
Abstract
A novel self-designed dynamic injection molding machine by screw axial vibration introduced in plasticizing process was used in the preparation of polypropylene (PP) standard specimens. Under other process and same conditions, the vibration frequency and amplitude are changed in plasticizing process. The whole energy consumption in the molding process, the tensile stress, impact stress, density, and differential scanning calorimetric results of the specimens were measured. Furthermore, the effects of vibration parameters of plasticizing process on dispersion were studied with the mixture of PP and nano-calcium carbonate (CaCO3) materials using scanning electron microscopy (SEM). The experimental results showed that the maximum increment of tensile stress and impact stress of the specimens are 9.8and 13.8%, respectively, by screw axial vibration introduced in plasticizing process. The maximum increment of density is 0.3%. The melt point of specimens has a significant increase of 3°C and the energy consumption of the whole processing decreases 6.6% at maximum. The SEM micrographs show that the dispersion of nano-CaCO3 became more homogeneous compared with the steady specimens.
Keywords
Introduction
One of the most common manufacturing techniques for polymer products is injection molding. The screw injection molding machine is the main processing equipment. The screw system is the most key unit because it influences the plasticizing effect of material and product quality directly. However, the effective length of screw is shorten for the traditional injection molding machine, it is heterogenous plasticizing and mixture of material, which affects the quality of product.
With this problem in mind, the concept of vibration-assisted injection molding has been developed. The main merit enables theological behavior of polymer melt. The vibration technique has gained a lot of investigations for polymer processing. Qu 1 and Wang and Qu 2 mainly researched the influence of the electromagnetism vibration on the fill system. Kaizhi Shen and coworkers 3–8 had attained fine mechanical properties using the dynamic packing technique. Qiang Fu and coworkers 9–11 paid more attention on the morphology and crystallization of polymer prepared with the vibration technique. Allan and Bevis 12–15 had compared the difference between the traditional method and the vibration injection technique for glass fiber/polypropylene (PP). Nanqiao Zhou et al. 16–23 also researched the influence of vibration injection technique on the structure and mechanical properties of microcellular foam. Coulter and coworkers 24 researched the effect of processing variables on the mechanical response of polystyrene molded using vibration-assisted injection molding. Mikell Knights 25 also proved that melt oscillation molding can improve part properties. While there are also other researchers who applied vibrated gas-assist molding 26 and the supersonic wave 27–31 to mold the polymer and obtained some perfect result.
The above-mentioned vibration techniques are introduced into polymer melt only in packing process. Although there have been many researchers who studied about the properties of polymer using the vibration techniques, effect of vibration parameters on plasticizing is absent. A novel self-designed hydraulic dynamic injection molding machine invented by Jinping Qu and coworkers 32,33 is another example utilizing vibration technique. In this kind of injection machine, the vibration field is applied to the solid conveying, plasticizing, melting, injection, and packing pressure of the entire molding process by the axial vibration of the screw in which vibration parameters of each process can be adjusted separately. The novel injection molding machine has significant advantages, such as low energy consumption, low injection pressure, and melt apparent viscosity compared with the conventional injection molding machine. 34
The purpose of the work is to study the influencing regulation of properties of PP by changing vibration parameters only imposed on plasticizing process, otherwise identical processing conditions.
Experimental
Materials
The sample material used in this work was PP in the form of pellets and with a trademark 1100NK (melt flow index (MFI) = 11g/10 min), spinning grade, supplied by the Thai Petrochemical Industry Co. Ltd, Thailand. The grade of calcium carbonate (CaCO3) was MLT2500C with an average particle size of 1.52 μm, supplied by Litai Chemical Co Ltd, China.
Apparatus
The apparatus used in this experiment was a self-made hydraulic dynamic injection molding machine (model HD-98; supplied by The Key Laboratory of Polymer Processing Engineering of Ministry of Education, China). The novel injection molding machine is different from the traditional injection machine. The axially pulsed screw can be achieved by back pressure valve superposing a rectangular current signal, thus the whole plasticizing process can be accomplished in pulsed pressure. The vibration amplitude and frequency can be adjusted independently by controlling signal of back pressure valve. Figure 1 shows the hydraulic dynamic injection machine. The diameter of screw is 32 mm, the length/diameter ratio is 24.8:1, and the clamping force is 980 kN.
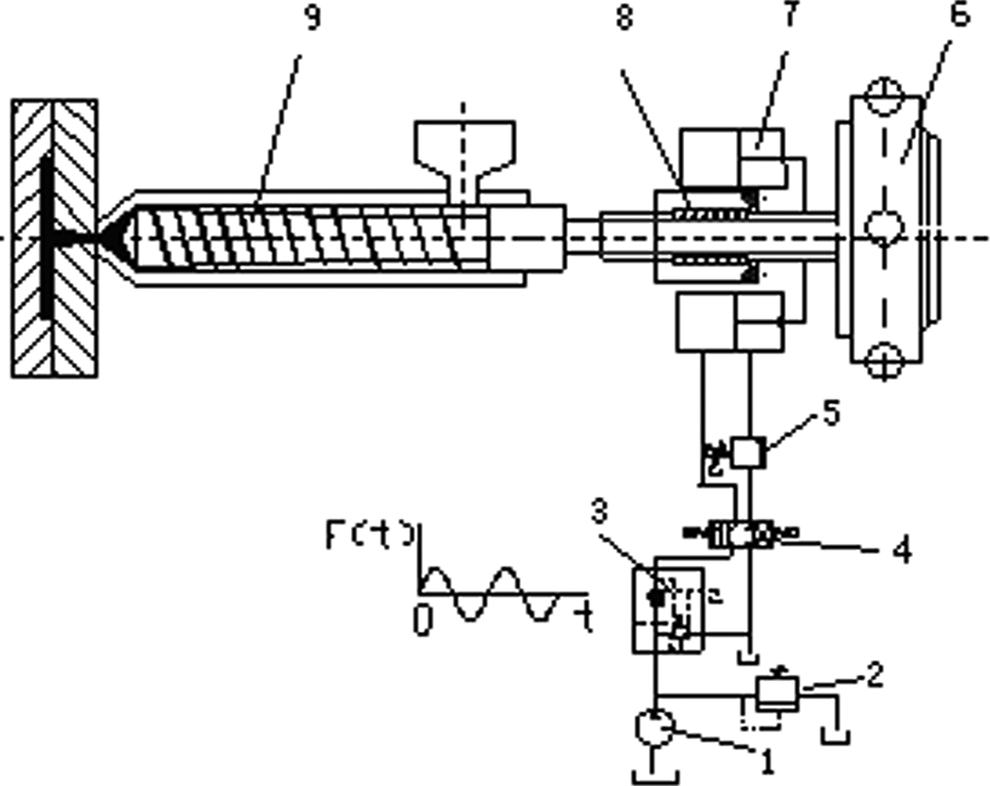
Schematic of the dynamic injection molding equipment: (1) hydraulic pump; (2) safety valve; (3) proportional pressure flow valve; (4) reversing valve; (5) relief valve; (6) motor; (7) injection cylinder; (8) ball spine; and (9)screw 423 × 353 mm2 (72 × 72 dpi). dpi: dots per inch.
Sample preparation
The samples of mechanical tests were using the formula cooled to the room temperature (23°C) in air. The mold temperature was controlled at 40°C through a thermolator that supplied heated water to the mold in a closed loop network of hoses. The mechanical test specimens are shaped by standard sample mold directly. The data of samples were repeated five times in each condition and the average value is used. The experiments were performed at a range of vibration parameters. Injection pressure is 90 MPa and the packing pressure is 40 MPa. The sketch of mechanical test specimen is shown in Figure 2.

Sketch of mechanical test specimen. (a) Dumbbell tensile sample (b) notched impact sample 1232 × 211 mm2 (72 × 72 dpi). dpi: dots per inch.
Mechanical properties
The universal tensile testing machine (model 5566, Instron Corporation, Norwood, Massachusetts, USA) was used for tensile testing at room temperature (23°C), at a crosshead speed of 50 mm/min. The pendulum impact testing machine (model POE2000, Instron Corporation) was used for impact testing.
Thermal properties
The thermal analyses were performed using a differential scanning calorimeter (DSC; model 204, Netzsch, Germany) The temperature test range is from −170 to 730°C and temperature accuracy is 0.01°C. The samples were heated at a rate of 10° in the temperature range of 25–220°C in nitrogen atmosphere. Each sample was weighed approximately 5 mg. All results were recorded for the first heating of the samples.
The relative degree of crystallinity can be calculated following the formula:
where the ΔH f was the melt enthalpy of sample and ΔH fc was the melt enthalpy of the 100% crystal of PP (209 J/g). The DSC peak separation technique was adopted using the peak separation software provided by Netzsch Corporation in the DSC-204 equipment.
Density testing
The specific gravity tester (model SartoriusAG, Sartorius Corporation, Germany) was used for density testing at room temperature (23°C) and its precision is 0.02 mg/cm3.
Scanning electronic micrograph
A small sample of PP filled with 10wt% CaCO3 was cut from the impact fracture bar and the structure of impact cross-section was examined on a Philips XL-300 SEM, Holland.
Energy consumption
The digital energy consumption instrument (model WT1600, Yokogawa Corporation, Tokyo, Japan) was used for testing energy consumption.
Results and discussion
Effect of vibration parameters on tensile stress of PP
In this article, the terms “A” and “f” represent the vibration amplitude and vibration frequency, respectively. Figure 3 shows the effect of vibration amplitude on tensile strength in different frequency.
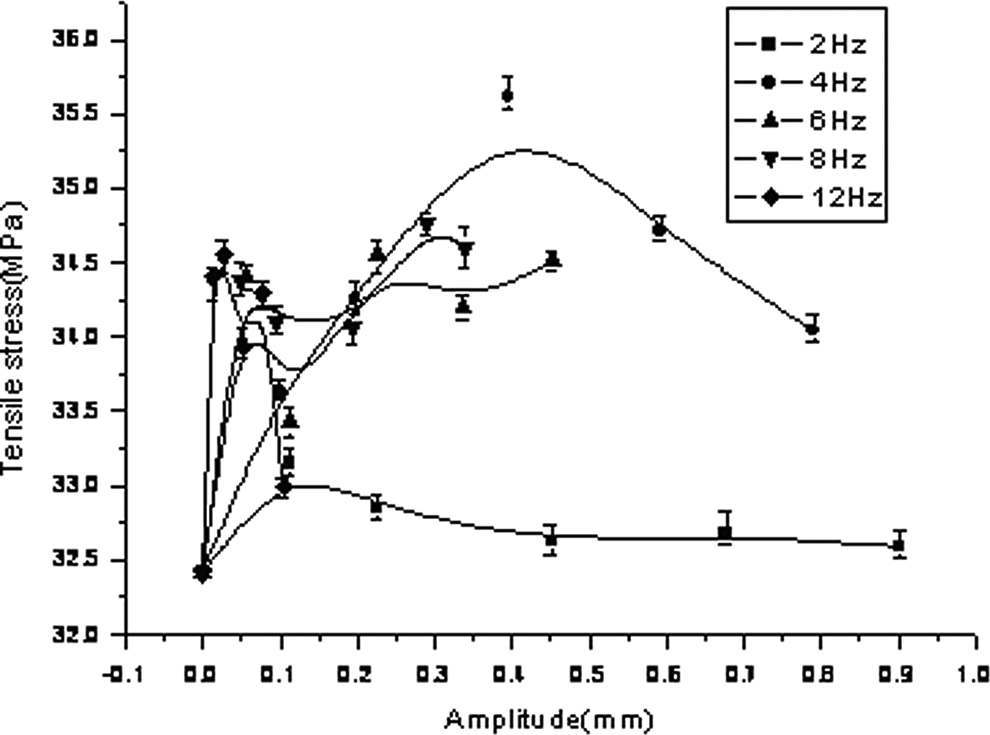
Tensile strength of polypropylene samples under different frequency with amplitude 97 × 75 mm2 (600 × 600 dpi). dpi: dots per inch.
The experimental results show that the tensile stress is improved with increase of vibration amplitude keeping the same frequency in plasticizing process, and then, the tensile stress decreases slightly with increase of the vibration amplitude further. When vibration amplitude is less, the increasing extent of tensile stress is sharp. The tensile stress reaches the maximum value at f = 4 Hz quickly. This expresses that the tensile stress is most sensitive at f = 4 Hz. The maximum increment is 9.8%, from 32.4 MPa of the steady sample to 35.6 MPa of the sample obtained at f = 4 Hz and A = 0.4 mm. The tensile stresses of all dynamic samples are improved than that of no vibration samples.
Effect of vibration parameters on impact stress of PP
Figure 4 shows that the variation rule of impact stress is also similar to variation of tensile stress. The impact stress increases sharply when vibration frequency is high. The impact stress reaches to a maximum value in f = 8 Hz. The maximum increment of impact stress is 13.8% from 2.175 kJ/m2 of the steady sample to 2.475 kJ/m2 of the sample at vibration parameters f = 8 Hz and A = 0.2 mm.
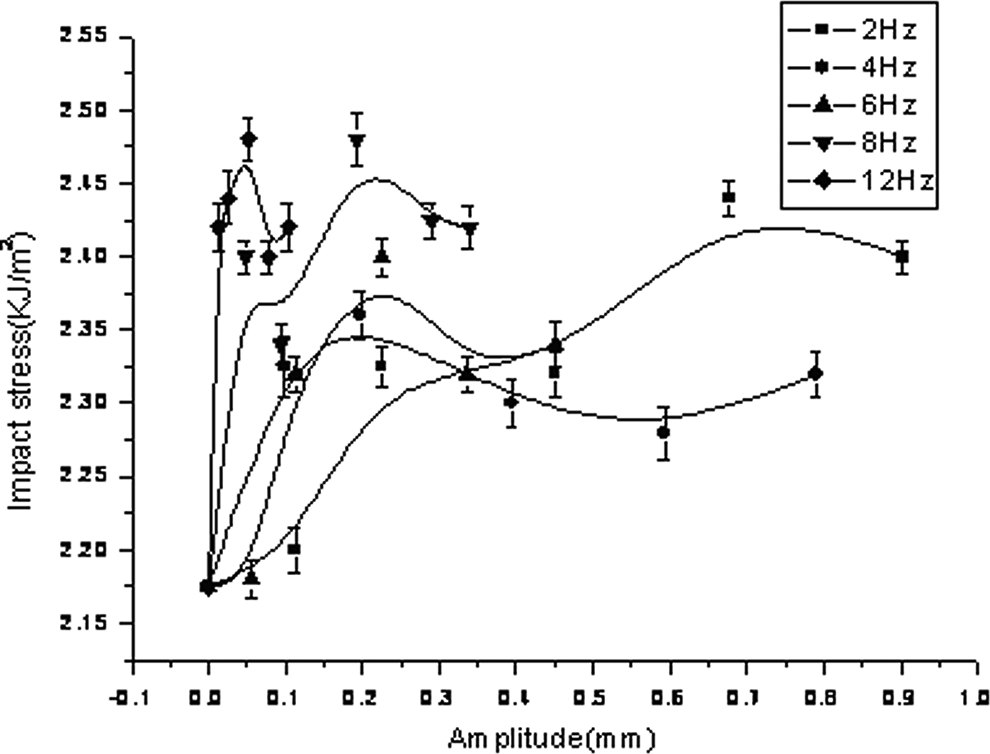
Impact strength of polypropylene samples under different frequency with vibration amplitude 106 × 82 mm2 (600 × 600 dpi). dpi: dots per inch.
Effect of vibration parameters on density of the sample
Figure 5 shows that the densities of samples are improved evidently with vibration imposed. With increase in the vibration amplitude, the density of samples reaches the maximum value, later decreases slowly under the same frequency. The density of samples reaches the maximum value from 0.901 g/cm3 of the steady sample to 0.9037 g/cm3 of dynamic sample obtained at f = 4 Hz and A = 0.1 mm. The maximum increment of density is 0.3%.
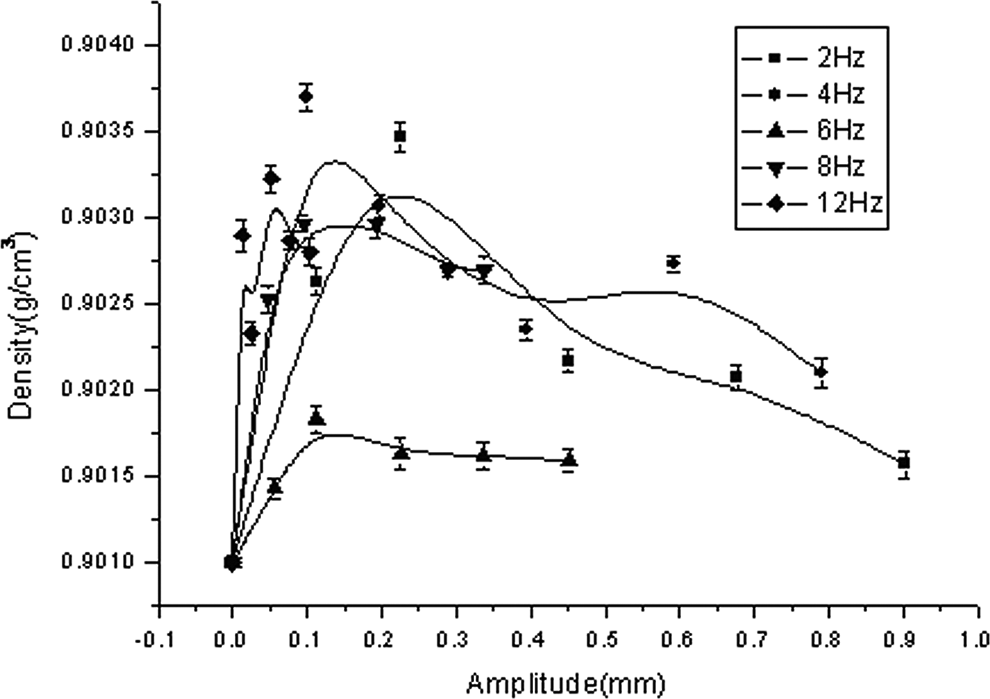
Density of polypropylene samples under different frequency with amplitude 106 × 74 mm2 (600 × 600 dpi). dpi: dots per inch.
The influence is relatively great on density of samples in low frequency and low amplitude molding. Then, more melt is poured onto the mold by periodical change of press in packing pressure process, thereby resulting in a more compacted product. The sample densities are also improved.
Thermal analysis
The results of DSC heating scans for the samples in different vibration parameters are shown in Figure 6, where the curve exhibits the fusion thermogram of the sample under the steady condition; the curves (b) to (e) show the fusion thermogram of the samples in different vibration parameters. The shape of melting peak is very similar, but the melting point shifts toward the higher temperature with increase of the vibration amplitude.
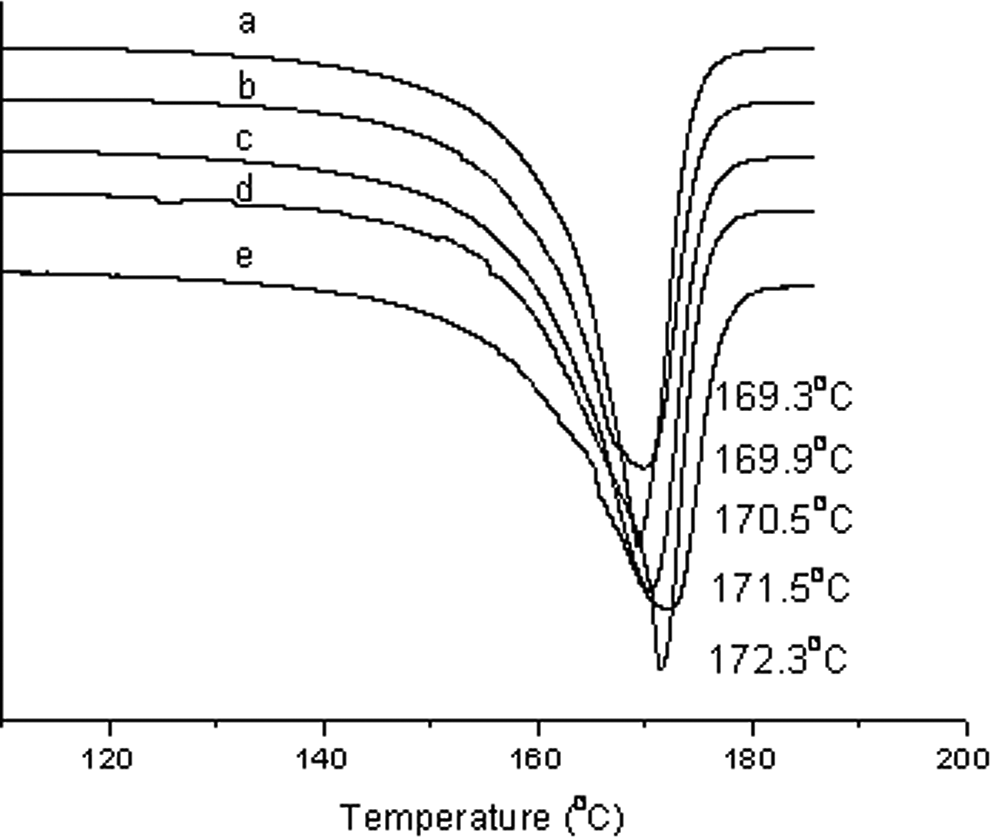
DSC curve of polypropylene samples under different vibration amplitude 106 × 90 mm2 (600 × 600 dpi). dpi: dots per inch; DSC: differential scanning calorimetric.
The various melting parameters determined from fusion scans are given in Table 1. The sample under the steady condition (curve (a))exhibits only a sharp peak at 169.3°C. Compared with the original sample in the steady condition, all melting temperature of the samples increase under vibration conditions from 169.3 to 172.3°C. The mechanical properties of the sample mainly depend on the change of polymer morphology and crystal kinetics. Since melting peak area obtained from the DSC is directly proportional to the degree of crystallinity, it is shown that the vibration force field has slight effect on the degree of crystallinity that increases from 41.97 to 44.61%. Therefore, the increase of melting peak may be due to the vibration in crystal perfection that affects the mechanical properties of PP samples.
DSC results of PP samples under different vibration condition (f = 4 Hz).
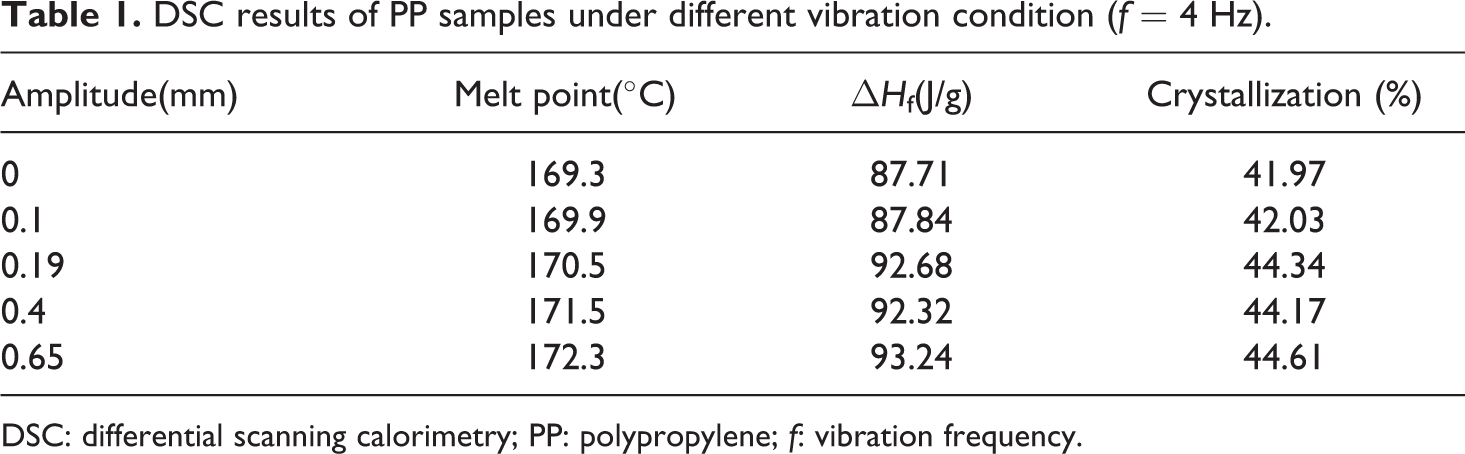
DSC: differential scanning calorimetry; PP: polypropylene; f: vibration frequency.
SEM investigation
CaCO3 particles were first dried in an oven at 70°C for 2 h and then premixed with PP pellets in a tumble mixer for 5 min with 10 wt% CaCO3. The premixed compounds were then fed into a Keya SVF-113-380C counter rotating twin-screw extruder operating at a screw speed of 90 r/min. The extrudate was cooled in water and cut into pellet form using a pelletizer.
SEM micrographs of impact cross section of PP filled with 10 wt% CaCO3 under steady and dynamic molding for f = 4 Hz and A = 0.15 mm are shown in Figure 7. From these micrographs, many aggregates of CaCO3 particles can be seen for steady molding. The particles of CaCO3 diffuse easily in PP melt and disperse more evenly under dynamic molding than for the same filler content under steady molding. This indicates that the vibration force field is effective in accelerating the dispersion of CaCO3 in plasticizing process. Hence, the mixing properties are improved, and the mechanical properties of the final products are also enhanced.
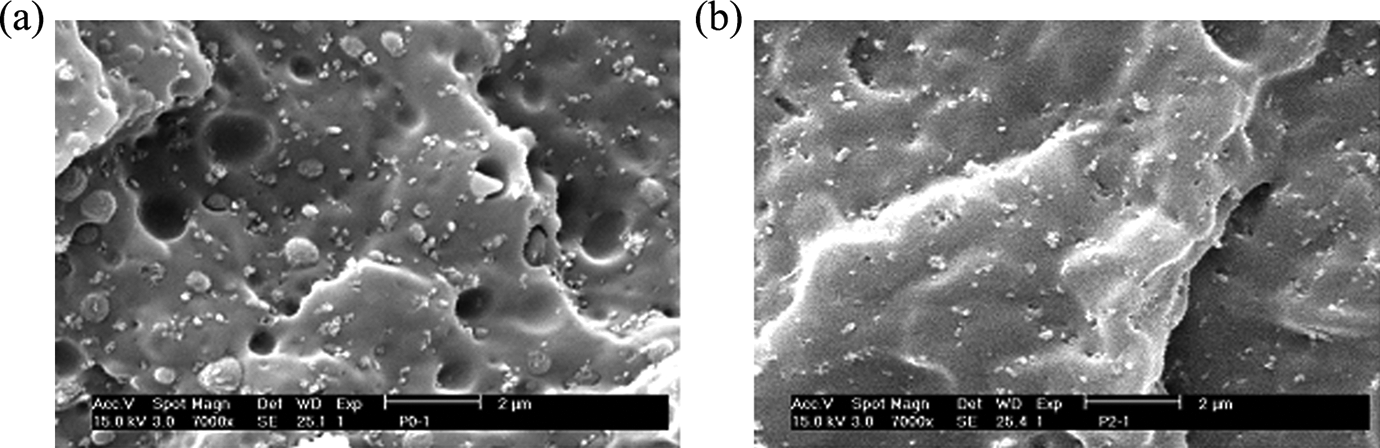
SEM micrographs of PP/nano-CaCO3 cross section of samples (a) f = 0, A = 0 and (b) f = 4 Hz, A = 0.79 mm. SEM: scanning electron microscopy; PP: polypropylene; CaCO3: calcium carbonate; f: vibration frequency; A: vibration amplitude.
Energy consumption
To explore the effect of vibration parameters in plasticizing process on whole molding energy consumption, the digital energy consumption instrument was connected to general import energy supply of injection molding machine. The energy consumption was collected by changing vibration amplitude and frequency in plasticizing process, while keeping the other technical parameters invariable.
The results of general energy consumption of samples in different vibration parameters are shown in Figure 8. With increase of vibration amplitude at same frequency, the general energy consumption is dropped. When f = 8 Hz, the general energy consumption is dropped and reached a minimum value with increase in vibration amplitude, but with further increase in the vibration amplitude, the energy consumption rises. The maximum decrement of energy consumption is 6.6% from 273 W of the steady sample to 255 W of the single sample obtained at f = 8 Hz and A = 0.42 mm in range of experiment.
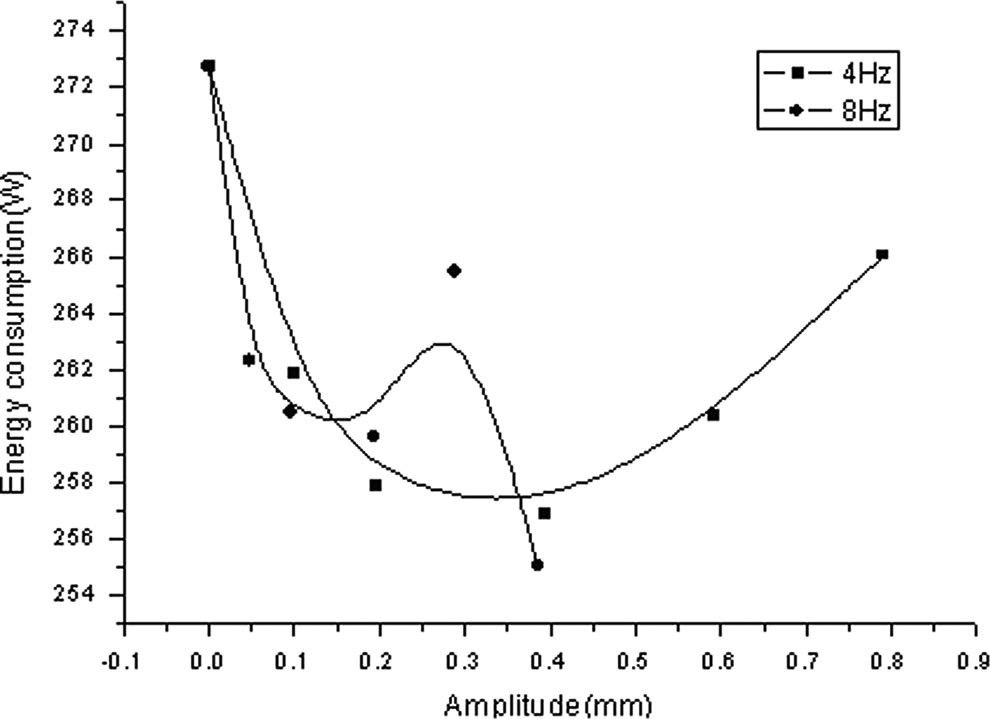
Energy consumption of polypropylene under different frequency with vibration amplitude.
Mechanism analysis
The experimental results indicate that the plasticizing of PP melt can be improved when the vibration force filed is introduced in plasticizing process. This can be explained as follows. The dissipation heat is generated by the instantaneous changing of shear velocity and pressure with pulsed pressure. In pulsed shear pressure, the product quality is improved due to the accelerated melt blending, difference in the temperature of melt minished, and uniform melt temperature. The polymer melt was periodically compressed and released, thus an instantaneous impulse was obtained; and the macromolecule orientations were retained. 35 Compared with the steady molding, the regularity of crystal region of PP samples are improved under the vibration force field. So, the mechanical properties of dynamic molding samples are better than that of steady samples. At the same time, the apparent viscosity of polymer melt dropped due to vibration shear action and the flow state of polymer melt was changed. The screw plasticizing driven energy and resistance of injection filling all are decreased, so general energy consumption dropped macroscopically.
Conclusions
Compared with the conventional injection molding, the tensile stress, impact stress, and density of PP samples are improved to a certain extent using the novel hydraulic dynamic injection molding machine due to pulsed pressure induced in plasticizing process. The melt point of samples rises, which facilitates the perfection of crystal. Furthermore, the whole molding resistance decreased by dynamic plasticizing, while the general energy consumption dropped. So, for the novel hydraulic dynamic injection molding machine, the plasticizing and mixture can be improved by vibration introduced in plasticizing process.
Footnotes
Funding
This work was supported by the science and technology aid project of Xinjiang Uygur Autonomous Region of China (2013911035), Tianjin University of Technology and Education Foundation of China (K2201201), Opening Project of The Key Laboratory of Polymer Processing Engineering of Ministry of Education, China (2012003) and Tianjin excellent postdoctoral international training plan funded projects (2012).