
Abstract
To obtain the autoclave-level mechanical properties using in situ consolidation of thermoplastic composites by automated fiber placement (AFP) with high efficiency is the focus of recent research. Different heat resources were utilized to pursue improved mechanical properties and deposition rates but yet not very satisfactory. In this article, E-glass fiber/polypropylene laminates, manufactured by ultrasonic vibration–assisted AFP (UAFP) and autoclave, were compared by means of mechanical properties and crystallization. The interfacial bonding mechanism was analyzed theoretically based on the principle of ultrasonic heating and the autohesion. The orthogonal tests were designed to study the effect of the process parameters on the interlaminar shear strength (ILSS), including the ultrasonic amplitude, layup speed, and pressure, to optimize the manufacturing process of specimens. The mechanical tests and differential scanning calorimetry (DSC) were utilized to evaluate the ILSS, mode I interlaminar fracture toughness G IC, impact toughness, and degree of crystalline of laminates from hot-press and UAFP. The experimental results indicate that the ILSS of the specimens from UAFP can match with the hot-press specimens. The G IC and the impact toughness of the UAFP specimens are 59.9% and 20.1% lower than the hot-press ones, respectively, which are due to the lower degree of crystalline caused by the higher cooling rate during the UAFP process. The results of DSC show that the crystallinity of specimens made from UAFP is only 38.5%, whereas the 49.2% crystallinity is tested for the hot-press.
Keywords
Introduction
High performance thermoplastic composites are highly attractive to the aerospace and automobile industry. 1 Thermoplastic composites have many advantages over thermosets including high toughness and damage tolerance, recyclability, hydrolytic stability, fatigue resistance, chemical, and solvent resistance. 2 However, thermoplastic resins are inherently more viscous than thermoset resins due to their high molecular weight, which makes it more difficult to wet out the reinforcing fiber and causing poor interface bonding performance. 3
Composite automated laying technology is a low-cost technology developed and extensively applied in Europe and the United States during the recent 30 years. 4 Automated laying technology (ALT) involves the automated tape laying (ATL) and the automated fiber placement (AFP). Due to the characteristics of high efficiency, high quality, high reliability, high material utilization, and low cost, they are particularly suitable for the manufacture of complex large-scale components, which can largely reduce the number of the assembled parts, save the cost of the manufacturing and assembly, and decrease the rejection ratio and working hours. 5,6
Combining thermoplastic composites with ALT technology can significantly reduce the cost and processing time. Compared with the autoclave processing, thermoplastic composites can be fully processed in one step (so-called in situ consolidation 7 ) using a placement head equipped with pressure and heat applying devices, without the limitation of the size of the component.
Due to the extremely high layup temperature (above melting temperature T m) and viscosity of thermoplastic composites, reliable interfacial bonding between the thermoplastic prepregs addresses strict requirements on the processing conditions. Different sources of heat and the addition of auxiliary heating zone are utilized to solve the problem of inefficient heating.
The experimental research was utilized by Comer et al. 8 to compare the laser-assisted automated tape laying (LATL) with the autoclave process with the carbon/PEEK prepreg. The laminates produced by LATL performed better than the autoclaved laminates in terms of interlaminar toughness (134%) but less well in terms of flexural strength (68%), interlaminar shear strength (ILSS; 70%), flexural stiffness (88%), and open-hole-compression strength (78%). The results demonstrated that optimization of mechanical properties using the LATP process is an exceedingly complex problem.
The key parameters of the in situ consolidation of AS4-CF/PEEK by automated tape placement process with hot-gas heating were investigated by Qureshi, 9 and the main process parameters investigated are the compaction force, tape laying speed, and tool temperature. The correlations between the process parameters and mechanical properties were established by ILSS, single-lap shear strength, and fracture toughness testing.
Song 10 utilized the infrared radiation (IR) as the heat resource of the automated tape laying of continuous glass fiber–reinforced polypropylene composites. The ILSS and axial compressive strength were compared by the mechanical tests. Experimental results showed that the mechanical properties of ATL with infrared radiation were close to those of hot-press.
Based on above research, 89–97% of autoclave level interfacial properties can be achieved by the “in situ” ALT method. 11 How to eliminate the almost 10% of the gap and improve the efficiency of layup simultaneously becomes the bottleneck of development of thermoplastic composite automatic laying technology. Suitable time is needed for the tangles and diffusion of the polymer chain across the interface, which is adverse to the improvement of layup efficiency. The results of the computational study carried out by Sonmer and Akbulut 12 showed that the maximized tape laying speed would cause poor interfacial bonding and high residual stress for tape placement of APC-2(PEEK) thermoplastic prepreg composites.
The results of the methodology for determining processing windows 13 showed that the time-optimal solutions do not lead to maximum strength and conversely and strength-optimal solutions require longer time than optimum fabrication.
The main heating method of in situ AFP includes the hot-gas, infrared radiation, and laser. Despite the high efficiency of heat, the high price and large volume limit the applicable occasions of laser heating. Oppositely, the infrared radiation is suitable to the situation where efficiency is not the major concern and its cost is relatively low. The hot-gas method could provide high efficiency but the biggest drawback is the low utilization of energy.
Ultrasonic vibration is a new method of heat suitable for thermoplastic composites, and the mechanism is that the molecule is frictionally heated by the low-amplitude, high-frequency ultrasonic vibration. The range of ultrasonic frequency is 20–120 kHz, 14 and the mechanical wave produced by the ultrasonic vibration will generate heat at the interface preferentially by frictional effect. 15 The short-beam shear test conducted by Benatar and Gutowski 16 found that 100% interfacial bonding strength can be achieved relative to the matrix by the ultrasonic heating. Rizzolo and Walczyk 17,18 preliminarily explored the flexural stiffness and strength of thermoplastic composites manufactured with ultrasonic heating, demonstrating through the comparison with the hot-press ones that the ultrasonic heating could be used to manufacture the thermoplastic composites by ATL and AFP. Therefore, ultrasonic vibration is reasonable to be considered as a choice of heat resource applying to the layup of thermoplastic composites. However, the layup quality and related parametric study were rarely conducted.
In the present study, the ultrasonic vibration is applied to the automated fiber placement (UAFP) of thermoplastic composites. E-glass/PP laminates were manufactured by the UAFP and hot-press method, respectively, and the mechanical properties and crystallization behaviors were compared. The degree of crystallinity was tested by differential scanning calorimetry to study the influence of ultrasonic heating. An orthogonal test was designed to study the effect of process parameters of UAFP on the interfacial bonding of thermoplastic composites by ILSS experiment to determine the optimal combination of ultrasonic pressure, amplitude, and layup speed. Mechanical tests were utilized to acquire the ILSS, G IC, and impact toughness.
Experimental
Materials
The thermoplastic prepreg (sourced by Liaoning Genius Advanced Material Co., Ltd., China) used in this study is continuous E-glass fiber-reinforced polypropylene (E-GF/PP). The nominal thickness is 0.3 mm. The areal weight is 450 g/m2. The PP resin content is 40% by weight. The width of E-GF/PP prepreg used by hot-press and UAFP method is 60 mm and 6.35 mm, respectively.
Hot-press method
Hot-press is a simple and intuitive method to form thermoplastic composites, where the heat and pressure are provided by two pieces of parallel slabs. Flat specimens were produced in a flat vulcanizing machine using the manufacturing procedures provided by the manufacturer. The stacking sequences and thickness of the specimens are: ILSS (4 mm, [0]14); DCB (3 mm, [0]10); and Charpy pendulum impact (6 mm, [0]20). The bleeder cloth was used to absorb excessive resin to control resin content and accelerate the resin flow between the layers. The polyimide film was used to avoid the bonding between specimens and the bleeder cloth (Figure 1). The curing process is shown in Figure 2. When the consolidation was finished, cold molds were utilized to accelerate the cooling rate as recommend by the manufacturer to prevent the grain growth.
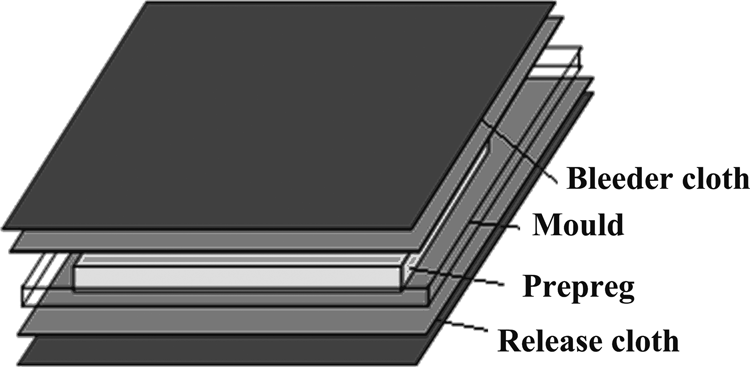
Illustration of hot-press method of manufacturing the laminates.
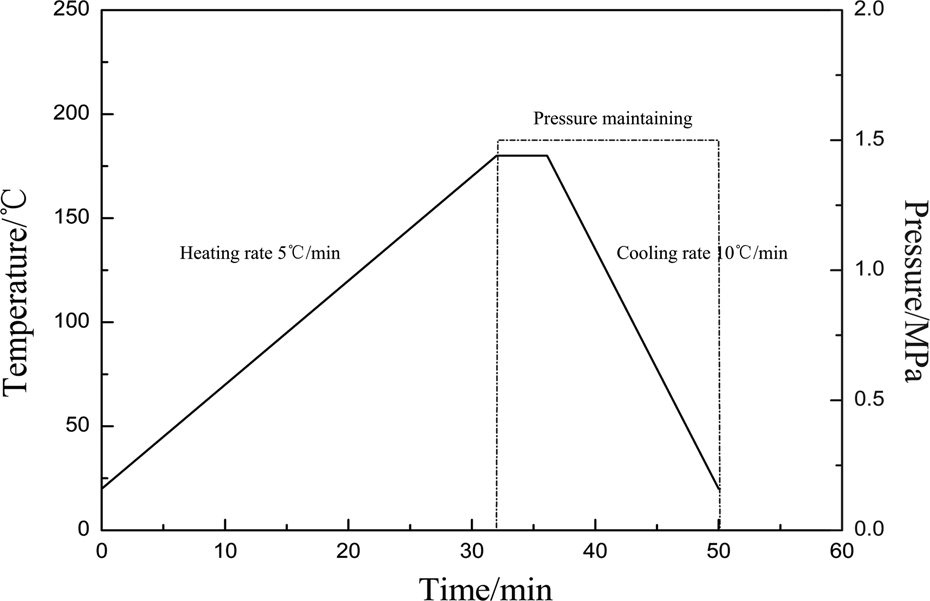
The curing process curve of E-Glass fiber/ polypropylene (E-GF/PP) prepreg.
AFP manufacturing assisted by ultrasonic vibration
Unlike the well-established hot-pressing process, there are a multitude of processing variables involved in the UAFP process including (a) ultrasonic frequency f z, (b) ultrasonic amplitude A, (c) layup pressure P, and (d) layup speed v. High frequency and low amplitude are always used to achieve adequate interface bonding. The ultrasonic frequency depends on the transducer and therefore the ultrasonic frequency f z in this article was fixed to 40 KHz. Flat panels were produced using UAFP as shown in Figure 3 with different parameters.
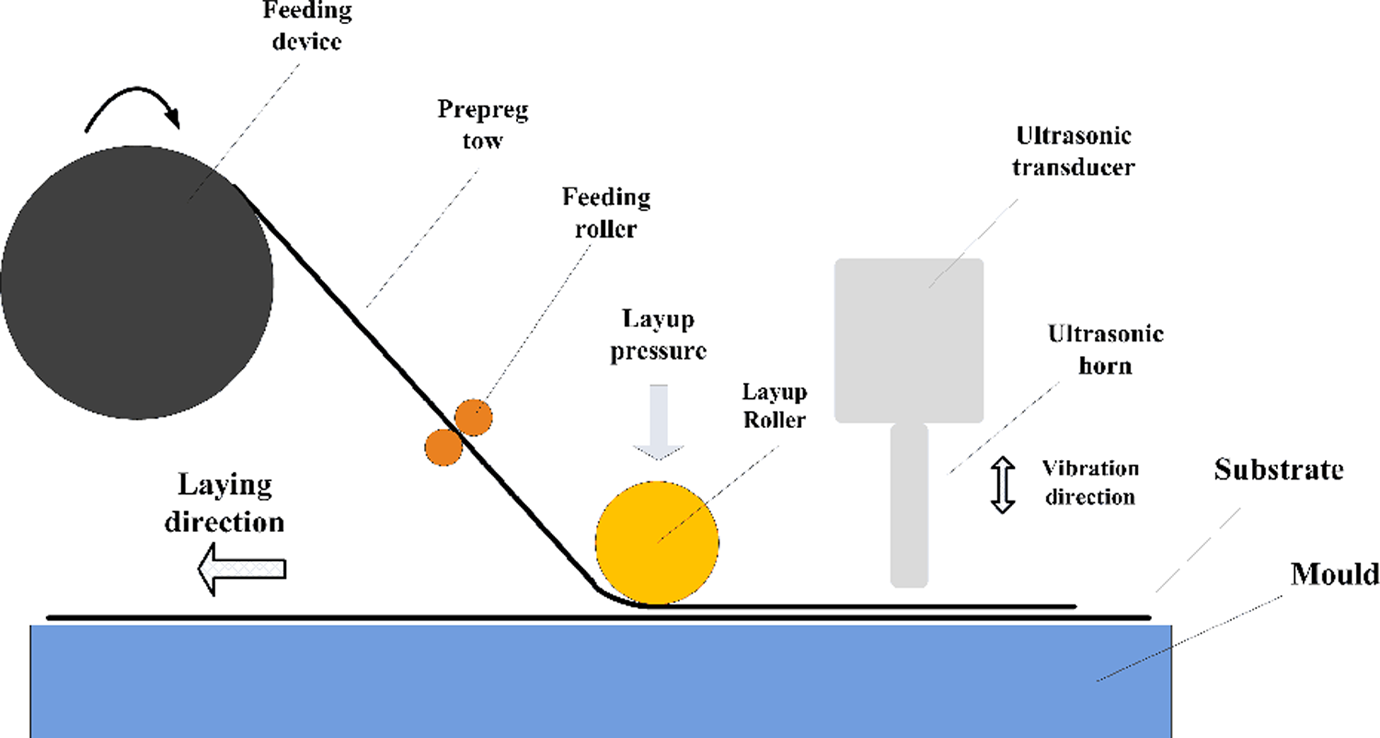
Ultrasonic vibration heating–assisted AFP system. AFP: automated fiber placement.
The process of the UAFP is shown in Figure 3: (1) the thermoplastic prepreg tow is first dragged out from the tray through the feeding device; (2) the tow is laid down on the mold surface along the trajectory under the action of roller; (3) the ultrasonic horn generates heat and pressure on the prepreg and forms an adequate bonding continuously until the formation of the total component. To reduce the frictional resistance between horn and prepreg, the head of ultrasonic horn is designed as segment of a circle. Specimens produced by UAFP were extracted using a water-jet cutting system.
Degree of crystallinity measurement
The methods of the degree of crystallinity measurement include the DSC, density measurement, X-ray diffraction, and IR. 19 –21 The DSC method was chosen in this article.
The heat flow curves were gained by DSC 200 F3 differential scanning calorimetry (NETZSCH, Germany). The testing temperature ranged from 30°C to 300°C with a temperature ramping rate of 10°C /min at the atmosphere of nitrogen and the weight of the sample was 10 ± 0.5 mg.
Due to the two different crystal types of polypropylene α and β, two melting peaks exist in the DSC heat flow curve. The melting enthalpy was calculated by integrating the peak area. The degree of crystallinity χ c and the relative content of β type K β are


where ΔH
α
and ΔH
β
are the integral area of melting peak of specimen, respectively;
Mechanical characterization
Short-beam shear strength
To carry out the ILSS test, the ASTM D 2344 standard test method was used and each method has six specimens. The short-beam shear (three-point bending) test was conducted on an electronic universal testing machine with a 5KN load cell at a cross-head speed of 1 mm/min. Span to thickness ratio was maintained at 5. The ILSS τ s was calculated from the classical beam equation given below:

where P s is the maximum force of measured load (N); b is the width of the specimen (mm); h is the thickness of the specimen (mm).
Double cantilever beam test
The double cantilever beam (DCB) specimen, employed for studying the interlaminar fracture toughness expressed in terms of critical strain energy release rate (G IC), is very sensitive to the matrix crystalline as well as the fiber–matrix interface in composite laminates. Quasi-static mode I interlaminar toughness tests were performed according to the ASTM D 5528 standard test method on a computer-controlled SANS mechanical testing machine. The laminated beam was stacked in [0]10 with a thickness of 3 mm and 180 mm in length, 25 mm in width, and each method has six specimens. A polyimide film, 50 µm thick and 50 mm long, was inserted between the upper and lower beams to create an initial crack. Two T-shaped tabs were glued to the top and bottom surfaces of the laminates and were mounted on grips with a cross-head speed of 2 mm/min. The load versus displacement curves were recorded during the tests.
Un-notched pendulum impact test
The un-notched impact test was conducted on the XJ-300A free beam pendulum impact testing machine with the span of 70 mm according to the ASTM D 3420 standard test method. The dimensions of impact specimens are 6 mm × 15 mm × 120 mm, and each method has six specimens. The impact toughness K is calculated by equation (4).

where M is the mass of pendulum (kg); H 1 and H 2 are the height of pendulum before and after impact, respectively (mm).
Results and discussion
Optimization of parameters with ultrasonic vibration–assisted AFP
Mechanism analysis of the interfacial bonding during UAFP
According to the bonding mechanism of the thermoplastic composites, the interfacial bonding strength is determined by the degree of autohesion. During the process of autohesion, the diffusion of the molecular chain occurs. Thus, the interfacial bonding would be enhanced due to the more close contact and the numbers of entanglement. 23 –26
The relationship between tensile strength of the interface S and the bonding time t could be expressed by the following equation, and the degree of autohesion D AU is defined 27 by

where S ∞ is the absolute tensile strength of the bonding interface (MPa); T r is the autohesion time (s); k is a parameter related to the type of resin (s−1/4); t c is the contact time at specific temperature (s); a T is the shift factor of Williams–Landel–Ferry (WLF) equation.
Then we can acquire the contact time at any temperature which is needed to achieve absolute interfacial bonding

From the above equation, it is found that t c is proportional to the viscosity of matrix resin which is related to the temperature of thermoplastic resin heated by the ultrasonic vibration.
The main mechanism of the conversion from mechanical energy to the thermal energy was proven to be the internal friction caused by the viscosity of resin. 26,28 The conversion efficiency can be measured by the characteristic parameter of the dynamic mechanical analysis (DMA) test—loss modulus E″. The thermoplastic resin PP is supposed to satisfy the viscoelastic Kelvin-solid model. When the strain of material point varies sinusoidally, the average heat production rate Q avg in a single cycle can be calculated by

where α is the loss angle; ω is the frequency of ultrasonic vibration (s−1); E″ is the loss modulus (MPa); ε 0 is the amplitude of the strain and depends on the ultrasonic amplitude A.
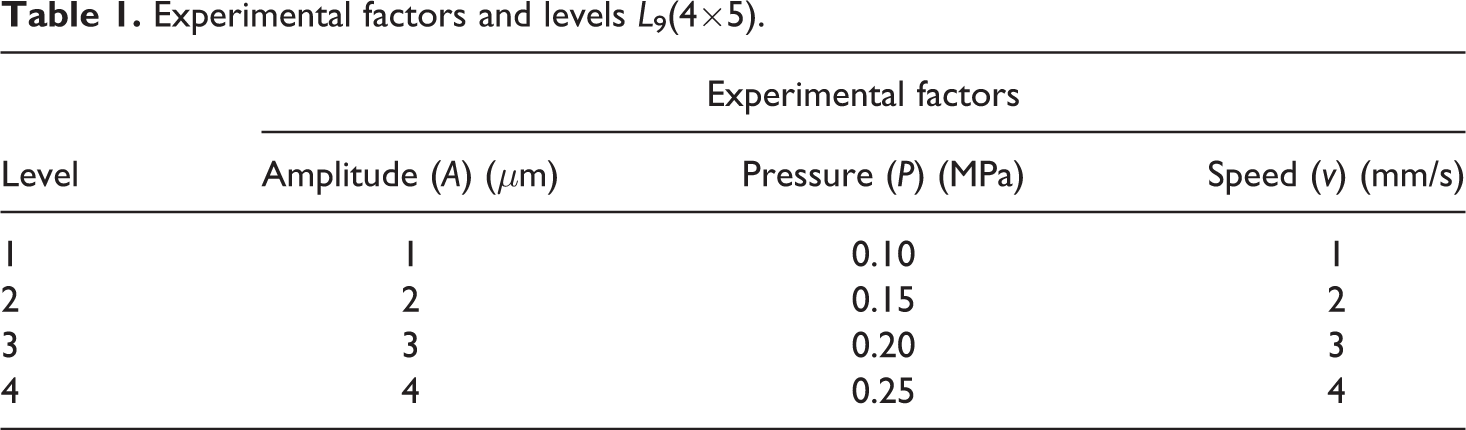
The ultrasonic vibration parameters would affect the heating efficiency and then influence the layup temperature so as the autohesion. Due to the higher viscosity and shorter contact time compared to the thermoset resins and hot-press method, the autohesion time should be taken into consideration. Therefore, it is necessary to study the bonding condition between the interfaces during the ultrasonic heating process. In this article, the ILSS τ s is utilized to represent the bonding condition and an orthogonal test is designed to study the sensitivity of ultrasonic pressure P, ultrasonic amplitude A, and layup speed v for the laying quality and determine the optimal process parameters of E-GF/PP prepreg. The number of levels is selected for four levels and the parameters are shown in Table 1.
Experimental factors and levels L 9(4×5).
According to the orthogonal test design method, three factors at four levels L 16(4 × 5) need 16 groups of independent trial and each trial represents a process parameter combination. The results of the ILSS are shown in Table 2, where k i represents the average ILSS of each factor at the same level and range R indicates the amplitude of variation of each factor at different levels. A larger R represents the greater effect of the factor on the test index (ILSS). According to Table 2, RA > Rv > Rp , namely the ultrasonic amplitude A has the most significant influence on the ILSS, whereas the layup speed v matters less. The effect of the ultrasonic pressure p on the interfacial bonding is the least.
Orthogonal test results and range analysis.
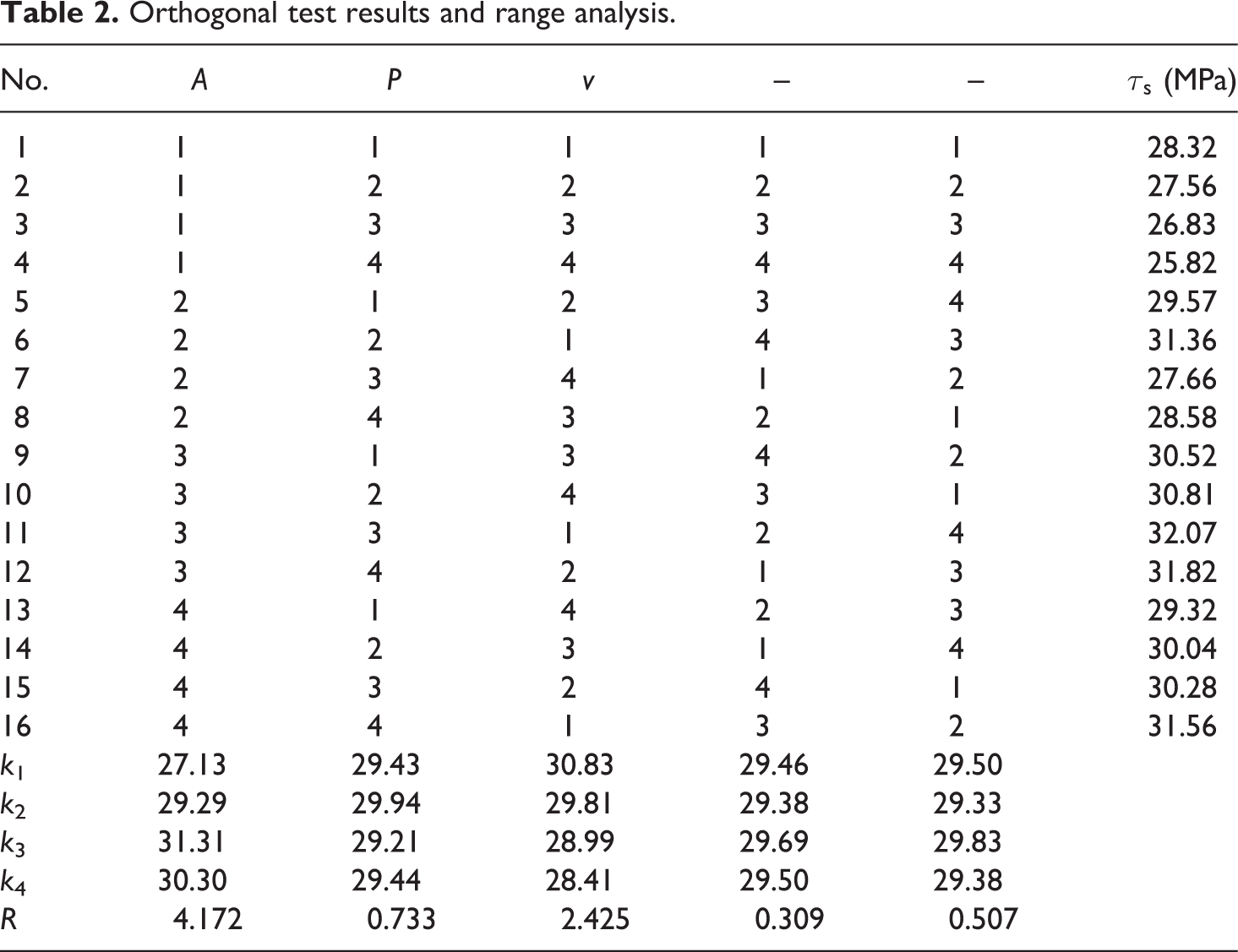
It is shown that the heating efficiency of the ultrasonic vibration mainly depends on the ultrasonic amplitude A. With the increment of the amplitude, the matrix resin PP could be heated to its melting point T m more quickly in the same processing time, which is beneficial to the initial contact and autohesion. Layup speed v determined the time of ultrasonic vibration, diffusion across the interface, and the mutual entanglement of macromolecular chain. The interfacial bonding condition can be enhanced by reducing the layup speed on the basis of acceptable efficiency. The ultrasonic pressure P acts on driving the flow of the resin. When the semicrystalline polypropylene is heated to its melting point T m, the viscosity would drop rapidly and resume a good fluidity, and consequently the effect of ultrasonic pressure P is much smaller than the other two factors. According to the results of the orthogonal tests, the optimal process parameters of the E-glass/PP prepreg with the UAFP in A3P2v1, namely the ultrasonic amplitude, ultrasonic pressure, and layup speed, are 3 μm, 0.15 MPa, and 1 mm/s, respectively.
Comparison of the crystallization behavior
Figure 4 is the DSC heat flow of specimens manufactured by UAFP and hot-press. It can be seen that there exist two endothermic peaks corresponding to the melting of two different crystal types of polypropylene. The total degree of crystallinity χ t and the relative content of β type were calculated by the integral curve of endothermic peak as equations (1) and (2). The result shown in Table 3 indicates that the degree of crystallinity of the UAFP specimens is only 38.5% which is lower than the hot-press ones, whereas the relative content of β type basically coincides.
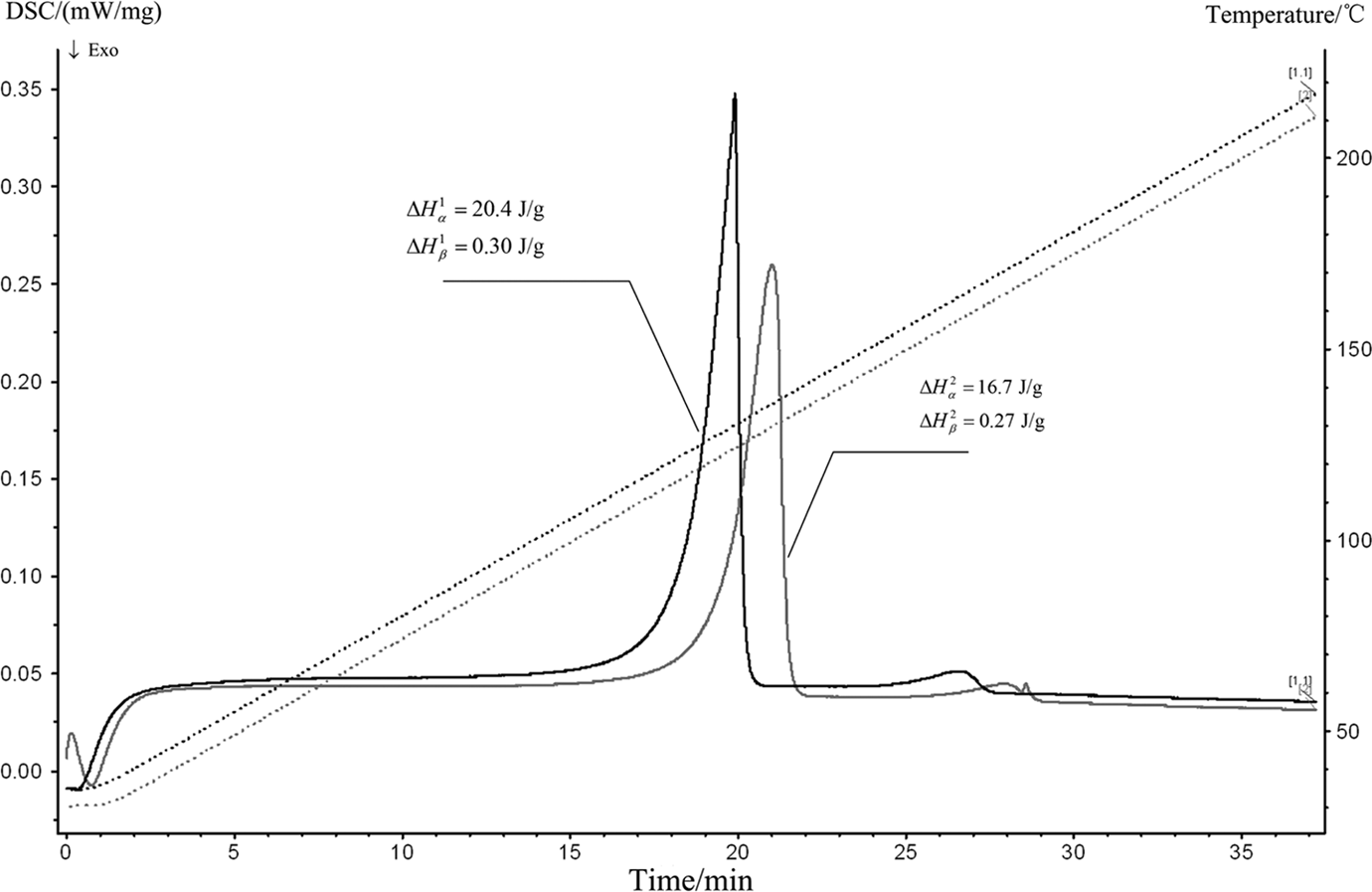
The DSC heat flow of the specimens (1. hot-press; 2. UAFP). DSC: differential scanning calorimetry; UAFP: ultrasonic vibration–assisted automated fiber placement.
Results of the crystallization measurement.
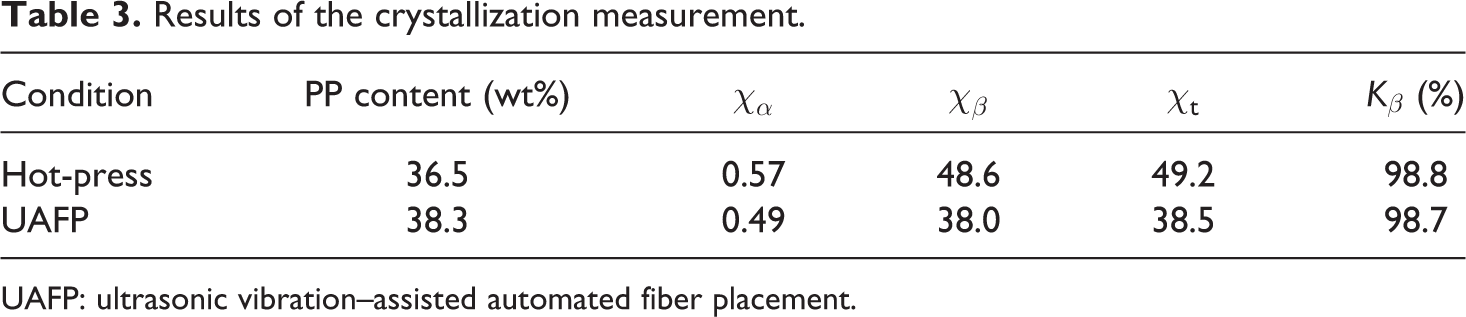
UAFP: ultrasonic vibration–assisted automated fiber placement.
In order to reveal the reason for the lower degree of crystallinity, the cooling rate of UAFP specimens was measured by an infrared thermal imaging and shown in Figure 5. The temperature–time curve was recorded automatically with the 30 fps sampling frequency. The infrared camera was fixed in the Y-axial direction and perpendicular to the observing plane Oxz. The temperature variation of the prepregs’ Oxz surface was captured by the infrared camera during the whole processing time, including the ultrasonic vibration heating process and the cooling process.
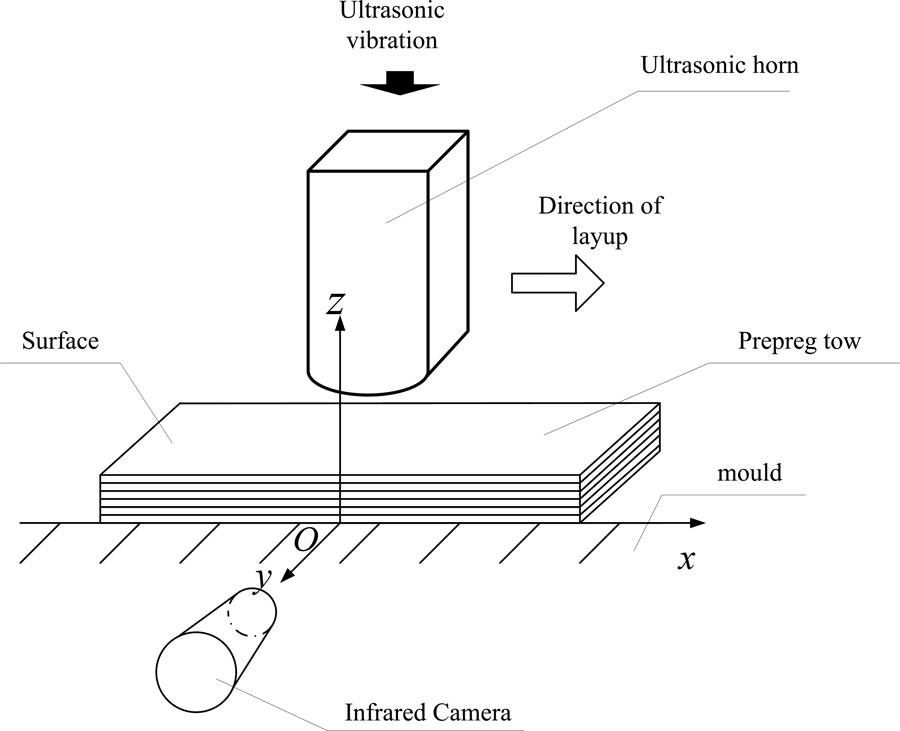
Illustration of the infrared temperature measurement.
The temperature distribution images of the prepregs with different cooling times were shown in Figure 6. The major heating zone is focused near the surface which is contacted with the ultrasonic horn. This is because the interface between prepreg and the layup mold or the prepregs which are laid down is heated by the frictional effect caused by high-frequency vibration. 29 After the completion of heating, the prepregs were cooled. When the cooling time reaches 10 s, the total area temperature drops to the melting temperature of polypropylene (approximately to 180°C) and recrystallization starts. The temperature range of the recrystallization of polypropylene is from 140°C to 180°C, and the optimal cooling rate is 10°C/min (provided by the supplier of prepreg). The higher cooling rate would affect the degree of crystallinity and crystallite dimension, consequently influencing the mechanical properties.
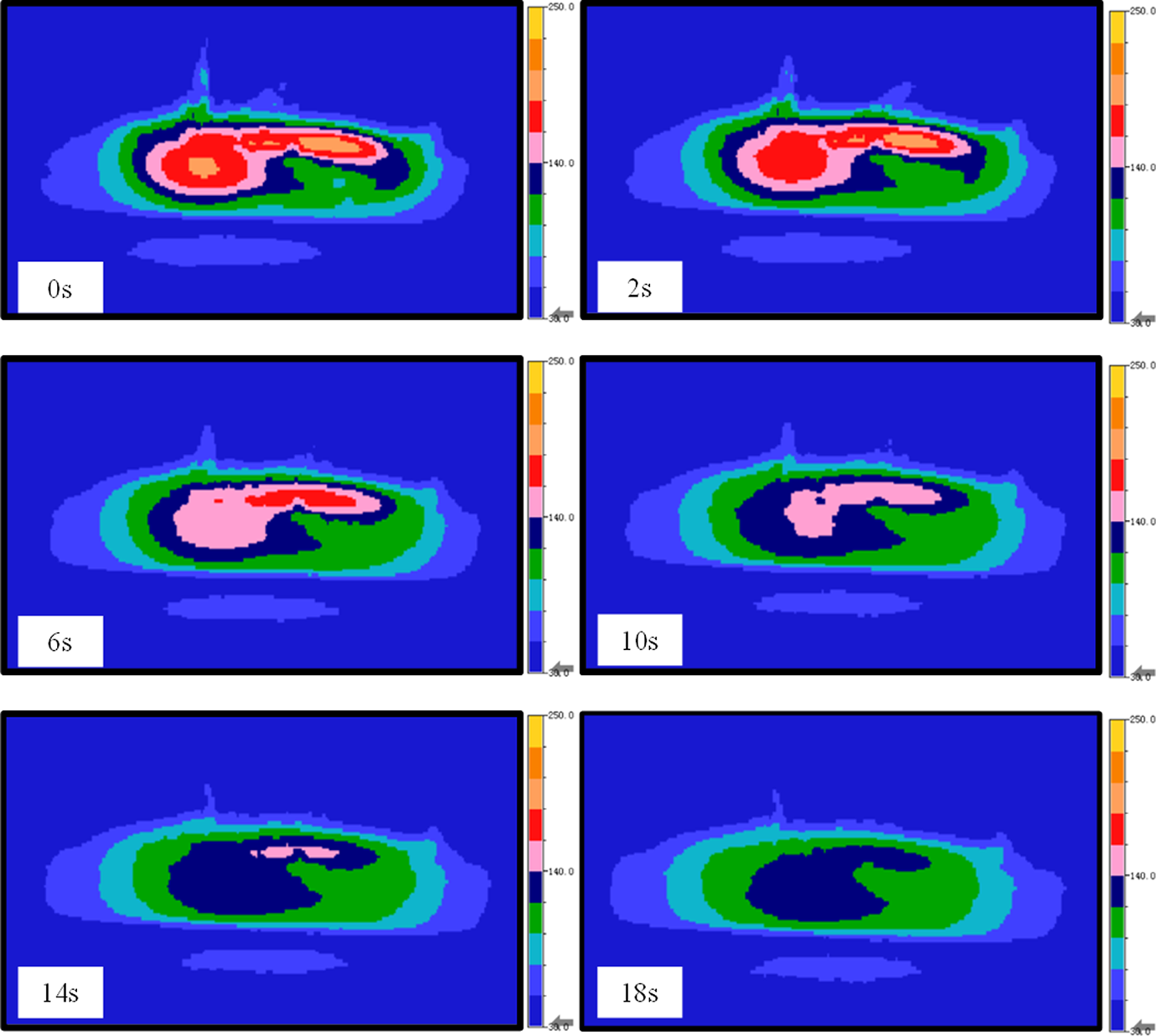
Temperature distribution of the UAFP specimens with different cooling times by IR imaging. UAFP: ultrasonic vibration–assisted automated fiber placement; IR: infrared radiation.
The curve of temperature and cooling time of prepregs was shown in Figure 7, and the cooling rate was calculated by differential on cooling time. When the temperature drops from 180°C to 140°C, the range of cooling rate is from 9.8°C to 14.3°C/min and is higher than the optimal cooling rate of hot-press (10°C/min). This explains the lower degree of crystallinity of the UAFP specimen. 30
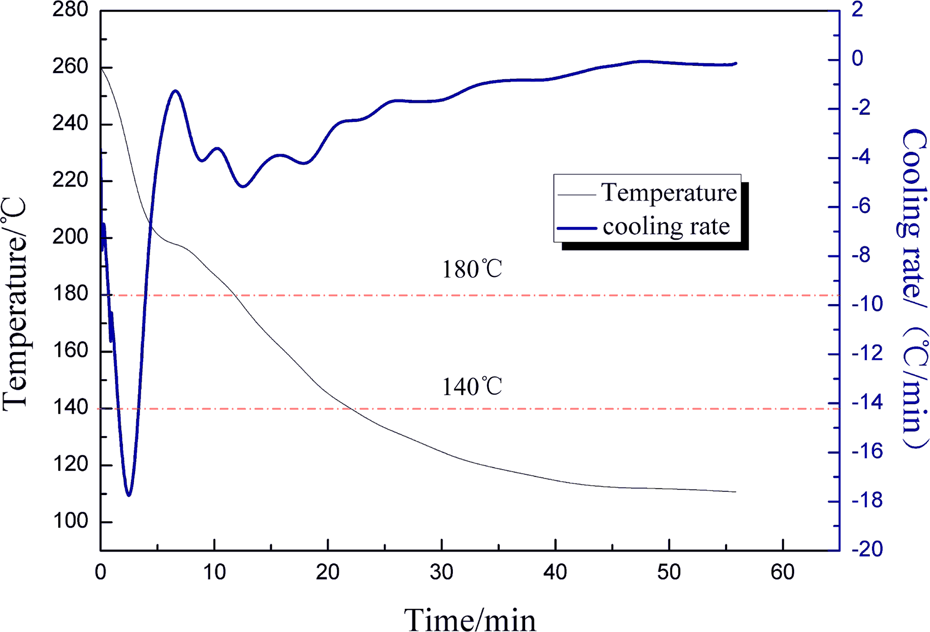
Temperature and cooling rate versus cooling time curve of UAFP specimens. UAFP: ultrasonic vibration–assisted automated fiber placement.
Comparison of the mechanical properties
With the optimal parameters through orthogonal test, there were three plates. The mechanical properties were compared with the hot-press by short-beam shear test, double cantilever beam test, and pendulum impact test.
Interlaminar shear strength
The resisting ability of the UAFP-processed material to mode II shear crack was evaluated using the ILSS test. In this test, delamination was expected to generate at mid-laminate interface due to the inter-ply shear stress. The UAFP-manufactured specimens performed similarly with the hot-pressed specimens. The relationship between the maximum interlaminar shear stress and the cross-head displacement of specimens manufactured by UAFP (solid line) and hot-pressing (dotted line) is shown in Figure 8, and the experimental results are listed in Table 4. As can be seen from the curves, the interlaminar shear stress increases linearly with the increment of the cross-head displacement. Then the slope of the curve flattens until the peak value is approached. Finally, the load starts to drop along with the initiation and propagation of interlaminar crack. The specimens manufactured by the hot-pressing are tested as the baseline and compared with those by UAFP. The experimental results of the ILSS show that with the optimization of the processing parameters, the ILSS of the UAFP specimens are at the same level with the reference samples.
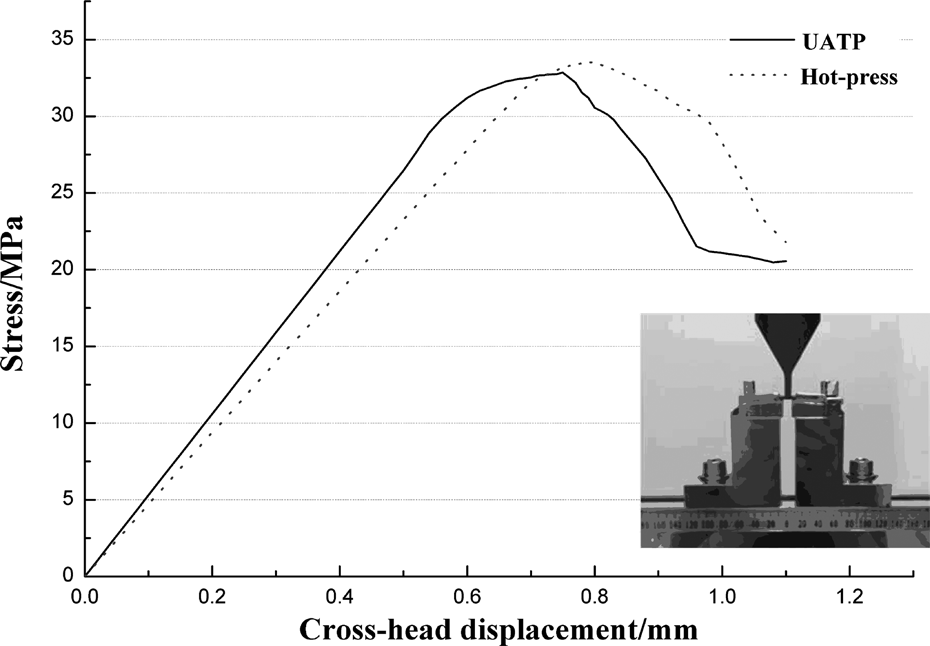
Interlaminar shear stress versus cross-head displacement for representative UAFP and hot-press ILSS specimens. UAFP: ultrasonic vibration–assisted automated fiber placement; ILSS: interlaminar shear strength.
Result of the short-beam shear test.
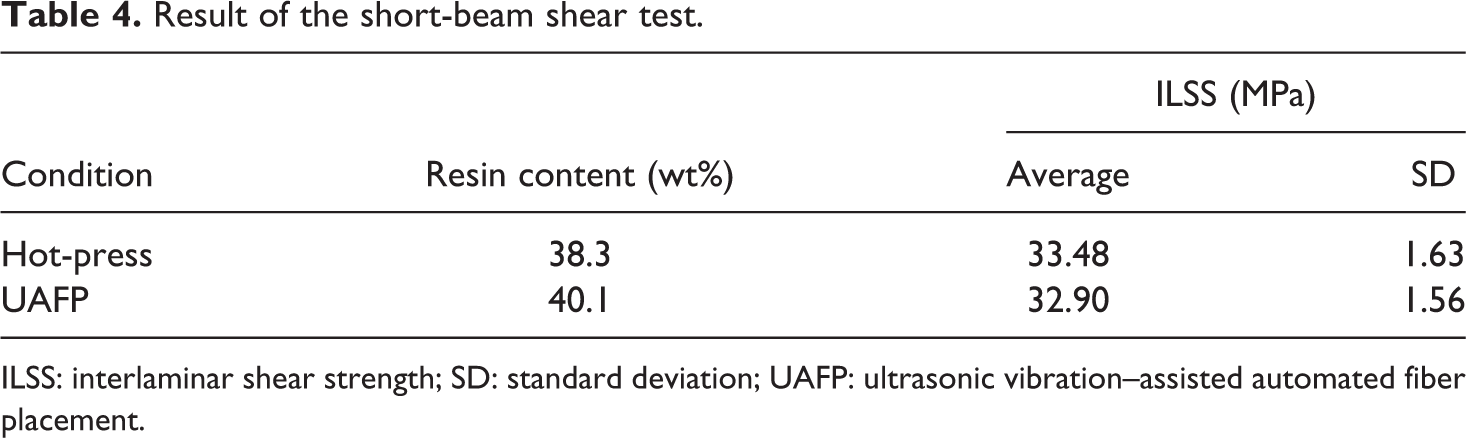
ILSS: interlaminar shear strength; SD: standard deviation; UAFP: ultrasonic vibration–assisted automated fiber placement.
Mode I interlaminar fracture toughness G IC
Crack propagation tests performed employing DCB specimens lead to a crack resistance curve (R-curve) behavior, characterized by two values of interlaminar fracture toughness: the strain energy release rate at the onset of crack propagation, G IC, onset, and the strain energy release rate at the crack propagation plateau, G IC, prop.
Three different values of G IC, onset are defined in the ASTM D 5528: NL, VIS, and 5%/max. The value of the NL point is the minimum and always recommended as the delamination damage criterion of the laminated composite materials. In this article, the value of the NL point was selected as the strain energy release rate at the onset of crack propagation, G IC, NL, and determined by the Irwin–Kies equation:

where P c is the critical load at the onset of crack propagation and can be obtained from the deflection from linearity in the load versus displacement curve, while a is given by derivation of the empirical expression for C in equation (9).
An experimental compliance C calibration curve was then established from a semi-empirical equation of following form:

where m is obtained from a linear regression of the experimental C versus a 3 curve.
The critical strain energy release rate at the onset of crack propagation G IC, prop was determined from the following equation:

where P is the recorded load, N; δ is the crack-open displacement, mm; b is the width of the specimen, mm; the Δ-value represents the correction factor of the crack length a. The extrapolation of a linear fit of the cube root of the load line compliance (δ/P)1/3 versus crack length plot hits the x-axis. The intercept between this point of intersection and the ordinate is defined as the Δ-value.
The fracture toughness values of the onset of crack propagation, G IC, NL , and the strain energy release rate at the crack propagation plateau for the hot-press and UAFP specimens are listed in Table 5, whereas the R-curve of the specimens is shown in Figure 9. The comparison between the G IC versus crack length a of the specimens indicated that both the critical energy release rate and the strain energy release rate at the crack propagation plateau of the specimens manufactured by the UAFP are lower than those by hot-press. It was found that the average G IC, NL and G IC, prop of specimens with the UAFP was 785.2 J/m2 and 1204.2 J/m2 and the average G IC, NL and G IC, prop of the hot-press specimens reached up to 1180.4 J/m2 and 1925.7 J/m2, with a decline of 33.4% and 37.4%, respectively. The specimens manufactured with UAFP showed a poor performance on the interlaminar fracture toughness compared with the traditional hot-press process.
Result of the double cantilever beam test.
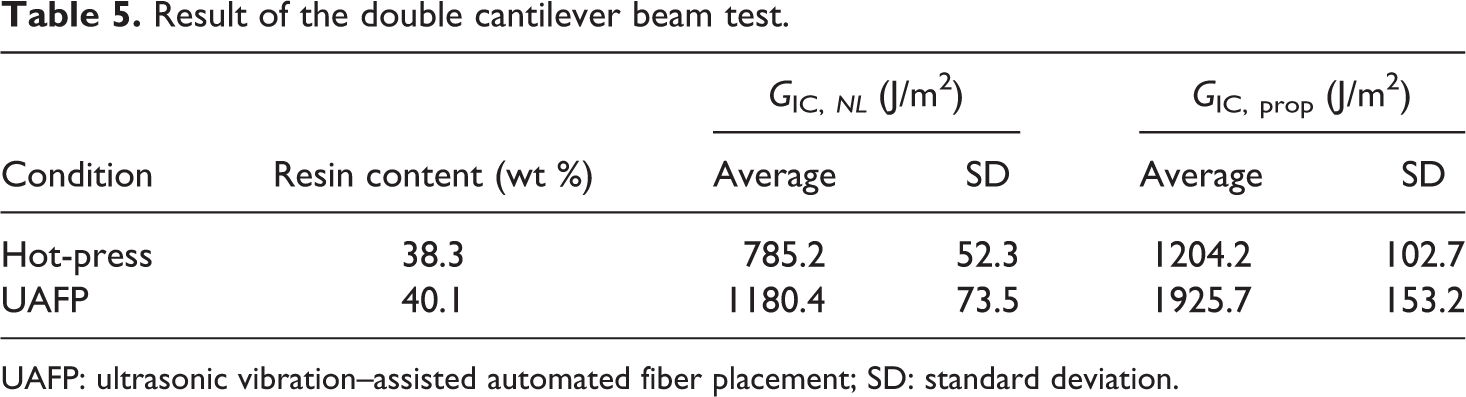
UAFP: ultrasonic vibration–assisted automated fiber placement; SD: standard deviation.
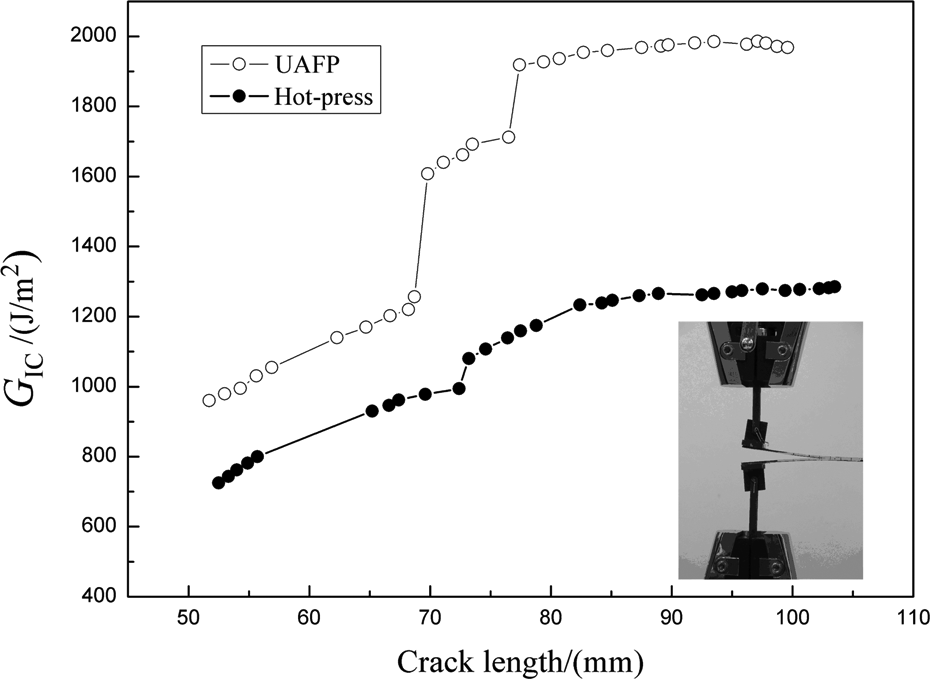
Delamination resistance curves of hot-press and UAFP process with DCB specimens under mode-I crack opening. UAFP: ultrasonic vibration–assisted automated fiber placement; DCB: Double cantilever beam test.
The fracture morphology of cracked surface of polished and etched E-GF/PP composite samples with different manufacturing processes are shown in Figure 10, and we could find that the cracked surface in UAFP specimens was rougher than those in hot-press and a nature of unstable growth of crack appeared. Fracture mainly occurs at the amorphous phase of the semicrystalline polymer, and with decreasing crystallinity, the spherulites get farther so that the amorphous phase in and between them becomes bigger, resulting in a higher degree of ductile deformation and thus a more ductile fracture. Therefore, more energy was consumed of the mode I crack propagation of the UAFP specimens and showed a higher mode I interlaminar fracture toughness.
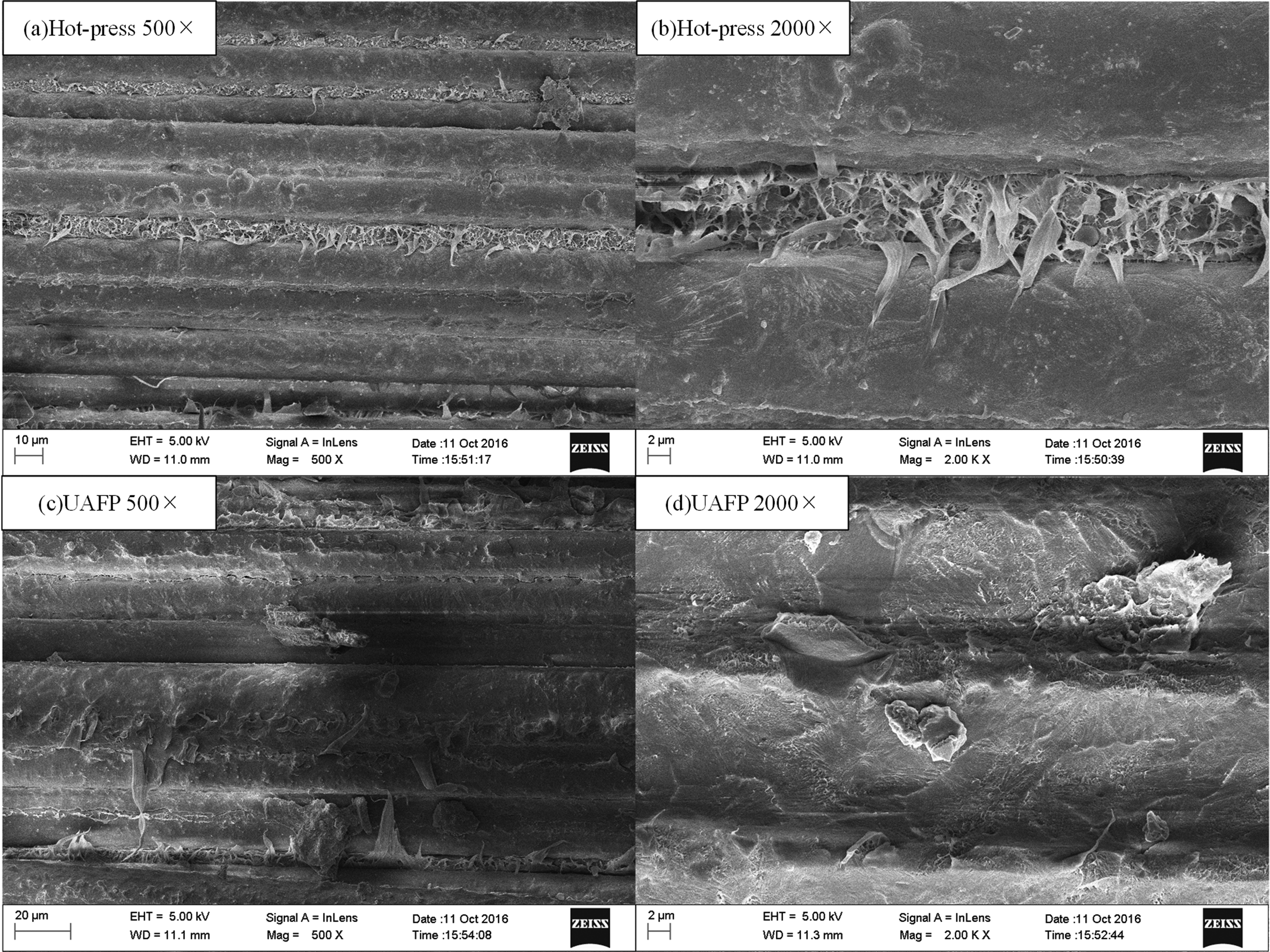
SEM of the fracture surface of the DCB specimens with UAFP and hot-press methods. SEM: scanning electron microscope; DCB: Double cantilever beam test; UAFP: ultrasonic vibration–assisted automated fiber placement.
Impact toughness
The results of the impact test are shown in Table 6 and Figure 11, and the impact toughness K of UAFP specimens is 2675.2 J/cm2 and is improved by 20.1% compared with those of hot-press ones. The impact toughness of semicrystalline thermoplastic composites is related to the crystallinity of matrix resin, spherulite size, and the interfacial bonding between fiber and resin. The existence of the amorphous phase presents a characteristic of ductile fracture with more energy absorption compared with the crystalline phase. Therefore, the specimens manufactured by UAFP show a better impact toughness. The scanning electron microscope (SEM) images of impact fractured surface shown in Figure 12 can further explain the difference in impact toughness. There exists significant difference in the fracture surface morphology: the fracture surface of the hot-press specimen exhibits brittle failure, and the breakage of fiber and PP resin occur simultaneously. Although obvious fiber pullout can be found in the morphology of the UAFP specimen, it suggests that when impact crack propagates across the fracture surface, the fiber is pulled out from the matrix resin and more impact energy would be consumed, consequently higher impact toughness was acquired.
Result of the un-notched pendulum impact test.
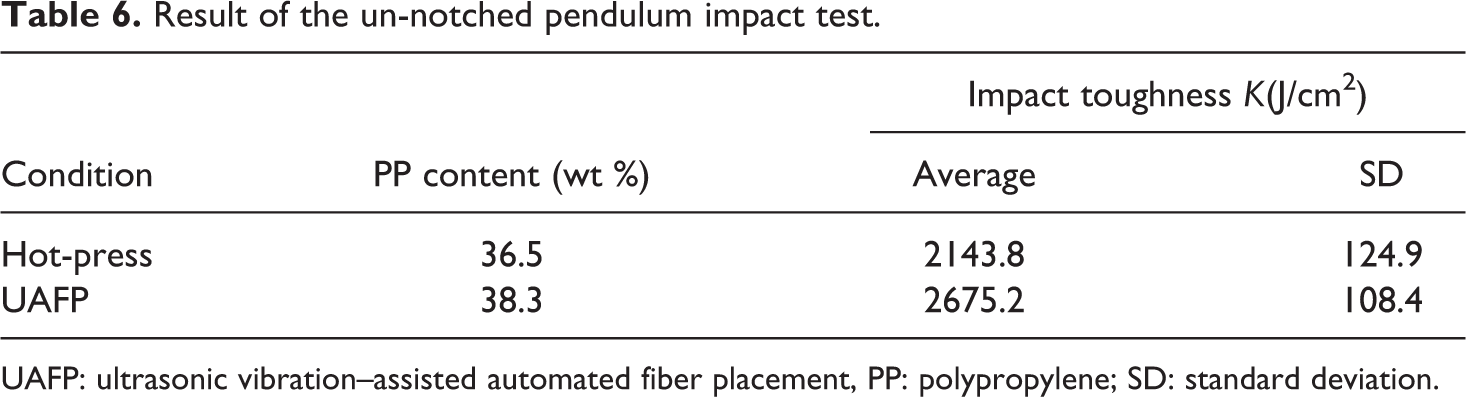
UAFP: ultrasonic vibration–assisted automated fiber placement, PP: polypropylene; SD: standard deviation.
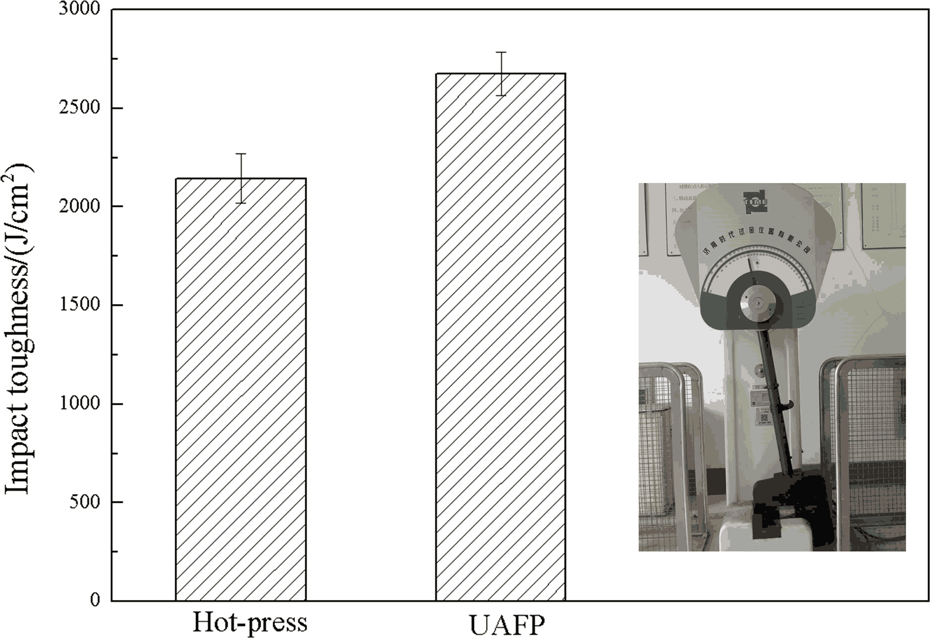
Comparison of the impact toughness of hot-press and UAFP process. UAFP: ultrasonic vibration–assisted automated fiber placement.
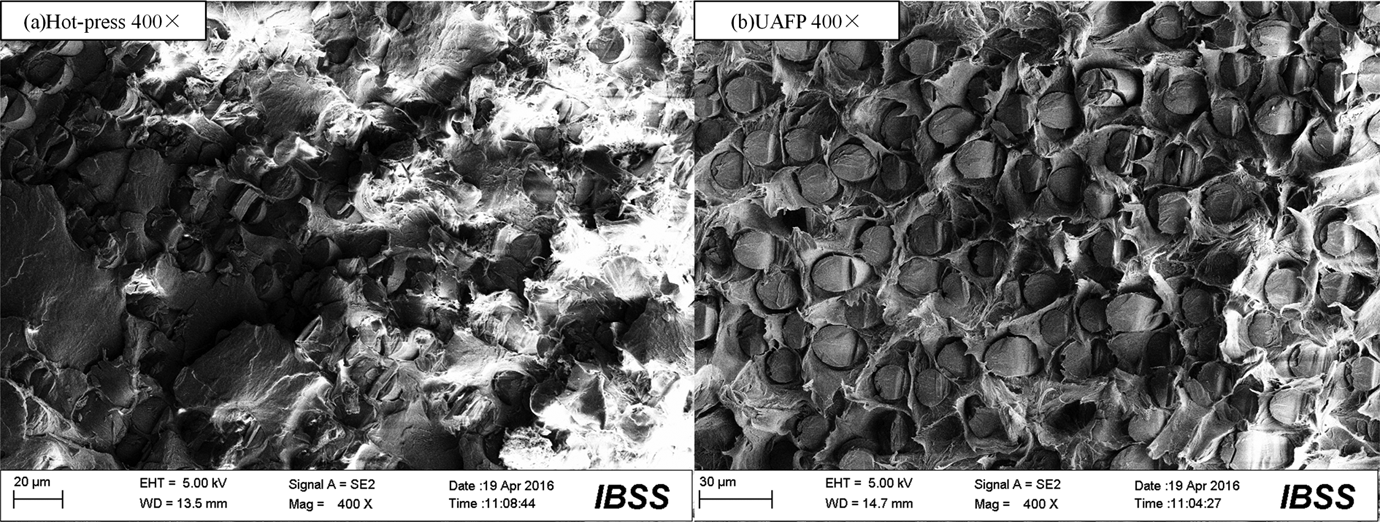
SEM observations of impact section morphology in the GF-PP composites with the UAFP and hot-press process. SEM: scanning electron microscope; GF-PP: glass fiber/polypropylene; UAFP: ultrasonic vibration–assisted automated fiber placement.
Conclusions
In this article, the optimal process parameters of the thermoplastic composites manufactured by ultrasonic vibration–assisted automated fiber placement were studied experimentally. The mechanical properties and crystallization behavior were compared with the hot-press process.
The parameters influencing the interfacial bonding mechanism with the ultrasonic vibration were obtained from the theoretical analysis. The ultrasonic frequency f z, ultrasonic amplitude A, layup pressure P, and layup speed v were the main UAFP parameters. The orthogonal test was designed to study the effect of UAFP parameters on the ILSS and the optimal process parameters were determined: the ultrasonic amplitude 3 μm, layup pressure 0.15 MPa, and speed 1 mm/s, respectively (the ultrasonic frequency was fixed at 40 kHz).
The crystallinity of specimens by UAFP and hot-press was compared by differential scanning calorimetry method. The results showed that the degree of crystallinity of UAFP specimens was only 38.5%, whereas the hot-press ones could reach to 49.2%. This is due to the extremely high cooling rate, and a method of second ultrasonic heating was utilized for heat preservation to ensure the crystallization.
Based on the optimal UAFP process, the mechanical properties of the UAFP and hot-press method were compared by the short-beam shear test, double cantilever beam test, and un-notched pendulum impact test. The experimental results indicated no obvious difference between the ILSS of laminates prepared by UAFP and hot-press. However, the critical strain energy release rate G IC and impact toughness K of specimens by UAFP are 59.9% and 20.1% higher than those by hot-press, respectively, due to the sensitivity of the matrix crystalline.
However, the critical strain energy release rate G IC of the specimens by UAFP is higher than those by hot-press due to the sensitivity of the matrix crystalline. And the impact toughness K of specimens by UAFP was 20% higher than those by hot-press.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by the National Basic Research Program of China (grant no: 2014CB046501), Priority Academic Program Development of Jiangsu Higher Education Institutions and the Fundamental Research Funds for the Central Universities (grant no: 3082615NS2015056).