
Abstract
The contact with ultraviolet rays coming from sunlight causes color changes and deterioration in the main chain structures of composites in outdoor applications and affects the physical and mechanical properties of composite materials negatively. Photodegradation can be slowed and the mechanical strength of composite structures can be improved with adding photostabilizers in polymer matrix production. In this study, we modified low-density polyethylene (LDPE) polymer with an amine light stabilizer (Chimassorb 944), a light absorbent (Tinuvin 326), and an antioxidant (Irganox 1010) and then reinforced with jute fabric (JF). We examined the effect of protective additives, which are used to reduce the harmful effects of sunlight, on JF-reinforced LDPE composites. The color change, physical, and mechanical properties of the composites were determined after 120- and 240-h accelerated aging processes. The results indicate that both the antioxidants and the amine light stabilizers were more effective photostabilizers for JF-reinforced LDPE composites than the absorbents.
Keywords
Introduction
Polyethylene, which is formed by polymerization of ethylene, is one of the most commonly used polymers due to its durability, strength, low weight, and easy processing. The most used polyethylene types are low-density polyethylene (LDPE), linear low-density polyethylene (LLDPE), and high-density polyethylene. LDPE has a density of 0.915–0.930 g cm−3 and a flexible structure. Since its molecular structure is branched, its crystallization rate is relatively low and its melting point is around 110°C. By its superior properties such as durability and low weight, LDPE provides several advantages in the automotive industry such as fuel-saving, chemical resistance, ease of processing, corrosion resistance, and electrical insulation.1,2
Despite the advancements in the technological development of synthetic fibers, natural fibers such as flax, hemp, kenaf, jute, and coconut fibers have recently been used as a replacement for glass fibers in many sectors today, especially in the automotive industry, due to their various properties.3–11 Cellulosic-based fiber-reinforced composite structures are intensively used in engineering products to improve their mechanical properties because of their advantages such as low density, biodegradability, low cost, and easy recyclability.12–20 Although natural fiber-reinforced polymer composite structures have many advantages, they should also be resistant to environmental factors according to their usage areas, especially in outdoor applications. The effect of sunlight on the polymer structure is one of the important environmental factors. The polymer structures that have been exposed to ultraviolet (UV) light, which reach the ground between 280 nm and 400 nm, for a long time are subjected to photodegradation and then color changes between 10% and 50% occur in their surface structures as a result of changes in their surface chemistry21,22 while the mechanical, physical, and chemical properties of composite’s structure were being affected.23–32 Photodegradation caused by UV rays takes place in the form of oxidation, shrinkage in the chain structures, and degradation of molecules.24–26
In the accelerated aging technique, photoradiation shows thermal decomposition, photooxidation, and hydrolysis and so it causes changes in the polymer structure.33,34 In cellulosic-based composites, the photodegradation event with the UV process is outlined as follows:
Radiation in UV lights causes photooxidative aging and then polymer chains break; afterward, free radical production and molecular weight reduction (approximately 0.01%) 37 in polymers occur. As a result, up to 25% of losses in surface gloss and deterioration in many properties occur with time.37–40 In the composite structures exposed to UV rays, the photodegradation occurs due to different reasons such as the type and modification methods of the polymer material, fiber interface binding agents, and the amount of fiber. 32 It is observed that there is a difference in the mechanical properties of the composite with the deterioration of the interface compatibility between the fiber and the matrix. 41 Therefore, many researchers are studying on UV blocking materials like light stabilizers having UV absorbers and UV screening agents that can be added to polymers42–44 to minimize the hazards of the UV lights, which has a negative effect on the mechanical, physical, and chemical properties of the composite structures. These UV protective materials can be added in many applications; it can be added to the polymer before or during composite production,45–47 or composites can be coated with48–50 or doped into these UV light screening agents.51–55 The task of these additional materials is to absorb UV rays and prevent or slow down the degradation in the composite structure. Unfortunately, UV protective coating materials or paints degrade after exposing UV lights for a certain time and need maintenance and reapplication.56,57 Besides, coatings are easily applied and they can be easily damaged. If the coating comes off, broken, or scratched, then there will be no protection for the underlying polymer composite and it will damage. To eliminate and decrease maintenance costs, it is better to produce a polymeric matrix with embedded UV protective additives. 58
Photostabilizers are good and most used materials for protecting UV degradations, and they are classified according to their degradation mechanisms. UV light absorbers, amine light stabilizers, and antioxidants are all important and mostly used photostabilizers for polymer composites. When UV amine light stabilizers (Chimassorb)32,46,56,59,60 and antioxidants (Irganox) 61 were added to the LDPE polymer during the composite production, it has been observed that the thermal and physical properties of composite structures are protected from the UV effect as well as making up to 36% improvements on the mechanical properties of the composite. Chain breaks and cross-linking mechanisms occur in the degradation of composite structures with UV effect. Chain breaks affect the molecular weights of the structure. While fracture events generally occur in the amorphous region, the cross-linking events occur in problematic crystal regions. It has been determined that the reason for the color changes that occur as a result of exposure to UV light in fiber-reinforced composite structures is the increase of carbonyl absorbent change due to the weakness of the secondary amine triazine Chimassorb additive to remove free radicals. UV light absorbing discoloration decreases between 10% and 35% by adding amine light stabilizers (Chimassorb) and light absorbers (Tinuvin).21,22,62,60,63 Tinuvin 326 additive is used as a UV light absorber when exposed to UV light. UV absorbers prevent color fading by protecting the color change of the structure. At the same time, UV absorbents do not have chromophore groups inhibiting effect and preventing polymer degradation due to the deterioration of lignin in the structure of cellulosic fibers with UV effect. 64 Although the amine light stabilizers can act as a photoinitiator, its concentration in polymer decreases quickly on UV exposure. 65 Although the additives may work very well as an antioxidant or UV stabilizer, if they are not fully compatible with the polymer matrix, they will migrate out of the polymer over time and the polymer may damage. 53 As a result, it is important to use the polymer that can be matched with an optimized additive for that polymer.
The components of natural fibers (cellulose, hemicellulose, and lignin) are sensitive to photodegradation. It has been shown that the weathering of natural fibers involves a photo-induced breakdown of lignin to water-soluble reaction products, and so the chromophoric functional groups are generated. 66 The degradation is caused by the fact that lignin absorbs UV light through its hydroxyl groups, carbonyl groups, and double bonds. It was determined that coating the surface of the natural fiber limits UV absorption and prevents photodegradation, which is the characteristic of natural fibers.34,66 Natural fiber-reinforced composites have a higher risk of degradation in outdoor applications when compared to synthetic fiber-reinforced composites, based on their chemical compositions. Biodegradation of a composite depends on its constituents and the interfacial strength between reinforcement fiber and polymer matrix. 67 Studies show that jute fiber-reinforced composites have 20–60% better mechanical properties than most of the other natural fiber-reinforced composites, which is because of its high cellulose and lignin content53–55 and also the environmental performance of jute fiber composites are superior. Additionally, the ratio of the jute fibers is important to improve the mechanical properties of the composites; it was determined that 25% is the optimum ratio for jute-reinforced LDPE composites to get the highest tensile and flexural strengths.
Although the mechanical properties of LDPE and jute fiber/fabric composites have been extensively examined, no information is available on the photodegradation of JF-reinforced LDPE (JF/LDPE) composites. Also, using JF instead of jute fiber will maintain the fiber distribution evenly and improve the mechanical properties of the composites. Besides, much of the available information on photostabilizers were applied in single ratios. The results of this study will aid in the development of how photostabilizers and their ratios affect the properties of JF/LDPE composites after aging when exposed to UV light. This study had two main objectives, first was to characterize the optical and mechanical properties of weathered 25% JF/LDPE composites and second to determine the effectiveness of various photostabilizers and their ratios on the weathering of JF/LDPE composites. UV absorbents (Tinuvin 326) inhibited amine light stabilizers (Chimassorb 944) and antioxidants (Irganox 1010) were used as photostabilizers to absorb the energy of UV rays and to protect the material by removing the negativities on the polymer matrix material.
Materials and methods
In this study, LDPE (0.935 g cm−3) with code number DOWLEX™ 2631.10UE, plain weaved JF (1.3 g cm−3), light regulator
The chemical structure of the fibers, which make up the JF used as composite structure reinforcing component, consists of 61–71.5% cellulose, 12–13% lignin, 13.6–20.4% hemicellulose, and 0.2% pectin; additionally, fiber density was determined as 1.3 g cm−3 and diameter as 15.9–20.7 μm.29,30 The measured structural properties of JF are given in Table 1 and of LDPE are given in Table 2.
Structural properties of raw JF used for reinforcement in composite structures.
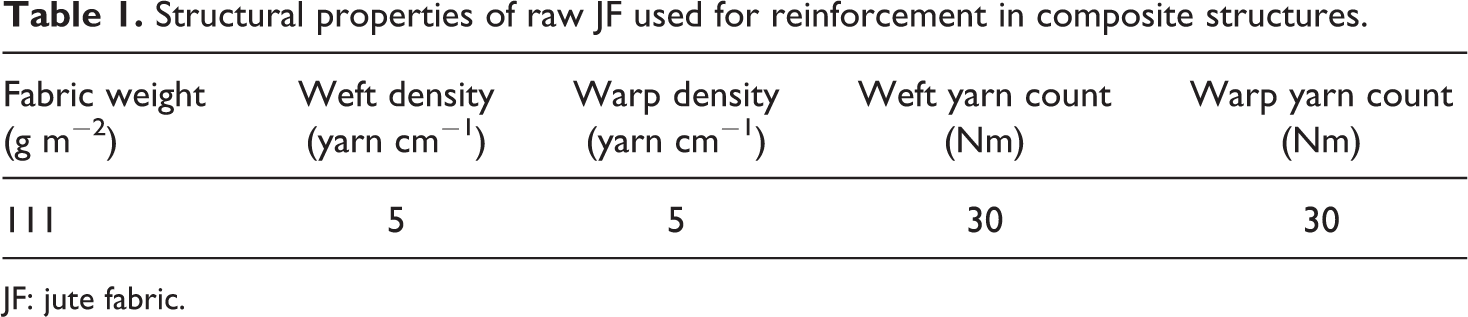
JF: jute fabric.
Structural properties of LDPE.
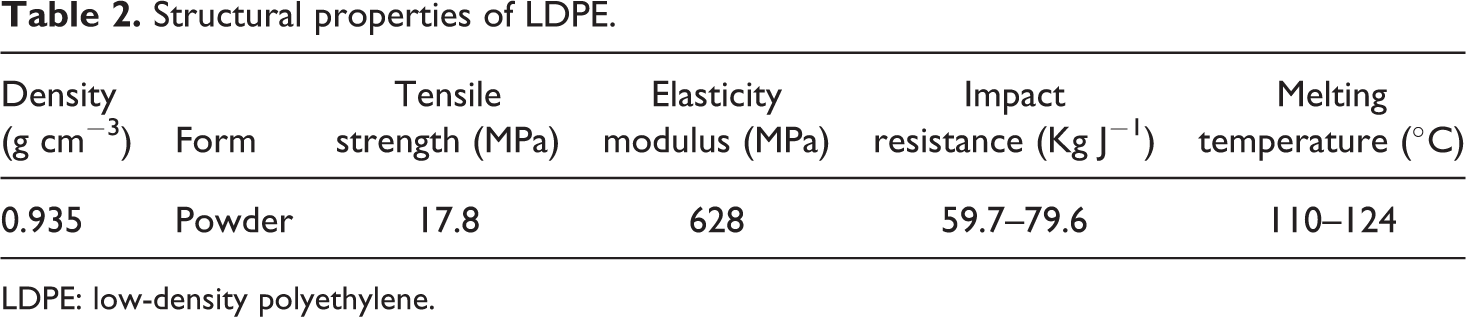
LDPE: low-density polyethylene.
Modification of matrix structure
Modification of the matrix structure was carried out in the twin-screw extruder machine. In the 2000 g chamber of the twin-screw extrusion machine, LDPE polymer material and UV additives were brought together separately and sent to the twin-screw melting mixing zone. The polymers mixed in the extruder were drawn into the filament by passing through the water bath at the exit. The modified polymer matrix material was obtained by cutting the filaments into granules. Figure 1 shows the working areas of the twin-screw extruder machine in the schematic drawing.
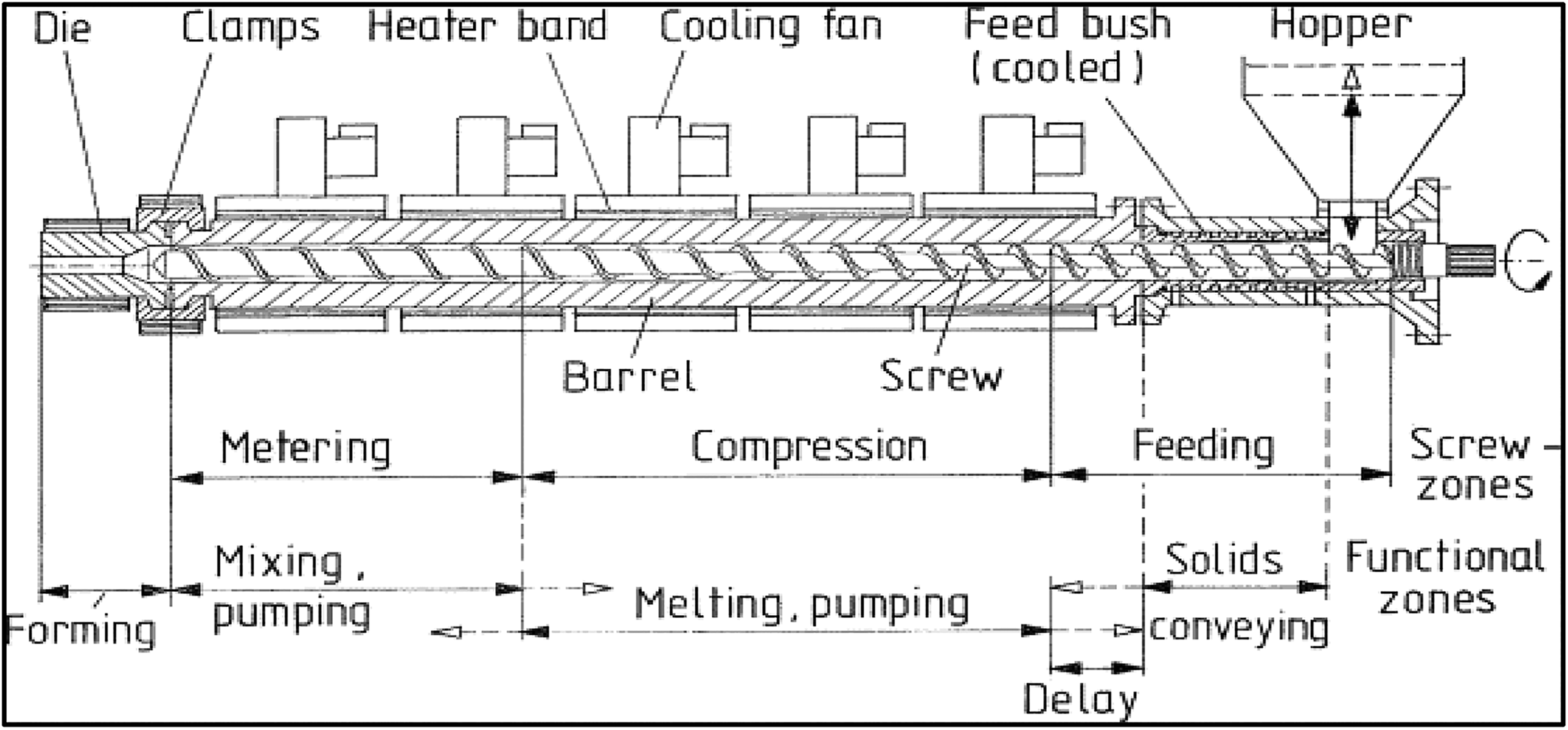
Schematic drawing of twin-screw extruder machine.
Production of reinforced composite sheets
Reinforced composite plates were produced in the hydraulic hot press machine. The production of reinforced composite plates was carried out in two steps:
Production of film plate from LDPE in powder form and modified LDPE polymer structures
Powdered polyethylene material (200 g) was placed in the bottom mold with a 4-mm deep chamber at the hot press machine. Then, LDPE was covered with a 2-mm metal sheet to obtain the composite thickness as 2 mm. The hot press machine was heated to a temperature of 170°C, and the polymer structure was melted by keeping the material in the mold under 100 tons pressure for 10 min. After the melting process, the upper and lower molds of the hot press machine were cooled for 10 min and a 2-mm thick LDPE film was produced (Figure 2).
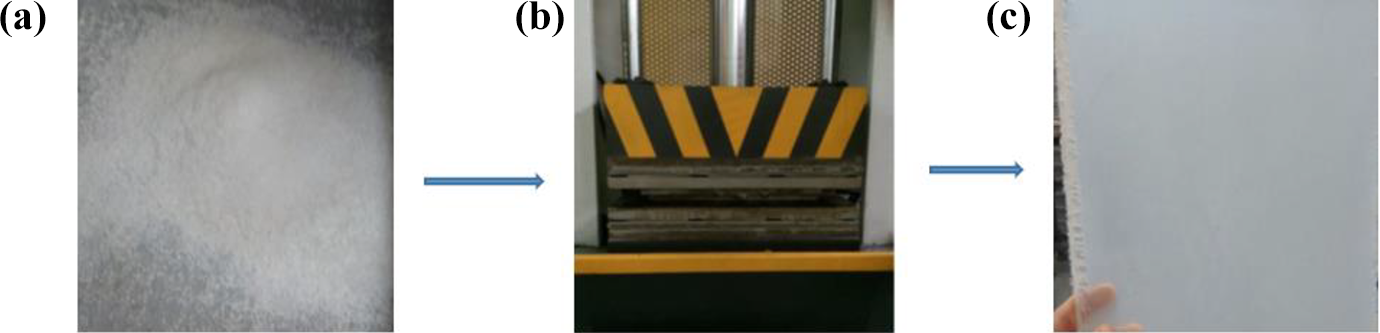
(a) LDPE, (b) work at hot press machine, and (c) LDPE film.
Reinforced composite plate production
The composite structure was produced by reinforcing woven JF between the LDPE film plates obtained in 2 mm thickness at the bottom mold with 4 mm depth in the hot press machine. Heating was carried out until the hot press machine reached 170 C. After reaching the desired temperature, the material was melted by keeping in the mold under 100 tons pressure for 10 min. Then, the upper and lower molds of the hot press machine were cooled for 10 min and a 4-mm thick composite structure was produced (Figure 3).

The LDPE composite structure reinforced with two layers of JF.
Properties of composite structures produced
In the scope of the study, the contents of composites obtained at dimensions of 300 × 300 mm2 and 4 mm thick by hot press method are presented in Table 3.
Contents of composite structures with 120- and 240-h aging.
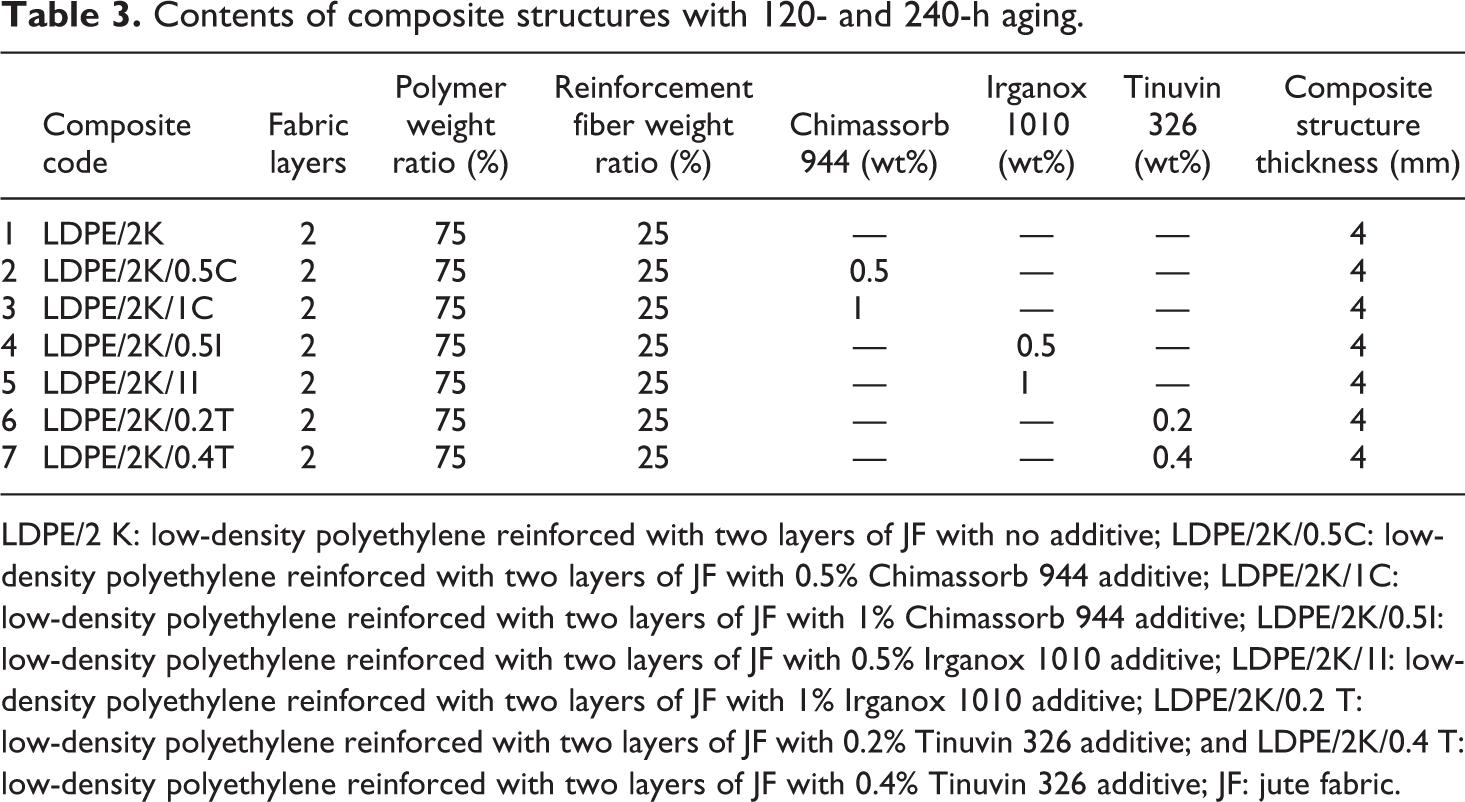
LDPE/2 K: low-density polyethylene reinforced with two layers of JF with no additive; LDPE/2K/0.5C: low-density polyethylene reinforced with two layers of JF with 0.5% Chimassorb 944 additive; LDPE/2K/1C: low-density polyethylene reinforced with two layers of JF with 1% Chimassorb 944 additive; LDPE/2K/0.5I: low-density polyethylene reinforced with two layers of JF with 0.5% Irganox 1010 additive; LDPE/2K/1I: low-density polyethylene reinforced with two layers of JF with 1% Irganox 1010 additive; LDPE/2K/0.2 T: low-density polyethylene reinforced with two layers of JF with 0.2% Tinuvin 326 additive; and LDPE/2K/0.4 T: low-density polyethylene reinforced with two layers of JF with 0.4% Tinuvin 326 additive; JF: jute fabric.
Accelerated environmental aging procedures
Cellulosic fiber-reinforced composites were treated with UV rays to be used in environmental media products. The accelerated aging process with UV light was applied in the 50°C air conditioner cabinet under the ASTM G113 standard. 68 To understand the effect of exposure time, the samples were removed for tests after 120 and 240 h.
Tests and analyses applied to composite structures
Tensile strength, flexural strength, and impact resistance tests were performed to determine the mechanical properties of the composite structures produced. The test processes were carried out according to the standards applied to the plastic composite materials. Weft direction and warp direction samples of each composite were analyzed according to the reinforcing fiber tendencies in the composite structure. The tensile strength and elasticity modulus of composite structures were tested on Zwick Z020 tester machine (Zwick Roell) according to ASTM D 3039/D3039M-07 (test) standard. 69 The tensile bars used in the test process were 125 × 25 × 4 mm and the test speed was 5 mm min−1. 34 Flexural strength tests of composite structures were performed on Zwick Z020 machine (Zwick Roell) tester according to ISO 14125:2020 (test) standard. 70 The three-point flexural test speed was calculated as 4 mm s−1. 26 Charpy impact resistance tests of composite materials were carried out in Instron CEAST9050 tester machine (Instron) according to ISO 179-2:2000 (test) standard. 71
Differential scanning calorimetry (DSC) tests were performed on the (Hitachi) Seiko DSC 7020 differential scanning calorimeter test device (Japan) to measure the behavior of composite materials against temperature; the melting temperature and crystallinity percentage values of composite materials were measured. In the analysis, samples weighing approximately 6–8 mg were used by attaching them to the platinum container. Besides, the test was carried out by increasing the temperature values in the nitrogen environment (flow rate 20 mL min−1) and at the temperature increase rate of 10°C min−1 from 30°C to 225°C.
Color measurement analyses were applied to determine the color changes in the composite materials as a result of the aging processes. The color changes that occur on polymer matrix material as a result of the aging process in environmental conditions are measured under the ASTM D2244 72 standards with Datacolor International SF600*PLUS Spectraflash photospectrometer test device (USA). Total color change (ΔE) was determined with equation (1) by measuring lightness (L) and chromaticity coordinates (a and b).

In the CIELAB, International commission on illumination L, a, b color system, the value L is the lightness factor, and an increase in L means the sample is lightening (+ΔL for lightening and −ΔL for darkening). +Δa shows that the color goes to red and −Δa to green, and +Δb shows that the color goes to yellow and −Δb to blue.
Results and discussion
In the study, the LDPE film plates were produced using the powder form LDPE with and without UV additives. Then the composite structures were obtained by reinforcing two layers of 25% JF in between LDPE films using the sandwich method in the hot press machine. The scanning electron microscopy image of the cellulosic-based jute fiber-reinforced composite without UV additive is shown in Figure 4. The mechanical properties of composites with and without UV additives were examined. Afterward, the accelerated aging process was applied by exposing the composites to UV light at 50°C cabinet temperature for 120 and 240 h. Then, the mechanical and physical properties of composites with UV light exposure were determined.
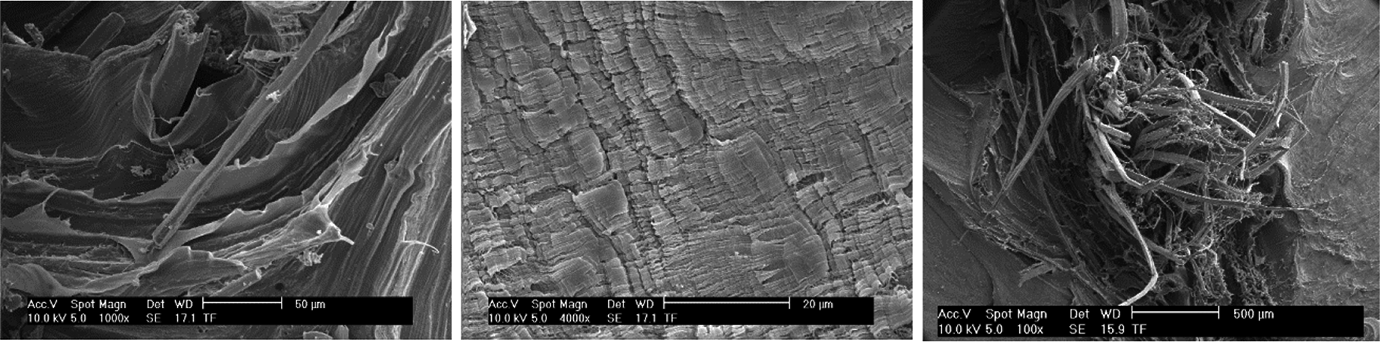
SEM image of jute fiber-reinforced composite without UV additive.
Tensile strength analyses
While not having a certain decrease with a 120-h accelerated aging process, after 240-h applications, the mechanical properties of all composite materials generally decreased as seen in Figure 5. When the tensile strength values were investigated after 240-h aging processes, it was seen that the composite, produced with JF reinforcement and with no UV protective additive, had a 20–21% decrease at weft and warp directions. The addition of Chimassorb 944, Irganox 1010, and Tinuvin 326 to composites improved their tensile strengths between 20% and 35%, but after 240-h aging, they had decreases in tensile strength values with 8–12%, 9–10%, and 10–15%, respectively.
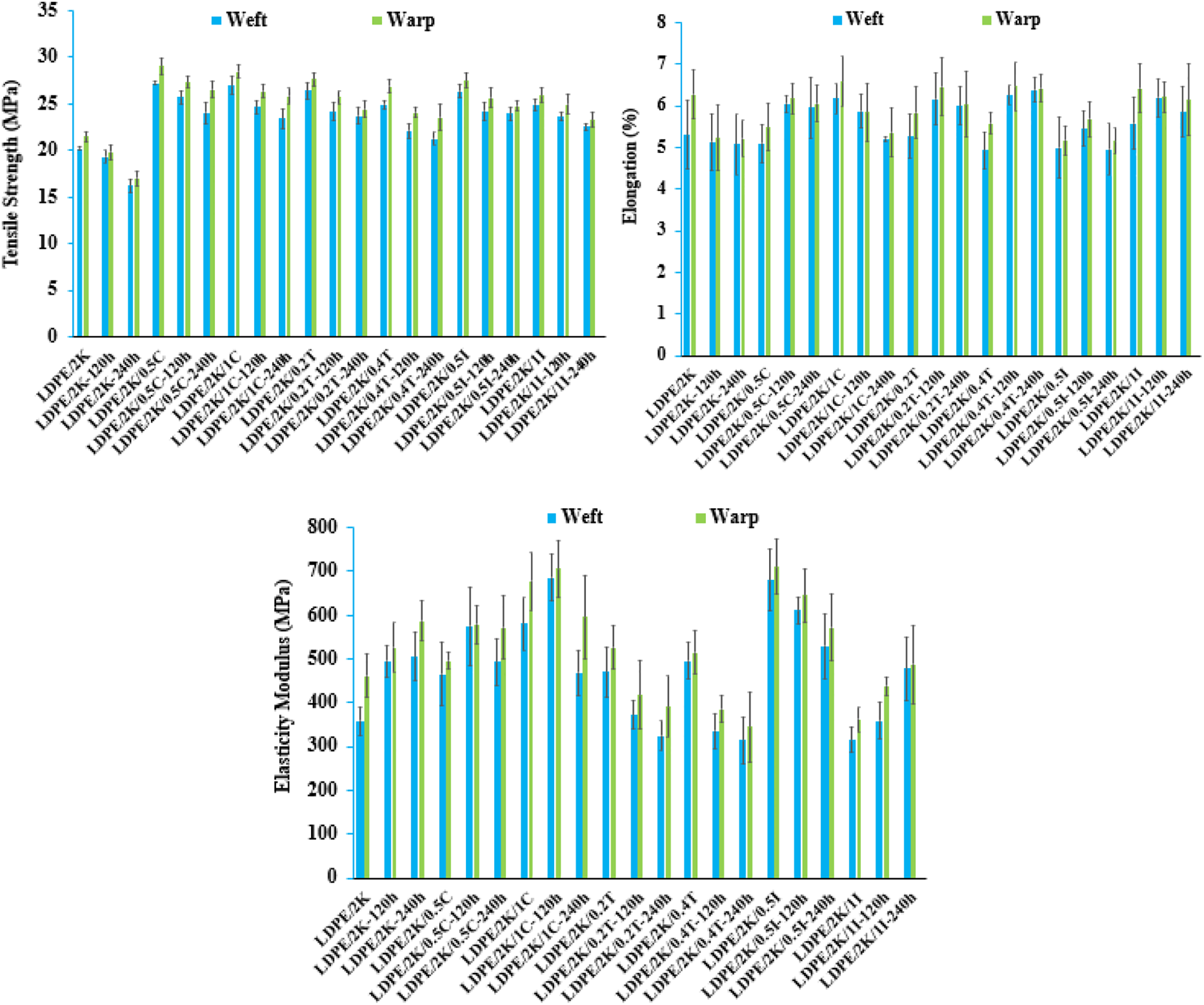
Tensile strength tests of UV/LDPE-Jute fiber-reinforced composites with 120- and 240-h aging applications.
When the elasticity modulus values of composites are compared with the composite having no UV protective additive (LDPE/2 K), the elasticity modulus of composites with protective additives has higher values than the composite LDPE/2 K at the beginning, but after 240-h aging applications, they had 12–36% decreases in weft and also warp directions. It was noticed that the elasticity modulus values increased when the additive ratios increased for Chimassorb 944 and Tinuvin 326 but it decreased for Irganox 1010.
Although the elongation values of the composites were higher than the composite with no additive at the beginning, with the occurrence of composite photodegradation after 240-h, the tensile elongation values of all the materials have also decreased. While the elongation value of the composite with no UV protective additive was having a 5% decrease, the composites with additives first had some increases after 120 h but then they also had 1–18% decreases after 240 h.
Considering the tensile strength, elasticity modulus, and tensile elongation values obtained from the tests, it is concluded that UV protective additives improve the strength values of the composites despite some decreases after 240-h aging and make them suitable for outdoor applications since some discoloration obtained dependent from the type of UV additive. 48 The decreases in strength values occurred as a result of embrittlement of the polymer matrix and degradation of both natural fiber and polymer matrix. The radiation coming from UV light breaks the covalent bonds in organic polymers causing yellowing, color fading, weight loss, surface roughening, and mechanical property losses.31,32,46,67,73, Additionally, breakdowns occurred in lignin inside the JF reinforcement to form free radicals, which may affect the LDPE chains.46,67
Flexural strength analyses
The flexural strength and elasticity modulus results of the samples for weft and warp directions with 120- and 240-h accelerated aging processes are given in Figure 6.
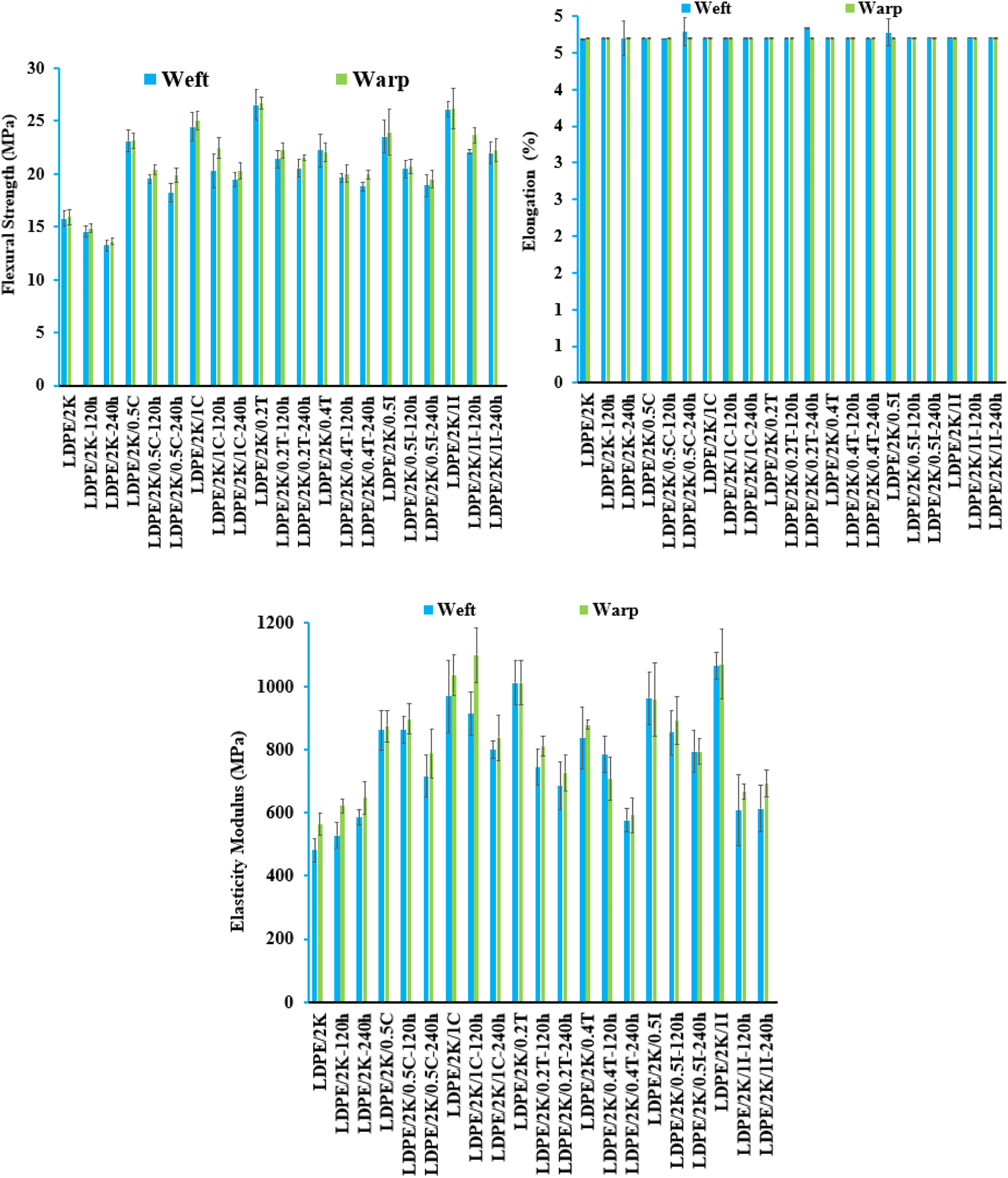
Flexural strength values of UV/LDPE-Jute fiber-reinforced composites with 120- and 240-h aging applications.
The addition of UV additives improved the flexural strength values of the composites between 46% and 68% when compared with the composite without additive before aging applications. After the 120- and 240-h accelerated aging processes, a general decrease occurred in the flexural properties of all composite materials. In the 240-h applications, there was a decrease in the flexural strength properties of composite materials with UV protective additives, but significant reductions occurred mostly in 120-h applications. The composites with a 120-h aging process experienced a high reduction of 12–19%, while composites with a 240-h aging process were experiencing a 1–10% reduction in their strength properties. It was determined that the flexural strength values of the composites with additives increased with increasing additive ratios, and the reductions after the 240-h aging processes were less decreased accordingly. Exposure of UV lights affected the mechanical properties of the jute-reinforced composites negatively as a result of matrix polymer crystallinity changes, composite surface oxidation, and interfacial degradation.51,67,34 Photodegradation depends on several factors such as fiber content, composite production methods, additives, and aging conditions. While fiber content increases the oxidation rate on the composites, UV additives decrease because of the dispersion of fibers in the polymer matrix.67,34
The other parameter we obtained from the flexural strength test was the elasticity modulus. The elasticity modulus values of composites with protective additives have increased in both weft and warp directions according to the composite without UV protective additive (LDPE/2 K). With the effect of photodegradation and cross-linking structures formed in the polymer matrix structure, which is caused by the accelerated aging process time, the flexural strength values increased and as a result, the elasticity modulus values increased approximately 15–20% after 240-h aging. Despite the increase in the elasticity modulus in overall, some composites with the addition of protective materials have decreased slightly.
Impact resistance analyses
In Figure 7, the impact resistance results of composites with the 120- and 240-h accelerated aging processes in weft and warp directions are given. At the end of the 240-h aging application, the impact resistance results of LDPE/2 K composite without UV additive decreased by 15% in the weft and 11% in warp directions. The reason for this decrease was the microlevel cracks on the surface and photodegradation. The addition of UV protective materials prevented the reduction.
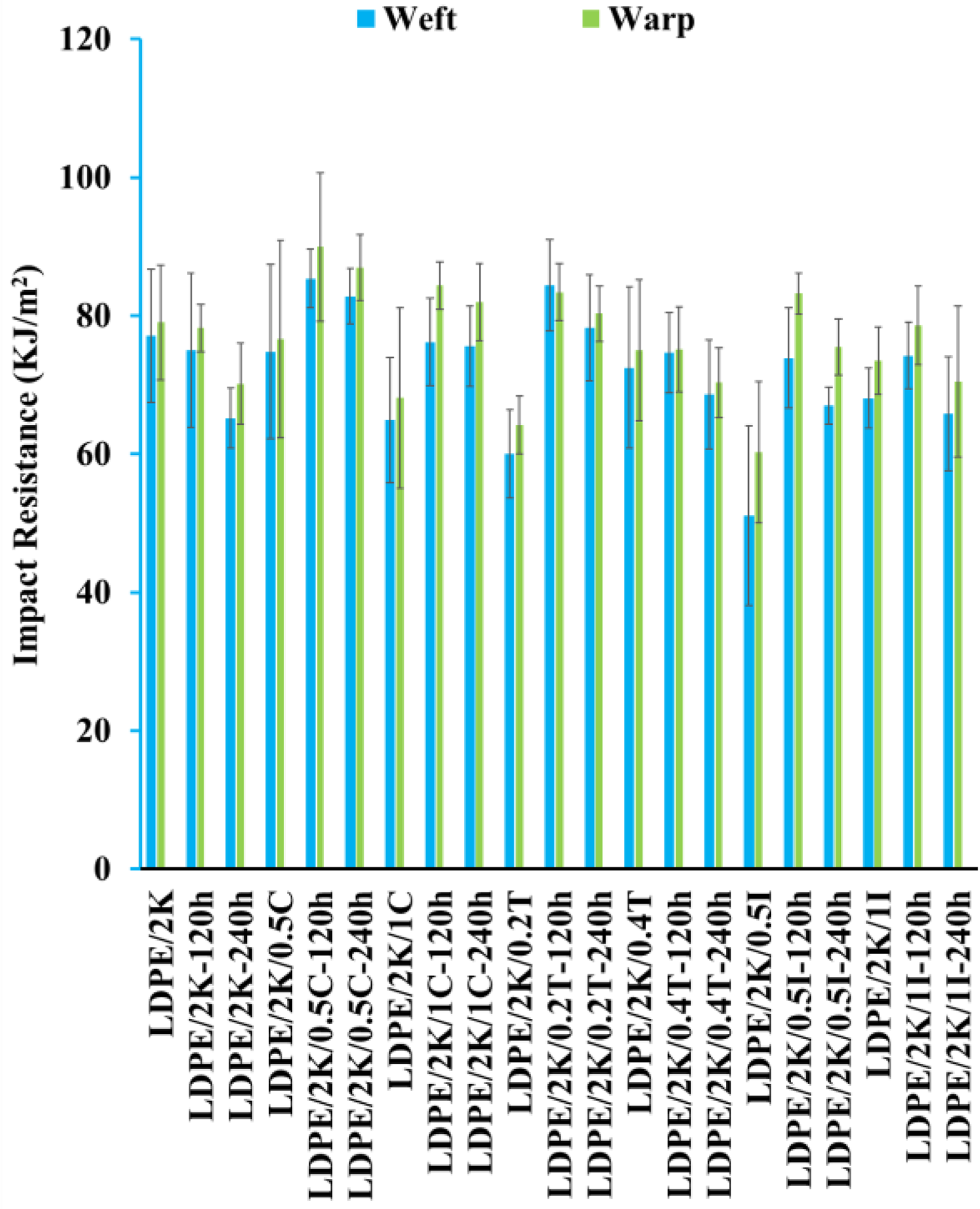
Impact resistance values of UV/LDPE-Jute fiber-reinforced composites with 120- and 240-h aging.
In the studies conducted, the most appropriate ratio of additives to be used was determined and the effects of using these ratios were examined. It can be seen from Figure 7 that using additives, Chimassorb 944, Irganox 1010, and Tinuvin 326 improved the impact resistance of the composites in weft and warp directions by 11–20%, 25–31%, and 25–30%, respectively. It was also noticed that the impact resistance of the composites was improved in lower additive ratios due to the improved flexural resistance obtained with higher interfacial bonding between the fiber and the matrix 60 but decreased with higher additive ratios. So the ratio of the UV protective additives is very important for improving the impact resistance of the composites.
DSC analyses
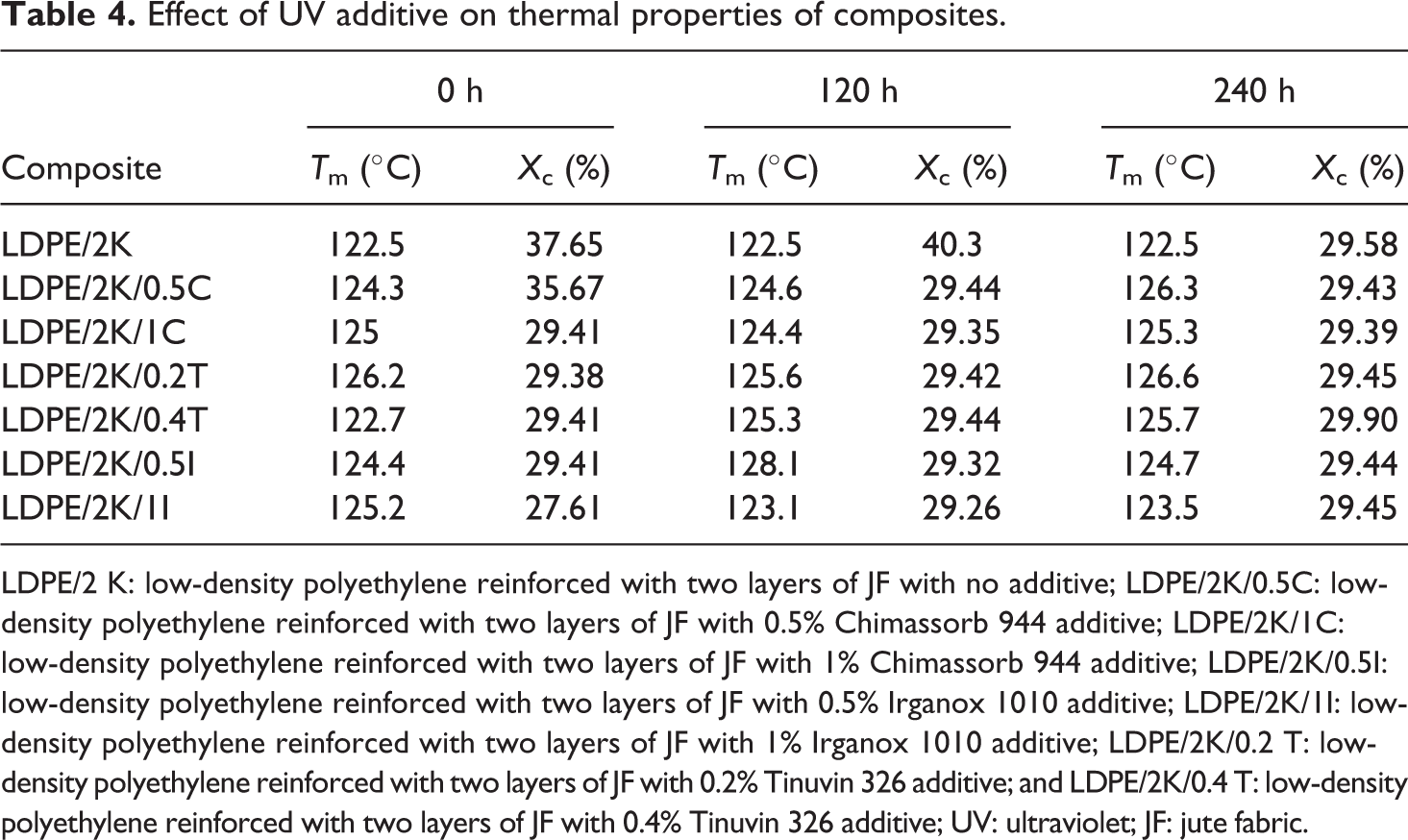
DSC tests were applied to determine the changes in the thermal properties of the composites with accelerated aging processes as well as the changes in their thermal properties. It was tried to determine this effect by comparing the 0–120–240-h values of the composites with and without UV additives. Table 4 presents the melting temperatures and crystallinity percentage values due to UV additive rates and accelerated aging times. According to DSC test results applied to composites, the crystallinity percentage of the composite without UV additive increased from 10% to 40.3% after 120 h of the aging process and then decreased to 29.58% after 240 h of standby time. In accelerated aging processes, the crystallinity percentage value indicates that chain breaks occur as a result of the degradation of polyethylene in the composite structure.
Effect of UV additive on thermal properties of composites.
LDPE/2 K: low-density polyethylene reinforced with two layers of JF with no additive; LDPE/2K/0.5C: low-density polyethylene reinforced with two layers of JF with 0.5% Chimassorb 944 additive; LDPE/2K/1C: low-density polyethylene reinforced with two layers of JF with 1% Chimassorb 944 additive; LDPE/2K/0.5I: low-density polyethylene reinforced with two layers of JF with 0.5% Irganox 1010 additive; LDPE/2K/1I: low-density polyethylene reinforced with two layers of JF with 1% Irganox 1010 additive; LDPE/2K/0.2 T: low-density polyethylene reinforced with two layers of JF with 0.2% Tinuvin 326 additive; and LDPE/2K/0.4 T: low-density polyethylene reinforced with two layers of JF with 0.4% Tinuvin 326 additive; UV: ultraviolet; JF: jute fabric.
Two photodegradation mechanisms, called Norrish I and Norrish II, increased the crystallinity by decreasing the density in amorphous regions in the polymer with the formation of chain breakage and cross-linking and so higher crystallinity values were measured. 74 As a result of the 240-h accelerated aging process, the rate of crystallinity percentage decreased with the damage of the molecules connecting the polyethylene main chain structure. Binding molecules were damaged because of oxidation as the chain breaks occurred and so binding molecule fragmentation caused a decrease in crystallinity percentage values. 75 Although the crystallinity percentage value of the composite increased without UV additive at the beginning and then decreased in the following stages.76,77
On the other hand, there has been a slight increase in the crystallinity values of the composite with 1% Irganox 1010 additive, while other composites with UV additives did not have changes with the 120-h accelerated aging process. After 240 h of waiting time, it was observed that the crystallinity percentage values of the composites with UV additives remained almost constant. According to DSC test results applied to composites with UV additives, the use of additives in different ratios is a factor showing chain breaks.
Color change measurements
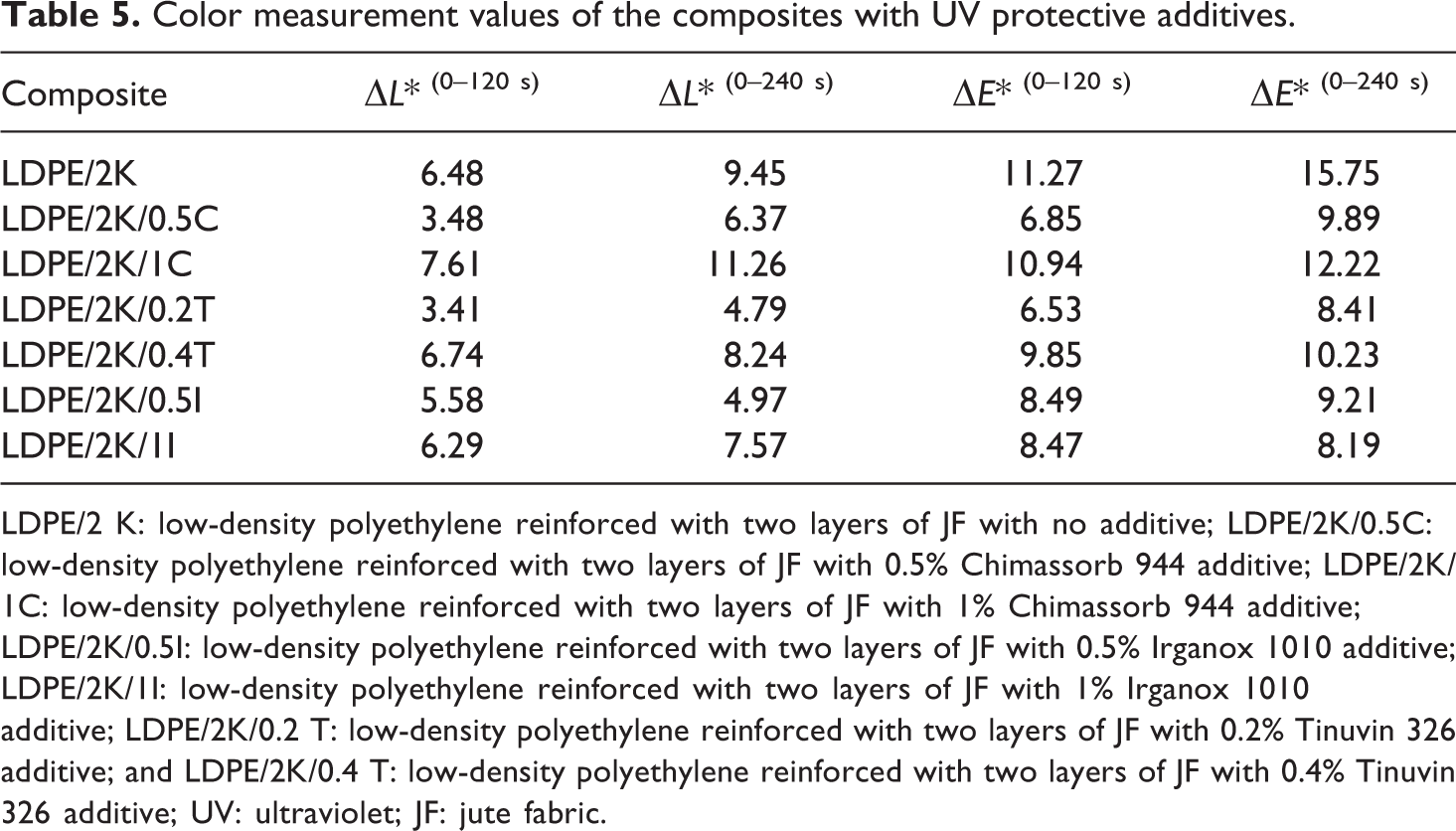
UV protective additives affect not only the mechanical and thermal properties of the composite but also their physical properties. To determine the effect of accelerated aging processes on the color values of the composite structures, color measurement tests were applied. The ΔL (flow) and ΔE (fading) values of the composites were determined by comparing the values obtained before and after aging processes. It was found that the composite without UV protective additive was more affected by the accelerated aging processes than composites with UV protective additives and seen that their ΔL and ΔE values increased. According to the values given in Table 5, ΔE value of the composite without UV protective additive increased to 11.27% after 120 h aging and to 15.75% after 240 h aging.
Color measurement values of the composites with UV protective additives.
LDPE/2 K: low-density polyethylene reinforced with two layers of JF with no additive; LDPE/2K/0.5C: low-density polyethylene reinforced with two layers of JF with 0.5% Chimassorb 944 additive; LDPE/2K/1C: low-density polyethylene reinforced with two layers of JF with 1% Chimassorb 944 additive; LDPE/2K/0.5I: low-density polyethylene reinforced with two layers of JF with 0.5% Irganox 1010 additive; LDPE/2K/1I: low-density polyethylene reinforced with two layers of JF with 1% Irganox 1010 additive; LDPE/2K/0.2 T: low-density polyethylene reinforced with two layers of JF with 0.2% Tinuvin 326 additive; and LDPE/2K/0.4 T: low-density polyethylene reinforced with two layers of JF with 0.4% Tinuvin 326 additive; UV: ultraviolet; JF: jute fabric.
When the data in Table 5 are analyzed, it can be seen that UV protective additives and their ratios had a significant effect on the color changes of the composite structures. It has been reported that besides organic materials such as plastic, manmade fibers, elastomers, adhesives, and oils have protective effects especially on color change, they also have effects on the polymer structures such as polyethylene, polypropylene, and polybutene. 26 When we compare the effect of the additives on color changing ratios of the composites, it can be seen that Chimassorb 944 (39%) and Tinuvin 326 (42%) have more impact than Irganox 1010 (25%) after 120-h aging process. However, after a 240-h aging process, the color differences of the composites with different additive types come closer to each other. 47 But, increasing the UV protective additive ratios makes the opposite effect and increases the color fading. After all, comparing the color change values of composites with and without additives after 240-h aging, we can say that adding UV protectives in any ratio improves the color change values and decreases the fading.32,47,62,78,79
Conclusion
In this study, it was aimed to produce composite structures by reinforcing cellulosic-based JF into the LDPE polymer with UV protective additives to develop environmentally compatible materials for outdoor applications. The accelerated aging process was applied to the composites for 120 and 240 h in the UV cabinet to determine their change against environmental conditions. It has been found that after the accelerated aging processes, the negative effects of UV light in the aging cabinet were reduced by using UV light regulator Chimassorb 944, antioxidant Tinuvin 326, and UV light absorber Irganox 1010.
By using UV absorbents (Irganox) with high molecular weight, a thin layer is formed on the polymer and so composite materials are protected. Adding light regulator (Chimassorb) protected with preventing chain reactions by high-energy light removing free radicals in the polymer chain. However, it is important to use an additive that is fully compatible with the polymer matrix; otherwise, the additives migrate out of the polymer over time by leaving the polymer open to damage. We have noticed that the effect of UV light on the composites varies according to the exposure times. Protective additives, which were used to decrease the negative effects of UV light, gave more positive results in short-term applications. Antioxidant materials (Tunivin) are generally used in plastic materials that will be exposed to daylight or used at room temperature. The most important properties of these materials are that they protect the polymer material against the negative effects of heat oxidation.
It was seen that the fading amount was dependent on the additive type, all additives used in this study improved the color protection and helped to decrease the color change. The exposure time to UV light was important, fading increased with increasing aging durations. Addition of light regulator Chimassorb 944, antioxidant Tinuvin 326 and UV light absorber Irganox 1010 to the polymer matrix helped to improve the tensile and flexural strength and impact resistance values of all composites up to 35%. Also, the strength and resistance values of the composites with additives had less decrease (17–19%) than the composite without additive (21%). It can be concluded that natural fiber-reinforced LDPE composites with UV additives are durable and suitable candidates for outdoor structures such as building shieldings, window frames, automobiles, garden chairs, agricultural tanks, shipping drums, pipes, and cable jackets.
Footnotes
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study is supported and funded by the Scientific Research Projects Department of Marmara University (MU-BAPKO) under Grant FEN-C-DRP-090518-0251.