
Abstract
With the rapid increase in the number of vehicles, the use of worn tires that are increasing everyday grows environmental problems. On the other hand, one of the fundamental issues for road agencies is the management and maintenance of the roads. The preeminent practice in this area is to carry out preventive maintenance by methods such as using protective asphalt layers by means of microsurfacing. However, there has not been a study regarding microsurfacing with rubber, the mix design, and its field performance indicators. In this study, the performance of microsurfacing mixtures with different amounts of crumb rubber has been investigated under the ISSA A143 requirement set by the International Slurry Surfacing Association. For this purpose, 0.5–3% of crumb rubber with a grain size of maximum 0.33 mm as a replacement of aggregates has been used. The results from wet track abrasion test excess asphalt by loaded wheel test (LWT), multilayer LWT showed that the best performance among different amounts of rubber powder is obtained at the 14% bitumen emulsion and 0.5% crumb rubber, and the use of this amount of crumb rubber reduced the amount of optimum emulsion needed. Moreover, the rutting on the specimen also decreased compared to the control specimen.
Introduction
Asphalt pavement longevity is threatened by many distresses. Numerous studies have explained the necessity of rehabilitating and maintaining roads, and given the many advantages and long-term improvements in the preventive method, it has attracted many researchers’ attention. 1 Considering a variety of preventive methods, it seems that protective asphalt has a significant advantage. Among these, microsurfacing asphalt, due to its high efficiency, such as improving frictional properties and many applications, including surface coating, is a useful method for rehabilitating pavement.2,3 Problems such as insufficient coverage of reflective cracks and the inability to fully eliminate the rutting and the propagation of overlaid cracks of rutting after a short time have drawn the attention of researchers to further study on the modification of the mix design and the materials used in microsurfacing.4–6 Bhargava et al. indicated that the emulsion type and additive both play a major role in microsurfacing performance regarding mixing time, cohesion, consistency, raveling, and rutting resistance. 7 Another study showed significant improvement in rutting resistance and flexural tensile strain of fiber-reinforced microsurfacing. 8
The environmental issues and the increasing use of vehicles, followed by an increase in the number of worn tires, have raised concerns in this regard. Various methods such as burial, burning, and recycling are presented to solve the problem of these waste and irreversible materials. 9 In case of fire, waste tires produce poisonous gases, for instance, dioxin, which causes dangerous pollution problems. Recycling the tires for using them in concrete and asphalt pavements is one of the best solutions that researchers have taken into consideration, as it was introduced in 1930 for sealing and patching applications. In the early 1950s, extensive studies were done to use crumb rubber as a modifier in bitumen. The progress made and future prospects in this field were so high that the Asphalt Institute held a meeting in Chicago on the use of rubber tires in asphalt in 1960, and in the 1960s Charles McDonald introduced his proposal.10,11
In a situation where successful results were obtained due to the use of crumb rubber in bitumen, a further development was made in Sweden that used crumb rubber instead of aggregates. With the advent of new pavement techniques, especially the management and maintenance of roads, the idea of using crumb rubber has been introduced through both wet and dry processes in protective asphalts. 12 Regarding that the mix design of protective asphalt such as microsurfacing uses bitumen emulsion and cold mix design, even the best wet processes are not very efficient due to the separation of the bitumen phase from the crumb rubber and the sedimentation of the rubber in the emulsion, so the replacement of the crumb rubber instead of the aggregate or the dry process is more important. 13
Few studies have been carried out on the use of crumb rubber as aggregate. For the first time in 1997, in the context of Halleran’s and his colleagues’ efforts to use the crumb rubber in microsurfacing, an idea called “solvent dispersion” was proposed, which also contained the presence of powder particles in the emulsion bitumen. Lack of a standard for conducting the experiments and adverse outcomes from the experiments have demanded further research in this regard. 9 In 2008, Chen et al., with the approach of using crumb rubber in microsurfacing, examined the tensile and fracture properties of the pavement with this protective asphalt. 14 In 2009, Canestrari and colleagues evaluated the microsurfacing containing crumb rubber, but the lack of a single and specific standard produced unsatisfactory results. Of course, the high amounts and the coarse graded crumb rubber used did not allow the new mixture to withstand the full loads because the strength of the aggregates amount was much higher than that of the rubber. 15 In 2014, Zhao and his colleagues only assessed the noise reduction mechanism of microsurfacing containing crumb rubber on existing pavement, which they also did not assess the new design despite the alteration of mix design and did not use any mixing experiments according to current criteria. 16
These studies have not even evaluated the new mix design for the inclusion of rubber powders. It is necessary to examine more closely and based on existing criteria to assess the use of rubber powder with a dry process in a microsurfacing mixture. The aim of this study is to assess the effects of the waste rubber on the microsurfacing and then introduce a proper mix design. First, the performance under wheel load will be tested to assess the quality of the coating under wet abrasion. Then, the excess asphalt test and multilayer wheel load test will be performed and optimum binder content is calculated.
Experimental study
Materials and methods
Introduction
In this section, first, the details of the materials used to make the specimens and quality control tests for these materials in accordance with the regulations of the International Slurry Surfacing Association (ISSA). The following are the experiments on microsurfacing mixing that express the functional properties of the mixture, including cohesion tests, mixing time, abrasion test in wet condition (wet track abrasion test), wheel loading to determine bleeding potential (excess asphalt by loaded wheel test (LWT)), and wheel loading test to determine the rutting (multilayer LWT) are explained.
Aggregate
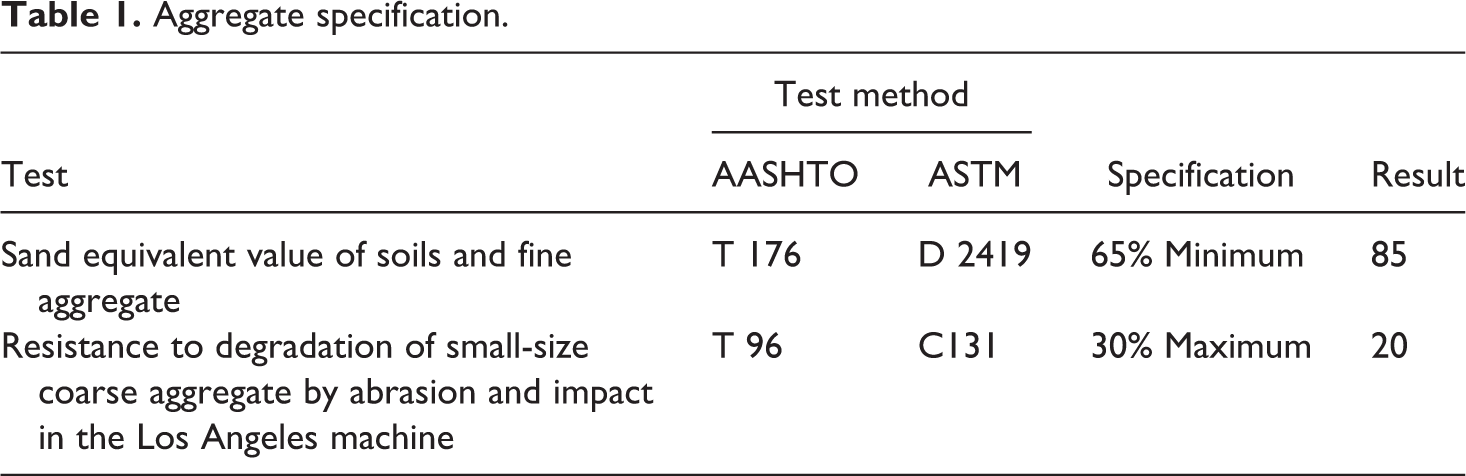
The mineral aggregate used should be compatible with the requirements of the microsurfacing. 17 The crushed stone such as granite, slag, limestone, chat, or other high-quality aggregates, or a combination of them can be used for the purpose. The results of the quality control tests for the aggregates are listed in Table 1.
Aggregate specification.
In microsurfacing, grading types 2 and 3 are used according to slurry seal standard, which is used in this study to cover the rutting of paths type 3. It should be kept in mind that as the grading is closer to the lower limit, a better abrasion performance will be yielded while sand adhesion performance will be weaker. 18 The selected grading and the standard limitation are shown in Figure 1.
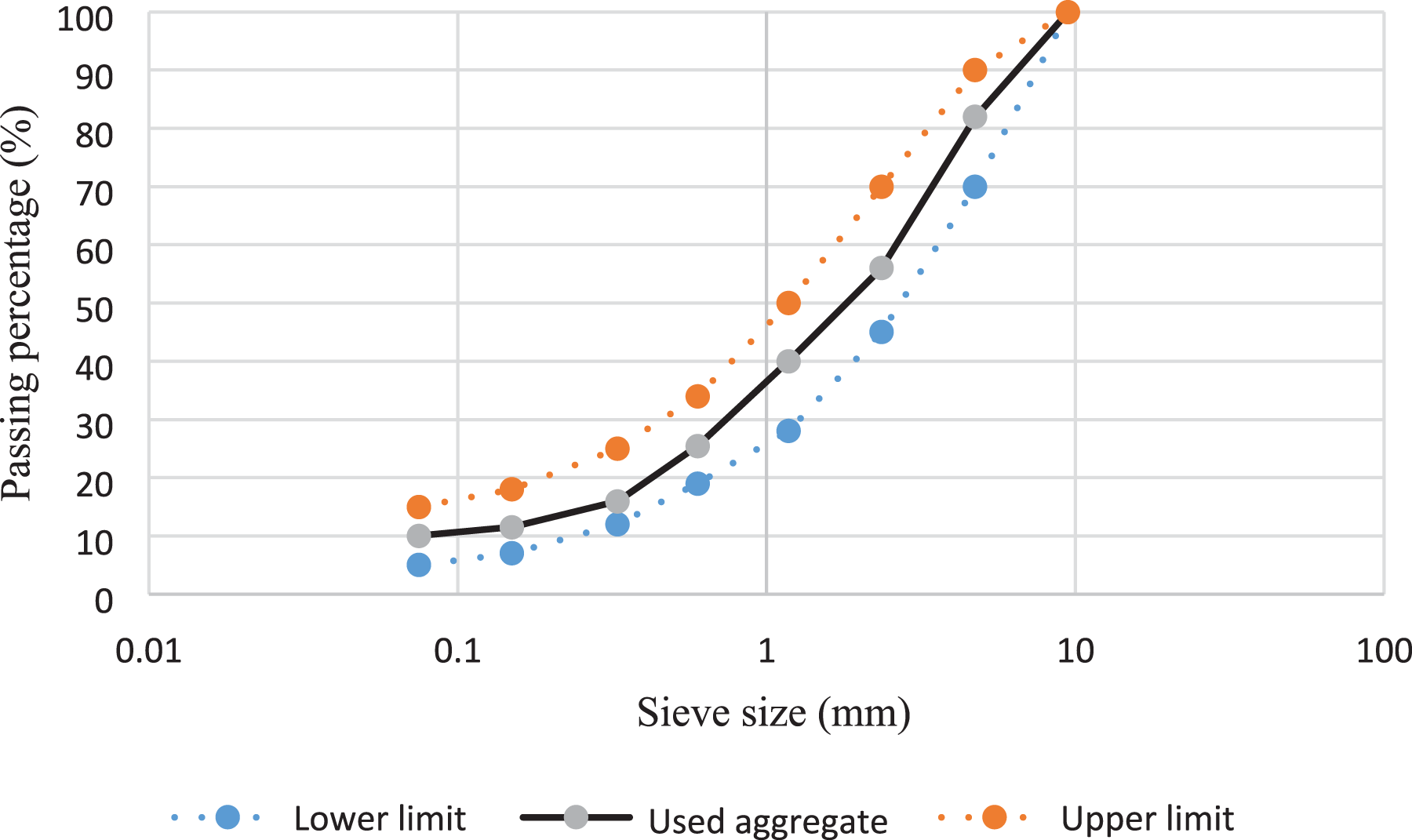
Upper, lower, and middle aggregate gradation curves.
Emulsified asphalt
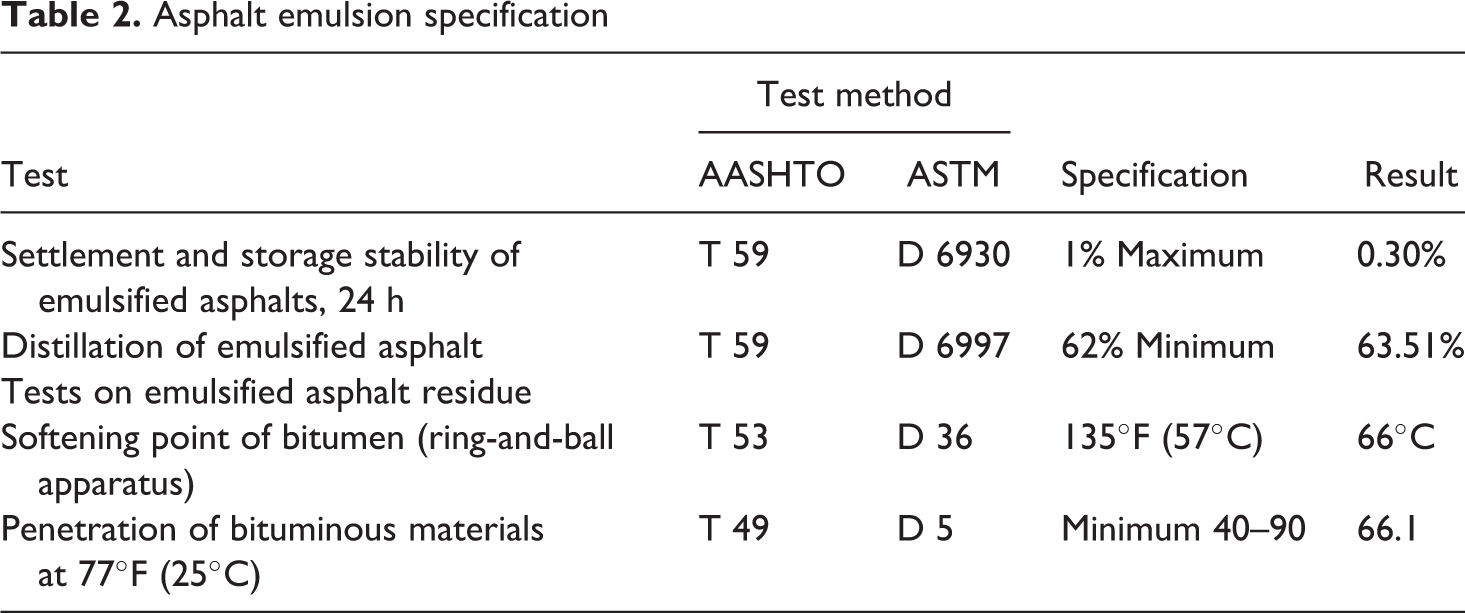
Emulsions have long been considered by road agencies for several reasons, less impacts on the environment. In microsurfacing, CQS-1h bitumen, emulsion is usually used to open the road on traffic sooner. In this study, emulsion bitumen emulsion CQS-1h, which residues 63.5% bitumen, is used. The emulsion comprised 9% emulsifier. The specification of this polymerization modified bitumen emulsion is given in Table 2. Also, 0.5% cement added in the final mix as a filler to enhance the durability.
Asphalt emulsion specification
Rubber powder
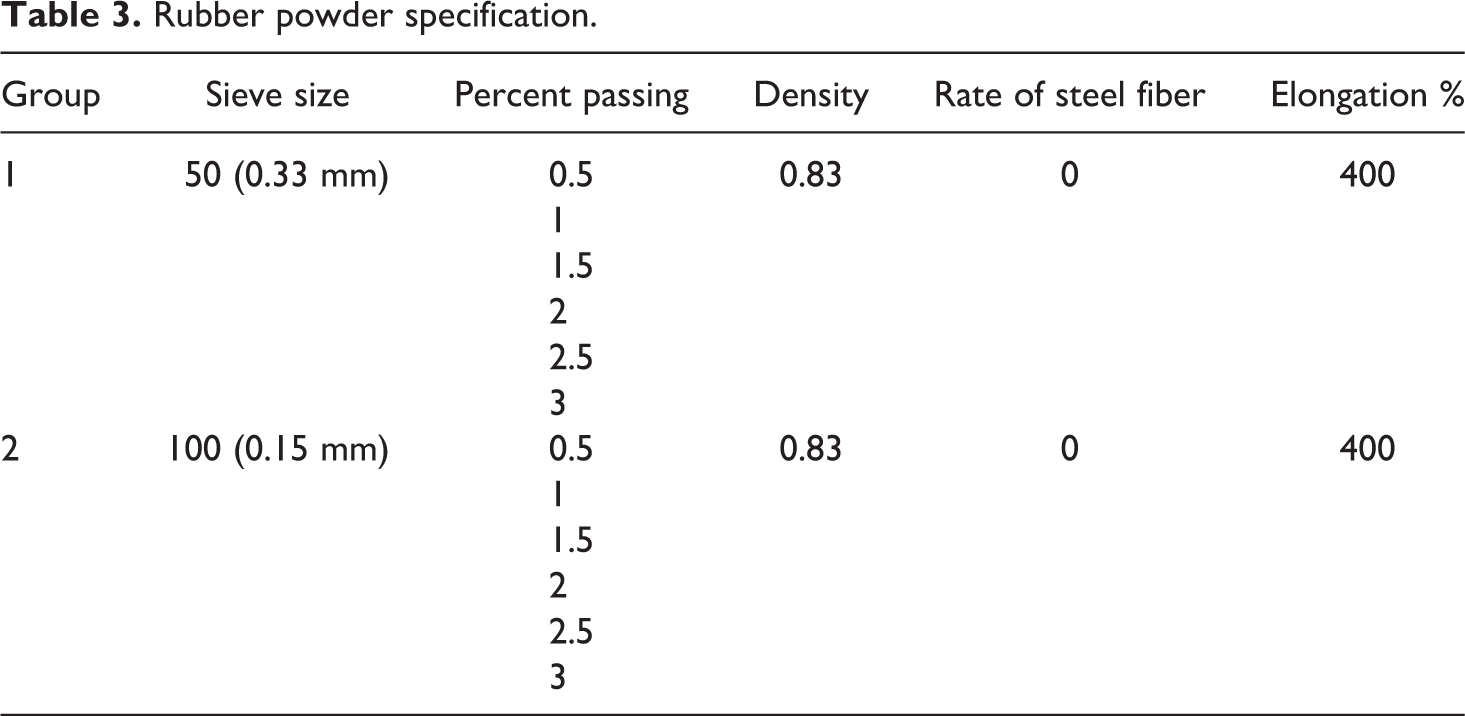
According to the California Department of Transportation in 2005, rubber powder greater than 0.33 mm in size would cause raveling. Also, according to the recommendations, quantities of less than 3% of the rubber powder are suitable for use in asphalt.19,20 Therefore, the rubber powder used in this study has six different amounts, which are used with two types of grading passing from 50 and 100 sieves, as group 1 and group 2, respectively. The amount and size of the rubber powder and its properties are given in Table 3. The rubber powder composition is given in Table 4.
Rubber powder specification.
Average vertical and lateral deformations.
Polymer
According to the ISSA, to modify the emulsion bitumen, a minimum of 3% pure polymer based on net bitumen weight should be used, since SBR polymer is used to reduce the temperature susceptibility and increase rutting resistance in slurry seal and microsurfacing applications. In this study, SBR polymer has been used up to 3% by post mixing method.21,22 Figure 2 shows the polymer used in the study.

Polymer used in the study.
Tests required for microsurfacing mix design
There are several ways to determine the mix design for a microsurfacing mixture, which one of the most common methods is, the ISSA standard no. A143. The tests mentioned in this standard either determine the optimal values of each of the components and examine the long-term and short-term performance of the mixture. 23 The general procedure of this research to determine the mixing time and initial values of each material at first and then performing the cohesion test. This step is repeated until the results in the cohesion test are confirmed. Then, abrasion tests are performed in wet conditions and wheel loading to determine bitumen bleeding. Subsequently, by combining the results of these two experiments, the required amount of optimal bitumen is determined. Tendency to rutting will be assessed then. Recommended tests and values are given in Table 5.
Recommended tests and values.
TB: technical bulletin; LWT: loaded wheel test.
Mix time test
This test measures the required mixing time to combine ingredients and specifies the time it takes to ensure mixing. It also checks and confirms the compatibility of raw materials. This is done by first pouring 100–400 g of aggregates into the mixer and then the filler, water, and finally the emulsion bitumen. 24 They all are mixed well, then half of the mixture to a depth about 6–10 mm thick is cast on the paper, and the other half is kept in the mixer for 5 min (or until the mixture is stiffened). The mixing time should be at least 120 s. The time required to reach a clear water set, by periodically pressing mixture is recorded. The time is defined as a time that mixture cannot be mixed homogeneously anymore.
Wet cohesion test
This test is used to categorize microsurfacing mixtures as either slow or fast setting systems as a function of torque over time. The proper asphalt emulsion–water combination is determined after 30 and 60 min of curing at room temperature, 25°C (77°F). The minimum values required are 12 kg cm for the 30-min test and 20 kg cm after 60 min. The test apparatus and procedure comply with ISSA Technical Bulletin (TB) 139. 25 After preparing and casting the slurry surfacing mixture from mix time test into molds, the sample becomes firm enough to resist flow, then the mold should be removed. The torque values from the mode of rupture and the time interval to determine cure development should be recorded .
Wet track abrasion test
To assess the quality of the coating under wet abrasion conditions and to obtain a minimum bitumen emulsion to prevent raveling, an abrasion test was carried out on submerged specimens at two stages: 1 h and 6 days according to ISSA TB 100. 26 After preparing the standard specimen mold, it is placed in the 60°C oven for 3 h. The weight is measured, and for a 6-day evaluation, the specimen is submerged in a water bath. The specimen will be placed in the abrasion cycle and heated as specified in the code, then the abrasion loss per unit area will be calculated by considering grams of abrasion loss and the loss factor for the Hobart model. Figure 3 shows the wet track abrasion test procedure.
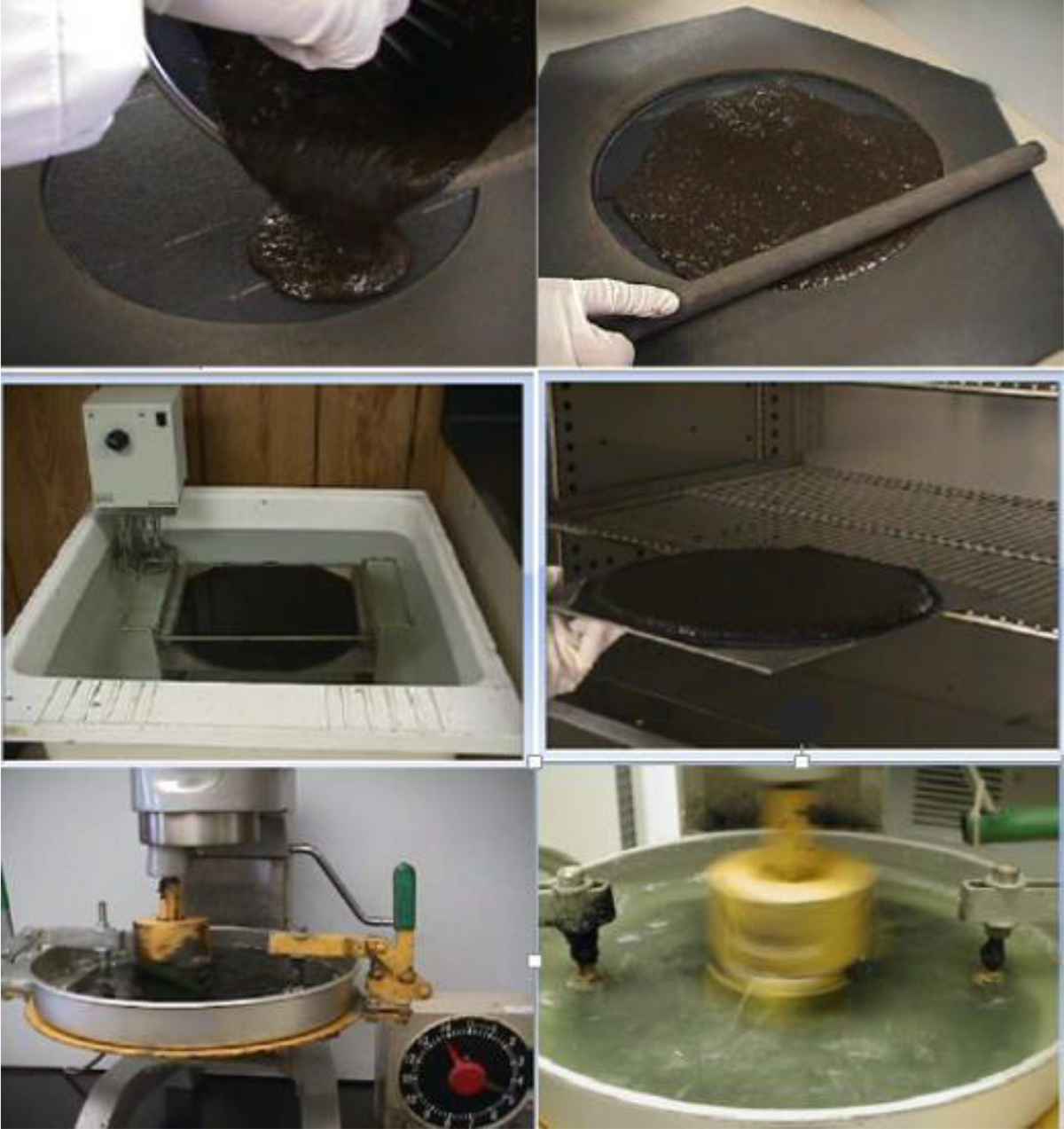
Wet track abrasion test procedure.
Excess asphalt by LWT test
One of the common pavement problems is asphalt bleeding. To investigate the mix potential to bleeding, 200 g hot sand was spread on the existing specimen which was kept at oven at 60°C and cooled down to room temperature, and then a loaded, rubber-tired reciprocating wheel was implied on it at 22 ± 3°C. The device is stopped after 1000 cycles, the specimen is cleaned of loose particles, and the new weight is recorded. The final weight will be recorded after the device operates for 100 cycles. The adhered sand should be divided into the area of the device metal strip. The test procedure complied with ISSA TB 109. 27 The process is shown in Figure 4.
LWT procedure.
Multilayer LWT
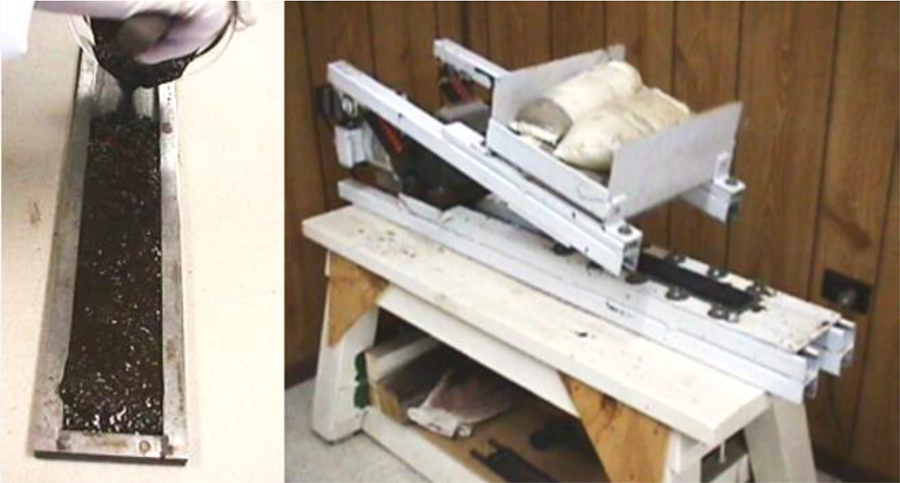
Although the microsurfacing mixture does not have a bearing capacity, this test is used to control the amount of compaction or displacement characteristics of multilayered, dense graded, fine aggregate cold mixes. 28 The microsurfacing is used to fill the rutting cracks. It should be evaluated in terms of shape variations. According to this test, the optimum bitumen to avoid excessive displacement will be determined. The mixture is poured into 12.7 × 50.8 × 381 mm3 mold centered above a plate and struck off until mixture is free of flow, then the mixture is cured for 24 h and dried in an oven at 60°C for 24 h. The specimen is placed in the LWT device under 1000 cycles of a 56.7 kg load plate, then the lateral and central displacement is recorded.
Results and discussion
Mix time test
The mix time test is performed to determine the initial mix design of the microsurfacing and obtain the ratio of the required materials. For this purpose, different amounts of emulsion additives, water, and bitumen were evaluated in different mixing designs.
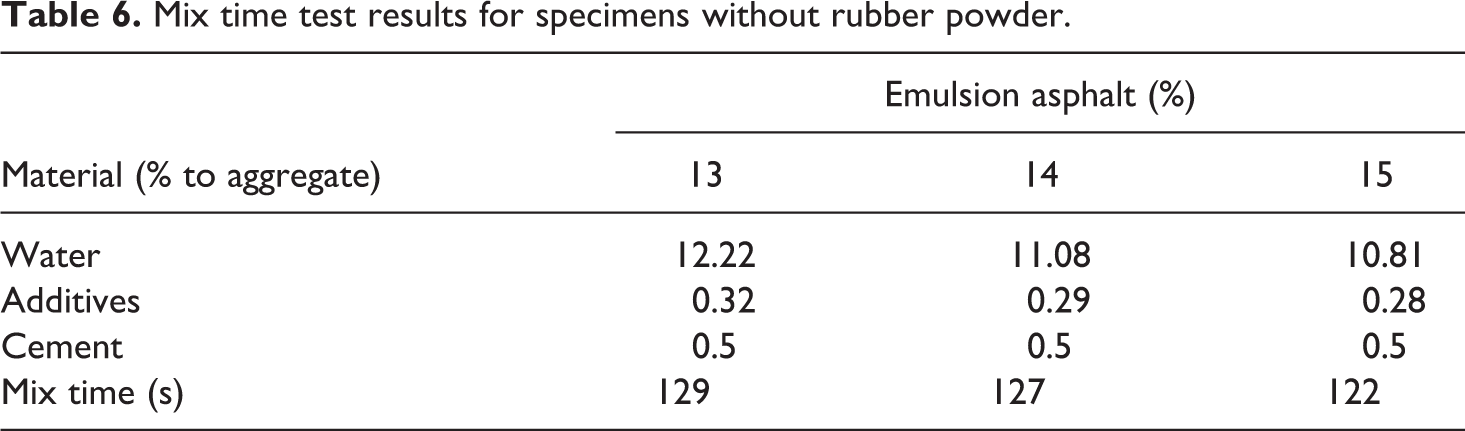
Through trial and error and with different compositions of materials, mixing and adhesion time and other tests, finally 13% of emulsion bitumen was selected as the minimum required and then the values of 14% and 15% bitumen were studied. The composition of the materials used in this study and the results of the mixing time test are given in Tables 6 and 7.
Mix time test results for specimens without rubber powder.
Mix time test results for specimens with rubber powder.
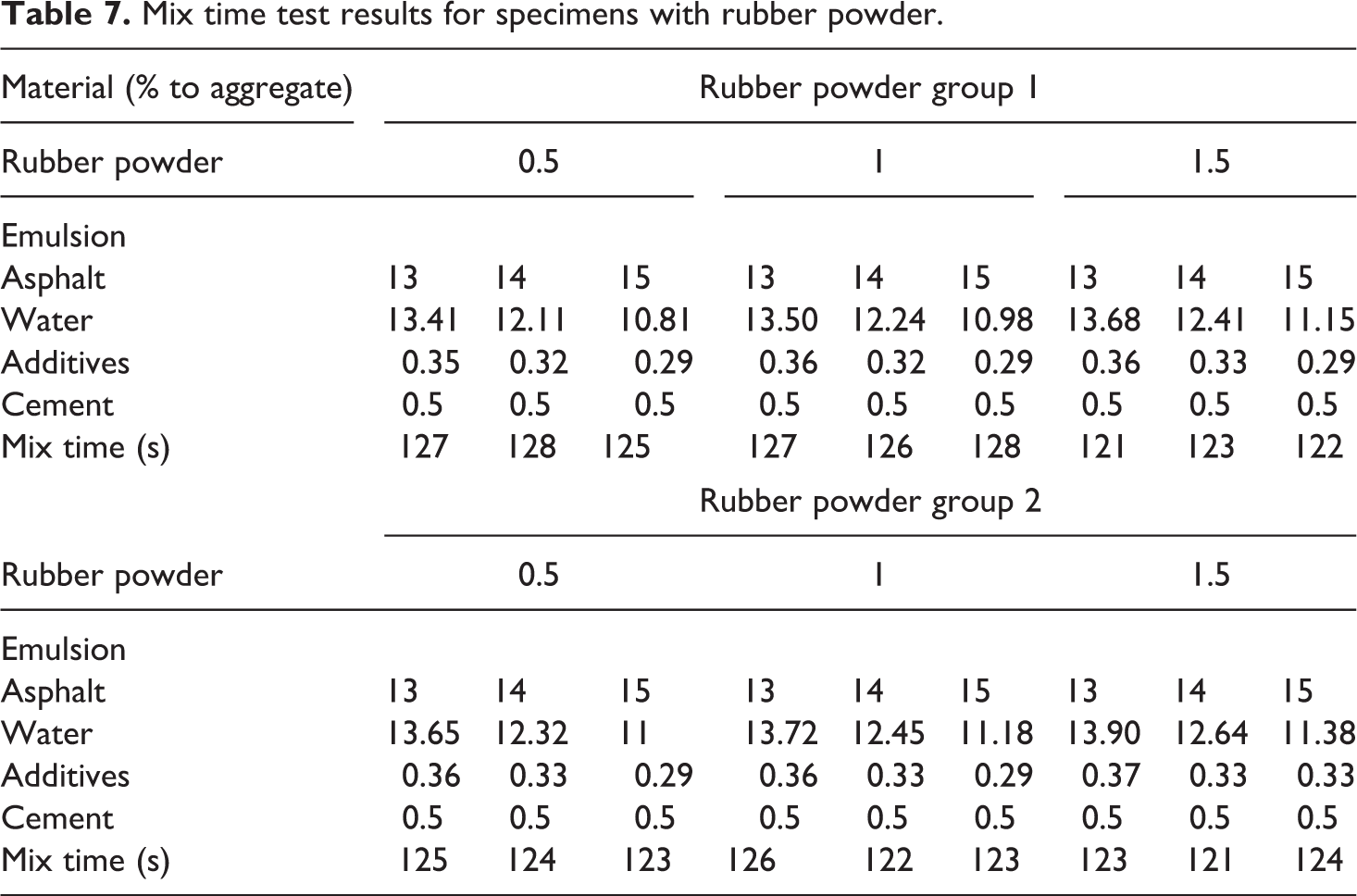
The results of the mixing time test on the samples showed that the use of rubber powder slightly increases the amount of required additive; also by increasing the amount of rubber powder, the amount of required water increases and also group 2 rubber powder needs more water.
As the amount of bitumen in the emulsion of the mixture increases, the amount of excess water required decreases, and this excess water is supplied by the water of the emulsion bitumen. Similarly, as the amount of bitumen in the emulsion increases, the amount of additive required decreases to keep the optimum concentration constant. The important point is that the minimum consideration of the mix time in ISSA code, which lasts at least 120 s, has been properly met.
Cohesion test
The results obtained by using different percentages from both groups of powdered rubber are adequately presented in Figures 5 and 6. The presence of rubber powder makes it possible to achieve an acceptable setting and curing only in a certain amount of bitumen emulsion. Any changes in this amount of optimum emulsion bitumen lead to undesirable performance of the rubber powder specimen compared with the control specimen, besides it may not even be able to meet the standard values. Based on the results, the 14% bitumen emulsion has an excellent performance. Decreasing or increasing this amount in the presence of rubber powder reduces mixed performance in terms of application and treatment.
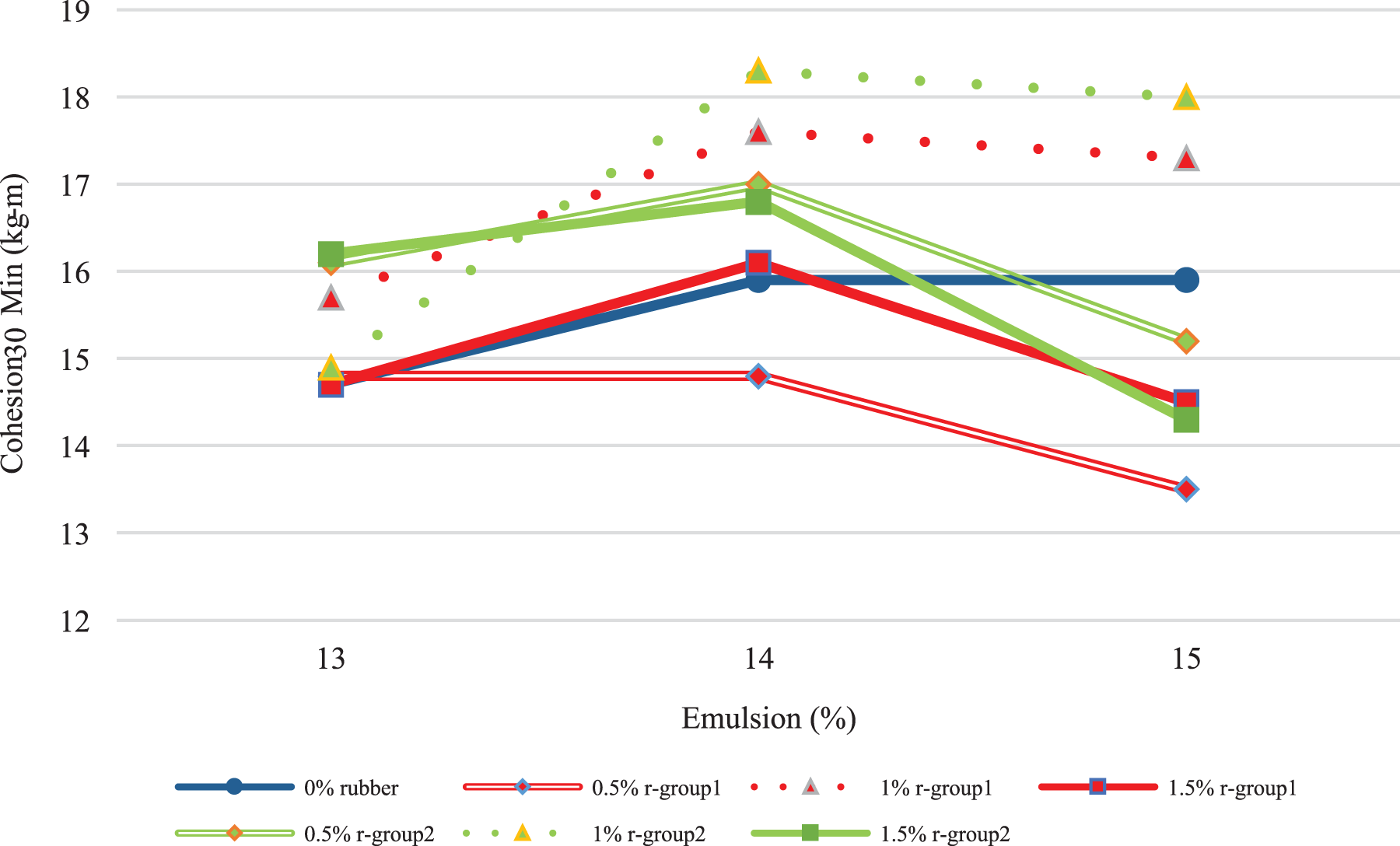
Plot of raw data for cohesion test at 30 min.
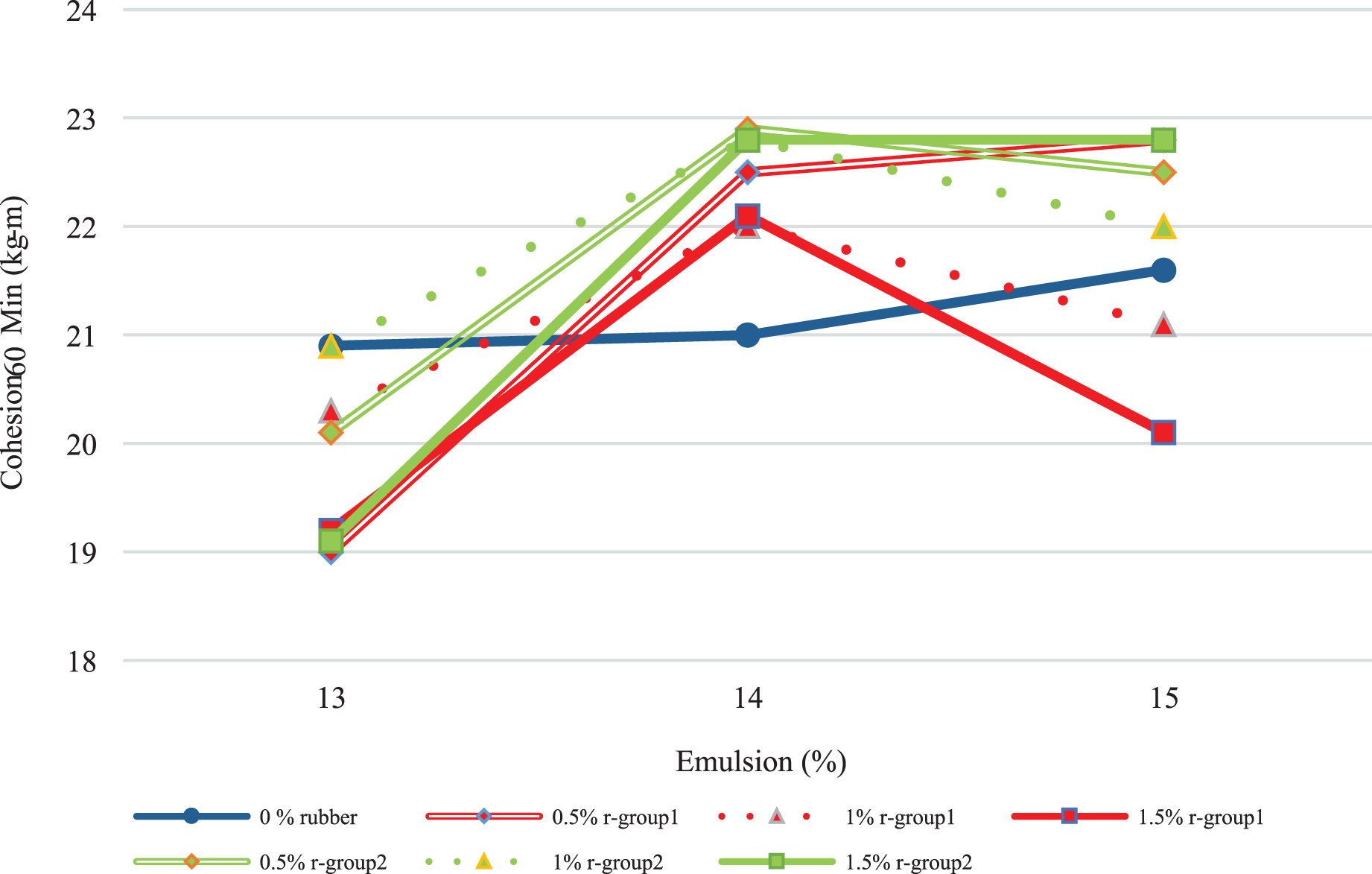
Plot of raw data for cohesion test at 60 min.
Also, by comparing the adhesion values of both groups of rubber powder, except for a few, the main results show that specimens with rubber powder with group 2 grading have a superior advantage over group 1. It was found that group 2 gradation for microsurfacing mixtures is much more favorable for the initial cohesion of the material and the time of reopening of the traffic, so second group gradation is used for other performance tests.
The reason for this is the difference between the two group’s gradations. The group 1 rubber powder has a grain size finer than 0.33 mm, and the rubber powder group 2 has a grain size of less than 0.15 mm, so it can be concluded that the finer the rubber powder is, the mix performance improves. By making the rubber powder gradation which replaces part of the mixed aggregates finer, in fact, the quantity of coarse aggregates is kept, and due to the fact that the load and resistance of the mixture is the responsibility of the aggregates, especially the coarser part of the mixed grains, the smaller the substituted rubber powder, the greater is the strength of the mixture to the pressure caused by test device and better results are obtained.
Wet track abrasion test (WTAT)
As shown in Figures 7 and 8, among the specimen of powdered rubber, the best performance in terms of abrasion was obtained from moist conditions for specimens containing 0.5% of the powder. After mixing powder and other materials and then casting the mixture into the test mold, using high amounts of powdered rubber causes the additional material to move through the mixture to the top of the specimens on which rubber coating forms. Then, with the rotation of the device piston on in the specimen, due to the insufficient resistance of the rubber powder, rubber powder materials are separated from the specimen and reduced the mass of the specimen. It will weaken the test results.
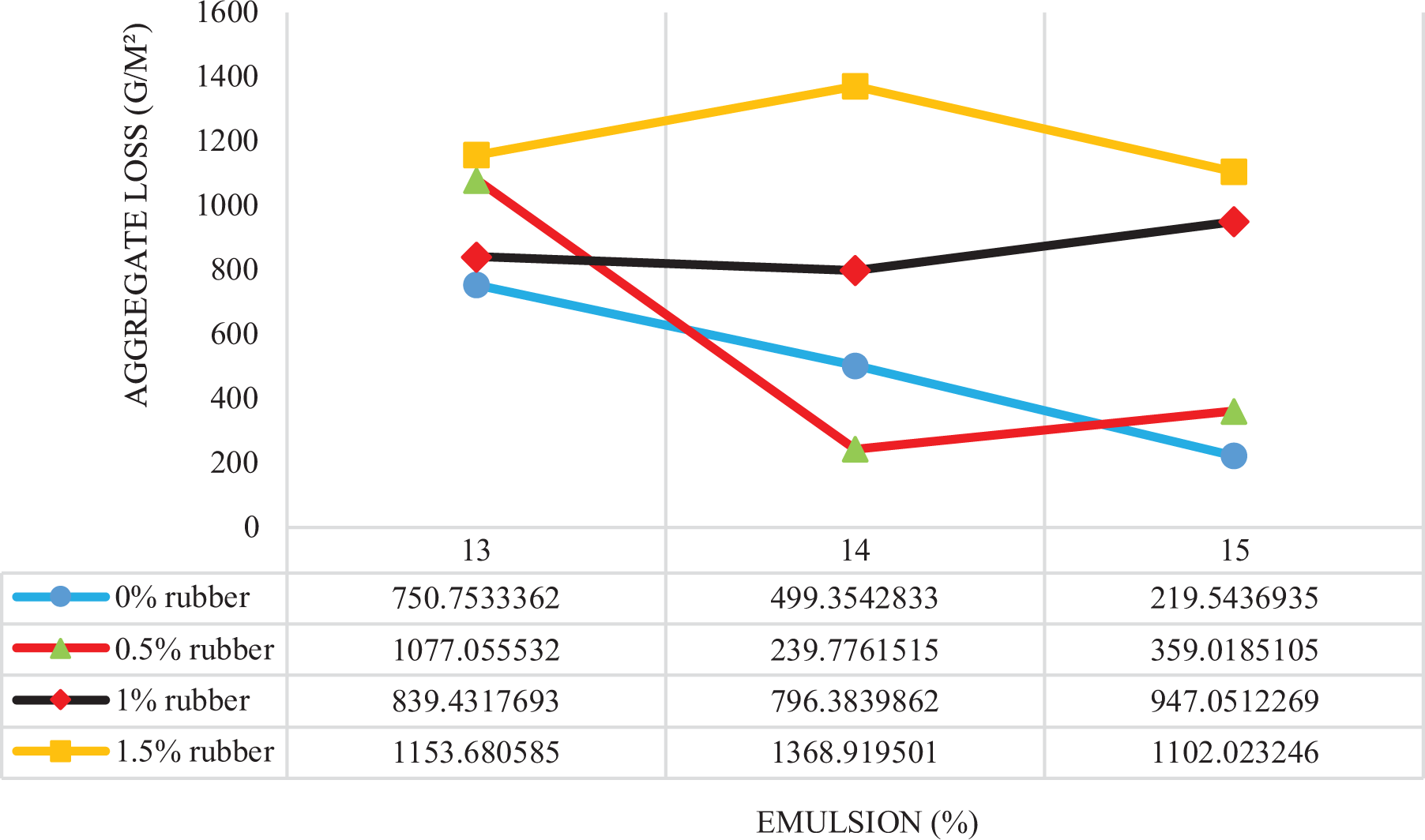
Plot of raw data for WTAT 1 h soaked.
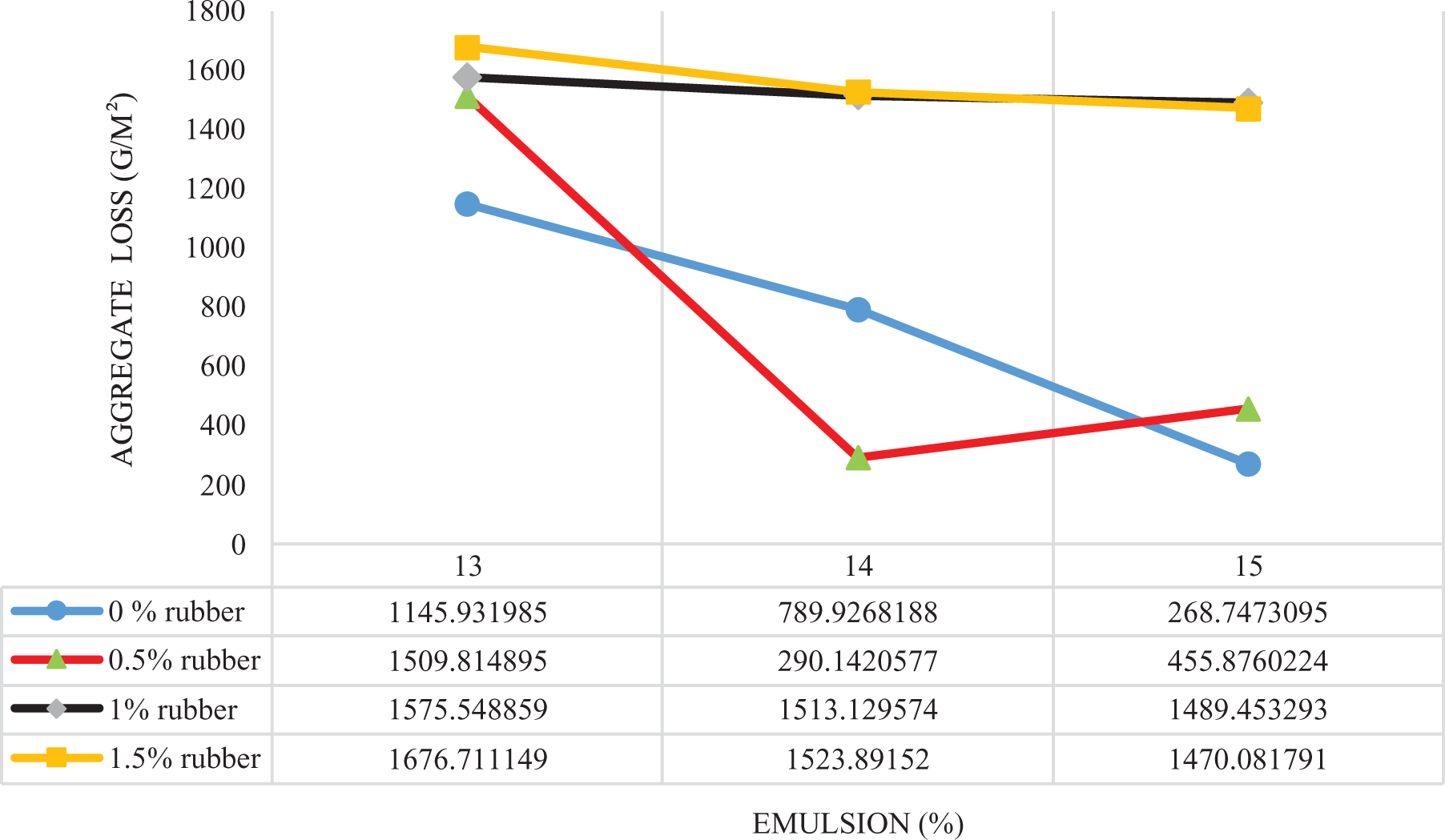
Plot of raw data for WTAT 6 days soaked.
It should be noted that the amount of optimum bitumen emulsion that results in the lowest reduction in mass on the specimen with 0.5% of powdered rubber is 14%, and for the control specimen, this optimum bitumen emulsion is equal to 15%. Therefore, it can be said that the use of rubber powder reduces the optimum bitumen emulsion required to minimize the mass loss in the abrasion test.
Excess asphalt by LWT test
According to Figure 9, the increase in the bitumen of the emulsion increases the amount of sand stuck on all the specimens and, as a result, increases the bleeding potential, because the amount of bleeding is directly related to the amount of sand adhering to the specimen, although this is due to the natural causes of natural quenching, the presence of excessive bitumen in the mixture, the passage of heavy traffic and the increase in ambient temperature, has led to the surface of the pavement and causes the phenomenon of bleeding asphalt.
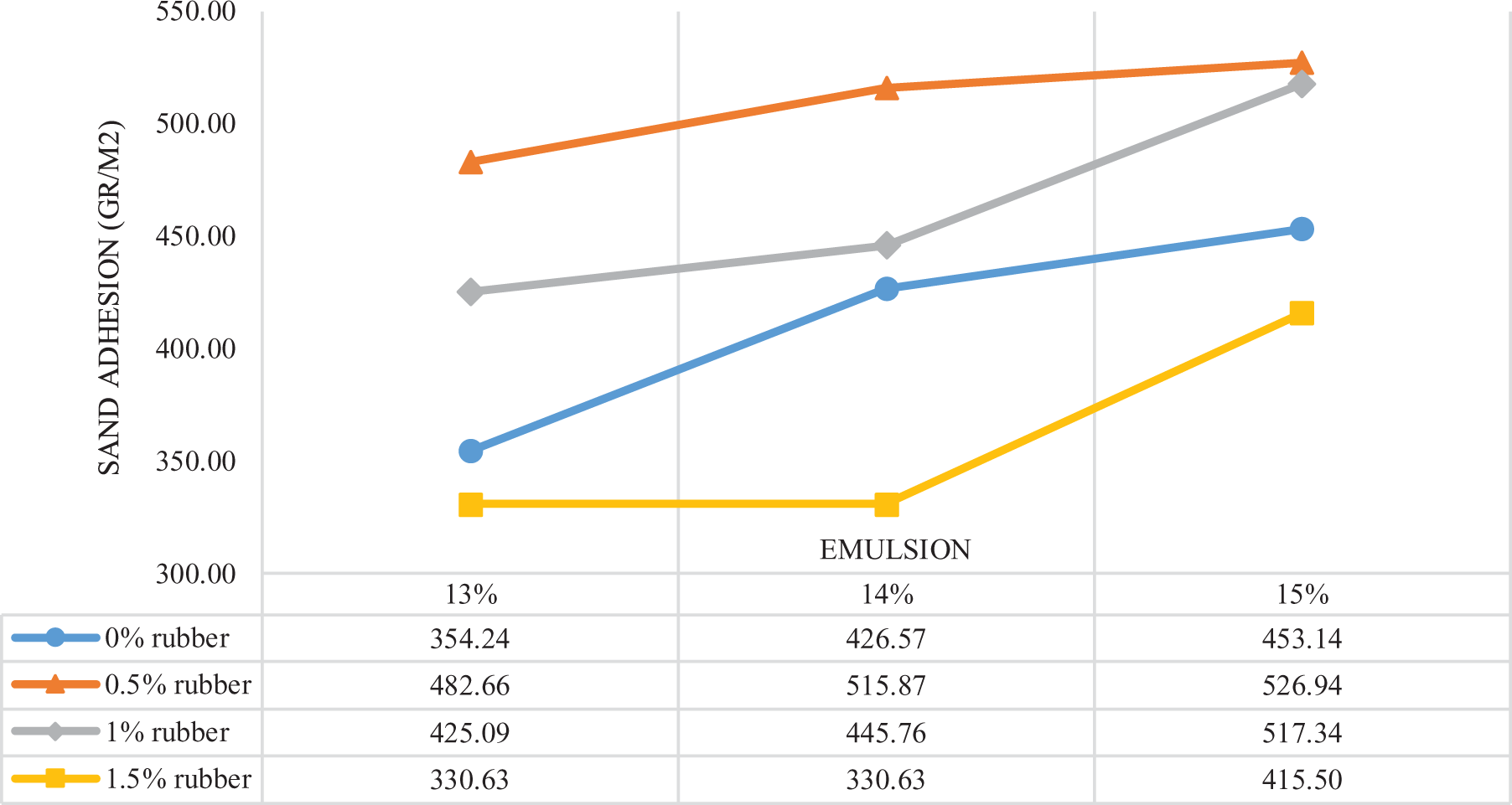
Plot of raw data for sand adhesion test.
Also, specimen containing 0.5% of crumb powder had the highest amount of sand adhesion among all specimens, while increasing the amount of crumb, the amount of sand adhesion decreases so that samples containing 1.5% of the crumb rubber had the least amount of sand adhesion. An examination of these results shows that increasing the amount of crumb rubber reduces the amount of sand adhesion to the mixture. The high amounts of crumb consumed, by moving to the surface of the pavement, causing the sand adhesion to be removed due to insufficient adhesion (reduction of adhesion between the materials in the abrasion test is also observed with an increasing amount of crumb rubber). So although the amount of sand adhesion has decreased, it should be noted that some of these additional bitumen adheres to the sand, but this bituminous sand is separated from the surface of the specimen and cause the weight loss of the specimens after the test.
Multilayer LWT
According to Figures 10 and 11, with increasing the amount of mixture’s bitumen emulsion, the changes in the shape of the specimens are reduced, and the samples achieve better resilience and better flexibility, which seems to be a natural function.
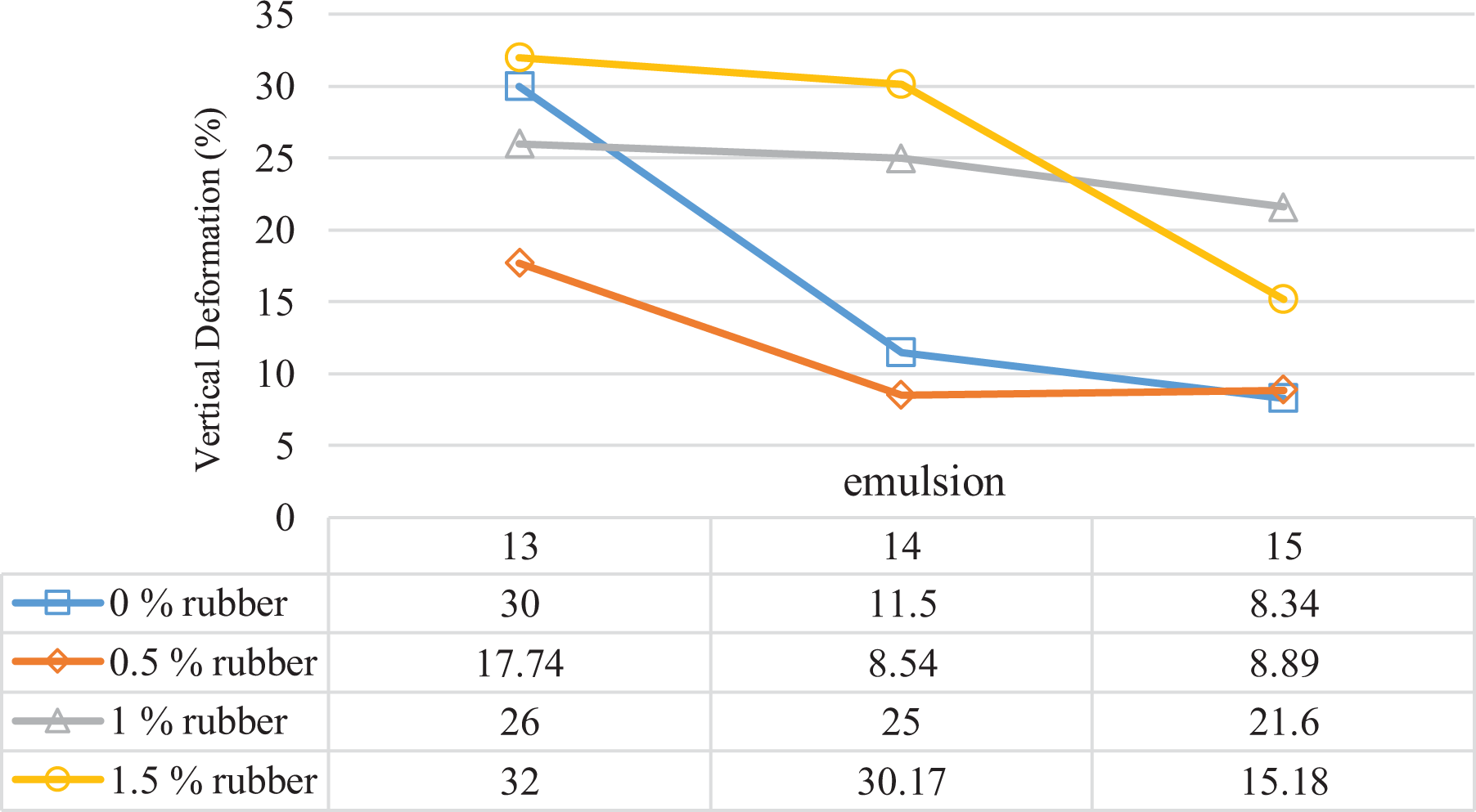
Plot of raw data for vertical deformation.
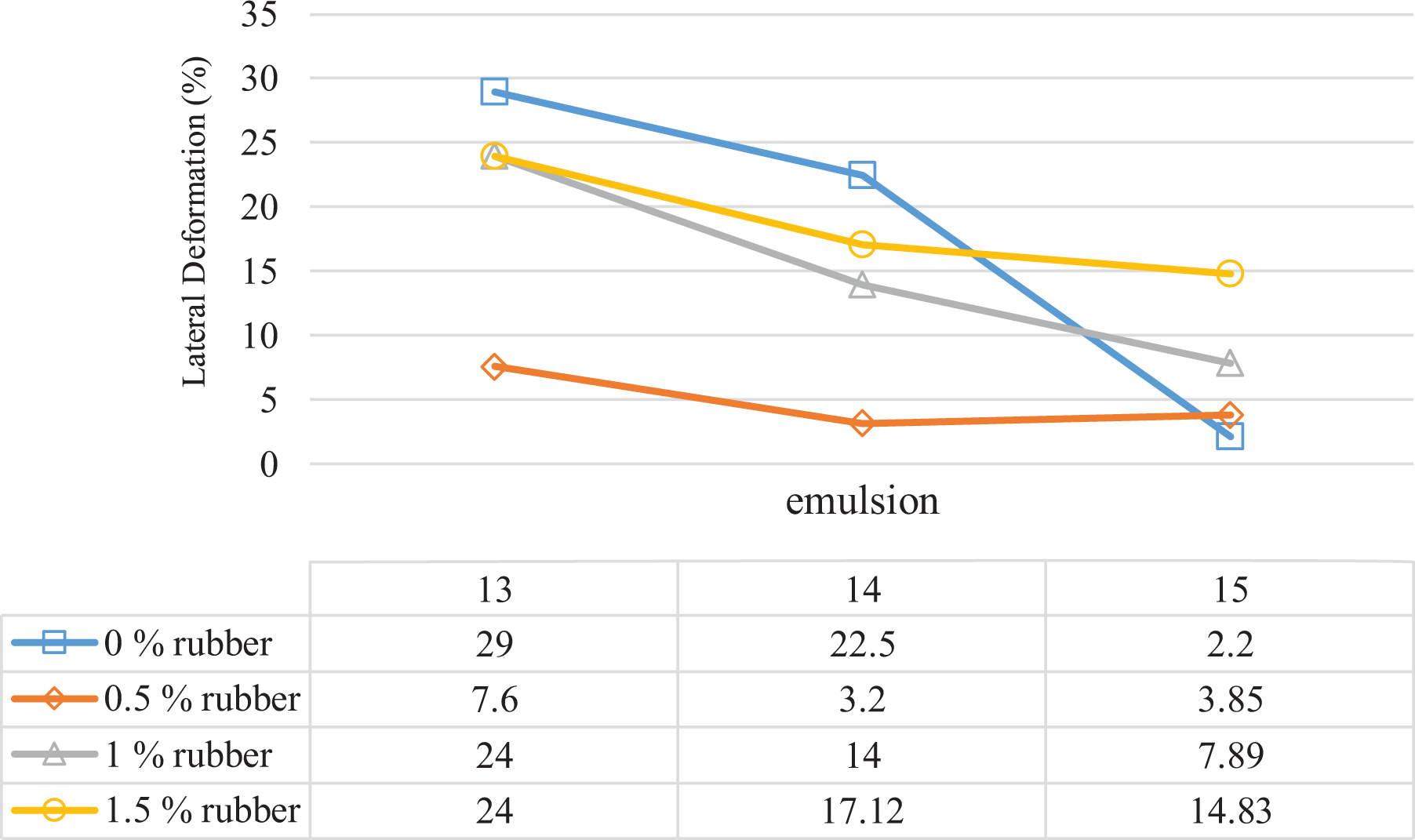
Plot of raw data for lateral deformation.
In the presence of crumb rubber, increasing the amount of crumb increases the deformation in the shape of the specimens, while an appropriate amount of crumb rubber even improves the performance of the mixture compared to the control specimen. This is due to the fact that the excess amount of crumb rubber in the specimen, by moving to the surface, forms a rubber layer on the surface. Due to the low resistance of rubber particles compared to aggregates facing the wheel of the test apparatus, causes they remove from the surface of the specimen and consequently increase the number of changes in shapes.
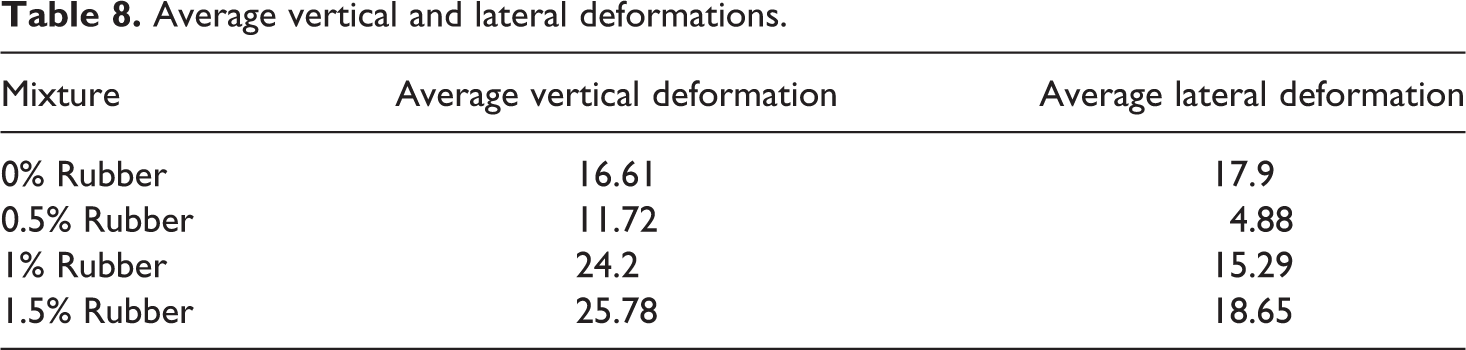
Also, these graphs show that the sensitivity of a mixture without rubber is higher than bitumen emulsion. As given in Table 8, the average values obtained for the transverse and elevation variations of specimens containing 0.5% of the crumb rubber are even more suitable than those without crumb rubber, which indicates this amount of crumb rubber is optimal for this test. The superiority of the results obtained from specimens containing 0.5% crumb rubber is due to the better flexibility of the particles of the crumb rubber than the aggregates.
Average vertical and lateral deformations.
Considering the results of this experiment, one can find that the amount of optimum bitumen emulsion to produce the least deformations is 15% for the control specimen and 14% for the specimen with 0.5% of the crumb rubber.
Optimum asphalt content
According to the ISSA, to determine the optimum bitumen as well as the minimum and maximum bitumen values required, the result of the combination of the 6-day abrasion test and the sand adhesion is used. 29
According to Table 9 which is extracted from the test, for a mixture without crumb rubber, the minimum values of the variable, optimal, and maximum ranges of asphalt emulsion are 13.56, 15.06, and 16.56, respectively. Also, for mixtures with 0.5% crumb rubber, the minimum value of the variable is considered to be 13.4, the optimal and maximum values of the emulsion asphalt in the mixtures are 14.365 and 15.33, respectively. For mixtures with 1% and 1.5% crumb rubber, due to the higher values of 6-day test results in relation to the permissible value, it is not possible to determine the minimum allowable range, and therefore, optimum bitumen determination is not possible. By comparing the results of optimum bitumen, loaded wheel, abrasion, and adhesion under wet conditions, the accuracy of the optimal value can be verified. For example, in the LWT there exist similar results predicted for mixtures without crumb rubber and mixture with 0.5% crumb rubber. On the other hand, for mixtures with 1% and 1.5% powder, the results are not good, as in other experiments, the inappropriate amount of the crumb rubber and the optimum bitumen in the mixture led to the unsuitable result.
Minimum, maximum, and optimum asphalt content.
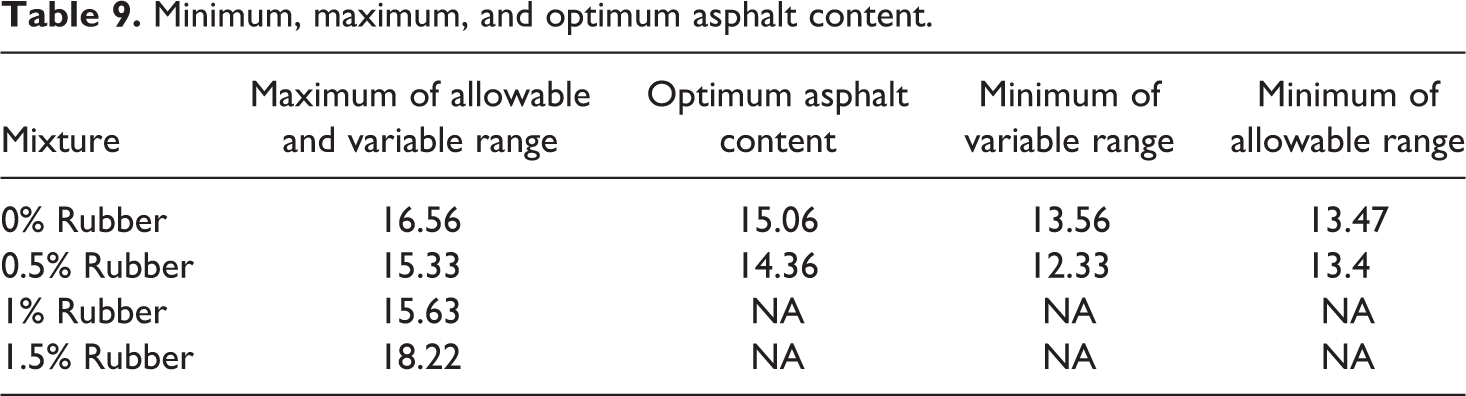
The optimum bitumen values obtained from the combination of the results of abrasion and adhered sand experiments showed that the use of max 0.5% of the crumb rubber in the mixture would reduce the optimum required bitumen, and for the values higher than 0.5%, high concentration will be noticed within the specimen in the form of rubber accumulations and heterogeneity, on the other hand, creates a layer of rubber on the surface of the specimen, which causes poor performance of the specimen in different experiments, which verifies that the amount 0.5% of crumb rubber is an optimal amount for use in a microsurfacing mixture, in most of the performance tests has been approved. It should be noted that the consideration of fine aggregates (passing from sieve number 100) being replaced by crumb rubber has a lower specific surface area than usual and thus less absorption of the bitumen, therefore, replacing the crumb rubber with the fine-grained aggregates reduces the amount of optimum bitumen.
Conclusion
The results indicate that the use of crumb rubber in the microsurfacing mixture changes the mix properties and requires an updated mix design. In addition to the environmental benefits of using recycled rubber, it improves the properties of the mixture. The results of this research are briefly summarized below: ✓ Presence of crumb rubber causes the microsurfacing mixture to have suitable curing and to set only in a specific bitumen content, and the change in this amount of optimum bitumen emulsion causes the undesirable performance of crumb rubber specimen compared to the control one. Consequently, it may not even be able to meet the allowable values. Accordingly, the amount of bitumen emulsion of 14% has favorable results in this regard, and decreasing or increasing this amount in the presence of crumb rubber reduces the mix performance in terms of curing and setting. ✓ Investigating the time taken for the curing and setting of the specimen of both types of crumb rubber gradation shows that the gradation 2 is more favorable. Considering the finer gradation of group 2 compared to group 1 and bearing in mind that the load and the ability to withstand the forces tolerated by the coarser aggregates are larger, therefore the amount of large aggregates in case of use of crumb rubber group 2 is more. So the mix resistance will increase against the pressure of the piston of the test machine and thus the results will be improved. ✓ In terms of abrasion under wet conditions, the best performance is achieved for 0.5% of the crumb rubber, and the increase in the amount of crumb rubber used reduces the adhesion between bitumen and aggregates. Which ultimately reduces specimen mass and weakens the results. Also, the amount of optimum bitumen emulsion, which minimizes the mass loss on specimens with 0.5% crumb rubber, is less than the control specimens. ✓ The increase in the amount of crumb rubber causes an increase in deformation of the specimen. The appropriate amount of crumb rubber equal to 0.5% improves the performance of the mixture compared to the control specimen and also reduces the optimum bitumen required for this test. This is due to the fact that the excess amount of rubber in the specimen, by moving to the surface, forms a rubber layer on the surface, which, due to the low resistance of rubber particles to aggregates in the face of the wheel of the test apparatus, causes their removal from the specimen surface and, consequently, increases the amount of deformation. ✓ The optimum bitumen values show that the use of only 0.5% of crumb rubber in the mixture reduces the optimal bitumen required, and for higher values, the rubber is moved inside the specimen to the top, and form the rubber clots. On the other hand, it causes mixed heterogeneity and creates a layer of rubber on the surface of the specimen, which causes poor performance of the specimen in different experiments. It should be noted that taking into account that the rubber replaces the fine-grained aggregates (passing from 100), has the lower specific area, thus less absorption of the bitumen, therefore replacing the crumb rubber with the fine aggregate has reduced the amount of optimum bitumen required.