
Abstract
Promising carbon fiber-reinforced thermoplastic (CF/polyetherketoneketone (PEKK)) composites were fabricated by the state-of-the-art technology known as “Automated Fiber Placement.” The mechanical properties of CF/PEKK were evaluated for four different postprocessing methods: in situ consolidation, annealing, vacuum bag only (VBO), and hot press (HP). The evaluation was performed by narrowing down the relevant processing parameters (temperature and layup speed). Furthermore, the void content and crystallinity of CF/PEKK were measured to determine the effect of these postprocessing processes. The HP process resulted in the best quality with the highest interlaminar shear strength, highest crystallinity degree, and lowest void content. The second most effective method was VBO, and annealing also realized an improvement compared with in situ consolidation. The correlation between the postprocessing method and the void content and crystallinity degree was also discussed.
Keywords
Introduction
Carbon fiber-reinforced thermoplastic (CFRTP) composites have been considered in many studies as an alternative to the conventional thermoset composites used in the aerospace industry. They have shown a high potential because of their toughness and damage tolerance, impact resistance, solvent resistance, recyclability, convenience, and low storage cost.1–3 Helicopter canopies 4 and subpart structures of such aerospace structures as clips and frames 5 have been successfully manufactured using CFRTPs. However, CFRTP composites have had limited application in primary aerospace structures because of their insufficient mechanical properties. 5
To improve the mechanical properties of CFRTP, aromatic polymers such as polyphenylene sulfide (PPS), polyether ether ketone (PEEK), and polyetherketoneketone (PEKK) were found to have strong molecular structures and stable aromatic rings.6–8 According to the rule of mixture, 9 the performance of CFRTP composites can be positively modified by applying these polymers, which have excellent mechanical properties. Previous reports have shown the outstanding mechanical properties of aromatic polymer composites.1,10 In comparison, mechanical properties such as the tensile, compressive, and shear properties of CFRTPs (AS-4D/PEKK) 11 are almost the same as the properties of common aerospace structures made by carbon fiber-reinforced epoxy composites (USN-125B). 12
Additionally, switching from thermoset to thermoplastic composites requires changing the fabrication technology because of their different behaviors. Some conventional layup methods for thermoplastic materials provided insufficient quality with the appearance of wrinkles and angle alignment. 13 Several automatic out-of-autoclave methods were found to be advanced techniques for thermoplastic fabrication, such as automated tape laying and fiber placement (AFP). In fact, these processes have adapted well to industry demands because of the production rates and fairly good quality. However, Chu et al. asserted that the quality requirements of structures fabricated by AFP with in situ consolidation have not been satisfied. 14 Moreover, there are many stages in AFP technology that could create challenges in fabrication. 15 Therefore, an additional solution for AFP is necessary to achieve excellent product quality for further application in heavy industry.
Furthermore, structural defects can be generated during fabrication, which can have an adverse effect on the mechanical properties. 16 Normally, thermoplastic composites provide their best mechanical properties at optimal manufacturing conditions (such as temperature, pressure, deposition rate, embedded gap, and overlap fiber).17–21 Otherwise, as mentioned previously, defects such as voids and wrinkles can be created, 13 or even low-crystallinity structures. 22 Many studies have indicated that high void content is the primary cause of reduced mechanical properties of thermoset and thermoplastic composites.15,23–25 In addition, the crystallinity level of semicrystalline aromatic polymers can affect the mechanical properties of the composites.22,26
In practice, a temperature close to the melting temperature at the nip point and surrounding nozzle location is recommended for laminating in AFP technology. The mandrel (mold) should be heated to the glass transition temperature of the material to minimize the distortion of the fabricated plate, and another repass of heat and pressure should be applied after the last layer is fed to diminish the void content at the upper layers. 15 Other variables, such as pressure and feeding rate, can specifically be determined according to the materials and specification of the equipment. Moreover, some additional consolidation methods have been introduced in the literature for the postprocessing of AFP technology to improve the mechanical properties and degree of crystallinity and to minimize the void content of the thermoplastic composites. For instance, ultrasonic-vibration-assisted AFP was suggested by Chu et al., 14 but the mechanical properties and crystallinity of E-glass fiber/polypropylene were inferior to those of the hot press (HP) consolidation method. Meanwhile, the highest CF/PEEK quality was demonstrated by the vacuum bag only (VBO) method among the three consolidation techniques based on the results of nondestructive inspection and analysis of void content, crystallinity degree, and mechanical properties. 27
In addition to the abovementioned research, many studies have investigated the performance of PEEK made using AFP technology. However, PEKK (also a member of the aromatic polymer family) has not received sufficient attention. As a high potential material, PEKK should be investigated before being applied in mass production. In this study, the crystallinity degree, void content, and interlaminar shear strength (ILSS) of CF/PEKK were investigated. The systematic variables of manufacturing were considered. First, the processing parameters, including temperature and rate of layup, were narrowed down to a small range to ensure the proper fabrication conditions. Furthermore, four postprocessing techniques were also applied for quality comparison, including in situ, annealing, VBO, and HP. Finally, the correlation of crystallinity degree and void content with the ILSS of CF/PEKK was discussed.
Experiment
Materials
Toray Cetex TC1320 (Tencate, Morgan Hill, California, USA) was utilized, which has applicability in aerospace materials. In this study, the prepreg with two main components of semicrystalline thermoplastic polymer was PEKK, and the unidirectional carbon fiber was the AS4D type. The fiber areal weight was 145 g m−2, and the resin weight content was 34%. Some other fundamental material properties can be seen in Table 1. The ILSS was the result of a 55% fiber weight content and was measured in a room temperature dry condition.
Material properties of CF/PEKK. 11
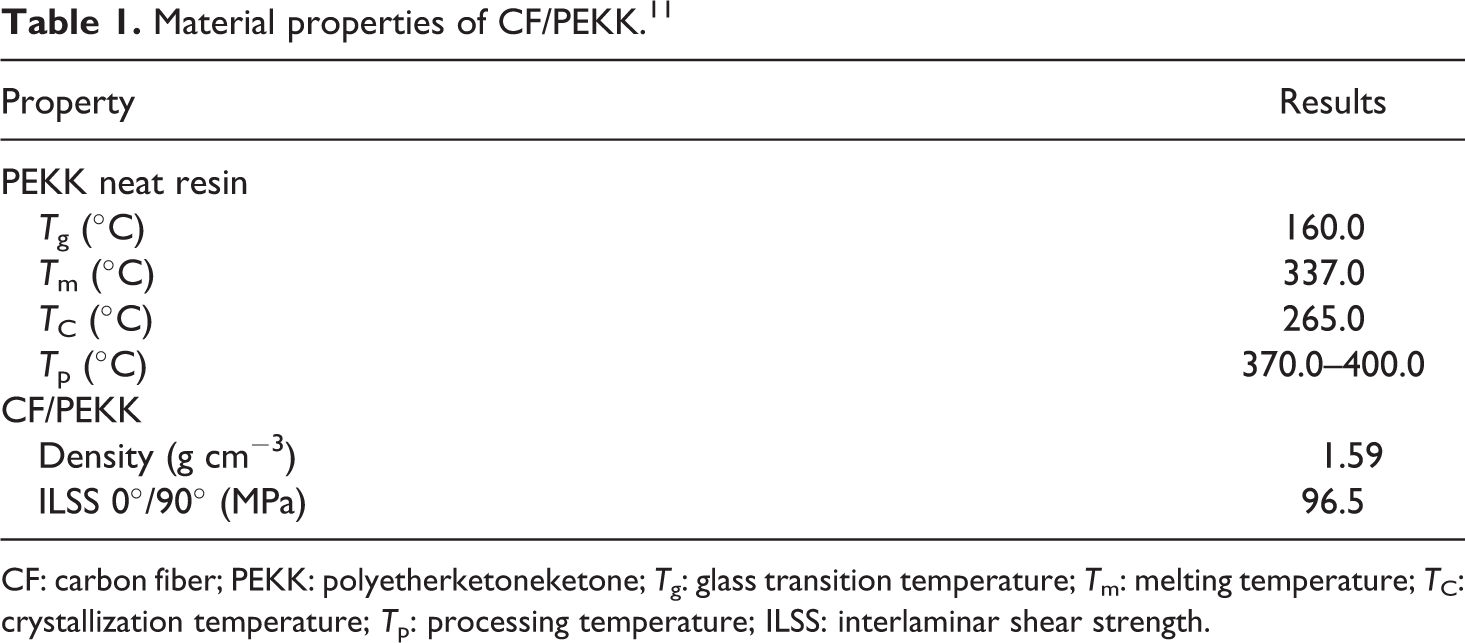
CF: carbon fiber; PEKK: polyetherketoneketone; Tg: glass transition temperature; Tm: melting temperature; TC: crystallization temperature; Tp: processing temperature; ILSS: interlaminar shear strength.
Specimen configuration and fabrication procedure
Rectangular configuration specimens were fabricated by a Coriolis AFP machine (Coriolis Composite, Rue Condorcet, Queven, France) where a multiaxis was implemented to lay up 16 plies of CF/PEKK. The desired parameters of the specimen were 300 mm in length and 300 mm in width, followed by a stacking sequence of [45/0/−45/0/90/45/−45/90]s (Figure 1).
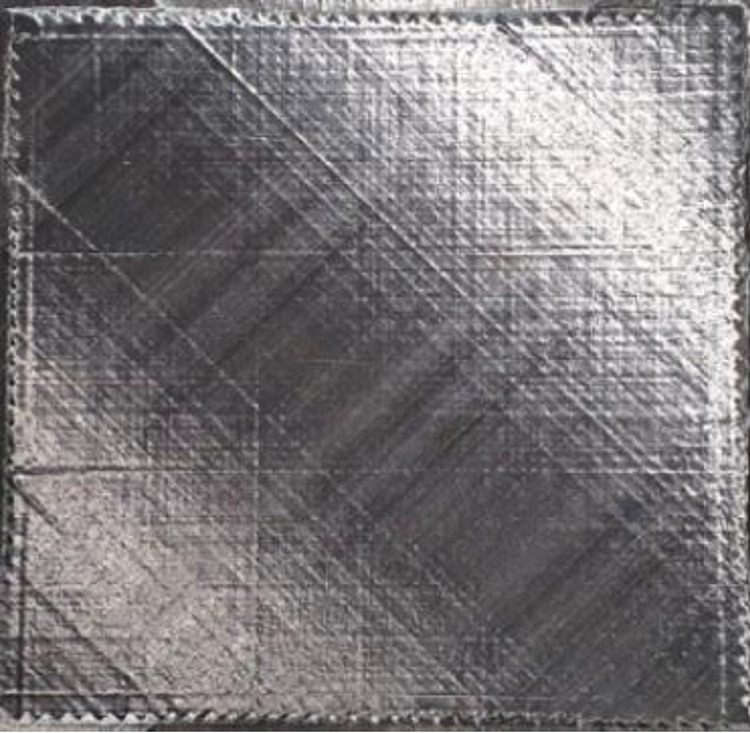
CF/PEKK panel fabricated by AFP technology.
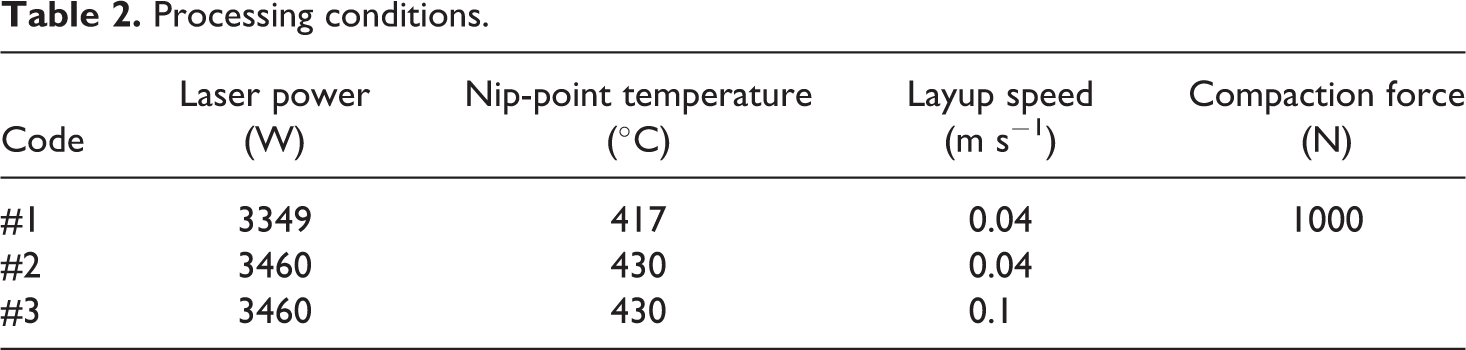
Three different conditions were chosen for fabrication, as shown in Table 2, based on the adjusting nip-point temperature and the stacking speed of the machine. According to the melting temperature of neat resin, 11 a slightly higher temperature was set to reduce the effect of the carbon fiber during the fabrication of composite specimens. The laser power from the AFP machine was controlled to reach 3349 W and 3460 W at 417°C and 430°C, respectively. The generated temperature was measured by an infrared thermometer camera mounted on the AFP machine. The feeding speed of the machine was also controlled at 0.04 and 0.1 m s−1. Furthermore, 1000 N of compaction force was applied during stacking to minimize void content.
Processing conditions.
Postprocessing
The in situ, annealing, VBO, and HP consolidation postprocessing methods were applied to thermoplastic composites that were manufactured using an AFP machine. In situ consolidation was chosen as the reference for comparison with other postprocessing methods. In the in situ process, there was no treatment after fabrication. In the annealing process, the thermoplastic composites were exposed to the crystallization temperature. In the VBO process, the thermoplastic composites were consolidated at a temperature above the melting point under an approximate pressure of 1 bar. In the HP process, the composites were consolidated under the mold with a higher pressure and temperature than in the VBO process. Some main parameters of the different postprocessing methods can be seen in Table 3. A total of 12 flat panels were fabricated according to three fabrication conditions and four postprocessing methods.
Postprocessing conditions.
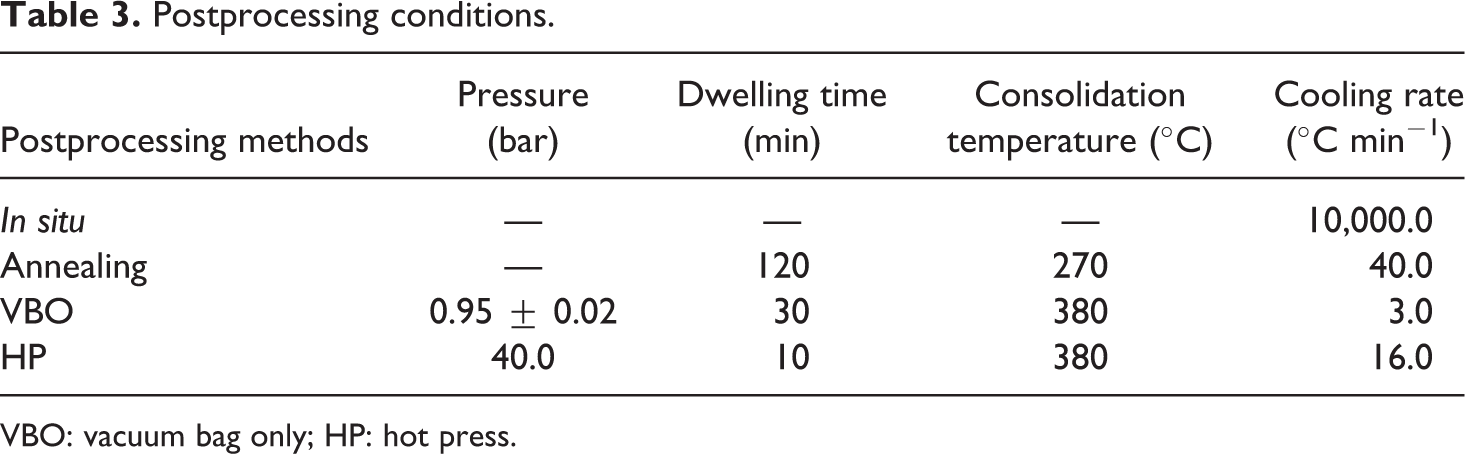
VBO: vacuum bag only; HP: hot press.
In situ process
Three fabricated panels from different fabrication conditions were automatically cooled down on the base of the AFP machine without any thermal treatment and applied pressure. The cooling rate was estimated to be approximately 10,000°C min−1 at atmospheric pressure. 27
Annealing process
Three other fabricated thermoplastic composites panels were subjected to the annealing process in an oven. To obtain the crystallinity of thermoplastic resin, the maximum temperature in this process was set at 270°C, which is 5°C higher than the crystallization temperature (265°C) of neat PEKK. 11 The heating rate and cooling rate of the oven were set at 10°C min−1 and 40°C min−1, respectively. The dwelling time of the composite structures in the oven was maintained at the maximum temperature for 120 min.
VBO process
Three among the six remaining composite panels were postprocessed in an autoclave machine. The thermoplastic composites were stacked on a steel tooling plate by the sequence of release film, specimens, release film, steel caul plate, breather, and vacuum bag. Then, high-temperature sealant tape was used to seal the vacuum bag to apply an approximate vacuum pressure of 1 bar during postprocessing. Afterward, the vacuum-bagged composites were heated to 380°C with a heating rate of 3°C min−1 and dwelling at 380°C for 30 min. Finally, the temperature fell to room temperature with a cooling rate of 3°C min−1.
HP process
The HP process was conducted using the last three fabricated panels. In this case, specimens were preheated to 380°C with a heating rate of 3°C min−1 in an infrared heater, dwelling at 380°C for 10 min. Then, the specimens were immediately transferred to the preheated mold (at 300°C) with the top surface of the mold coated by polyimide release film for demolding. It took approximately 5 min to shift the temperature specimens from 380°C to 300°C (an approximate cooling rate of 16°C min−1). The mold was quickly closed to apply a consolidation pressure of 40 bar on the specimens for 25 min. Eventually, the specimens were naturally cooled with the mold.
Measurement
Degree of crystallinity
The degree of crystallinity of AS4D/PEKK composite was estimated by differential scanning calorimeter (DSC) measurement according to the ASTM D3418 standard test method. 28 The Q2000 DSC equipment (TA Instruments, New Castle, UK) was used for the test with the weight of samples ranging from 5 to 10 mg, extracted from composite structures. In this experiment, the samples were separately heated at a rate of 10°C min−1 to reach 360°C. Then, they were cooled at a rate of 10°C min−1 to room temperature. After the DSC test, the thermal properties and degree of crystallinity of the composites could be obtained. The degree of crystallinity (X) can be calculated by the change of enthalpy in accordance with equation (1).

where
Void content
Matrix digestion
The void content of the specimens was determined by the matrix digestion method according to Procedure B, ASTM D3171-99. 29 Heated sulfuric acid was used to ablate fully the neat PEKK component in the composites. The void content can be calculated as equation (2):

with
Here, Vf, Vm, and Vv are the volume content of fiber, matrix, and void, respectively (%).
In addition, Mi is the initial weight of the composites (g), Mf is the weight of fiber equal to the amount of retention after the chemical reaction of acid and composites (g), and
Optical microscopy image inspection
The position, shape, and size of the void inside the specimen were observed by an optical microscopy image inspection method. The samples were prepared by cutting composite laminates to a size of 25 × 25 mm2 and polishing with reducing diamond particles that were 5, 3, and 1 µm in diameter. The polished cross section of the specimen was scanned using a Nikon DS-Fi3/Eclipse LV 150 optical microscope (Nikon, Tokyo, Japan).
Mechanical test
As in the case of conventional laminate composites, delamination is one of the major failure modes of CF/PEKK composites. Therefore, ILSS was chosen for testing to evaluate the effect of AFP processing parameters and postprocessing on the performance of CF/PEKK composites. Rectangular specimens were prepared for a short beam shear test according to ASTM D2344 with a length and width of 15 and 5 mm, respectively. 31 Following this standard, at least seven specimens from each composite were tested using the Instron 5582 (Illinois Tool Works Inc., Norwood, USA) universal testing machine with a head speed of 2 mm min−1. The ILSS was calculated in accordance with equation (3).

Here,
Results and discussion
Degree of crystallinity
The thermal properties and enthalpy at the peaks of the material were extracted in the DSC test. As shown in Figure 2, the DSC results of different postprocessing methods were representatively illustrated by the selection of one fabrication condition (#1). First, the glass transition, crystallization (exothermic peak), and melting (endothermic peak) temperatures of CF/PEKK were approximately 160.0°C, 213.0°C, and 334.0°C, respectively. Compared with the neat PEKK from,11,32,33 these temperatures are similar. In more detail, Table 4 shows the independence of the thermal properties from the fabrication conditions. It was confirmed that small ranges of fabrication temperature (417–430°C) and layup speed (0.4–1.0 m s−1) are acceptable conditions for fabrication. However, Table 4 shows that the glass transition and crystallization temperatures depended strongly on the postprocessing methods. They were only observed with the in situ method. The melting temperature was almost unchanged by the consolidation methods.
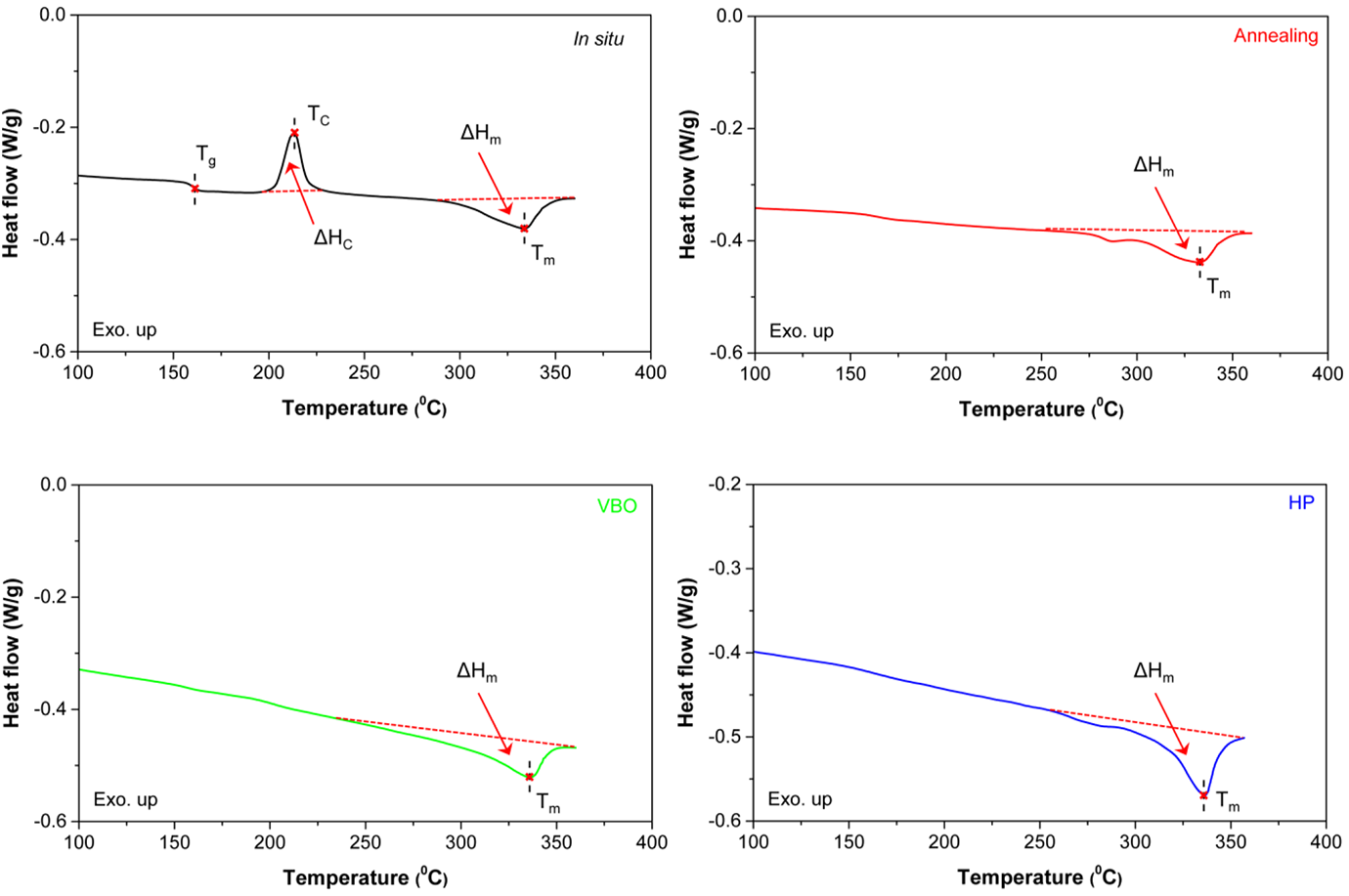
DSC results of different postprocessing methods.
Thermal properties of fabricated composite structures.
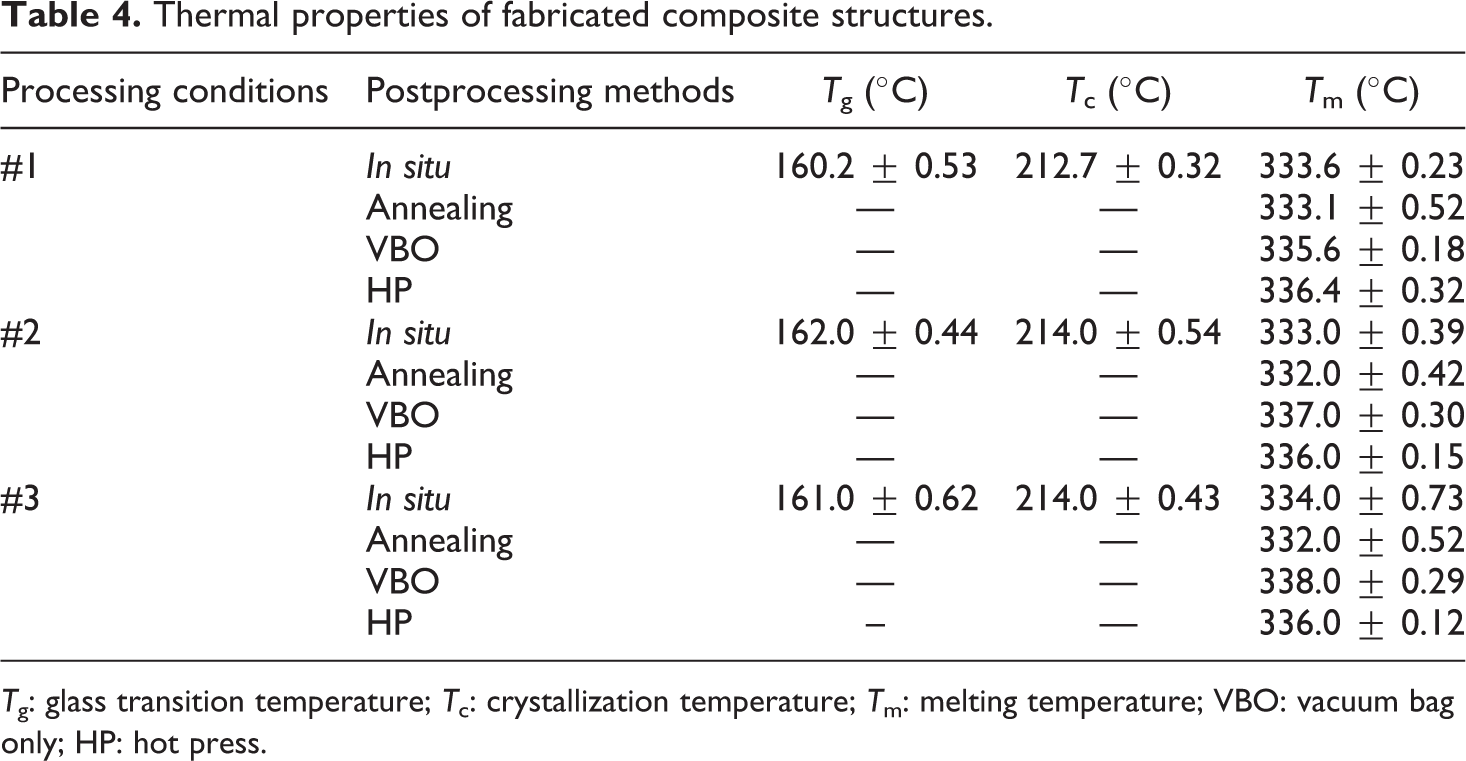
Tg: glass transition temperature; Tc: crystallization temperature; Tm: melting temperature; VBO: vacuum bag only; HP: hot press.
More importantly, the exothermic peak was removed with the annealing, VBO, and HP methods (Figure 2), meaning that the crystallization of the matrix was properly produced. The crystallinity degree of CF/PEKK for different processing and postprocessing methods was calculated and is shown in Figure 3. For in situ consolidation, the degrees of crystallinity were 3.2%, 3.4%, and 3.1% in fabrication conditions #1, #2, and #3, respectively. This indicated that the AFP layup speed and processing temperature were not the dominant parameters of the degree of crystallinity. However, the degree of crystallinity rapidly changed to a much higher value with the other consolidation methods. For example, crystallinities of 18.5%, 20.3%, and 20.8% in case #1, of 21.9%, 18.8%, and 20.1% in case #2, and of 20.3%, 19.5%, and 21.2% in case #3 were exhibited for all specimens postprocessed by annealing, VBO, and HP forming, respectively. The main reason crystallization structures formed has been attributed to different cooling rates.15,25,26,34 Basically, lower cooling rates correspond to a higher degree of crystallinity. This relation could be well confirmed by the results of Quiroga Cortes et al., 35 where the crystallinity degree of PEKK was reduced from 27.7% at 10°C min−1 to 3.2% at quenched condition (terephthaloyl/isophthaloyl ratio is 70/30). The result in this study demonstrated that the average crystallinity degree was relatively unsaturated by 20% at a high cooling rate of 40°C min−1. In comparison, the approximate degree of crystallinity of CF/PEKK (20%) is smaller than that of CF/PEEK (40%). 27 This discrepancy was verified by Avakian et al. 32 In that study, the crystallinity of PEEK was higher than that of PEKK because of their different polymorphisms.
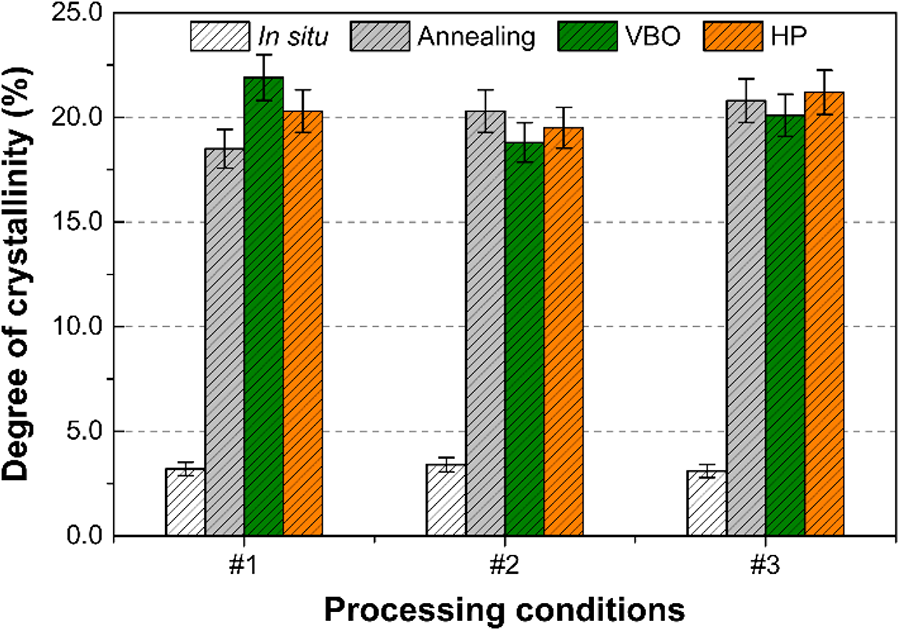
Crystallinity degree of CF/PEKK with different processing conditions and postprocessing methods.
Void content
Figure 4 shows the void content of CF/PEKK for different processing conditions and postprocessing methods. The different consolidation methods had a more significant influence on the quality of the composite structures than the fabrication conditions with a much lower void content. The in situ and annealing methods provided an average void content ranging from 5.83% to 6.81%, while the void content with the VBO method was reduced to the range from 0.93% to 3.00%. The best quality was offered by the HP method, for which the void content ranged from 0.30% to 0.43%. The main reason could be the different pressures applied in the postprocessing stage. The same reason was found in other research. 36 Furthermore, the proper processing conditions were once again confirmed because of the similar volume percent of the void. In the case of the VBO method, the void content increased at higher fabrication temperatures and layup speeds, indicating the instability of bagging manipulation at a low vacuum pressure (approximately 1 bar). However, in general, the low void content of the CF/PEKK composite fabricated by AFP technology based on the fabrication determined in this study can be sufficient for mass production. Furthermore, the VBO consolidation method and, especially, the HP method can be applied in primary aerospace structure manufacturing because of their almost perfect structures with very low void content (<1%), which is in the acceptable range of void content criteria.
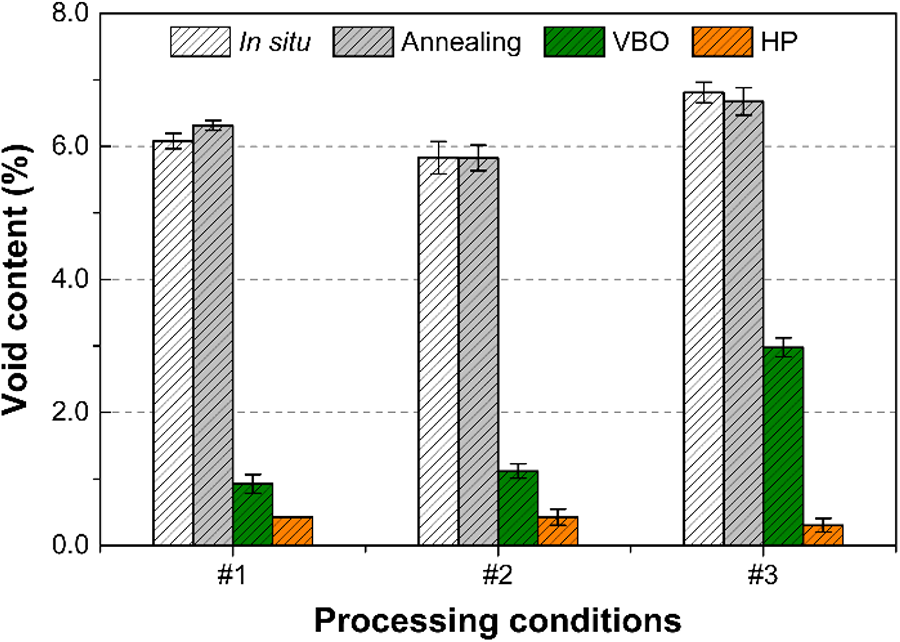
Void content of CF/PEKK at different processing conditions and postprocessing methods.
In addition, an upper panel of CF/PEKK was utilized for 2D image observation where there was a higher possibility of void appearance. 15 As shown in Figure 5, first, the stacking sequence of the designed panel [45/0/−45/0/90/45/−45/90]s was determined. Figure 5(a) to (k) was obtained by observation at polished surfaces in longitudinal direction. Each subimage can cover approximately six plies, where the top and bottom plies were 45° and two 0° plies can be easily visualized by parallel fibers meaning the upper stacking sequence [45/0/−45/0/90/45]. These images can provide good evidence for the void results induced by the different consolidation methods. The dark irregular shapes indicating voids were randomly distributed for the in situ and annealing methods, but they could not be seen for VBO and HP. Specially, in the case of HP, it was almost no any defect inside structures even for different areas. It is noted that Figure 5(m) and (n) was observed in cross-sectional cut surfaces. Herein, middle in thickness direction of #2 specimen and lower in thickness direction of #3 with distinct stacking sequences of [45/−45/90/90/–45/45] and [90/−45/45/90/0/–45] were shown, respectively. Moreover, it could be estimated that the thickness of each ply was less, and the fiber alignment was more parallel in the horizontal direction for the VBO and HP methods. The uniform pressure had an important role during postprocessing according to the void reduction mechanism mentioned by Zhang et al. 37 that can release entrapped air inside structures both through the thickness and in-plane directions.
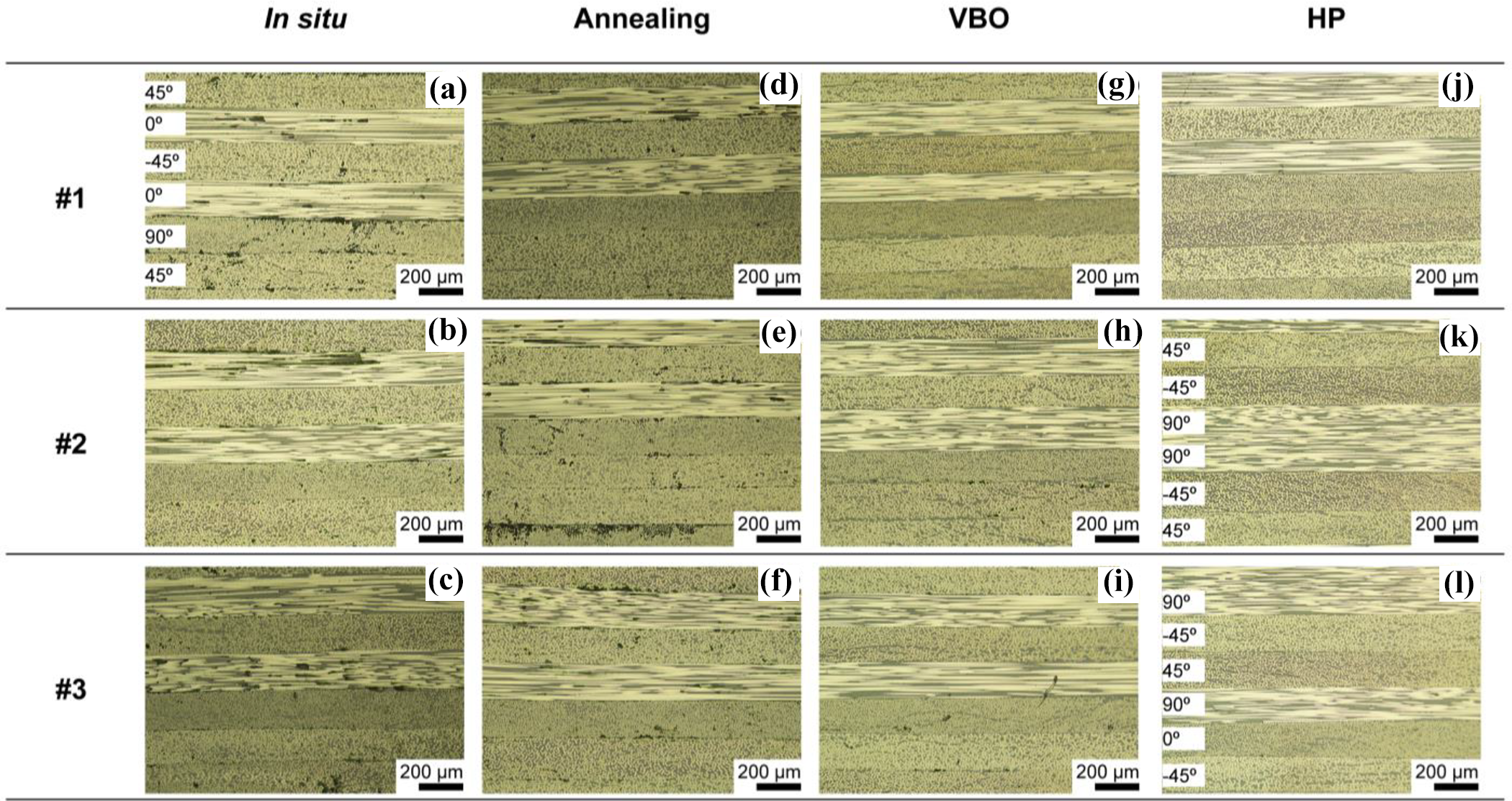
Microscale images of CF/PEKK for different processing conditions and postprocessing methods.
Mechanical properties
Figure 6 shows the ILSS of CF/PEKK conducted by a short beam shear test. As for the tendency in the crystallization and void content results, the ILSS was strongly dependent on the postprocessing technology. The in situ method provided the lowest ILSS with an average of 19.93 MPa, and the second lowest was provided by the annealing method with an approximately 8.65% increase of the ILSS. The highest ILSS was obtained by the HP method. It was approximately 360.99% higher than the ILSS result of the in situ method. Meanwhile, the VBO method had a different increase of ILSS depending on the fabrication conditions: 265.19% (#1), 184.43% (#2), and 144.43% (#3).
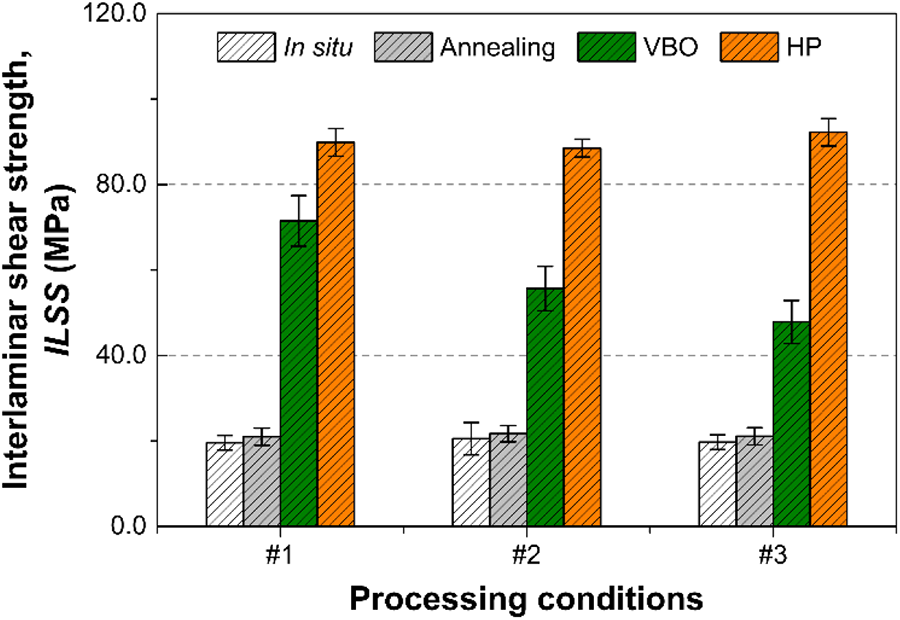
Interlaminar shear strength of CF/PEKK for different processing conditions and postprocessing methods.
The highest ILSS (92.23 MPa) of CF/PEKK consolidated by the HP method for case #3 matched the specification value of 96.5 MPa 11 well. A lower ILSS (78 MPa) of IM7/PEKK was obtained by Comer et al. 38 because of the different manufacturing conditions, stacking sequences, etc. More recently, Saenz-Castillo et al. 27 found that VBO is the best consolidation technique for AFP technology, followed by the HP technique. The interlaminar shear peak loads were 2834 kN and 2573 kN, respectively. They could be converted to unrealistic values of 98,402.78 MPa and 89,340.28 MPa, respectively. However, if the unit of the interlaminar shear peak load is newton instead of kilonewton, then the ILSSs of CF/PEEK are more appropriate according to the value from the specification data and are closer to the ILSS of CF/PEKK in this study.
Several reports have shown the positive impact of crystallinity on the ILSS of fiber-reinforced thermoplastic composites. For instance, Batista et al. 39 demonstrated that 14.2% of the ILSS of CF/PPS composites improved by increasing the crystallinity from 51% to 62%. Chu et al. 14 obtained a similar ILSS of E-glass fiber/polypropylene (33.0 MPa) by increasing the crystallinity degree from 38.5% to 49.2% using different consolidation methods. As shown in section “Degree of crystallinity,” the crystallinity degree of CF/PEKK increased approximately 16.9% in case #2 by switching from the in situ to the annealing consolidation method, resulting in a 10.89% increase of the ILSS. The void contents in case #2 of the in situ and annealing methods were the same (5.83%). In addition, the crystallinity degree of CF/PEKK made by the HP method was 16.1% higher than that of the in situ method, but the ILSS was 352.36% higher. The reason for the significant difference in ILSS could be the small void content in the HP method (0.43%).
As shown in Figure 6, only the ILSS obtained by the VBO method decreased when the fabrication temperature and layup speed increased. This agrees with the result of the void content of CF/PEKK made by the VBO method, which was also proportionally reduced at a higher fabrication temperature and layup speed. By contrast, the degree of crystallinity of CF/PEKK made by the VBO method was independent of the processing conditions with a saturated value of approximately 20%. This observation implies the sensitivity of the ILSS to the void content, to which it is much more sensitive than to the crystallinity degree of the materials. Indeed, many researchers have found that the main reason for the reduction in mechanical properties of the material is the presence of voids. Consequently, the monotonic reduction in the ILSS with void content was empirically defined by an exponential model.
24
This relation was modified as the equation
Conclusions
CF/PEKK was successfully fabricated by the advanced technology of AFP. The systematic conditions of processing and postprocessing were investigated, resulting in different crystallinity degrees, void contents, and ILSSs. The narrowed processing conditions, such as fabrication temperature and layup speed, were not greatly influenced, but the consolidation technologies had a significant effect on the final quality of CF/PEKK.
The crystallinity degree of CF/PEKK could be increased from about 3.2% of in situ method to saturated value (about 20%) of other postprocessing methods including annealing, VBO, or HP due to the different cooling rates. Lower cooling rate seems to produce higher crystallinity degree of CF/PEKK composites resulting in approximately 10.89% improvement of ILSS. Postprocessing methods could also reduce void content of CF/PEKK, especially VBO and HP methods with the minimum void content of 0.93% and 0.3%, respectively. Lower void content could be attributed to the higher applied pressure in case of VBO and HP method which can drive the void flow through the thickness and by the edges of laminates. Finally, significant growth of ILSS of CF/PEKK up to 360.99% (HP method) and 265.19% (VBO method) was achieved. Therefore, the VBO and HP methods are strongly recommended for the manufacturing of primary aerospace structures.
It is necessarily to further investigate the effect of postprocessing methods on the other material properties. These results in this study indicated the dominant role of the void content in ILSS compared to crystallinity degree. However, the role of crystallinity degree and void content in other material properties should also be separately determined. As the most critical factor affects mechanical properties of prepreg materials, beside the void content, other characteristics of void such as size, shape, and location 40 will be considered.
Footnotes
Authors’ note
Van-Tho Hoang and Bo-Seong Kwon contributed equally to this work.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was partly supported by the National Research Foundation of Korea (NRF) in a grant funded by the Ministry of Science and ICT (NRF-2017R1A5A1015311) and by “Overseas order-linked aviation parts industry process technology development in 2019” of the Korea Institute for Advancement of Technology (KIAT) granted financial resource from the Ministry of Trade, Industry & Energy, Republic of Korea.