
Abstract
The management of thermosetting plastic solid waste has become serious issue worldwide due to its highly stable long-chain molecular structure and its recycling is the only way to reduce harmful effects. Also, depletion of natural resources like wood at alarming rate creates worldwide environment issues. In this article, feedstock filament for three-dimensional printing (in nonstructural engineering applications) of thermoplastic composite based on secondary (2°) recycled acrylonitrile butadiene styrene (ABS) as matrix reinforced with waste bakelite powder (BP) (thermosetting) and wood dust (WD) with twin-screw extrusion (TSE) process has been prepared (to impart desired mechanical/thermal/rheological and morphological properties).The results indicated that reinforcement of BP/WD initially increases the melt flow rate (MFR) of composite filament as compared to 2° recycled ABS. However, with increase in percentage of reinforcement beyond a certain limit, the MFR of the composite filaments starts decreasing. The mechanical, rheological, morphological, and thermal properties related to fused filaments prepared by TSE process have been explored in this research work and it has been observed that ABS composite filaments reinforced with 10% by weight of BP possess high peak strength (PS), high energy carrying capacity, more thermal stability, and contains low porosity. Based upon combined optimized extrusion parameter settings for maximizing the PS and percentage break elongation, 10 kg load, 225°C processing temperature, and 70 r min−1 are the best settings for both the composite filaments (ABS + BP, ABS + WD), and the corresponding values for ABS + BP and ABS + WD composite filament are 30.58 MPa (5.15%) and 25.65 MPa (6.05%), respectively.
Keywords
Introduction
In today’s world, plastic becomes the essential part of life due to characteristics such as easy moldability, ability to form complex shapes, and low cost. Plastic materials include enormous applications in household products, wrapping materials, shopping bags, toys, fluid containers, industrial products, car dashboard, aircraft interior, and so on. But in spite of numerous applications of plastic materials, the whole world is facing the challenge of management of plastic solid waste (PSW). In fact, the worldwide production of PSW has crossed 150 million tons per year and is increasing at a very rapid rate. Because of long-chain polymeric structure, these plastic materials are very stable and take hundreds of years to degrade in the normal conditions and thus cause serious environmental problems. 1 Landfilling of PSW is one of the conventional methods of managing the waste but it produces methane gas which causes global warming 21 times more than carbon dioxide. 2 So, recycling of PSW is considered to be the only way to reduce its harmful impact on the environment. 3
Polymer recycling is broadly classified into four categories: primary (1°), secondary (2°), tertiary (3°), and quaternary (4°). It has been reported that recycling of virgin polymers multiple times (more than five) results in losing of various properties such as strength, dimensional accuracy, and wear resistance due to thermal degradation. 4 The 1° recycling involves the recycling of uncontaminated clean or semi-clean scrap and cannot be suitable for municipal solid wastes. The 2° recycling employs series of mechanical methods to separate the contaminated PSW followed by heating (extrusion) of the material at certain temperature in order to change the physical shape. 5 The 3° recycling involves fabrication of feedstock filament by catalytic (depolymerization) and thermal breakdown of polymer structure resulting in original monomers and various by-products. 6 However, high operational cost, complexity of the involved processes, and environmental hazards limit the extensive use of 3° recycling for feedstock preparations. 7 The 4° recycling involves recovery of energy from the PSW through incineration when further recycling is not possible due to loss of its properties. 8 This type of recycling has been extremely helpful in reducing the PSW.
Over the last few decades, the demand for new products with enhanced properties has increased significantly. This increased demand and competition has forced companies to launch new or innovative designed products in the shortest possible time. But it is not possible with conventional manufacturing techniques as this requires lot of time for designing and manufacturing activities. Additive manufacturing (AM) has the potential to meet rapid demand of customized products in which parts are fabricated by depositing layer on layer under control path.9,10 In AM, computer-aided design is developed and converted into STL file to create three-dimensional (3D) desired shaped parts with the help of AM equipment. There are different AM techniques categorized on the basis of different raw materials used to make 3D components. In selective laser sintering, polymeric material in the form of powder is spread on the bed and is melted with the help of laser to fabricate parts. 11 Stereolithography uses ultraviolet light to cure photopolymer resin, 12 while fused deposition modeling (FDM) directly deposits material with the help of fused plastic filament. 13 Among all these methods, FDM is one of the low-cost techniques as extruded thermoplastic filament coming from a nozzle orifice impinges and solidifies into 3D part. FDM offers various advantages such as cheap printing cost, less labor cost, capacity to produce complex design, and also has the ability to utilize waste recycled material as a base material. But only selected polymers (based upon rheological features) are suitable for processing on FDM, which limits the application domain of this technique. 14
Researchers have successfully utilized various waste/recycled materials such as nylon, high-density polyethylene (HDPE), and low-density polyethylene as a feedstock filament in the FDM setup. Along with this, extensive research is going on to utilize different industrial wastes such as acrylonitrile butadiene styrene (ABS), polycarbonate, polylactic acid (PLA), and polyamide (PA) as raw materials with or without reinforcement of different materials to enhance the various properties of 3D printed components.15,16 The ABS is an amorphous thermoplastic material and number of researchers highlighted the applicability of virgin as well recycled ABS as FDM filament. 17 The mechanical as well as the thermal properties of ABS reinforced with iron powder have been improved by nearly 30% as compared to virgin ABS. 18 The researchers highlighted that the addition of glass fiber and carbon fiber in thermoplastics improves the wear resistance of composite materials.19–22 Abdelsalam et al. investigated the thermal and rheological properties of natural rubber, styrene–butadiene rubber, nitrile butadiene rubber, and ternary rubber reinforced with carbon black. This study also outlined the tensile strength and elongation at break and highlighted that optimum reinforced percentage may increase the compatibility of carbon fiber with nanocomposites. 23 Improvement in thermal and mechanical properties of ABS composite matrix was observed when reinforced with fine iron powder as compared to coarse iron powder. 24 Thermal conductivity of thermoplastic polymer has been improved up to 40% with the addition of wood fibers and corn straw fibers and also provides good interlocking bonding among particles.25,26
The researchers investigated that reinforcement of copper, aluminum, and ceramics results in improved mechanical properties of PLA composite, whereas poor mechanical properties were obtained while reinforced with wood and carbon fiber due to poor adhesion between filaments as compared to virgin PLA. 27 Nikzad et al. developed ABS composite to produce feedstock filament for FDM by taking 90% ABS and 10% iron powder to determine parameters such as temperature, pressure drop, and velocity. 28 Ahmad Ramazani et al. compared the mechanical properties of HDPE and polypropylene (PP) reinforced with poly (propylene-g-maleic anhydride). The authors reported that increase in reinforcement percentage increases viscosity, tensile and mechanical strength of HDPE composite matrix (which was much higher as compared to PP matrix). 29 The researchers have also prepared mathematical model for strength and stiffness of PP matrix reinforced with short randomly oriented glass fiber. 30 Sezer and Eren studied different mechanical and electrical properties of multi-walled carbon nanotubes (MWCNT) reinforced with ABS matrix composite up to 10% loading percentage. It has been reported that with 7% addition of MWCNT by weight in ABS, tensile strength of 3D printed part increased by 288% as compared to virgin ABS. The drastic improvement in thermal and electrical conductivity at 10% MWCNT loading was observed but melt flow index (MFI) decreases with increase in MWCNT percentage due to clogging of nozzle. 31 Some authors investigated that addition of cellulose fibers in biodegradable poly (butylene succinate) can enhance the thermal properties of the composite for engineering applications. 32
Kumar et al. studied thermal and magnetic behavior of four different filaments, namely PLA with wood powder, PLA with polyvinyl chloride, PLA with Fe3O4, and virgin PLA, for multi-material 3D printing. The authors observed drastic improvement in mechanical properties with the addition of Fe3O4 as compared with other reinforcements. Also, with reinforcement of polyvinyl chloride, peak elongation and break elongation (BE) decrease. Further, with the addition of reinforcements, melt flow rate (MFR) of composite increases except in case of wood due to clogging of nozzle. 33 Kirchberg et al. prepared samples by reinforcing spherical iron silicon (FeSi) particles and irregular shaped magnetite (Fe3O4) with PP for study of thermal and magnetic properties of composite. The authors observed that with addition of FeSi particles, thermal and magnetic properties of PP were enhanced up to 1.239 times as compared to addition of Fe3O4. 34 Anderson compared the mechanical properties of virgin and recycled PLA under similar conditions. The author prepared dumbbell-shaped specimens with the help of 3D printer to determine different mechanical properties like tensile, shear, modulus of elasticity, and hardness. They investigated that with addition of almond skin powder by 2.5 wt% in PLA matrix, the mechanical strength of filament has improved by 40%. 35
Kariz et al. studied the effect of wood content in PLA used for 3D printing. The author prepared six filaments by varying the loading level of wood from 0 to 50% by weight and observed that density of 3D filament decreases with increase in wood content. Also, tensile strength of 57 MPa was observed for filament with 10% wood addition but it decreases up to 30 MPa with 50% wood content. Further, with increase in wood percentage, surface becomes rough due to more void formation. 36 Mojarrad et al. studied the rheological properties of ABS and PA6 blended with nanoclay and reported that with the addition of nanoclay in base matrix, there was significant improvement in storage modulus. Also, rheological and morphological analyses indicated good bonding between reinforced and base material. 37 Abou-Kandil et al. studied the electrical, thermal, and mechanical properties of HDPE reinforced with modified sisal fiber for car industry (requiring superior mechanical properties) and observed that with the addition of modified reinforced fiber, the mechanical, electrical, and thermal properties were improved up to 50%. 38
The literature review reveals that studies have been reported on the mechanical, thermal, and surface properties of thermoplastic reinforced with Al2O3, SiC, Fe, and other metallic powders but hitherto little has been explored on recycling of thermoplastic composite matrix with reinforcement of thermosetting polymer such as BP. Further, the utilization of wood dust (WD) as reinforcement has been little explored in 3D printed functional prototypes for nonstructural applications. The BP is one of the thermosetting polymers extensively used in metallurgical labs for specimen mounting and thus generating a large quantity of PSW. 39 Bakelite consists of 3D cross-linked structure having high hardness, chemical resistance, and strength, hence can be used as reinforcement for enhancing the properties of base matrix. So, the present research work focuses on the development of two separate composite filaments for FDM by utilizing 2° recycled ABS as base matrix with BP and WD as reinforcements. The investigations were performed on the fabricated composite filaments to study mechanical, rheological, morphological, and thermal properties. These filaments can be utilized for preparing FDM printed tiles/components having customized features as well as desired properties that can be used in cold regions for nonstructural applications. The employment of BP as reinforcement can improve the thermal properties, whereas WD as reinforcement can impart insulating properties to the FDM fabricated components. Also, the utilization of waste BP and WD as reinforcement for FDM filaments addresses the reusability issue of polymeric waste to some extent.
Materials, methods, and experimentation
In the present work, 2° recycled ABS purchased from local market (Batra Polymers, Ludhiana, Punjab, India) has been selected as a base material for fabrication of FDM fused filament. Waste WD procured from local sawmill was segregated by sieve shaker and particle size of 50 µm was selected for the research work. Similarly, waste BP was collected from our institute’s metallurgical lab, crushed at cryogenic environment (−196°C), and particle size similar to wood reinforcement was selected for the composite filament. After selection of base and reinforced materials, MFR was calculated to determine the change in flowability and mechanical behavior of ABS matrix with different weight percentages of BP and WD according to ASTM D 1238 standards. The MFR basically indicates the flow rate of thermoplastic polymer per unit time (g 10 min−1). It also ensures the ability to print thermoplastic for 3D printing applications. Five observations were taken at each selected weight percentage of reinforced material in order to minimize the random error and average of them was considered as a final output.
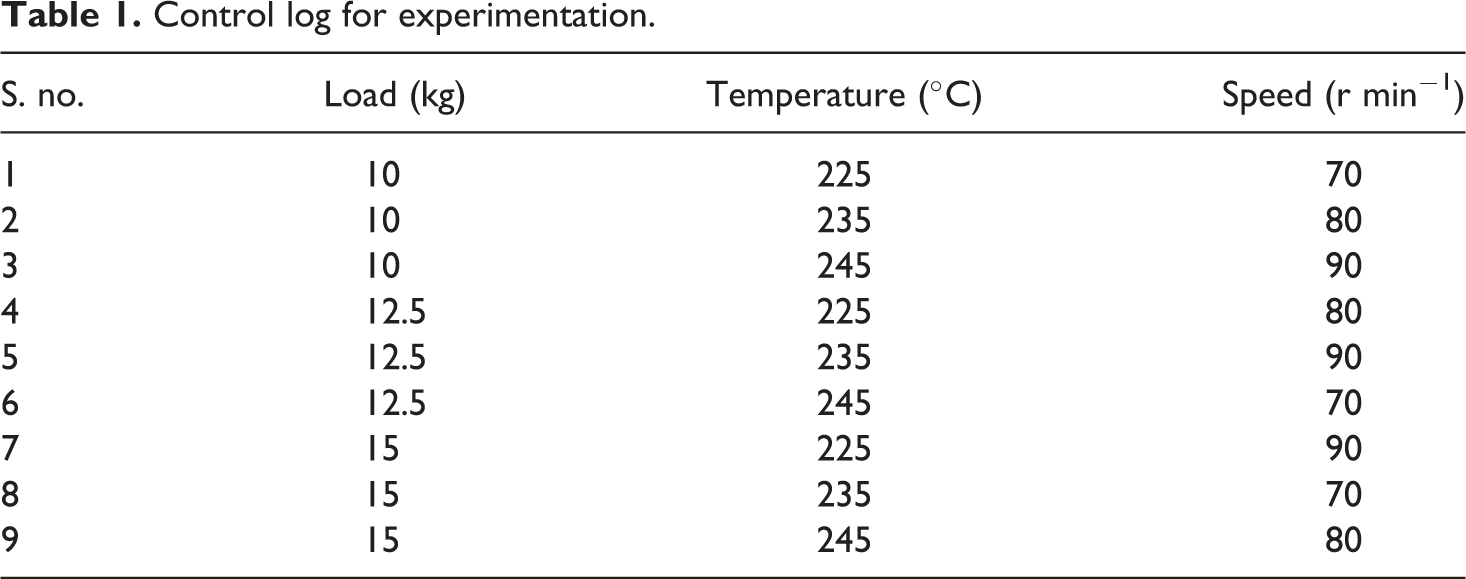
Further, design of experiment employing Taguchi’s L9 orthogonal array (OA) has been applied on commercial twin-screw extruder (Thermo Fisher, Germany) for preparation of feedstock filaments by varying three extrusion parameters, namely load, processing temperature, and speed/r min−1. Pilot experiments were performed for the selection of different parameters and their levels. Based upon pilot experimentation, Table 1 shows control log for experimentation for preparation of feedstock filament with twin-screw extrusion (TSE). After preparation of filaments, various mechanical properties such as strength, elongation, and toughness were investigated using universal testing machine (UTM; Shanta Engineering, Pune, Maharashtra, India) having load capacity 500 kgf. The optical photomicrographs were captured for porosity analysis to examine the effect of reinforcements on the mechanical behavior of the filaments. Finally, differential scanning calorimeter (DSC) has been employed to predict the thermal behavior along with the effect of reinforcements on the stability of the prepared filaments. Figure 1 presents the methodology employed in preparation and testing of composite filaments.
Control log for experimentation.
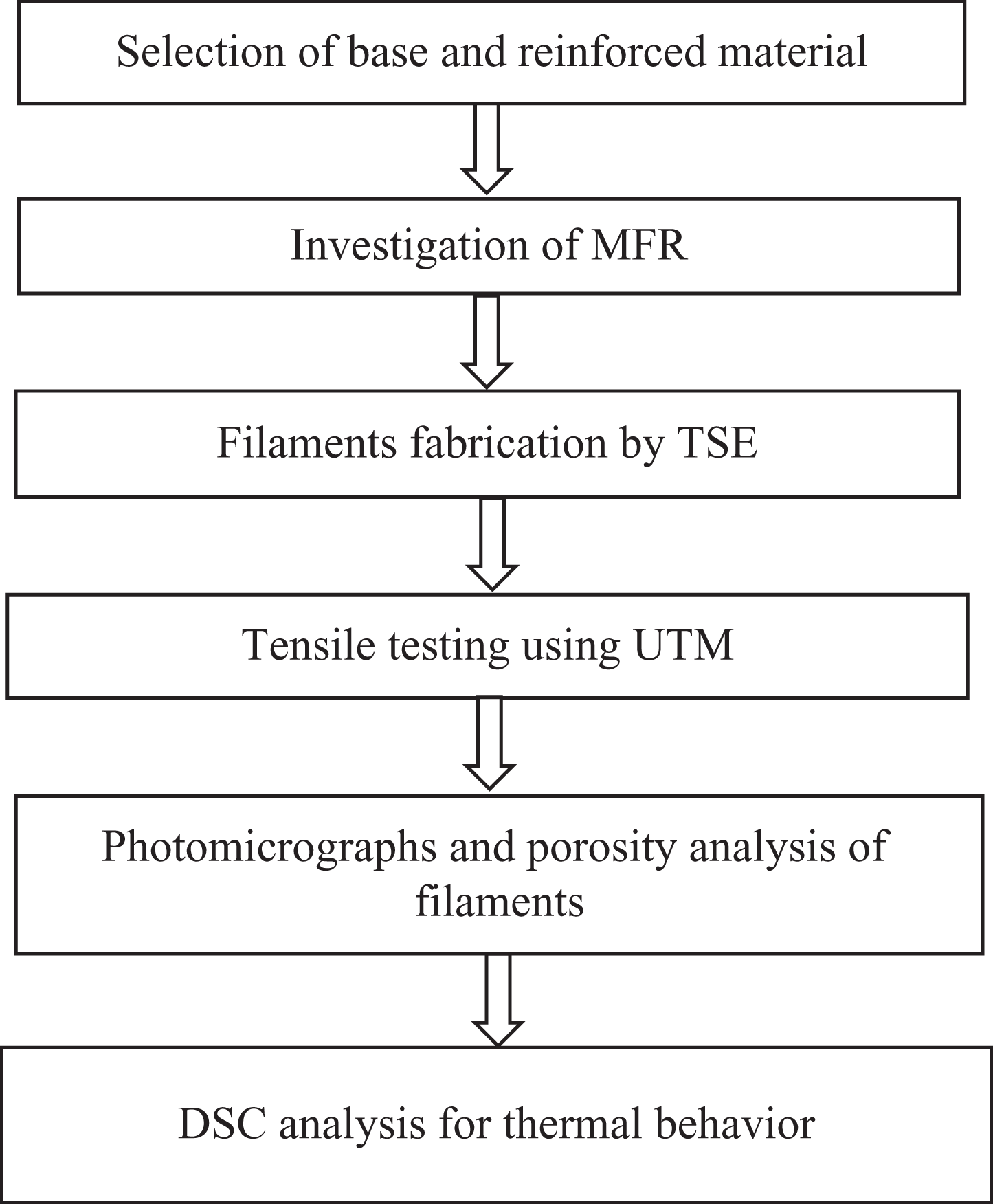
Methodology employed in research work.
Results and discussion
Melt flow rate
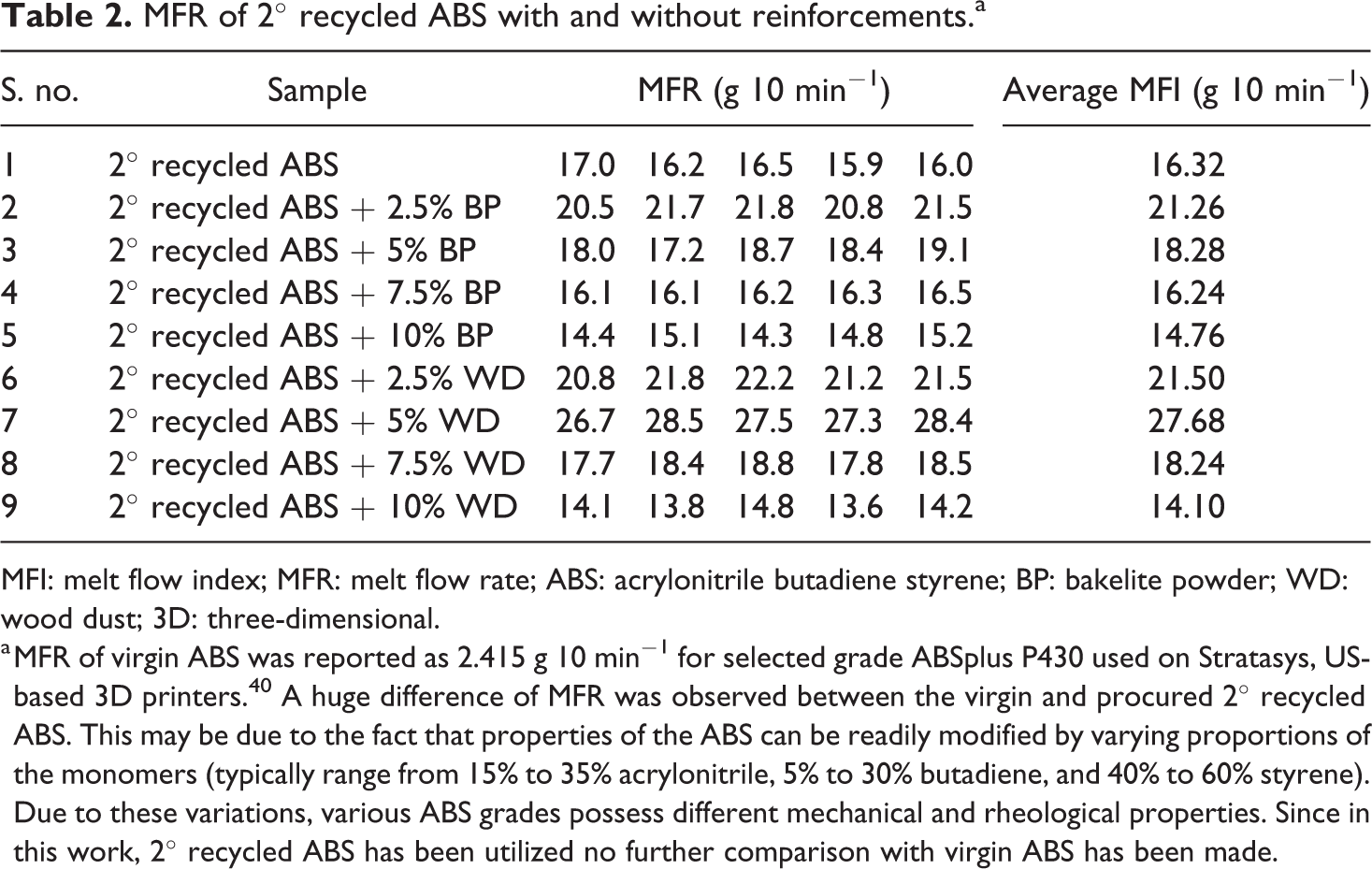
The results of MFR performed as per ASTM D 1238 standard (230°C, 3.8 kg load) with different weight percentages of reinforced materials have been presented in Table 2. Initially, the MFR of recycled ABS without any reinforcement was investigated (average of five repetitions) and found to be as 16.32 g 10 min−1. In the next step, different reinforcements (BP and WD) in proportion of 2.5–10% by weight have been added separately to the ABS matrix and their MFR has been investigated.
MFR of 2° recycled ABS with and without reinforcements.a
MFI: melt flow index; MFR: melt flow rate; ABS: acrylonitrile butadiene styrene; BP: bakelite powder; WD: wood dust; 3D: three-dimensional.
a MFR of virgin ABS was reported as 2.415 g 10 min−1 for selected grade ABSplus P430 used on Stratasys, US-based 3D printers. 40 A huge difference of MFR was observed between the virgin and procured 2° recycled ABS. This may be due to the fact that properties of the ABS can be readily modified by varying proportions of the monomers (typically range from 15% to 35% acrylonitrile, 5% to 30% butadiene, and 40% to 60% styrene). Due to these variations, various ABS grades possess different mechanical and rheological properties. Since in this work, 2° recycled ABS has been utilized no further comparison with virgin ABS has been made.
From Table 2, it has been observed that the addition of any of the two reinforcements (BP/WD) initially increases the MFR of composite filament as compared to 2° recycled ABS filament. However, with increase of reinforcement level from 5% to 10% in ABS, the MFR of both composite filaments starts decreasing. It may be due to improper mixing of reinforced particles in the ABS matrix which resist the flow of heat. Increase in reinforcement percentage (of BP/WD) beyond 10% leads to nozzle clogging in case of WD, whereas highly brittle wire was formed in case of BP. Since the MFR in both the cases (ABS + BP and ABS + WD) with reinforcement of 10% by weight results into MFR near to recycled ABS, therefore 10% reinforcement in ABS matrix has been selected for the fabrication of fused filaments by TSE. Also, this level of reinforcements results in better utilization of waste material in the present case.
Tensile testing
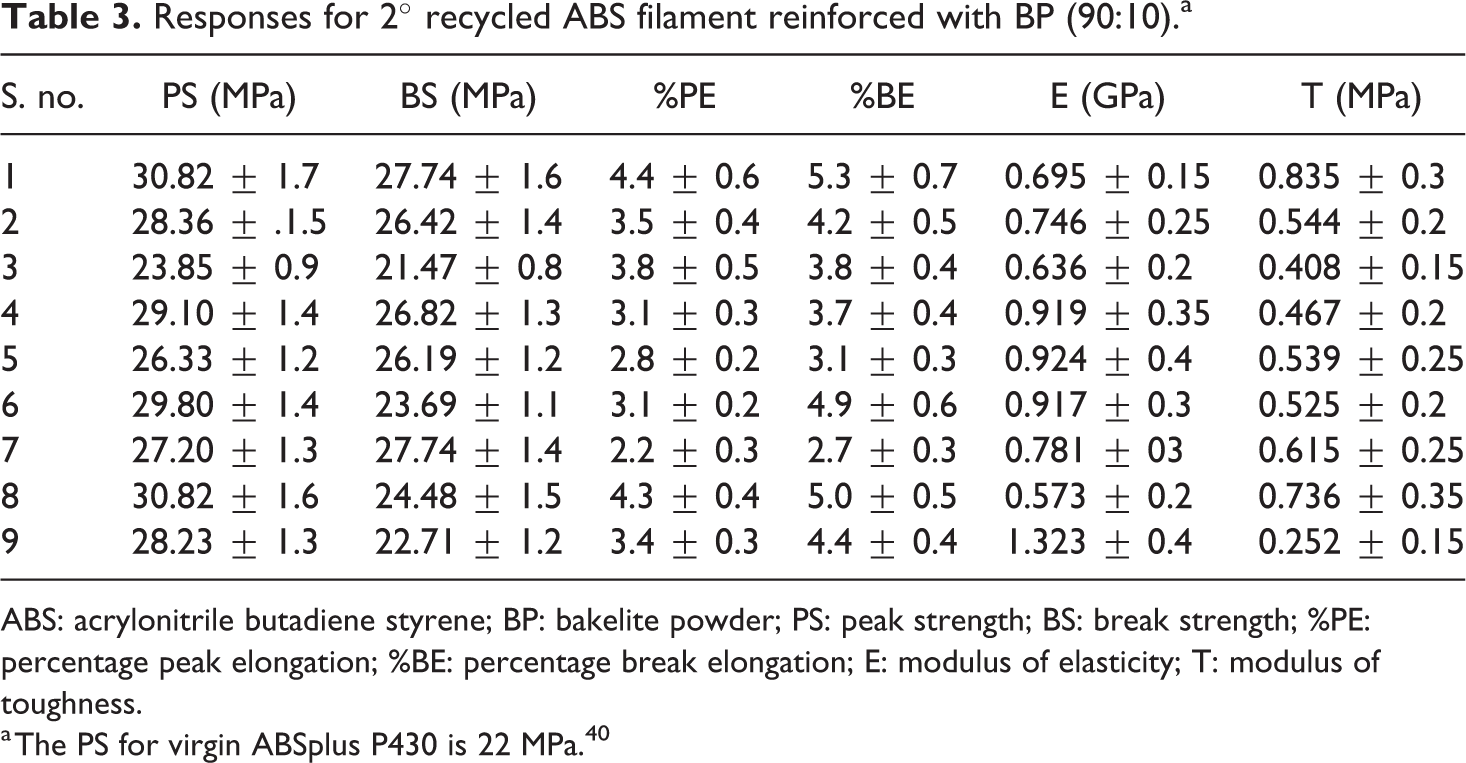
The fused filaments were prepared by taking 90% 2° recycled ABS and 10% reinforcement (BP and WD), respectively, using TSE as per the conditions mentioned in Table 1. For analyzing various mechanical properties like peak strength (PS), break strength, peak elongation, BE, modulus of toughness, and modulus of elasticity of the fabricated filaments, the tensile test has been performed on UTM. The results obtained for filament reinforced with BP and WD have been shown in Tables 3 and 4, respectively.
Responses for 2° recycled ABS filament reinforced with BP (90:10).a
ABS: acrylonitrile butadiene styrene; BP: bakelite powder; PS: peak strength; BS: break strength; %PE: percentage peak elongation; %BE: percentage break elongation; E: modulus of elasticity; T: modulus of toughness.
a The PS for virgin ABSplus P430 is 22 MPa. 40
Responses for 2° recycled ABS filament reinforced with WD (90:10).
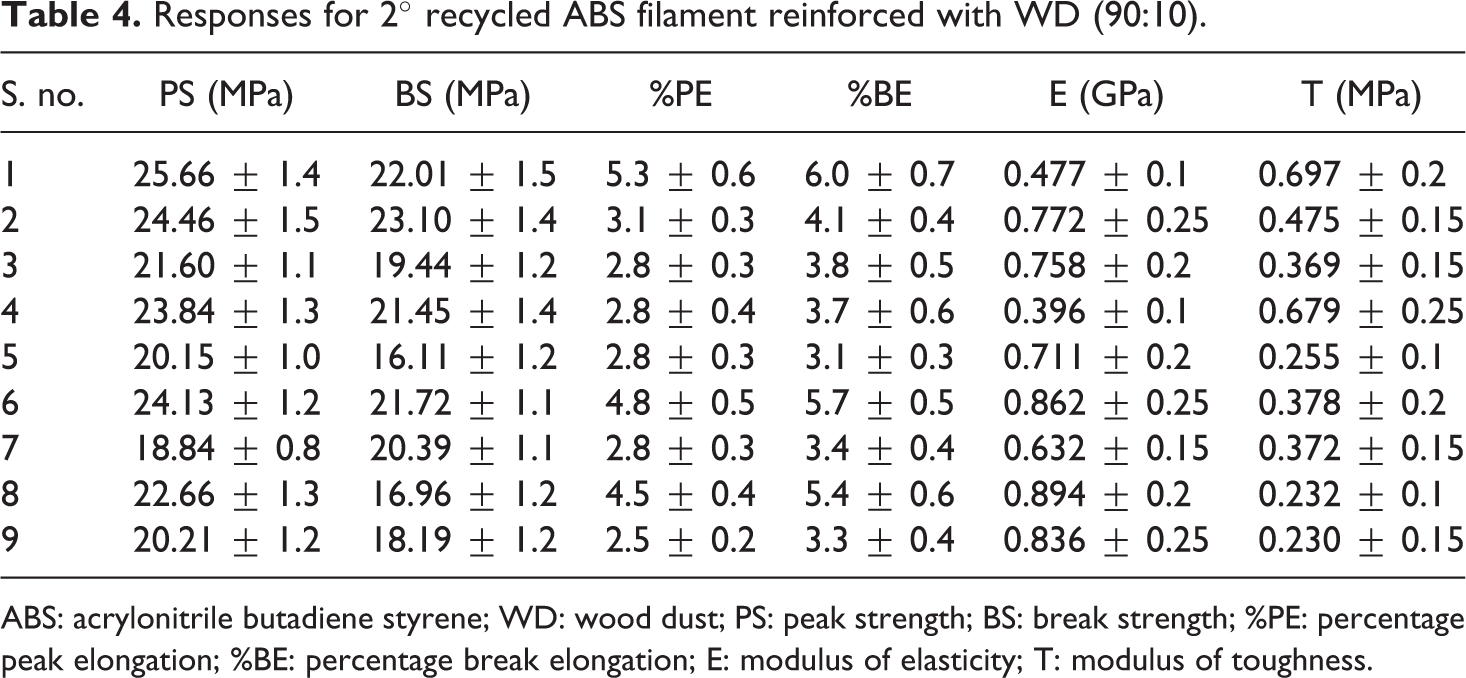
ABS: acrylonitrile butadiene styrene; WD: wood dust; PS: peak strength; BS: break strength; %PE: percentage peak elongation; %BE: percentage break elongation; E: modulus of elasticity; T: modulus of toughness.
Based on Tables 1, 3, and 4, it has been observed that with increase in speed, the PS and percentage break elongation (%BE) for both the filaments start decreasing. This may be due to the improper bonding between the matrix material and reinforcement at high speed that resulted in poor mechanical properties. At low speed, composite gets sufficient time and uniform blending of reinforcement into the ABS matrix takes place which helps in exhibiting ductile behavior. Also, the PS of filaments reinforced with BP was quite higher as compared to filament reinforced with WD at same parametric settings. This may be because of high specific heat capacity of reinforced BP in the ABS matrix. Due to its high specific heat capacity, the composite can retain high amount of heat (energy), which in turn ensures smooth flow of material and thus exhibits better mechanical properties. Further, the spherical shape of BP in the ABS matrix may also be responsible for superior mechanical properties as compared to WD particles having 2D structure. As the spherical-shaped BP particles occupied more volume in the ABS matrix as compared to 2D structured WD particles, the porosity of the BP-reinforced composite filament decreases which ultimately results in high PS. The scanning electron microscopic (SEM) images at the break cross-section of the two filaments (having maximum PS) reinforced with BP and WD have been shown in Figures 2 and 3, respectively, which clearly indicates the presence of spherical-shaped reinforced BP in the ABS matrix. However, the WD particles being 2D were not distinguishable in SEM image due to their highly nonconductive nature.
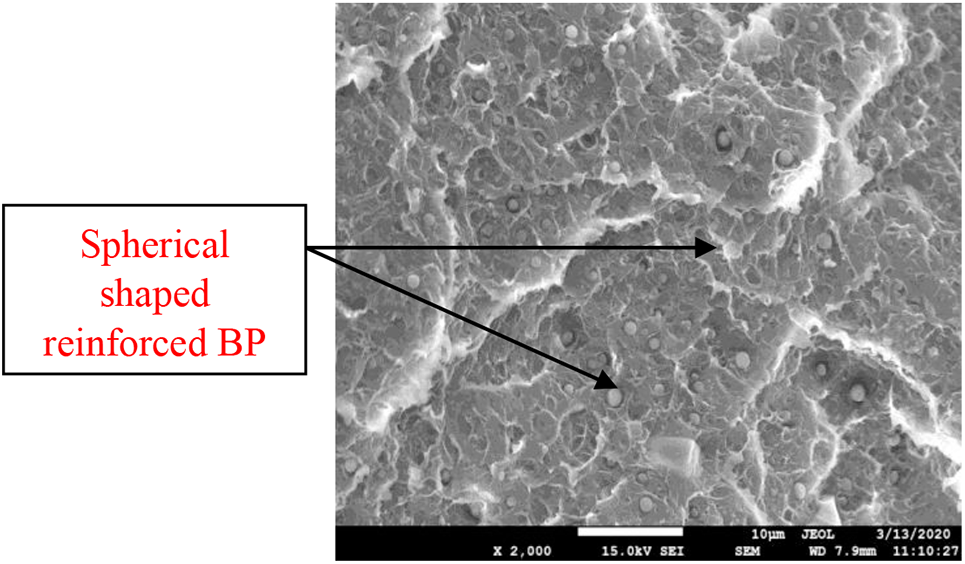
SEM image of BP-reinforced filament (at ×2000).
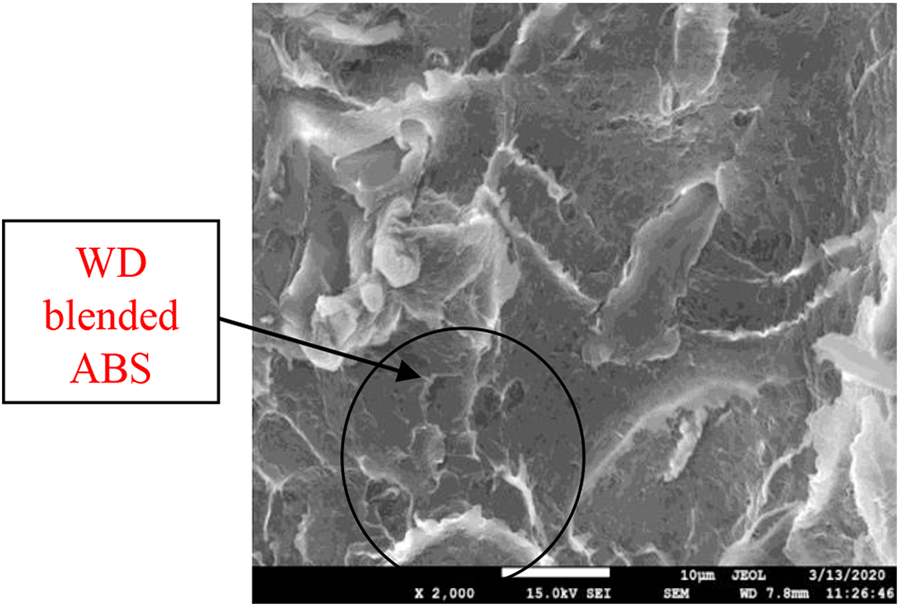
SEM image of WD-reinforced filament (at ×2000).
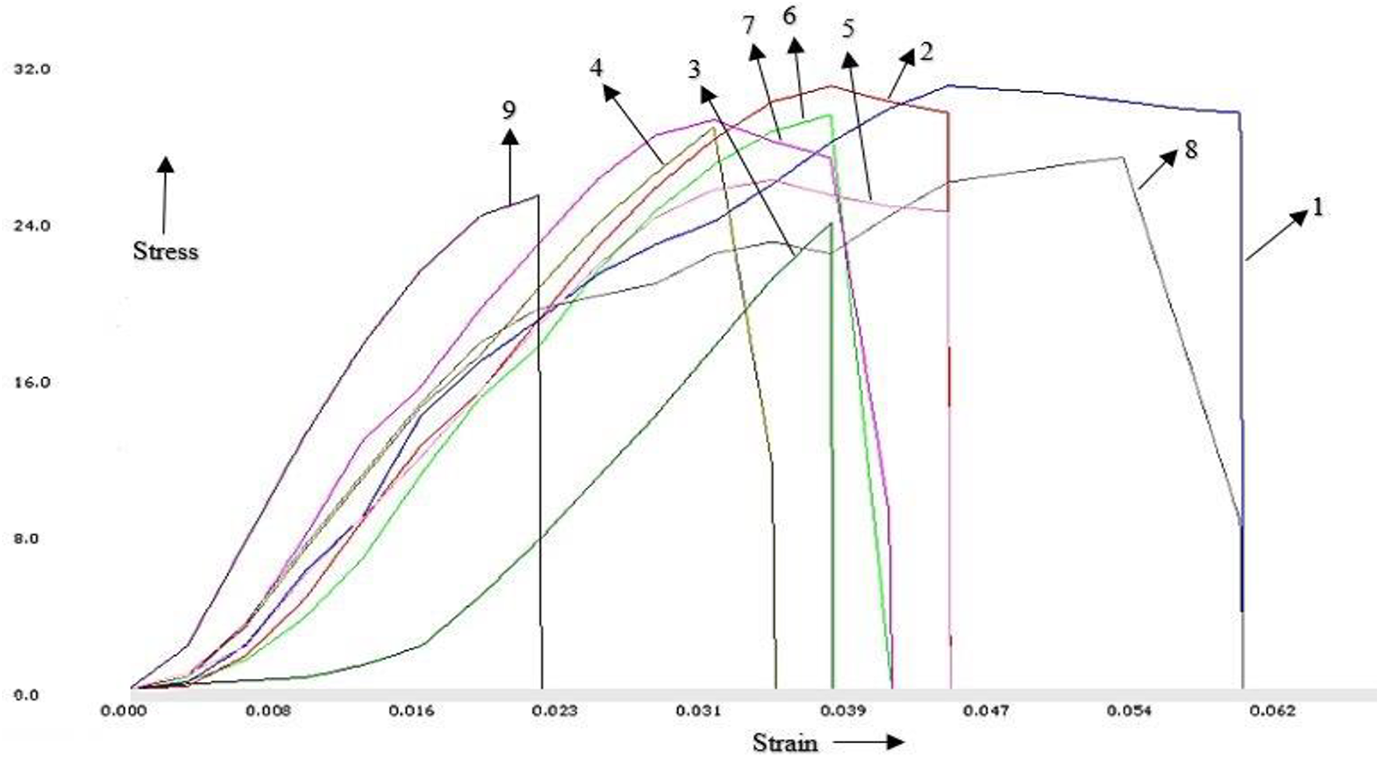
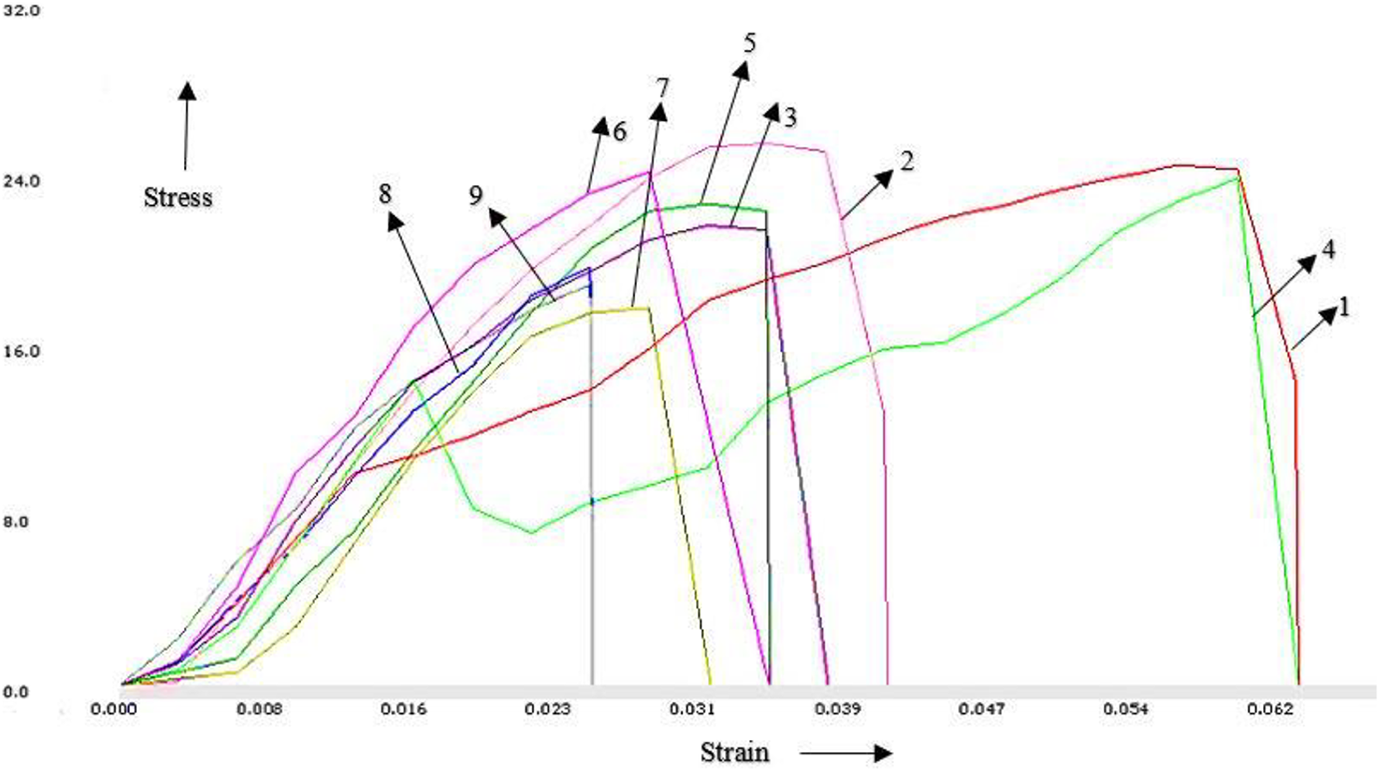
Stress–strain curve of ABS reinforced with BP and WD has been shown in Figures 4 (as per Table 3) and 5 (as per Table 4), respectively. It should be noted that composite filaments reinforced with BP and WD have been fabricated by varying TSE parameters (namely load, extrusion temperature, and speed). Each parameter was varied at three levels and filaments (nine each) were fabricated as per Taguchi’s L9 OA. The effect of those processing parametric conditions on the properties (mechanical and morphological) of the composite filaments reinforced with BP and WD, respectively, have been discussed and compared separately. While doing tensile testing, it has been observed that strain was in the direction of load and no negative strain was investigated. Modulus of elasticity (E) and modulus of toughness (T) for the fabricated filaments were calculated based on the data collected (Tables 3 and 4) as follows


Stress versus strain curve of ABS reinforced with BP.
Stress versus strain curve of ABS reinforced with WD.
Modulus of toughness (T) indicates the amount of energy absorbed by the filament per unit volume before fracture. It also represents area under the stress–strain curve. From Table 3, highest value of T (0.835 MPa) was observed for sample 1 while low value of T was observed for sample 9 (0.252 MPa) when ABS reinforced with BP. Similarly, when ABS reinforced with WD, sample 1 (0.697 MPa) yields highest value of T and lesser value of T was observed for sample 9 (0.230 MPa) (Table 4). Also, filament fabricated by reinforcing BP possesses higher T (more energy absorbing capacity) as compared to filament reinforced with WD (Tables 3 and 4).
Further, optical photomicrographs at break cross-section for all the filaments were taken at 30× (Figures 6 and 7). Based upon Figures 6 and 7 and Tables 3 and 4, it has been ascertained that more asperities/voids at the cross-section were responsible for poor mechanical properties.
Photomicrographs at cross-section for BP-reinforced filament as per Table 1.
Photomicrographs at cross-section for WD-reinforced filament as per Table 1.
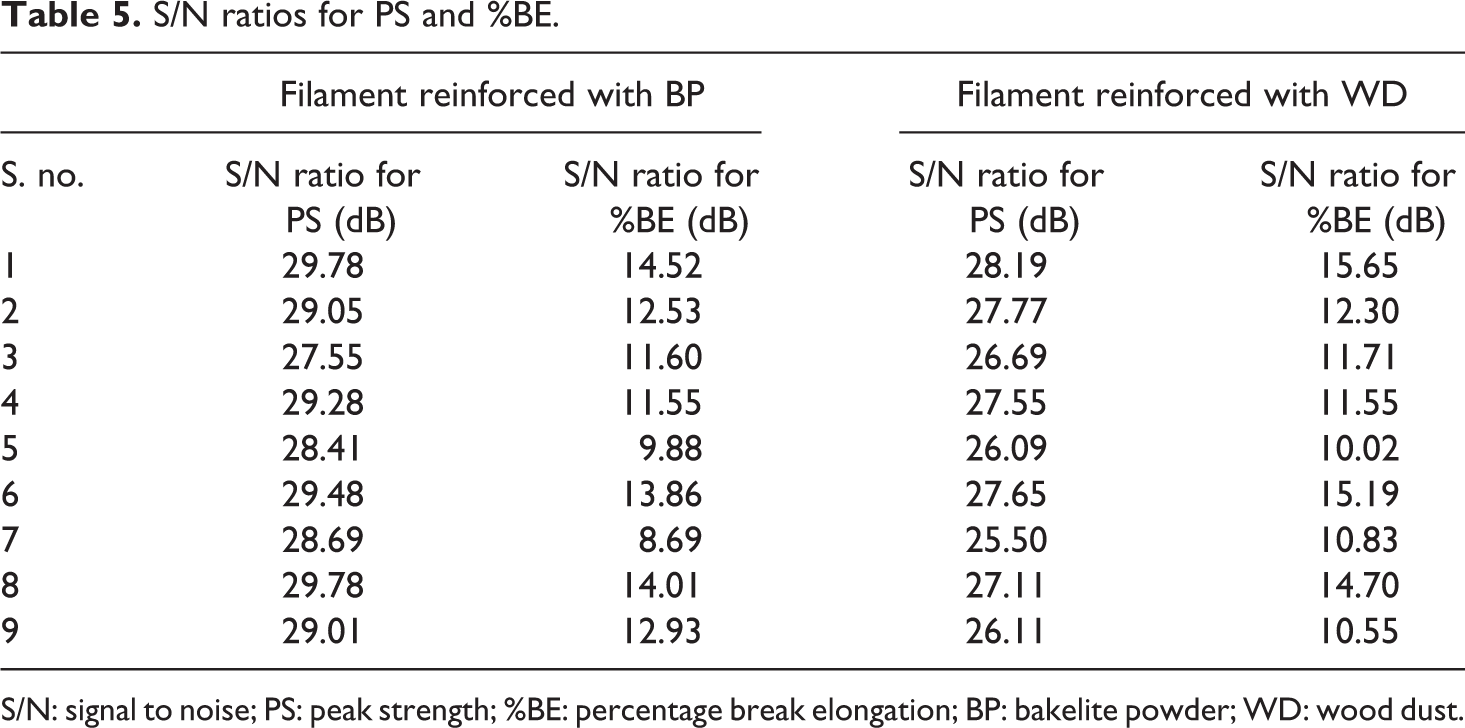
Further, signal to noise (S/N) ratio for PS and %BE was calculated based on the “larger is better” approach using equation (3) and represented in Table 5

where Yi is the observed value of the response characteristic and r is the number of repetitions.
S/N ratios for PS and %BE.
S/N: signal to noise; PS: peak strength; %BE: percentage break elongation; BP: bakelite powder; WD: wood dust.
Based on the calculated values of S/N ratios, the mean effect plots for PS and %BE for both the composite filaments were obtained and shown in Figures 8 and 9, respectively. The PS of BP-reinforced filament increases slightly with increase in load from 10 kg to 15 kg. However, the same decreases sharply as the load changes from 10 kg to 15 kg for WD-reinforced filament. The effect of load on PS for WD-reinforced filament was much higher as compared to BP-reinforced filament. As the temperature increases, the PS for both the filament decreases slightly. Speed comes out to be the predominant factor affecting the PS of both the fused filaments. With increase in speed, the PS drops dramatically, which may be due to poor intermolecular bonding between the ABS and reinforced material. The parametric conditions that yielded maximum PS- for BP-reinforced filament were 15 kg load, 225°C temperature, and 70 r min−1 speed, whereas 10 kg load, 225°C temperature, and 70 r min−1 speed provide maximum strength to WD-reinforced filament.
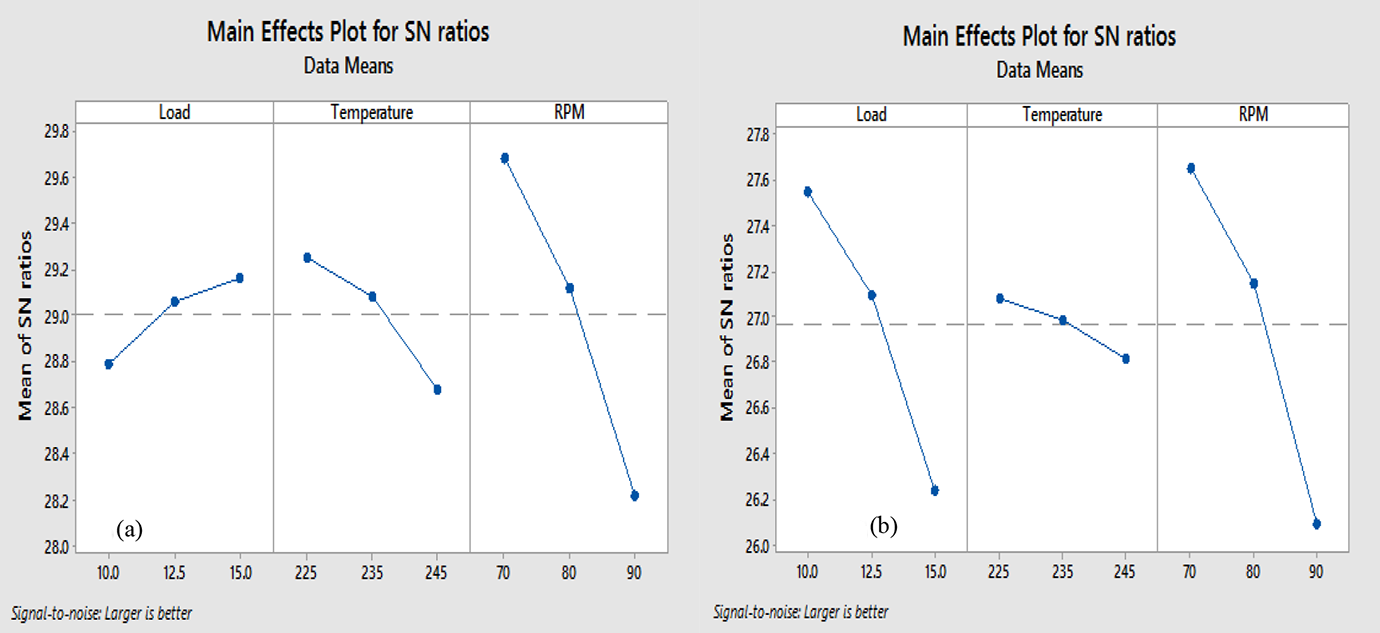
Mean S/N ratio plots for PS of ABS reinforced with (a) BP and (b) WD.
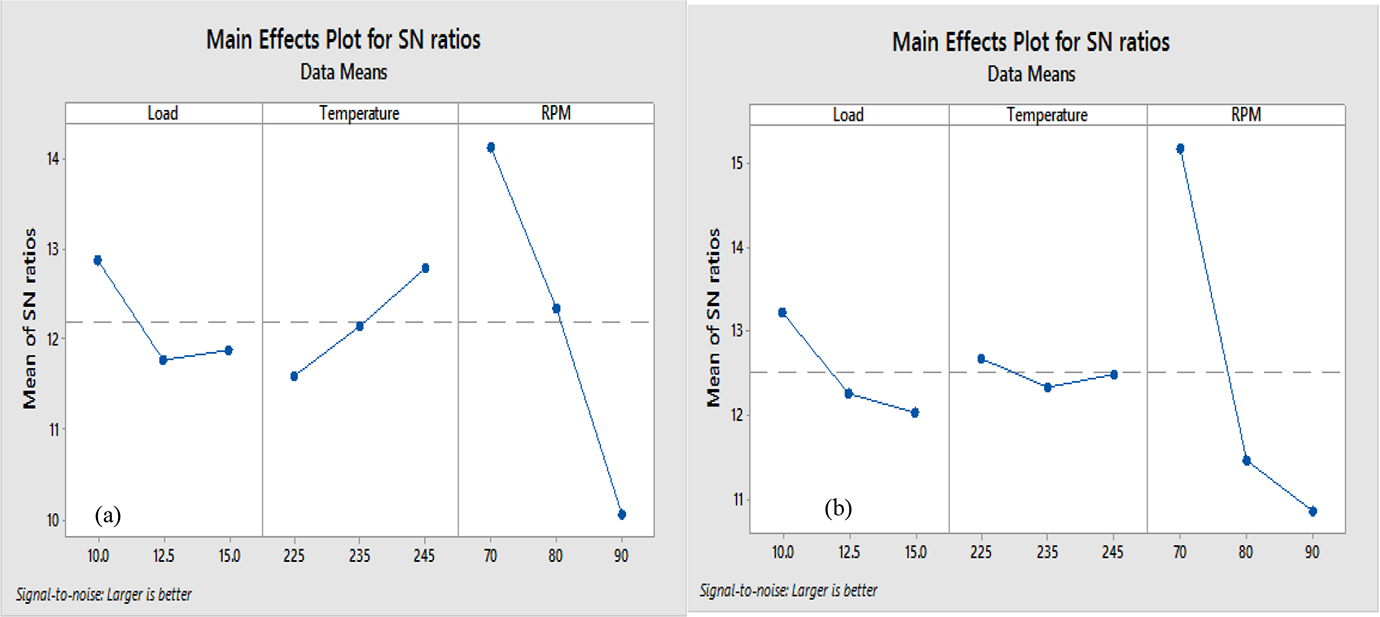
Mean S/N ratio plots for %BE of ABS reinforced with (a) BP and (b) WD.
The %BE of both the filament decreases with increase in load from 10 kg to 15 kg. However, the effect of load on BE for WD-reinforced filament was much higher as compared to BP-reinforced filament. As the temperature increases, the BE for BP-reinforced filament increases whereas it remains almost the same for WD-reinforced filament. With increase in speed, the BE drops significantly may be due to improper mixing of ABS and reinforced material resulting in comparatively brittle filaments. The parametric conditions that yield maximum BE for BP-reinforced filament were 10 kg load, 245°C temperature, and 70 r min−1 speed, whereas 10 kg load, 225°C temperature, and 70 r min−1 speed provide the favorable results in case of WD-reinforced filament.
Since the PS of the filaments was the most important mechanical characteristic among the various observed characteristics, analysis of variance has been applied on the S/N ratio of PS to determine the %contribution of significant factors for both BP- and WD-reinforced filaments (Tables 6 and 7). The factors having a p value <0.05 were considered significant. Based on the results, speed emerges as the only significant factor that affects the PS of the filaments. However, in case of WD-reinforced filaments, the contribution of load on affecting the PS cannot be ignored as the p value for this factor was very close to 0.05.
Results of ANOVA for BP-reinforced filament.
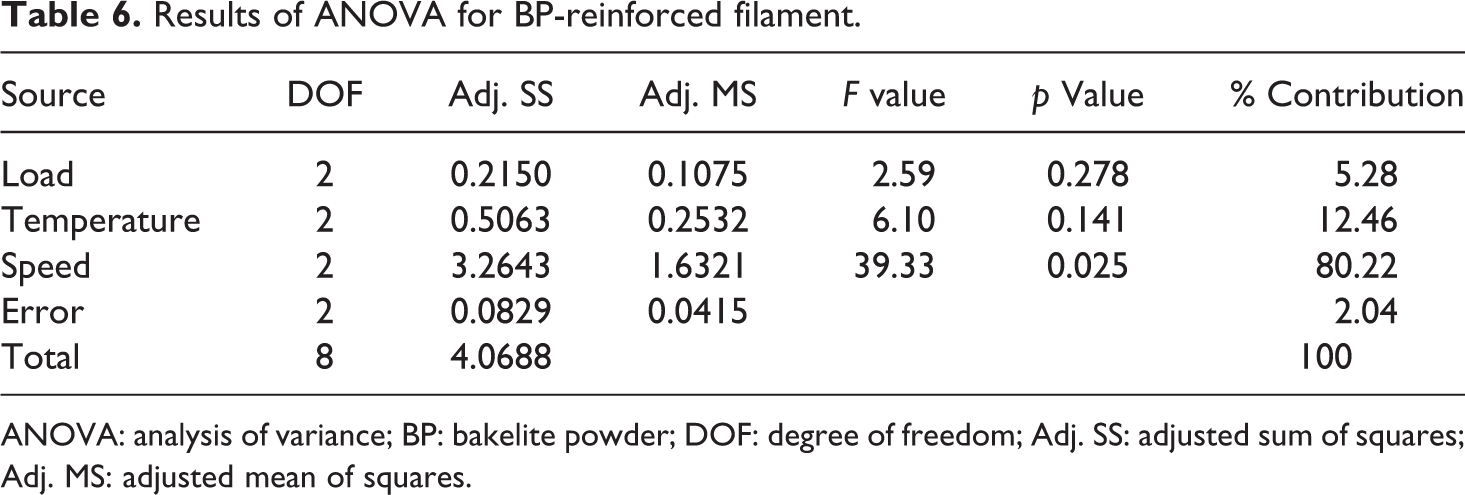
ANOVA: analysis of variance; BP: bakelite powder; DOF: degree of freedom; Adj. SS: adjusted sum of squares; Adj. MS: adjusted mean of squares.
Results of ANOVA for WD-reinforced filament.
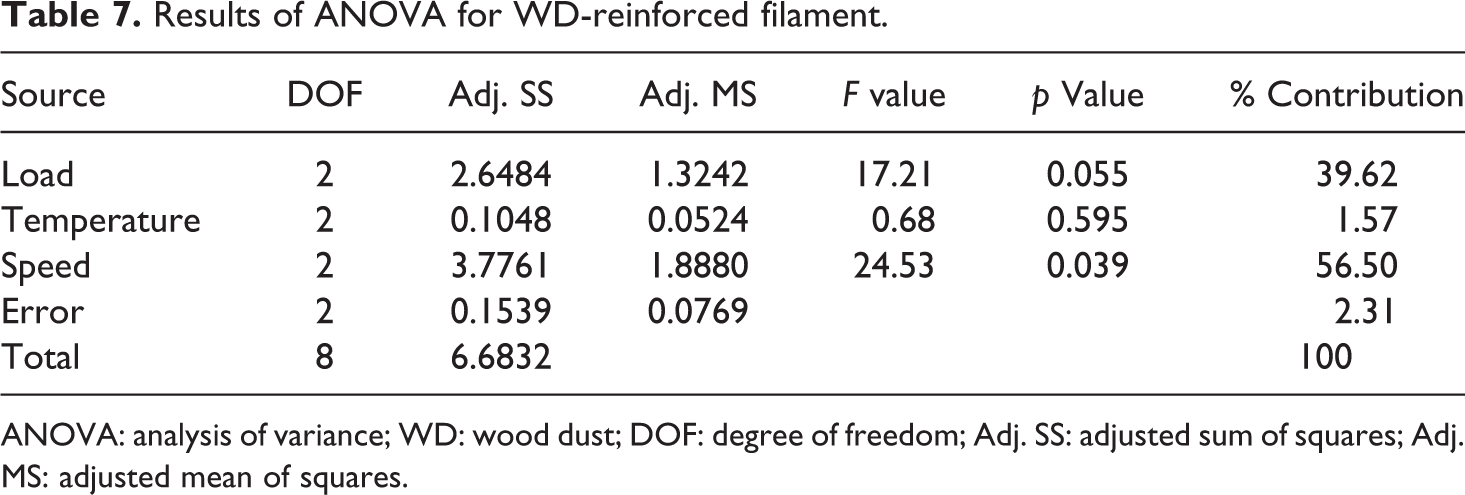
ANOVA: analysis of variance; WD: wood dust; DOF: degree of freedom; Adj. SS: adjusted sum of squares; Adj. MS: adjusted mean of squares.
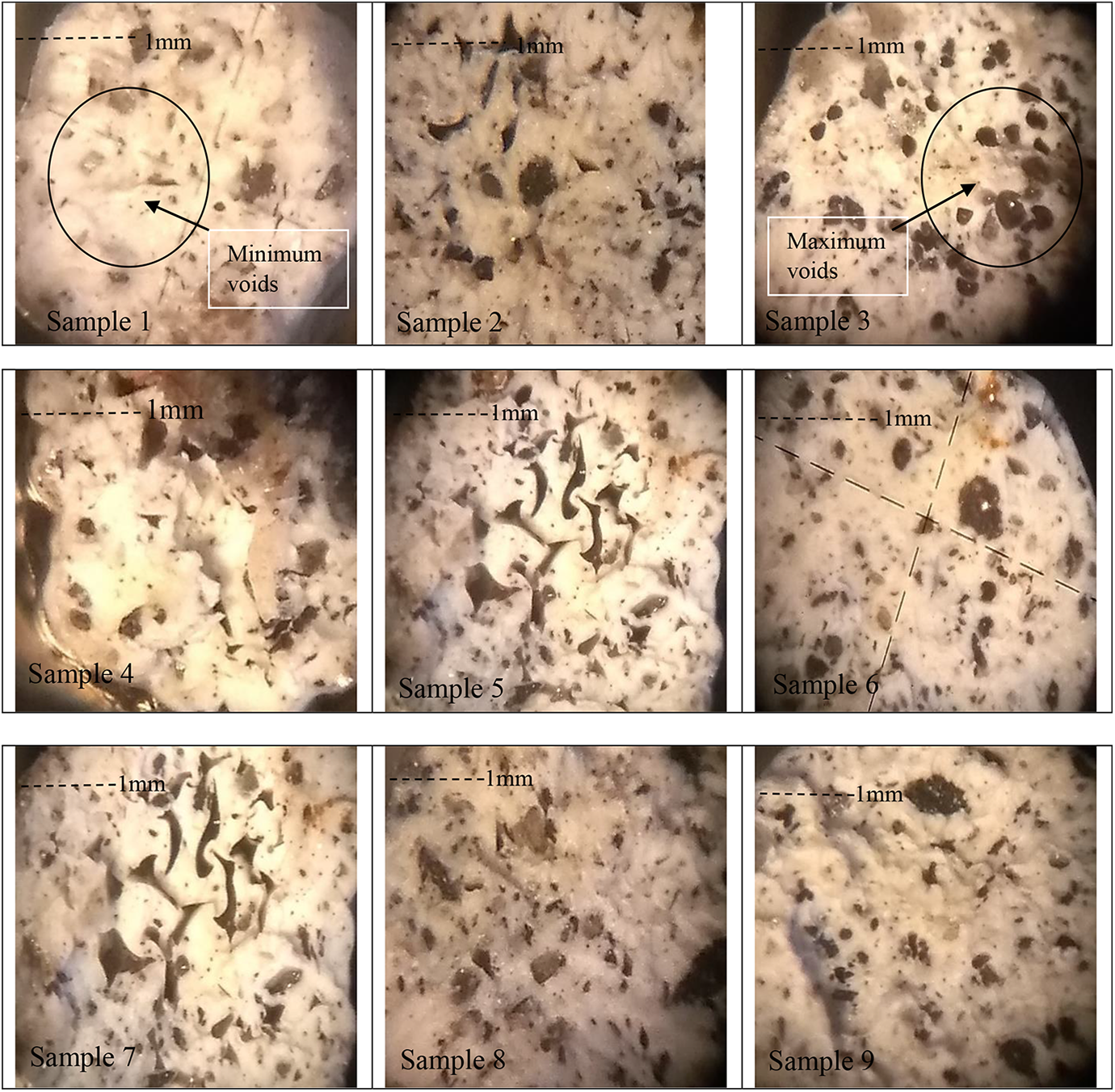
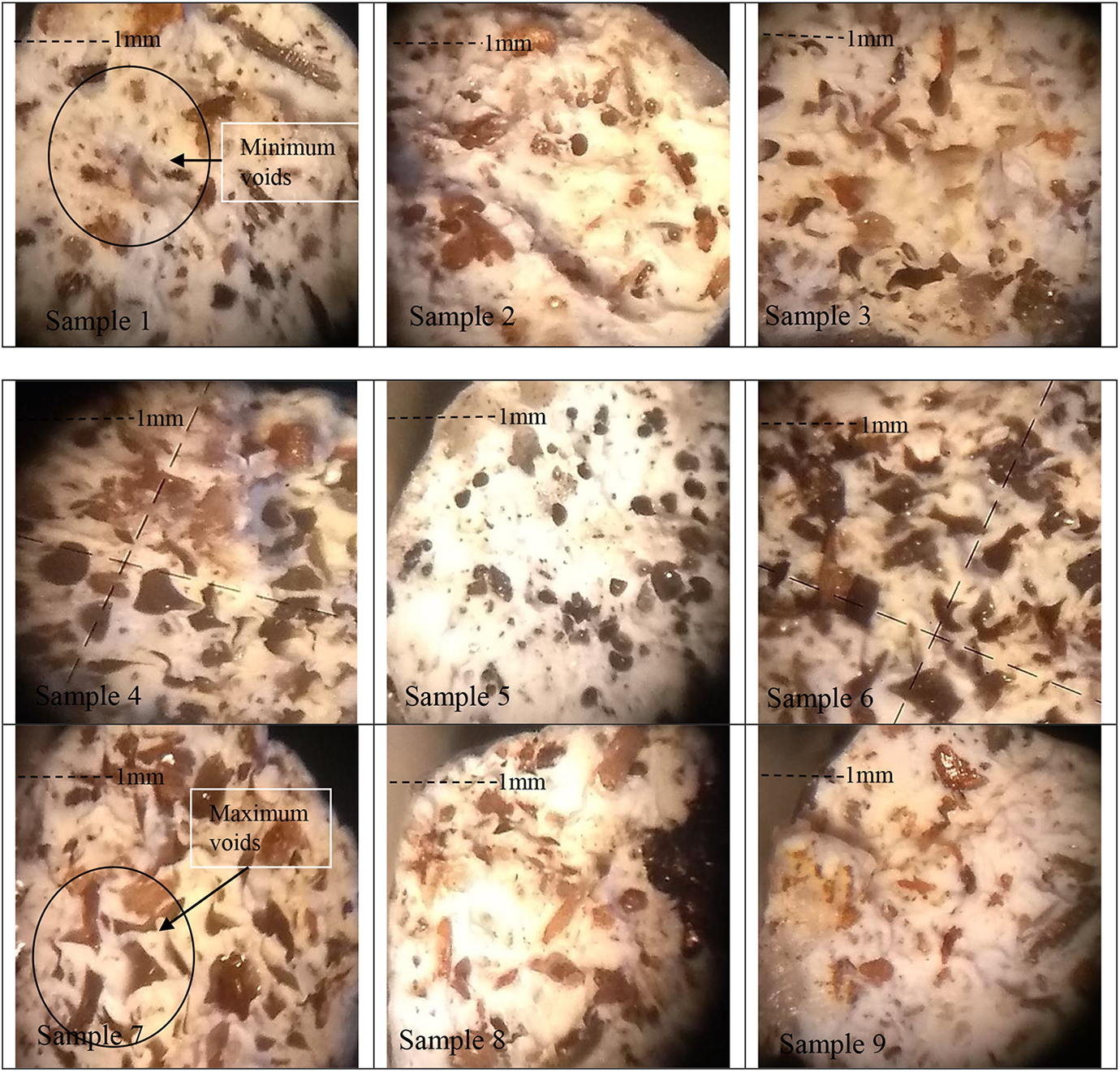
The porosity analysis has been performed by using Tool Maker’s microscope equipped with software at 100× for all the composite filaments (as per Table 1). The metallurgical image analysis software first captured the image of the cross-section and then automatically gives the value of the porosity percentage as per the ASTM B276 standard in the form of image. In general, the results of porosity analysis indicated that filaments reinforced with BP (except samples 2 and 3) possess less porosity as compared to WD-reinforced filaments. This may be due to the fact that spherical-shaped BP particles (Figure 2) occupied more volume in the ABS matrix as compared to 2D structured WD particles, thus the porosity of the BP-reinforced filament decreases. Samples 2 and 3 of BP-reinforced filament exhibit slightly higher porosity, which may be due to the effect of poor TSE processing conditions. The composite filaments having minimum and maximum porosity reinforced with BP (samples 1 and 3) and WD (samples 1 and 7) have been shown in Figures 10 and 11, respectively. The observations of porosity analysis (Figures 12 and 13) are in line with Tables 3 and 4, respectively, in a way that sample with less porosity resulted in better PS and vice versa.
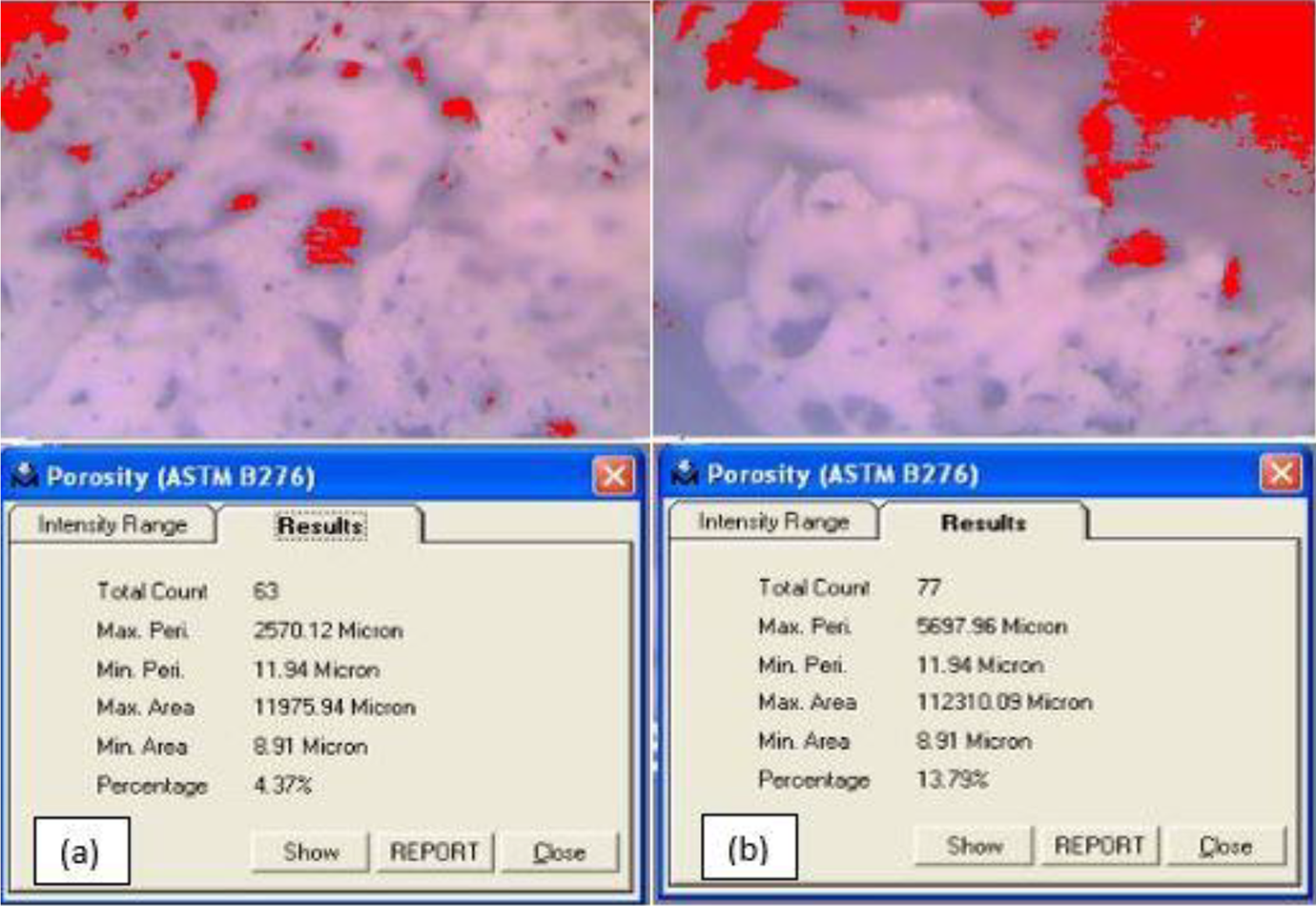
Porosity analysis of BP-reinforced composite filaments having (a) minimum and (b) maximum porosity percentage.
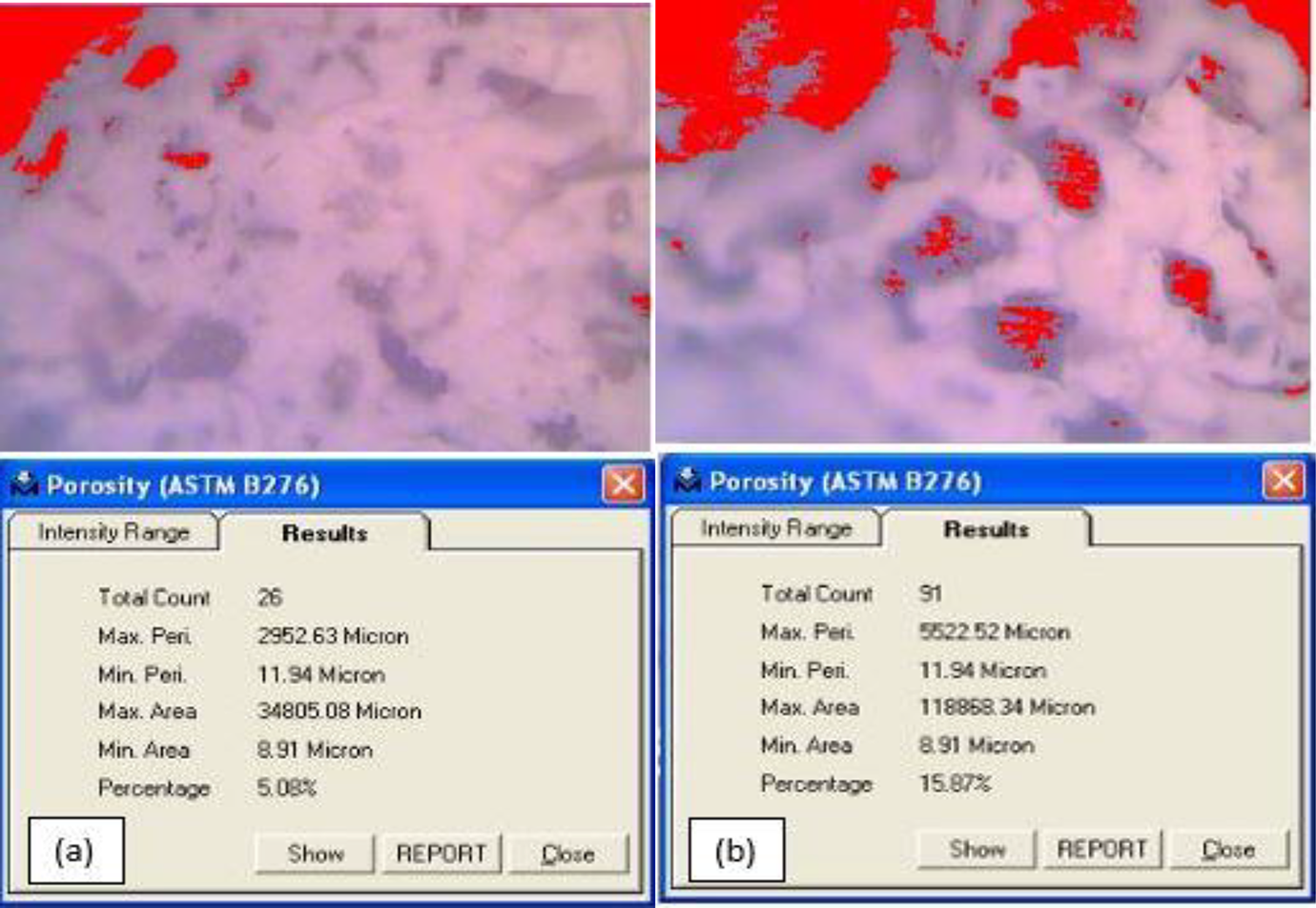
Porosity analysis of WD-reinforced composite filaments having (a) minimum and (b) maximum porosity percentage.
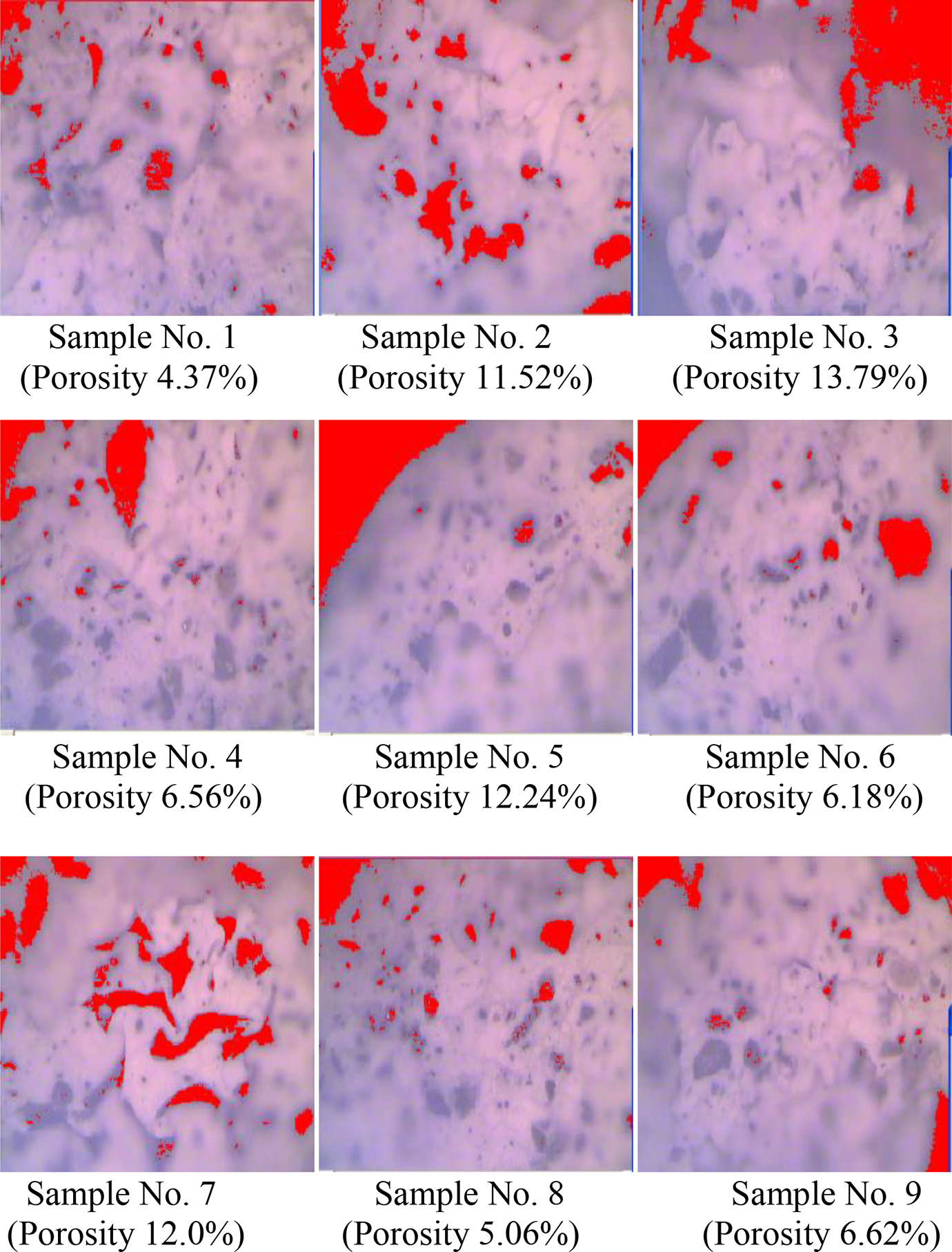
Porosity percentage at cross-section for BP-reinforced filament.
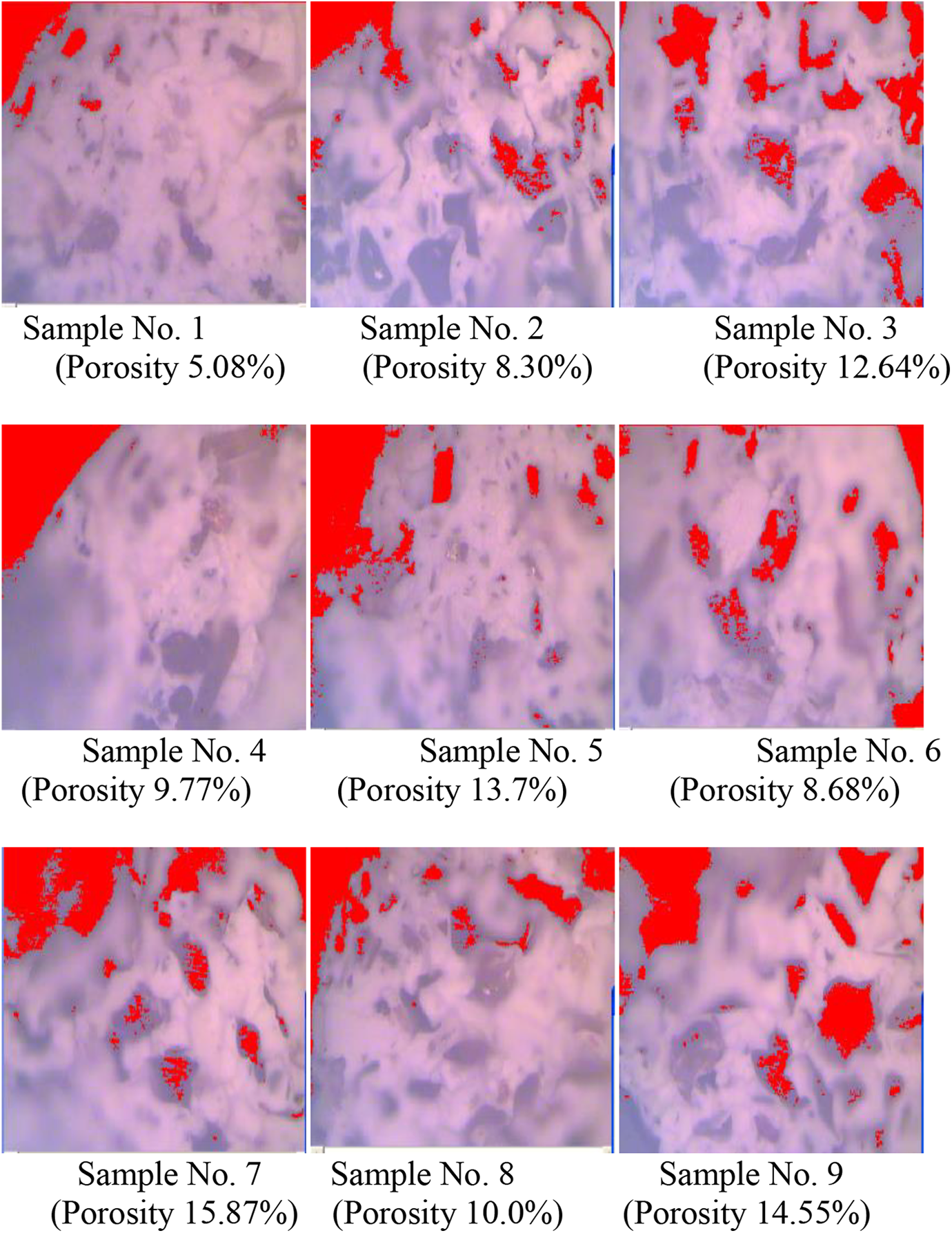
Porosity percentage at cross-section for WD-reinforced filament.
The photomicrographic images at 30× (Figures 6 and 7) for the samples having minimum and maximum porosity (samples 1 and 3 for BP-reinforced ABS and samples 1 and 7 for WD-reinforced ABS as per Table 1) were further processed on image processing software to get surface roughness (Ra) value and 3D rendered images (Figure 14). It has been observed that BP-reinforced filaments having minimum and maximum porosity (Figure 14(a) and (b)) possess better surface finish (Ra = 22.77 nm and Ra = 25.43 nm) as compared to corresponding WD-reinforced filaments (Figure 14(c) and (d)) having roughness value (Ra = 23.46 nm and Ra = 27.69 nm) which may also be the reason of their better mechanical properties.
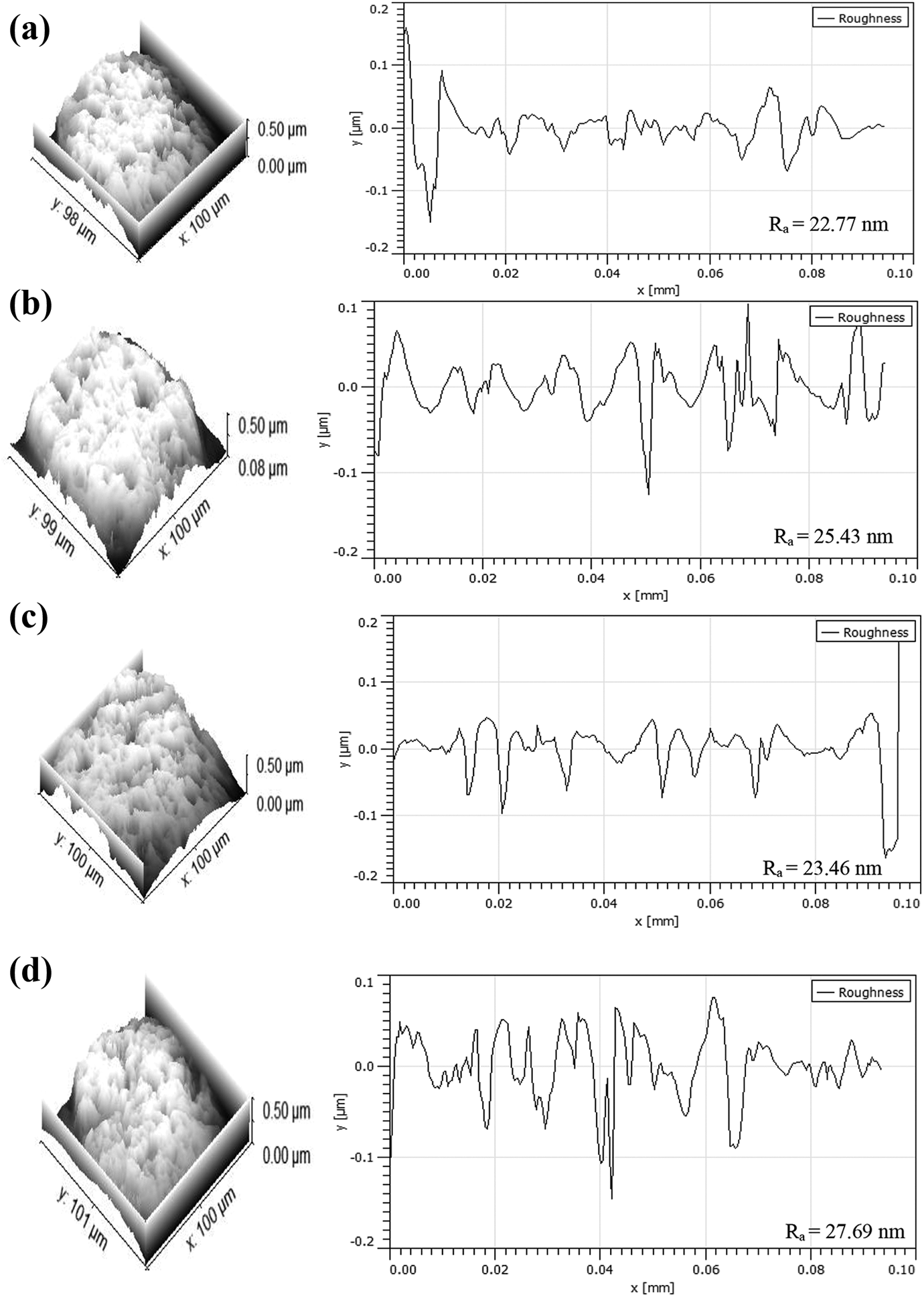
3D rendered image for filament having minimum and maximum porosity, respectively, for BP (a, b) and WD (c, d) reinforcements.
For better understanding the role of reinforcements in nonstructural applications, thermal stability analysis using DSC has been performed on BP-reinforced samples 1 and 3 (as per Table 1) and WD-reinforced samples 1 and 7 (as per Table 1) filaments having minimum and maximum percentage of porosity, respectively, using two cycles of cooling and heating (Figure 15). Thermal stability analysis was executed to determine the exothermic and endothermic reaction at airflow of 50 ml min−1 at 10°C min−1 for exothermic and −10°C min−1 for endothermic reaction.
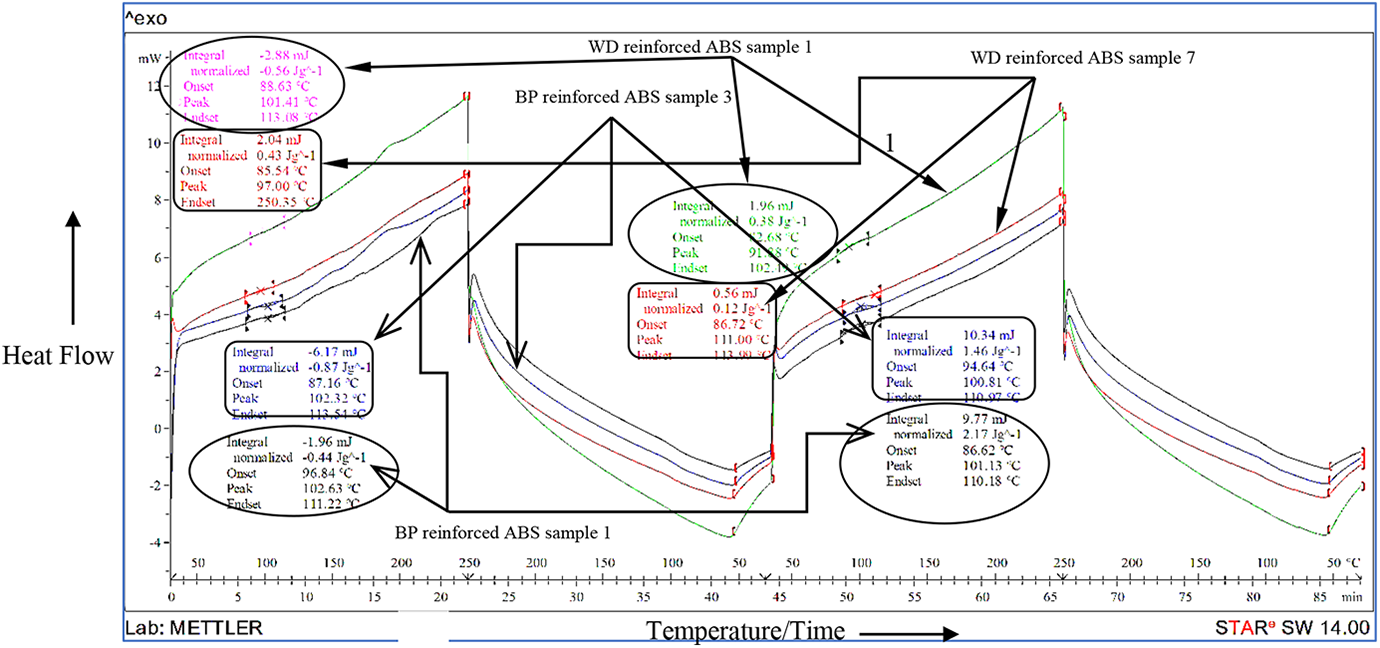
Thermal analysis of BP- and WD-reinforced filaments containing minimum and maximum porosity.
The results of thermal analysis indicate that BP-reinforced sample with minimum porosity has better heat capacity than WD-reinforced ABS samples in repeated thermal (heating) cycle. For example, heat capacity for sample 1 with better PS (BP-reinforced ABS) improved from 0.44 J g−1 to 2.17 J g−1, whereas for sample 3 (BP-reinforced ABS) the improvement was from 0.87 J g−1 to 1.46 J g−1. On the other hand, there is reduction in heat capacity for WD-reinforced ABS. It indicates that BP-reinforced ABS filament was more thermally stable as compared to WD-reinforced filament. So, it can be ascertained that ABS reinforced with BP can be used for high temperature and repeated thermal cycles for nonstructural applications as compared to ABS reinforced with WD.
Multi-response optimization
Based on the mean effect plots (Figures 8 and 9) and various property analysis (Tables 3 and 4), it has been noticed that BP-reinforced filament possesses better mechanical, morphological, and thermal properties as compared to WD-reinforced filament. But the optimum levels of parameters for PS and %BE were different for BP- as well as WD-reinforced composite filament. So, combined optimized parametric levels have been obtained using Minitab 17 software when both the responses were considered simultaneously.41,42 Equal weight and importance have been assigned to each input and output parameters. The constraints set and the suggested parametric levels have been shown in Tables 8 and 9, respectively. The actual value of responses has been calculated on the basis of S/N ratio by using equation (3) and shown in Table 9.
Input and output parameter constraints.
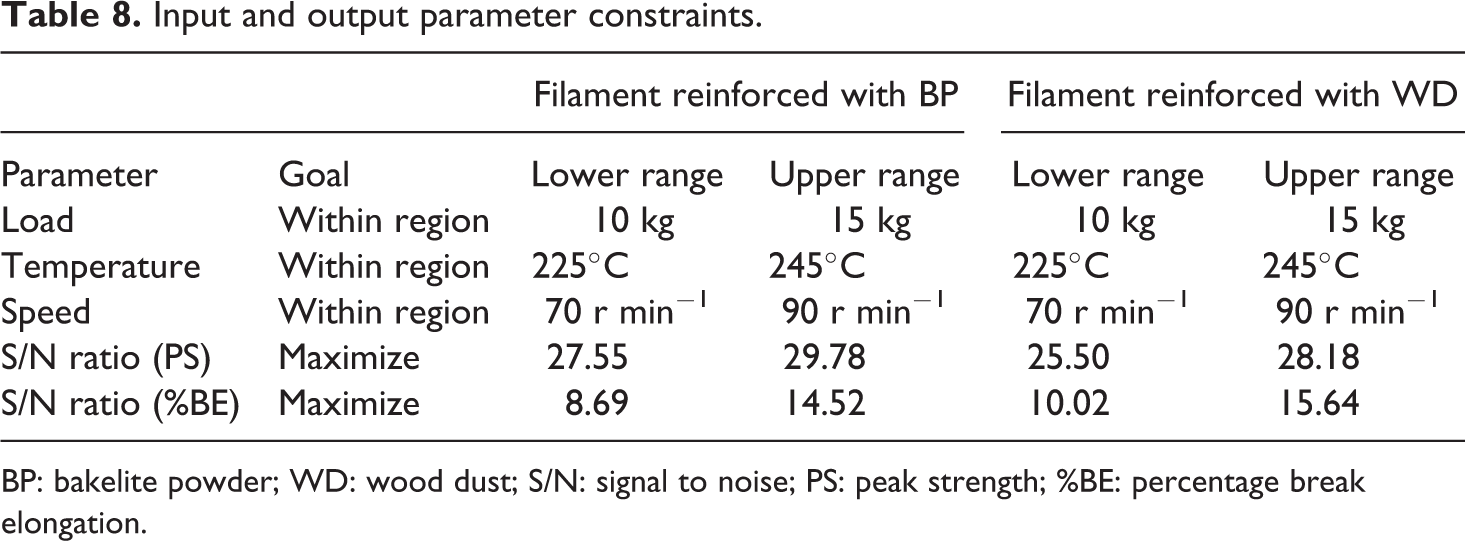
BP: bakelite powder; WD: wood dust; S/N: signal to noise; PS: peak strength; %BE: percentage break elongation.
Suggested parametric levels.
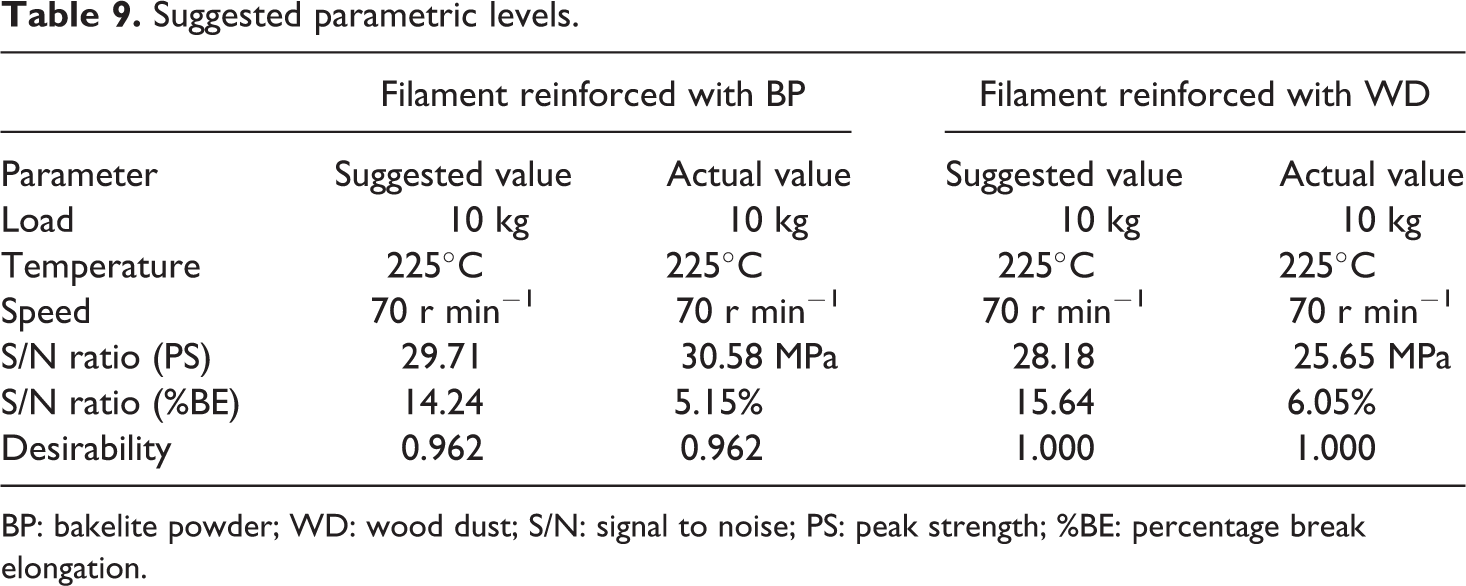
BP: bakelite powder; WD: wood dust; S/N: signal to noise; PS: peak strength; %BE: percentage break elongation.
Conclusions
The following conclusions have been drawn from the research work: Bakelite powder (BP) and WD were successfully reinforced into the ABS matrix in the form of composite filament to achieve desired properties for nonstructural applications as well as for recycling of these wastes. From rheological study, it has been observed that addition of any of the two reinforcements initially increases the MFR. However, with increase of reinforcement level beyond a certain limit, the MFR of both the composite filaments starts decreasing. Extrusion speed emerges as the highly influencing factor affecting the mechanical properties such as PS, %BE, and modulus of toughness. As the speed increases, all the selected mechanical properties decreased. Also, these properties for ABS composite filaments reinforced with 10% by weight of BP were quite higher as compared to filament reinforced with 10% by weight of WD. Also, filaments fabricated by reinforcing BP possess less porosity level as compared to filament reinforced with WD at same parametric settings. Further, less porosity percentage has been found at lower speed for both the filaments. As the speed increases, porosity percentage increases sharply. Porosity percentage affects the mechanical properties directly as filaments having high porosity show poor mechanical properties and vice versa. Morphological inspection at filament cross-section also supports the results. From thermal analysis, it has been ascertained that heat carrying capacity of bakelite-reinforced ABS filament was higher and thus can be used for high-temperature applications and in repeated cycles as compared to ABS reinforced with WD. Combined optimized extrusion parameter settings that maximized the PS and %BE simultaneously was investigated as 10 kg load, 225°C temperature, and 70 r min−1 speed for both the composite filaments. However, the PS at the optimized parametric setting for bakelite- and WD-reinforced composite filament was 30.58 MPa and 25.65 MPa, respectively. Since, the filament reinforced with bakelite possesses higher strength as compared to WD-reinforced filament, it can be utilized at the top or bottom of the multi-blended 3D printed prototypes subjected to bending as the stresses developed at the top and bottom of the bended part were always comparatively higher. Further, the filaments prepared in this work by reinforcing 10% by weight of bakelite and WD in the ABS matrix may be utilized as multi-blend in 3D printing of tiles having customized features as well as desired properties that can be used in colder regions for nonstructural applications. Due to aesthetic considerations as well as high insulating capacity of wood, filaments reinforced with WD may be printed as the inner surface layers of the tile whereas bakelite-reinforced filaments as outer surface layers because of thermal stability and high heat carrying capacity.
Footnotes
Acknowledgements
The authors are obliged to Manufacturing Research Lab, Guru Nanak Dev Engineering College, Ludhiana, Material Characterization Lab, National Institute of Technical Teacher Training and Research, Chandigarh, and Lovely Professional University for continuous help and support in the present research.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.