
Abstract
Polymer blending has attracted wide concern for modification of polymer materials especially in the tribological field. In this article, the structure, mechanical and tribological properties were investigated carefully for the polyamide-6-based composites blended with polyphenylene sulfide (PA6-PPS). It was found that the composites were partially miscible, and the modulus of PA6 was improved apparently with the addition of PPS. The average friction coefficient of PA6-PPS composites decreased as the content of PPS increased at the stable stage. The friction coefficients and wear rate of the PA6-PPS composites increased under higher load, while the friction coefficient decreased and the wear rate increased at higher sliding speed. Besides, scanning electron micrograph of worn surface morphology revealed the primary wear mechanism of PA6-PPS composites gradually transformed from the micro-cutting wear to adhesive wear and abrasive wear.
Introduction
Tribological behaviors of polymer materials have attracted wide concern in the recent years, as polymers are extensively used in sliding components such as gears and cams, where their self-lubricating properties are exploited to avoid the need for oil or grease lubrication with its attendant problems of contamination. 1 Since the use of polymers is very common nowadays, it is often found that such properties are not attainable with a homopolymer. Polymer blending is fascinating because it has simple processing and unfolds unlimited possibilities of producing materials with variable properties. These advantages have led to its rapid use in applications of polymers. 2 In the field of polymer tribology, in addition to adding internal lubricants (polytetrafluoroethylene (PTFE), silicon oil, etc.) and antiwear fillers (inorganic powders, fibers, etc.), blending is also a traditional and effective way to improve the mechanical and tribological performance of the single polymer-based friction materials. 3 –5
Polyamide (PA) is a widely used engineering plastic because of its excellent combination of the mechanical, thermal and tribological properties as well as the processability and cost. However, its heat distortion temperature is low and because of the presence of amide groups in the molecular chain, it easily absorbs water which deteriorates its mechanical properties, dimensional stability and tribological properties. For these shortages, the applications of PA are limited, particularly in humid environment. 5 To further improve the mechanical, thermal stability and tribological performance of PA, many researchers have blended it with other polymer and obtained a polymer alloy with outstanding properties. 6 –9 Polyphenylene sulfide (PPS) is a semicrystalline thermoplastic polymer with high glass transition temperature (90°C), high melting temperature (280°C). PPS is also a very well-known polymer for its high service temperatures, low creep, fairly low water absorption, quite high chemical resistance and high rigidity though PPS is quite a brittle material with low impact strength. 10 ,11 Thus, the blend of PA and PPS is perhaps an avenue to overcome the shortcomings of both polymer, while perhaps, retaining their good properties. As a new material, the PA and PPS composites offers a strong potential to be applied in the field of wear-resisting engineering materials. 2,12,13 The tribological behaviors of PA, PPS and the composites have been reported in earlier articles. PA has been reported to have a superior wear resistance sliding against a steel counterface relative to other polymers. The friction coefficient of PA was affected greatly by normal load, sliding speed and temperature, and the coefficient of friction values as high as 1.0–2.0 have been reported under certain rubbing conditions. 14 –16 PPS has a high friction coefficient and wear resistance because it does not form a strong transfer film on a metal counter face. 17 Chen et al. investigated the friction and wear mechanism of the PA66/PPS blends and concluded that the friction coefficient of the blends was governed by the PA66 melting properties under action of the thermal control of friction, while the adhesion between the PPS and steel surface was the major factor influencing wear. 2
As we know that the friction and wear property in practical application is very complex that it depends not only on the intrinsic property of material’s friction itself but also on the friction condition, such as counterface, load/contact pressure, speed, sliding distance, and so on. So it is desirable to know the effect of the individual factors and their interactions on the wear behavior of materials for the potential applications. 7,18 In this article, we studied the fractured morphology, crystalline structure, mechanical properties and tribological behaviors of the PA6/PPS composites. Especially, the effect of sliding distance, applied pressure and sliding speed and the relation between the content of PPS and the mechanical and tribological properties were investigated in detail, in order to provide some practical guidance for the use of the PA and PA-PPS composites.
Experimental
Materials
Polyamide 6 (PA6) and polyphenylene sulfide (PPS) was supplied by Yuyao Gaoke Modified Plastic Co. Zhejiang (Yuyao Gaoke, China). Density and melting temperature for PA6 and PPS was 1.14 and 1.35 g/cm3, 220°C and 285°C, respectively. Both PA6 and PPS were vacuum dried at 100°C for 12 h prior to use.
Preparation process
PA6 and PPS composites with the PPS mass content including 0, 10 wt%, 20 wt% and 30 wt% were blended using Mini-twin-scew extruder (HAKKE MiniLab, Germany) at 270°C with the rotating speed of 100 rpm for 10 min. The meting composites were constantly injected into the MiniJet (HAKKE MiniLab, Germany) at the injection temperature of 275°C for 15 s under the injection pressure of 700 ba. Then the specimens for mechanical and tribological tests were injection molded in the standard mould at the temperature of 80°C.
Characterization
Fractured morphology of the composites was observed on an S-3000 N scanning electron microscope (SEM, Hitachi) operating at 20 kV. Prior to the observations, samples were coated with a thin gold layer.
X-Ray diffraction (XRD) measurements were performed on a D/max-250 X-ray diffractometer (Rigaku Denki) with Cu Kα1 radiation (λ = 0.15406 nm) in a range of 2θ = 5°–60° using a fixed time mode with a step interval of 0.02°.
Crystallinity and melt temperature of PA6 and PPS in the composites were determined by differential scanning calorimetry (DSC, PerkinElmer). DSC was performed using 10 mg nominal sample weight, at a scanning rate of 10°C/min from 20°C to 300°C under nitrogen atmosphere. The crystallinity of PA6 and PPS in the composites was calculated as
Where
The tensile properties and blending properties were conducted on a JDL-5000N universal electronic testing machine according to GB/T 1447-2005 and GB/T 1449-2005, respectively. Impact strength was measured according to GB/T 1451-2005 on the TF-2054 cylinder support beam impact testing machine. And rockwell hardness (HRR) was conducted according to JB/T 7409-1994 on the XHRD-150 motor-driven plastic HRR.
The friction and wear test were conducted on a HT-1000 ball-on-disk friction and wear equipment consisting of a stationary ball and rotating disk at room temperature. The disk was the composite specimen with the size of Φ20 mm × 2 mm, while the counterface a chromium steel ball with the diameter of 6 mm. The test was performed under three loads (10 N, 15 N and 20 N) and three rotate speeds (500, 1000 and 1500 rpm), for a duration of 40 min. The average values of friction coefficient at the last 30 min were used as the friction coefficient of the samples. Weight loss measurements were made using an analytical balance having an accuracy count of 10−4 g. Specific wear rate was calculated using the following equation:

Where
Worn surface morphology of the samples sputtered by gold was taken on a JSM-5610LV SEM (JEOL) at an acceleration voltage of 20 kV. The aim is to study the structure character of the PA6-PPS composites and to analyze their wear mechanism.
Results and discussion
Fractured morphology and crystalline structure
Figure 1 shows the tensile fractured surface of PA6 and PA6-PPS composites. It can be seen the fractured surface of PA6 is very coarse, and much fractured crack and corrugation can be founded. As the content of PPS increases, more and more smooth fractured regions can be found compared to the fractured surface of PA6. When the content of PPS increases to 30 wt% (Figure 1(d)), its fractured surface is so smooth that very few fractured crack corrugation can be found. Possible reason for this phenomenon is, as a brittle and hard component, PPS was brittle fractured during the tensile process. Therefore, the fractured crack and corrugation characterization of PA6 cannot be seen clearly with the increase in the PPS content.
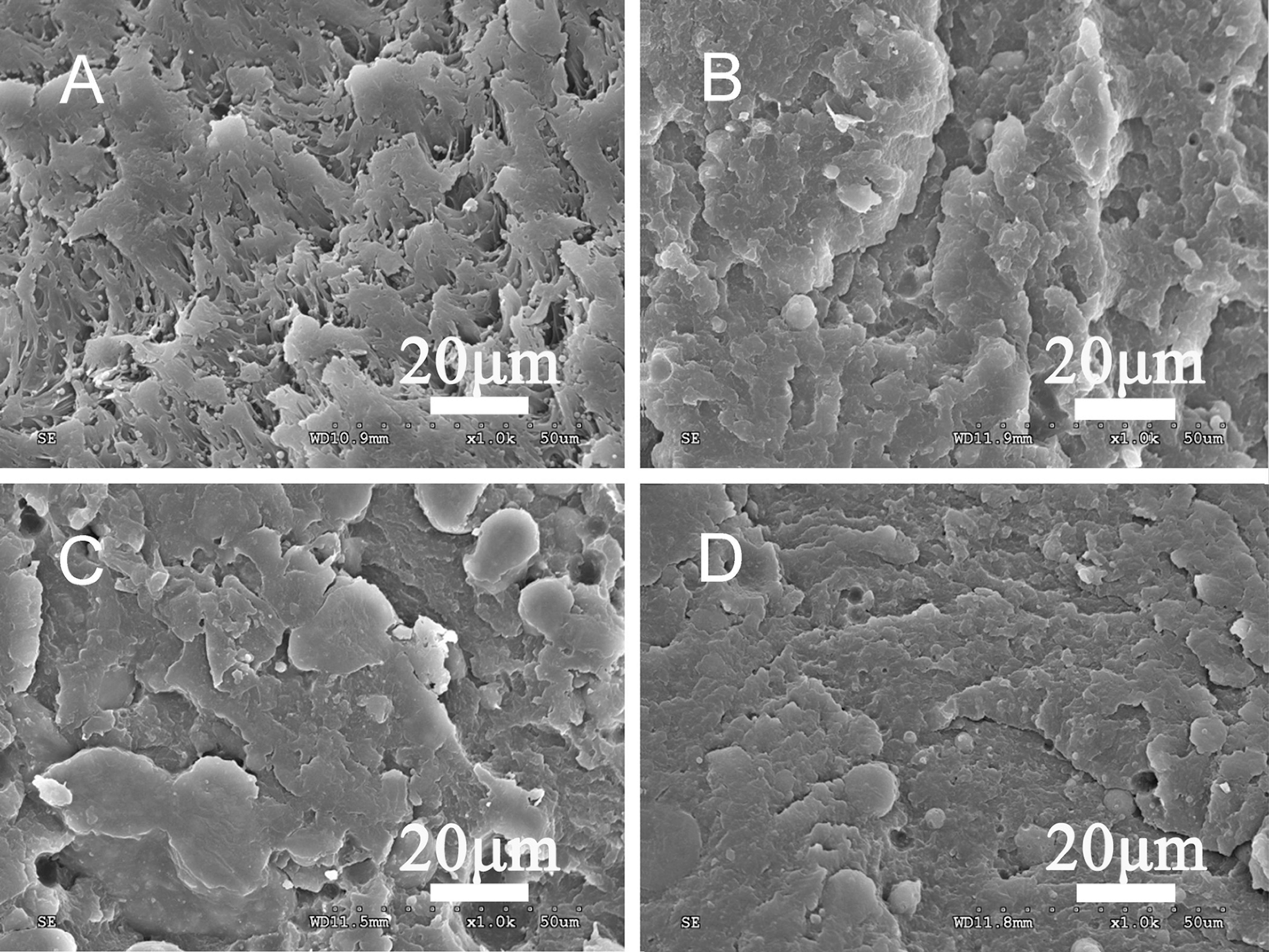
Tensile fractured surface of PA6 and PA-PPS composites: (a) PA6, (b) PA6-PPS 10%, (c) PA6-PPS 20% and (d) PA6-PPS 30%. PA6: polyamide 6; PPS: polyphenylene sulfide.
From the XRD results shown in Figure 2, the peaks at 2θ = 20.8° (200) and 22.7° (202, 002) represent the peaks corresponding to the characteristic peaks of PA6. As the content of PPS increases in the PA6-PPS composites, the characteristic peaks of PA6 also can be seen while its intensity decreases apparently. With the addition of PPS in the composites, the crystalline region of PA6 can be destroyed to some extent, forming a partially miscible blending structure. DSC cures of PA6 and PA6-PPS composites are shown in Figure 3. It can be seen that the composites show two melting peaks at 220°C and 282°C, which correspond to the melting points of PA6 and PPS, respectively. The DSC data of the PA6 and PPS in the composites were listed in Table 1. From which it can be seen that the enthalpies and crystallinity of PA6 and PPS in the composites are lower than of the pure polymers and decrease as their content decrease in the composites. It means the crystallinity of PA6 and PPS was destroyed resulting in the two components merged to some extent during the preparation process. Besides, the melting temperature of PA6 and PPS in the composites almost kept the same with pure PA6 and PPS. This shows the crystal structure of PA6 and PPS in the composites practically maintains its original state, and PA6 and PPS are partially miscible.
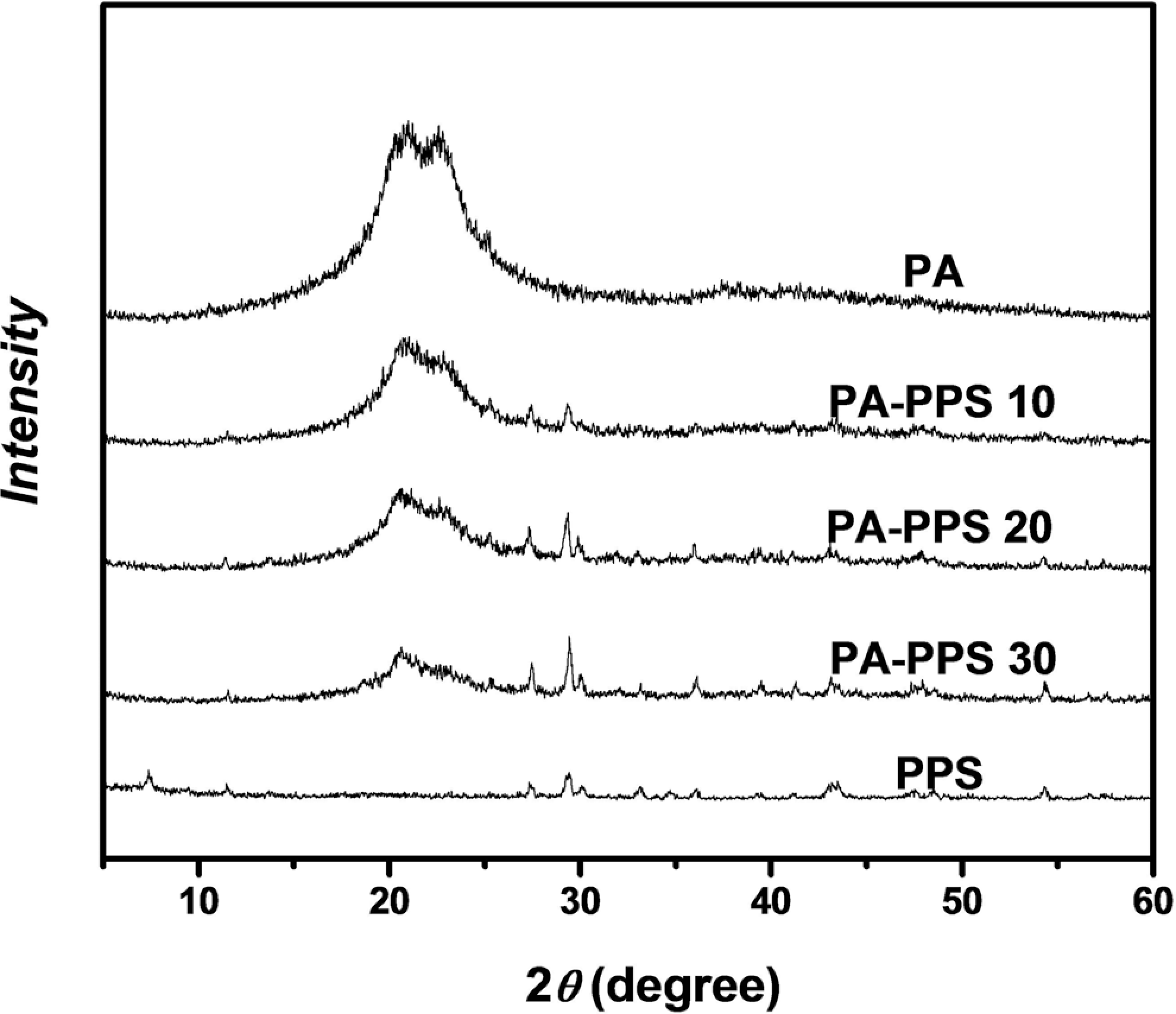
XRD patterns of PA6 and PA6-PPS composites. XRD: x-ray diffraction; PA6: polyamide 6; PPS: polyphenylene sulfide.
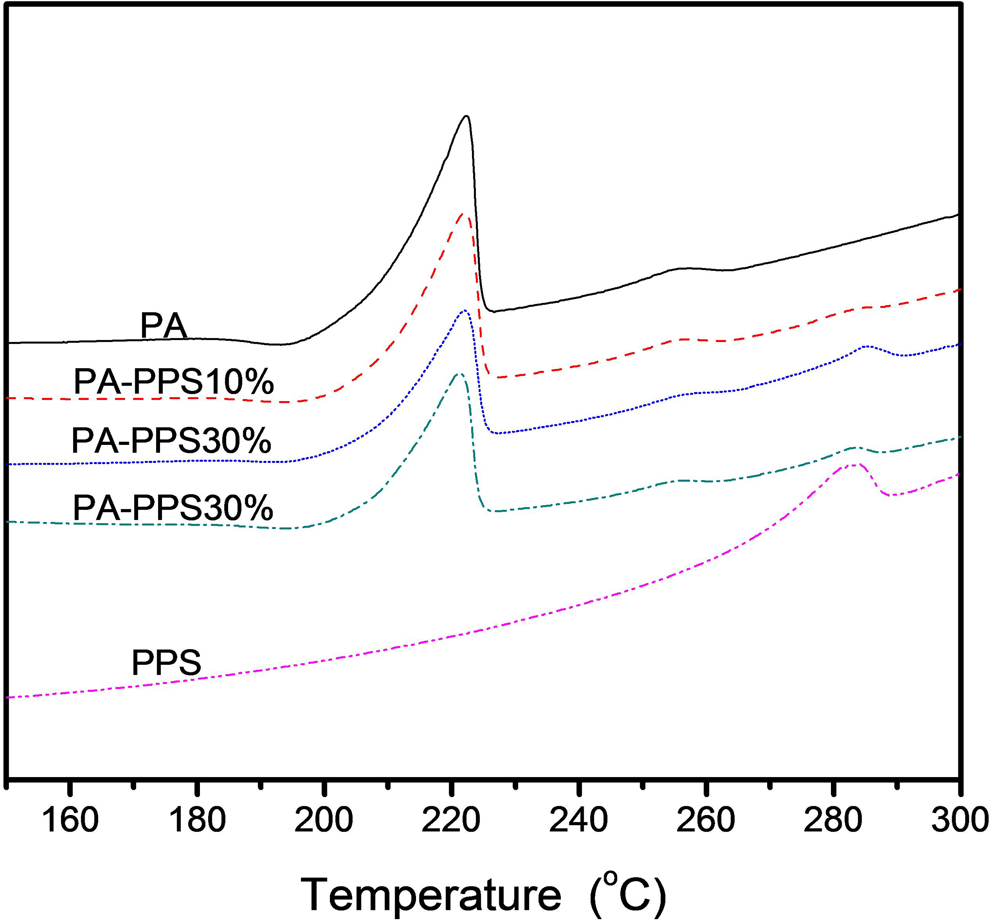
DSC traces of PA6, PPS and PA6-PPS composites. DSC: differential scanning calorimetry; PA6: polyamide 6; PPS: polyphenylene sulfide.
The differential scanning calorimetry (DSC) data of the PA6 and PPS phases in the composites.
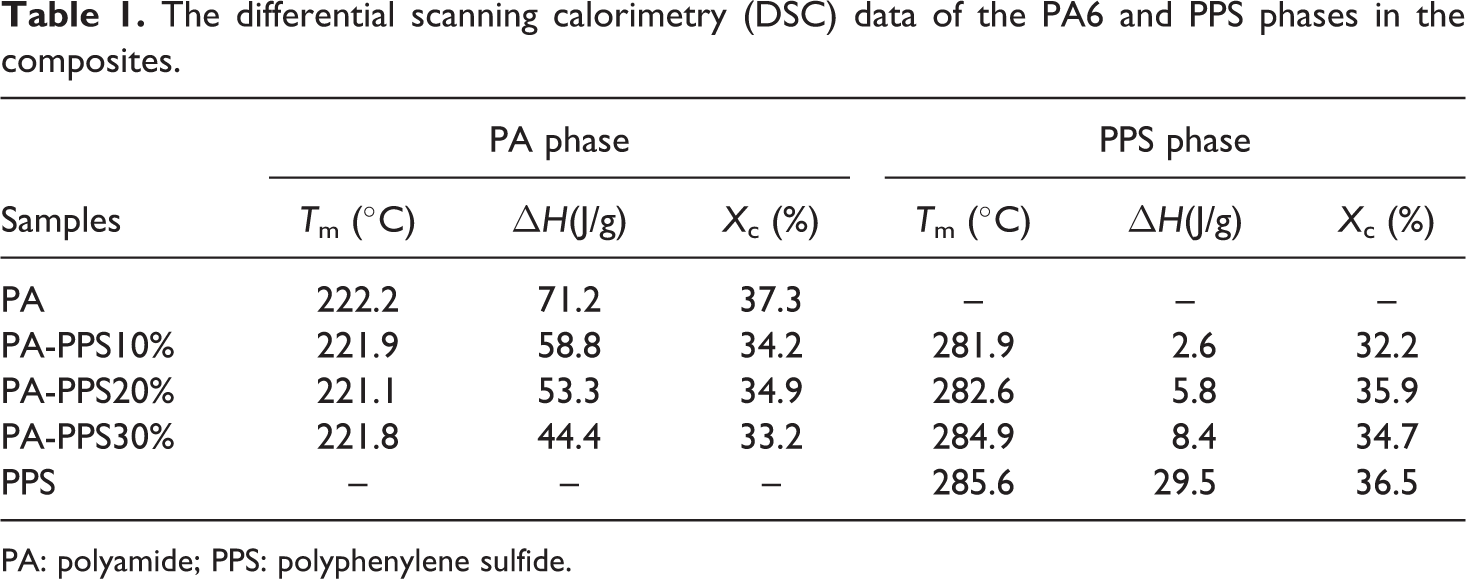
PA: polyamide; PPS: polyphenylene sulfide.
Mechanical properties
Figure 4 shows the mechanical properties of PA6-PPS composites. It can be seem that both the tensile modulus and the bending modulus have been improved apparently as the content of PPS increases in the composites. When the content of PPS increases to 30 wt%, its tensile modulus increased from 7,234.9 to 8,305.9 MPa, 14.8% increased, and bending modulus increased from 2,266.7 to 3,033.1 MPa, 33.8% increased. However, the addition of PPS with the trait of high modulus and low toughness is inevitable to affect the strength and toughness of the PA6-based composites. It can be seen from Figure 4 that the tensile strength, bending strength, elongation at break and impact strength of the composites all decreases to some extent, while their hardness keeps at 119 HRR with a narrow variation range. PPS can remarkably improve the modulus of PA6 composites for the reasons that PPS itself is a brittle polymer with high modulus. For this partially miscible blending, strength and toughness of the PA6-based composites can be reduced by the low strength and low toughness component of PPS, thereby decreasing both the strength and toughness of the PA6-PPS composites.
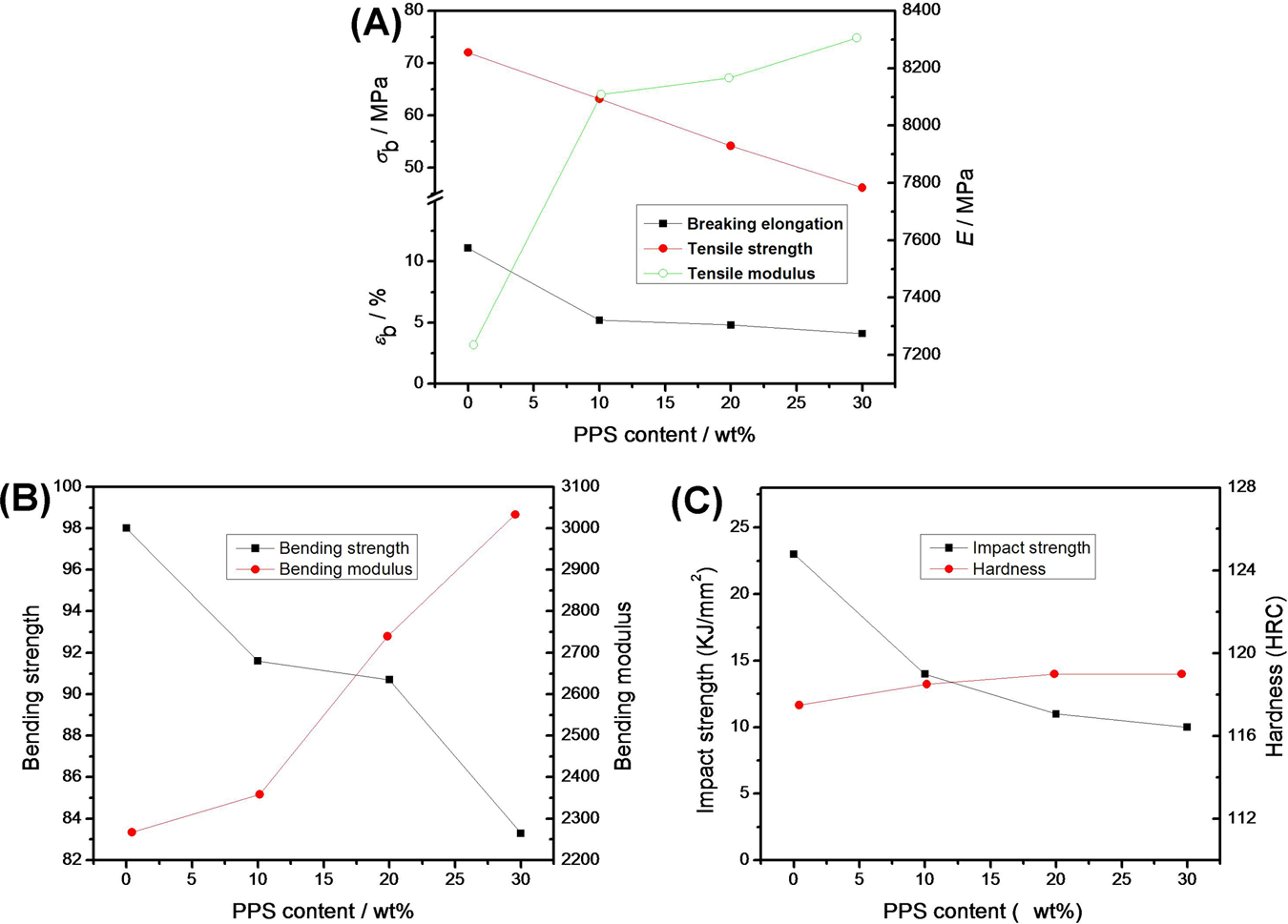
Mechanical properties of PA6 and PA6-PPS composites: (a) tensile, (b) bending and (c) impact strength and hardness (HRR).
Tribological properties
Friction and wear behaviors under different sliding time
Figure 5 shows the variation in friction coefficient with sliding time at a normal load of 15 N and sliding speed of 1000 r/min for PA6 and PA6-PPS composites. For all the PA6 and PA6-PPS composites, the friction coefficient increases rapidly in the early stage, it can be explained by the fact that the surface of metal ball is not very smooth and the bulge on the surface of the ball might cause lots of large plough during the friction test. However, the friction coefficient shows a little decline in the stable friction condition, which is reasoned by the forming of PA6 transfer film on the friction surface. 2,19 It has been hypothesized that wear resistance of polymers depends largely on their ability to form thin, uniform and adherent transfer film on the counterface. The adhesive transfer film formed by PA6 during sliding can prevent direct contact between the polymer surface and the hard counterface, thereby reducing abrasive action and resulting in lower friction coefficient and wear rate. Figure 5 shows the tendency of friction coefficient for PA, PA-PPS10% and PA-PPS20% is almost the same, while it reduces to the lowest value when the content of PPS increases to 30 wt%.
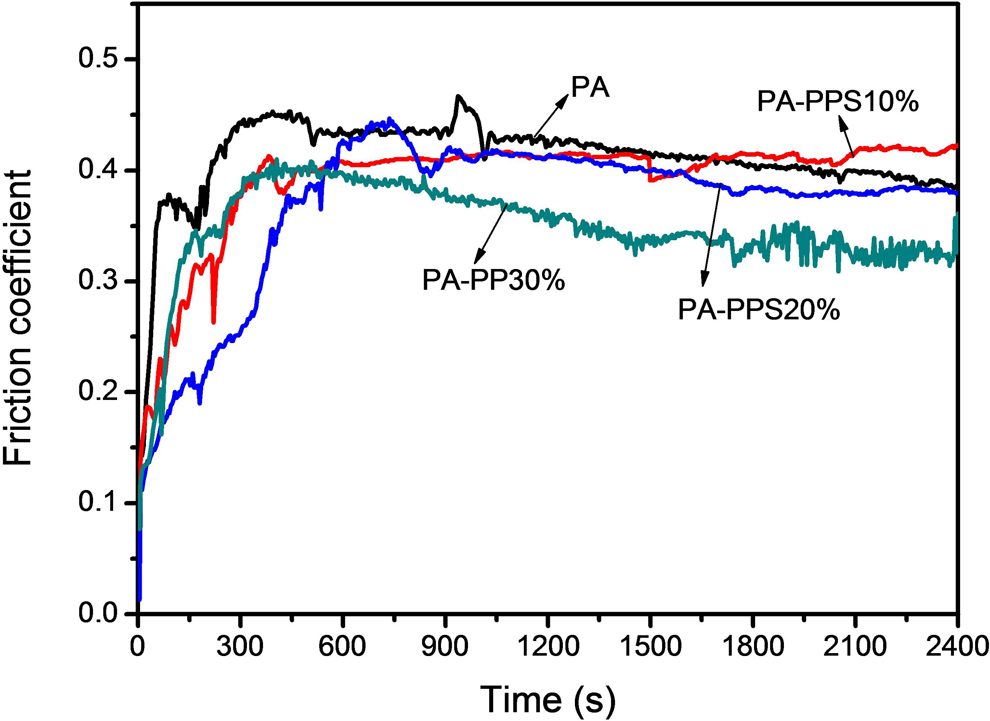
Variation of the friction coefficient with sliding time at a normal load of 15 N and sliding speed of 1,000 r/min for PA6 and PA6-PPS composites. PA6: polyamide 6; PPS: polyphenylene sulfide.
Friction and wear behaviors under different PPS content
The average friction coefficient and wear rate of PA6 and PA6-PPS composites at a normal load of 15 N and sliding speed of 1000 r/min are shown in Figure 6. It is seen that PA-PPS30% exhibits the lowest friction coefficient (0.35), and the differences in friction coefficient between PA, PA-PPS10% and PA-PPS20% composites are not apparent (about 0.40-0.42). As it is known that PA6 can form adhesive transfer film during sliding, preventing direct contact between the polymer surface and the hard counterface, but PPS has no ability to from adhesive transfer film on the counterface. As a result, when PPS content is in the low lever, the friction coefficient of PA6-PPS10% and PA6-PPS20% composites is almost the same as pure PA6. The reasons for the differences in friction coefficient between pure PA6 and PA6-PPS10% and PA6-PPS20% composites, which are not apparent, can be explained by thermal control of friction model. 2,19 In this model, friction heat is not easily conducted from the interface because the polymers often have a low thermal conductivity. When sliding conditions are quite severe, a limiting condition will occur, beyond which friction is actually the dominant factor. That is to say, when the polymer reaches the melting temperature during sliding, the friction coefficient varies with sliding speed or load so that the temperature within the contact remains constant at the melting point. As for PA6-PPS composites in this article, the melting point of the PA6 phase (222°C) is lower than the PPS phase (282°C), so the melting point of PA6 is first reached and it begins to melt at that point. According to the thermal control of friction model, any additional frictional heat released in a contact during sliding tends to melt additional polymer rather than cause the temperature of the already molten polymer to rise. So the temperature on the sliding surface did not increase when PA6 in the composites begins melting. Molten PA6 forms a low shear strength interfacial layer at the sliding surface, which behaves as a lubricant. This shear strength of the interfacial layer determines the friction coefficient of the PA6-PPS composites. For the PA6-PPS composites, the melting shear strength of PA6 almost keeps the same. Therefore, the differences in friction coefficient for PA6-PPS composites are not apparent. However, as the PPS content increases to 30%, this PA6-PPS composite exhibits the lowest friction coefficient (0.35), and it can be explained by the obviously improved module of this composite as the PPS content increases to 30%. With the module increasing, the adhesive phenomenon between the composites and counterface can be prevented to some extent, which results in the decrease of the friction coefficient for PA-PPS30% composites.
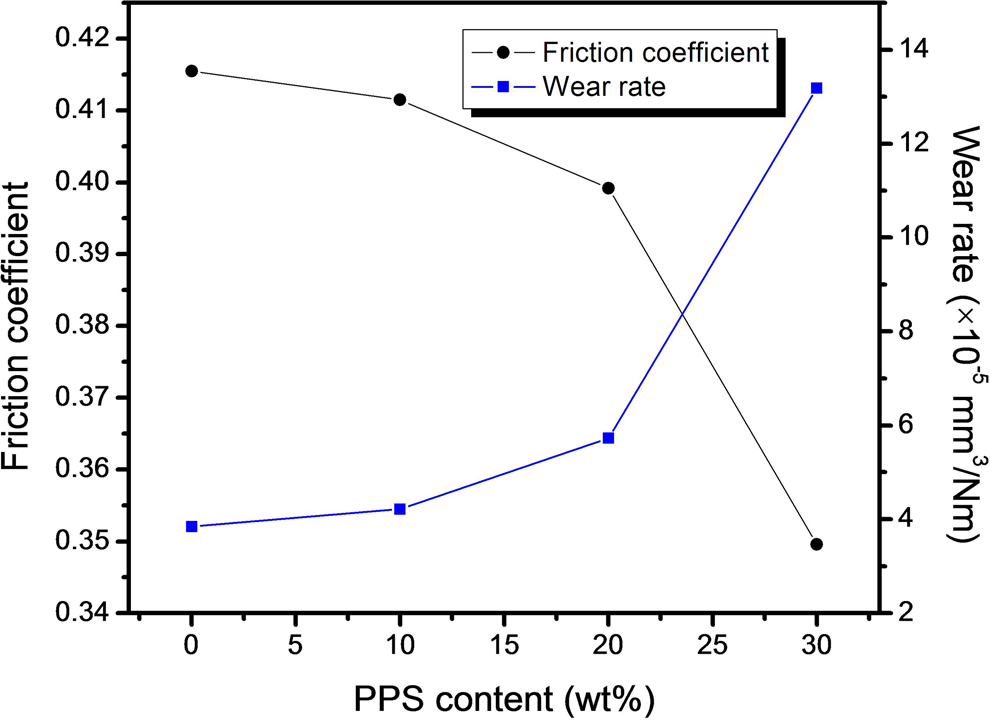
Friction coefficient and wear rate of PA6 and PA6-PPS composites sliding at a normal load of 15 N and speed of 1000 r/min. PA6: polyamide 6; PPS: polyphenylene sulfide.
The wear rate increases as the PPS content increases in PA6 and PA6-PPS composites. For the pure PA6, its wear rate value is 3.85 × 10−5 mm3/Nm under the friction condition of at a normal load of 15 N and sliding speed of 1000 r/min. And the wear rate value of PA6-PPS10%, PA6-PPS20% and PA6-PPS30% is 1.48 × 10−5 mm3/Nm, 5.72 × 10−5 mm3/Nm and 13.18 × 10−5 mm3/Nm, respectively, which shows the difference in wear rate between pure PA6 and PA-PPS10% and PA6-PPS20% is not apparent, but the wear rate of PA-PPS30% reaches the maximum value among all of them. It is well known that the wear resistance of polymers depends largely on their ability to form thin, uniform and adherent transfer film on the counterface. 2, 20,21 PA6 can form adhesive transfer film during sliding, preventing direct contact between the polymer surface and the hard counterface. It can reduce abrasive action, resulting in lower wear volume. But PPS has no ability to form an adherent transfer film, its wear depends on the mechanical interlocking between the contacting surface. During the sliding process, the hard asperities on the steel surface directly plow the surface of the polymer block because the absence of adhesive transfer film. So the wear rate of PA-PPS10% and PA6-PPS20% changes a little compared to pure PA6 when the PPS content is at a low level. As the fragile PPS phase in the composites increases to 30%, more debris produced by plowing action are absorbed mechanically on the counterface and can easily remove during sliding. Therefore, the wear rate of PA6-PPS30% composites increases.
Friction and wear behaviors under different load
The variations in friction coefficient of PA6 and PA6-PPS composites under different load are shown in Figure 7. It is seen that friction coefficients of all PA6 and PA6-PPS composites increase as the load increases from 10 to 20 N under the same sliding speed of 1000 r/min. It can be illustrated by the increasing area of contact between the metal counterface and the composites which induces higher flash temperature, heat generation, and the viscous elastic property in response to material stress, adhesion and transferring behaviors. Hence, the friction coefficient and wear rate increased with the increase of applied load (see Figure 8). With the load increasing, the hard and brittle PPS phase can increases the true contact area between the composites and the counterface. So it can increase the plough and adhesion between the hard asperities on the steel surface and the PPS phase.
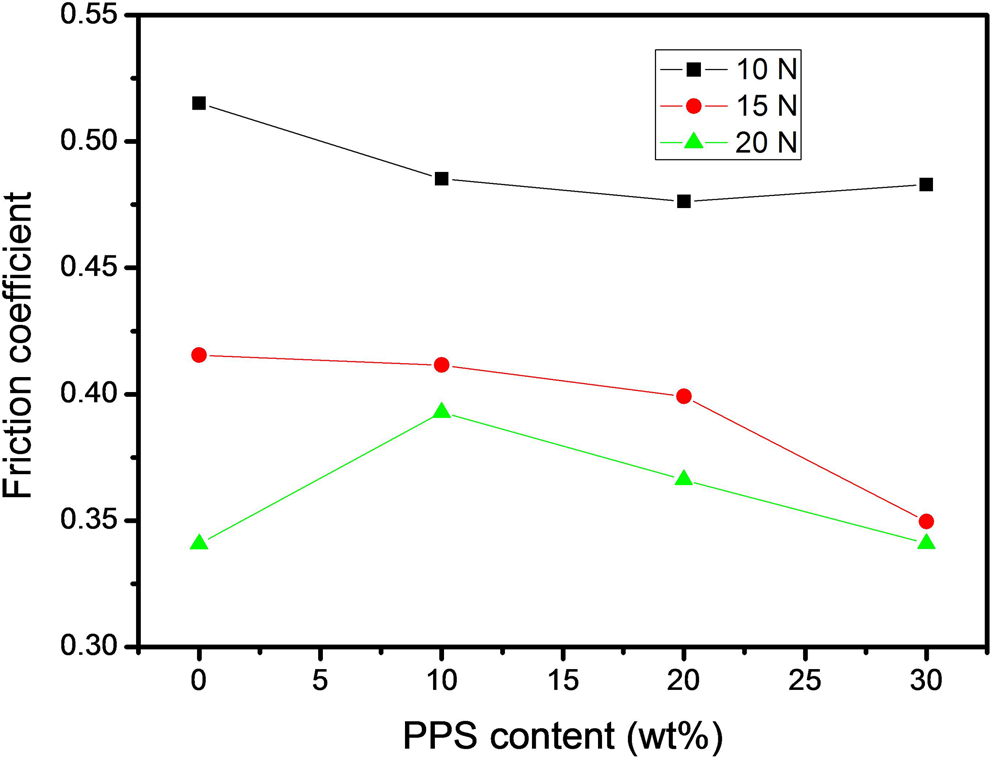
Friction coefficient of PA6 and PA6-PPS composites under different load (sliding speed: 1,000 r/min). PA6: polyamide 6; PPS: polyphenylene sulfide.
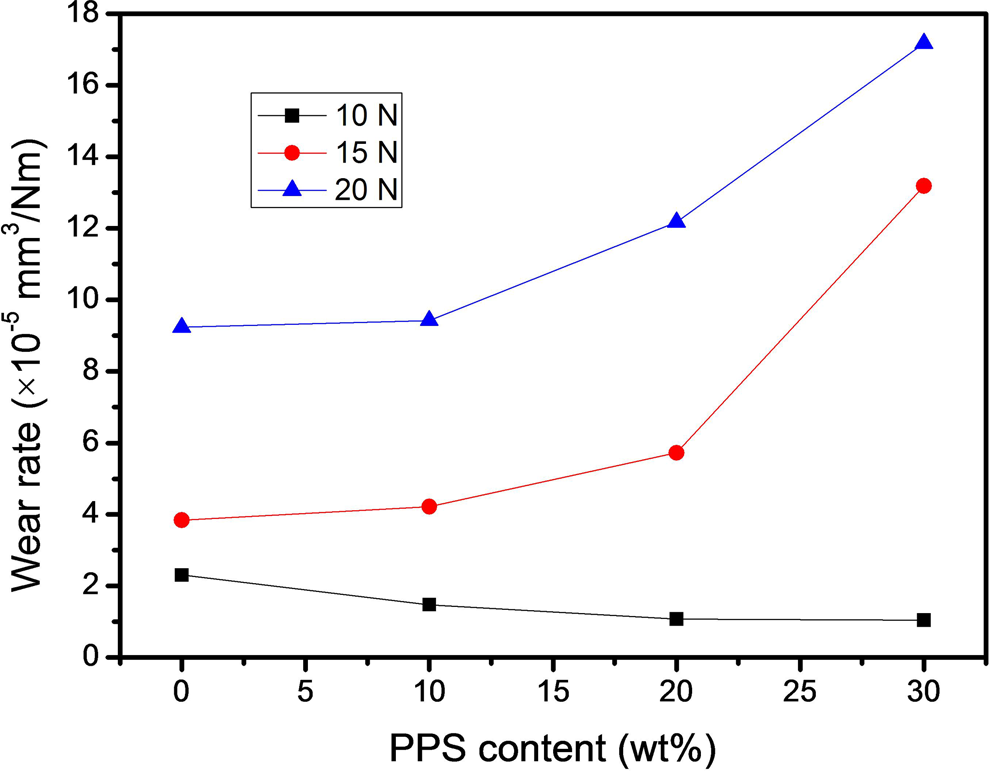
Wear rate of PA6 and PA6-PPS composites under different load (sliding speed: 1000 r/min). PA6: polyamide 6; PPS: polyphenylene sulfide.
Friction and wear behaviors under different sliding speed
Friction coefficient and wear rate of the PA6 and PA6-PPS composites at different sliding speed are shown in Figures 9 and 10, respectively. With increasing sliding speed, friction coefficient of the PA6 and PA6-PPS composites decreases. It can be explained by the change in temperature on the surface of the PA6 and PA6-PPS composites. The higher the sliding speed, the faster is the accumulation of friction heat in the friction interface. According to the thermal control of friction model, the PA6 phase begins to melt first and acts as a lubricant. As a result, the friction coefficient of the PA6 and PA6-PPS composites decreases with the increase in sliding speed.
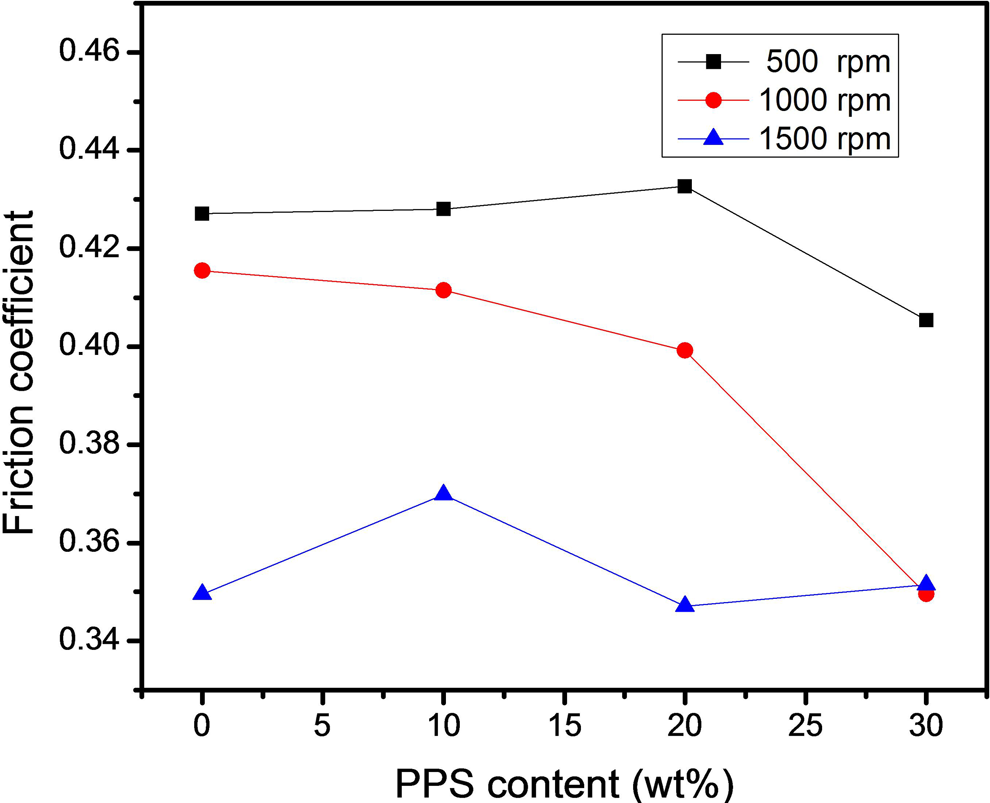
Friction coefficient of PA6 and PA6-PPS composites under different sliding speed (load: 15 N). PA6: polyamide 6; PPS: polyphenylene sulfide.
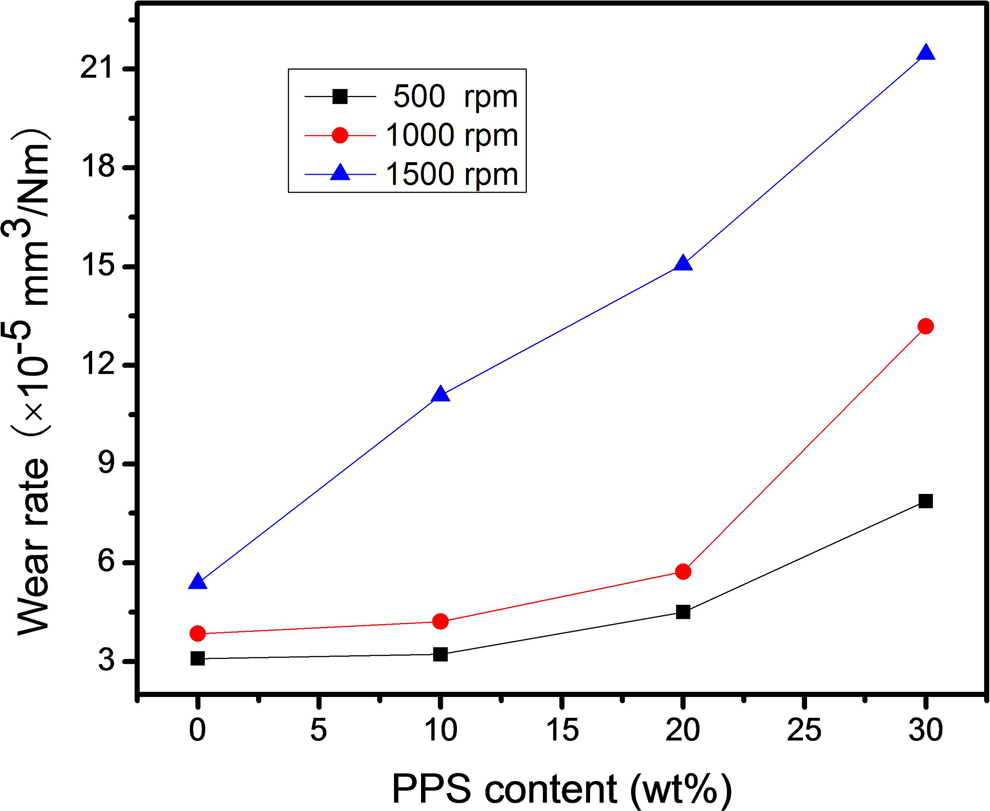
Wear rate of PA6 and PA6-PPS composites under different sliding speed (load: 15 N). PA6: polyamide 6; PPS: polyphenylene sulfide.
Figure 10 shows that the wear rate value of PA6 and PA6-PPS composites increases with the increase in sliding speed. The reason for this behavior is that the friction causes the surface temperature to increase. High wear rate is caused by increase in wear rate associated with the surface layer reaching the softening point of the PA6 and PA6-PPS composites. As it is known that wear process in polymers involve adhesive and plastic flow, transitions between regions dominated by each of these commonly lead to changes in wear rate with applied pressure and sliding speed. Furthermore, it also relates to the structure of the polymer, chemical effects occurred in friction process and transfer film formation on the counterpart material.
Morphology of the wear surface
The worn surfaces of the neat PA6 and PA6-PPS composites under the same load and sliding speed are shown in Figure 11. It can be seen that large agglomerated flakes or crumb appeared on the smooth wear scar of PA6 (Figure 11(a)), which indicates that adhesive wear plays important role in explaining the wear mechanism of PA6. With the addition of PPS, the micro-cutting marks appear on the worn surfaces of PA6-PPS10% (Figure 11(b)), which shows micro-cutting is the primary wear mechanism. As to the PA6-PPS20% and PA6-PPS30% composites (Figure 11(c) and (d)), except for the adhesive marks, some ploughing marks can also be seen, which indicates their primary wear mechanism includes adhesive wear and abrasive wear. Compared to the worn surfaces, it can be found that the wear mechanism of PA6-PPS composites gradually transformed from the micro-cutting wear to adhesive wear and abrasive wear.
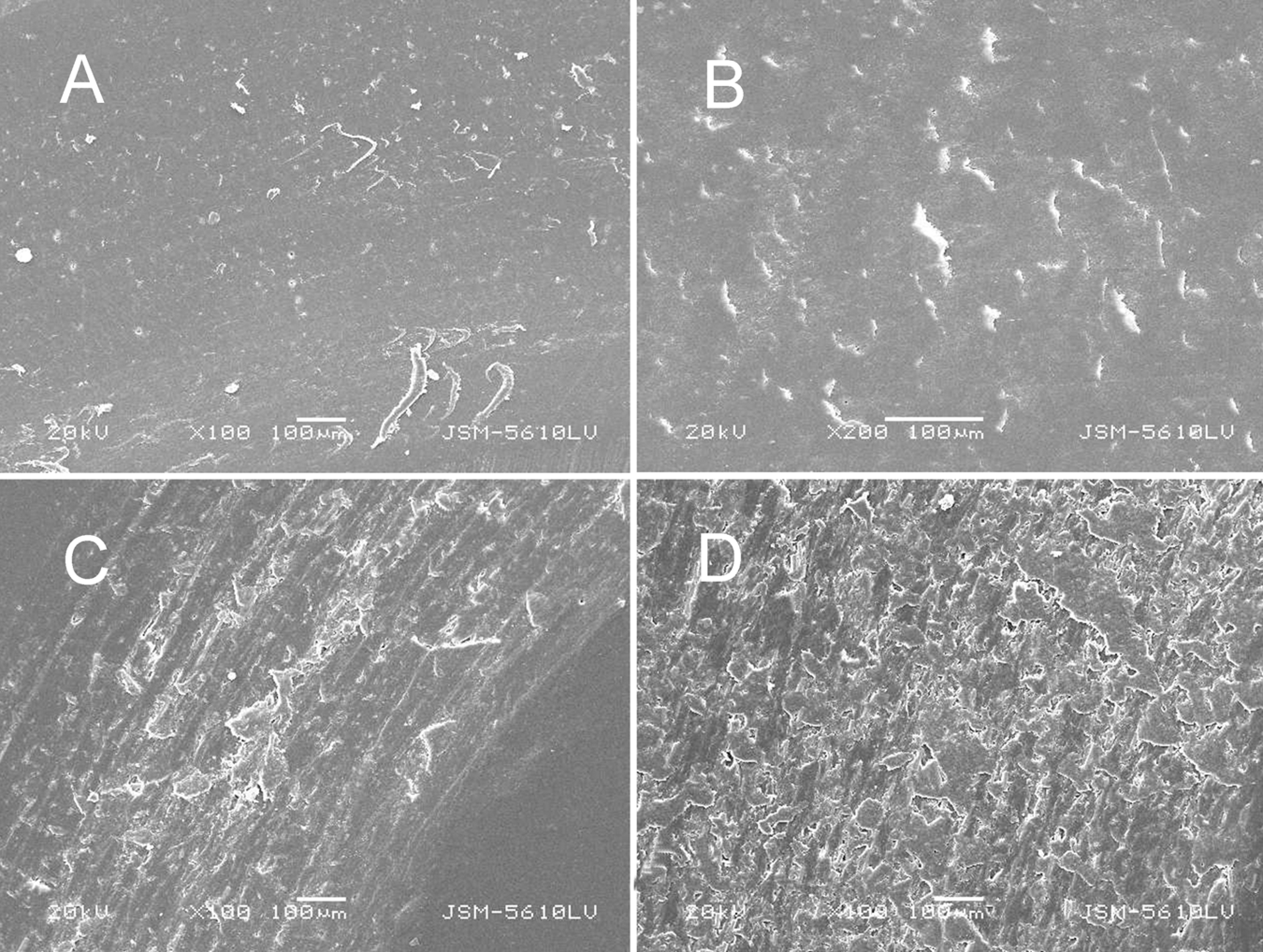
SEM morphologies of the worn surface of PA6 and PA6-PPS composites at a normal load of 15 N and sliding speed of 1000 r/min: (a) PA6, (b) PA6-PPS 10%, (c) PA6-PPS 20% and (d) PA6-PPS 30%. SEM, scanning electron microscope; PA6: polyamide 6; PPS: polyphenylene sulfide.
Conclusions
The tensile modulus and bending modulus were improved apparently with the PPS content increasing in the PA6-PPS composites, and their hardness was about 19 HRC with a narrow variation range. SEM shows PPS in the composites was brittle fractured during the tensile process. XRD and DSC show the crystal regions in PA6 and PPS can be destroyed to some extent and the composite is a partially miscible blending structure. Tribological characterization shows the PA6-PPS30% composites exhibited the lowest friction coefficient (0.35) sliding at a normal load of 15 N and sliding speed of 1000 r/min, and both the friction coefficients and wear rate of the PA6-PPS composites increased as the load increased, while the friction coefficient decreased and wear rate increased with the increase in sliding speed. Besides, SEM of worn surface morphology revealed the primary wear mechanism of PA6-PPS composites gradually transformed from the micro-cutting wear to adhesive wear and abrasive wear under the dry sliding condition. Obviously, the above conclusions of fractured morphology, crystalline structure, mechanical properties and tribological behaviors of PA6-PPS composites are useful for providing some practical guidance for the application of polymer materials in the tribological field.
Footnotes
Funding
This work is financially supported by Fundamental Research Funds for the Central Universities (Self-Determined and Innovative Research Funds of WUT 2010-II-022) and Supporting Project of New Century Excellent Talents of Ministry of.Education of China (NCET-11-0686).