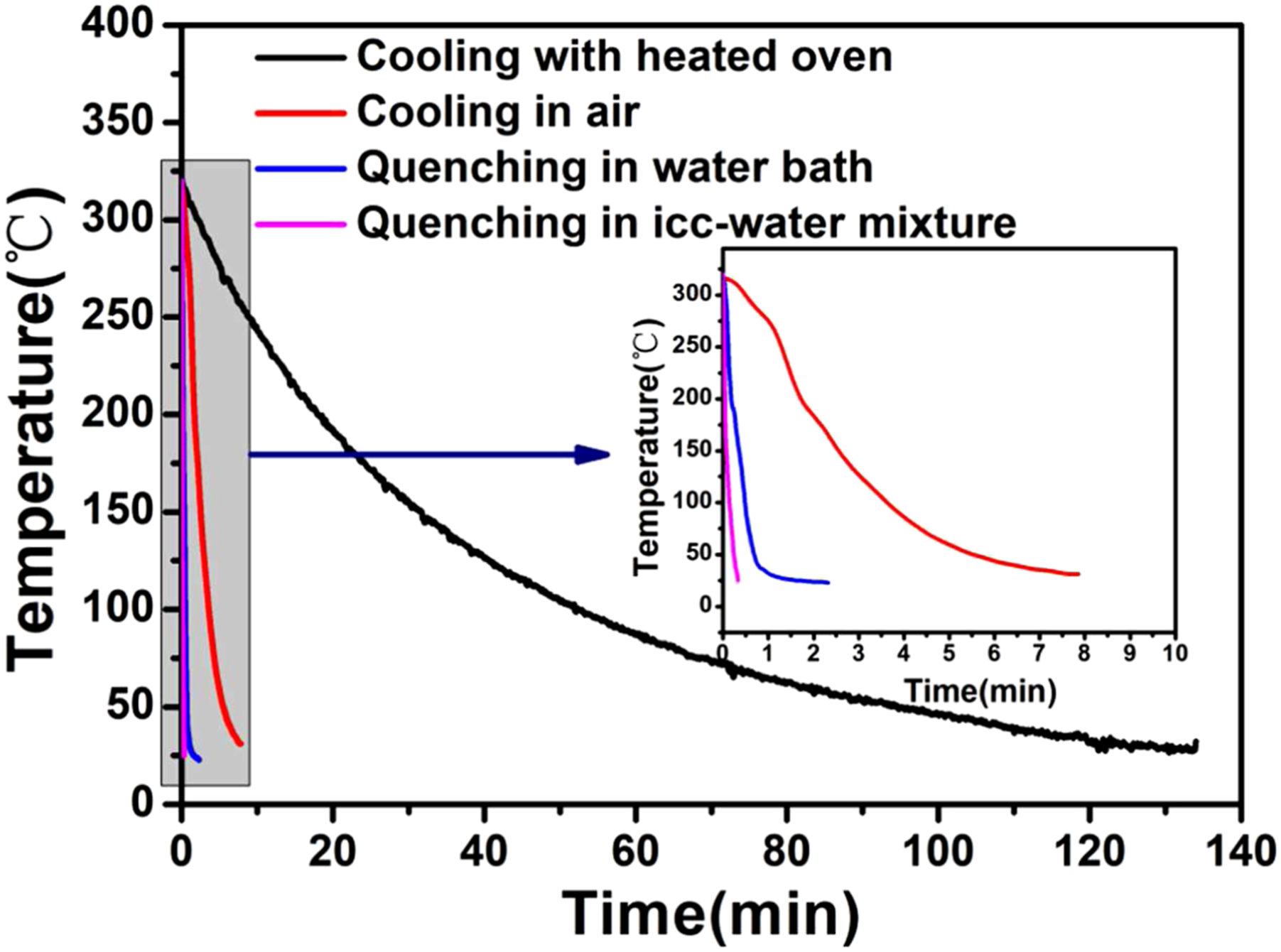
Characterization of crystallinity
The crystallinity was calculated from differential scanning calorimetry (DSC) curves of the samples. The tests were carried out on DSC TA Q20 under a nitrogen atmosphere with a heating rate of 10°C/min. Samples were weighed (5–10 mg) into aluminum pans with a pierced lid and then heated from 40°C to 330°C. The crystallinity of the composites could be calculated as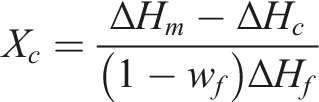
The XRD data were obtained using a D/max-2550VB X-ray diffractometer to determine the composites’ crystal structure and crystallite size at different cooling rates. The crystallite size was calculated by Scherrer equation
25
Fracture toughness of carbon fiber/polyphenylene sulfide composites
Mode I and mode II fracture toughness of CF/PPS laminates were tested to explore the composites’ resistance to crack propagation and delamination.
Mode I fracture toughness of the composites was evaluated by double cantilever beam (DCB) tests on ETM 204C electro-mechanical universal machine according to ASTM D5528, as presented in Scheme 1. The dimension of the specimen was shown in Scheme 1a. An initial 50 mm pre-crack was created by aluminum foil, which was used as the starting point of crack growth and delamination. Two piano hinges were bonded to the ends of the DCB specimens to bear the loading force. All tests were conducted at a load speed of 2 mm/min, and once the delamination gets stable, the specimen was unloaded and then reloaded until the crack propagates 50 mm. A thin white scale paper was glued to the edge of the specimen, conducive to observing the crack propagation growth. Five specimens were tested for every cooling rate. The critical strain energy release rate, G
IC
, was calculated as Dimension of the DCB and ENF specimen (a), diagram of DCB specimen (b), and DCB tests set up (c, d).

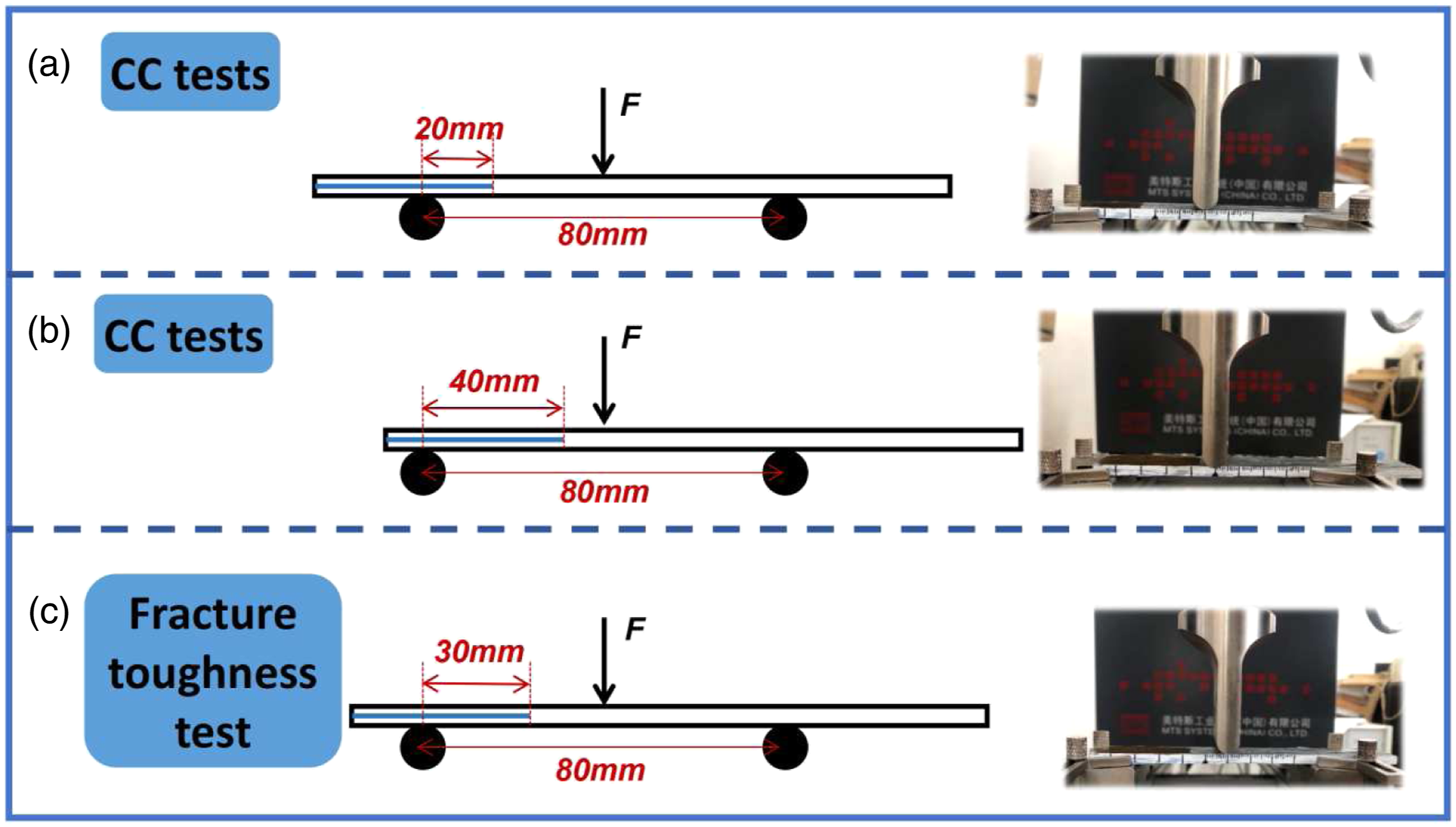
Mode II inter-laminar fracture toughness was evaluated using the end-notched flexure (ENF) test on MTS C44 104 electro-mechanical universal machine according to ASTM D7905, as shown in Scheme 2. The dimension of the specimen was presented in Scheme 1a. A light coating of white spray paint was applied to the specimen edges to assist in visualizing the delamination tip and making compliance calibration (CC) markings. Once the paint was dry, the tip of the insert was marked with a thin vertical pencil line. The edges were then marked with three vertical CC markings, within the cracked region, at distances of 20, 30, and 40 mm, respectively, from the tip of the insert. First, the CC tests were performed at the crack of 20 mm and 40 mm, respectively. During CC tests, the force and displacement data were recorded at the frequency of 5 Hz, and once the load reached 50% of the maximum force, the specimen was unloaded. Following CC tests, the fracture toughness test was carried out at the crack of 30 mm, and the specimen was unloaded when it reached the maximum force. All tests were performed with a cross-head speed of 0.5 mm/min. Five specimens were tested for every cooling rate. Finally, the mode II fracture toughness, GIIC, was calculated as Diagram of the ENF tests.

Results and discussion
Crystallinity of carbon fiber/polyphenylene sulfide composites
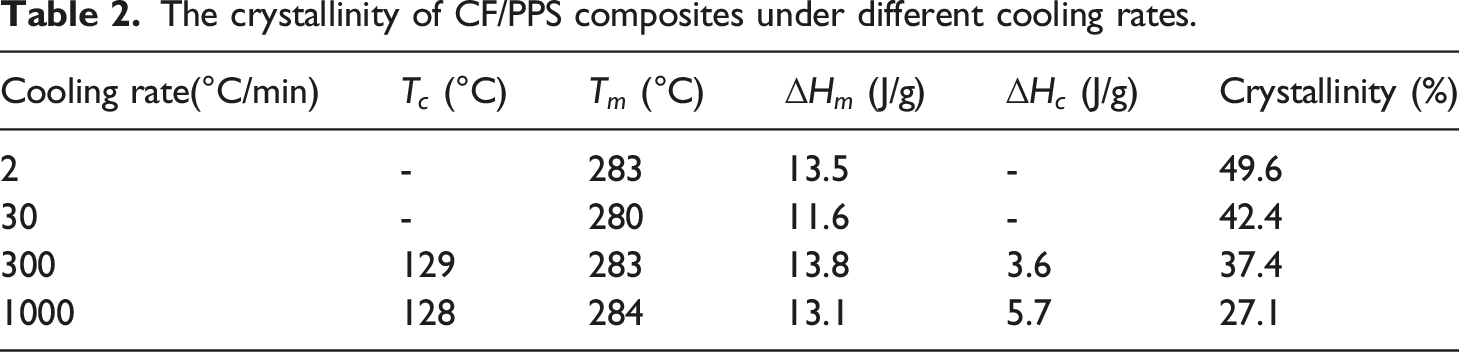
The DSC curves of the composites processed under different cooling rates were depicted in Figure 2. It was clear that the DSC curves of the composites are different. There existed a prominent cold crystallization peak at about 130°C when cooling rapidly (300 and 1000°C/min), which indicated that the crystallization of the PPS matrix was incomplete during the processing period. Furthermore, the cold crystallization peak area was larger under a higher cooling rate; on the contrary, the cold crystallization peak disappeared under low cooling rates, and there was only one melting peak in the DSC curve, giving a high crystallinity. The crystallinity of the composites treated at different cooling rates was presented in Table 2. When the cooling rate increased from 2°C/min to 1000°C/min, the crystallinity reduced from 49.6% to 27.1%. It was because the temperature controlled the crystallization process of composites. When the cooling was fast, the rapid reduction in temperature weakened the motion capacity of polymer molecular chains, making it difficult to achieve an orderly arrangement in a short time, thus resulting in a decrease in crystallinity. DSC curves of CF/PPS composites processed under different cooling rates. The crystallinity of CF/PPS composites under different cooling rates.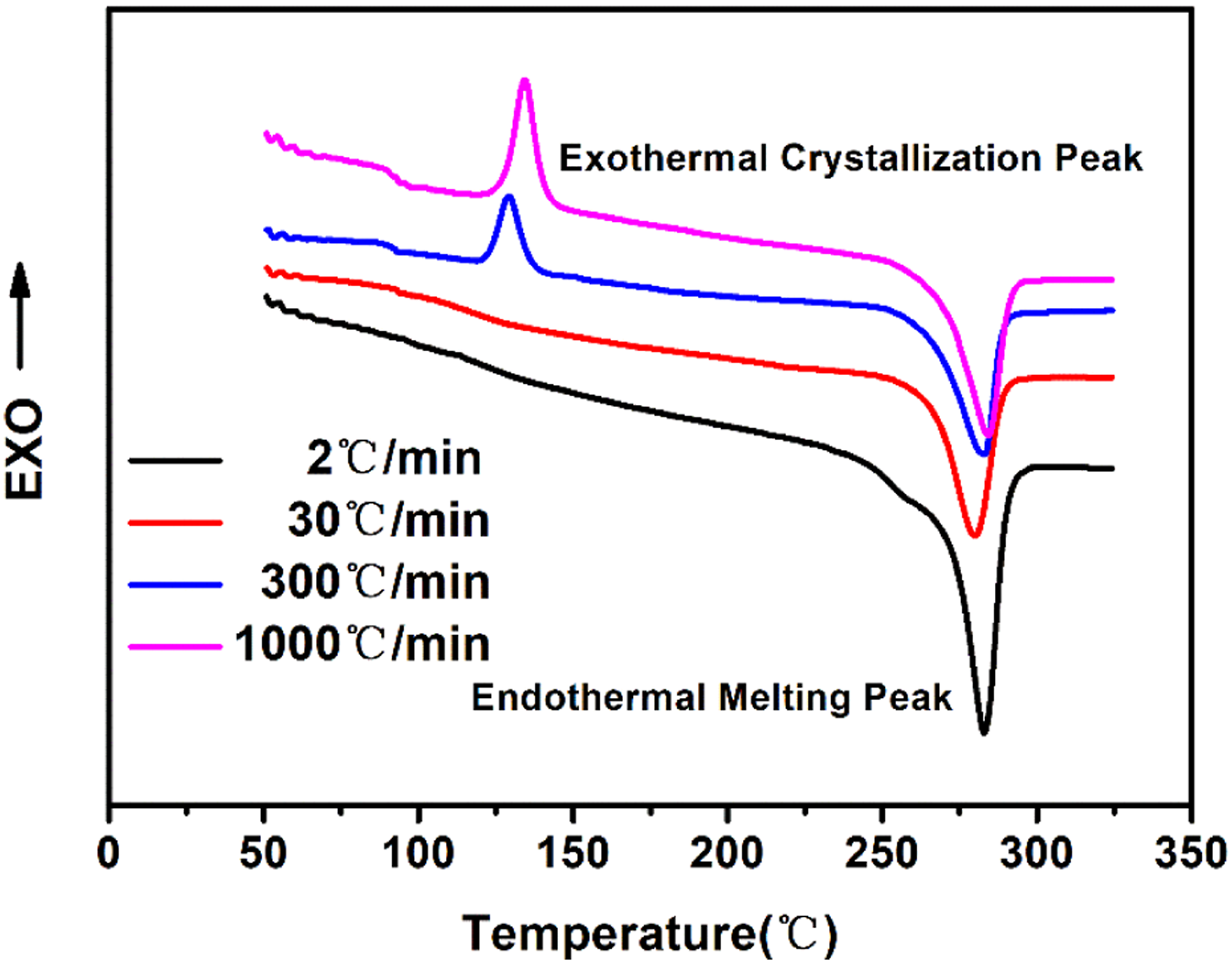
Mode I fracture toughness of carbon fiber/polyphenylene sulfide composites
The DCB test is a standard method to characterize the mode I inter-laminar fracture toughness of the composites. The critical energy release rate (G
IC
) reflects the ability of materials to resist crack propagation. In the DCB test, tensile and shear stresses are applied to the inter-laminar region of the composites, and the delamination of the composites is reflected by crack propagation. R-curve and mode I inter-laminar fracture toughness of the specimens at different cooling rates were shown in Figure 3. When the cooling rate increased from 2°C/min to 1000°C/min, the fracture toughness of the composites increased from 509 J/m2 to 2983 J/m2, with an increase of 486%. The result indicated that low crystallinity was conducive to the improvement of fracture toughness. This could be explained by the fact that low crystallinity increased the amorphous region’s area and the polymer’s ductility. Ductile deformation of the matrix played an essential role in crack propagation. As the ductile deformation of the matrix increased, the composites could absorb more energy during crack propagation, thereby increasing the inter-laminar fracture toughness. R-curve (a) and mode I inter-laminar fracture toughness (b) of CF/PPS laminates under different cooling rates.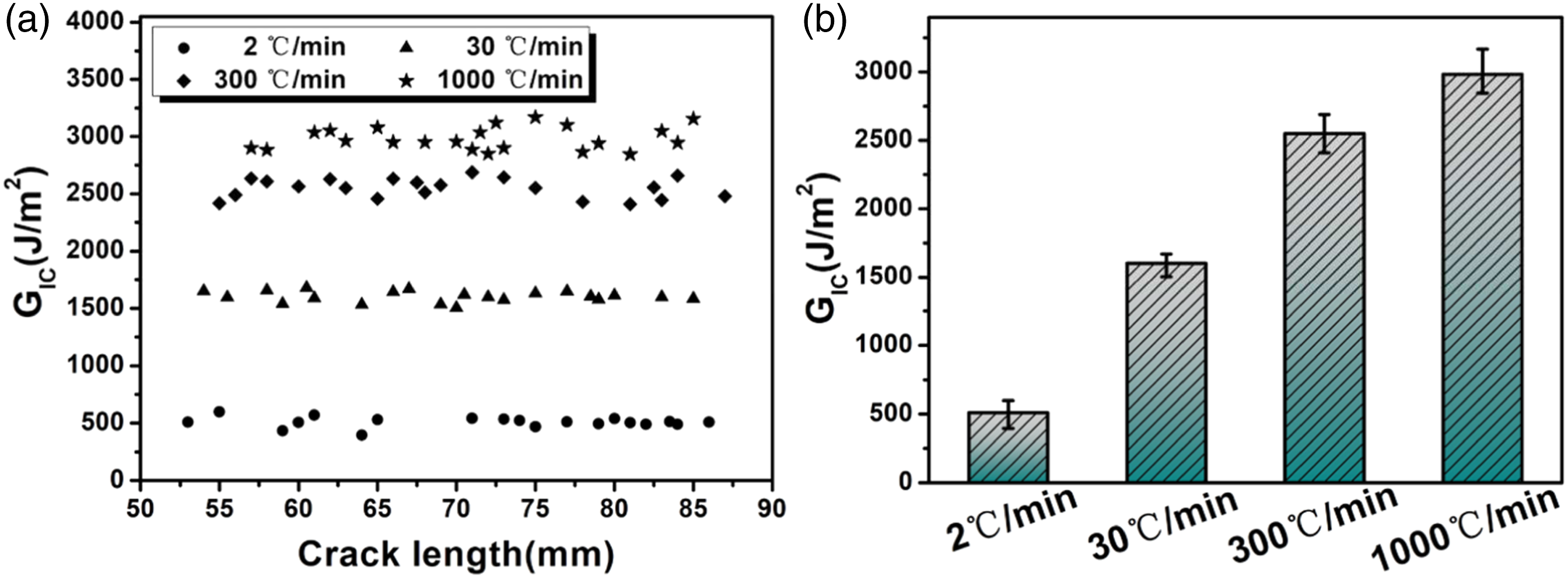
To better understand the crack propagation mechanism of the specimens at different cooling rates, the fracture morphology was observed by SEM (Figure 4). It can be seen that when the cooling rate was 2, 30, 300 °C/min, there was more resin left on the fiber surface, showing a good interface bonding. The crack propagation occurred within the resin, which exhibited a typical cohesive failure. Meanwhile, the bare fiber surface was observed, suggesting that the interaction of the resin-fiber was weak, and the cracks propagated along with the poor interface and within the resin at the same time, which belonged to the coexistence of cohesive failure and adhesive failure. Morphology of fracture surfaces of CF/PPS composites after DCB tests. (a–d) 2 °C/min, (e–h) 30 °C/min, (i–l) 300°C/min, (m–t) 1000 °C/min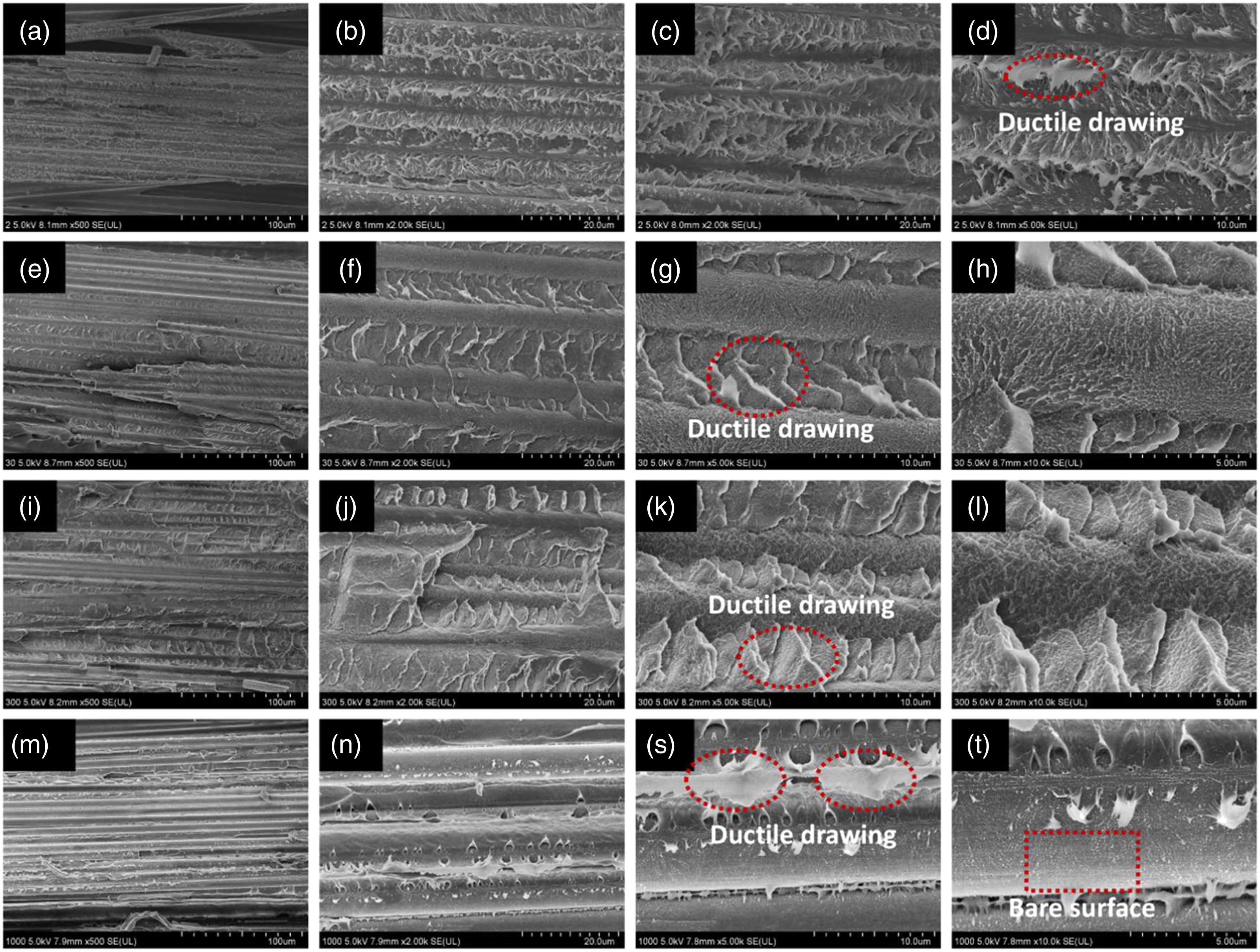
Numerous researchers have reported that the size of resin spherulite also influences the mechanical properties of composites.10,12 XRD patterns and the relative crystallite size of CF/PPS composites at different cooling rates were shown in Figure 5. The peaks at 18.9, 20.6, and 25.6° can be attributed to the PPS crystal planes (110), (111), and (112), respectively. Figure 5 also shows that with the increase of cooling rates, the intensity of the three peaks weakened, indicating that the crystallinity of the composites has been reduced significantly, which was consistent with the DSC results (Table 2). The relative crystallite size was calculated by the Scherrer equation, and the results were shown in Figure 5(b). When the cooling rate increased from 2°C/min to 1000°C/min, the crystallite size of the composites decreased from 6.2 nm to 1.9 nm. As the cooling rate increased, the size of spherulites decreased, resulting in poor interfacial bonding between fibers and resin. However, the small size of spherulites increased the contact area between the crystals and improved the adhesion of resin itself.
10
It can be seen from Figure 4 that ductile drawing of the resin appeared between the fibers and ductile drag marks became more evident as the cooling rate increased. The results indicated that more energy could be absorbed during deformation when the ductility of the resin matrix was improved, which was beneficial for the enhancement of fracture toughness. XRD patterns (a) and calculated crystallite size (b) of CF/PPS composites at different cooling rates.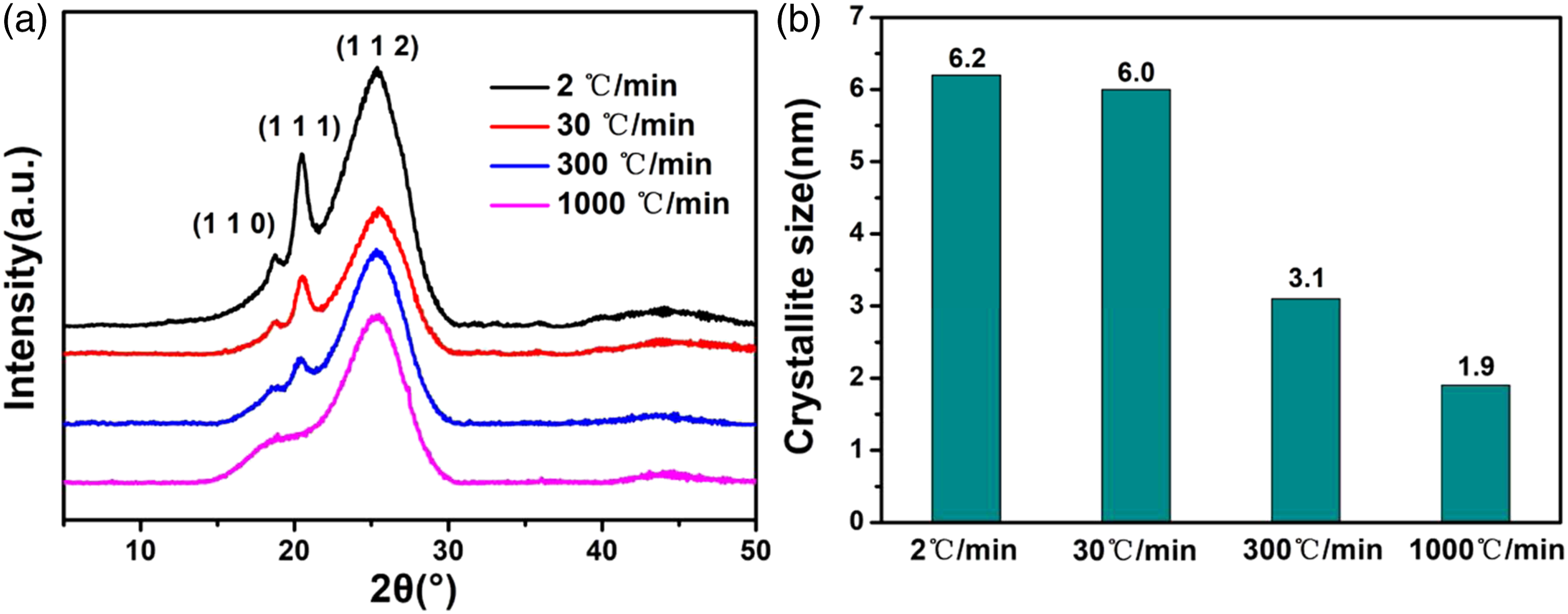
The matrix deformation, the fiber-matrix interface debonding, and the fiber break contribute to the fracture toughness of the composites. With the increase of the cooling rate, the interfacial bond worsened, which was not conducive to improving the fracture toughness of the composites. In contrast, the deformation capacity of the matrix increased, which promoted the improvement of fracture toughness (Scheme 3). The ultimate fracture toughness of the composites was improved, suggesting that the fracture toughness was dominated by the contribution of the matrix deformation, which was consistent with Hine’s work.
6
Interaction among the molecular chains of the resin matrix of CF/PPS composites.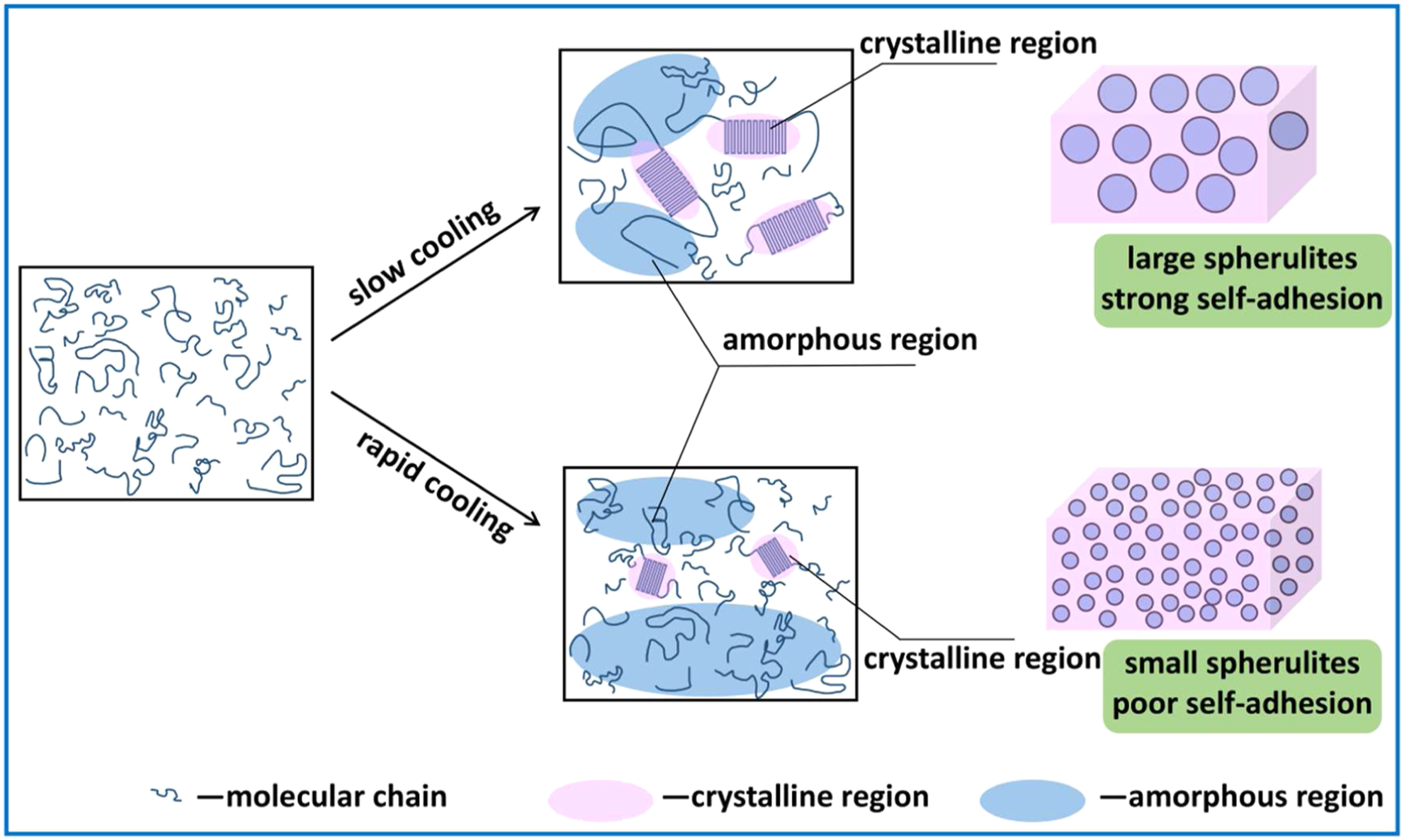
Mode II fracture toughness of carbon fiber/polyphenylene sulfide composites
The CC curves and mode II inter-laminar fracture toughness of CF/PPS laminates at different cooling rates were presented in Figure 6. With the increase of the cooling rate, the mode II inter-laminar fracture toughness increased from 1655 J/m2 to 2511 J/m2, increasing by 52%, with the same trend as the mode I inter-laminar fracture toughness (Figure 3). During the ENF tests, the crack propagation of the composites was conducted in a three-point bending mode, and the relative dislocation occurred between the layers. The pre-cracks made the shear stress in the mid-layer reach the highest value, and the cracks propagated to the pre-crack. G
IIC
represented the energy absorbed in the crack growth process during bending deformation, which was primarily associated with the microstructure of the composites. When the cooling rate was rapid, the area of the amorphous region increased, which led to an increase in the area of the high tenacity resin region. Therefore, the transverse shear plastic flow occurred when the crack propagated in the high tenacity resin region. A large number of microcracks diverged toward other areas, causing a significant increase in the specific surface area of the crack front and the absorption of more energy. CC curves (a) and mode II inter-laminar fracture toughness (b) of CF/PPS laminates at different cooling rates.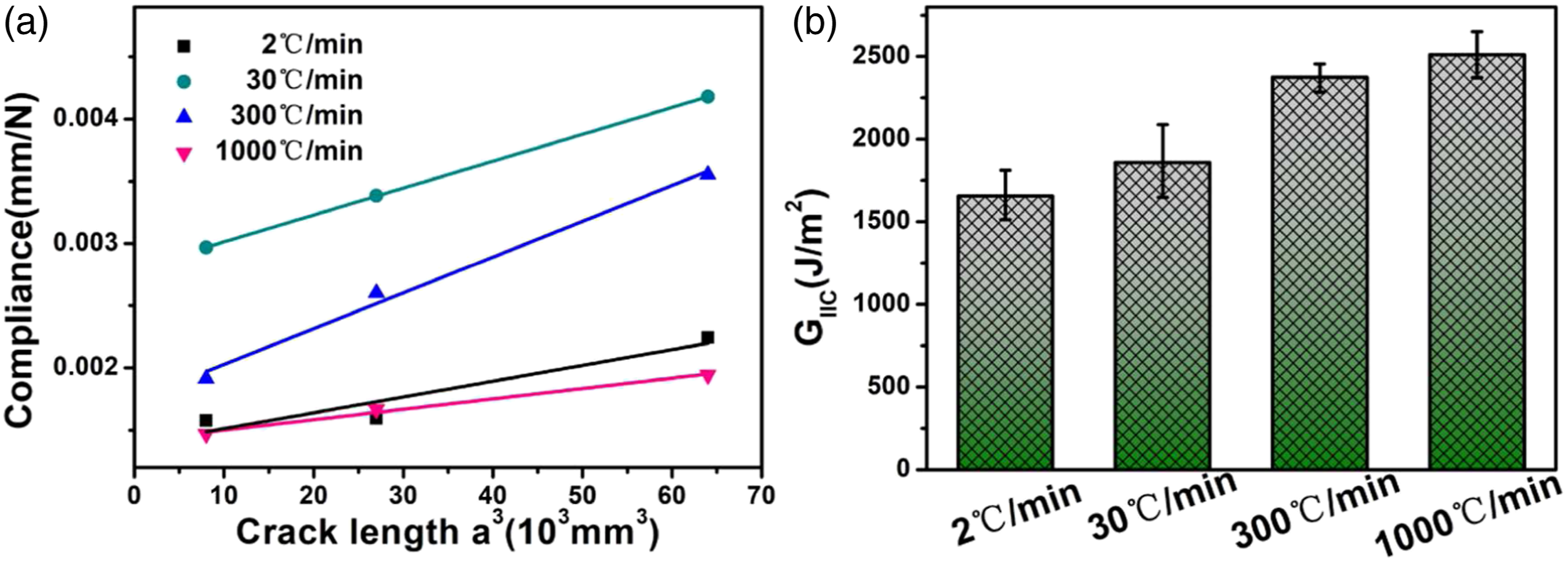
Conclusion
This work studied the effect of cooling rate on the crystallization and inter-laminar fracture toughness of CF/PPS composites. When the cooling rate of the composites was increased from 2°C/min to 1000°C/min, the crystallinity decreased while the fracture toughness increased, indicating that a high cooling rate was conducive to improving the inter-laminar fracture toughness. The fracture morphology of the DCB specimen demonstrated that when the cooling rate was 1000°C/min, the crack propagation mechanism of the composites was a combination of cohesive and adhesive failure while in the case of the sample that was cooled at 2, 30, 300 °C/min, the crack propagation mechanism was a cohesive failure. Moreover, the fracture toughness was dominated by the contribution of the matrix deformation.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by Science and Technology Commission of Shanghai Municipality, China (19DZ1100300) and the National Engineering and Research Center for Commercial Aircraft Manufacturing Innovation Foundation of China (COMAC-SFGS-2020-77).