
Abstract
In this study, the mechanical and machinability characteristics of chitosan (Cts)-filled polypropylene (PP) composites produced by injection molding method were analyzed. Uniaxial tensile, impact, hardness, and three-point flexural tests were used to observe the influence of Cts filler on the mechanical behavior of PP. For the machinability analysis of these materials, drilling experiments based on Taguchi’s L27 orthogonal array were performed using different drill qualities and machining parameters. Then, machining conditions are optimized through grey relational analysis methodology for machinability characteristics such as thrust force and surface roughness obtained from drilling tests. The results showed that tensile, flexural strength, and percentage elongation decreased while impact strength increased with adding the Cts filler to PP. Moreover, it was determined that the tensile and flexural modulus of elasticity increased significantly and there was a slight increase in hardness. Thrust forces decreased while surface roughness values increased when the Cts filler ratio and feed rate was increased. The optimal machining conditions for minimizing thrust force and surface roughness was obtained as PP/10 wt% Cts material, uncoated tungsten carbide drill, feed rate of 0.05 mm/rev, and cutting speed of 40 m/min. In this regard, PP composite reinforced by 10 wt% Cts is recommended for industrial applications in terms of both the mechanical and machinability characteristics.
Introduction
Polypropylene (PP) provides superiority among thermoplastic polymers in terms of economic, ecological, and other technical properties such as mechanical, physical, chemical and thermal processing. PP material has low density, semi-rigid, tough, good chemical and fatigue resistance, odorless, and long life. It is also resistant to fungi, bacteria, effective acids and bases. Low moisture retention, but also pipes, plates, films, chairs, electrical materials, automotive parts, rope, yarn, so on are used in the manufacturing of such products.1,2 Besides, the production of PP-based composites reinforced with natural or synthetic materials improves many mechanical and physical properties and indirectly expands their usage. Although synthetic fiber-reinforced thermoplastic composites exhibit better mechanical properties than natural fibers ones, since they are not environmentally friendly, they started to be replaced by natural fiber-reinforced composites. 3 For this context, chitosan (Cts), which is a non-toxic natural polymer, is becoming more and more widely used instead of synthetic materials to produce natural polymer composites due to its antibacterial, biocompatible, and biodegradable properties.4–6 Cts is a biopolymer obtained as a result of reevaluation of shellfish by chemical or biological methods and it is a derivative of chitin. The richest sources of chitin and Cts are crab, shrimp, lobster, and crayfish shells. In the solid state, Cts is translucent and yellowish white, odorless, and tasteless. Cts and its derivatives are used in many fields such as food, agriculture, textile, cosmetics, wastewater treatment, medicine, and pharmaceuticals.7,8
Many studies in the literature have shown that Cts-filled PP materials are produced and various mechanical properties of these composite materials are investigated. Salmah et al. 9 investigated the influence of Cts rate with acetic acid on the mechanical and thermal properties of PP/Cts. The researchers stated that the tensile strength and elongation at fracture decreased with increasing the untreated Cts rate. However, they explained that tensile strength and Young’s modulus of PP/Cts composite increased in application of treated Cts with acetic acid. Faisal et al.10,11 focused on mechanical and thermal properties in their studies using a similar method. They emphasized that processed composites obtained using additives have better mechanical and thermal properties. Ahmad et al. 12 focused on the mechanical properties and morphology of Cts-epoxy polymer composite by optimizing the Cts ratio. They stated that 15 wt% Cts used as filler have an advantage in increasing the surface hardness of the epoxy material. Kumar and Srinivasan investigated the tribological properties of polylactic acid (PLA) using three different combinations of the Cts, basalt, and PLA and used the algorithm method to investigate characteristics of the material wear. 13 Recently, it has been observed that composite material production researches have been carried out with the addition of various reinforced materials to increase the usage range of PP. These studies have been conducted to investigate the mechanical behavior of PP composites obtained from organic materials such as Cts, which are derived from vegetable origin, such as wood and jute, or from animal origin, such as bone and eggshell, and some improvements have been achieved in the properties of these materials.14–18
On the other hand, various parts produced from polymers and their composites can be formed by manufacturing methods such as blow molding, extrusion, injection molding, transfer molding, three-dimensional printing, and casting. However, even injection molding used for mass production of plastic products may cause problems such as distortion due to thermal stresses, marks originating from the molds, and poor surface quality.19,20 Hence, machining is an urgent demand to remove burrs, runners, and so on and to meet the dimensional accuracy and surface quality requirements of products, especially in the biomedical industry. At this point, precision machining methods such as turning and milling play an important role for improving different forms of polymeric parts.21–24 Also, many parts and components are combined with riveting and bolting techniques for a composite-based complex manufacturing. These techniques are one of the main joining methods, and therefore drilling holes becomes mandatory to facilitate assembly in polymer or polymer-based composite parts. In this regard, conventional drilling is used extensively for screw, bolt, and rivet connections. 25 Hole surface damages namely matrix cracking, pull-out of reinforcements, micro cavities, and voids formation occurring in drilling of the polymeric composites changes dependently the physical and mechanical properties of these materials and cutting parameters.26,27 At the meanwhile, the hole quality criteria such as surface morphology and geometrical accuracy is very essential to fasten bolts, screws, or other components during assembly. Also, these criteria are crucial to the life of riveted joints. For example, the surface roughness of hole wall and perpendicularity of the hole axis to the part surface cause high stress and may ultimately lead to rupture of the rivet.25,28 The drilling-induced damages depends mostly on thrust force and torque created during the drilling. The easiest and cheapest way to reduce these machining outputs is to select the main processing parameters such as cutting speed, feed rate, and tool geometry at suitable values.22,29 Consequently, both the minimum surface roughness and a hole quality with desired dimensions and geometric tolerances can be obtained without the need for finishing operations. Therefore, optimization of the cutting parameters is very important to improve the machinability of the plastic-based materials.
When the studies in the literature are analyzed, it is noticed that the studies on the production of Cts-filled PP composite materials, but there is no work on the machinability. In this study, firstly the mechanical properties such as flexural, tensile, impact strengths, and hardness of Cts-filled PP composite were investigated. Additionally, the machinability criteria such as surface roughness and thrust force has been optimized simultaneously by grey relational analysis (GRA) by using the data obtained during drilling of PP composite. Current experimental and statistical research is believed to be a leading database for researchers, scientists, and industrialists to recognize the machining characteristics of Cts-filled polymer composites.
Materials and methods
Materials
The polymer used for producing the experimental samples was a PP homopolymer having a density of 0.87 g/cm3 and a melt flow index of 12 g/10 min and was obtained from Pimar (Bursa, Turkey) under the trade name Pimaplen. The reinforcement material was Cts powder with an average particle size of 100 µm and a degree of deacetylation of 95%, which was supplied by Xi’an Rongsheng Biotechnology (China) under the trade name Chitosan 9012-76-4. Pure thyme oil, the product of Mişa company (Antalya, Turkey), was used during the mixing of these two materials. The mixture of Cts and PP polymer was carried out in the temperature range of 180–200°C with an industrial type single screw extruder of STM01-2012 Brand Model 4Kw within STM Technical Company (Bursa, Turkey). In the first stage of the production of Cts-filled PP composites, PP granules were treated with optimized 0.2% oregano oil, then 10 and 20 wt% powder Cts were added and mixed, and then extruded to produce granule. The test samples of PP polymer and Cts-filled PP polymer composites were molded using Yonca (YMS 120/200, Yonca Makine Sanayi Ve Tic. Ltd. Sti, İstanbul) brand injection molding machine under 100 bar injection pressure and at a barrel temperature range of 175–225°C. In this process, the tensile test specimens were prepared according to ASTM D638 standard. For the flexural, impact, and hardness tests were used ASTM D790, ASTM D256, and ASTM D2240 standards, respectively.
Tests for mechanical and machinability characteristics
To examine the mechanical and machinability characteristics of the PP and the composite materials produced by adding Cts, samples in three different contents were produced as PP, PP/10 wt% Cts, and PP/20 wt% Cts. Experimental studies for analyzing the mechanical characteristics were performed in the laboratory of Pimar in Bursa, Turkey. Tensile and flexural tests were carried out using Zwick-Roell Z020 brand tensile-flexural device produced by Zwick Roell Group. In tensile tests, the crosshead speed of the machine was selected as 5 mm/min. Notched Izod impact tests were carried out using Zwick-Roell HIT 5.5P brand impact tester and hardness test was performed using TRONIC Shore-D hardness tester. The tests were performed with a crosshead speed of 10 mm/min to obtain the flexural strength and flexural modulus values for PP and Cts-filled PP composite materials. In addition, the tensile fracture surfaces of tensile test specimens were analyzed by JEOL-JSM-6060 LV model scanning electron microscope (SEM) produced by JEOL, Japan.
Drilling processes were carried on CNC lathe with three different drill quality, feed rate, and cutting speed in dry drilling condition. The drill has a helical angle of 30°, diameter of 5 mm, and point angle of 130°. The parameters for the machining characteristics were chosen as cutting speed (Vc), feed rate (f), and drill quality (Tool) in drilling of PP and Cts-reinforced PP composites. The levels of the machining parameters were decided in reflection of the literature. Uncoated high-speed steel (HSS), titanium aluminium nitride (TiAlN)-coated HSS (C-HSS), and uncoated tungsten carbide (WC) drills were chosen as the drill quality. Drilling experiments were carried out based on Taguchi’s L27 orthogonal array and the experimental design is presented in Table 1.
Experimental design for the drilling experiments.
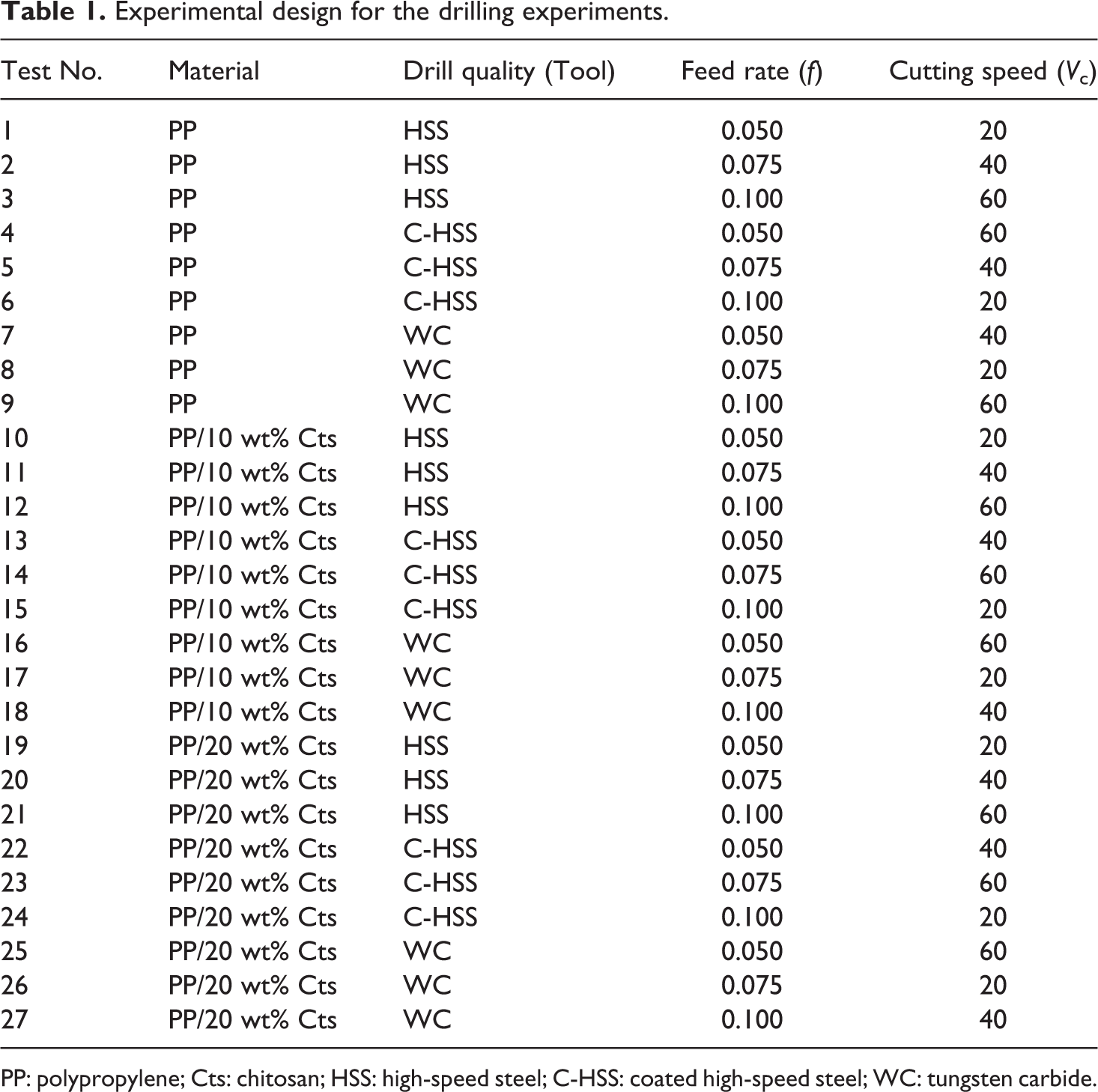
PP: polypropylene; Cts: chitosan; HSS: high-speed steel; C-HSS: coated high-speed steel; WC: tungsten carbide.
The systematic evaluation of the experiment results was performed by taking arithmetic means of machinability criteria or responses, namely thrust force (Fz) and surface roughness (Ra). The significance levels of machining parameters on the Fz and Ra were stated by the analysis of variance (ANOVA) with a confidence level of 95%. The experimental setup and schematic diagram of the measurements are shown in Figure 1.
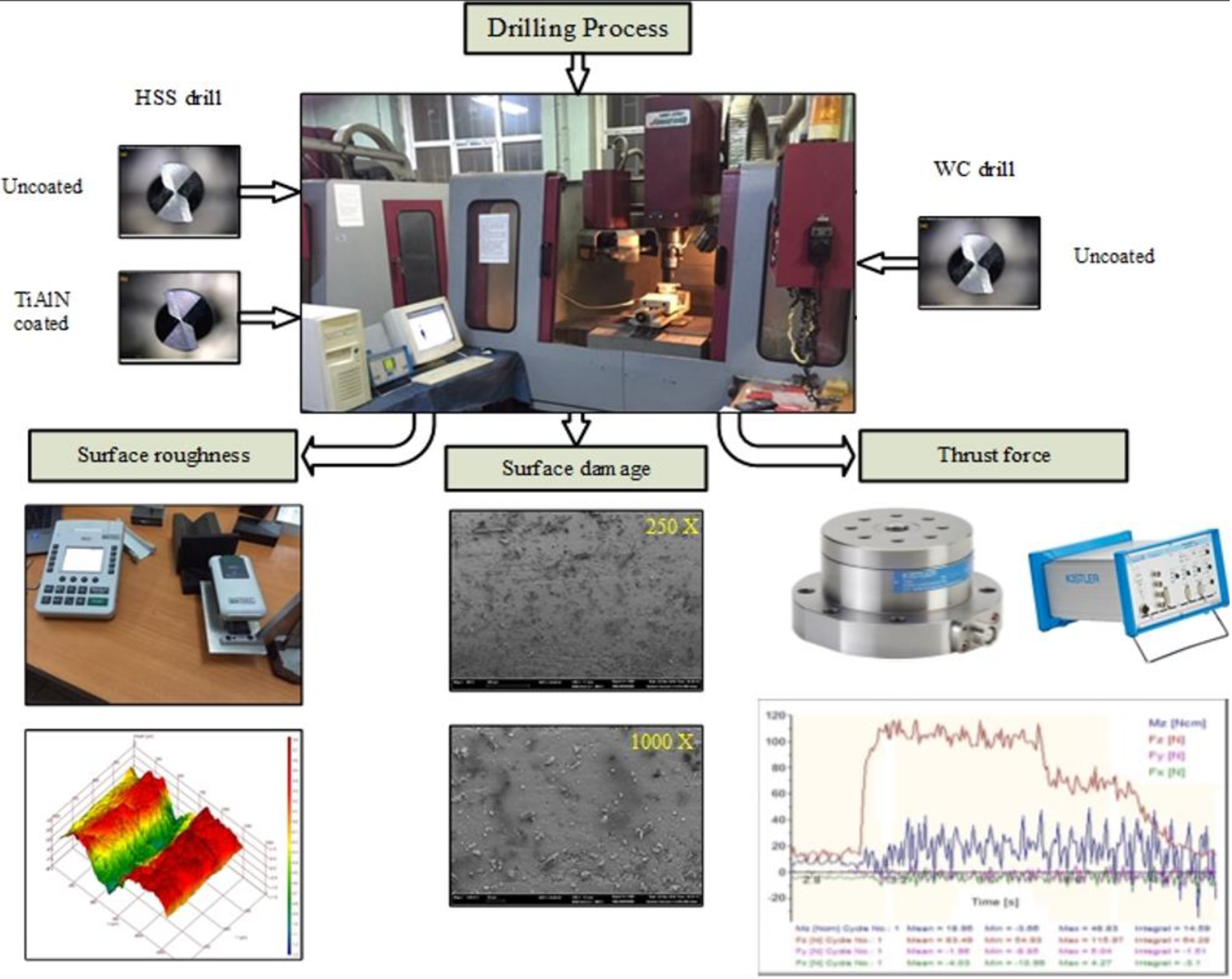
Experimental setup and schematic diagram of the measurements.
Taguchi-based GRA methodology
Especially in machining methods, it is relatively easy to obtain optimal conditions for a single response. However, as each response is critical at a certain level it is better to optimize all responses at the same time for maximum efficiency in multiple response processes. In this context, GRA is one of the most widely used methods to optimize such processes that require considering all input factors and responsess. Grey relationship refers to measuring the varying relationship among two factor or two subsystems. The similarities or differences between the analyzed factors are called “grey relationships”. If the change between the two factors is continuous during the system development process, if the changes occur in harmony with each other, there will be a higher relationship between the factors and a lower relationship if the other occurs. The steps of GRA are as follows: experiment design and application, standardization of experimental data, calculate grey relational coefficients, determine grey relational grade (GRG), and ANOVA for GRG. In that point, “the larger-the better” approach is employed to define optimal level of factors in multiple responses optimization method. In final step, the confirmation experiments are done at optimum factor levels and optimization is verified. In Taguchi-based GRA optimization, the case with the highest GRG gives the optimum level of the factors.30,31
In the present study, the drilling experiments performed based on the Taguchi’s L27 orthogonal array were repeated three times, and evaluations were made by taking the average of the data obtained. Taguchi methodology was conducted to analyze the machinability characteristics of PP and Cts-filled PP composite material. The optimum sequence of the machining parameters was found by using GRA for the thrust force and surface roughness. Taguchi-based GRA methodology steps applied according to the aims and objectives of this study are shown in Figure 2.
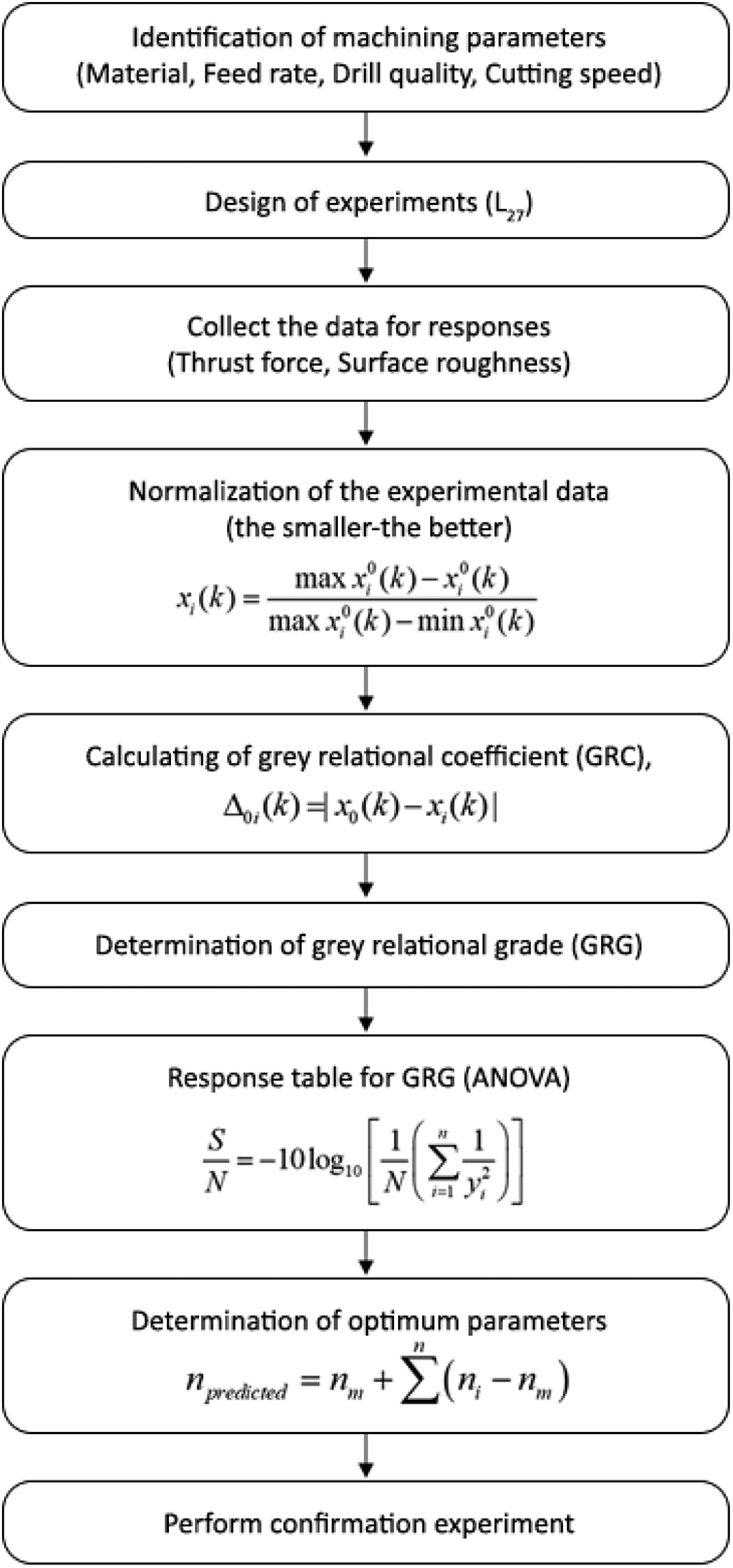
Flow chart of Taguchi-based GRA methodology.
Results and discussions
Mechanical properties
In Figure 3, SEM images of the fractured surfaces of PP polymer, PP/10 wt% Cts, and PP/20 wt% Cts composites are shown at 500× magnification. Although the 10 wt% Cts-reinforced composite more homogeneously distributed than the composite with 20 wt% Cts, the size and shape of the Cts filler appears to be similar in both composites. In addition, the matrix–filler degradation and the voids formed with the filler separation from the matrix are seen due to the poor wetting.
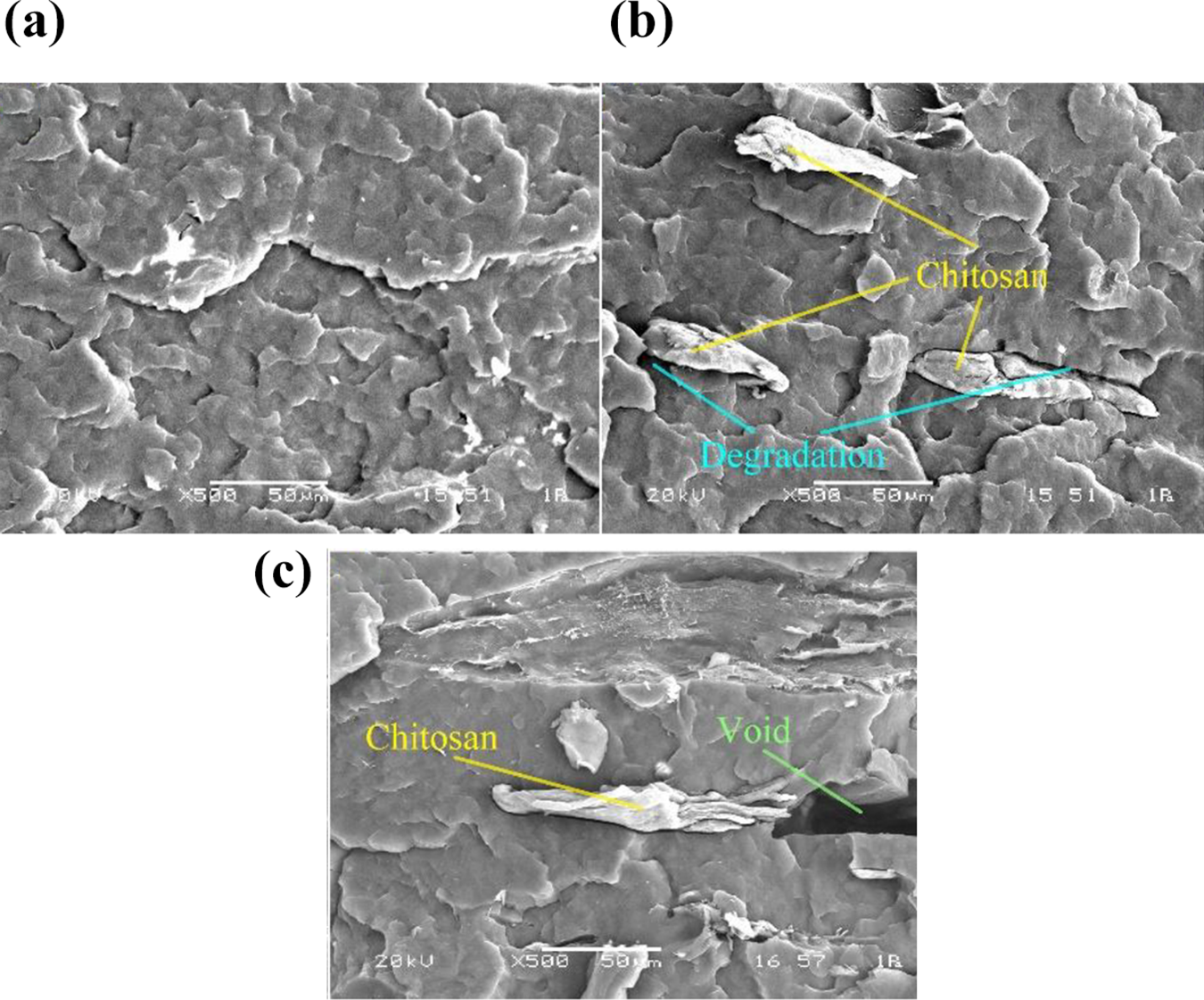
SEM images of the tensile fracture surface: (a) PP, (b) PP/10 wt% Cts, and (c) PP/20 wt% Cts.
Figure 4 shows the variations of mechanical characteristics for pure PP and Cts-filled PP composites. When Figure 4(a) is examined, it is seen that the tensile strength values decreased with increasing Cts filler ratio. 11 While the tensile strength of pure PP polymer material is 31.6 MPa, when 10% and 20% Cts filler has been added to the PP, the tensile strength values decreased by 14.5% and 22.7%, respectively. The decrease in tensile strength can be explained by the interface interaction between the matrix and the filler material. As stated by Amri et al. 11 the filler–matrix interface adhesion strength is reduced due to the different characters of Cts (hydrophilic) and PP (hydrophobic). That is, the interfacial area increases with increasing Cts ratio, thereby the interfacial interaction between the filler and the matrix is more damaged (see Figure 3(b) and (c)), resulting in a decrease in tensile strength. In contrast to the tensile strength, it was observed that the tensile modulus of elasticity the composite with 10% and 20% Cts filling compared to pure PP increased by 1.9% and 15.2%, respectively. This increase in the tensile modulus is thought to be due to a little increased hardness with the addition of Cts (Figure 4(d)).
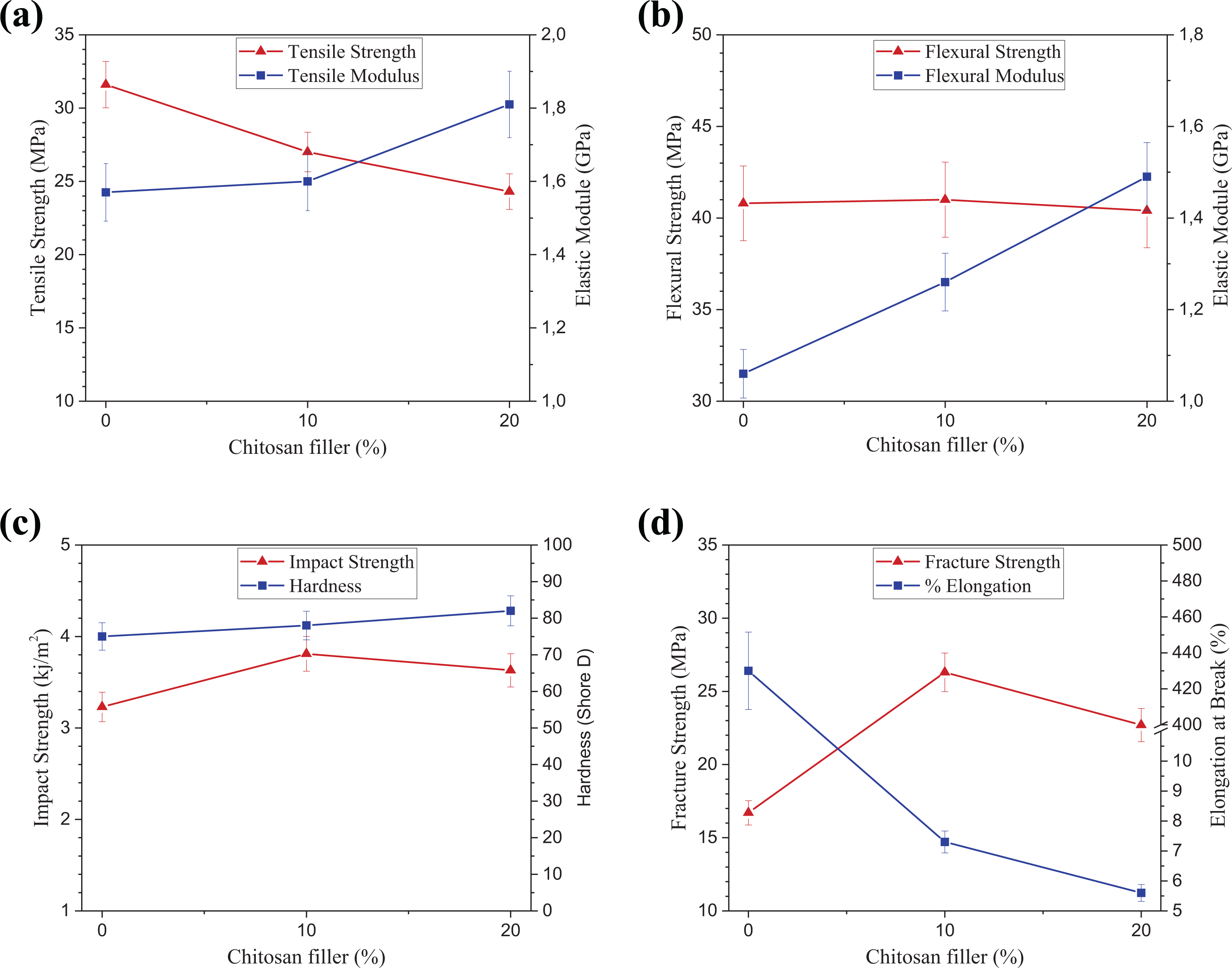
Mechanical properties: (a) tensile strength–tensile modulus, (b) flexural strength–flexural modulus, (c) impact strength–hardness, and (d) fracture strength–elongation%.
It has been determined that the flexural strength of the composite material is not a linear change with increasing Cts ratio (Figure 4(b)). A 0.5% expanding in flexural strength was observed with the addition of 10 wt% Cts to the PP matrix, while a 1% decrease in the strength was observed when the Cts filler was increased to 20%. This result can be explained by the load sharing mechanism of the composite material, which varies depending on the matrix-reinforcement interfacial area. When the filler ratio exceeds a certain value, the adhesion strength decreases as the interfacial area increases, as mentioned by Rajamuneeswaran et al. 32 Thus, the load is not transferred uniformly throughout the composite sample and flexural strength is reduced. In addition, a proportional increase in flexural modulus of elasticity is observed with increasing Cts filler ratio. The increase in flexural modulus of elasticity is found to be 18.8% and 40.5%, respectively, for PP/10 wt% Cts and PP/20 wt% Cts composites. This result is associated with the compression stress tends to cover cracks and interface defects in vertical direction to the applied load. 33
Impact strength or energy is the capability of a material for absorbing the elastic strain energy during fracture and depends on the characteristics of reinforcement in composite materials, especially. It is seen that the impact energy increases depending on the Cts ratio, but it is obtained in the highest PP/10 wt% Cts composite (Figure 4(c)). It has been mentioned that the reinforcement material up to a certain ratio has a positive effect on impact energy by distributing the strain energy homogeneously on the composite material. 34 Alternatively, with increasing the reinforcement rate even more, impact energy decreases due to the decrease in the elasticity of the composite and the weakening of the matrix–reinforcement interfacial interaction.16,18 As the material toughness decreases due to the fragility of Cts, it contributed to the reduction of impact energy with an increase in the reinforcement rate. Consequently, impact energy increased by 18% and 12%, in PP composite reinforced with 10 wt% and 20 wt% Cts, respectively. On the other hand, a little increase in the Shore-D hardness value of the composite material was achieved with the addition of Cts filler. As a result, the result obtained is compatible with the conclusion of other research findings.34,35
In general, the poor of the bonding strength between the matrix and reinforcement or the more the voids, results in easier the breaking at the polymer composites. 3 However, in case of the interface bonding between the matrix and the particle/filler material is ideal, it is known that a significant part of the load faced by the material is carried by the reinforcing material, thereby increasing the composite strength.10,18 Similar to the results in the literature, the fracture strength of the composite increased in 10 wt% Cts reinforcement compared to pure PP, and the strength decreased when the reinforcement rate is increased to 20% (Figure 4(d)). On the other hand, it has been found that the elongation at break of the composite material reduced at a certain ratio with the addition of Cts to the PP matrix. This decrease in elongation at break is thought to be due to increased stiffness, which develops due to increased hardness with the addition of Cts. The increase in flexural modulus of elasticity and the decrease in the elongation at the break indicate that the composites reinforced with natural filler is valuable for the parts requiring high-energy absorption. Meanwhile, this contribution is important in respect of sustainability of the resources.
Assessment of thrust force
The damage created in the drilling of polymeric composites depends on the thrust force, which vary according to the cutting conditions. On the one hand, damage developed during hole making is dissimilar for each reinforcement type and form. In this regard, it is important to analyze the thrust force generated in the drilling of Cts-reinforced PP material. Figure 5 shows the variations of thrust force obtained in drilling of PP and Cts-filled PP composite materials using three different drill quality, feed rate, and cutting speed. When the graphs were examined based on the feed rate, it was determined that the thrust forces increased with the increasing feed rate at variations of the material, tool, and cutting speed (Figure 5(a) to (c)). The increase in the feed rate leads to an increase in the chip volume removed per unit time. Therefore, the resistance of the chip to tear increases and so it increases the thrust force. Moreover, evacuation of chips become more complicated with rising the chip volumes. 29 This result is similar to the results of studies on materials with close mechanical properties in the literature.22,27 Consequently, the minimum thrust force was obtained with uncoated WC drill at the lowest feed rate (0.05 mm/rev) and the highest cutting speed (60 m/min). Considering the effect of cutting speed on the thrust force, Fz value decreased in small amounts initially and afterward increased with the proportionally increase of cutting speed. As a result of increasing cutting speed, the shear angle increases and thinner chip is formed. Thus, thrust forces decreased due to an increase in chip speed and a reduction in tool–chip contact length. 36 On the other hand, there is a nonlinear change in cutting force in the cutting speed–feed interaction (Figure 5(c)). The reason for this fluctuation in Fz values is the experimental design, where the arrangement of the cutting speed levels is random (Table 1).
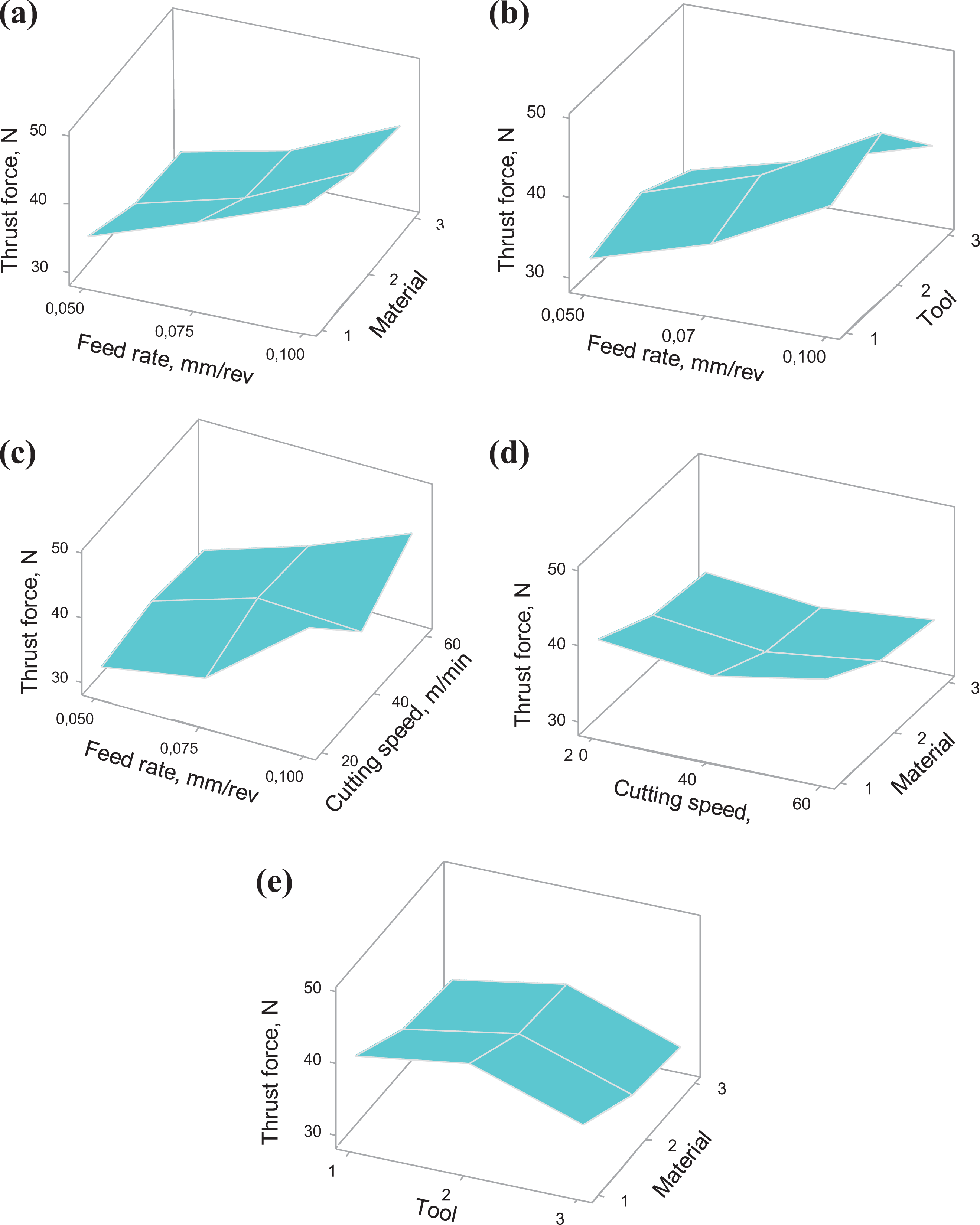
Thrust force variations depending on the machining parameters.
Additionally, when the Fz values are compared for the machined materials, there is a slight decrease in the thrust force for the Cts-reinforced composites (Figure 5(d) and (e)). Because of the Cts filler increase in pure PP polymer, the tensile and flexural strength values of the PP composite material decreased (see Figure 4). Particularly, the reduction in impact energy and flexural strength indicates that chip breaking is easier and shorter chips are formed despite the ductile matrix, and thereby friction related forces are reduced resulting from the chip pressure in the second deformation zone. As a result, the reduction in material strength made it easier to cut the material, resulting in a reduction in thrust force. When the thrust force is assessed in terms of the drill quality, it is seen that the thrust forces obtained with the C-HSS tool are higher (Figure 5(e)). It is observed that higher thrust force is generated compared to uncoated HSS and WC tools with TiAlN-coated HSS tool. This result can be attributed to the fact that the small roundness on chisel edge with cutting lips of the drill caused by the coating reduces the sharpness of the tool, thereby the chip formation takes place in the form of friction instead of the cutting. These results indicated that uncoated tools are sufficient for drilling of polymer-based composites reinforced with natural filler. Although the drilling operations are performed in three repetitions, there is no wear on the cutting tools.
Assessment of surface roughness
Surface roughness is one of the surface quality criteria that determine the surface smoothness of the machine components. It is also an influencing factor on fatigue strength, corrosion resistance, and contact stiffness, indirectly effects the service life and reliability of the machine parts.37,38 Moreover, surface damages that occur during drilling vary depending on the reinforcement type and shape, cutting parameters, and tool geometry.29,39 In this context, it is important to determine the surface quality to create a reliable connection, especially in the assembly process.
The changes in Ra values according to the interactions of cutting conditions in drilling of the PP and Cts-filled PP polymers are shown in Figure 6. As can be seen from Figure 6(a) to (c), Ra values increased with increasing feed rate. As mentioned in the previous “Assessment of thrust force” section, it is known that thrust forces increase with increasing feed rate. This situation resulting from the increase of the chip cross-section may have increased the cutting tool vibration, 40 and also means an increase in chip thickness which is facilitate chip breaking. It is thought that the surface roughness increases partly due to the discontinuous chip formation developing due to this process. On the other hand, the decrease in the toughness and homogeneity of the composite material together with the Cts additive contributed 41 to the increase in roughness by supporting the chip formation process mentioned above. The surface roughness increased noticeably with the increase of Cts reinforcement rate is evidence of this phenomenon (Figure 6(a)). Consequently, Ra values increased in parallel with the proportional increase in the feed rate and Cts reinforcement rate in similar with the results of other studies.42,43
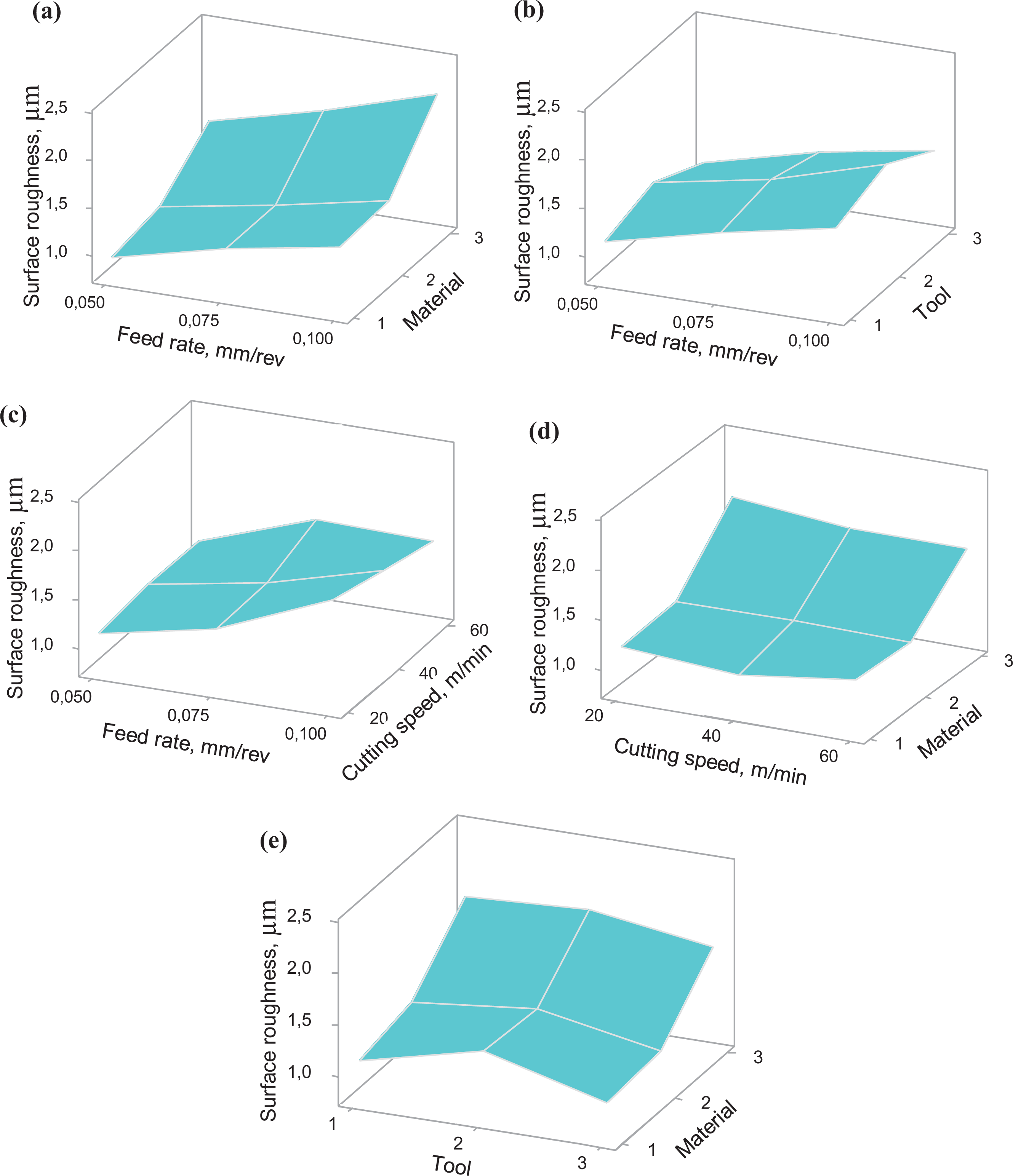
Surface roughness variations depending on the machining parameters.
On the other hand, the increase in feed rate led to a proportional increase in surface roughness, while the increase in cutting speed resulted in a fluctuating decrease in surface roughness (Figure 6(c) and (d)). As is known, the heat generated in cutting zone rises with increasing the cutting speed. Also, the thermal deformation of both the tool and material machined reduces by moving away most of the heat with chip.44,45 However, the heat caused the material to soften due to the low thermal conductivity of the PP material, and the tool provided the chip formation by rubbing instead of cutting. As a result, the surface quality is poor due to the smeared matrix material remaining on the hole surface during drilling. This formation has become more pronounced with increasing feed rate, especially in pure PP (Figure 7).
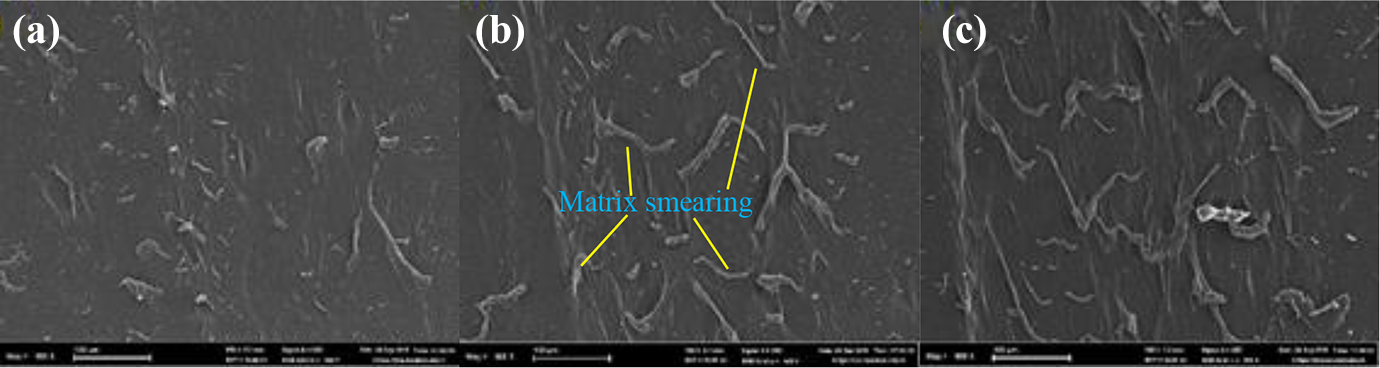
SEM images of the hole surface for PP material: (a) f = 0.05 mm/rev, (b) f = 0.075 mm/rev, and (c) f = 0.1 mm/rev.
Figure 6(e) shows the Ra change in terms of cutting tool–material interaction. It is seen that the surface roughness values obtained with C-HSS tool are higher. This result can be attributed to chip formation similar to the machining process mentioned in the “Assessment of thrust force” section resulting from the drill geometry. That is, the small roundness on the drill cutting edges caused by the coating reduces the sharpness of the drill, and thus chip formation occurs in the form of rubbing. At the same time, an increase tendency is observed in Ra values with increasing the Cts ratio (Figure 6(e)), similarly to the results in the literature.25,46 Even if in the WC drill, where generally lower Ra values have been obtained, the roughness values increased by an average of 44% when the rate of Cts from 10 wt% to 20 wt% is increased. This result can be attributed to the surface morphology generating due to mostly the phenomena of matrix smearing on the hole surface and partly the voids formed by pulling out of Cts from the matrix, which depends the decrease in homogeneity of the composite material with increasing the filler ratio, as can be seen from Figure 8(b) and (c). Moreover, 3D images taken from the hole surfaces for three different materials support this phenomenon (Figure 9). The difference in peak–valley formations on the hole surfaces are evidence of the abovementioned cause–effect relationship. Consequently, the maximum Ra value was obtained with C-HSS drill at the highest feed rate (0.1 mm/rev) during drilling of PP/20 wt% Cts material. Among the composite materials, the minimum Ra value was obtained with WC drill at the lowest feed rate (0.05 mm/rev) during drilling of PP/10 wt% Cts material (see Table 2).
Taguchi-based GRA results.
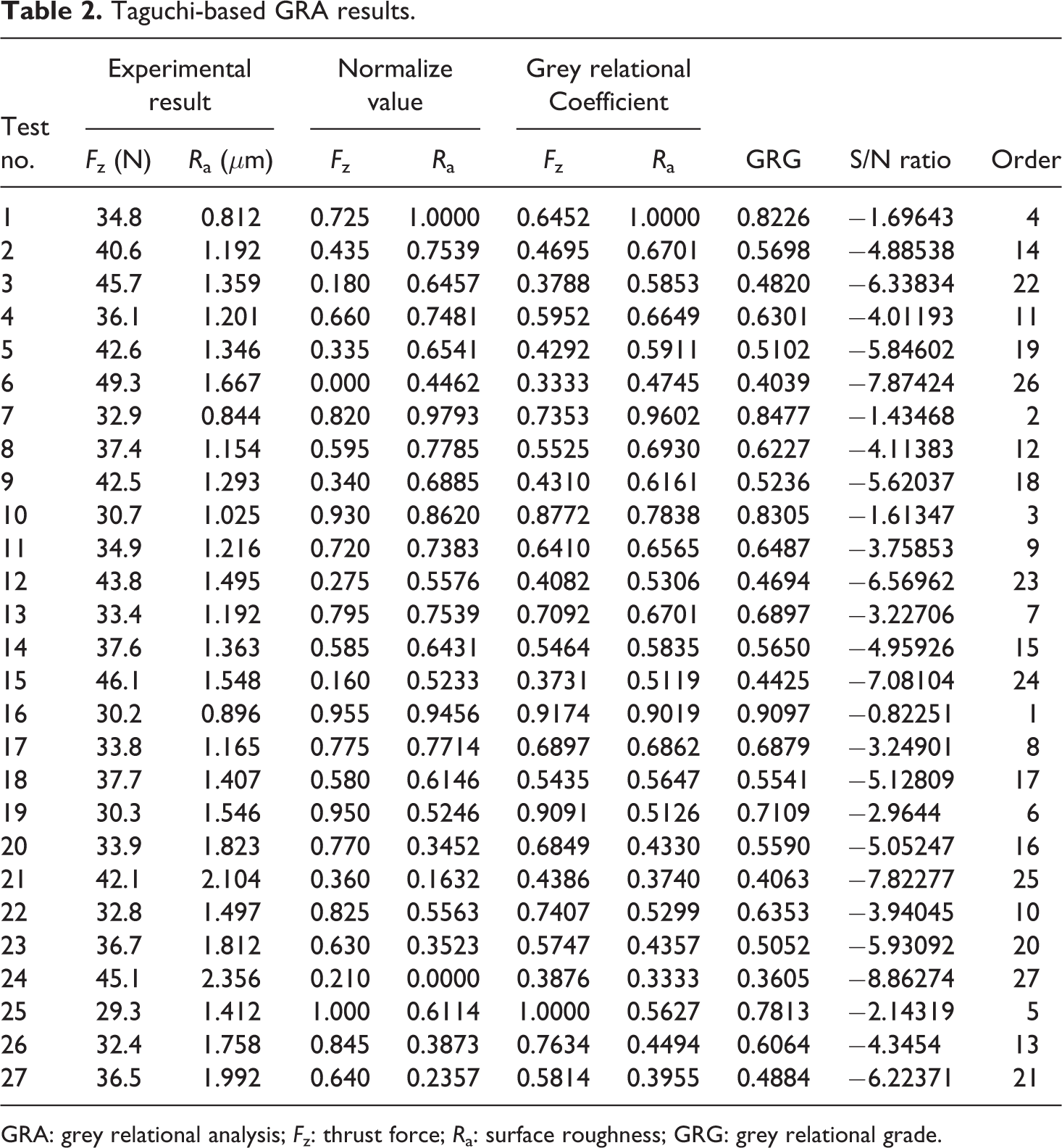
GRA: grey relational analysis; Fz: thrust force; Ra: surface roughness; GRG: grey relational grade.
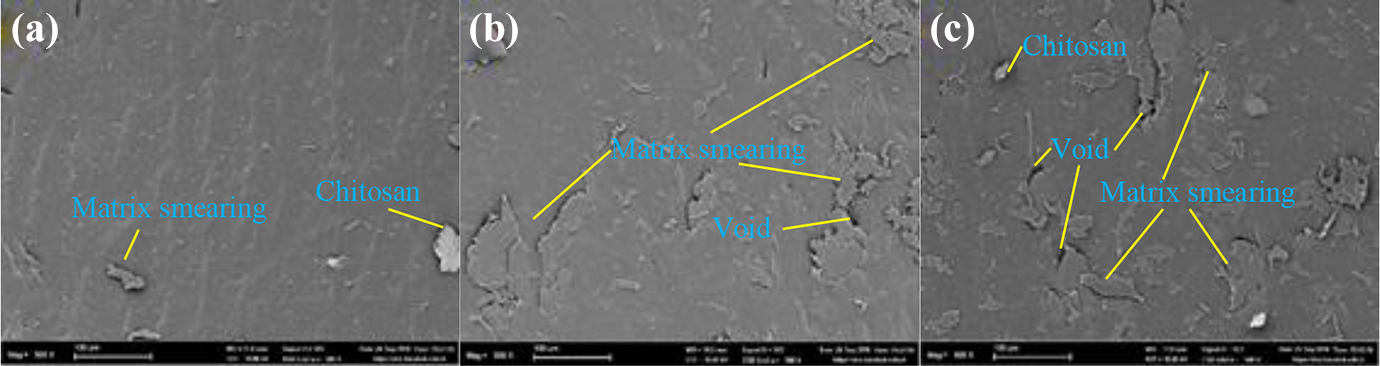
The hole surfaces obtained by WC drill: (a) PP, (b) PP/10 wt% Cts, and (c) PP/20 wt% Cts.
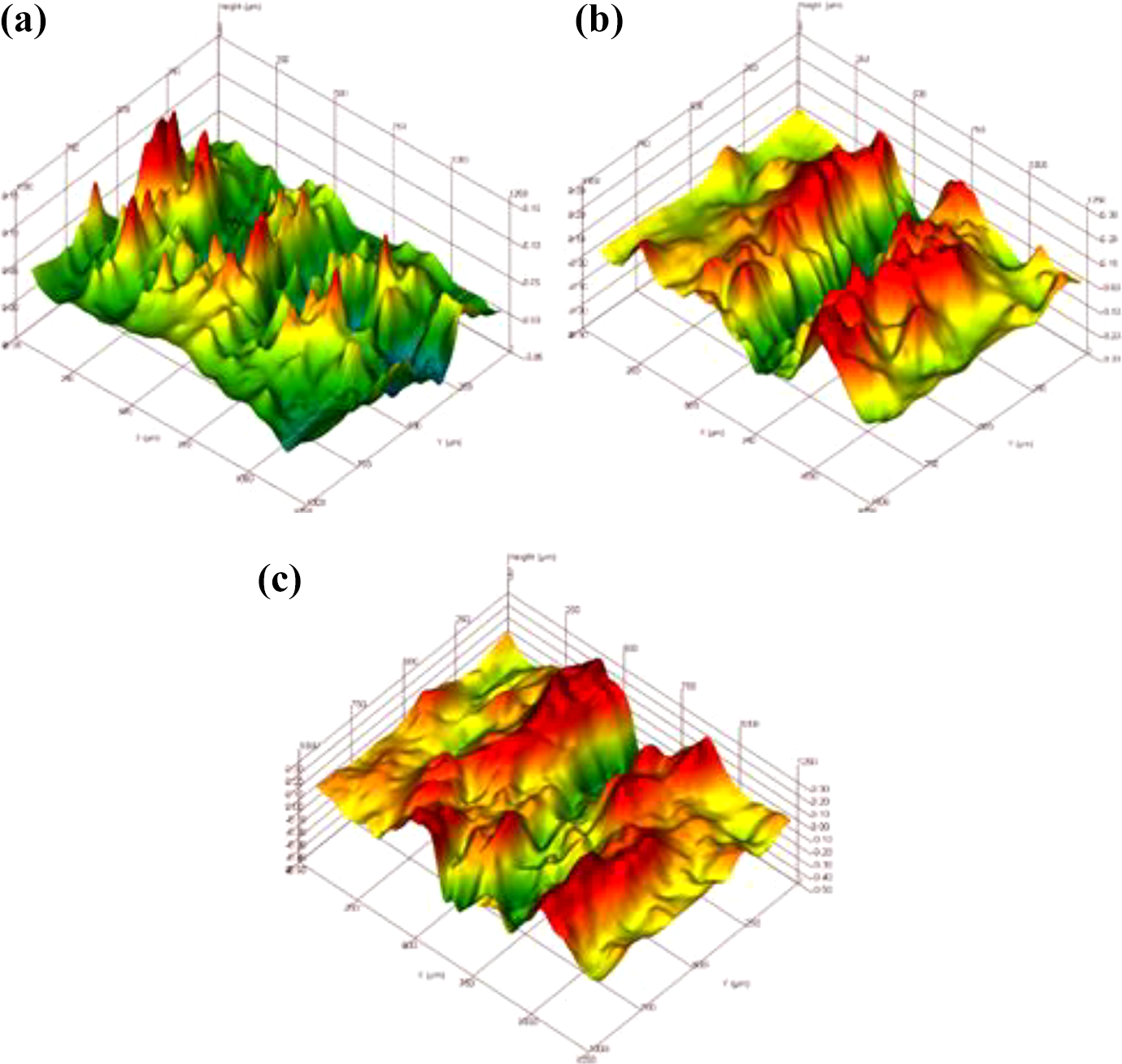
3D topography of the hole surfaces: (a) PP, (b) PP/10 wt% Cts, and (c) PP/20 wt% Cts.
Multiresponse optimization with GRA
Taguchi-based GRA methodology has been applied according to the steps shown in Figure 2 for the simultaneous optimization of the machinability characteristics of Cts-reinforced PP material. Considering based on the surface integrity and power consumption, it is expected that the machinability characteristics, namely surface roughness and thrust force, are low. Therefore, the “the smaller-the better” approach was chosen as the first procedure in the GRA method. The measurement unit of each response is different, and thus their standardization (data preprocessing) is conducted. In this stage, the measurement results are expressed between 0 and 1 and the absolute deviation value are achieved for each sequence by using equations given in the literature.30,31 As is known, the absolute deviation values are used in the calculation of grey correlation coefficients.
The GRG values have been calculated by taking the average of grey relational coefficients of each parameter in the experimental sequence to determine the grey relational degree (Table 2). Then, the signal-to-noise (S/N) ratio for GRG has been determined by applying Taguchi’s “the larger-the better” approach. The highest GRG value or S/N ratio indicates the most appropriate machining parameters for minimum the Ra and Fz, in the current experimental conditions. According to the experimental sequences, the highest GRG is obtained from 16th experiment with 0.9097 (see Table 2). However, the response table of GRG values is created to decide the optimum parameter levels according to the 7th step of the Taguchi-based GRA (Figure 2). When the response value for each parameter is maximum, it indicates the optimum level of that parameter. Table 3 tabulated at optimal response values for M, T, f, and Vc parameters are obtained in “M2-T3-f1-Vc2” sequence as 0.6442, 0.66691, 0.7620, and 0.6114, respectively. The mean value of the GRG was calculated as 0.6023 for a total of 27 experiments. In addition, the main effect plot of GRG was drawn to find the improvement rate of optimization according to the results of the confirmation experiment, which is required for finding the initial experiment sequence (Figure 10).
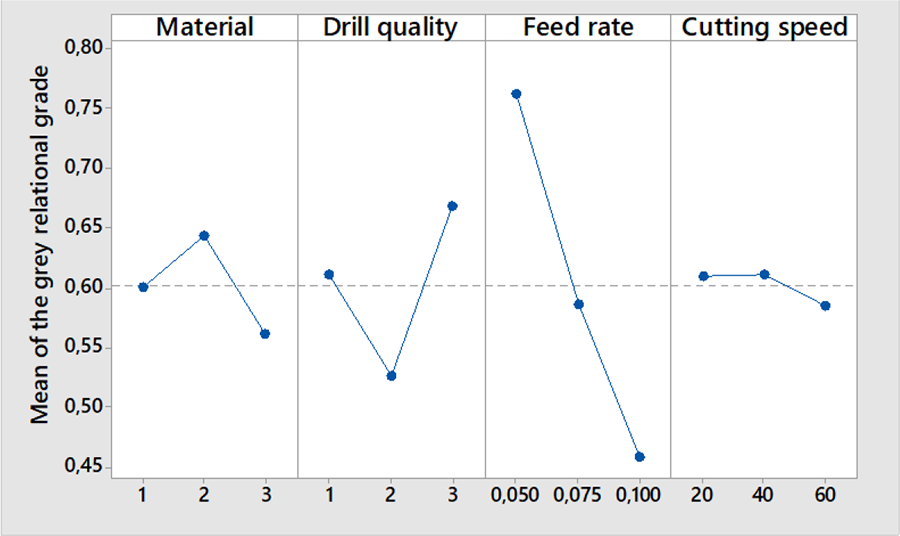
Main effect plot for the GRG.
Response table for the GRG.
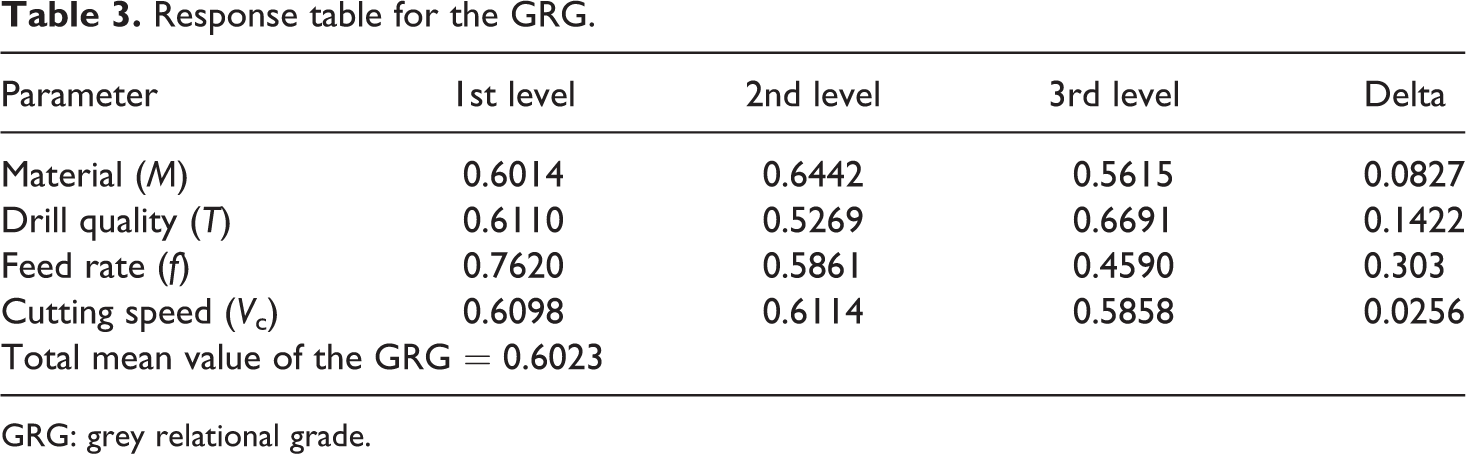
GRG: grey relational grade.
Furthermore, ANOVA was preferred to control the effect of machining parameters on multiperformance response. The ANOVA results tabulated in Table 4 represented that the material, drill quality, feed rate, and cutting speed affected the GRG values at 5.54%, 16.54%, 74.91%, and 0.14%, respectively. In the light of this results, the feed rate was found as the major parameter affecting the GRG at a significance level of 95%.
ANOVA results for the GRG.
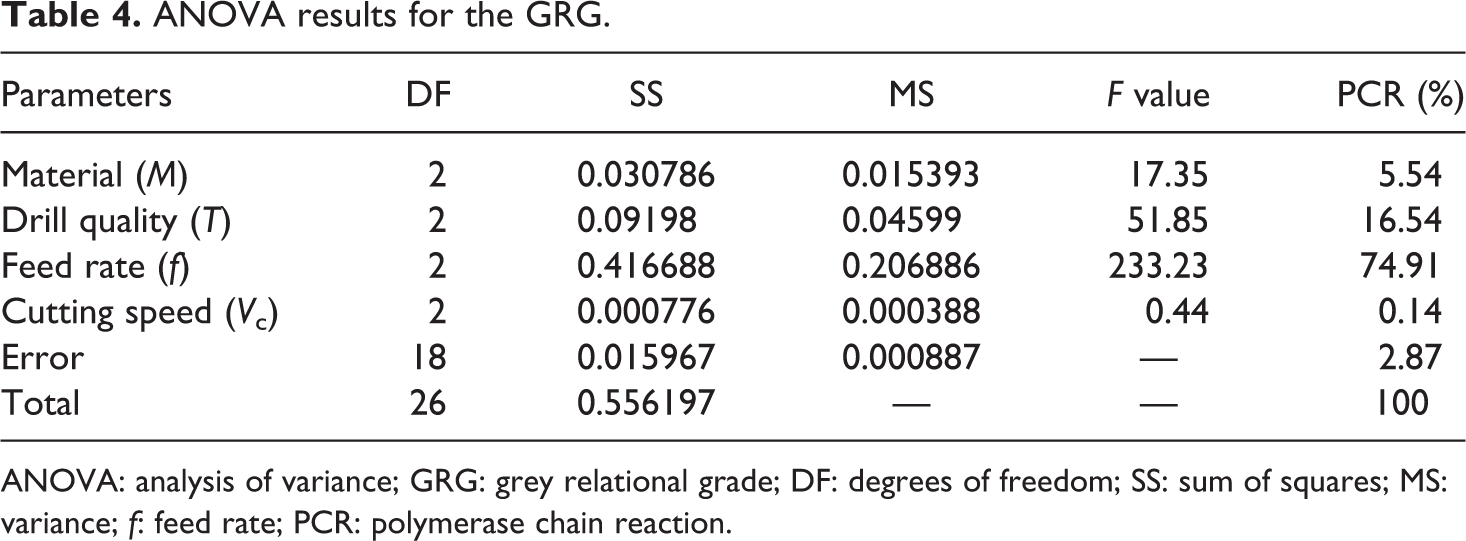
ANOVA: analysis of variance; GRG: grey relational grade; DF: degrees of freedom; SS: sum of squares; MS: variance; f: feed rate; PCR: polymerase chain reaction.
Confirmation experiment and validation of optimization
In the next step of Taguchi-based GRA, confirmation tests are performed to approve the validation of the optimization. As a result, the predicted GRG (npredicted) is calculated according to S/N ratios of the optimum parameters. In addition, confirmation experiments are conducted by considering a confidence interval (CI). 30 In this sense, the effective number of replications (neff) were calculated as three when the total number of degrees of freedom of the variables and the total number of experiments was taken into consideration. Also, the number of experiment repetition was decided as three for the confirmation experiments. The CI value for the GRG was determined as 0.0511 by using equation (1). The optimal value of GRG (GRGopt) or the predicted GRG was calculated as 0.8654 with equation (2). The predicted GRG with the CI at 95% is given in equation (3).



Confirmation experiments at the optimum level of machining parameters (M2-T3-f1-Vc2) were executed three times to determine the improvement of machinability characteristics or responses. The Fz and Ra value obtained by averaging the test results were 27.5 N and 1.302 µm, respectively. Table 5 summarizes the comparison between the predicted GRG calculated by equation (2) and the result obtained from the experiment performed at optimum parameters. The improvement in the GRG from the initial machining parameters (M1-T1-f2-Vc2) to the optimum machining parameters (M2-T3-f1-Vc2) was 0.3098, which is mean an improvement of 54.36%. According to the results of Table 5, the GRG value is within the CI limit. Accordingly, the multiresponse optimization method was perfectly applied by using Taguchi-based GRA in drilling of Cts-filled PP composite.
Comparison of the predicted and experimental GRG values.
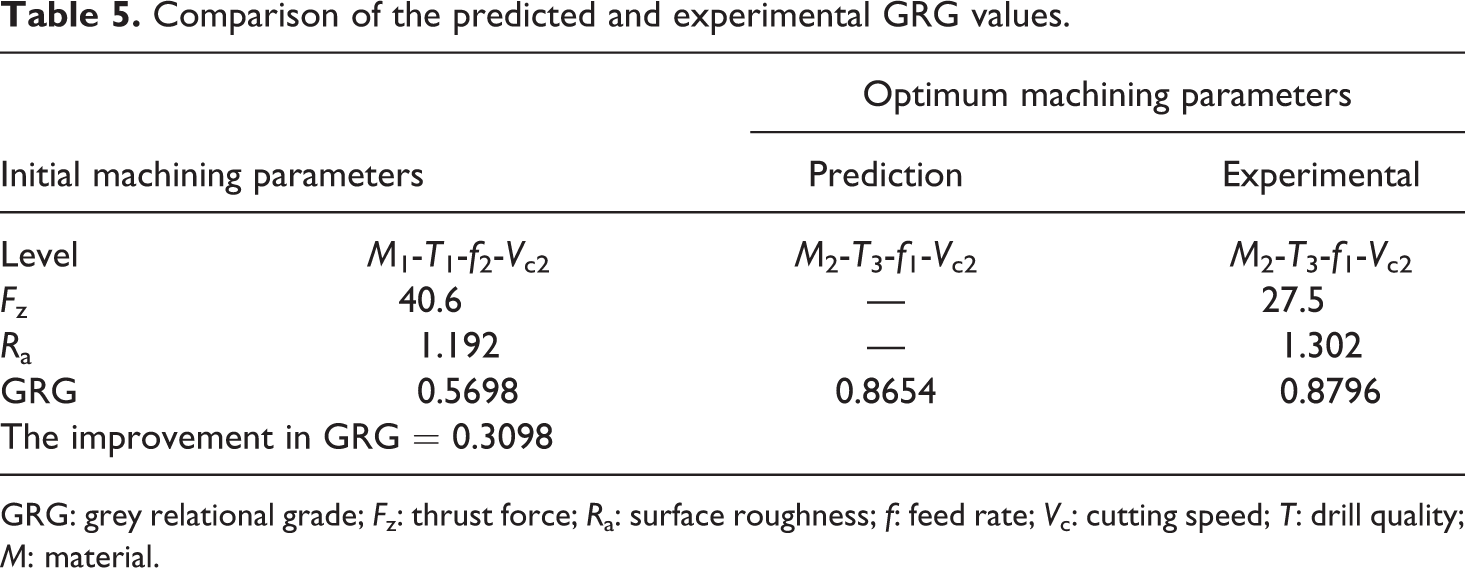
GRG: grey relational grade; Fz: thrust force; Ra: surface roughness; f: feed rate; Vc: cutting speed; T: drill quality; M: material.
Conclusions
The data obtained from the study conducted to examine the effect of Cts addition on PP material on mechanical properties and to optimize the machinability characteristics (Fz and Ra) of these materials according to different machining parameters are summarized below.
Flexural and tensile strength values decreased while the elastic modulus values increased with adding the Cts filler to PP polymer. Also, while the impact resistance of Cts-reinforced PP-based composite increased, a little increase in hardness was observed. The highest impact strength was obtained in PP/10 wt% Cts composite.
A proportional decrease in the percentage elongation occurred as a result of the decrease in ductility of composite material due to the increase in the Cts reinforcement rate. Hence, the increase of flexural modulus and the decrease in percentage elongation show that Cts-reinforced PP composites are a suitable material inindustrial products that require high-energy absorption.
The surface roughness increased with the increase of Cts reinforcement rate and feed rate. Besides, it has been determined that Fz and Ra deteriorate in machining with C-HSS drill, thus the machining of such materials with an uncoated tool is more suitable to achieve the desired hole quality.
ANOVA results applied for machinability characteristics showed that material, drill quality, feed rate, and cutting speed influenced the GRG values with 5.54%, 16.54%, 74.91%, and 0.14%, respectively. Therefore, feed rate was the most important parameter for simultaneously minimizing Fz and Ra.
Multiresponse optimization based on GRA methodology indicate that the optimum machining parameters for Fz and Ra are PP/10 wt% Cts, uncoated WC drill, the feed rate of 0.05 mm/rev, and the cutting speed of 40 m/min. In addition, a 54.36% improvement was achieved for the GRG. These results will not only help achieve the dimension and surface quality required for the assembly of such materials, but also contribute to sustainability.