
Abstract
This article presents a novel plastic injection molding method for industrial manufacturing of polyvinyl chloride/carbon fiber/graphene (PVC/CF/Gr) nanocomposite pipes. In this method, the reprocessing cycles in the screw cylinder barrel and the fiber (embedded as the material) passes through the extruder lead to enhance Gr dispersion and orientation within the matrix. The mechanical properties of the manufactured nanocomposite pipes are evaluated through three standard tests, namely axial tension, axial compression, and transverse compression. From the experimental results, it is concluded that the second reprocessed PVC/CF/Gr composite demonstrates superior mechanical properties in comparison with the virgin composites. The results indicate an increase of 179% and 154% for Young’s modulus, along with an ultimate tensile strength at 2-wt% Gr with two reprocessing iterations in the cylinder barrel, respectively. Improvement in the mechanical properties of the PVC/CF/Gr composite produced by melt reprocessing could be due to strong interfacial interactions between the polymer matrix and the fibers.
Introduction
Nanocomposites are among the new products that have received attention alongside the development of nanomaterials. Many studies have considered the use of polymer-based nanocomposites, among different types of nanocomposites, due to their wide area of application and easier, and less-costly, production methods. The addition of nanomaterials to different polymers and their effect on the mechanical and thermal properties of polymer-based nanocomposites have been studied. In these studies, various fabrication methods have been employed to obtain a more uniform dispersion of nanomaterials in the polymer matrix, which result in nanocomposites with higher qualities.
Due to their high mechanical and thermal resistance, as well as lower fabrication costs, steel pipes have long been utilized in the transportation of gas and oil. However, high maintenance expenses of steel pipes, corrosion, and the necessity to be replaced them over time are considered as their disadvantages. Recently, many efforts have been devoted to the use of nanocomposite coatings for the prevention of corrosion in oil and gas industries. 1 The polymers most commonly used for external coating of oil and gas pipelines are epoxy resins, polyurethane, and polystyrene. 2 Owing to their unique mechanical and thermal characteristics, nanomaterials such as graphene (Gr), carbon nanotubes (CNTs), titanium dioxide, and zinc oxide are widely used as reinforcement.
Pourhashem et al. added epoxy-Gr nanocomposites to steel to enhance protection against corrosion. 3 This study demonstrated that the dispersion of Gr within the polymer matrix is dependent on the viscosity of the polymer and the weight percent of Gr, such that the best Gr dispersion and corrosion protection occurs at 0.1-wt% Gr content. TabkhPaz et al. applied a double-layer coating on a steel substrate. 4 They demonstrated that combining Gr, CNTs, and zinc nanoparticles with epoxy polymer is effective in preventing steel corrosion. Yu et al. reported successful application of polystyrene/Gr nanocomposites in corrosion protection and thermal resistance. 5 Via adding 2 wt% of Gr, they increased the corrosion resistance of the polystyrene from 37.9% to 99.53%, while increasing its thermal resistance by 24.8%. Furthermore, Liu et al. studied the effects of single-layer Gr on corrosion resistance of epoxy primers and suggested an optimum Gr content of 0.6 wt% for both barrier and cathodic protection. 6
However, these nanocomposite coatings have limitations. For instance, protection against corrosion is limited to the external parts of the pipe, while the inner parts are subject to corrosion as well. Therefore, employing nanocomposite pipes can eliminate the problems caused by corrosion. To this aim, nanocomposite pipes need to have similar mechanical and thermal properties as steel pipes. Samsudin et al. studied the barrier and thermal performance of polyethylene/Gr nanocomposites molded by the melt-blending technique to be applied in pipelines. 7 In this study, it was reported that the degree of crystallization increased by 15% with increasing the Gr content to 0.1 wt%. At the same time, there was no improvement in the thermal performance of the nanocomposites. Parmoor et al. utilized nanoclay and Cu nanoparticles to reinforce high-density polyethylene (HDPE) to be used in natural gas pipelines. 8 By adding 3-wt% Cloisite 20 A and 1-wt% Cu nanomaterials, they increased Young’s modulus and the ultimate strength of pure polyethylene by 117% and 13%, respectively.
Some reports have suggested that nanoparticles can enhance fibers/polymer adhesion and thus provide better mechanical properties for the composite coatings. 9 Therefore, studies in the literature have been conducted on the simultaneous use of nanomaterials and reinforcing fibers in composites. For instance, Pathak et al. utilized graphene oxide to improve the thermal properties of epoxy/carbon fiber (CF) composites and showed that increasing the graphene oxide by 0.3 wt% approximately two-folded the storage modulus of the nanocomposite. 10 Moreover, Panchagnula and Kuppan suggested the same 0.3 wt% for epoxy/glass fiber/CNTs nanocomposites to obtain the highest tensile strength (242.22 MPa, 36%) and flexural strength (332.53 MPa, 39.4%). 11
Karsli et al. investigated the effect of CNTs surface treatment on the mechanical and electrical properties of polypropylene/short glass fiber composites. 12 To evaluate this, they used Amino propyl triethoxy silane3 (APTES) to treat the surface of the CNTs and utilized the extrusion and injection molding technique to prepare the nanocomposites. Their results indicated higher ultimate tensile strength and modulus when glass fiber and CNTs were combined than the cases when they are used separately in nanocomposites. Yip et al. reported that CNTs have significant effect on strengthening the mechanical properties of epoxy/glass fiber composites. 13 They concluded that increasing the CNTs content by 0.75 wt% in the composite would increase the interlaminar shear strength and the flexural strength by 15.7% and 9.2%, respectively.
Nanomaterial agglomeration is reported in many studies as a problem in nanocomposite fabrication. The effect of adding CNTs for different weight percentages on the mechanical properties of epoxy/glass fiber composites was studied by Patil et al. 14 In this article, it was shown that increasing the CNTs to 1 wt% increases the ultimate strength and elongation percentage, while exceeding this ratio results in agglomeration in nanocomposites and thus decreases the mechanical properties. Prusty et al. employed different Gr contents in the epoxy/glass fiber composite and observed a decrease in the flexural strength of the nanocomposites due to the agglomeration process with an increase of more than 0.5% in Gr. 15
Many studies have attempted to prevent Gr agglomeration within the polymer matrix. Nevertheless, the agglomeration has been reported, even at percentages as low as 0.3%.16,17 Therefore, various techniques were used in the literature to prevent the nanomaterial agglomeration in the matrix. For instance, Brandenburg et al. compared the effects of melt blending and solution mixing techniques on the mechanical properties of polyethylene nanocomposites with multi-walled CNT-reinforcing elements and Gr nanosheets. 18 They concluded that CNTs demonstrate better dispersion in the nanocomposites prepared using melt blending technique, while Gr nanosheets show lower agglomeration in the specimens prepared using solution mixing. Aldajah and Haik aligned the CNTs within the CF-reinforced composites through a magnetic field and studied the transverse mechanical properties of the nanocomposites. 19 Their results indicated that the flexural stiffness of the nanocomposite for aligned CNTs and the nonaligned CNTs increased by 33% and 15%, respectively.
Polyvinyl chloride (PVC) is one of the most widely used polymeric materials in the industry due to its high mechanical strength, low cost, and good flame and chemical resistance. 20 Therefore, in this article, PVC has been used as a matrix for the construction of nanocomposite pipes. Recently, researchers have utilized various fibers and nanofillers to fabricate PVC-based composites to obtain certain improvements in the properties of the PVC matrix. As reported in the work of Nawaz et al., 21 at 1.5-wt% Gr nanofillers content in PVC, approximately 63% increase in modulus and 19% increase in ultimate tensile strength were measured via solution blending. Moreover, Aljaafari et al. 22 synthesized nanocomposite samples using different weight ratios for CNTs and CNP in PVC (1–15%). The maximum increase in Young’s modulus observed in this study was 2.3 times at a concentration of 1 wt% of CNTs and 1.4 times at 2 wt% of CNP. Xiao et al. 23 prepared the PVC/Gr composite fibers and membranes with different Gr concentrations (1–9 wt%). They showed that Gr sheets at a low concentration of 1–5 wt% could be distributed in the PVC matrix homogeneously.
Reprocessing is a method employed recently to recycle or improve the mechanical properties of composites. Recycling glass-fiber-reinforced PBT/PC composites was investigated by Kuram et al., 24 where it was concluded that recycled glass-fiber-reinforced PBT/PC (PBT/PC-GF) composites demonstrate better mechanical properties in comparison with virgin PBT/PC binary blends. In addition, they demonstrated that fifth-recycled PBT/PC-GF composites could be used as a substitute for virgin PBT/PC. Kadam and Mhaske 25 investigated the effects of reprocessing (three extrusion cycles) on the structural properties of nylon 6/talc nanocomposites. Their results confirmed that on the first extrusion, tensile strength and tensile modulus increased by 36.7% and 169.7%, respectively. However, by the third extrusion reprocessing, mechanical properties decreased drastically due to the degradation of nylon 6 matrix caused by repeated shearing and heating in the extruder. The effect of polymeric matrix flow behavior on the properties of reprocessed wood–plastic composites of HDPE and wood sawdust is studied by Sarabi et al. 26 Reprocessed composites produced with low and middle melt flow index HDPE demonstrated an increase in mechanical properties in comparison with the virgin ones.
Various methods to fabricate polymer-based nanocomposites have already been proposed in the literature. A traditional and economical method with ease of use and industrialization potential is melting and injection molding technique. Since this technique requires no major changes to the existing processes and devices, it is typically well-suited for industrial production. However, as indicated in the reports, the melt blending technique is incapable of distributing nanomaterials as properly as the solution mixing and polymerization techniques.20–22 For industrial applications and mass production of nanocomposite pipes, a plastic injection molding machine with appropriate nanomaterials stirring capability is required.
In the literature,[24–26] once the composite is produced, it is returned to the cycle by shredding into small pieces or grinding while it is reprocessed. However, since the molten material (in this case) is consolidated and re-molten, some voids occur on the fracture surface of the composite materials, which are increased by increasing the recycling number and weakening the interfacial shear strength between the fiber and the matrix. Ultimately, this will lead to a decrease in tensile strength.
In this article, a new plastic injection molding machine with melt reprocessing capability in the screw cylinder barrel is designed to produce fiber-reinforced nanocomposite pipes. Several mechanical tests, including axial tension and axial and transverse compression, were conducted in accordance with the standards issued by the ASTM to investigate the improvement in the mechanical properties of nanocomposite pipes. High tensile strength is one of the basic requirements of oil and gas pipes. Therefore, an attempt has been made in this article to increase the mechanical strength of composite pipes to obtain the mechanical strength present in the steel pipes utilized in oil and gas pipelines. Moreover, the effects of reprocessing iterations on Young’s modulus and ultimate tensile strength of the nanocomposite pipes are investigated here. Finally, scanning electron microscopy (SEM) imaging was conducted for different specimens, and the morphology of the fractured surfaces was studied to observe the fracture mechanisms.
Experiment
Materials
The functionalized Gr employed in this study (with a diameter of 10–50 µm and a thickness of 4–7 nm with 99% purity) was manufactured by Research Nanomaterials, Inc. and was purchased from Mehregan Chemical Company. The PVC polymer (with a density of 1.15 g/cm3) was purchased from Aldrich Co. Moreover, the fine-texture 300-g CFs were manufactured by the Iran Composite Company. These fibers are bidirectional and are woven at 0° and 90°. Furthermore, the tensile modulus and the ultimate strength of CFs were 320 GPa and 3800 MPa, respectively.
Methods
In plastic injection molding, the polymer granules were melted first. Then, they were injected into a mold under pressure. The raw materials in plastic injection were thermoplastic polymers, either colored or filled with other additives. The technical problem involved in the production of polymer-based nanocomposite components was the agglomeration and accumulation of nanoparticles utilized in the nanocomposite. To overcome this problem, a device was necessary that took into account the uniform distribution of nanoparticles within the nanocomposite during polymer melting and blending with nanoparticles. For this purpose, a new plastic injection molding machine capable of reprocessing in the screw cylinder barrel had been designed (Figure 1(a)).
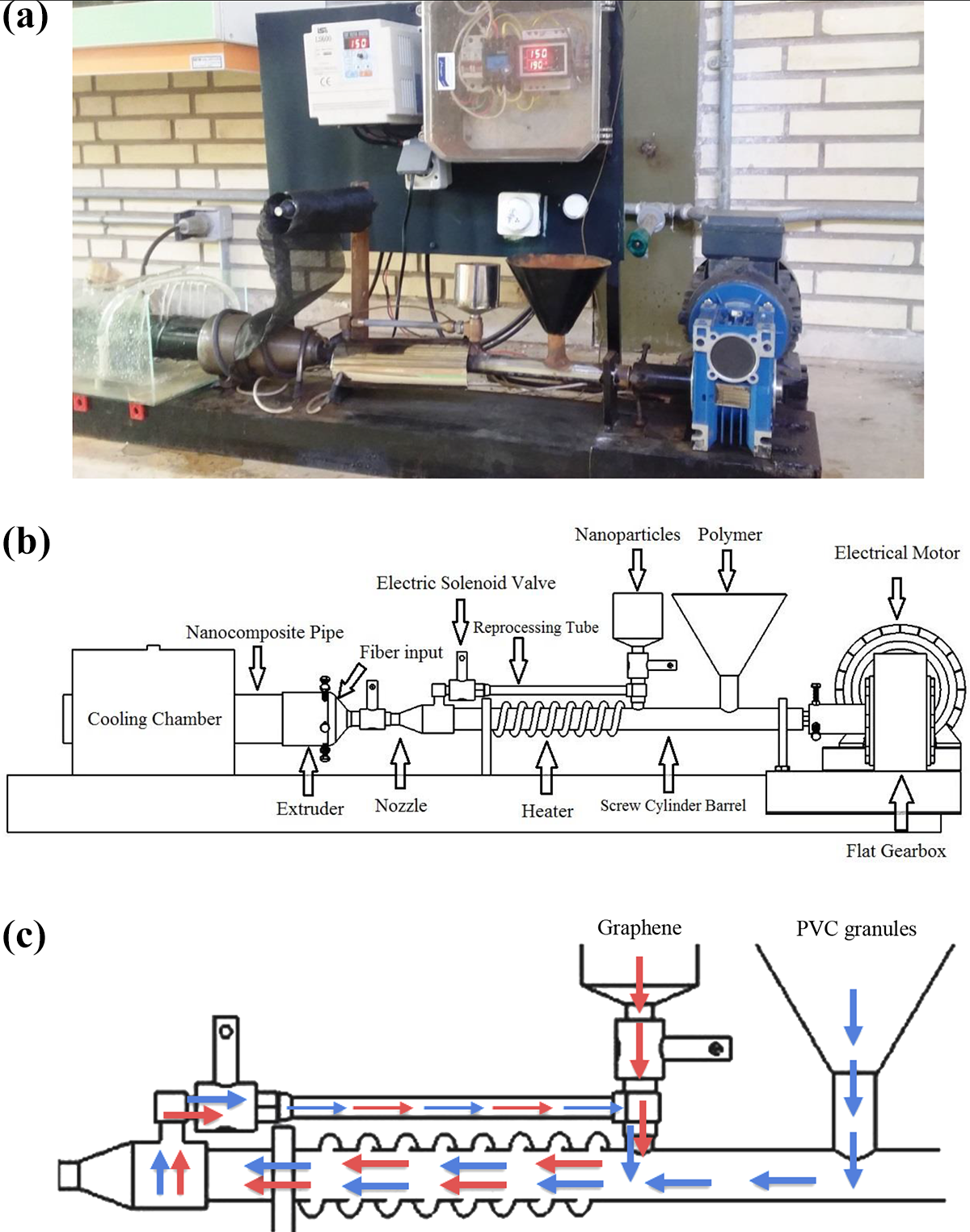
(a) Plastic injection molding machine, (b) schematic diagram of apparatus set up, and (c) schematic reprocessing cycle in the screw cylinder barrel.
This machine included a cylinder and a screw and was the central part of the plastic injection device (Figure 1(b)). Rotating the screw drove the dry and molten materials forward and generated shear force to mix materials with the nanoparticles. An electric motor with adjustable speed (at 1500 r/min) was employed for this task, while a flat gearbox with a velocity ratio of 1:10 supplied the necessary power to drive the molten material and nanoparticles. There were two inlets on the body of the cylinder with two built-in hoppers. The first hopper was the primary device feed through which polymer raw materials were introduced into the device. In addition, the second hopper was embedded to add different nanoparticles to the polymer at the specified times.
The thermal elements on the cylinder body, next to the nanomaterial input, were responsible for controlling the temperature using the sensors and dimmers within the control box. Precise temperature control in this part of the cylinder to the nozzle head improved the mechanical properties of the fabricated nanocomposite. In this method, the PVC was melted and combined with Gr in the screw cylinder barrel and was redirected to the beginning of the cylinder prior to the extruder to be combined by the Mardon (Figure 1(c)).
To simulate the melt reprocessing, a cylinder-parallel tube was installed on the apparatus. When the molten materials reached the nozzle, a tube returned them to the beginning of the cylinder barrel to be remixed in the screw cylinder barrel. Next, a reprocessing cycle was considered that preserved the original mechanical properties of the material since the molten material was heated continuously during the reprocessing. This ensured that the nanocomposite was not degraded after several reprocessing iterations. In specific, in this study, PVC/Gr was reprocessed three times. Prior to the first step, the virgin composite (i.e. the materials) was passed through the screw cylinder barrel with no remixing or reprocessing.
The number of reprocessing cycles can be controlled to obtain the proper mixture of polymer materials and nanoparticles. Once the molten materials were thoroughly blended, the nozzle opened, and the molten material was passed through an extruder to produce the pipes. When the materials passed through the extruder, they also formed a uniform orientation for the nanoparticles in the polymer matrix. The extruder here was designed such that the fabric fibers moved inside it and inside the pipe as the materials pass through (Figure 2). Finally, the extruded pipe passed through a cooling chamber, which splashed water around the pipe using a pump.
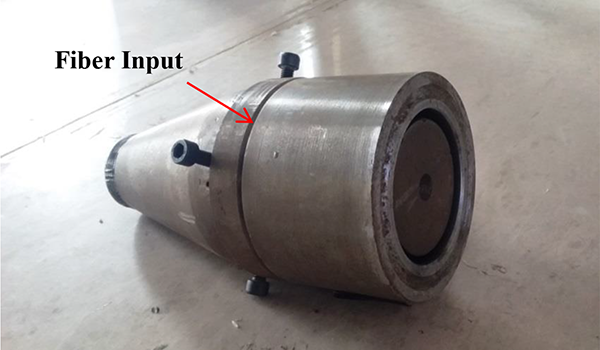
The extruder designed to insert carbon fibers into the body of the pipe.
The produced nanocomposite pipes had inner and outer diameters of 56.1 mm and 60.3 mm, respectively, which was similar to the API standard steel pipes. These pipes were manufactured with four different Gr weight ratios of 0.5, 1, 1.5, and 2%. The CF content in the PVC pipe was constant and was used as a fabric in one layer.
Results and discussion
Axial tension test
In this study, ASTM D3039 tensile testing was employed to measure the breaking force of the prepared composites and to determine the extent of stretching and elongation prior to the breaking point. The most common specimen for ASTM D3039 is a constant, rectangular cross section, 25 mm (1 in) wide, and 250 mm (10 in) long. The specimens were cut from the pipe after fabrication using a plastic injection molding machine in accordance with the ASTM D3039 and were prepared for PVC/CF/Gr nanocomposites in different weight percentages. Since the mechanical behavior of the polymers was affected by pressure and especially by variation in the temperature, the laboratory conditions were standardized.
To validate the results, the tests were repeated five times. The prepared specimens were stretched using a SANTAM 400 tensile testing machine (Figure 3). A typical test speed for standard test specimens was 2 mm/min (0.05 in/min). An extensometer (or a strain gauge) was employed to determine elongation and tensile modulus. Tensile tests produce a stress–strain diagram, which can be used to determine tensile modulus. The stress–strain diagram was plotted for different weight percentages of Gr, as demonstrated in Figure 4. Two major parameters in the mechanical properties of the materials, that is, Young’s modulus and the ultimate tensile strength of the nanocomposites, are presented in Table 1 for different conditions. Young’s modulus value is determined according to the slope of the linear section of the stress–strain diagram.

Axial tensile test using the SANTAM 400.
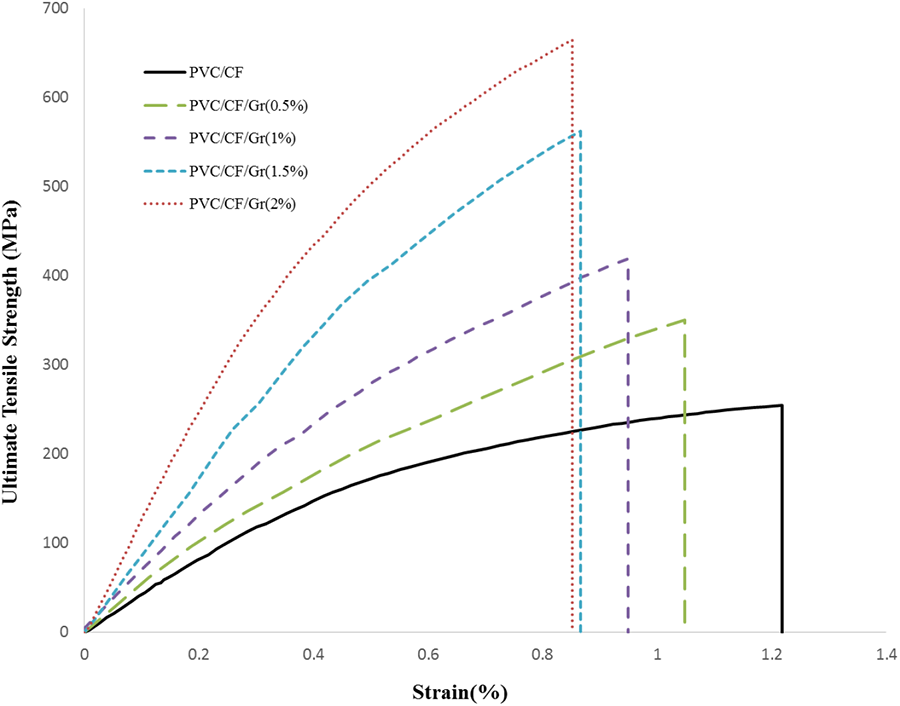
Stress–strain diagram for the PVC/CF/Gr nanocomposites for different weight percentages of graphenes (two reprocessing iterations).
Young’s modulus and the ultimate tensile strength of the PVC/CF/Gr nanocomposite pipes.
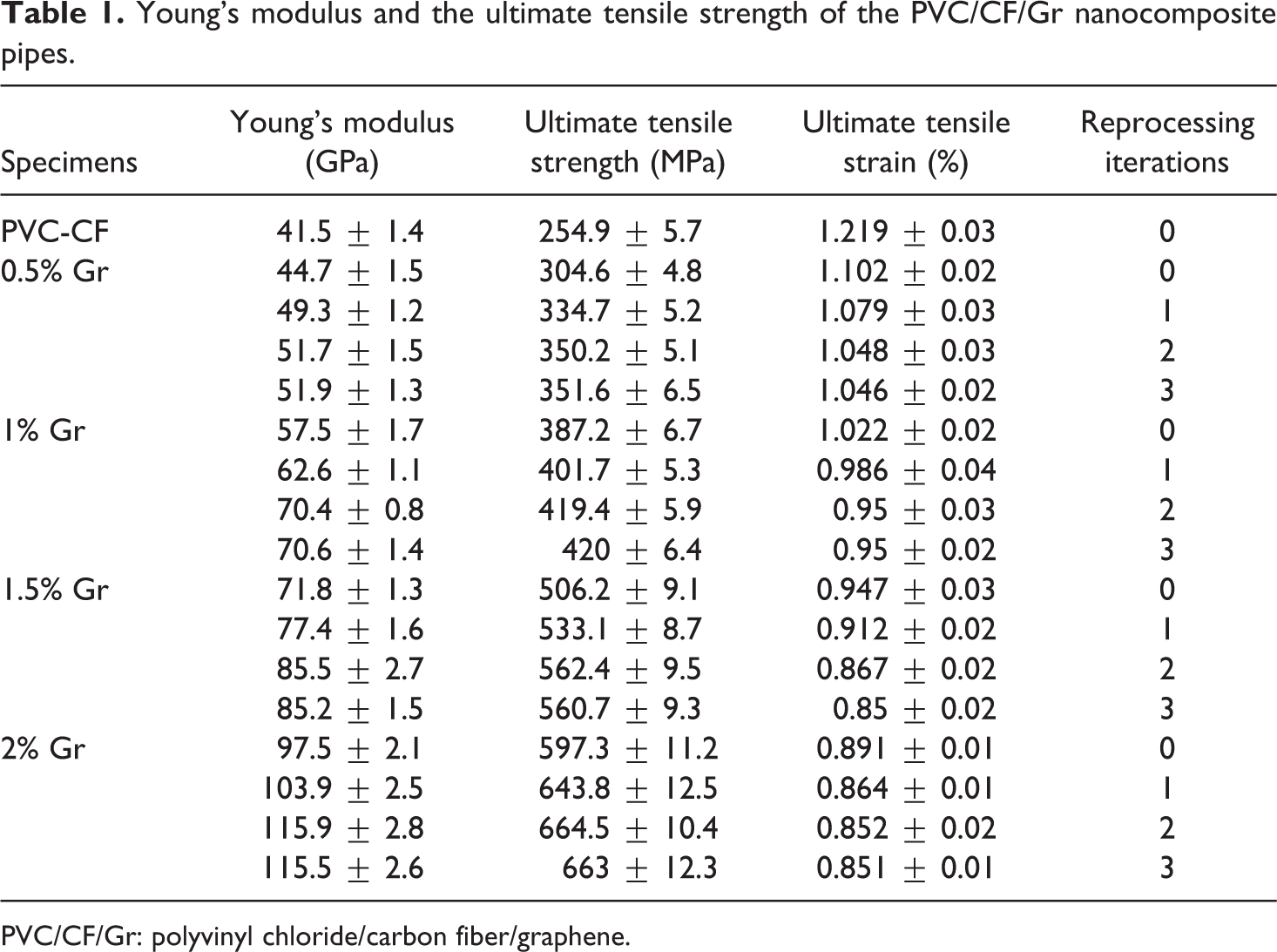
PVC/CF/Gr: polyvinyl chloride/carbon fiber/graphene.
As can be seen, as the weight percent of the Gr increased, Young’s modulus and the ultimate tensile strength were increased, and the fracture strain decreased. Therefore, by adding 2-wt% Gr, Young’s modulus and the ultimate tensile strength of the nanocomposite increased from 41.5 GPa to 115.9 GPa and from 254.9 MPa to 664.5 MPa, respectively. Moreover, by adding 2-wt% Gr, the elongation of the nanocomposite decreased by 43.1%. To investigate the effects of recycling iterations on the mechanical properties of nanocomposite pipes, the results for up to three reprocessing cycles in the cylinder barrel were obtained.
As can be seen, Young’s modulus and the ultimate tensile strength were increased by increasing the number of processing cycles. However, after two reprocessing iterations, this increase has dropped to an approximately constant value. The percentage increase of Young’s modulus and the ultimate tensile strength of the nanocomposite were 7.7–19.5% for the virgin samples, 18.8–31.3% for the samples reprocessed once, and 24.5–37.3% for the samples reprocessed twice. The results demonstrated that agglomeration decreased at higher weight percentages of the Gr following each reprocessing cycle of the materials (Figure 5). Hence, using this method, one can take advantage of the high potential of Gr for mechanical reinforcement of the nanocomposites.
Proper dispersion of 2-wt% graphenes in the polymer matrix (two reprocessing iterations).
As reported in the work of Vadukumpully et al., 27 Young’s modulus of the PVC had increased to 58% with 2 wt% of Gr loading using a solution mixing method. At 2-wt% Gr content, the tensile strength raised by 129% compared to pure PVC. The use of a higher percentage of Gr in the PVC matrix has also been reported in the work of Xiao et al. 23 Although an increase in the tensile strength (115%) of up to 5% by weight of Gr had been observed, the use of these high Gr weight percentages is not economically viable. In addition, due to the agglomeration of Gr in high weight percentages, the quality of the produced nanocomposite was reduced and, therefore, cannot be employed in the industry. In this article, using 2-wt% Gr, the values of Young’s modulus and the ultimate tensile strength were increased by 179% and 154%, respectively. Achieving significant mechanical properties with a lower percentage of Gr weight can provide the industrial use of nanocomposite pipes.
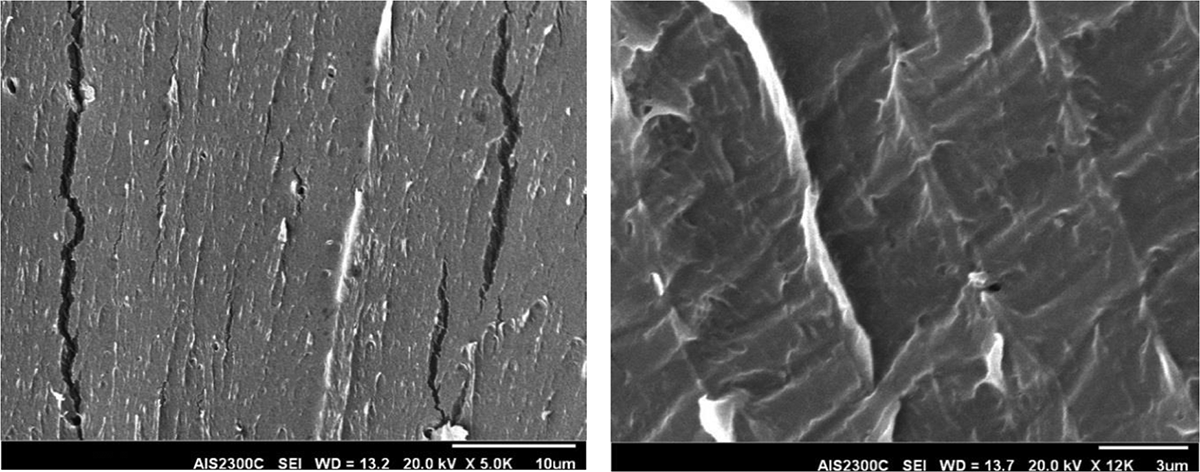
The increased strength in fiber composites was due to the addition of Gr that improved the load transfer from the matrix and the fibers and the improved interfacial properties between the polymer matrix and the fibers. 23 In other words, the presence of Gr created a bridge between the fibers and the polymer matrix, causing them to lock and engage (Figure 6(b)). However, due to the poor adhesion between the fibers and the polymer matrix, an empty gap was usually observed around the fibers at the fracture surfaces (Figure 6(a)), which caused stress concentration within the nanocomposite. Reinforcing the polymer matrix by Gr increased the adhesion between the fibers and the matrix and filled these hollow cavities. Therefore, stress concentration within the nanocomposite was reduced, and the load was transferred from the matrix to the fibers. As shown in Figure 6(b), due to the appropriate load transfer from the matrix to the fibers, they were torn at the fracture surfaces and separated. While in Figure 6(a), the fibers were separated from the matrix due to the lack of proper load transfer.
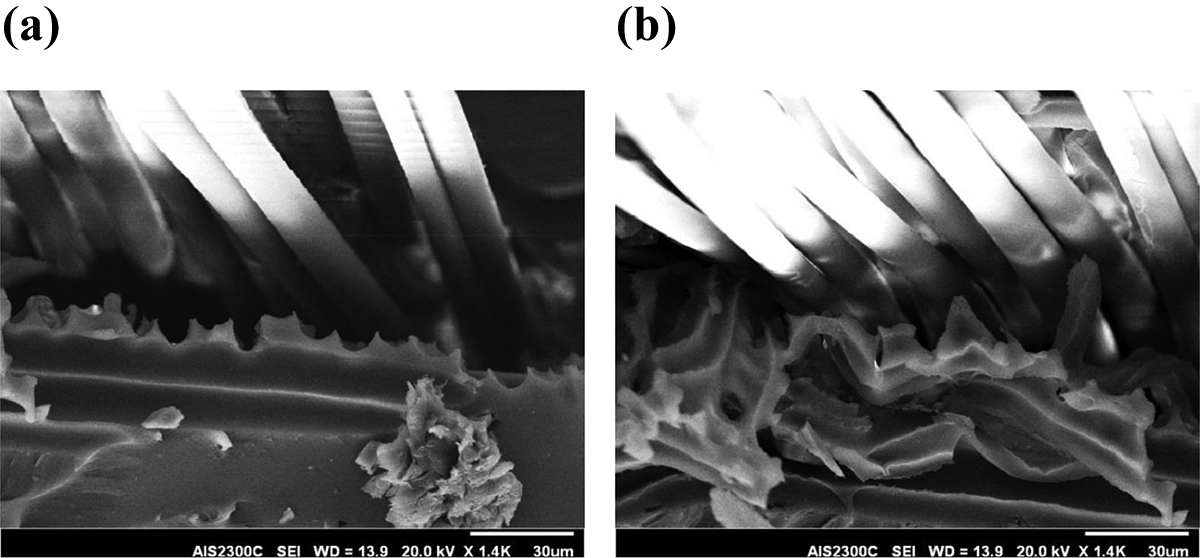
Scanning electron microscopic image from the fracture surface: (a) PVC/CF composite and (b) PVC/CF/Gr (2%) nanocomposite.
Axial compression test
To determine the maximum compressive strength before failure, the compression test was performed in accordance with ASTM D1599 (Figure 7). Nanocomposite pipes with outer and inner diameters of 60.3 mm and 56.1 mm, respectively, and a length of 300 mm were prepared and subjected to axial compression using the SANTAM 400 compression testing machine. The maximum compressive strength of nanocomposite pipes for different weight percentages of Gr is demonstrated in Table 2. The results indicated that increasing the weight percent of Gr to 1.5% increased the maximum compressive strength of the nanocomposite pipe, while the maximum compressive strength of the nanocomposite pipe at 2-wt% Gr content was remarkably reduced. However, by adding the same weight percent of Gr, the tensile strength of the nanocomposite increased. This confirms that the mechanical behavior of the nanocomposites is not the same during compression and tension.
Axial compression test on a nanocomposite pipe.
Maximum compressive strength of the PVC/CF/Gr nanocomposite pipes for different graphene weight percentages.
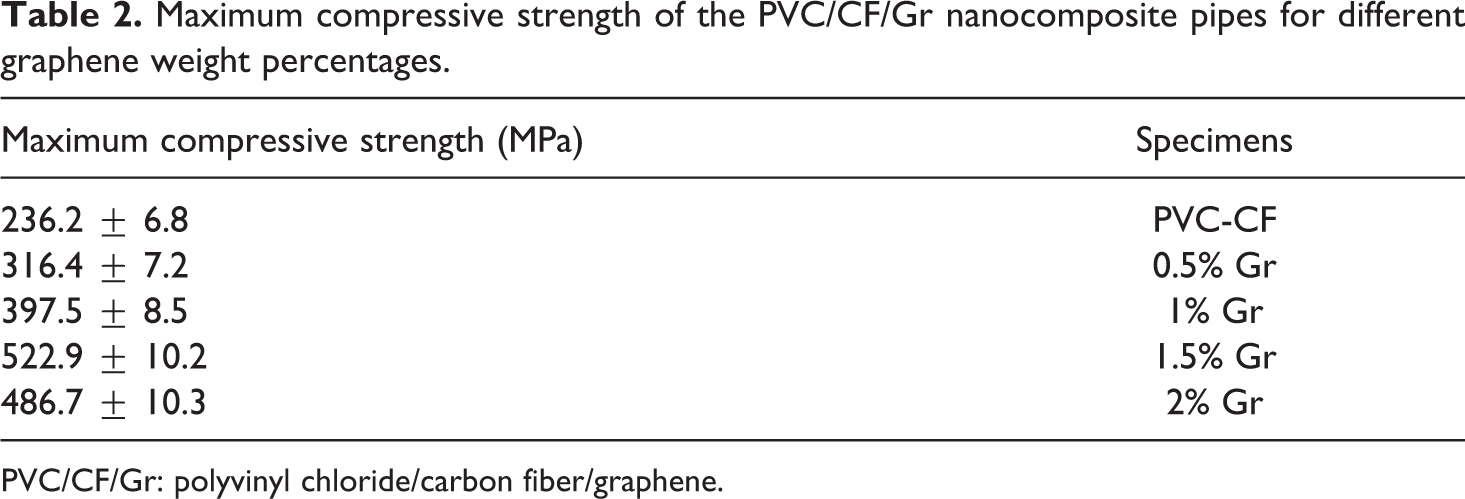
PVC/CF/Gr: polyvinyl chloride/carbon fiber/graphene.
Compressive transverse test
Buried pipes tend to deform under the effect of installation and soil loads. Therefore, the pipe stiffness (PS) is a significant consideration in designing buried pipelines. For buried pipes, resistance to external load is a function of PS. Standard practice has limited the calculated deflection to 5%, although more considerable deflections may not affect the performance of the pipe. The load on the nanocomposite pipes was applied using parallel plates, according to ASTM D2412 (Figure 8). The parallel plates were placed on both sides of the pipe located at the center, and their surface is completely smooth. The bottom plate is fixed, while the top plate is marginally placed over the pipe without applying any load to the pipe. Then, the pipe was subjected to pressure at a constant rate of 15 mm/min to create a 5% displacement in the pipe diameter. Then, the force was calculated, and the PS was empirically determined using the following equation

Compressive transverse test of the PVC/CF/Gr pipe.

where
When the load was removed, the pipe should return to its original state with no signs of failure or cracking. The stiffness of the nanocomposite pipe for different percentages of Gr is calculated and is presented in Table 3. The results show that by increasing the weight percent of the Gr to 2%, the stiffness of the nanocomposite pipe was increased, with a higher initial increase (lower weight percent) and decrease (higher weight percent) afterward. Then, the maximum transverse load tolerated by the nanocomposite pipes was determined for different specimens with pipe diameter displacements higher than 5%. The results show that the maximum transverse load tolerated by the pipe reached its maximum value at 2% wt%.
Results for parallel plate loading test of the PVC/CF/Gr nanocomposite pipe for different graphene weight percentages.
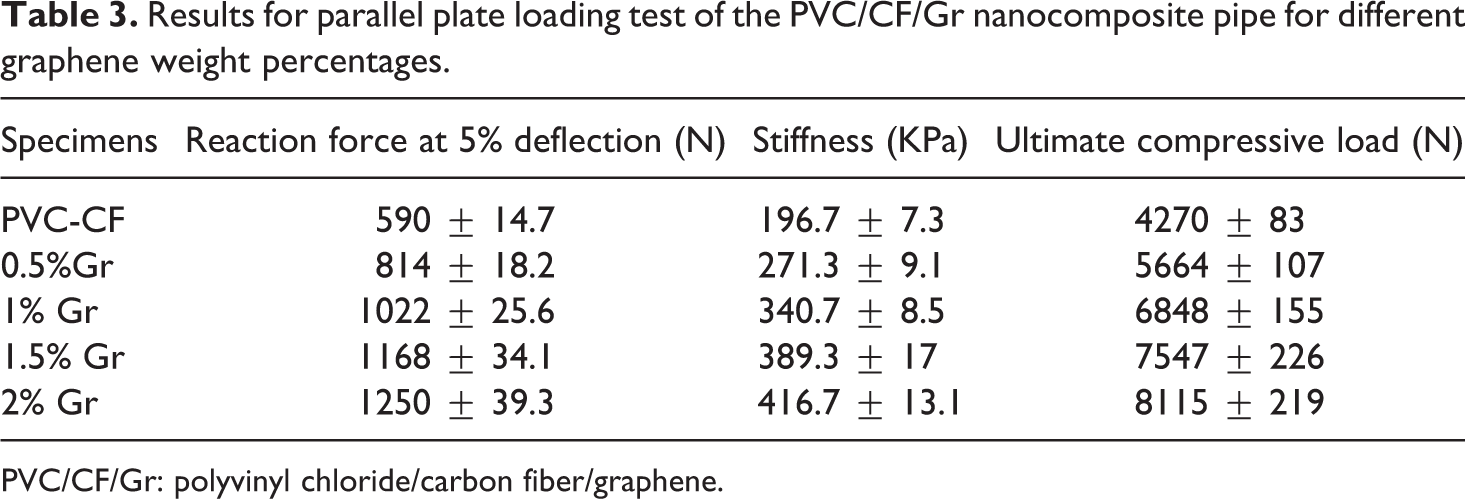
PVC/CF/Gr: polyvinyl chloride/carbon fiber/graphene.
API steels are widely employed in applications such as shipbuilding and construction of API pipes for oil and gas transmission lines. The specifications of those steels have been standardized by the American Petroleum Institute. One of the most critical parameters in the design of oil and gas pipes is the ultimate tensile strength. The weakest grade of API pipes, that is, grade A, has an ultimate tensile strength of 330 MPa. This indicates that the PVC/CF composite with an ultimate tensile strength of 254 MPa determined in this article cannot be compared to steel pipes without the addition of nanomaterials.
For stronger standard pipes, that is, Grade X80 with an ultimate strength of 620 MPa, higher tensile strength was required for the nanocomposite so that it can be used in oil and gas pipelines. The results show that PVC/CF nanocomposite pipes with 2 wt% content of Gr and two reprocessing iterations, which obtain an ultimate tensile strength of 664.5 MPa, can be good alternatives to the API grade X80 steel pipes. Even though referencing a pipe with a specific diameter cannot generalize its mechanical behavior to pipes of larger diameter, Young’s modulus and the ultimate tensile strength can be applied to other pipes as well. Finally, although the experiments in this article were limited to small-diameter pipes, the results confirmed that there is hope for the entry of composite pipes into the industry and their replacement in oil and gas pipelines.
Conclusions
In this article, a PVC/CF/Gr nanocomposite pipe was fabricated using a new plastic injection molding method, and its mechanical properties for application in oil and gas pipelines were evaluated. The results confirmed that due to the reprocessing cycles in the screw cylinder barrel and better blending process for the Gr with the polymer, the new device is capable of producing nanocomposite pipes with more superior mechanical properties. By studying the effects of reprocessing iterations on the mechanical strength of the product, it was observed that the maximum increase in ultimate tensile strength of the nanocomposite was obtained after two reprocessing iterations, with 2 wt% content of Gr measured as 37.3%. Increasing the ultimate tensile strength of composite pipes up to 645 MPa, compared to high-grade API steel pipes, indicates that the nanocomposite pipes can be utilized in oil and gas pipelines. The maximum value recorded for the axial compressive strength and stiffness of the nanocomposite pipe showed an increase of 121% (1.5-wt% Gr) and 112% (2-wt% Gr), respectively. SEM images confirmed that by adding Gr to the PVC/CF composite, the matrix phase could be strengthened, and the adhesion between the polymer and the fibers is improved.