
Abstract
Thermoplastics such as; polyvinyl chloride (PVC) and polypropylene (PP) have applications in different sectors such as; automobile, aerospace, biomedical, textile, etc. due to cost-effectiveness, biodegradability, high mouldability, easy availability and good mechanical properties. The shape memory performances of these thermoplastics are crucial for extending the four-dimensional (4D) printing applications. But hitherto little has been reported on flowability, mechanical, thermal, morphological and shape memory properties of PVC-PP composite. In this study, twin-screw compounding has been employed on PVC and PP thermoplastics (in single and blended form) to prepare feedstock filaments for fused filament fabrication (FFF). The investigations have been made for flowability (melt flow index (MFI), mechanical (tensile strength and elongation), thermal (melting point) morphological, Fourier transform infrared spectroscopy (FTIR) analysis and shape memory effect on different feedstock filaments (prepared with neat PVC, 75%PVC-25%PP, 50%PVC-50%PP, 25%PVC-75%PP and neat PP). The results have been supported by fracture analysis of photomicrographs obtained from scanning electron microscopy (SEM). The results of the study suggested that tensile strength was maximum for 50%PVC-50%PP (23.57 MPa) and minimum for neat PP (8.89 MPa). Further percentage shape recovery was observed maximum for neat PVC and minimum for neat PP.
Introduction
Polymers or polymer-based materials have been considered as most demandable in modern society due to their excellent inherent properties. 1 .Thermoplastic polymers have lots of advantages over glass-based materials and traditional metals due to easy availability, inherent flexibilities, low-temperature mouldability, ease of processing and low cost. 2 In a broader sense, thermosetting and thermoplastics are the main two major classifications of polymers based upon the deformations due to heat.3–7 Thermoplastics can be relaxed and reshaped more than once upon the utilization of heat without influencing their innate properties. Some of the most important properties of thermoplastic polymers are very effective such as; high reforming ability, easily recyclability, chemical resistance and high impact resistance. 8 Due to these distinct properties, thermoplastic polymers have a high range of applications (which includes biomedical application, storage and packaging of materials, automotive, machine parts and consumer goods).9,10
PVC thermoplastic polymer is very versatile and economical that has been widely used in the structural and civil industry works to produce door, medical devices and cable insulation. 11 PVC is the third-largest used thermoplastic polymers after polyethylene (PE) and PP. 12 PVC is a transparent or white and solid brittle material available in granules form and white in powder form. 13 Because of its flexible properties, for example; lightweight, solid, minimal effort and simple processability, PVC is currently supplanting customary structure materials like solid, elastic, wood, metal, pottery and so forth in a few applications. 14 Rigid and flexible PVC are the main two types of PVC. Both types of PVC are low-cost materials and have very good electrical insulation properties.15,16 In this research work, flexible PVC has been used (that has very good resistance to UV, acids, alkalis, oils and many corrosive inorganic chemicals). PVC polymer is unstable because of high melt viscosity and low thermal stability. 17 PVC thermoplastic polymer needs to be modified before processing into fabricated products.14,18 Plasticizers are mainly used for enhancing of rheological and mechanical performance of PVC thermoplastic polymer. 19 Some good fillers (like: glass, titanium dioxide, talc, calcium carbonate, calcined clay, etc.) are added in PVC polymer for enhancing mechanical and thermal strength, stiffness and improve its performance. 20 PVC polymers are blended with some other thermoplastics polymers such as; PP, polyester, PU, polyolefin rubber alloys for enhancing mechanical strength, thermal stability and also make compatible to run on 3D printing/fused deposition modelling (FDM). 21 PVC polymers are mostly used in all fields such as; clothing, electrical, transport, medical, domestic, packaging and construction. 22
On the other hand, PP is an inflexible and translucent thermoplastic polymer created from a propane (or propylene) monomer. 23 The compound recipe of PP is (C3H6)n which is among the least expensive thermoplastics polymers.24,25 PP polymer is the second-largest consumable thermoplastic polymer after PE. 12 PP thermoplastic has lots of applications such as; Industrial, furniture market, automotive industry and consumer goods. 26 PP thermoplastic is one of the lightest polymers in all plastic commodities. 27 For enhancing of properties of PP thermoplastic (physical and mechanical) some polymer additives like minerals, pigments, lubricants, conductive fillers, glass fibres and flame retardants. 28 Some other filler are reinforced with PP for achieving some significant properties related to end-user applications.24,26,29
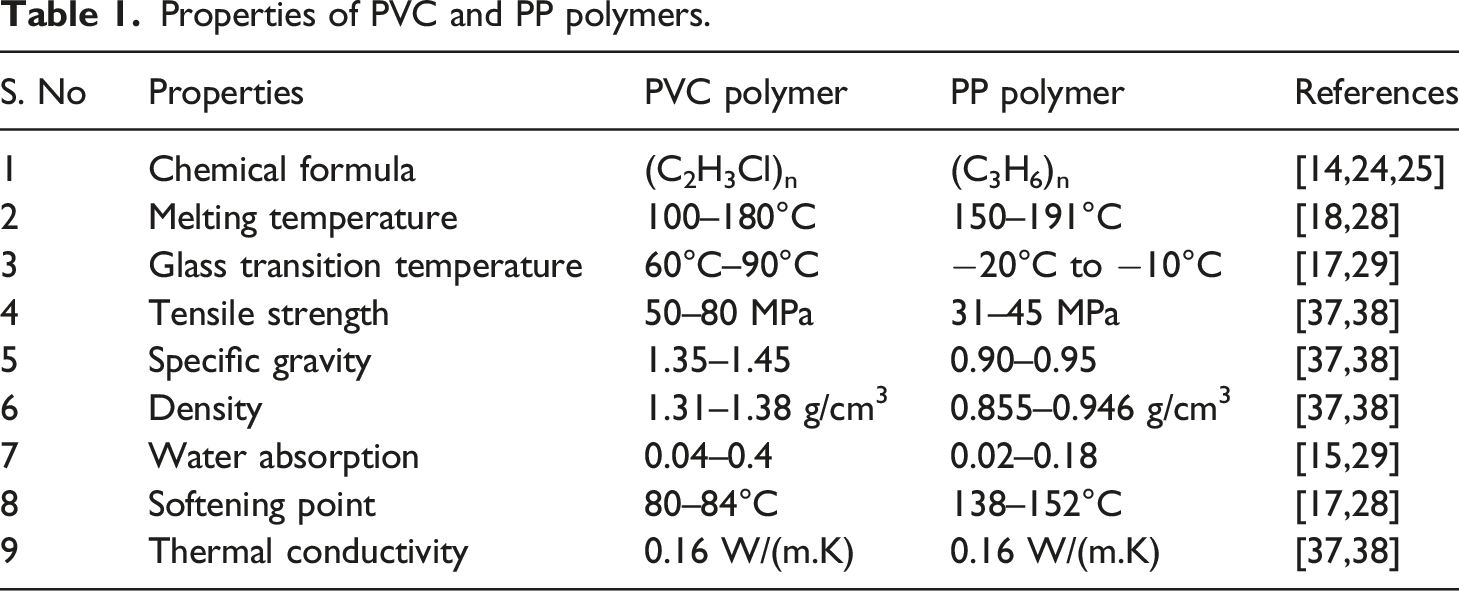
Properties of PVC and PP polymers.
Processing/reprocessing of shape memory polymers (SMP) are the most important aspects of 4D printing applications. Essentially, these materials regain/return to their original shape when certain stimuli are applied, such as heat, water or light. 39 Such materials are widely used in a variety of applications that cover the fabric, electronic, manufacturing, medical, and other different sectors and are still developed worldwide in laboratories. 40 Based on previous studies, it has been observed that PVC thermoplastic-based components have better shape memory recovery as compared to some other thermoplastic polymers (PP, PCL, etc). 41 It has been observed that PVC and PP-based fabricated components have gained attention because of their scientific and technological significance. 42
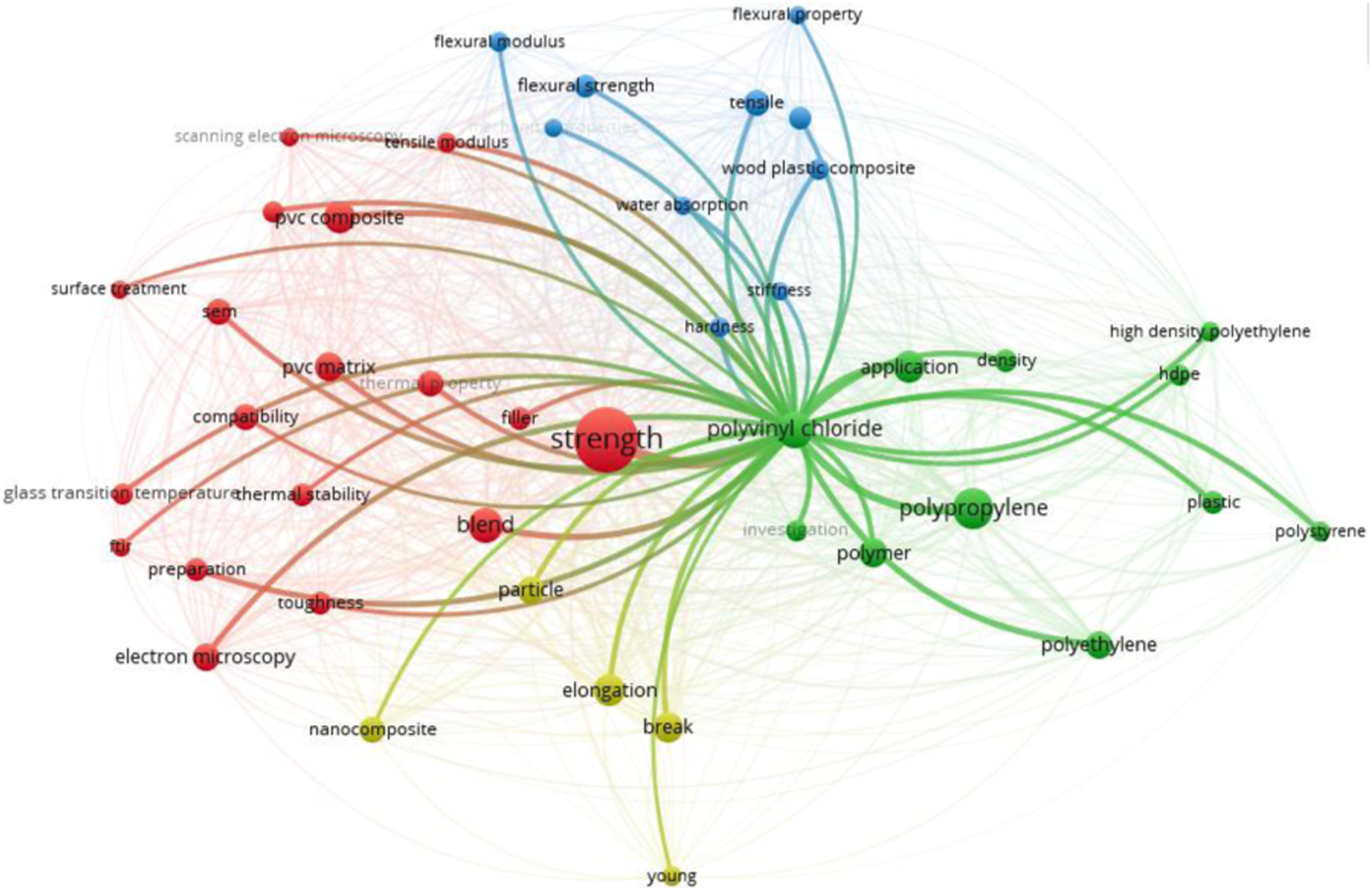
The literature review reveals that PVC and PP polymers are the most widely used thermoplastic polymers used worldwide. To understand the work reported on PVC and PP, the Web of Science database has been used for the past 20 years. Further, the VOSviewer software package (open source) has been used for bibliographic analysis. Figure 1 shows the investigations and applications of PVC and PP polymers that have been targeted by previous researchers. Figure 2 shows the relational combination for properties and applications reported for PVC thermoplastic materials. As observed from Figure 2, a lot of research work has been reported on PVC and PP thermoplastic polymers for their superior applications, but little has been reported on blending PVC with PP polymer for fabrication of thermoplastic composite with enhanced physical/mechanical/thermal/morphological properties. Bibliographic analysis for the relationship of PVC and PP polymers. Bibliographic analysis for research work and gap related to PVC thermoplastic.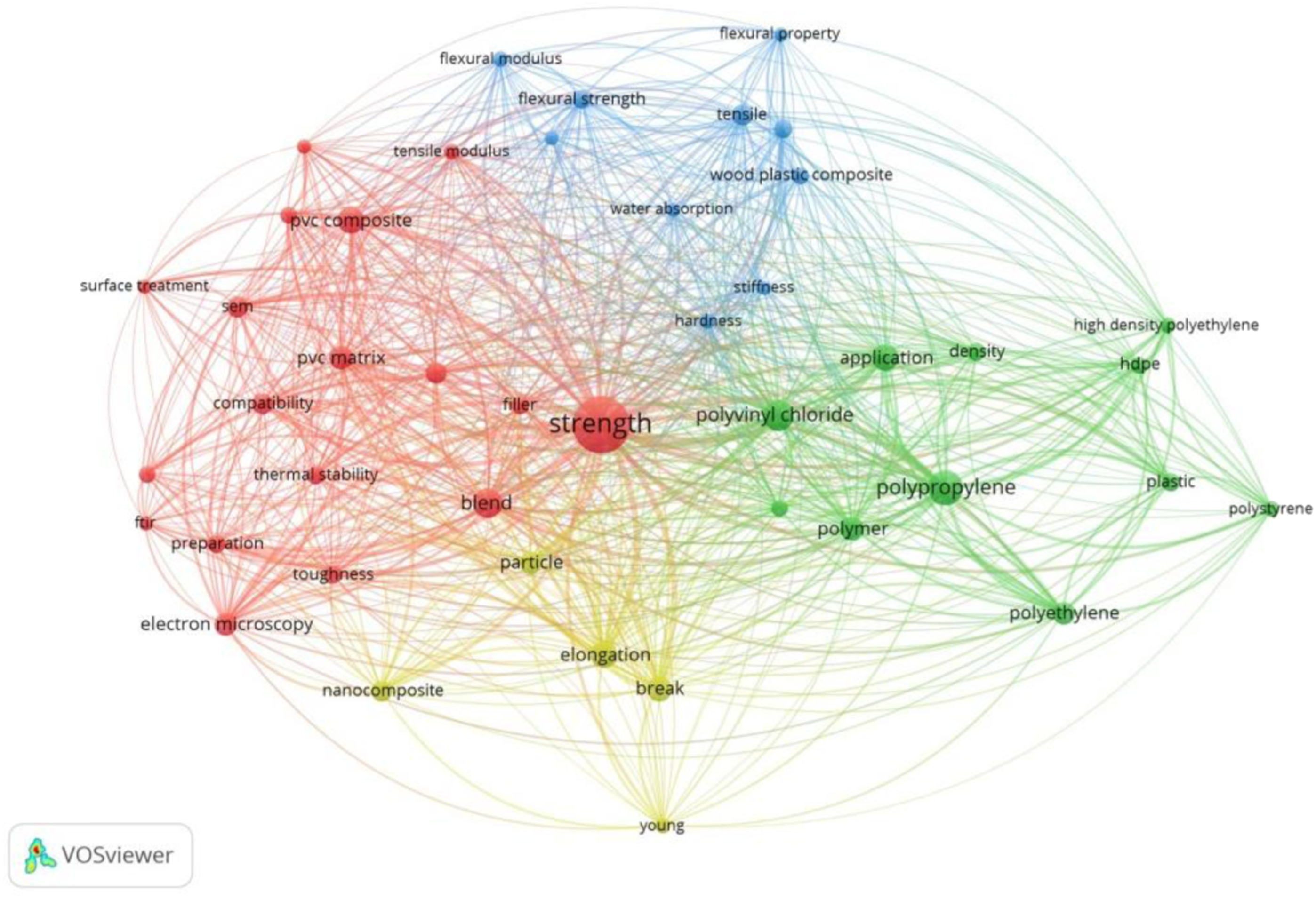
This research work aims to prepare thermoplastic composite by using PVC and PP polymers for 4D printing applications with sustainable mechanical, thermal and morphological properties. In this research work, PVC and PP have been blended according to their weight proportion/percentage and filaments were extruded. Further, mechanical properties of fabricated feedstock filaments have been tested on the universal tensile testing machine (UTM) and, bonding characteristics using FTIR and thermal analysis on DSC. The fractured part of feedstock filaments has been analysed by photo-micrographic analysis using SEM.
Experimentation
Materials and method
The work started with the selection of thermoplastic polymers based on mechanical strength as well as availability in the market and its cost. PVC and PP are the second and third most usable thermoplastic polymers according to their volume and are easily available. PVC is a versatile thermoplastic material that has good properties such as; good dielectric strength, insulation material, resistance to corrosion, shock, chemical rotting, good physical and mechanical properties, lightweight, tough and resistance to all inorganic chemicals. PVC thermoplastic has been selected because of its mechanical strength mainly elongation which is higher as compared to other thermoplastic polymers. Normally PVC polymer melting temperature varies from 170 to 210°C and glass transition temperature (Tg) varies between 65 and 80°C. PP thermoplastic polymer was selected because of easy availability, cost, crystalline, tough and rigid behaviour. PP exhibits very good properties such as; good stiffness, processability, chemical resistance, weldability and is best suitable for corrosion-resistant structures. PP melting temperature varies from 126 to 176°C and Tg varies between −20 and −5°C. Both PVC and PP of moulding and extrusion grade in granules form have been purchased from Batra Polymers Pvt. Ltd, Ludhiana, India.
Before extrusion of PVC and PP in feedstock filament form, the mechanical blending was performed by using linseed oil. Figure 3 shows the PVC polymer, PP polymer and composition of PVC and PP (50%–50%) polymers. Blended granules of PVC and PP.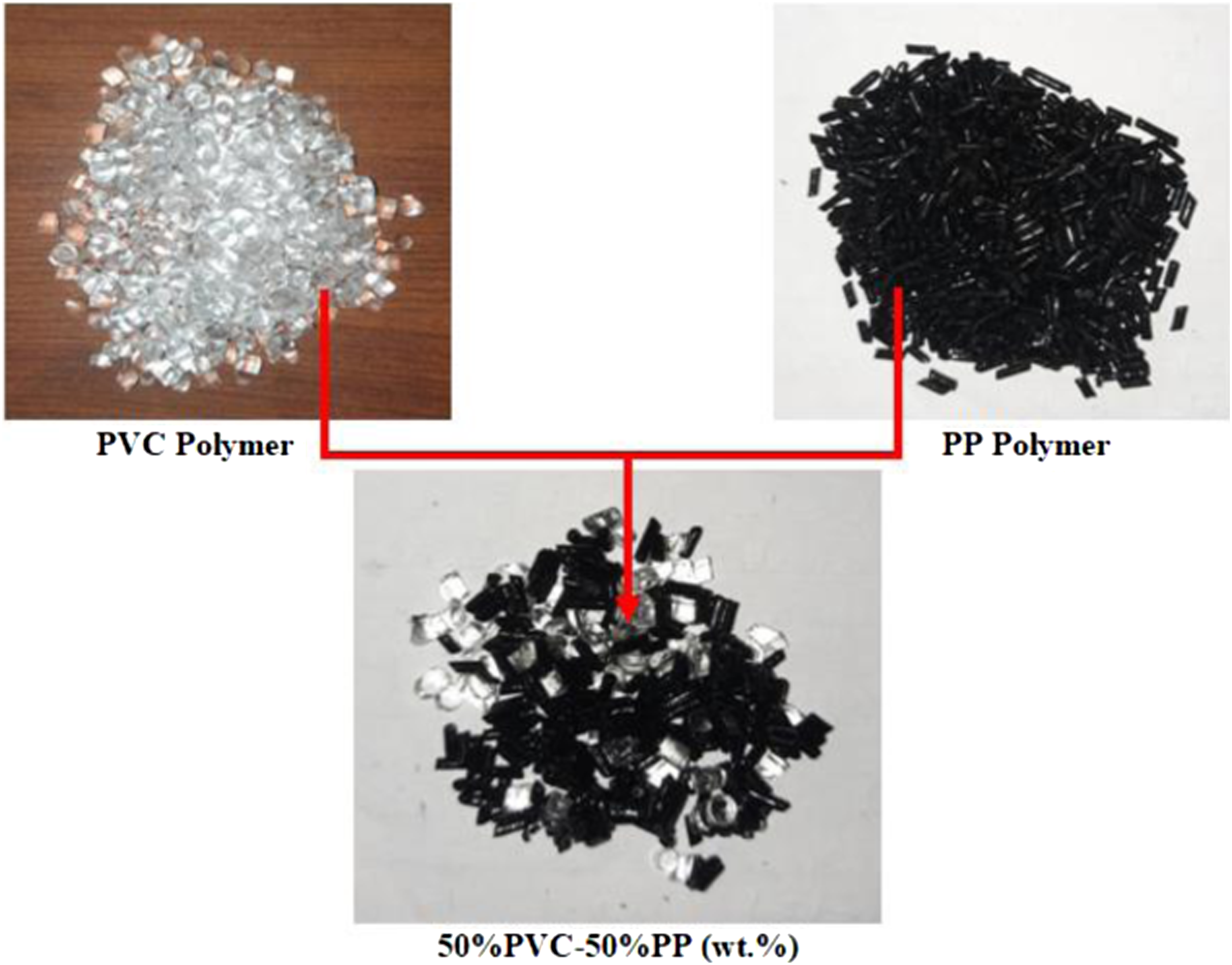
Melt flow index
In FFF-based 3D printing process, the flowability of thermoplastic is the main concern that ensures the quality of the final product in form of dimensional accuracy, surface quality and mechanical properties. In other words, the sustainability of FFF products is highly dependent upon flowability. The MFI or melt flow rate (MFR) is one of the important rheological/materials properties that measure the ease of flow of melted thermoplastics. It is mostly used in the polymer-based industry for quality control of thermoplastics polymer. The method is described as per ASTM D1238 and ISO 1133 in which the weight of melted polymers through the capillary in 10 min is the MFI of that polymer. In this study, MFI of 5 different compositions of PVC and PP (according to their weight %age) (neat PVC, 75%PVC-25%PP, 50%PVC-50%PP, 25%PVC-75%PP and neat PP) have been analysed for their applicability in FFF-based 3D/4D printing applications.
Fabrication of feedstock filaments using twin-screw compounding
In further steps, the mechanically blended combination of PVC and PP granules have been used for manufacturing feedstock filaments on a twin-screw compounding setup (Model: HAAKE Mini CTW; Make: Thermo Fisher Scientific) on fixed processing condition/environment. The extrusion of PVC, PP and PVC-PP filaments has been regulated to maintain a diameter of 1.75 ± 0.05 mm. It should be noted that in commercial feedstock filament fabrication different diameter feedstock filaments may be prepared by changing nozzle diameter of screw extruder. Most of the commercial manufacturers of 3D Printers (like: Prusa, 3D systems, Stratasys, MakerBot, Ultimaker, etc.) are using feedstock filaments with a diameter of 1.75 mm. Fabricated feedstock filaments in this research work was used in the Ultimaker2+ commercial open-source setup that also supports 1.75 mm diameter feedstock filaments. The processing environment has been controlled by maintaining the barrel temperature of the twin-screw compounder at 190°C, the rotational speed of the screw at 140 rpm and dead weight applied at 10 kg for all the compositions. The input process variables have been selected based upon pilot experimentation and previous literature review.21,22 Figure 4 shows fabricated/manufactured feedstock filaments of different compositions of PVC-PP thermoplastic compositions by twin-screw compounding process. Fabricated feedstock filament of different compositions of PVC-PP using TSE.
Tensile testing using universal tensile testing machine
Tensile properties such as; strength at peak, strength at break, %age elongation at peak and %age elongation at break of all the manufactured feedstock filaments were tested by using UTM setup (Manufacturer: Shanta Engineering Works, India). Gap separation between both the jaws has been maintained at 60 mm. The strain rate of testing has been maintained as 50 mm/min with putting required cross-section information on the UTM software package. Figure 5 shows fractured wire during tensile testing on UTM. Further, fractured feedstock filaments by UTM, the fracture morphology have been investigated by taking photomicrograph on SEM. Fractured feedstock filament during tensile testing on UTM.
Thermal analysis using differential scanning calorimetry
Consideration of thermal properties of thermoplastics (PVC-PP) is most important for their end-user applications. In this study, thermal analysis was performed at a heating rate of 10°C/min (endothermic thermal reaction) and cooling rate of −10°C/min (exothermic thermal reaction) under a controlled atmosphere of N2 gas at 50 mL/min. Two consecutive endothermic and exothermic cycles have been selected for investigations for all set composition/proportions. For this study, thermal analysis has been performed starting from 30°C to 210°C in the endothermic cycle and 210°C to 30°C in the exothermic cycle.
Morphological analysis using SEM
Morphological analysis of feedstock filaments has been performed on the tensile fractured part (fractured cross-section) of all the feedstock filaments. SEM analysis (Model: JSM-IT500; Make: Jeol) of fractured part of feedstock filaments has been performed for determining behaviour changes after polymers reinforcement The SEM micrographs have been taken at ×75 and ×300 magnifications in vacuum environment condition under 15V power supply. Further surface profilometry (3D render image and surface roughness) have been performed using Gwyddion (Version: 2.56) data analysis software package of SEM image (×300 magnification).
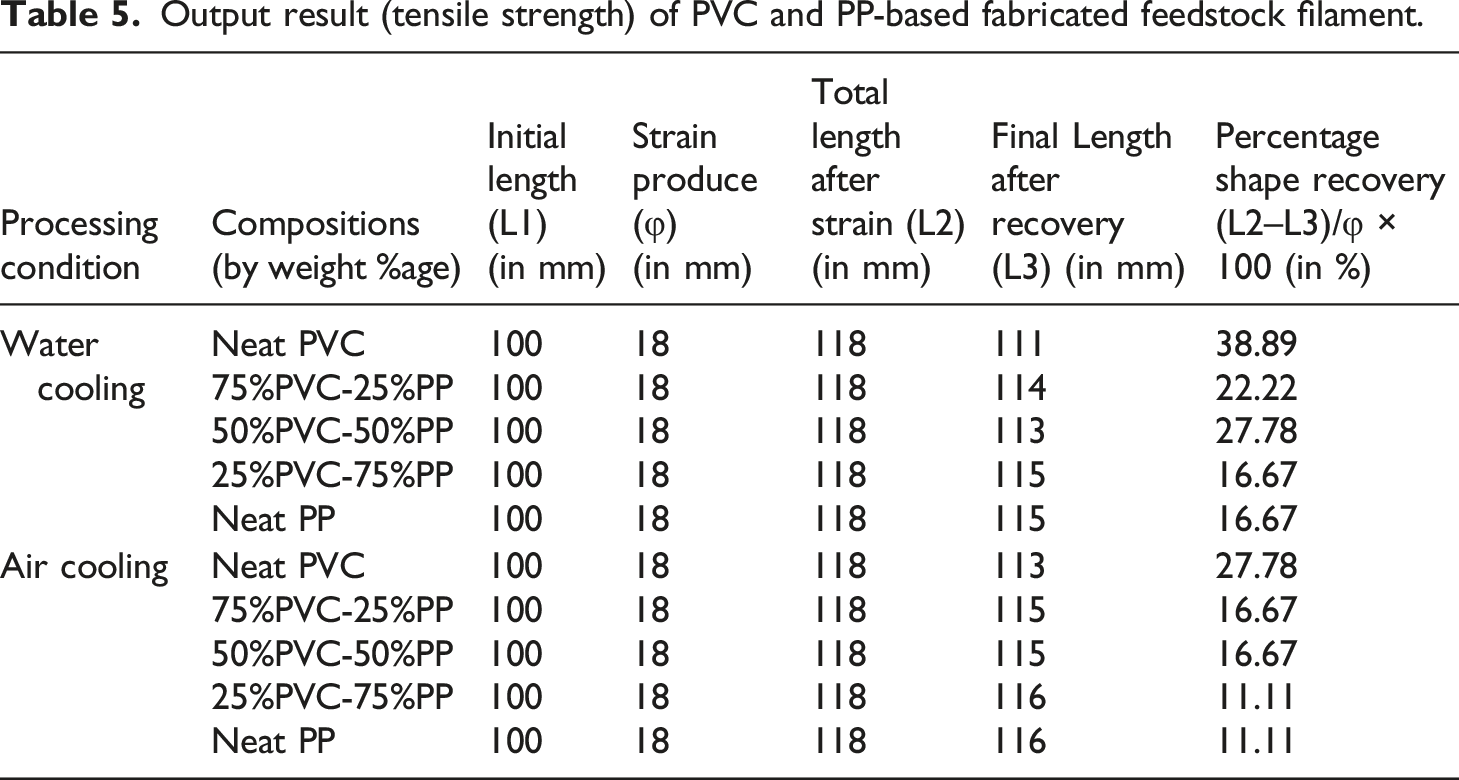
Shape memory investigation
PVC and PP polymers based on different compositions and their MFI.
Results and discussion
Melt flow index
Table 2 shows MFI values of different compositions as per the ASTM D 1238 standard. The observations have been made to check the MFI as well as continuity/discontinuity of the filaments extruded from the nozzle of MFI setup. As per the observations made, neat PVC polymer has exhibited maximum MFI (9.324 g/10 min) and neat PP polymer has a minimum MFI (7.245 g/10 min) value. This means, in extrusion-based 3D printing processes, neat PVC may be more preferred as compared to neat PP due to a higher flow rate. Other aspects of this result can be understood in form of energy requirement by the extrusion-based setup. The structural formation by using neat PVC may take less energy as compared to neat PP because of higher flowability. As per the continuity/discontinuity concern, all thermoplastics compositions have continuous flow without fracture/breakage. This means all the selected combinations have qualified the test of eligibility to act as the FFF-based materials.
Tensile properties of extruded feedstock filaments
Output result (tensile strength) of PVC and PP-based fabricated feedstock filament.
Note: Three samples of each feedstock filament have been tested and average values of output results have been reported.
Figure 6 shows stress versus strain curves for all the selected materials combinations. In case of elongation at the fracture point, neat PVC has been considered as flexible filaments (percentage elongation at break: 158%). But in the case of FFF-based 3D printing processes, the excessive elongation of feedstock materials may lead to distortion in the final product and warping issues (due to Baru’s effect). To avoid these issues, the role of adding PP into PVC is significant. The addition of PP into PVC to 50% has led to increase in the tensile strength and the flexibility of the feedstock filament. Further, as per the thermal analysis data, it has been ascertained that all the reinforced feedstock filaments are thermally stable. As per Table 3, it has been observed that the maximum Young’s modulus (306.67 N/m2) was in the 75% PVC-25% PP composite feedstock filament and minimum (10.52 N/m2) in neat PVC based feedstock filaments. Stress versus strain curves of fractured feedstock filaments.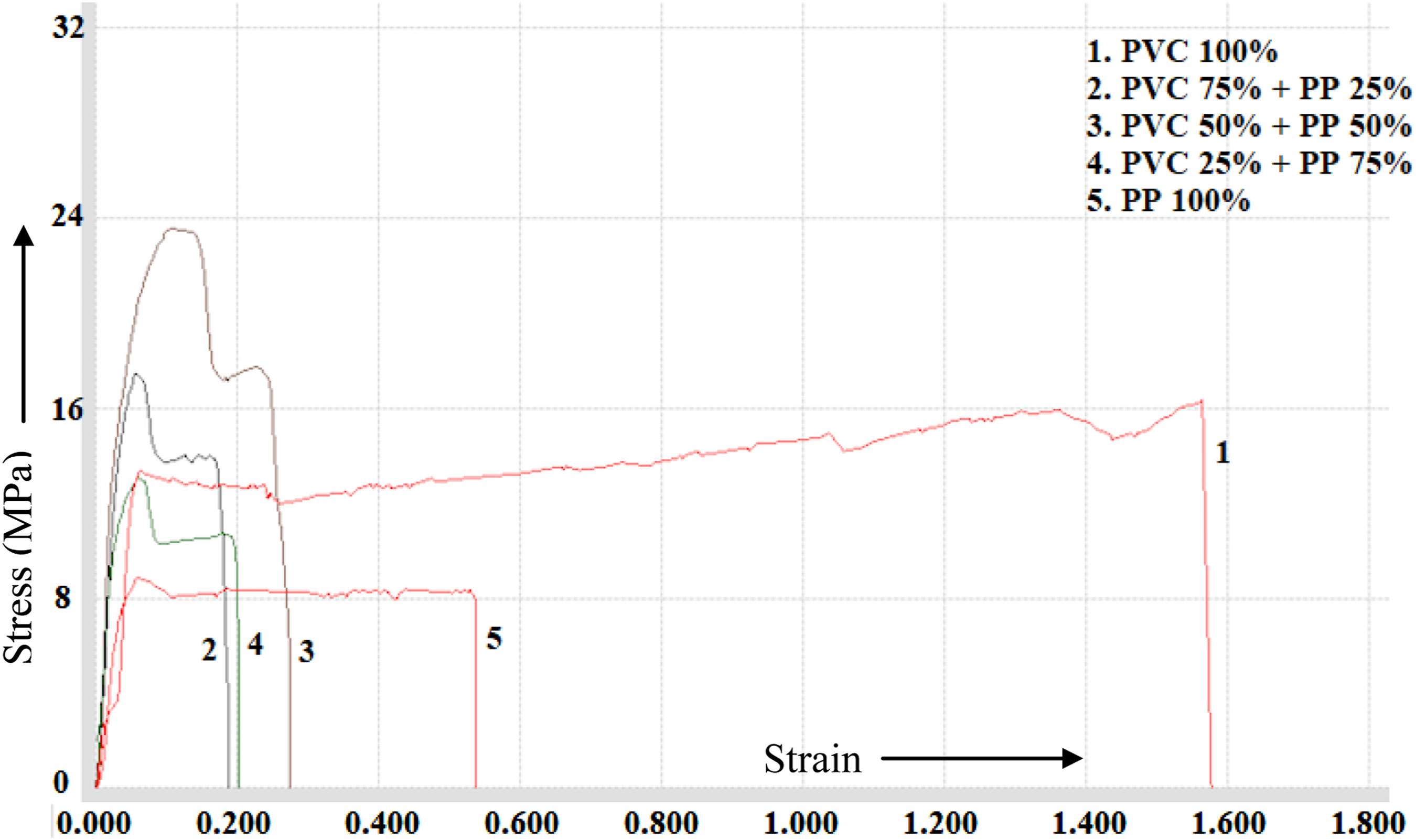
Thermal analysis by differential scanning calorimetry
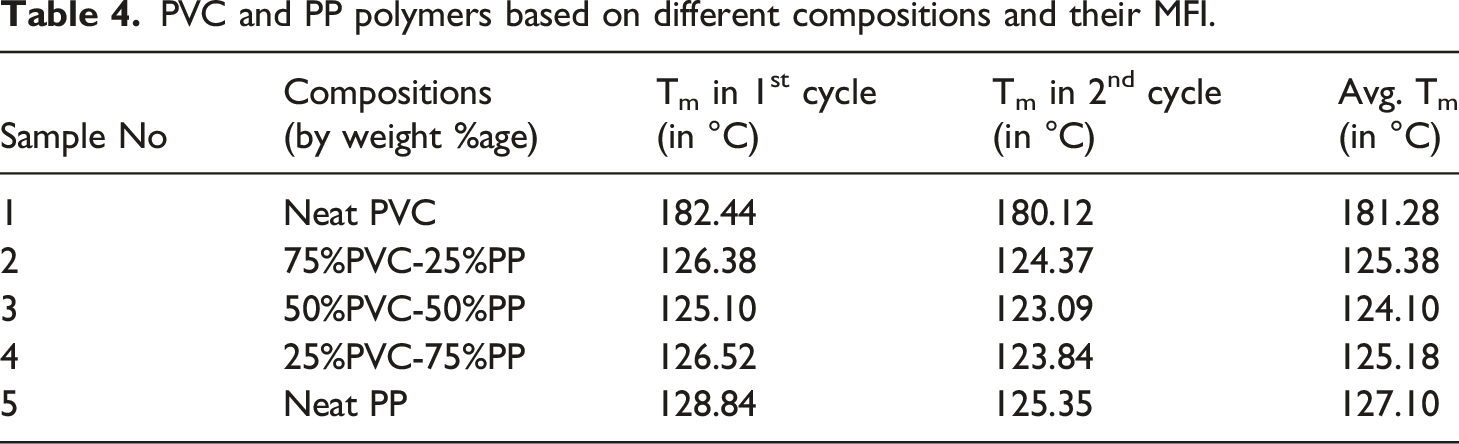
Different thermoplastics are having different thermal properties, such as melting temperature (Tm) and glass transition temperature (Tg). The Tmof PVC polymer is: 170–210°C and Tm of PP polymer is: 126–190°C and Tgof PVC polymer is: 65–85°C and Tg of PP polymer is: −20 to −5°C). Figure 7 shows DSC curves of all PVC and PP-based feedstock filament samples in two heating and two cooling cycles in an N2 gas environment. Based on Figure 7, it has been observed that different composition-based feedstock filaments exhibit different melting temperatures as shown in Table 4. According to Table 4 and Figure 7, it has been noticed that avg. Tm of virgin PVC polymer is 181.28°C and avg. Tm of virgin PP polymer is 127.10°C. Based on Figure 7 and Table 4, it has been noted that all the reinforced feedstock filaments Tm based on PVC-PP polymers are nearly 125°C. In thermal analysis, it has been noticed that the Tm of all the reinforced compositions is shifted towards the lower Tm point. Further based upon Table 4, it has been ascertained that all selected compositions/proportions are thermally stable as there is marginal variation in Tm during the1st and 2nd cycle. DSC heating and cooling cycle curve of PVC and PP-based feedstock filaments. PVC and PP polymers based on different compositions and their MFI.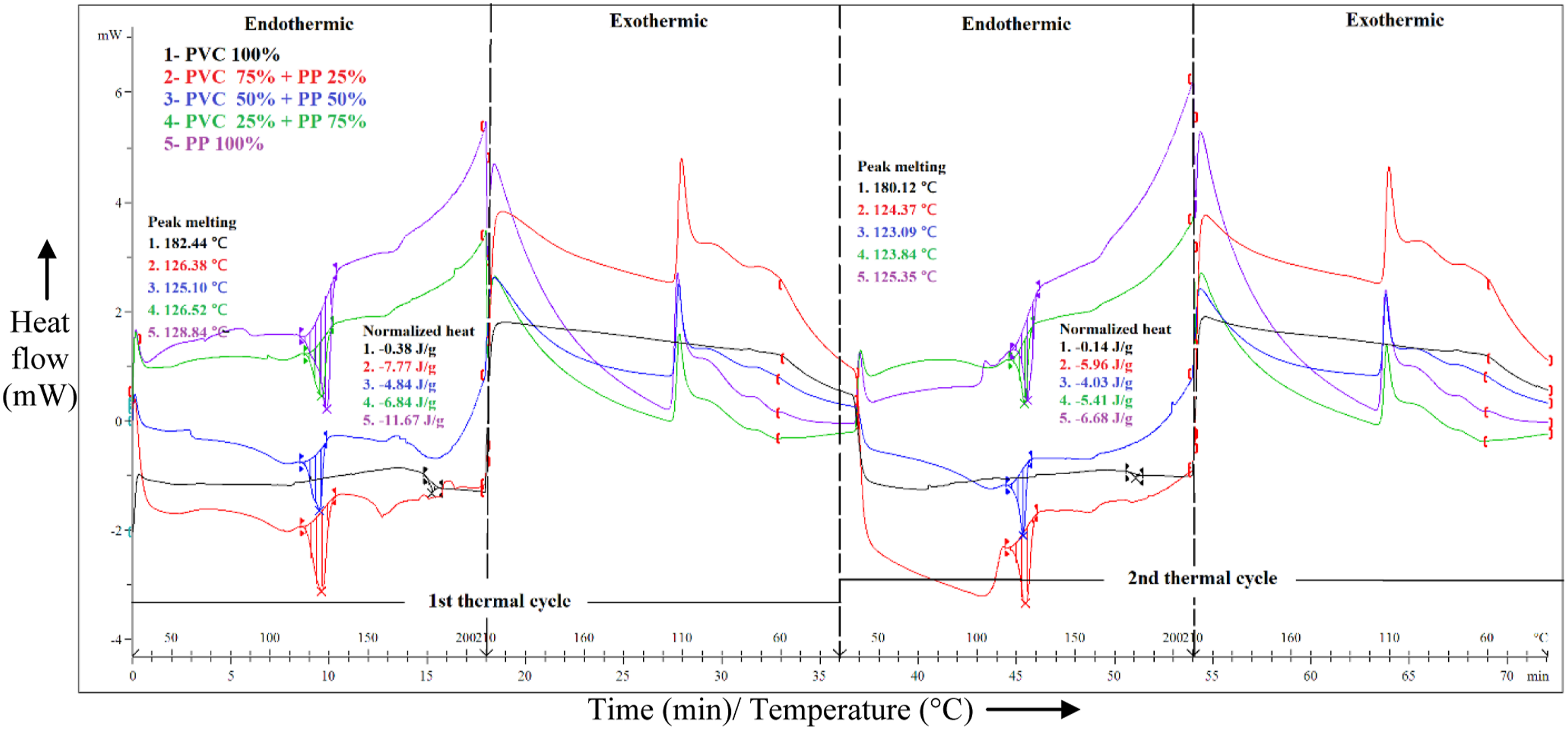
Fracture morphology
Figure 8 shows fracture morphology of SEM micrograph for feedstock filaments for tensile testing. As per observations in photomicrographs, the fracture behaviour of neat PVC has been found with edges/pores. In the case of 75%PVC-25%PP and 50%PVC-50%PP, the fractured surface has been observed with a well-oriented polymeric matrix and there is no sign of random fracture. In the case of 25%PVC-75%PP filament, the defect has been observed in the case of a tiny/micro porosity surface. The morphology of neat PP is also a clear case of brittle fracture due to the defect, maybe due to improper mixing. The well-established fracture of the50%PVC-50%PP sample can be correlated with the higher mechanical properties of the same sample, it may be due to the better mixing of blends. On the other hand, fracture of neat PP has been observed with a series of holes/large porous region that’s why exhibited lower mechanical properties. Electronics microscopic view of fractured feedstock filaments at x75 and x300 magnification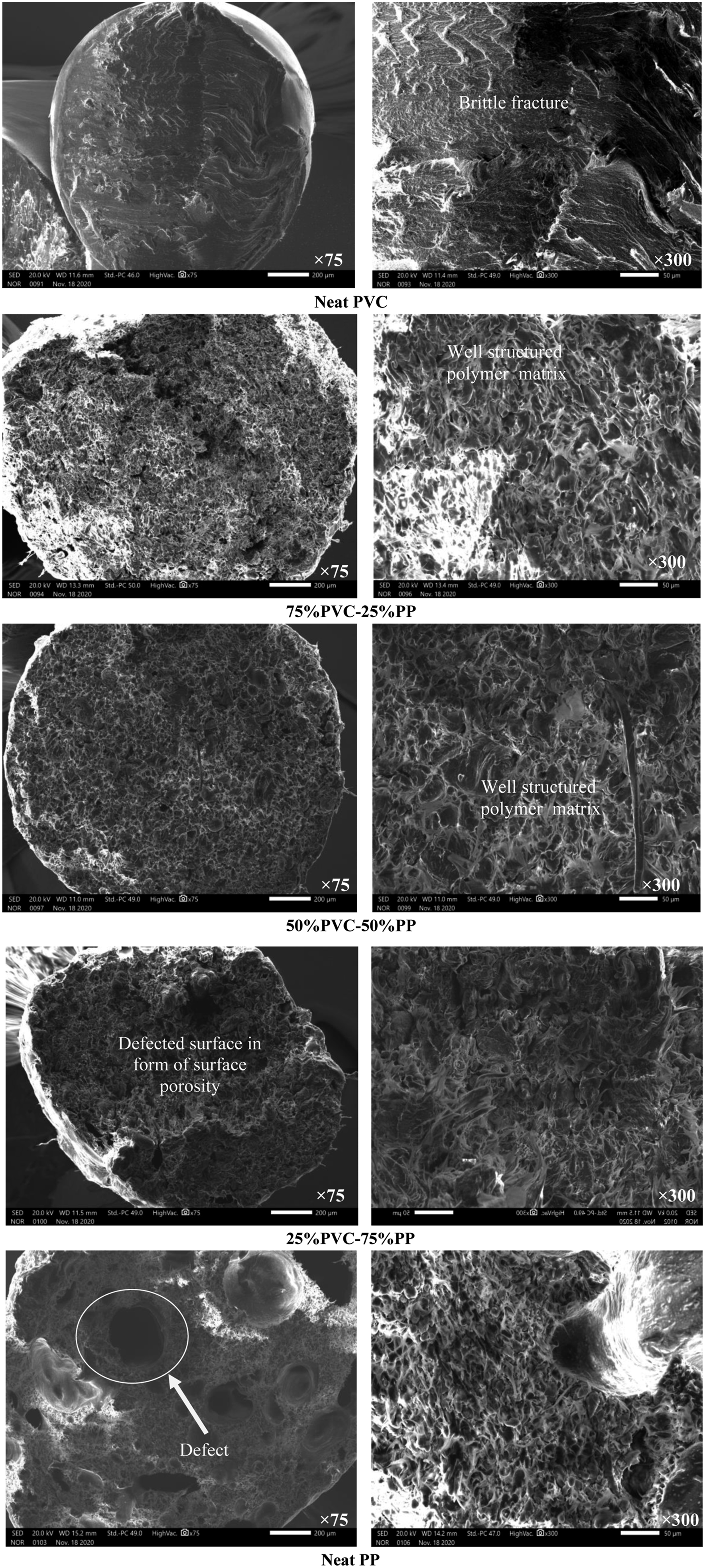
Figure 9 shows surface profilometry (3D render image and surface roughness) of fractures feedstock filaments which have been determined using Gwyddion data analysis software of SEM micrographs (x 300 magnification) of the fractured part to investigate the fracture fashion. 3D rendered image and surface roughness graph of fractured part of feedstock filaments.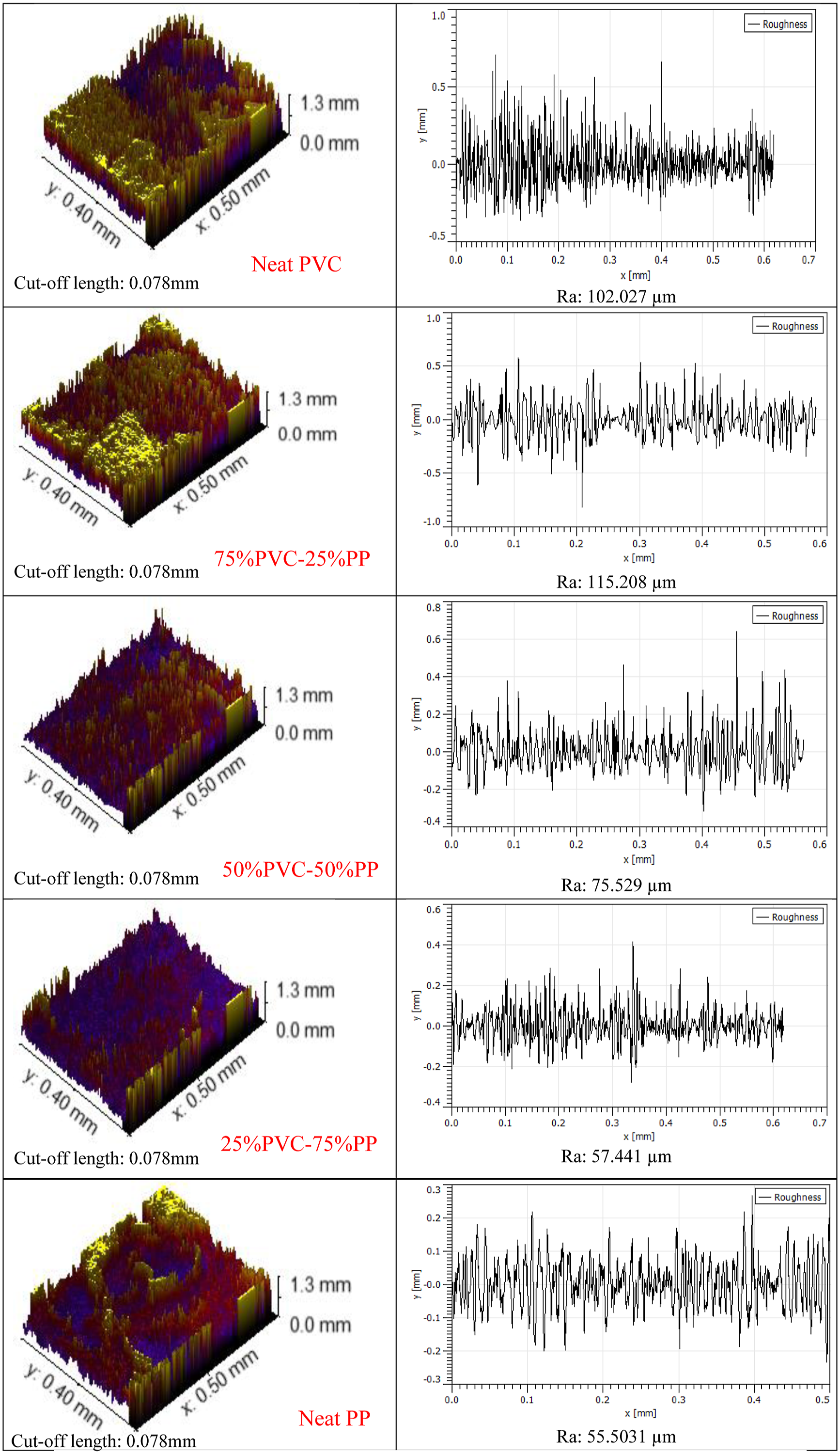
The surface rendering for fractured region of PP (Ra: −55.5031 μm) filaments have been observed with surface porosity in very irregular distribution and void size are bigger as compared to other feedstock filaments. According to Figure 9, it has been noticed that maximum surface roughness (Ra: 115.208 μm) are present in the 25%PVC-75%PP composite-based feedstock filament. To investigate the reason for the change in fracture morphology, see the 3D render images which indicate that proper mixing has led to the formation of elongated pores and ductile fracture morphology. Based on all 3D render morphological images, it has been noted that feedstock filaments of 50%PVC-50%PP are better-fractured surfaces because fractured style is similar in all surface areas that give better mechanical strength and surface roughness of this composition (Ra: 75.529 μm) are so nor high nor so low.
Fourier transform infrared spectroscopy analysis
The exposure of PVC, PP and blends of PVC-PP towards infrared (IR) rays were obtained by FTIR spectroscopy. Figure 10 shows the vibration modes and IR peaks of various functional groups present in the samples. The IR wavelength was varied from 1000 to 4000 nm against which absorption spectra of the proposed material. Strong asymmetric stretching of the H-Cl group was observed in the PVC sample between 2100 and 2500 nm WN. Beyond 3000 nm WN stretching of the C-H group was obtained (Figure 10(a)). Figure 10(b) (75%PVC-25%PP), Figure 10(c) (50%PVC-50%PP) and Figure 10(d) (25%PVC-75%PP) show the FTIR absorption spectra of composites samples. On the other hand, a neat PP sample (Figure 10(e)) shows higher absorbance (nearly 6 arbitrary units (a.u)) of IR waves of intensity 2250–2550 nm WN due to the occurrence of C=O symmetric stretch. FTIR absorption plots of different feedstock filaments. (a) Neat PVC. (b) 75%PVC-25%PP. (c) 50%PVC-50%PP. (d) 25%PVC-75%PP. (e) Neat PP.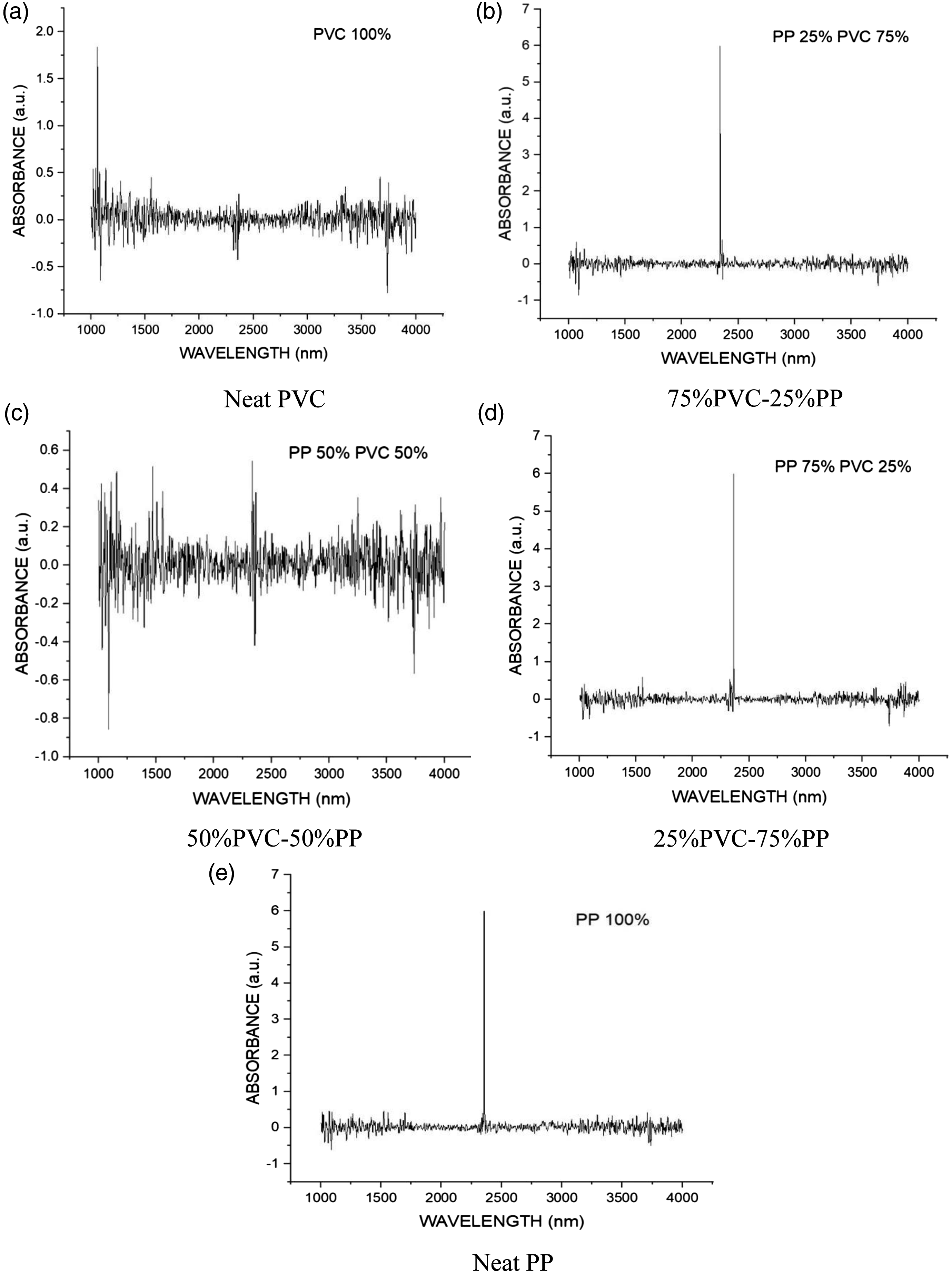
The significantly different absorption spectra with strong absorbance signals were recorded for the 50%PVC-50%PP sample (Figure 10(c)). It shows the uniform stretching of functional groups for strong bond affinity of PVC and PP, in comparison to the rest of the polymer blends. The atomic groups H-Cl, C-H and C=O were stretched symmetrically for 2573 nm, 3050 nm and 2650 nm WN of IR intensity in case of 50%PVC-50%PP blend. Also, other alkanes (CnH2n+2) and alkenes (CnH2n) atomic groups have shown asymmetric bond stretching for WN 2750-3160. This observation outlined that strong chemical bonding was achieved in 50%PVC-50%PP for better mechanical and morphological properties in the proposed filament for 3D/4D printing applications. The increase in PP content beyond 50% lead towards the weaker bonding of PVC and PP molecules as no strong absorbance was observed for 25%PVC-75%PP and 100%PP samples. In-line with mechanical analysis, the FTIR analysis shows that changes in bonding characteristics of PVC after blending PP to 50% resulted into better mechanical strength of proposed composition/proportion.
Shape memory effect
Output result (tensile strength) of PVC and PP-based fabricated feedstock filament.
Finally, the 50%PVC-50%PP composite-based feedstock filament was used for 3D printing on commercial open-source printer (Figure 11(a)) at extrusion temperature: 190°C, bed temperature 65°C, infill density 100%, raster angle 0°, number of parameters 02 to ensure printability of PVC composite (Figure 11(b)). As observed from Figure 11(b), the PVC composite is easily printable as 50%PVC-50%PP composite. Hence, recyclability of flexible PVC may be performed by the proposed route. These observations are in line with other investigators.43–46 Open-source FFF printer (a), 3D printed specimen (b).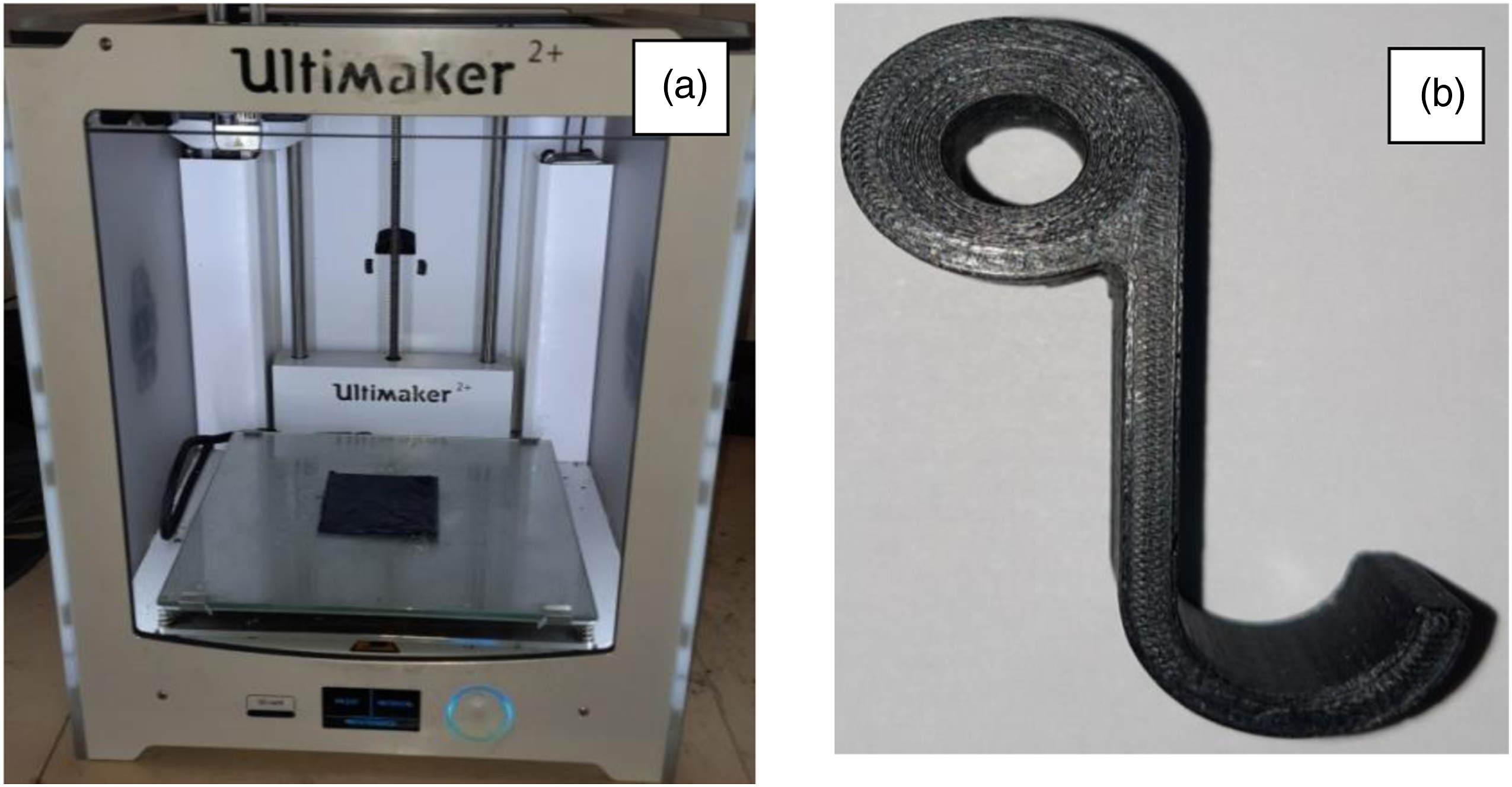
Conclusions
Following are the conclusions of this study: • Based on the observations for flowability, neat PVC polymer has maximum MFI (9.324 g/10 min) and neat PP polymer has a minimum MFI (7.245 g/10 min) value. This means, in extrusion-based 3D printing processes for thin sections, neat PVC may be more preferred • As per observations of tensile properties, neat PP exhibited minimum tensile strength whereas the combination of 50%PVC-50%PP exhibited maximum tensile strength. On the other hand, the tensile strength of PVC-PP filaments was getting better with the addition of PP to 50% reinforcement after that it started decreasing. This may be because the addition of PP into PVC has led to strengthening the matrix and provided better resistance to fracture. Further, as per the thermal analysis data, it has been confirmed that all the reinforced feedstock filaments are thermally stable. • As per the shape memory effect results, it has been observed that neat PVC polymer-based feedstock filament has more shape memory effect (percentage shape recovery) whereas neat PP polymer-based feedstock filament has a less shape memory effect.
Footnotes
Acknowledgments
The authors are highly thankful to University Centre for Research and Development (Chandigarh University, Mohali) and Centre for Manufacturing Research (GNDEC, Ludhiana) for providing financial/technical assistance to carry out the research work.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.