
Abstract
One of the main current challenges in the development of materials is related to meet the structural industry demanding requirements and that are sustainable at the same time. This paper presents the composite mechanical characterization based on an innovative thermoplastic matrix reinforced by jute fibers. The composite was fabricated via VARTM (Vacuum Assisted Resin Transfer Molding) using jute fiber fabric in the 0/90° orientation. Several specimens were tested for uniaxial tension loading and their mechanical behavior was discussed. Also, the dynamic properties were evaluated with frequency variation and a master curve was constructed based on the WLF (Williams–Landel–Ferry) principle. Finally, fractographic evaluations of the fracture surfaces performed in a scanning electron microscope (SEM) confirm the quantitative characterization obtained from the mechanical analysis. The results obtained prove that the Jute/Elium® 150 composites can become a low-cost alternative methodology in the manufacture of more sustainable composites for the industry.
Introduction
The use of eco-materials has increased considerably in the last years 1 and its use has been facilitated by the introduction of new materials and improvements in processing techniques. Moreover, their applicability was brought into focus due to government policies which improve the environmental issues involving the insertion of sustainable materials.2,3 In this way, the creation of new alternatives for the industry has gained space and the application of raw materials from renewable sources have been the subject of many studies, and it is related to its potential in the substitution of petrochemical derivatives, giving rise to4,5 bio-based materials like the natural fiber composites.
Natural fibers made from the lignocellulosic materials (sisal, coconut, banana, and jute fibers), are innovative solutions to the manufacturing of thermosetting or thermoplastic composites created to be an eco-friendly structural biomaterial.6,7 They can be considered as reinforcements more suitable from environmentally, economic, and sustainability standpoints. As these are highly available materials, compared to glass fibers, they produce green products at low cost and besides that, are non-abrasive, biodegradable, with fewer energy consumptions during manufacturing.9–11 The use of biofibers as reinforcement for composite materials is already widespread in several industrial sectors, which include the automobile and construction sectors.4,5,10,11
Despite their advantages, as all classes of materials, the bio-composites have some limitations on non-structural applications. Its applicability in composites materials with thermoset matrices tends to hinder its use and consequently, its recyclability. Moreover considering the processing, the natural fibers can be damaged with the high-temperature during the manufacturing of composites with thermoplastic matrices.5,9 In this context, considering the increasing creation necessity of more sustainable and easily reproducible materials, Elium® 150 resin can be highlighted. Because it is a thermoplastic polymer, it imparts high tenacity to the final composite and has the advantage of being recyclable becoming an alternative to achieve a greater degree of sustainability. Also, because it is the only liquid thermoplastic resin, its processing can be done by techniques previously exclusive to the thermoset matrices. Thus, granting to the material the correct process without compromising fiber properties.
This type of resin was used in composites reinforced with natural fibers in the work of Chilali et al (2017). This work studied the water diffusion in the composites reinforced with flax fibers. The effects of the aspect ratio, thickness, and orientation of the fibers were studied. In general, the acrylic resin/flax fibers composite showed less mass gain than the epoxy/flax fibers composites due to the higher porosity observed in the thermoset composite. Also, it was observed that salt molecules tend to induce a decrease in mass gain and water diffusion kinetics for both composites. Finally, it was highlighted that the sample dimensions and fiber orientation can considerably affect the mass after saturation, the diffusion direction, and the diffusion rate. 12
The evaluation and selection of the several available polymers for use as a matrix of composites reinforced with natural fibers is also an important prerequisite for improving the theme of industrial sustainability. In this context, the choice of the best type of polymer for a certain application depends strongly on the intrinsic characteristics of each polymer. In this case, it is important to consider how all variables from the manufacturing process to their final application can influence the final properties of this composite.13–15 Thus, because it is a new material under development to be used as a matrix for composite materials, its properties are still little known, which favors the study of its behavior. In this context, this present work aims to investigate the mechanical properties of a jute fiber composite based on acrylic resin.
In this case, considering the mechanical properties of the resin and the production of materials more sustainable to industry applications, this work primarily focuses upon implementing a novel systematic study to investigate the mechanical properties bio-composites reinforced with Jute fibers. The novelty of this work involved the use of the new thermoplastic Elium resin. This in order would not only support developing a comprehensive database for evaluating this type of lignocellulosic composite to enhance generating new green products from eco-friendly renewable biomaterials for future sustainable societies. The work presented here assesses the potential of a long-term prediction investigating the effects of multiplexed frequencies on viscoelastic properties of a jute fiber/Elium® 150 system with properties still little known developed for use in structural applications.
Experimental procedures
Materials
This study was performed using a solid laminate produced by VARTM technology using Jute fibers fabric reinforced ELIUM® 150 composites. For total resin polymerization, the laminated was placed in an air oven using a three-step optimized thermal cycle established for this resin in a previous study. 8 The first step of the thermal cycle is a 25°C isotherm for 30 min, which is performed to avoid that the polymerization reaction starts at an elevated temperature leading to the formation of bubbles and porosity in the composite final. The second and third steps consisted of maintaining the laminate at 80°C for 120 min and 110°C for 120 min.
The composite was prepared from stoichiometric mixtures of Elium®150 and Luperox®78, both supplied by Arkema. The Elium® 150 resin formulation given by the supplier 16 is shown in Table 1. This resin is a low viscosity thermoplastic liquid acrylic resin supplied by ARKEMA. According to the supplier, its polymerization reaction is initiated by 0.8–1.6% peroxide called LUPEROX® 75. Therefore, this work was selected with a basis of the 1.2% value in the weighing of peroxide. The amorphous resin undergoes radical polymerization to produce thermoplastic matrices by peroxide compound initiation. As the ELIUM® 150 is a liquid thermoplastic resin, the laminate was prepared by the VARTM process.
Elium®150 by Arkema resin’s composition. 16

The manufactured thermoplastic laminate is composed of four stacked layers of Jute fiber 0/90° plain weave fabric (Figure 1a). The number of layers was chosen to obtain plates with a thickness of ∼4 mm for composites.
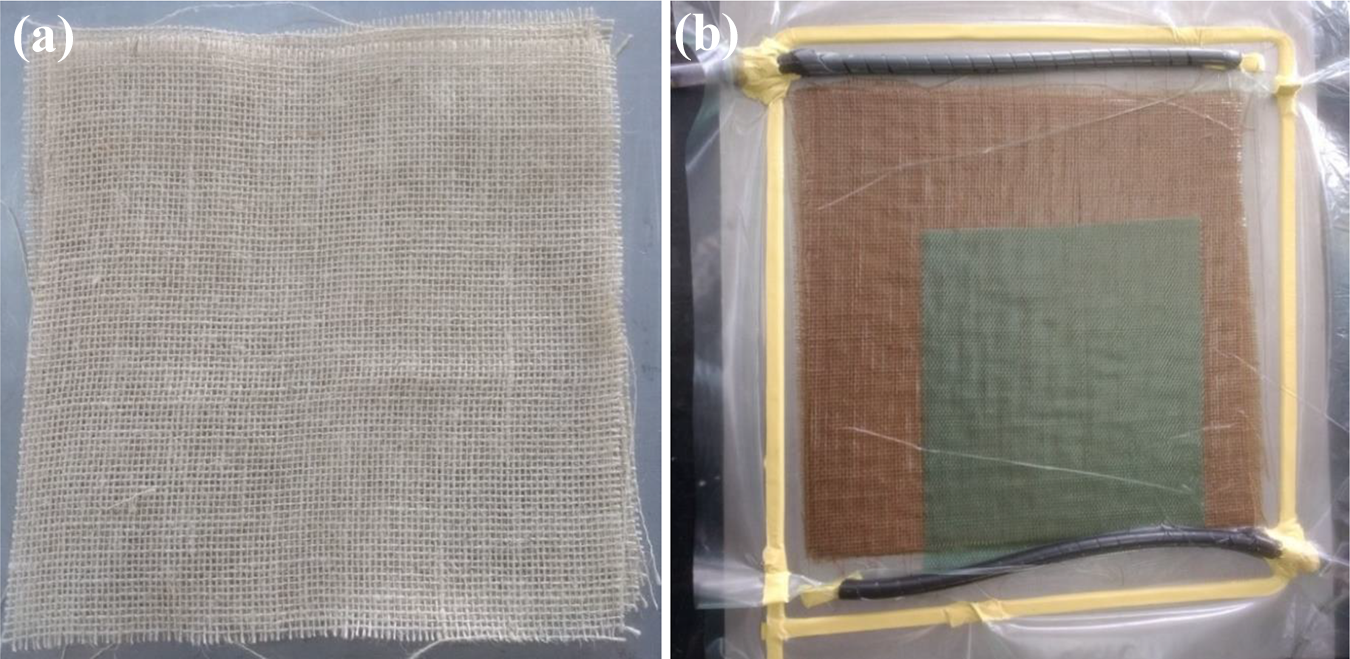
(a) Jute fabric used to manufacture the composite and (b) the VARTM process.
The jute fabric was supplied by a Brazilian local manufacturer with 290 g/m2 of weight. Each yarn is composed of numerous microfilaments and its total average diameter is approximately 0.93 mm. It is important to know that no superficial treatments were performed in the jute fiber.
Figure 1b represents the VARTM, technique which consists of placing the dry reinforcement layers on the rigid mold, one by one. Then, the access points are placed for the infusion of the resin and the system is sealed by a flexible bag. The resin is then injected through one end of the part simultaneously with the application of a vacuum at the other. During the process, the vacuum has the function of directing the resin front, in addition to eliminating possible porosities caused by air and volatiles released during the curing reaction of the part.
Jute characterization
Thermogravimetric analysis (TGA) test was conducted to monitor changes in physical and chemical properties of fibers while increasing the temperature at a constant rate, which is necessary to know the processes of water loss for the agricultural waste fibers as well as the processes of decomposition. In this case, the jute fiber degradation behavior was characterized by Thermogravimetric Analysis (TGA), performed in a Mettler Toledo AE 240 TG in a heating cycle from 0°C to 600°C in a heating rate of 10°C/min.
Void tests
A quantitative estimate of the fiber volume and voids content was carried out using ASTM D792 and ASTM D2734-09 standards. ASTM D792 method was used to calculate the measured density of composite while ASTM D2734-09 was used to calculate the theoretical density and void content of the composite.
Mechanical characterization
Tensile strength tests were performed according to ASTM D3039-18 in universal test equipment (Instron 8801) with a standard head displacement rate of 2 mm/min. combined with an Advanced Video Extensometer (AVE). The elasticity modulus was calculated by Digital Image Correlation (DIC).
The 3D-DIC method uses the principle of stereocorrelation. In this case, the position of the centers of all facets of the surface studied is determined in the imaging planes of the two cameras. This makes it possible to determine the position in the space of the facet centers and hence the displacement between two-time intervals. The tension is obtained by the displacement differentiation.
The specimens were cut in the dimensions of 250 mm x 25 mm x 4 mm by a CNC ROUTER SHG1212.
Dynamical mechanical analysis (DMA)
DMA analyses were performed to study the influence of frequency variation on the glass transition temperature of the material, which is closely related to its mechanical performance, reflecting its structural behavior 17 and can be used to characterize chain length variations. 18 The tests were performed in a DMA SII SEIKO Exstar equipment, in air atmospheric using the dual cantilever assembly and bending operation mode. All tests were carried out in specimens with 45 mm long, 12 mm wide and 3 mm thick. The temperature values ranged from ambient temperature to 200°C, at a heating rate of 5°C/min, and a maximum load of 4 N.
The multiplex test was carried out at different frequencies (0.5,1,2, 5, and 10 Hz) in the synthetic oscillation mode. From the multiplex test, it was possible to plot the material master curve at different reference temperatures. The temperature of glass transition was measured by the 3 methods being: storage module onset (E’) according to ASTM D 7028 (2007), loss module peak (E’), and tan δ peak.
To determine the Tg for the construction of the master curves, the frequency was set at 1 Hz and was determined by storage module onset. The shift factors, aT, was calculated based on the WLF (Williams–Landel–Ferry) 19 principle using Equation 1.

where C1 and C2 are positive constants that depend on the material and the reference temperature (Tr) and T is the Tg of the material.
Fractographic study
The surfaces were coated with a gold film by a sputtering process, making them conducive for Scanning Electron Microscope (SEM) analyses. These studies were performed in a microscope model FEI INSPECT S50. The fractographic modes were identified under the composite failure surface to understand the different pieces of evidence present in the material fracture morphology.
Results and discussion
Thermal characterization of the fiber
Thermogravimetric Analysis—TGA
The thermogravimetric analyzes were performed to know the behavior regarding the degradation of the polymer and fibers used in this work and establish the temperature range in which these reactions happen. As can be seen in Figure 2, the onset of degradation of the Elium® 150 resin occurs at a temperature of approximately 350°C. It can be noted that the thermal decomposition occurred in two steps and was completed at temperatures below 500°C, arriving at 100% in weight loss. This fact is reported by many authors who state that during the thermal degradation of PMMA three main steps can be observed.20–25
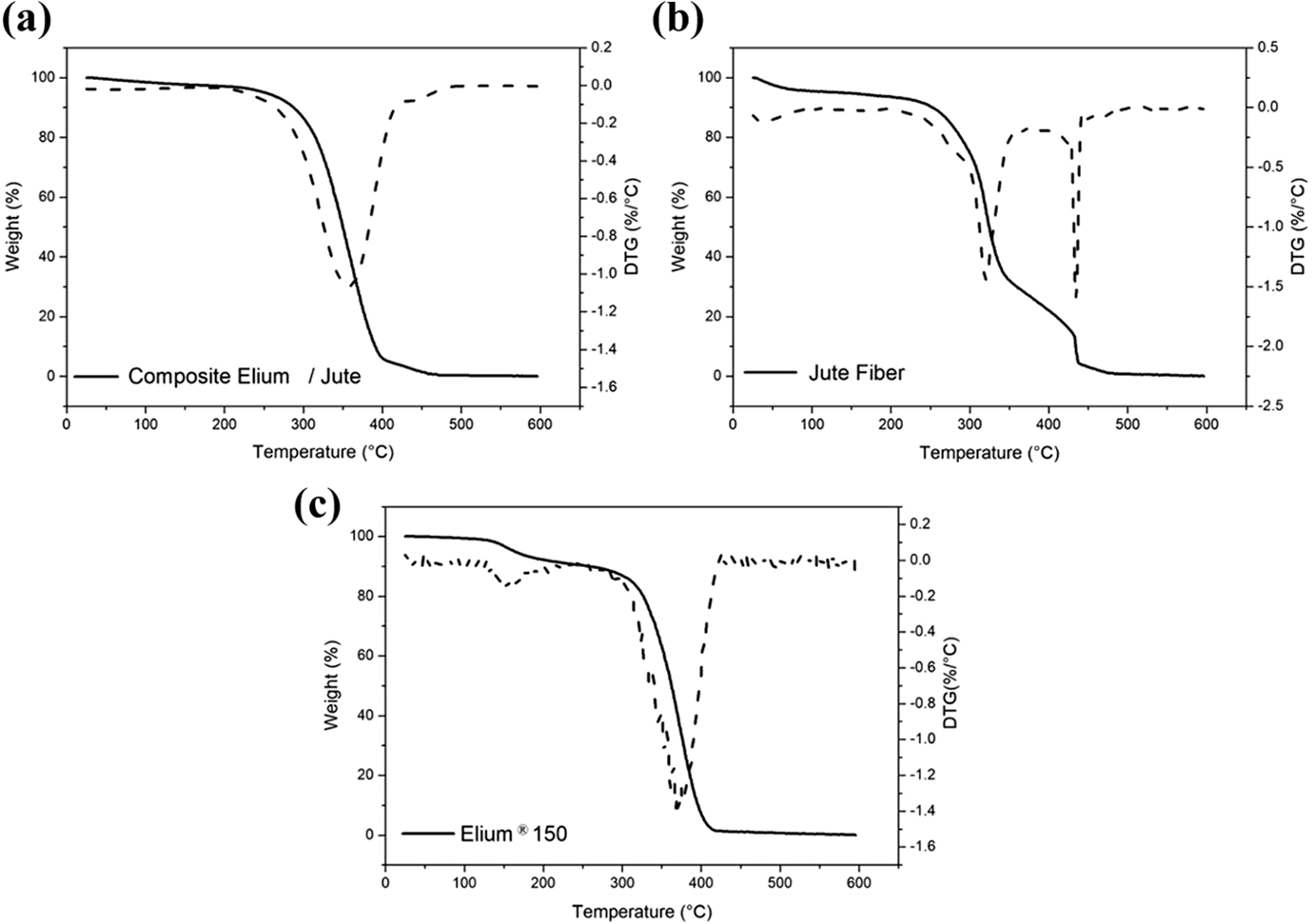
TG/DTG curves of (a) composite Elium/jute fiber (b) jute fiber and (b) Elium® 150 resin.
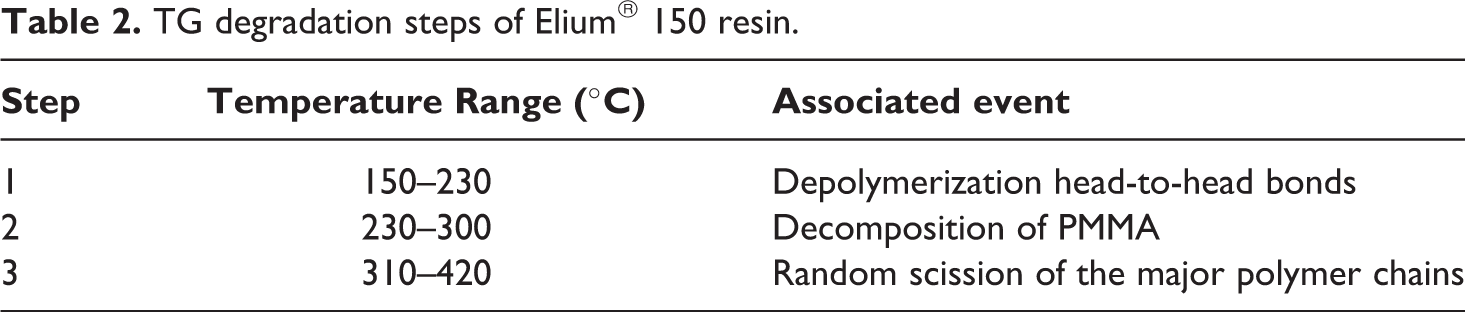
As shown in Table 2, the first reaction occurs between 150 and 230°C and is usually associated with the onset of depolymerization of weak head-to-head bonds formed during the termination of polymerization reactions by the combination of two propagation radicals. This assertion can be confirmed by considering the percentage area of the first DTG valley. Since this area can be correlated with the amount of material being degraded in this step,8,24 another possible phenomenon associated with this first degradation valley is the possible presence of residual monomers. 25
TG degradation steps of Elium® 150 resin.
The second reaction of degradation occurs in the range of 230–300°C, which is attributed to the decomposition of unsaturated chains presented in PMMA. This step, however, was not evident in the study material. In this case, the absence of this step may be related to the copolymerization with oxygen, since the acrylic resin samples may have been prepared by a free radical mechanism in the presence of O2.8,25
Finally, the third reaction, located between 310°C and 420°C, can be associated with the degradation initiated by random scission of the major polymer chains and is represented by the main valley in the DTG analysis.8,26,27
Also, from the results of the TGA analyzes of Figure 2, it can be observed that the thermal degradation of the fibers occurs in four stages, as described in Table 3. The first stage is related to the loss of humidity, observed between 40°C and 100°C. The second stage may be related to the beginning of the degradation of polyses (hemicellulose) between the temperatures of 166°C and 337°C. The decomposition of the cellulose occurs in the range between 337°C and 414°C. Finally, the last stage represents the decomposition of lignin (protolignin) that starts at 350°C and around 450°C the almost total mass loss of the fiber occurs.9,28,29
TG degradation steps of jute fiber.
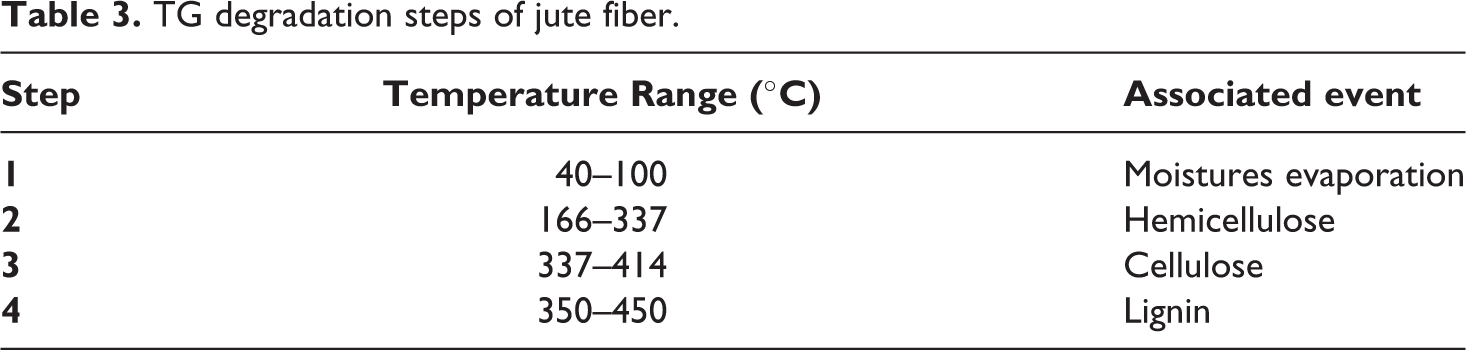
Considering that the fibers used in this work are natural fibers and consequently can be easily degraded by the manufacturing process, from the results presented in Figure 2 and Table 3, it is possible to determine the upper limit of the processing temperature, which is defined by the onset of the hemicellulose and cellulose reaction of degradation. In this case, this temperature is related to the maximum degradation degree that can be reached during the processing of the composite without compromising the final product.9,28,29
Mechanical properties
Tension strength
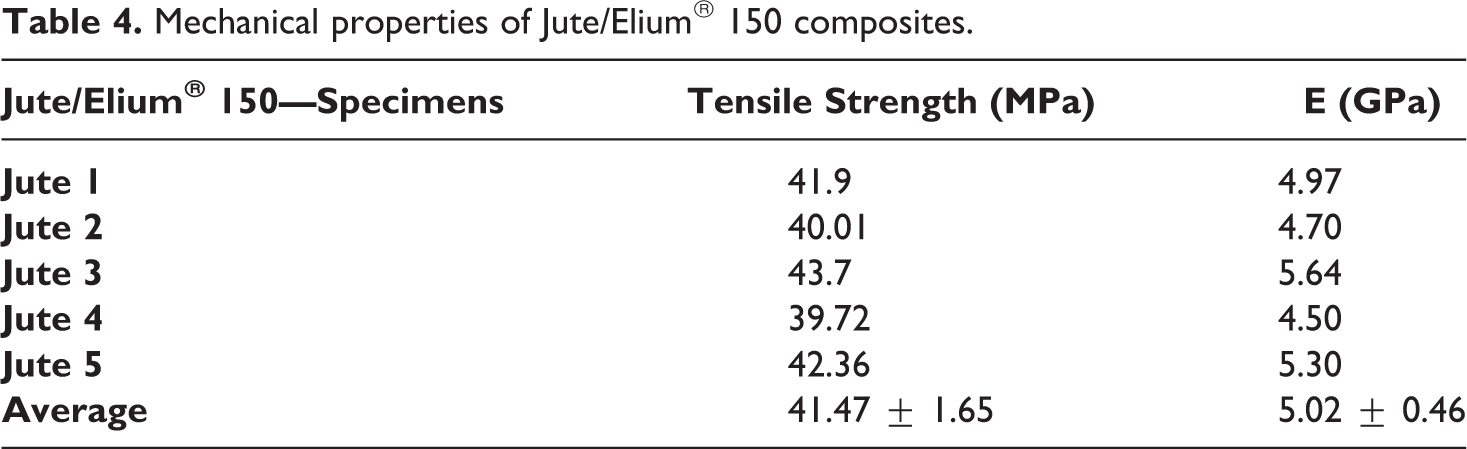
The tensile strength test was performed to determine the composite resistance property of the composite with the fibers positioned at 0/90° in the loading direction. The tensile strength measurements of the tested samples are shown in Table 4 and Figure 3, which also includes the modulus of elasticity values.
Mechanical properties of Jute/Elium® 150 composites.
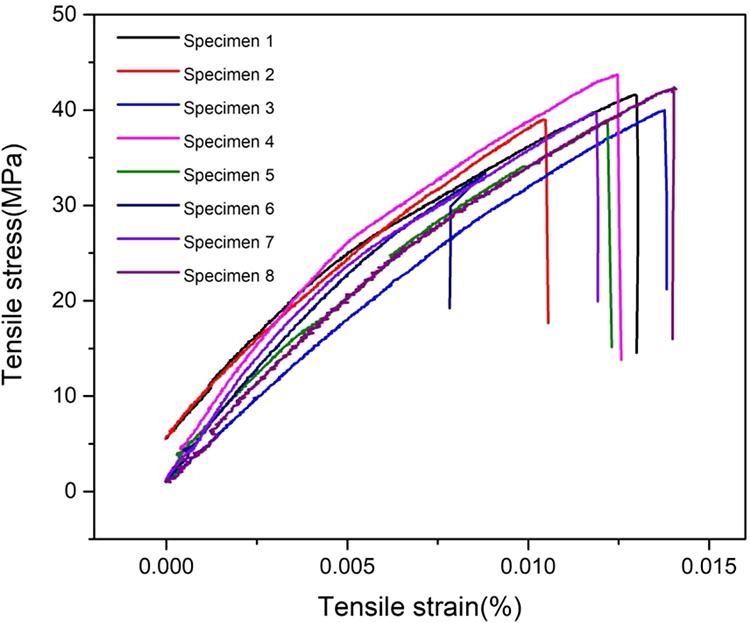
Stress–strain curve of jute/Elium laminate.
From the results presented in Table 4, it was possible to affirm that the tensile strength of the Elium /Jute fiber composite was 41.47 ± 1.65. Considering the study of Mishra & Biswas 2017, that related the mechanical performance of epoxy resin-based composites reinforced jute fibers. The study results showed the significant effect of fiber loading on mechanical properties of the composites. The tensile strength varied from 43 MPa to 110 MPa and the tensile modulus from 0.15 GPa to 4.45 GPa with the fiber ranges from 0 to 48 wt%. In this case, jute fiber composite can withstand a higher load before failure compared to pure or unfilled epoxy. Also, they stated that the formation of voids in the composites was an influencing factor on the mechanical properties. 30
Normally, voids can be derived from volatiles as air entrapped during the manufacturing process, moisture, and/or residual solvents in the laminate as well as caused from insufficient vacuum pressure during molding, or nucleated under low stress levels or by plastic deformation of polymeric matrix. Voids in matrix and in fiber/matrix interface may be related to the presence of moisture and/or residual solvents in the laminate and/or polymer matrix plastic deformation, which results in voids nucleation on the interfacial region, favoring the interfacial failure. 31
According to Figure 4 the voids are located in the surface area of the laminate and also in the regions rich in matrix formed between the layers of the laminate in the wefts of the fabric. These defects can be directly linked to insufficient vacuum during the manufacturing process.

Voids in a typical regions of the jute/Elium 150 laminate.
Considering that the volume of fibers presented by the composites studied here is 20%, it is possible to state that the values found are in some way in accordance with the results presented in the literature. The average results of fiber volume, void and matrix are shown in Table 5. It is well known that the increase in fiber volume in composites can increase the tensile strength values gradually. Thus, the high content of voids and low volume of fibers in Jute/Elium® 150 composites may have influenced the reduction of tension properties.32,33
Percentage of each constituent of jute/Elium composites.

Another important factor to consider is that since they are natural fibers, jute fabrics tend to absorb the matrix during the infusion process, which can influence the high matrix volume and generate voids during processing. Also, because it is a very exothermic resin, there may be a high release of volatiles during the polymerization process, justifying the high voids content of the composite. 25
Table 6 shows the values obtained from the jute yarn tensile test made in 15 specimens. The tensile strength and the elasticity modulus obtained to a multifilament sample were respectively 411.36 ± 10.69 MPa and 27.66 ± 3.27 GPa. It is important to know that the values related to jute fibers are directly linked to the variability of the plant growth conditions and to the fact that the fiber yarn is formed by a group of several twisted filaments.9,25
Mechanical properties of jute/Elium ® 150 composites.

In the images of Figure 5, it is possible to note the details of the progressive deformation of the jute/Elium® 150 composites during the tensile test. The use of 3D-DIC was only to evidence the effect of the load on the specimens and to show that the progressive charge accumulation leads to matrix plastic deformation followed by a catastrophic failure of the material by strangulation of the damaged region.
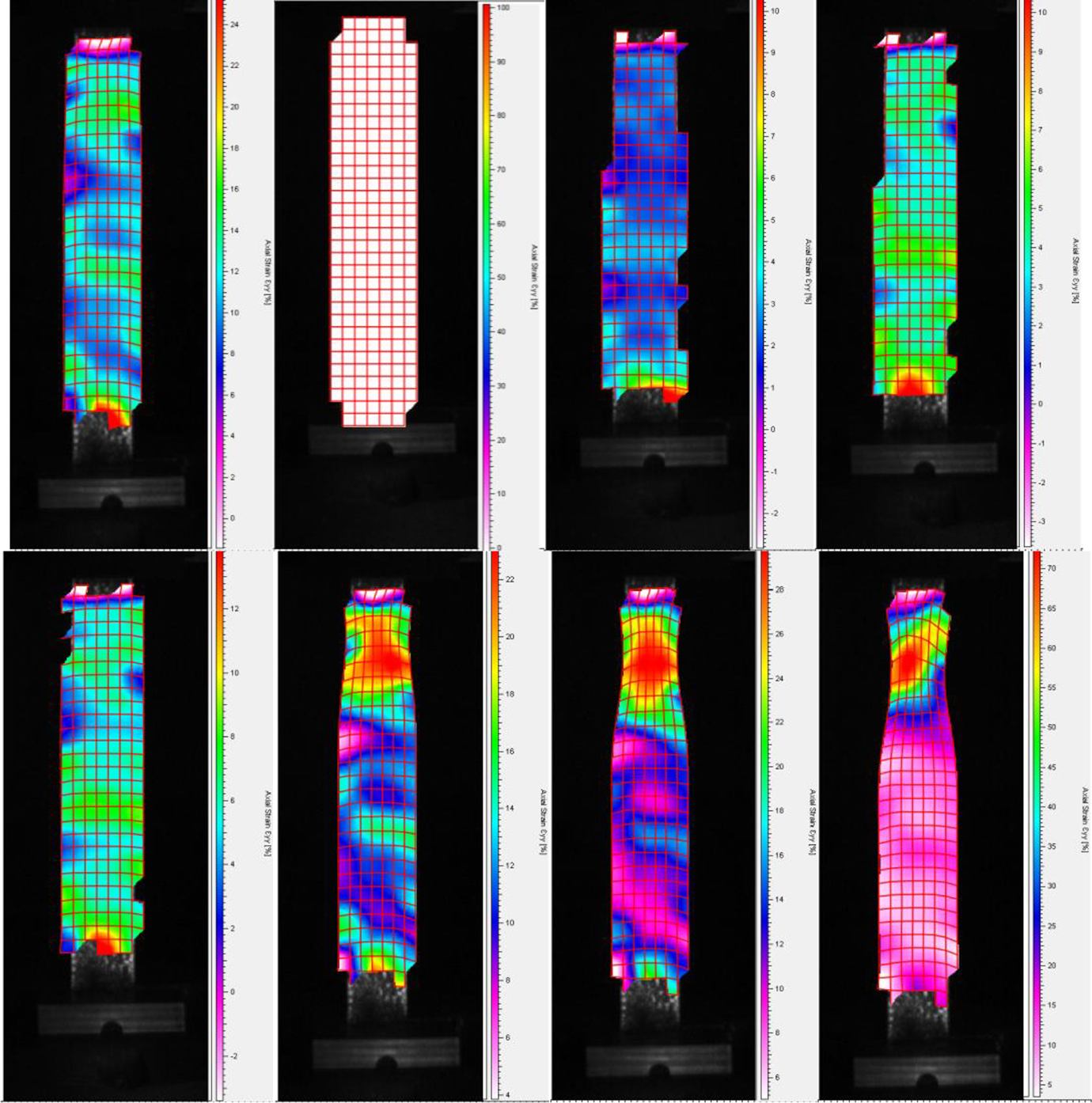
Details of the deformation fields progressive evolution of the jute/Elium® 150 composites during the tensile test.
Three distinct regions can be distinguished at the mesoscale: (i) lighter regions with rosy tones representative of lower deformations; (ii) regions ranging from blue to green representing deformations with intermediate intensities; (iii) regions that start with yellowish tones and go to red representing high deformation rates that lead to material failure.
In fiber-reinforced polymer composites, it is known that resin-rich regions can behave as stress concentrators and are catastrophic failure initiators in the material. 32 However, it is not possible to measure by 3D-DIC the variations of tissue scale stress because the spatial resolution is too poor to capture the details of the tension variations in the resin bag. As Elium® 150 resin is a material developed from an acrylic polymer, being amorphous at room temperature, it thus exhibits little plastic deformation until rupture.
The presence of cracks or voids from the composite material manufacturing process may cause discontinuities in the deformation fields during loading. In this case, during the tensile test, such discontinuities can be observed between low and intermediate deformations. Damage can then develop in the resin-rich regions due to the redistribution of stresses related to the rigidity loss of the material in this region. 32 Thus, when these damages have a significantly large size, they may be failure nucleators in the direction of loading.
Dynamic-mechanical analysis—DMA
The analysis of the viscoelastic behavior of the jute/Elium® 150 laminate and the pure resin was performed using the dynamic-mechanical analysis technique. The results concerning the viscoelastic behavior obtained can be seen in Figure 6. Table 7 shows the glass transition temperature values of the materials. In this study, the onset of the drop in storage modulus (E’) was chosen for this purpose, is the most conservative way to determine Tg.
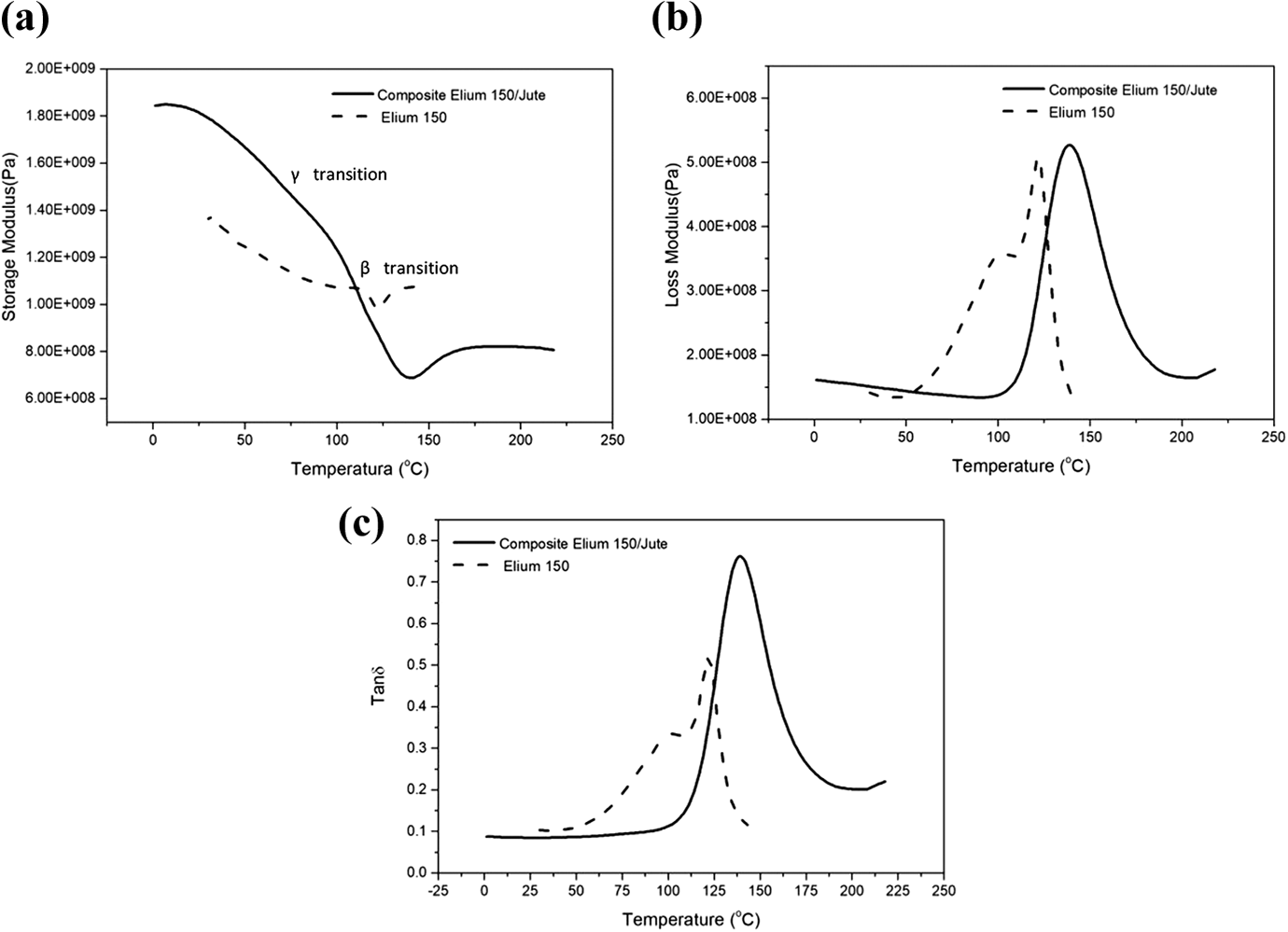
Dynamic-mechanical analysis for jute/Elium®150 composites vs pure resin. Storage modulus (A), loss modulus (B), Tan δ (C).
Tg values of Elium 150® resin and jute/Elium® 150 composite.

The differences related to the curves of the viscoelastic behavior of the composites and the pure resin are related to the incorporation of fibers which normally increases the value of E’. This means that the fibers increase the matrix capacity to support mechanical loads by means of a recoverable viscoelastic deformation. 34
The curve of the storage modulus (E ‘), represented by Figure 4a, shows a progressive decay, this phenomenon can be related to the free volume within the material. Also, the increase of the free volume tends to increase the movement of the side chains. In this way, the decrease of the storage modulus is a consequence of a lower resistance of the material to the deformation. As the temperature increases in the glassy region, it is possible to notice the subtle appearance of the first reactions which are most apparent in the curve related to the composite material and is called transition γ and transition β. These transitions are related to the side groups of the polymer chains (β) and to the movements of other small chain segments (γ). Furthermore, these transitions can also be linked to the movements of the side group -COOR around the main chain.8,20,34–36
Figure 6b shows the curves related to the loss modulus (E”), this curve is related to the dissipation of energy in the form of heat in the materials. It is possible to notice that the representative curve of the composite material was slightly shifted to high temperatures when compared to the curve for pure resin, confirming that the incorporation of the fibers has a strong influence on the final behavior of the material. The widening of the curve observed for the composite is mainly due to the increased distribution of relaxation times, showing a more complex behavior of this material.35,34
With the progressive temperature increase, especially near the glass transition, molecular movements tend to occur with greater difficulty because there is a tendency to rearrange the molecules. These movements are generally described as molecular friction and dissipate much of the energy. In this case, a greater amount of energy tends to be dissipated due to the decreased mobility of polymer chains, which can restrict molecular movements and increase the loss module.35,34 In this case, less energy tends to be stored because the molecules move with more energy.
The tan δ curve is showed in Figure 4c, this parameter is related to the damping capacity of the material and represents the ratio between the loss (E’’) and storage (E’) modulus. The representative curve of the pure resin shows two more evident peaks, in this case, this phenomenon can be linked to sub-Tg transitions, such as Tβ related to secondary transitions and other chain motility phenomena, or the glass transition of the block copolymer. This is often observed as a peak with low intensity related to the toughness of the material. The larger the amplitude of the peak of Tβ, the greater toughness.8,35,34
Since the value of E ‘and E’’ increase, it is expected that tan δ also change with the addition of the fibers. Besides, it provides very important parameters on the material, such as the interface, ability of the material to absorb energy. The addition of fibers alters this phenomenon and it is possible to notice the increase in the damping capacity of the material.35,34,36
Accelerate damage effects on dynamic properties
The viscoelastic behavior of the CF/Elium® 150 laminate on multiplexed frequencies was performed using the dynamic-mechanical analysis technique. As the Elium® 150 is an amorphous material and shows linear viscoelastic behavior, its relation at time and temperature is directly dependent on mechanical behavior. As the viscoelastic properties of the polymer composites are directly influenced by the frequency and temperature, this behavior is related to the relaxation times of the material. 36
The analysis of the results presented in Figure 7 shows that the glass transition values have been shifted to higher temperatures with increasing frequency. In this case, as there is a significant frequency influence on the relaxation time, the higher the frequency, the greater the energy absorption by the polymer chains, the shorter the response time of the material. 36
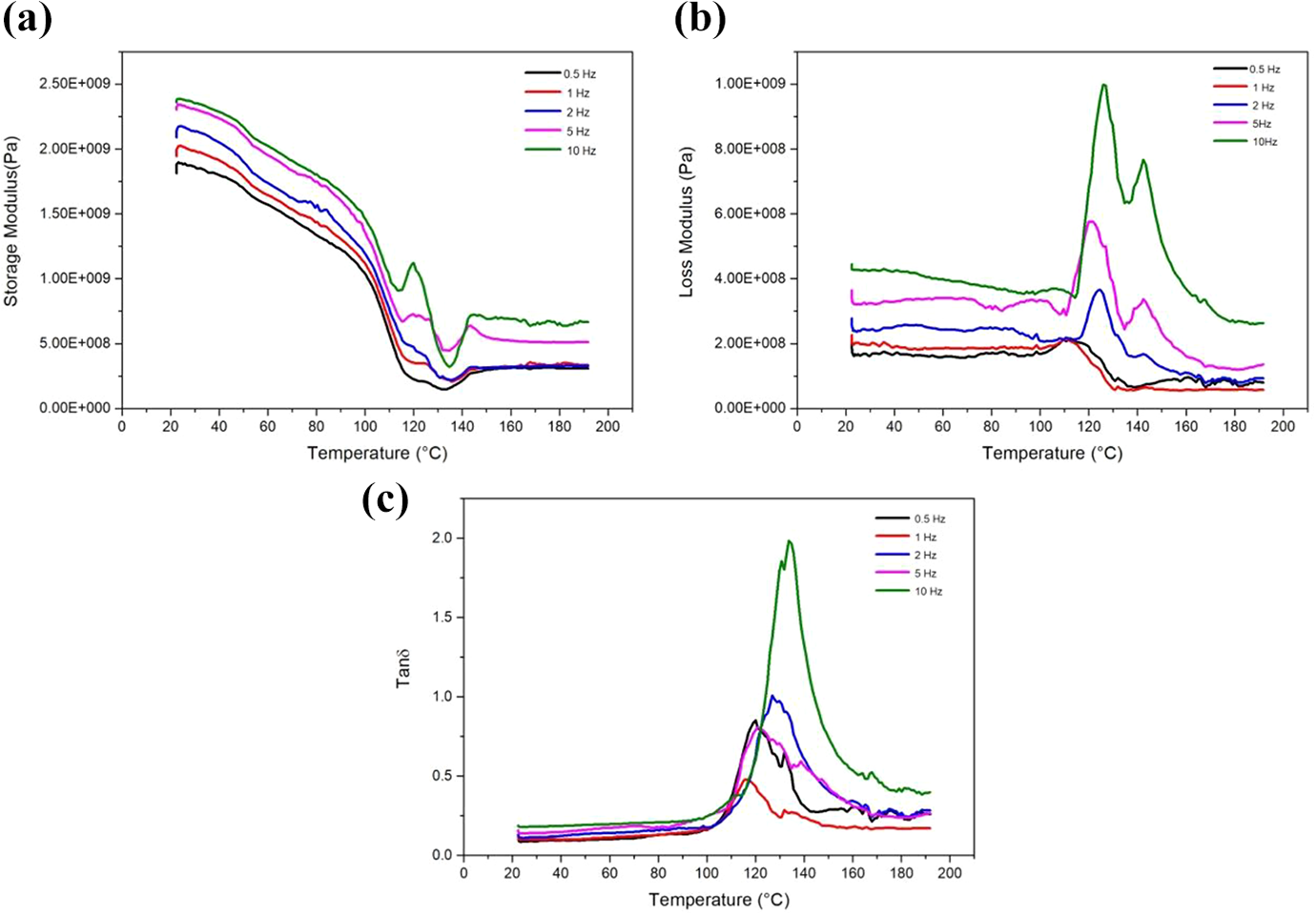
Results of storage modulus, loss modulus, and Tan δ as a function of temperature for jute/Elium150® composites in multiplexed frequencies.
The time-temperature superposition principle was applied from the multiplexed frequencies test. This principle is related to data of viscoelastic properties of a material collected at a certain temperature and allows to identify the time which it takes the material to reach the Tg.34–37 The material was analyzed using the frequency multiplexing mode in the Seiko DMS6100 software was applied for the generation of a master curve. Based on the WLF principle and using the equation 1, it was possible to obtain the temperature shift factors, aT, at chosen reference temperatures (considering the WLF constants C1 = 7, C2 = 82 and Tg = 101°C). In this case, log E vs log frequency was plotted for temperature range 30–200°C. Figure 6 shows the master curve for Jute/Elium® 150 composites taking 30°C, 80°C,110°C, and 120°C as reference temperatures.
As the material rearrangements are associated with atomic mobility reflected, the shift factors have a linear relationship with temperature. In this case, temperatures below the Tg tend to favor better material performance. 38
Figure 8 shows that for reference temperatures (Tr) below Tg, as 30°C, the relation time for polymer relaxation occurs at 1025.63, at 80°C this value was 103.02. For a reference temperature equal to Tg (101°C), the relaxation time was 10−0.99 and finally, at a temperature above Tg, about 120°C, was 10−2.47, showing how the temperature influences the relaxation. Thus, the use of the ambient temperature with Tr could increase the useful life of the composite under study.34,38–40 In this way, the master curves can be considered a useful tool to evaluate several formulations for different polymers and composites materials. This tool can determine effectively the frequency range where maximum energy absorption takes place and thus adjust correctly the damping results of a specific polymer for suitable engineering applications.
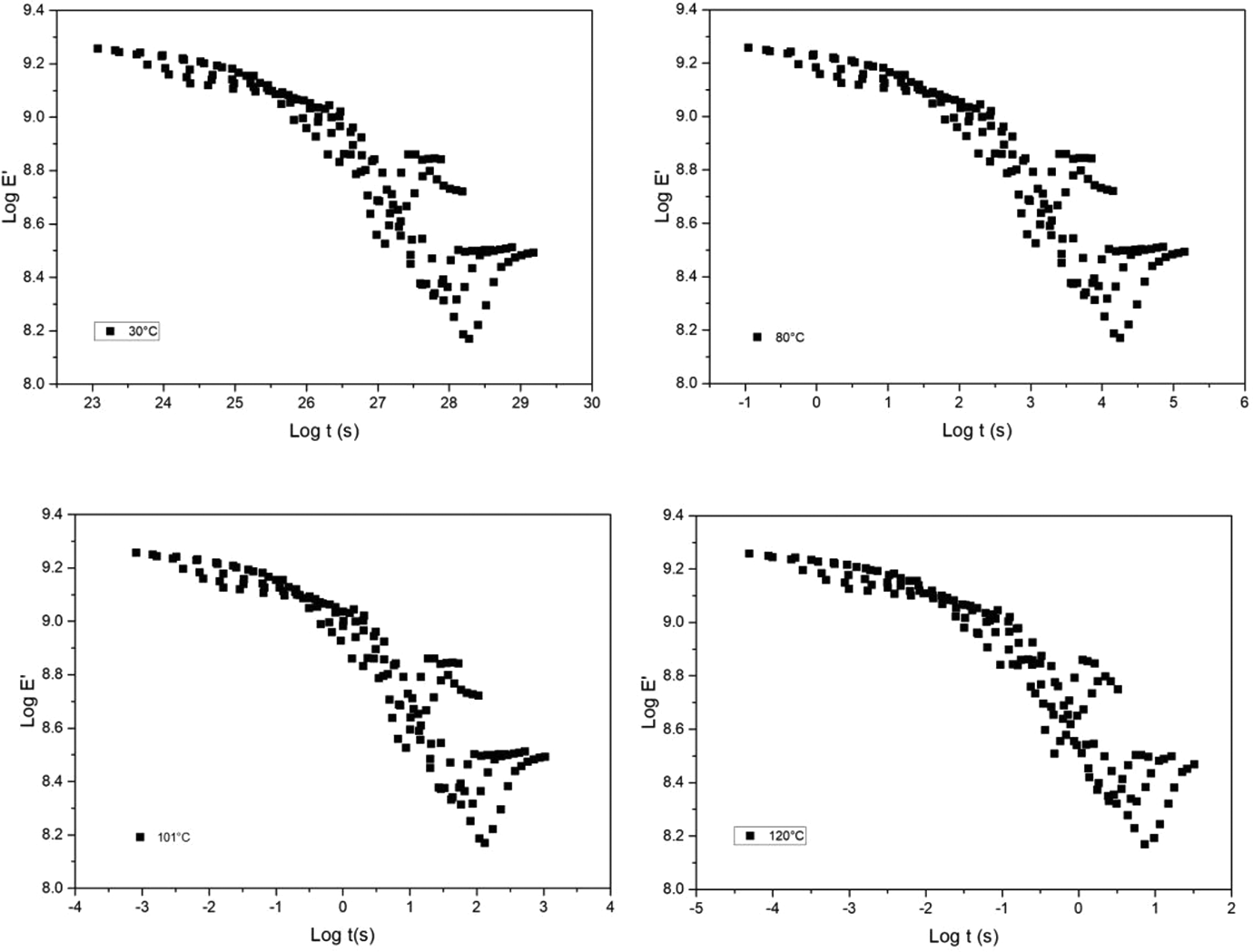
Master curves generated at 30°C, 80°C, 101°C, and 120°C temperatures.
In addition, this method can be utilized to calculate the activation energy for sub-Tg and α-relaxation processes. The value of the activation energy provides information on crosslink densities of thermosets or elastomers and the particular nature of the relaxation transition in terms of its assignment based on molecular movements. From the activation energy based on glass transition temperatures at different frequencies, the activation energy required to reach the relaxation was 159.18 kJ/mol and it may be related to the load transfer efficiency of the fiber to the matrix.5,8,23,36 Finally, as discussed, the low interfacial adhesion observed for the results presented in the DMA analysis may be related to the low activation energy value found.
According to IDICULA et al (2005), the activation energy also can be influenced by the fiber volume of the composite. 41 The jute/Elium®150 composites presented a higher matrix volume, in this case, an additional increase of its fiber volume, could positively influence the value of the activation energy. However, since the increase in the activation energy is related to the efficiency of the fiber-matrix load transfer, decreasing the mobility of the polymer chain, a considerable increase in the matrix volume could increase the fiber-fiber contact, reducing the effective transfer of load between fiber and matrix.
Fractographic study
The images presented in Figure 9 are representative of the fracture morphology of the Elium/jute composites tested under axial tension. The differences between the surface tensions produced on the surface of the fibers and in the matrix are related to the differences presented by the two materials in terms of elastic properties. Thus, good adhesion is required in the interfacial region in order to allow an effective transfer of stresses from the matrix to the reinforcement.32,31
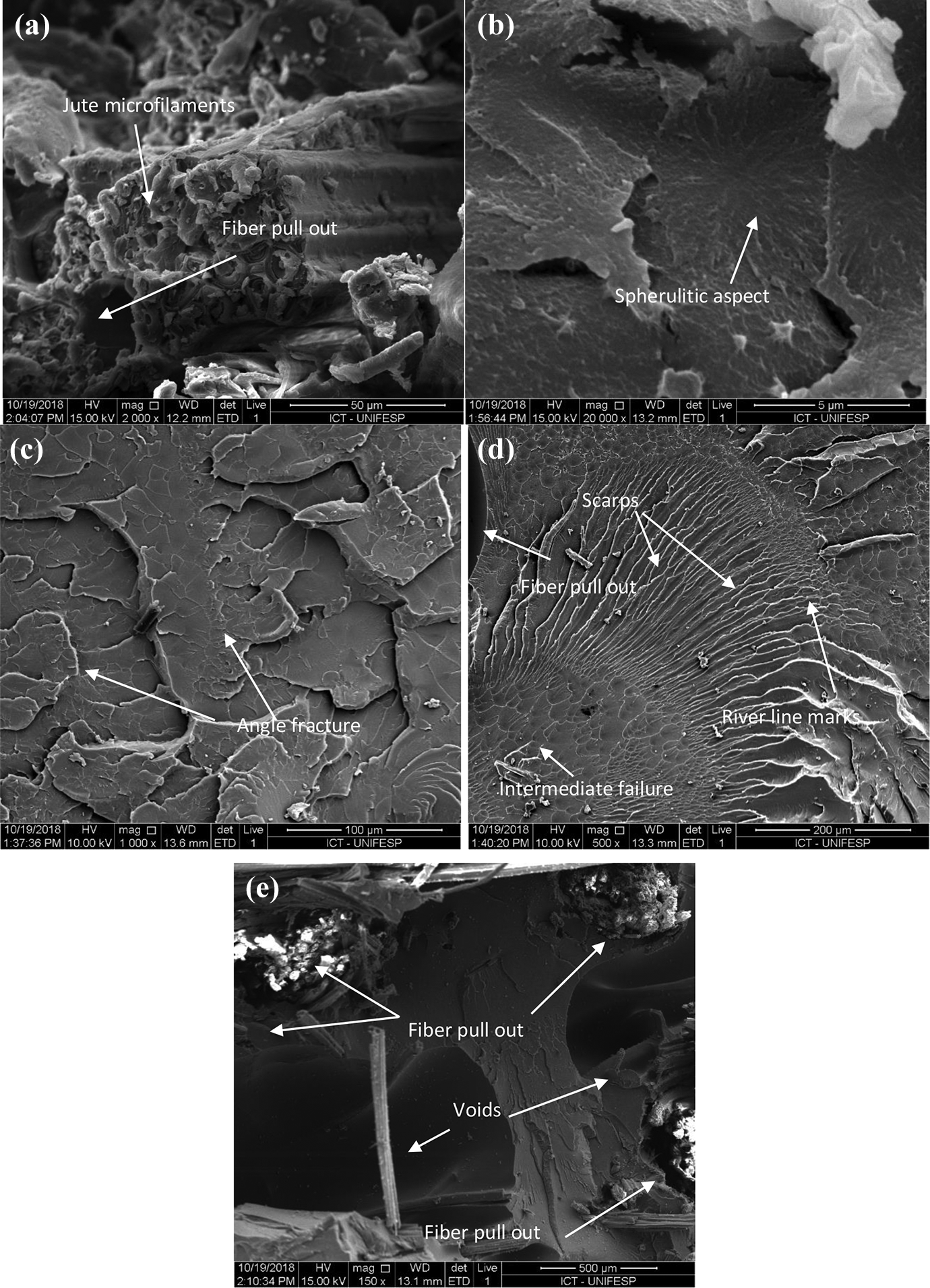
Fractographic aspects of fracture surfaces of jute/Elium® composite.
As all lignocellulosic fibers, jute fibers are formed by -OH groups. This characteristic tends to render the bonds in these materials more hydrophilic and in this case, can directly affect the interfacial fiber/matrix adhesion. Thus, in a general way, it is advisable, for a good interface, a prior treatment with coupling agents or compatibilizers on the fiber surfaces to be done. 42 In this case, it is important to know that all fibers applied in this work did not receive any previous treatment on their surface before processing, which can be related to the weak fiber/matrix adhesion found.
To investigate the characteristics of matrix failure in composite materials, PURSLOW (1987) determined that the rate propagation of a crack could give rise to three different types of surfaces. In this way, type A surfaces were related to ductile fractures at slow propagation velocities, type B, was related to fragile fractures, occurring at intermediate propagation velocities, and type C, also considered fragile fractures were observed in high speeds. Generally, only the fractures representatives of types B and C occur together and within each type, there are large morphology variations. On slow ductile fracture, the only indication the crack propagation direction is defined by the direction of polymer deformation, whereas at intermediate-brittle fracture occurs little or no evidence of crack propagation direction. Already in the fast-brittle fractures, defined as aspects like river line marks, scarps and cusps facilitate the reliable determination of fault indications, as happens in the epoxy matrix composites. 43
In the morphology of tensile failure, the main fracture evidence is characterized by the fibers’ failure, accompanied by matrix fracture of fragile nature. 43 The analysis of the fracture presented by the Jute/Elium® 150 composites was represented by the images of Figure 7 and reveals the characteristics of pure tension load failure. In this case, it is possible to note the fiber pull out of the Jute multifilaments (Figure 9a).
Although the matrix used in this work is thermoplastic, the high energy rates associated with the final fracture is such that, even if Jute/Elium®150 can be considered a composite with a ductile failure, the fractured matrix present mainly of fragile nature. In this way, the fracture aspects observed in all images of Figure 9 for the Jute /Elium® 150 composites, presented a fragile characteristic.
The details of Figure 9 show that depending on the energy generated during loading, many types of failure can propagate in the laminate. In this case, In Figure 9b it can possible to notice a characteristic of a fast-brittle failure represented by the presence of globules related to small amounts of plastic deformation forming aspects similar to star patterns. These aspects are called spherulites. On the other hand, Figure 9c shows the presence of the ‘intermediate-brittle’ failure morphology, evidencing a failure of the matrix with a relatively flat surface and without the presence of fibers. This type of failure is characterized by an angle fracture surface that looks like a patchwork. 43
This detail is also observed in Figure 9d where there is a combination of intermediate and fast failure. In this way, it is possible to notice that the energy has propagated from the matrix to the fibers. 32 The fast-fragile failures can then be characterized by the appearance of aspects such as river line marks and scarps. The river line marks are formed by several pairs of planes of unequal cracks, which are directed to a single plane of cracking during failure propagation. The growth of the cracks in the direction in which the river line marks converge to form the scarps aspect.31,43
Figure 9c shows a presence of voids in the matrix, as the voids content presented by this composite was higher than 2%, it was expected the presence of this defect in its fracture morphology.
According to Greenhalgh (2009), in thermoplastic composite materials, the loading continuity on the material may cause voids. In this case, they can grow through the plastic deformation, due probably to the polymeric matrix viscoelastic behavior. When the voids get together, the composite fracture surface is formed. From the presence of voids in the matrix, more particularly in the interfacial region, the failure process can be nucleated with the damage propagation along with fiber/matrix interface, which can result in intralaminar and interfacial laminate failure. 31
The results obtained from fractographic analyses of fracture surfaces of thermoplastic composite show the importance of this tool in the characterization of materials. Fractographic analyses complement the composite mechanical characterization and provide subsidies for the processing optimization of the materials. From the study of the fracture surfaces, it was verified that the mechanical properties presented by the jute fiber-reinforced composites presented a weak adhesion to the matrix fiber, evidence that the process of impregnation of the fibers by the matrix has not occurred effectively. In this case, a prior treatment with coupling agents or compatibilizers on the fiber surfaces is recommended to increase the effectiveness in interfacial adhesion between the fiber and the matrix.
Conclusion
The thermal and mechanical behavior of Elium® 150 resin-based thermoplastic composite reinforced by jute fibers were evaluated. The final composites were monitored by DIC and presented moderate mechanical properties of the tensile strength (41.47 ± 1.65 MPa) and modulus of elasticity (5.02 ± 0.46 GPa) values. The dynamic-mechanical analysis results reported that the addition of fibers increases the composite damping capacity. Besides that, the presence of the fibers influenced the behavior of the material since the enlargement of the composite curve occurred due to a greater distribution of the relaxation times of this material and suggests a more complex structural relaxation behavior by the composite.
The master curve analysis shows that as the reference temperature increases, there is a decay in the material relaxation time. Considering acoustic or vibrational damping purposes, the master curves for this material was very informative to estimate its performance over a wide spectrum of frequencies during which the material relaxes.
The fractographic analyzes identified characteristic aspects of pure axial stress failure, characterized by fibers pull out. Although it is a thermoplastic matrix, the predominant failure was characterized by the brittle fracture due to the high energy rates associated with the laminate final failure. The fast-brittle failure presented aspects such as river line marks and scarps, while the intermediate failures presented a fracture surface with aspects similar to a patchwork. Also, a specific surface treatment for acrylic resin could serve as a tool to improve ultimate laminate tensile strength influencing in the interfacial fiber/matrix adhesion.
Footnotes
Acknowledgements
The authors are grateful to the Brazilian Funding Institutions FINEP (Financier of Studies and Projects), and CAPES (Improvement Coordination of Higher Level Personnel) for the financial supports.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.