
Abstract
Carbon fiber reinforced composites have attracted much attention for their excellent mechanical properties. Laser-assisted in-situ consolidation technology provides an important impetus for the development of the application of carbon fiber reinforced composites. In the process of laser-assisted in-situ consolidation, each process parameter has a different degree of influence on the final performance of the manufactured components, and the optimization of process parameters is the key to improving the quality of laser-assisted in-situ consolidation. In this paper, based on laser-assisted in-situ consolidation equipment, carbon fiber reinforced polyether ether ketone (CF/PEEK) prepreg tape was used as the raw material to prepare laminates. Experiments were designed according to the response surface method (RSM). With the interlaminar shear strength (ILSS) and porosity as the objective functions, a multivariate regression prediction model of laser heating temperature, consolidation force, and laying speed on the performance of molded components was established. The model was subjected to analysis of variance (ANOVA) and sensitivity analysis to verify its accuracy and reliability. The analysis results show that ILSS and porosity are most sensitive to heating temperature. Finally, with high ILSS and low porosity as the optimization objectives, the NSGA-II algorithm was used for multi-objective process parameter optimization, and the optimal process parameter solution was obtained: the ILSS is 62.8 MPa and the porosity is 2.28% under the consolidation force of 239 N, the laying speed of 20.4 mm/s, and the heating temperature of 427°C. The reliability of the optimal solution was proved experimentally.
Keywords
Introduction
Carbon fiber reinforced composites are high-performance materials with higher specific stiffness and specific strength than alloys such as steel and aluminum.1–3 They have a wide range of applications in aerospace, transportation, energy, and other fields.4–7 Their advantages are becoming more and more obvious with the demand for the development of equipment lightweighting. However, the application and development of carbon fiber reinforced composites in many fields are still limited by their production efficiency and cost.8,9 Laser-assisted in-situ consolidation technology can greatly reduce the production cost of carbon fiber composites due to its high efficiency, one-shot solidification molding, and no need for subsequent processing,10–13 which provides an effective impetus for expanding the application scope of carbon fiber reinforced composites.
In the process of laser-assisted in-situ consolidation, the surface resin of the upper and lower layers melts due to laser heating and flows under the consolidation force of the roller, achieving intimate contact between the layers. The contact interface undergoes fusion bonding, the polymer chains diffuse fully, and after cooling, solidification is formed. 11 As an important performance indicator of the components, the interlaminar shear strength (ILSS) mainly depends on the degree of intimate contact between the layers.14,15 The voids are formed due to the residual gases inside the resin and between the layers that are not discharged in time during the molding process, and the existence of voids will lead to stress concentration and reduce the mechanical properties of the molded parts. 16 Therefore, taking the ILSS and porosity as evaluation indicators to improve the performance of laser-assisted in-situ consolidation components of carbon fiber reinforced composites through the optimization of process parameters has become the focus of many researchers. Chen et al 17 investigated the effect of laser-assisted automatic fiber placement (AFP) processing parameters on the mechanical properties of CF/PPS composites, and found that the mechanical properties of the composites were dominated by the interlaminar void content rather than crystallinity. Their work fully illustrates the importance of porosity on mechanical properties. Different process parameters have various degrees of influence on performance. Srebrenkoska et al 18 determined that the effects of heating temperature and roller compaction force on the mechanical properties of carbon fiber composite components were much higher than the laser incidence angle through laser-assisted AFP experiments. To further investigate the effect of heating temperature and compaction force, Zhao et al 19 found that increasing the two parameters significantly improved the resin distribution on the surface of the composites, which in turn enhanced the mechanical properties of CF /PPS composites with laser-assisted AFP process. The combination of simulation and experimentation can better help to understand the mechanism of the influence of process parameters. Heider et al20,21 proposed an online optimization algorithm based on artificial neural networks for automated lay-up systems to predict material quality to calculate the required process setpoints, which can be optimized to increase productivity while maintaining the required minimum quality standards. Heathman et al 22 conducted a multi-physics finite element analysis to reveal the mechanism of controlling the void, crystallinity, and bonding in the in-situ consolidation process, and optimized the process parameters to achieve the ILSS of up to 60 MPa for CF/PAEK with low porosity and high crystallinity. Since the ILSS can reflect the mechanical properties of carbon fiber composite components more intuitively, most of the current research on the optimization of process parameters of laser-assisted in-situ consolidation mainly focuses on the single-objective optimization of the interlaminar shear strength, while there is little research on the multi-objective optimization of ILSS and porosity at the same time.
To simultaneously optimize the interlaminar shear strength and porosity of carbon fiber composite components, an integrated method combining response surface and NSGA-II is proposed in this paper. The RSM model is established based on the results of the Box-Benhnken designed laser-assisted in-situ consolidation experiment, and the Morris method is used to analyze the sensitivity of the objective function to each parameter. With the maximum ILSS and the minimum porosity as the goals, the three process parameters of consolidation force, laying speed, and heating temperature are optimized by multi-objective optimization. The best combination of process parameters is obtained in the Pareto optimal solution set and experimentally verified.
Experiment
Experimental methodology
The multi-objective optimization flowchart used in this study is shown in Figure 1(a). The optimization process includes two aspects: constructing the response surface model and solving the multi-objective problem using the NSGA-II algorithm. Firstly, the response surface method is used to establish an approximate model between the design variables and the objective function through experimental data. Secondly, the rationality of the model is determined by variance analysis (ANOVA). Finally, the NSGA-II algorithm is used to solve the optimization problem between the two objective functions. Flowchart of optimization scheme (a) Multi-objective optimization (b) NSGA II algorithm.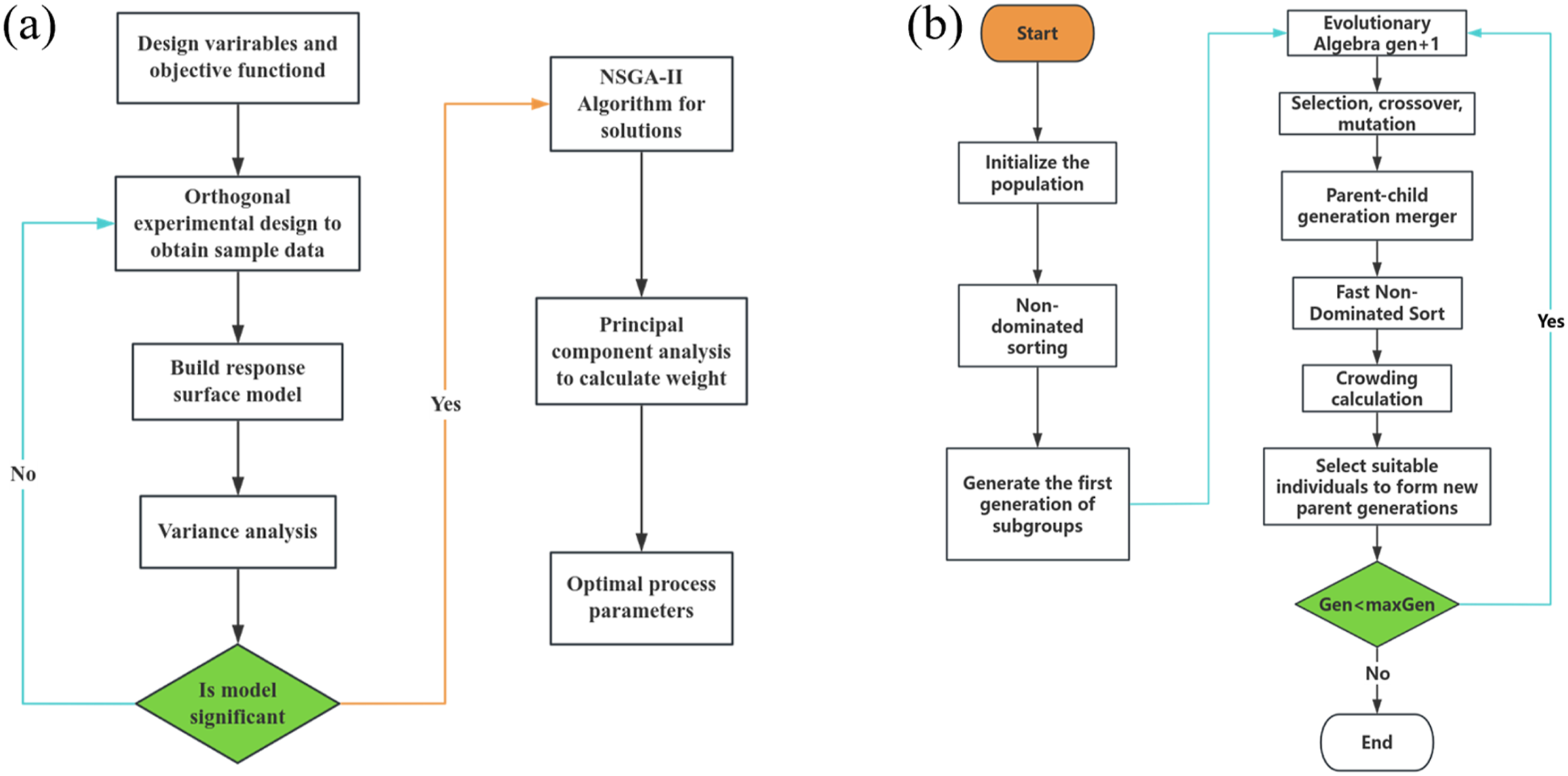
The purpose of the response surface method is to correlate the response metrics of laser in-situ consolidation with the process parameters in order to accurately predict the molding quality under different combinations of process parameters. In addition, the established RSM model can be used for subsequent optimization of the NAGS-II algorithm to obtain the solution of the population in an iterative process. For the laser in-situ consolidation process, linear, squared, and interaction terms are usually used to describe the relationship between the process parameter x and the response value y. The expression is as follows:

During the single-objective optimization process for ILSS and porosity respectively, certain mutual constraints may occur that make it difficult for both to reach the optimal level simultaneously. Therefore, it is necessary to focus on how to further optimize the process parameters under the premise of balancing the two objectives, so as to ensure that the ILSS and porosity converge to the optimal state simultaneously under the optimal combination of process parameters.
NSGA-II algorithm is used to solve the above multi-objective optimization problem, and its flow is shown in Figure 1(b). A set of nondominated solution sets can be obtained based on the selection of congestion distances and nondominated ordering, which must be satisfied by the nondominated set:

Materials and equipment
Physical properties of CF/PEEK.

The laser in-situ consolidation platform used for the experiments was developed independently by our laboratory, as shown in Figure 2(a). The laying head and laser are integrated and mounted on the arm of the KUKA robot. The 976 nm infrared semiconductor laser is supplied by Skyera Laser, which provides the heating temperature needed for molding. A flat-top laser was obtained using a combination of optical fiber and lens as in Figure 2(b) to ensure a more uniform temperature distribution in the heated area. Thermoplastic composites are highly sensitive to processing temperature, too high a temperature will lead to vaporization and degradation of the resin matrix; while too low a temperature will result in the resin not being able to melt completely, and the resin viscosity will be too high, affecting the intimate contacting process. Therefore, the heating temperature needs to be strictly controlled during the laser in-situ molding process. The heating temperature was obtained by simultaneously measuring the average temperature of the area around the nip point with an infrared camera and a temperature sensor. The infrared camera is provided by FLIR, and the temperature sensor is the online infrared temperature sensor of Wuxi Shio Company, with a temperature resolution of 0.1°Cand a repeatability of 0.5°C. The consolidation force was provided by an analog pressure-regulating hydraulic station. The proper consolidation force enables the composites to fit tightly between layers and reduces void defects. The laying speed affects the length of heating and consolidation time, which in turn affects the quality of interlayer bonding. To meet the sample standards provided in the experimental method of mechanical properties of carbon fiber composite laminate specimens, all the lay-up directions are 0°, the diameter of the roller is 47 mm, and the mold material is ordinary steel material. A double-sided adhesive PI film was pasted on the steel mold to fix the bottom prepreg tape on the mold. After lay-up molding, the laminate was cut and polished using a metal grinding and polishing machine to finally obtain the samples of the composite test standard, as shown in Figure 2(c). Experimental platform and samples (a) Laser-assisted in-situ consolidation experimental platform (b) Flat-top laser spot (c) CF/PEEK laminate test samples.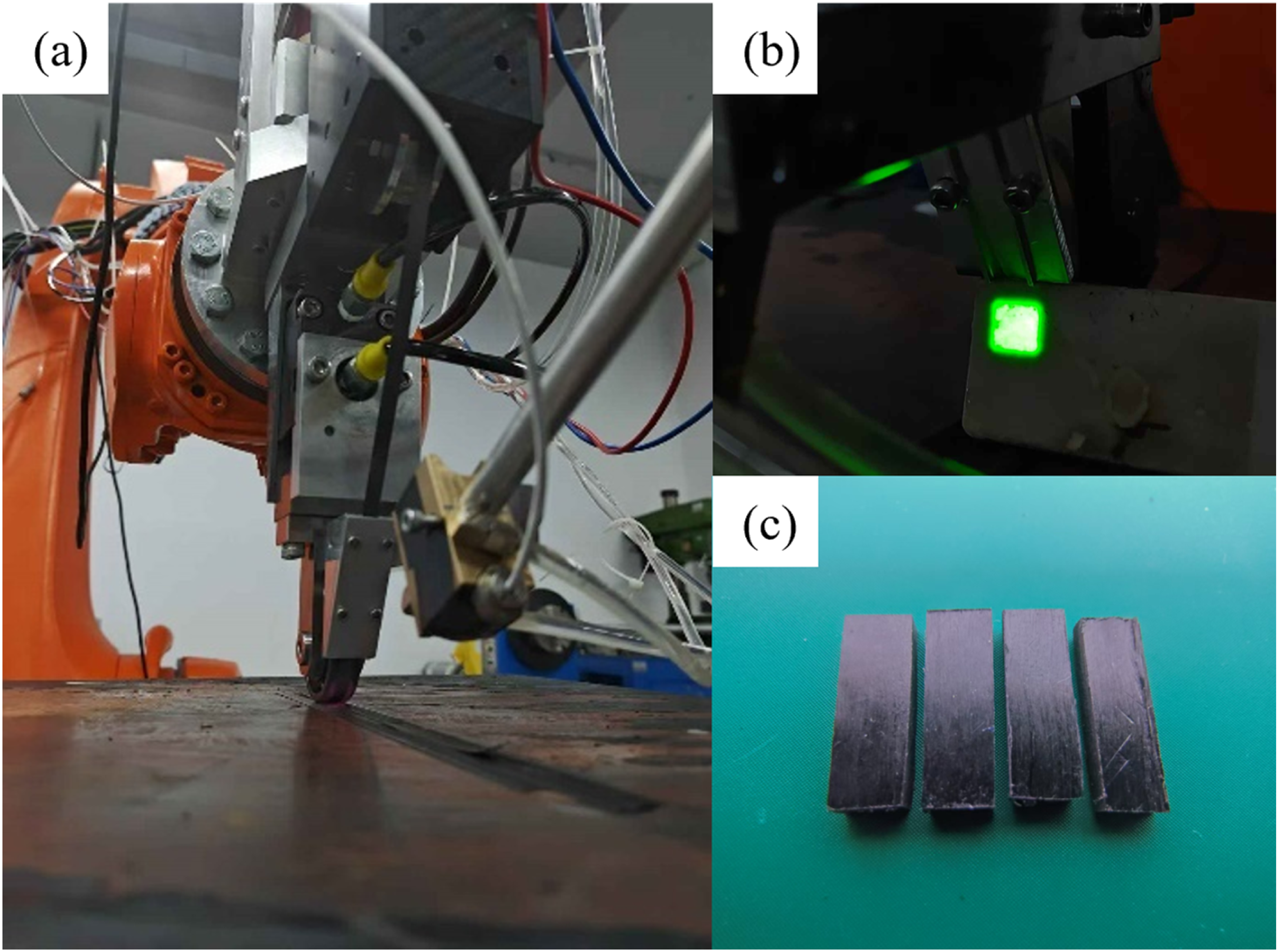
Test and characterization
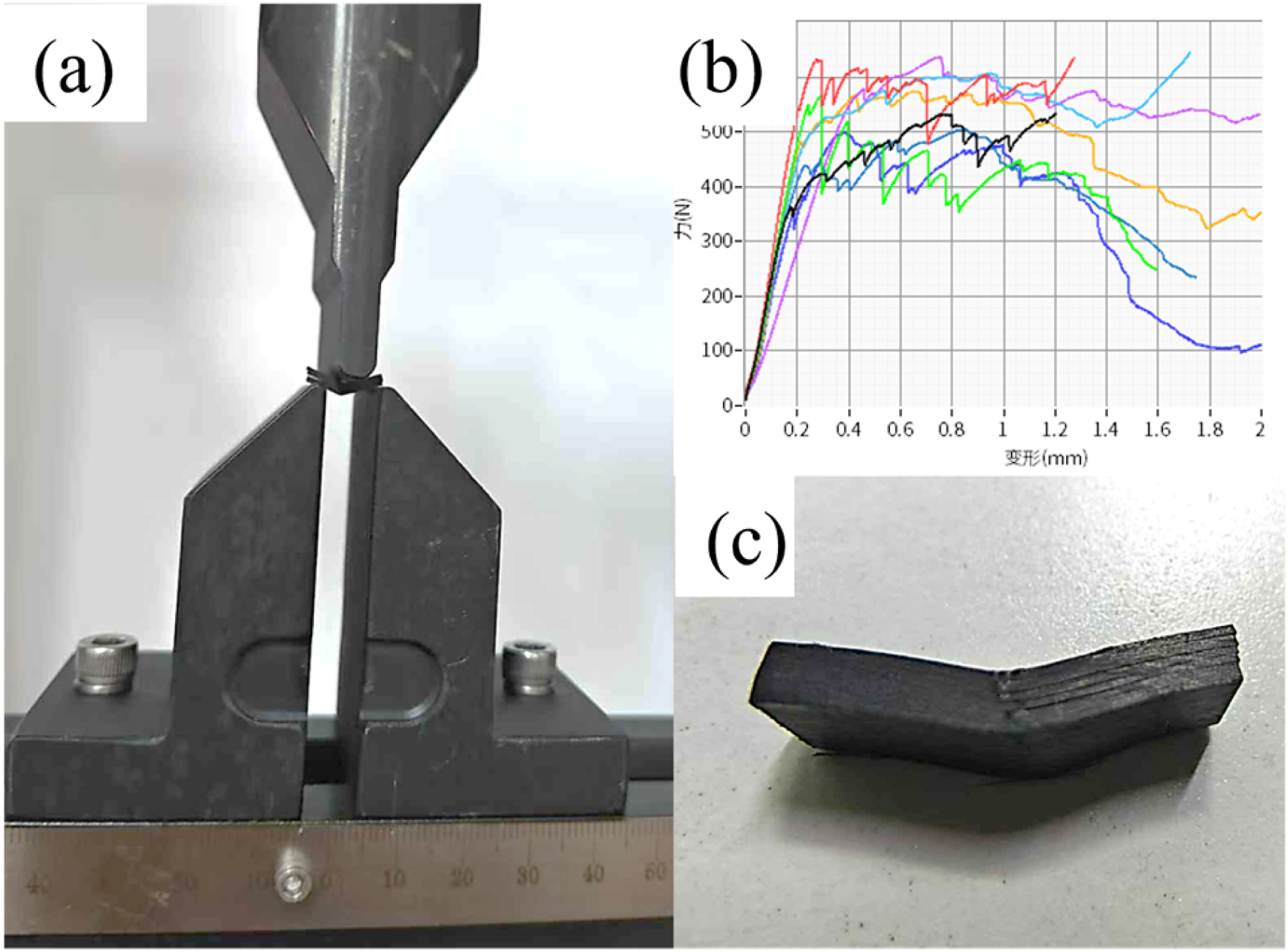
According to the standard test method of ASTM D2344 for the shear strength of polymer matrix composites and their laminate short beams, a universal testing machine of Lixian Technology Company was utilized to carry out the interlaminar shear strength test. The experimental test is shown in Figure 3. After the test starts, the loading head applies a load to the specimen at a uniform speed of 1.0 mm/min. When the displacement of the loading head exceeds the nominal thickness of the specimen or the load falls back by 30%, the test is stopped and the maximum load value is recorded. The interlaminar shear strength of the sample can be calculated by equation (3): Measurement of interlaminar shear strength by short beam method (a) experimental fixture (b) force-displacement diagram (c) specimen after damage.
The density measurement method was used to measure the porosity of CF/PEEK laminate samples whose surfaces had been abraded and polished using a fully automated true density and porosity analyzer from BSD Instrument Technology, and the average value of each set of test data was recorded.
Results and Discussion
Response surface modeling analysis
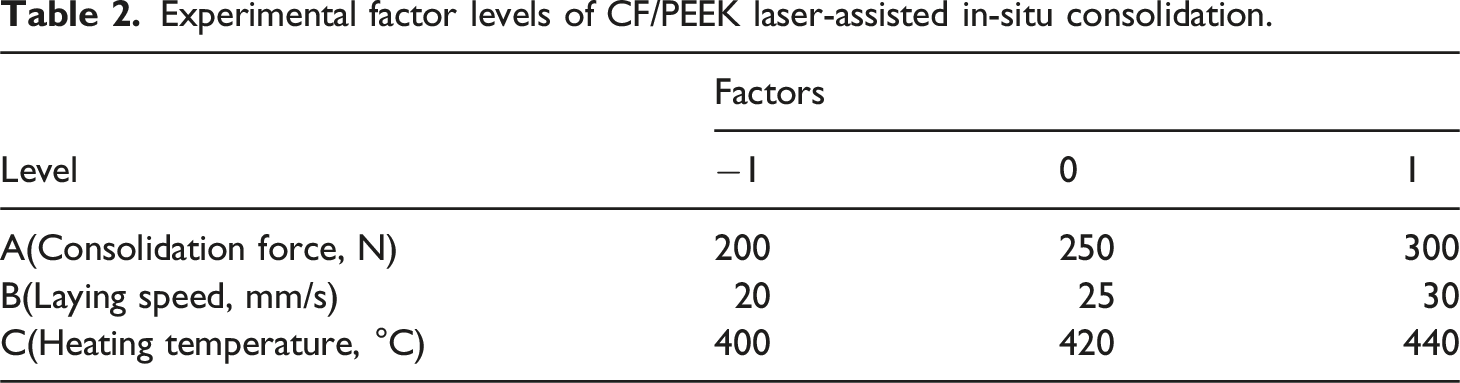
Experimental factor levels of CF/PEEK laser-assisted in-situ consolidation.


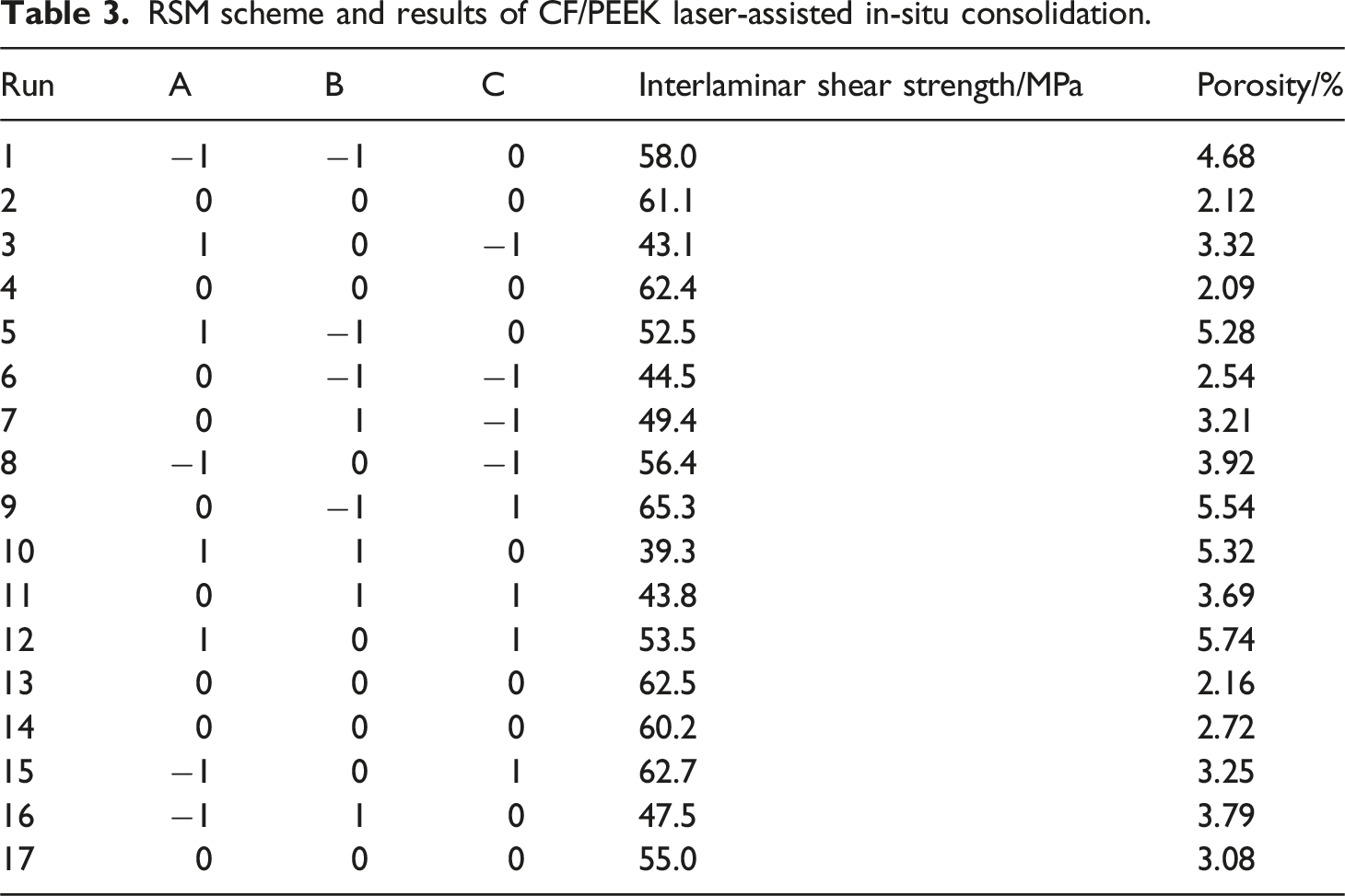
RSM scheme and results of CF/PEEK laser-assisted in-situ consolidation.
Analysis of variance (ANOVA) of the experimental results of ILSS.
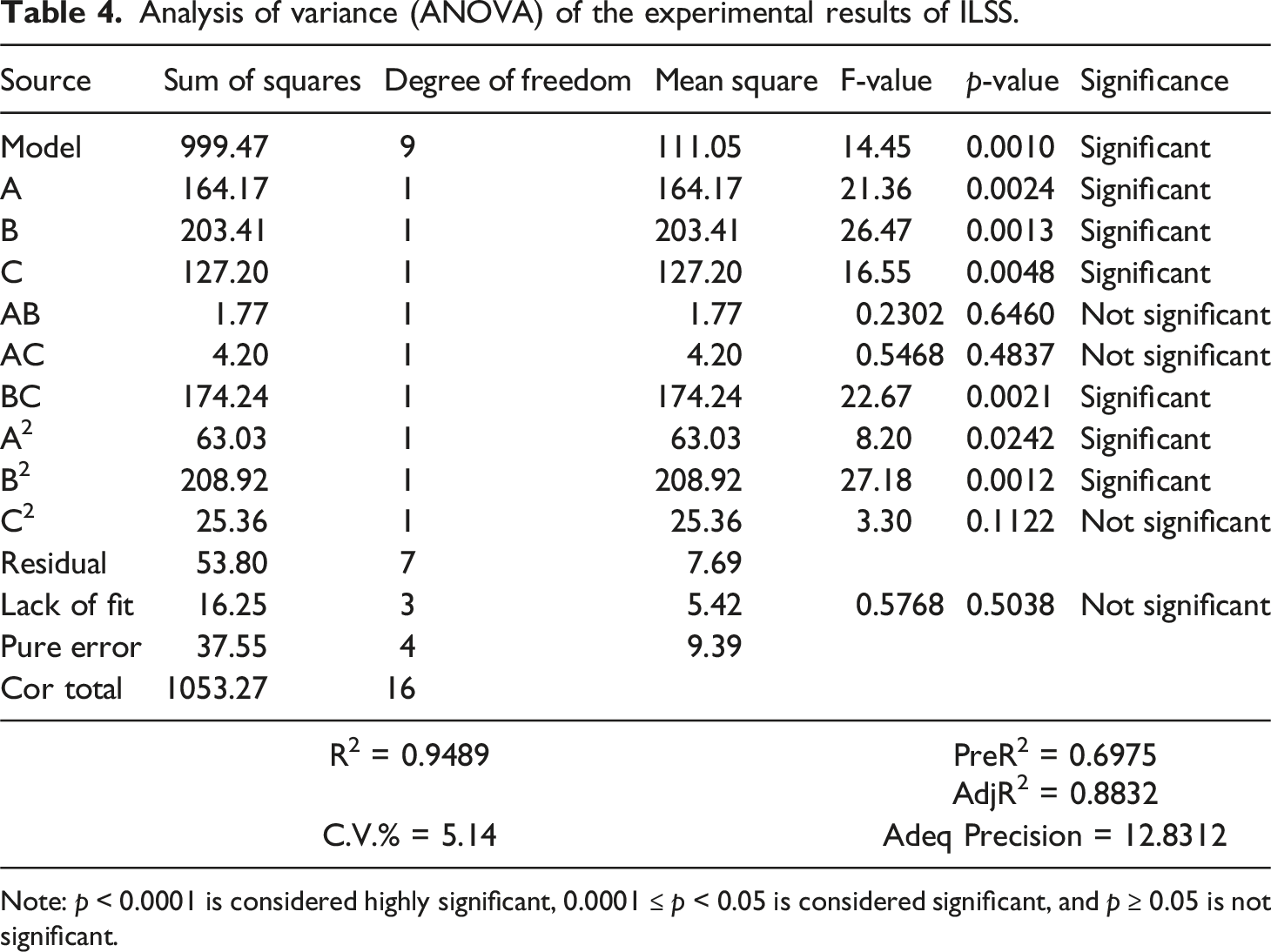
Note: p < 0.0001 is considered highly significant, 0.0001 ≤ p < 0.05 is considered significant, and p ≥ 0.05 is not significant.
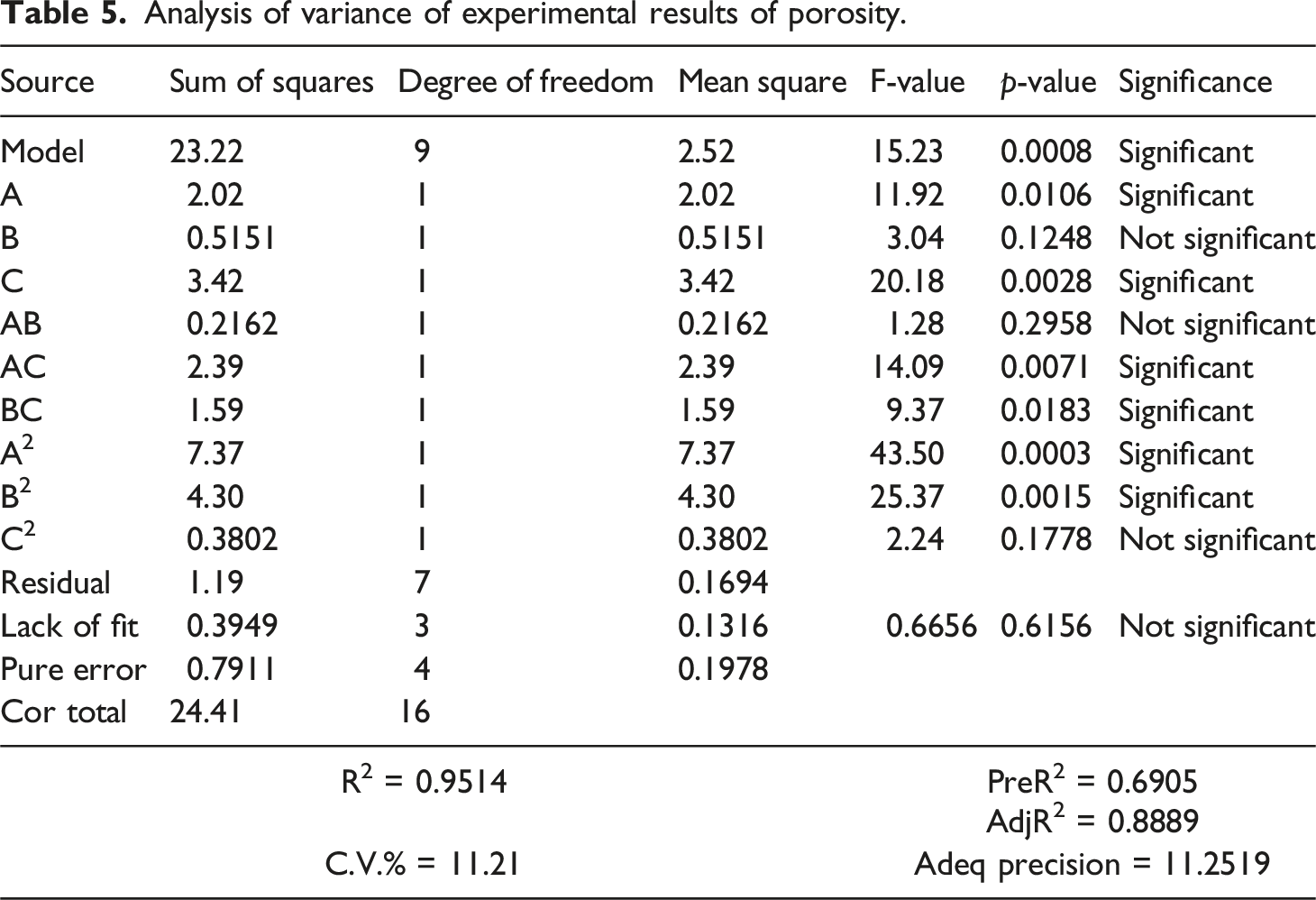
Analysis of variance of experimental results of porosity.
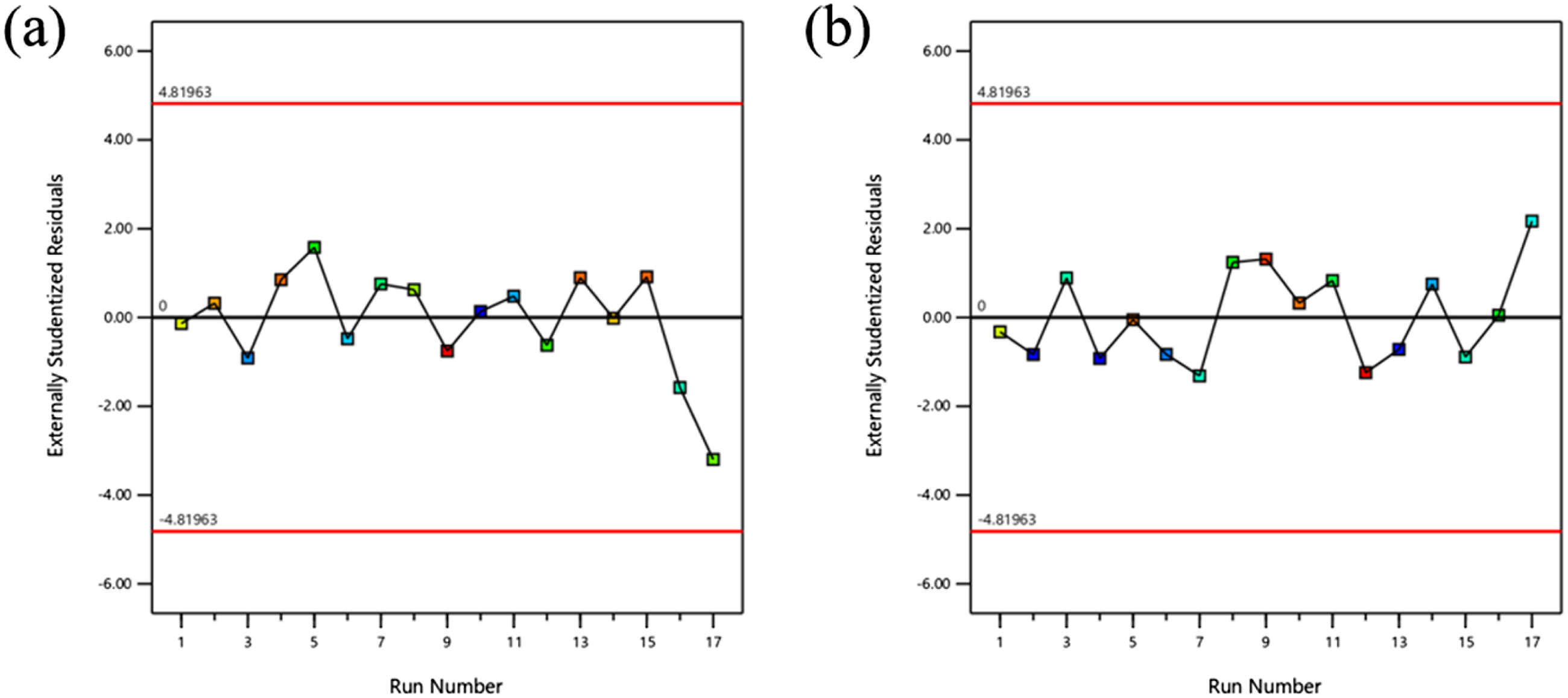
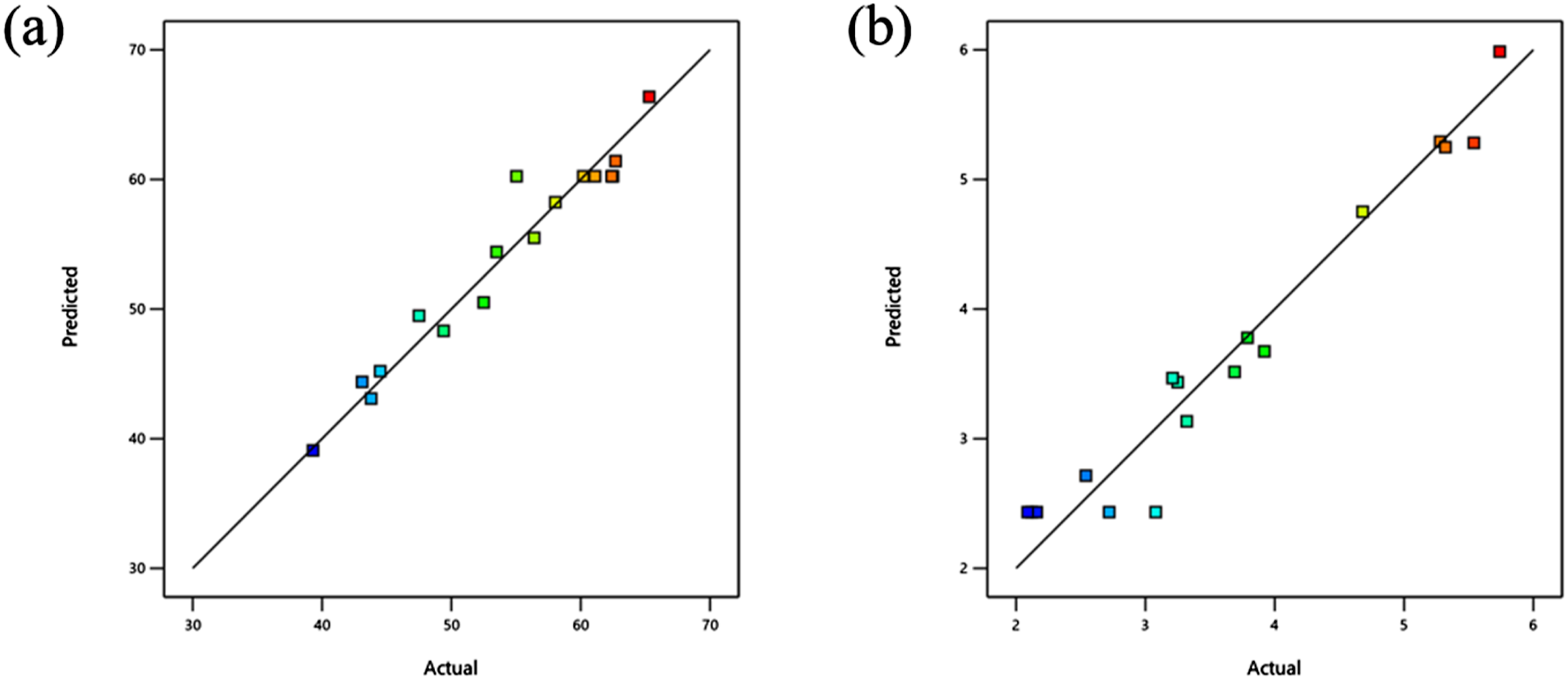
In order to verify the accuracy and significance of the multivariate regression model, the residual analysis and the comparison between the predicted and actual values were carried out for the two coupled models established. Figure 4 shows the normal probability distribution of the residuals of the interlaminar shear strength and porosity test data of the laminates, from which it can be seen that the points are basically in a straight line. The residuals shown in Figure 5 are scattered and do not appear in the specific distribution of the points, and the test data obey the normal distribution and have no anomalous state. Figure 6 is a comparison of predicted and actual values, and it can be seen that the predicted values of the laser-origin parameters characterizing the performance of molded parts are consistent with the experimental values, indicating that the multivariate regression model can accurately predict the performance under different process parameters. Normal probability distribution of residuals of the prediction model (a) ILSS (b) porosity. Runs of residuals of the prediction model (a) ILSS (b) porosity. Comparison of predicted and actual values (a) ILSS (b) porosity.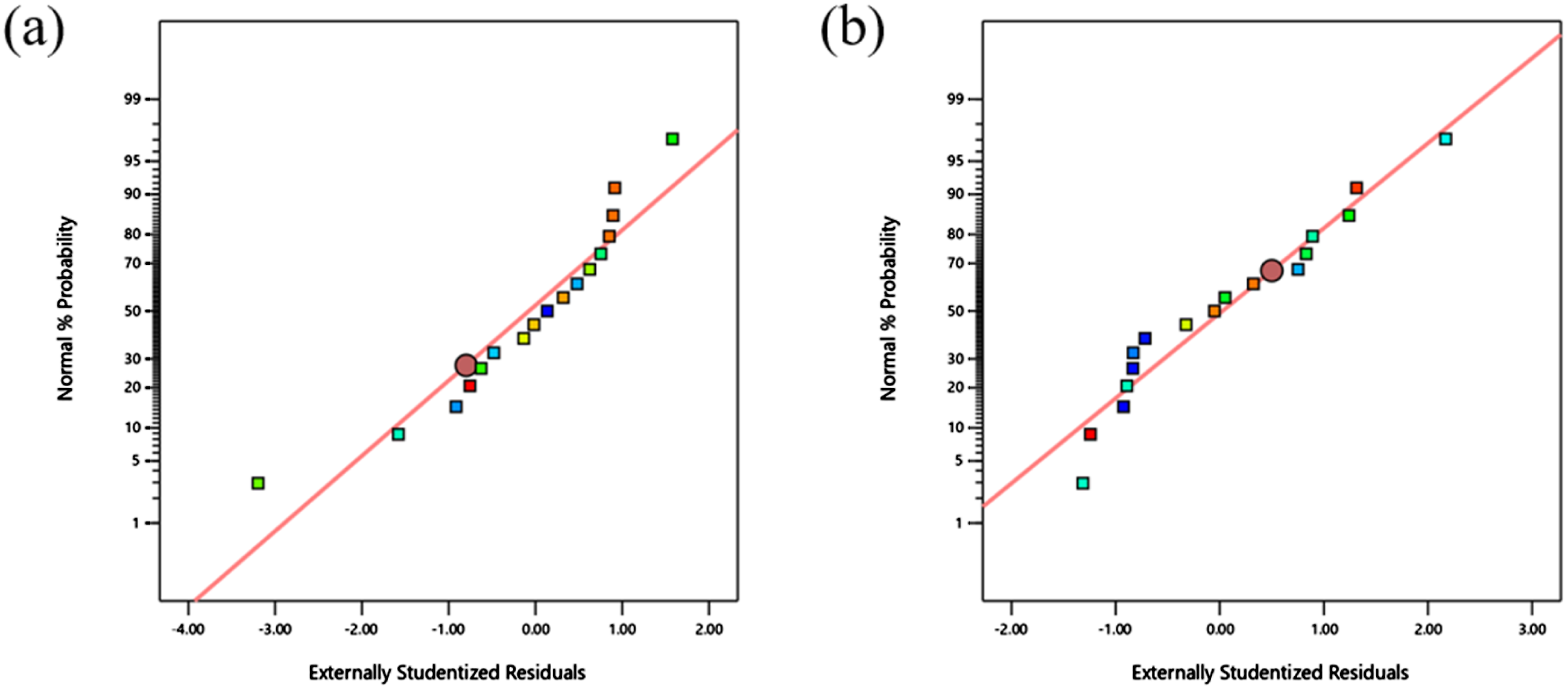
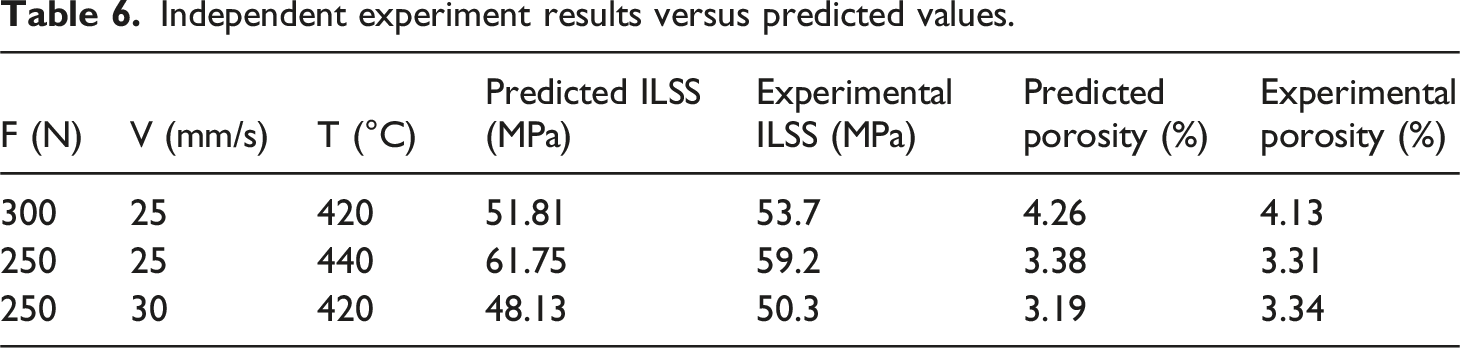
Independent experiment results versus predicted values.
Sensitivity analysis
This paper quantitatively describes the influence of three process parameters on the optimization objective by observing the change behavior of the prediction model through Morris sensitivity analysis. The Morris method is a global sensitivity analysis method based on random sampling in the feasible domain. It calculates the changes in the output value of the objective function by generating random disturbances near the sampling point multiple times and calculates the mean and standard deviations of the changes.
24
The calculation results do not depend on the selection of the initial value, and the calculation cost is low. It can rank the sensitivity of different process parameters in the prediction model to the response index. The calculation expression of the sensitivity coefficient is as follows:

In general, the sensitivity of interlaminar shear strength to process parameters is higher than that of porosity to process parameters. The average sensitivity coefficients of the interlaminar shear strength to each process parameter are shown in Figure 7(a), which shows that the ILSS is significantly sensitive to all three process parameters, consistent with the results of the analysis of variance. The effect of heating temperature on the ILSS is markedly higher than that of the other two parameters, which indicates that the laser in-situ consolidation process needs to give priority to the selection of heating temperature when targeting the performance index of interlaminar shear strength. This is because the heating temperature in the molding area significantly affects the degree of bonding between the upper and lower layers during the laying process. When the heating temperature is low, the resin melting degree is not sufficient, the viscosity is high,
25
the fluidity is poor, and the degree of intimate contact between layers is low, resulting in a low degree of polymer chain diffusion, which in turn affects the bonding quality of the upper and lower layers. And when the heating temperature is too high, due to the intensification of resin pyrolysis, which will lead to a significant reduction in the local resin mass content of the prepreg tape, the fibers appear to be exposed. There is insufficient resin to fill the fiber gap, which will increase the probability of interlaminar voids. The interlaminar voids are an important cause of delamination failure in laminates. At the same time, the stress concentration at the intra-ply voids also leads to the reduction of inter-ply shear strength. Sensitivity analysis (a) Average sensitivity of ILSS to process parameters (b) Average sensitivity of porosity to process parameters.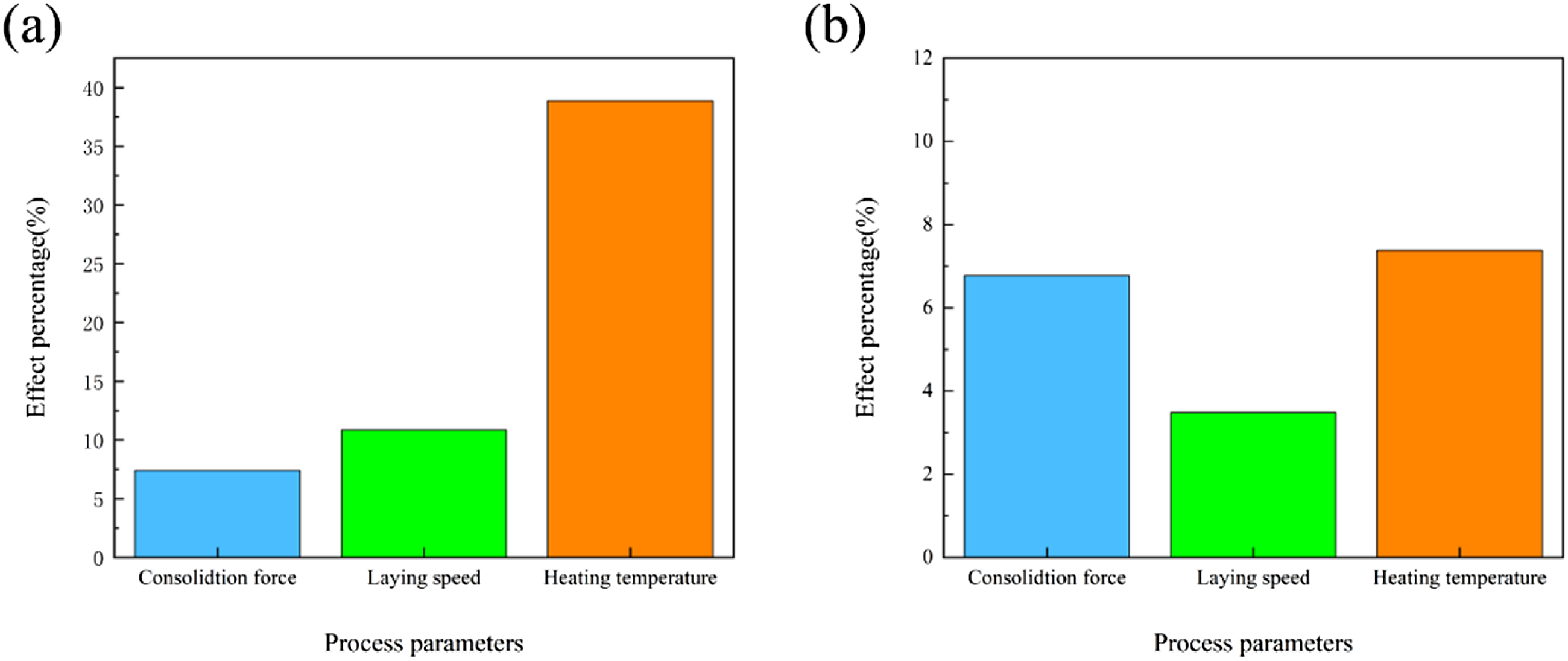
Figure 7(b) shows the histogram of the average sensitivity coefficients of porosity to each process parameter, from which it can be seen that in the laser in-situ consolidation process, porosity is most sensitive to the heating temperature, followed by consolidation force, and has the lowest sensitivity coefficient to laying speed. This is because when the heating temperature is too high, on the one hand, the generation of the aforementioned interlaminar voids affects the porosity; on the other hand, the lay-up layer is not cooled in time to below the glass transition temperature after passing through the molding zone, the residual gases that are not discharged from the layer have a larger internal pressure at this time and are in the state of expansion, and the intralaminar voids rebound and expand, leading to an increase in the porosity. 26 The appropriate consolidation force can promote the flow of molten resin, and accelerate the discharge of gas bubbles in the molding area, which has a positive effect on the reduction of porosity. Therefore, the porosity shows higher sensitivity to the heating temperature and consolidation force.
Comprehensive as the above analysis can be learned, in the simultaneous consideration of the two performance indicators of ILSS and porosity, the laser in-situ consolidation process parameters need to take the heating temperature as a priority selection object, to ensure that in the appropriate molding temperature, can be stable production of good performance of carbon fiber reinforced composite components.
Multi-objective process parameter optimization of laser in-situ consolidation
From the overall experimental data, it can be seen that the ILSS values of the samples in general produce a decreasing trend with the increase of porosity, however, a few samples have both high porosity and ILSS values, which may be due to the shape and distribution of the voids. This can be illustrated with samples No. 16 and No. 17. Figure 8 shows the cross-sectional micromorphology of samples No. 16 and No. 17 observed using a confocal microscope provided by Olympus. It can be seen that the voids of sample No. 16 are mainly distributed in the interlayer and are elongated, which makes it easier to cause delamination failure at the interlayer voids in the short beam shear test, while the voids of sample No. 17 are mostly dispersed within the intralayer and are basically circular voids. In addition, it is worth noting that the interlayer resin-rich areas of sample No. 17 are not as obvious as that of No. 16. These may be the reasons for the higher ILSS values of sample No. 17 compared to No. 16 even though it has a higher porosity. Cross-sectional micromorphology of samples (a) No. 16, magnified 10× (b) No. 16, magnified 50× at the void (c) No. 17, magnified 10× (d) No. 17, magnified 50× at the void. Note: The red frames are the voids, and the green frames are the interlayer resin-rich areas.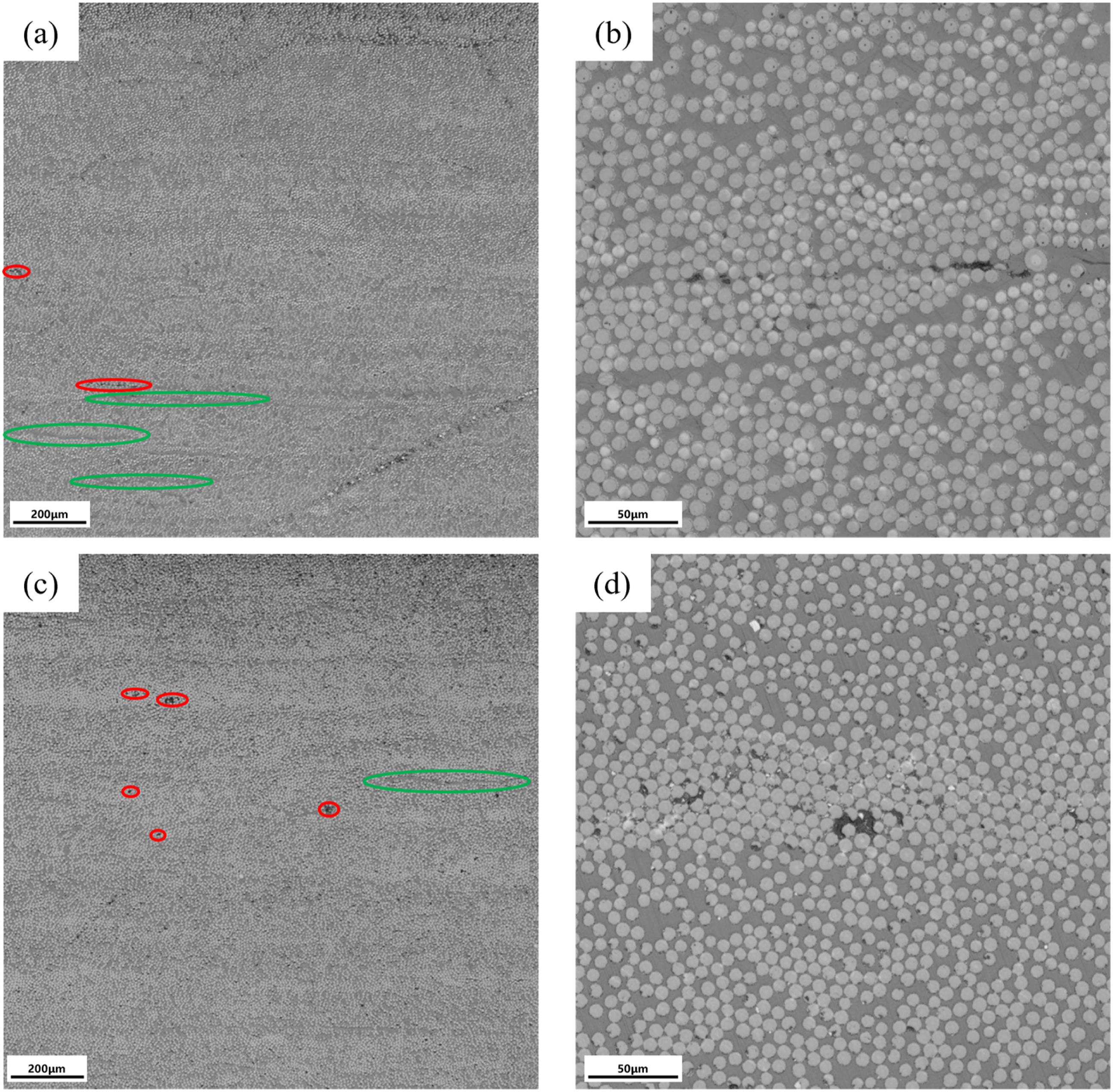
In practical engineering applications, voids as a stress concentration area bearing capacity is weak, and easily expanded by excessive load, resulting in rapid growth of cracks so that the carbon fiber composite component damage, reducing the durability of the material; and the interlaminar shear strength as an important indicator of the evaluation of the mechanical properties of the carbon fiber composite laminate, which is directly associated with the overall strength and stiffness of the component. Therefore, in the production process, it is hoped that the best combination of process parameters to achieve a significant increase in the ILSS, while the porosity is required to be reduced as much as possible.
Single objective process parameter optimization results.

Through the single-objective optimization results, it can be found that the two key performance indicators, ILSS and porosity, are in conflict during the optimization process, and it is difficult to reach the optimal level synchronously. From the process point of view, when the heating temperature is raised appropriately, it can improve the flow of the resin and promote the diffusion of polymer chains to increase the ILSS, however, the higher heating temperature may lead to the expansion of the voids and thus cause an increase in the porosity. Increasing the consolidation force can effectively promote the residual gas discharge, but a higher pressure may lead to the destruction of the fiber structure and decrease the ILSS. Hence, when optimizing porosity and ILSS at the same time, mutual constraints may arise, and it is necessary to consider a multi-objective optimization approach. Therefore, in this paper, for the two objective functions of ILSS and porosity, NSGA-II algorithm is used to optimize the laser in-situ consolidation process parameters, and the mathematical model of multi-objective optimization is:

The population size is set to 200 and the number of iterations is 300. The solution set after optimization by NSGA-II algorithm is shown in Figure 9. After 300 iterations, a total of 51 solutions are obtained in the Pareto front solution set. From the figure, it can be seen that after the interlaminar shear strength reaches 58.14 MPa, continuing to optimize the interlaminar shear strength will cause the optimal solution of porosity to gradually increase, resulting in the two objective functions not reaching the optimal value at the same time in the Pareto front solution set. It is worth noting that the temporary positive correlation between ILSS and porosity in the localized region of the Pareto front is essentially a result of the nonlinear interaction of process parameters rather than a general rule. This is due to the aforementioned differences in the sensitivity of ILSS and porosity to heating temperature and consolidation force, while in the solution set of the Pareto front, the parameter combination enters the “high temperature-low consolidation force” region, which may lead to the occurrence of this phenomenon. Pareto front solution set.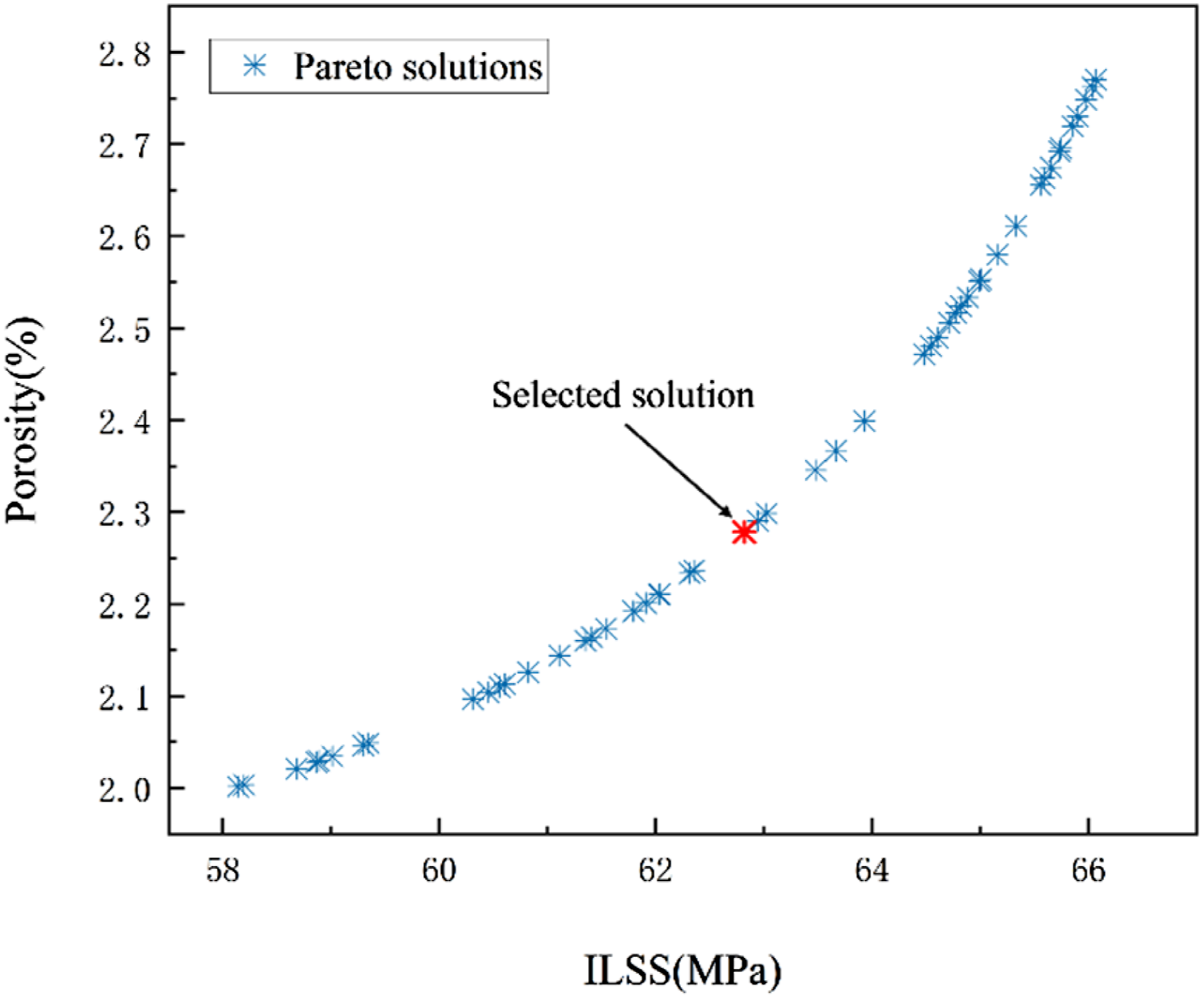

Multi-objective optimization results based on satisfaction function and NSGAII algorithm.

To illustrate the effectiveness of the multi-objective optimization scheme, the different optimization schemes were compared. Figure 10 shows a comparison of the component performance predicted by each single-objective optimization parameter combination with the multi-objective optimization parameter combination, where Plan I is the original scheme, Plan II is the single-objective optimization scheme for interlaminar shear strength, Plan III is the single-objective optimization scheme for porosity, and Plan IV is the selected Pareto optimal solution scheme. After comparison, it is found that Plan II increases the interlaminar shear strength by 8.5% relative to the original scheme, however, the porosity increases by 43.6%; Plan III reduces the porosity by 15.6% compared with the original scheme, but the ILSS is reduced by 10.5%; Plan IV increases the ILSS by 4.3%, and at the same time, the porosity gets a reduction of 6.2% proportionally. Therefore, the multi-objective optimization method based on response surface method and NSGA-II algorithm in this paper is very effective. Comparison of predicted component performance for different schemes.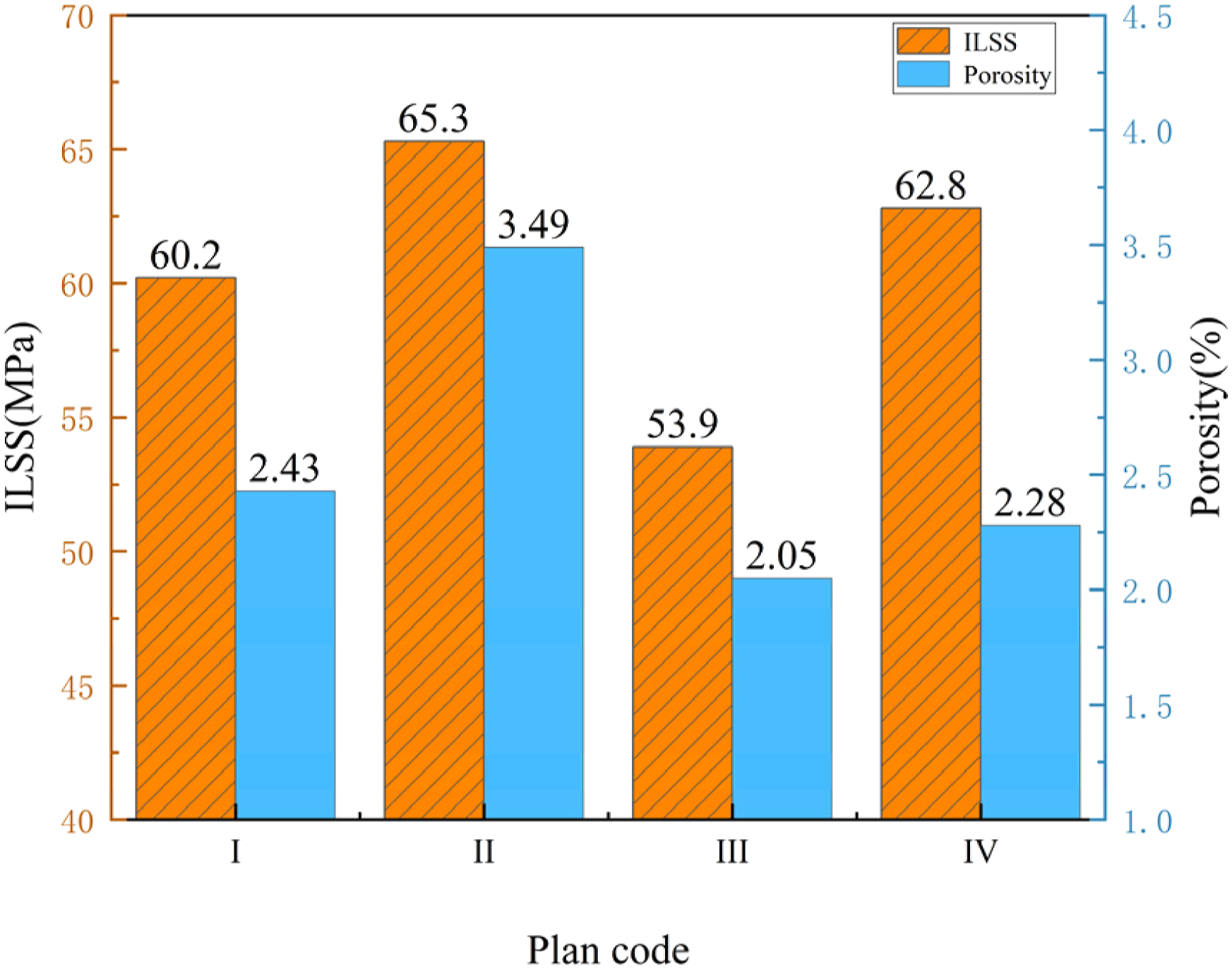
Comparison of optimization objectives predicted value and actual value.

Conclusion
This paper presented a proposed RSM-NSGA-II integrated approach for modeling and optimization of laser in-situ consolidation process parameters. The corresponding test results show that the theoretical prediction value and the actual value basically match, indicating that the optimization method is accurate and reasonable, and it has a certain guiding significance for the selection of process parameters in CF/PEEK laser-assisted in-situ consolidation. The specific conclusions are as follows: (1) The BBD experimental scheme was designed based on the RSM method, and the mathematical model between the ILSS and porosity and the process parameters was established by the experimental results. The results of ANOVA, residual analysis, and the comparison between predicted and actual values verified the significance and accuracy of the RSM model. (2) The results of sensitivity analysis show that the ILSS of CF/PEEK laser in-situ consolidation components is sensitive to each process parameter, and the sensitivity to the heating temperature is significantly higher than that to the other two process parameters. The sensitivity coefficients of the porosity to each process parameter are, in descending order, heating temperature, consolidation force, and laying speed. (3) The NSGA-Ⅱ algorithm was used to optimize the multi-objective process parameters of ILSS and porosity, and the corresponding set of Pareto front solutions was obtained. By using the satisfaction function to evaluate all the Pareto optimal solutions, the final process parameter combination was obtained. The corresponding ILSS of the laminate is predicted to be 62.8 MPa, and the porosity to be 2.28%. The accuracy of the predicted values was demonstrated through validation experiments. Compared with the original scheme, the ILSS increased by 4.3% while the porosity decreased by 6.2%.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work is funded by NSFC | Joint Fund for Aerospace Advanced Manufacturing Technology Research (No.U1937201), Jilin Province Key R&D Plan Project (No. 20200401100GX).