
Abstract
The fire performance of fibre-reinforced polypropylene (PP) was investigated with respect to fibre length and modification of the matrix. Fibre lengths of 3 mm, 12 mm, and continuous fibres were used as reinforcements. E-glass continuous fabrics were melt impregnated with PP and consolidated via compression moulding. E-glass fibre-reinforced PP pellets of 3 and 12 mm were compression moulded. Cone calorimetry tests with incident radiant fluxes of 20, 30 and 35 kW m−2 were used to investigate the fire properties of PP glass fibre composites. Results showed that continuous glass fibre reinforced PP exhibits the best fire performance at 20 kW m−2, while 3-mm fibre has the best performance at 35 kW m−2; 12-mm fibre-reinforced PP exhibitedthe lowest performance in comparison with 3-mm and continuous glass fibre reinforcement. Melic-anhydride (MA)-modified PP was found to increase the heat release rate (HRR) by up to 44% and time to ignition by up to 10% depending on the heat flux applied in comparison with unmodified PP. The glass fibre-reinforced composite made with MA-modified PP has 5–12% lower mean HRR and similar time to ignition in comparison with glass fibre composite made by unmodified PP. This suggests improved fibre adhesion plays a role of the fire performance of glass fibre-reinforced PP.
Keywords
Introduction
Thermoplastic composites are increasing in popularity across the aerospace, automotive, marine and construction industries. Polypropylene (PP) is one of the most common matrices used in glass fibre-reinforced composites for automotive and consumer goods applications. In addition to short cycle time, and high toughness that thermoplastics generally provide, PP offers low cost and low density compared with other thermoplastics. With the increased demand in thermoplastic composites, comes an increasing demand in fibre performance.
Fibre reinforcement is used in different lengths. The choice of fibre length is driven by structural requirements as well as manufacturing and economic considerations. It is well-understood that the higher aspect ratio fibres offer better mechanical properties in fibre-reinforced composites.1–4 However, it is not well-understood how fibre length affects the fire properties.
Previous work has considered the fire performance of continuous and chopped fibre-reinforced composites.5–11 Although longer fibres result in higher thermal conductivity, 12 there is not enough literature evidence to suggest a relationship between fibre length and the fire performance of fibre-reinforced composite.
A majority of the work on composites was conducted with composites having a fire-retardant modified matrix.13–23 The presence of fire retardant overwhelms other effects associated with fibre length, orientation or aspect ratio. In a recent work, the increase in fibre length was found to improve the fire performance of carbon fibre-reinforced thermoplastic composite in terms of heat release rate (HRR). 24
Glass fibres are inert and only oxidise at temperature above 800°C. In contrast, PP undergoes thermal degradation at around 300°C. When added as reinforcement, fibres can have a diluting effect and may also enhance the thermal properties (heat capacity and conductivity). This typically improves the fire performance of the composites. In Table 1, different glass fibre-reinforced composites are compared in terms of time to ignition (tig), effective heat of combustion (EHOC) and peak heat release rate (PHRR). In all cases, glass fibre improved the HRR and PHRR. Factors such as time to ignition and EHOC are not always influenced with the presence of the fibre. Fibre volume fraction has a major influence on what fire performance parameters are improved by fibre addition. 26
A comparison between matrices and its glass fibre-reinforced composite tested at 35 kW m−2 heat flux.
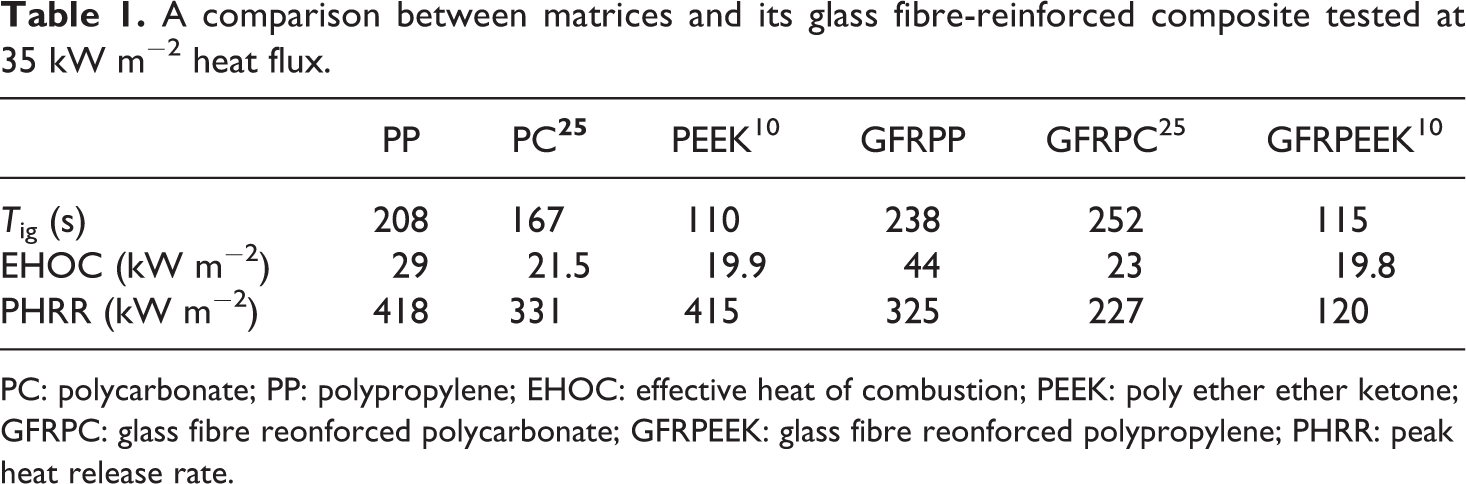
PC: polycarbonate; PP: polypropylene; EHOC: effective heat of combustion; PEEK: poly ether ether ketone; GFRPC: glass fibre reonforced polycarbonate; GFRPEEK: glass fibre reonforced polypropylene; PHRR: peak heat release rate.
Organic materials such as polyethylene and PP do not adhere well to inorganic fibres such as glass fibre due to its low polarity. Matrix adhesion to fibre is critical to mechanical and thermal properties of the fibre.27–30 PP is commonly modified with melic-anhydride; an organic acid with the formula [C2H2 (CO) 2O] in an attempt to improve the adhesion to glass fibres. The addition of maleic anhydride (MH) to PP leads to a drop in the mechanical and physical properties of PP matrix. However, because of the improved adhesion between glass fibre and PP, and the fact that mechanical properties are fibre-dominated, the overall mechanical properties of glass fibre-reinforced PP improve significantly.
A large number of studies have shown that MH modification improves mechanical properties such as compression, shear and transverse properties as a result of improved adhesion between PP and glass fibre.28,31–35 The effect modification has on the fire performance has not received much attention.
This study aims to investigate the role fibre length and matrix modification have on the fire performance. Samples made from unmodified PP, MH-modified PP and the glass fibre-reinforced PP composites, made with the modified and unmodified matrix, are compared to explore the influence of chemical modification and physical adhesion on the fire performance of PP composite. PP composite are made with chopped 3-mm and 12-mm long fibres as well as continuous fibre to study the effect of fibre length on the fire performance of PP composite.
Cone calorimetry tests are conducted to investigate the fire performance of PP composite in terms of the key fire parameters: time to ignition, HRR and mass loss rate (MLR). Thermogravimetric analysis (TGA) is used to compare the degradation behaviour of unmodified PP, MH-modified PP and glass fibre-reinforced PP.
Materials
Lyonell Basell HP568S PP homopolymer with a melt index of 38 g 10 min−1 was used as a matrix. The 280-g m−2 E-glass plain weave fabrics were sourced from Swiss Composite (Fraubrunnen, Switzerland). The 3- and 12-mm chopped fibre-reinforced PP were produced with long fibre technology by Duromer (Australia). All PP composites have a nominal fibre weight fraction of 30 wt%.
The continuous fibre-reinforced composites were manufactured using film stacking. The films were dried for 4 h at 100°C. After drying, the fabrics were laid up with the films interleaved and compression moulded at 240°C under a constant pressure of 1 MPa for 10 min. Samples were cooled to 50°C while maintaining pressure prior to releasing the press. Seven layers of fabric were used to make a 250 × 250 mm2 plates.
The chopped fibre-reinforced PP samples were dried for 4 h at 100°C and compression moulded at 220°C under a constant pressure of 1 MPa for 10 min. Samples were cooled to 50°C while maintaining pressure prior to releasing the press; 415 g of pellets were used to make a 250 × 250 mm2 plates.
Samples were manufactured according to the combinations presented in Table 2. The purpose of the test matrix is to study the effect of fibre length and secondly to investigate the effect of MH addition on the fire performance of the composite. All compression-moulded plates had a nominal thickness of 6 mm and were cut to 100 × 100 mm2 samples for the cone calorimeter test using waterjet cutting.
Testing sample combinations.
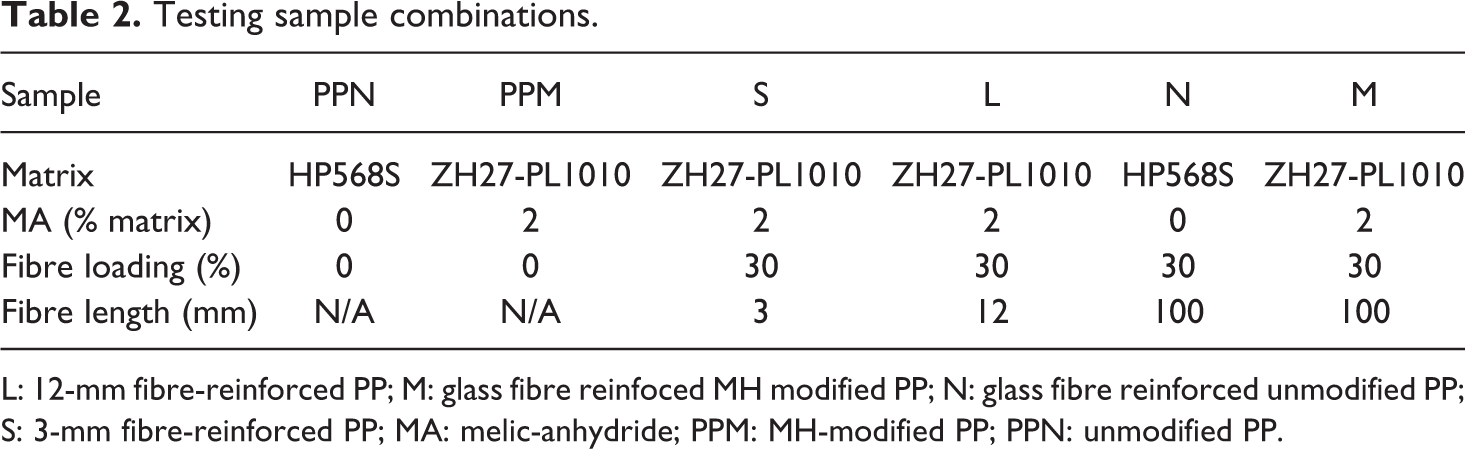
L: 12-mm fibre-reinforced PP; M: glass fibre reinfoced MH modified PP; N: glass fibre reinforced unmodified PP; S: 3-mm fibre-reinforced PP; MA: melic-anhydride; PPM: MH-modified PP; PPN: unmodified PP.
Computed tomography (CT) images were obtained with a Bruker (Brisbane, Australia) micro resolution Skyscan to verify sample quality, fibre orientation and distribution. One notices a big difference in fibre architecture and distribution. Figure 1(a) shows that 3-mm fibre-reinforced PP is nested together, distributed randomly in the in-plane direction (x-axis, y-axis). The 12-mm glass fibre-reinforced PP (Figure 1(b)) is also randomly distributed along x- and y-axes, but individual bundles are not well separated. This phenomenon is regularly observed in long fibre compression-moulded components. Continuous glass fibre-reinforced PP (Figure 1(c)) appears to be maintaining the original plain weave alignment with no sign of fibre breakage or tilting.
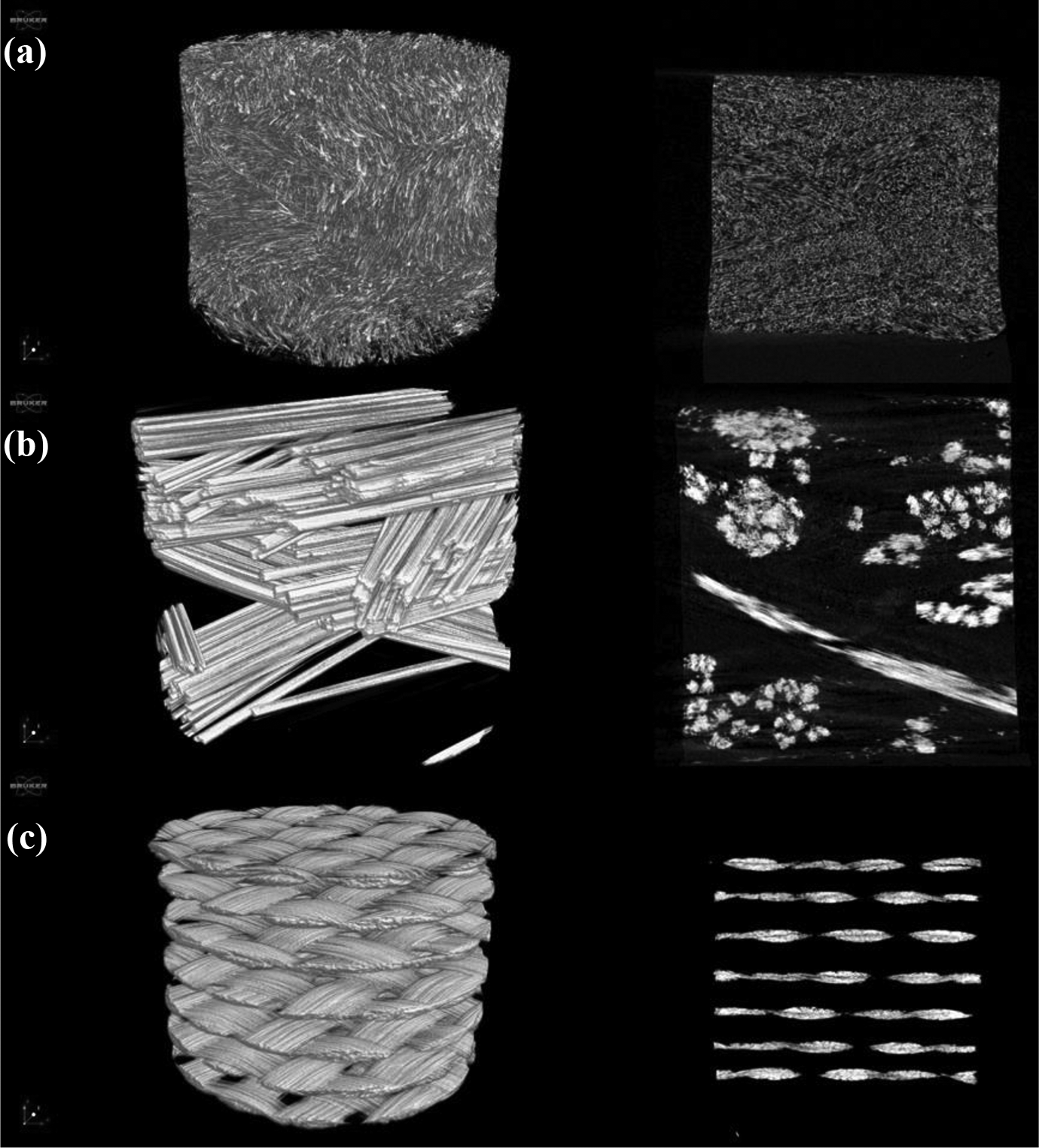
Computed tomography scan image for (a) 3-mm fibre-reinforced PP, (b) 12-mm fibre-reinforced PP and (c) continuous fibre-reinforced PP.
Experiment
Samples were tested for HRR, time to ignition (tig) and MLR using a cone calorimeter (Fire Testing Technologies, East Grinstead, England; Icone Calorimeter) according to ISO 5660-1. Time to ignition defines the time the material takes to ignite when exposed to a given heat flux. HRR is the amount of energy release per unit area; it is one of the key fire performance parameters as it provides information about the fire growth and rate of fire spreading. MLR is mass loss per unit time; it provides information regarding how quickly the material is losing mass in case of fire.36,37 The back of the 100 × 100 mm2 specimens was wrapped with aluminium foil to minimise radiation heat losses and prevent spurious mass loss readings due to melting and dripping. The back face of the sample was insulated using an inorganic insulation to minimise heat losses. A retaining frame as suggested in ISO 5660-1 was used to restrain the exposed surface of the sample and prevent contact with the heating element.
Incident heat fluxes of 20, 30 and 35 kW m−2 were used. Piloted ignition of the samples was accomplished using an electric spark located 10 mm above the sample. A sampling rate of 1 Hz was used to record mass and heat release data. All virgin PP and PP composites specimens had comparable thicknesses. TGAs were performed with a PerkinElmer (Waltham, Massachsetts, United States) STA 6000 in air and nitrogen at a rate of 10°C min−1 from room temperature to 700°C. Sample weights between 10 mg and 11 mg were used. PP and chopped fibre-reinforced PP TGA samples were obtained directly from the pellets.
Results and discussion
Three repetitions per sample were performed to obtain time to ignition, HRR, mass loss behaviour, burning time, PHRR, total heat release and EHOC. Naming convention is presented in Table 2. Results averages are reported with 90% confidence interval as presented in Table 3. TGA results are shown in Figure 2. Figures 3 to 5 show the effect of heat flux on the fire performance of PPM, S, L and CM in terms of mass loss, MLR and HRR, respectively. Polynomial fitting of order 15 was use to smoothen the plots.
Cone calorimetry test results for PP and PP composites.
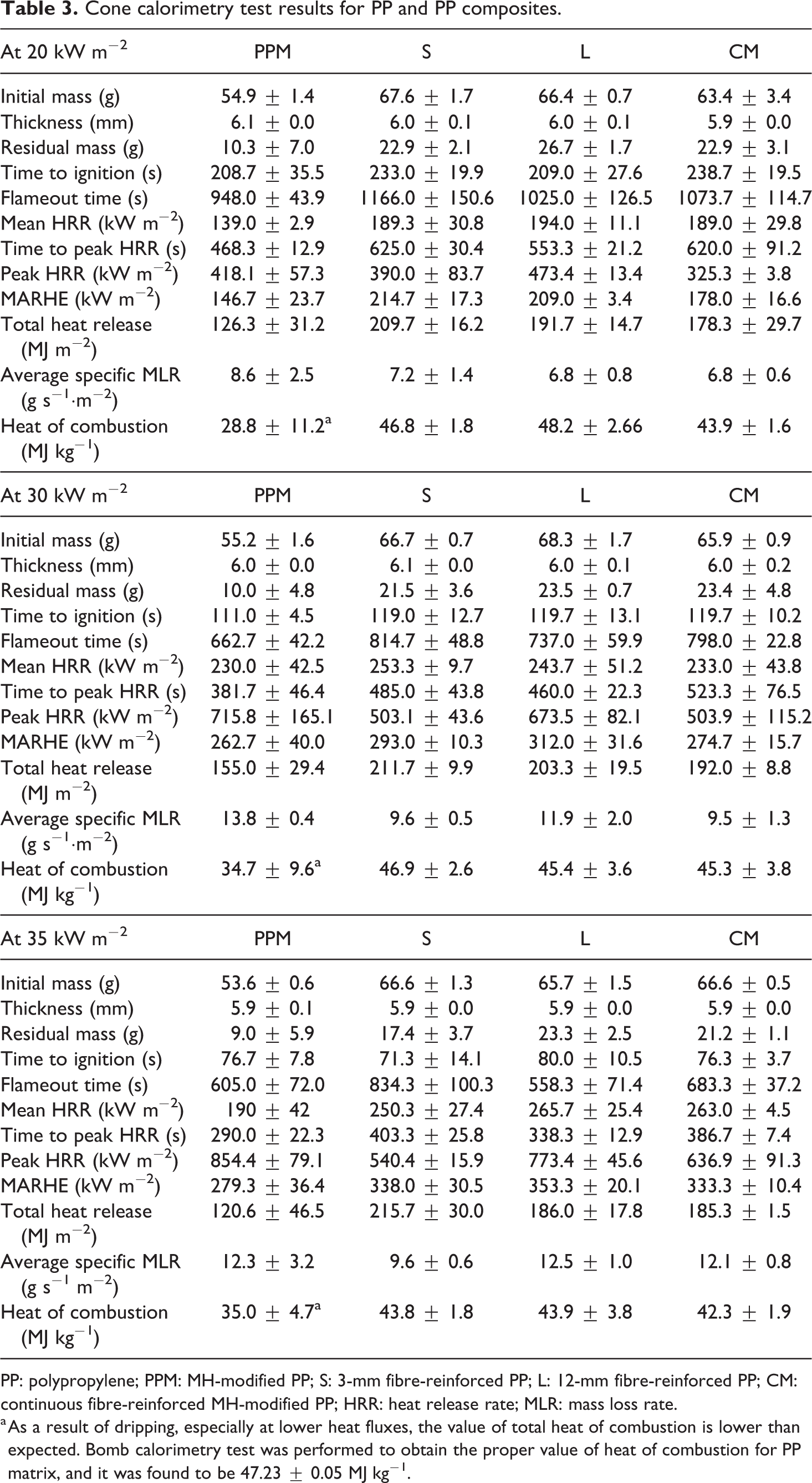
PP: polypropylene; PPM: MH-modified PP; S: 3-mm fibre-reinforced PP; L: 12-mm fibre-reinforced PP; CM: continuous fibre-reinforced MH-modified PP; HRR: heat release rate; MLR: mass loss rate.
a As a result of dripping, especially at lower heat fluxes, the value of total heat of combustion is lower than expected. Bomb calorimetry test was performed to obtain the proper value of heat of combustion for PP matrix, and it was found to be 47.23 ± 0.05 MJ kg−1.
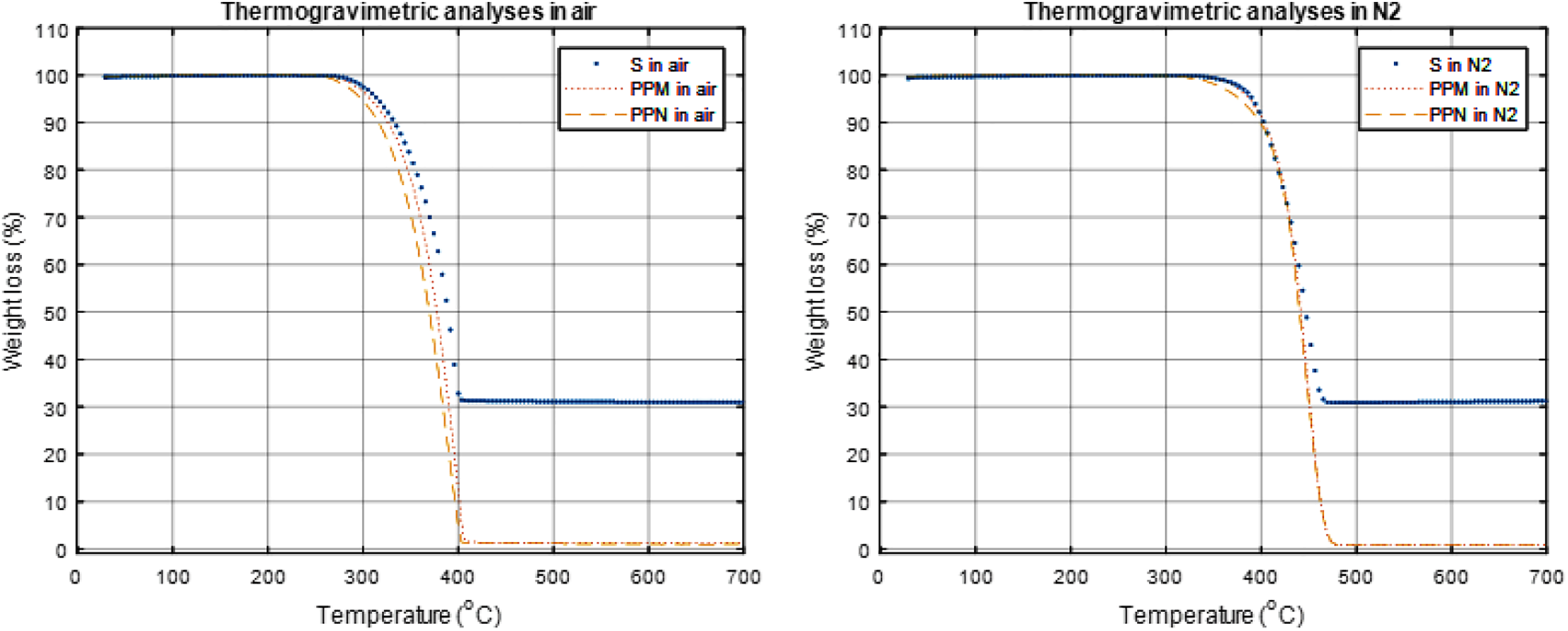
TGA for S, PPM and PPN done in air (left) and N2 (right).
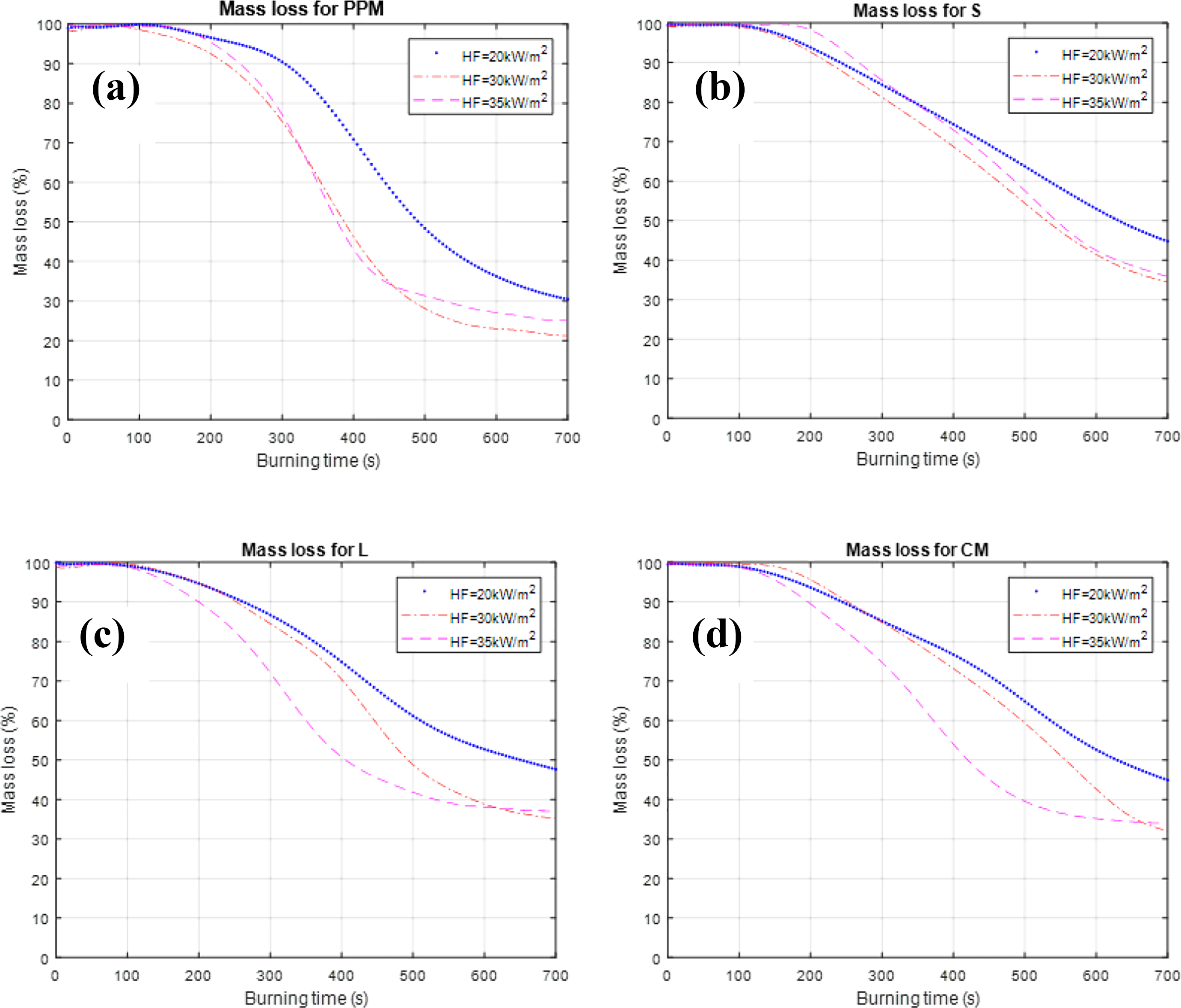
Mass loss of different samples at three different heat fluxes for (a) PPM sample, (b) S sample, (c) L samples, (d) CM samples.
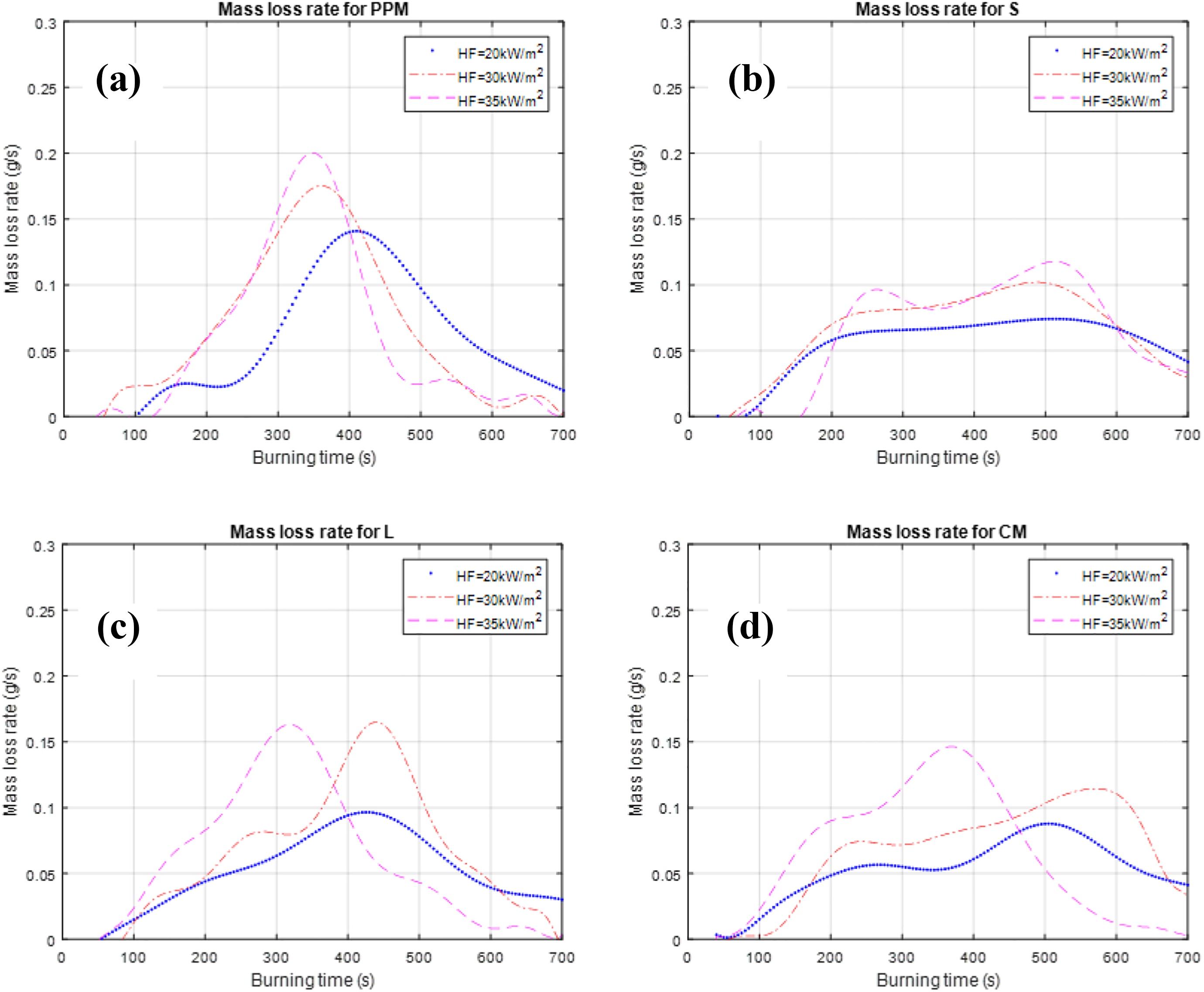
Mass loss rate of different samples at three different heat fluxes for (a) PPM sample, (b) S sample, (c) L samples, (d) CM samples.
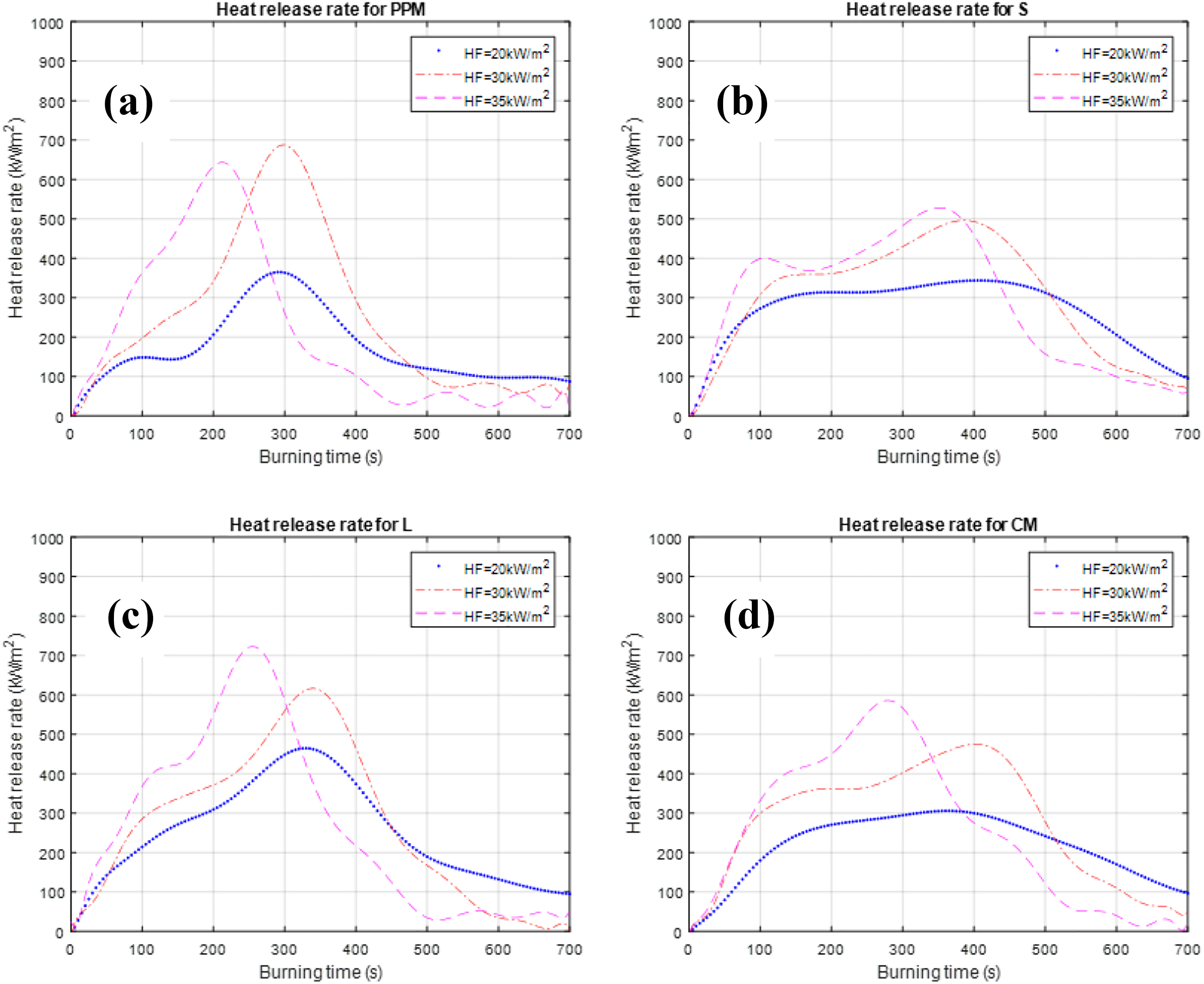
Heat release rate of different samples at three different heat fluxes for (a) PPM sample, (b) S sample, (c) L samples, (d) CM samples.
Effect of heat flux
Time to ignition is very sensitive to heat flux change. It decreases by 41% to 50% when heat flux is increased from 20 kW m−2 to 30 kW m−2 and further decreased by 33% to 40% when heat flux changes from 30 kW m−2 to 35 kW m−2. The difference between samples with respect to time to ignition is marginal. The effect of heat flux on time to ignition is shown in Figure 6(a).
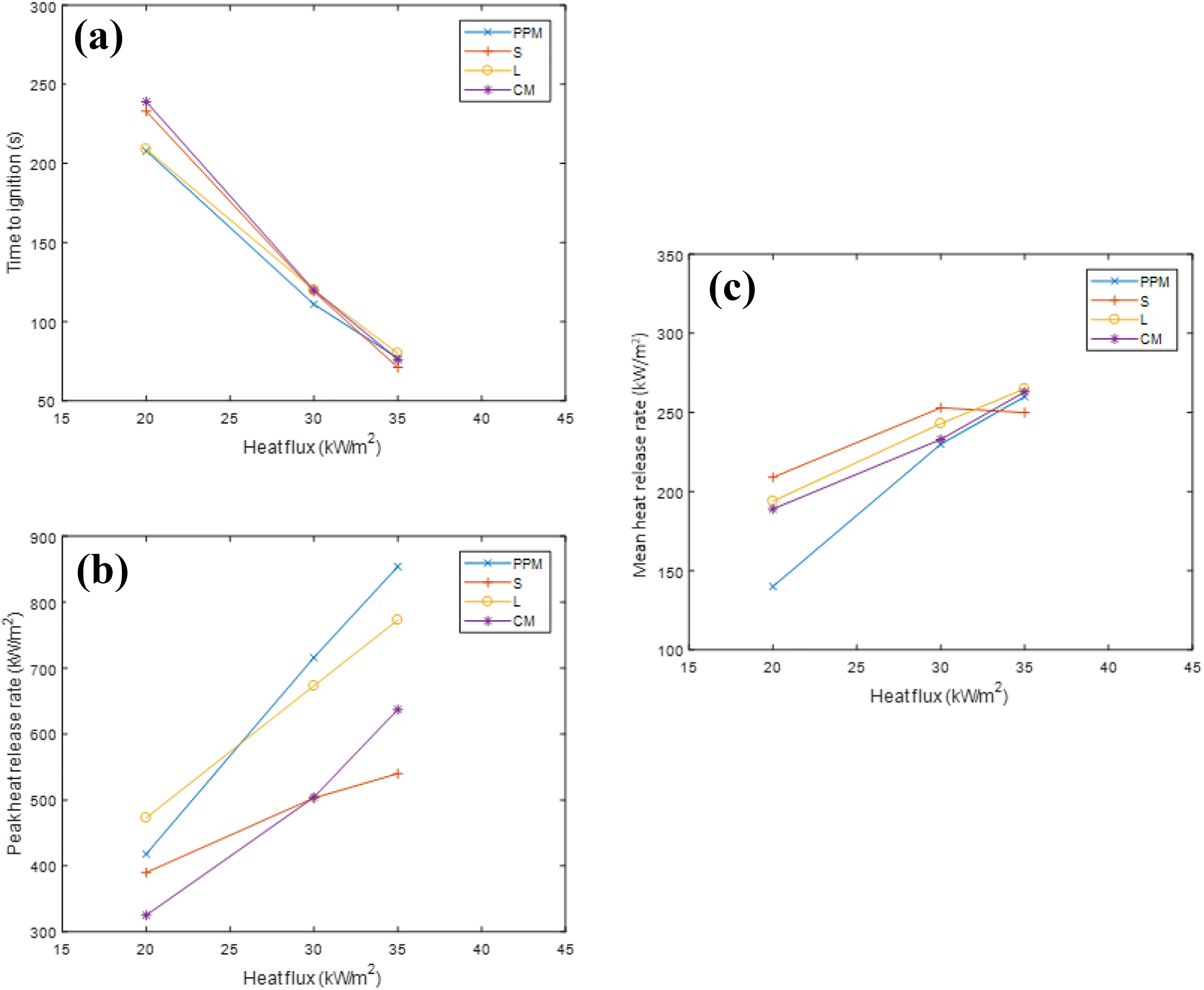
Effect of heat flux variation on (a) time to ignition, (b) peak heat release rate, (c) mean heat release rate for samples with different fibre lengths.
PHRR has increased by 29% to 71% when heat flux increased from 20 kW m−2 to 30 kW m−2 and further increased by 7% to 26% when heat flux increased from 30 kW m−2 to 35 kW m−2. The 3-mm glass fibre-reinforced PP was least sensitive to heat flux change. It was increased by 29% and 7% when heat flux increased from 20 kW m−2 to 30 kW m−2 and from 30 kW m−2 to 35 kW m−2, respectively. The effect of heat flux on PHRR is shown in Figure 6(b).
Mean HRR increases by 21% to 64% when heat flux increases from 20 kW m−2 to 30 kW m−2. However, when heat flux increases from 30 kW m−2 to 35 kW m−2, mean heat flux values only increased by 0% to 13%. It was noticed that mean HRR for 3–mm-long fibre-reinforced PP remained unchanged when heat flux increased from 30 kW m−2 to 35 kW m−2. The effect of heat flux on mean HRR is shown in Figure 6(c).
Not unexpectedly, samples were noticed to have a much higher MLR at 30 kW m−2 in comparison with 20 kW m−2 heat flux. However, the difference in MLR between 30 kW m−2 and 35 kW m−2 was marginal.
Effect of fibre length
Fibre-reinforced samples are compared to PPM in terms of time to ignition, PHRR, mean HRR and MLR.
As seen in Figure 6, fibre length does not appear to have a significant effect on time to ignition. This could be due to the low fibre volume fraction. In this work, fibre weight fraction is 30%. The effect of fibre length on time to ignition is shown in Figure 7(a).
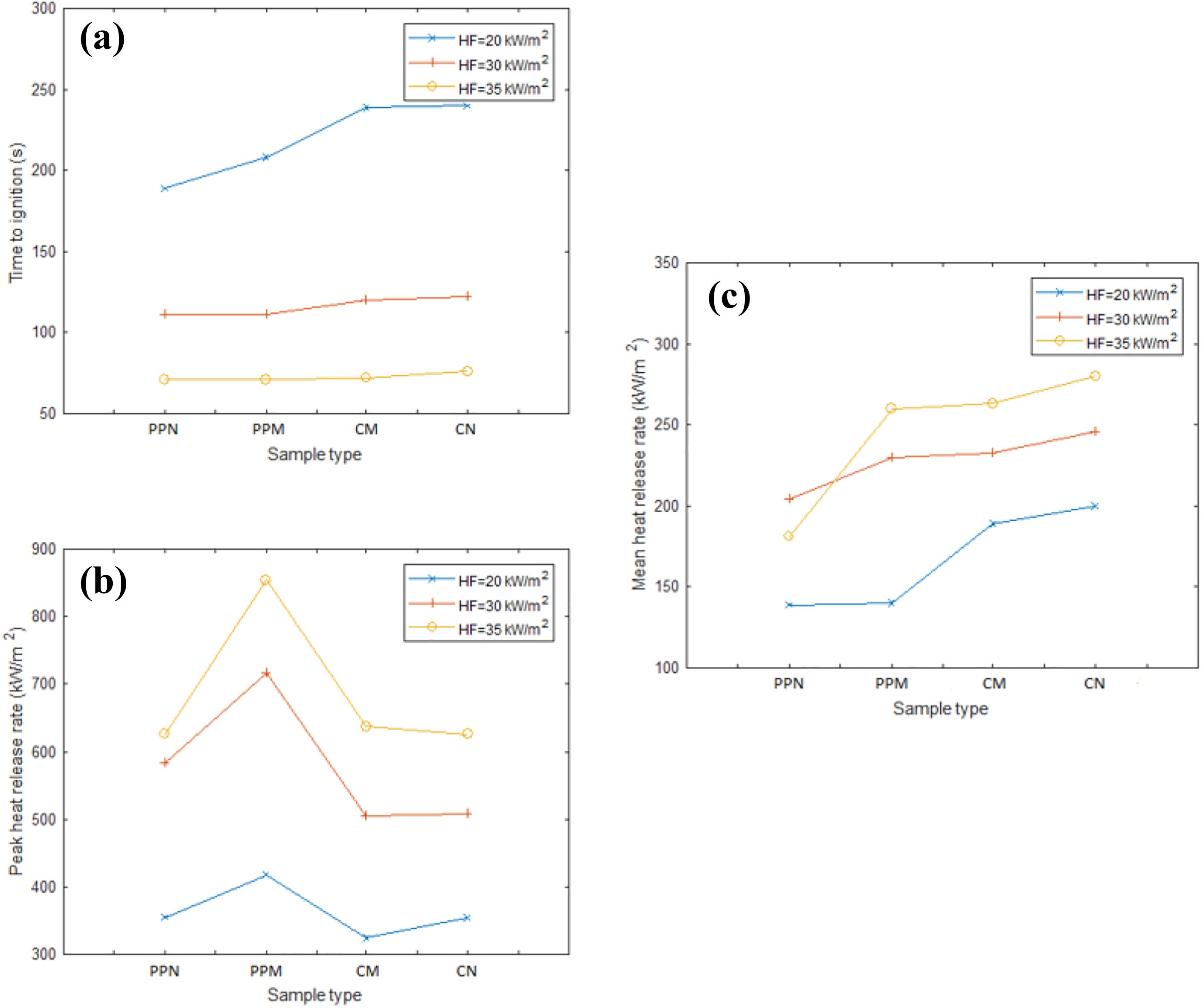
Effect of fibre length on (a) time to ignition, (b) peak heat release rate, (c) mean heat release rate.
Fibre length shows a significant effect on PHRR. At 20 kW m−2 of heat flux, continuous fibre reinforcement reduces the PHRR of PP by 32%, followed by 3-mm fibre reinforcement, which causes a 7% reduction in PHRR. The 12-mm-long fibre reinforcement behaves unexpectedly, causing an increase of 13% in PHRR of PP. At 30 kW m−2 of heat flux, both continuous fibre and 3-mm fibre reinforcements cause a 30% drop in PHRR of PP. Long fibre reinforcement causes a 7% reduction in PHRR of PP. At 35 kW m−2 of heat flux, short fibre reinforcement causes the most significant reductions among other fibre lengths. It reduces the PHRR of PP by 37%. Continuous fibre reinforcement causes 24% reduction, while long fibre reinforcement causes 10% reduction in PHRR. The effect of fibre length on PHRR is shown in Figure 7(b).
All fibre reinforcements affect PP negatively in terms of mean HRR. At 20 kW m−2 of heat flux, continuous fibre reinforcement causes the least significant increment to mean HRR of 33%, followed by long fibre reinforcement, which increases the mean HRR of PP by 39%. Short fibre reinforcement causes the most significant increment among fibre reinforcements, increasing the mean HRR by 49%. At 30 kW m−2 of heat flux, continuous fibre reinforcement has no effect on the mean heat release of PP. The 12-mm and 3-mm fibre reinforcements cause a 6% and 10% increment, respectively, in mean HRR of PP. At 35 kW m−2 of heat flux, fibre reinforcements appear to have no effect on mean HRR of PP. The effect of fibre length on mean HRR is shown in Figure 7(c).
In terms of mass loss, fibre reinforcements did not seem to have a noticeable effect on the mass loss behaviour of PP. This is seen in Figure 3. However, fibre reinforcement considerably reduces dripping of PP especially at lower heat fluxes. While virgin PP losses up to 40% of its weight via dripping at 20 and 30 kW m−2 of incident heat fluxes, with the presence of fibre reinforcement, the dripping reduces to around 5% for S, L and CM samples.
Effect of PP modification
Table 4 presents the average values of fire performance of modified PP (PPM), unmodified PP (PPN) and continuous fibre-reinforced PP made by both modified PP (CM) and unmodified PP (CN). PPN is used as a reference value, and all other values change is referred to as a percent change ‘in bracket’ of PPN.
The effect of PP modification on fire performance of PP and glass fibre-reinforced PP including % change ‘in brackets’ using PPN as a reference value.
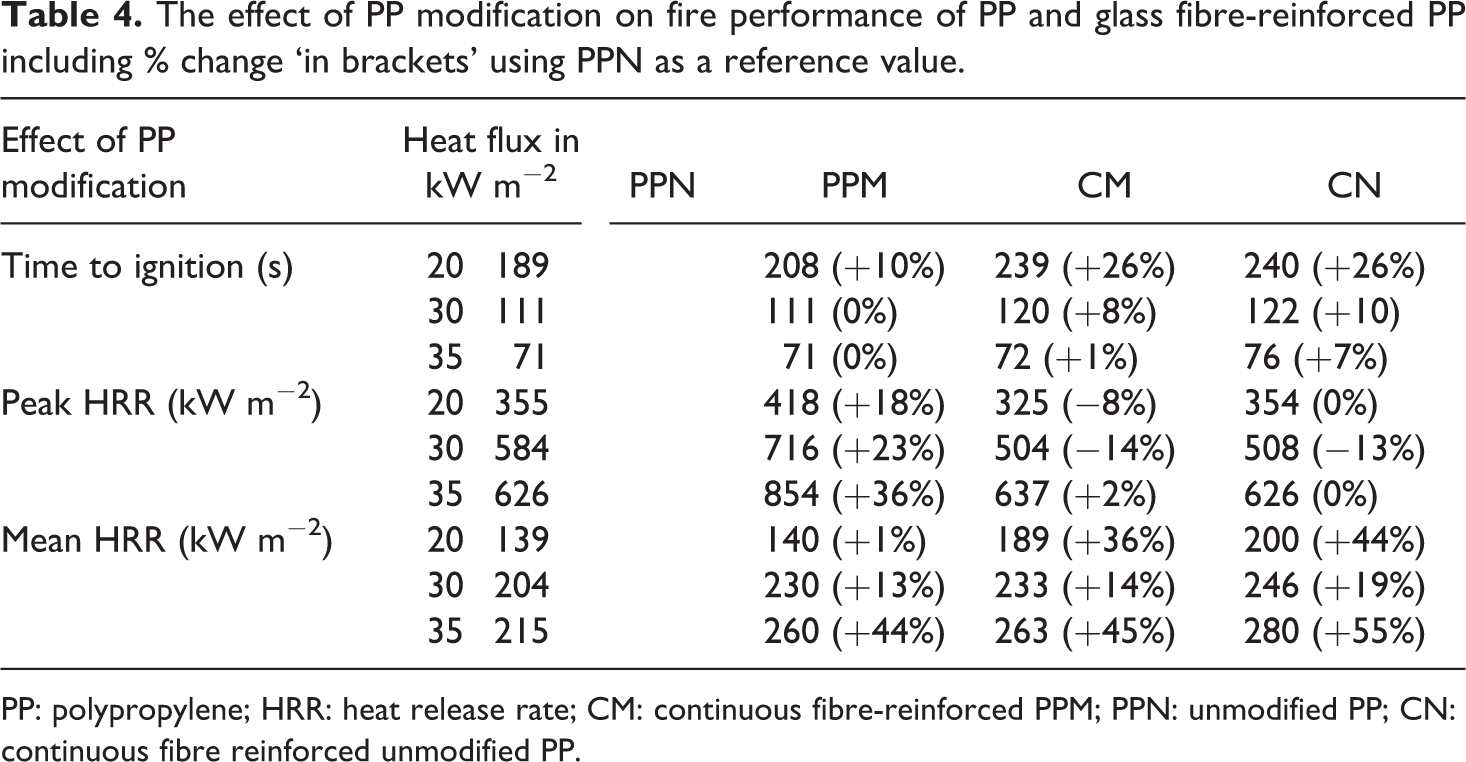
PP: polypropylene; HRR: heat release rate; CM: continuous fibre-reinforced PPM; PPN: unmodified PP; CN: continuous fibre reinforced unmodified PP.
In terms of time to ignition, at 20 kW m−2 of incident heat flux, PPM has a 10% higher time to ignition in comparison with unmodified PP, while CM and CN have a similar time to ignition. At 30 and 35 kW m−2, PPN and PPM have a similar time to ignition, while CM has a higher time to ignition than CN.
PPM has 18% higher PHRR than PPN as a result at 20 kW m−2 of heat flux. However, CM has 26% lower HRR than PPM and 8% lower HRR than PPN. At 30 kW m−2 of heat flux, PPM has a 36% increase higher PHRR in comparison with PPN. However, CM has 37% lower PHRR than PPM and 14% lower than PPN. At 35 kW m−2 of heat flux, CN and PPN have similar PHRR. PPM has 36% higher PHRR than PPN, and CM has a 2% higher PHRR than PPN.
In terms of mean HRR, at 20 kW m−2, PPM has a value similar to PPN. CM and CN have 36% and 44% higher mean HRR, respectively. At 30 and 35 kW m−2, PPN has the lowest mean HRR, while PPM, CN and CM has higher mean HRR values than PPN.
Discussion
Thermal conductivity of different fibre lengths
Fibre reinforcement exists in different length ranging from milled fibre all the way to continuous fibres. Typically, structural requirements and manufacturing considerations drive the choice of fibre. With the results presented in this article, it is now possible to assess how the choice of fibre length affects the fibre performance. The effect of fibre length on the thermal conductivity is investigated analytically in this section to look at the sensitivity of composites to thermal conductivity.
When assessing the fibre length effect on fire performance, one of the main material parameters to investigate is the thermal conductivity of composites. While the thermal properties of the fibre and matrix individually can be found in the datasheets, thermal properties of composite materials are more challenging to obtain for many reasons. Firstly, fibre volume fraction varies and is not always the same. Secondly, different fibres have different thermal conductivities. Finally, the thermal conductivity is influenced by the composite manufacturing method through the alignment of the fibres.
Thermal conductivity of fibre-reinforced composites can be estimated theoretically using equation (1) as follows 38

where


Kc is the thermal conductivity of the composite, Km is the thermal conductivity of the matrix, Kf is the thermal conductivity of the fibre, and f is the fibre volume fraction and AR is the aspect ratio of the fabric.
Using equation (1), thermal conductivity of glass fibre-reinforced PP can be estimated. Kf = 1 W m−1 K−1 for E-glass fibre. Km = 0.2 W m−1 K−1 for PP. Figure 8 shows the thermal conductivity for glass fibre-reinforced PP for different fibre volume fractions and aspect ratios.
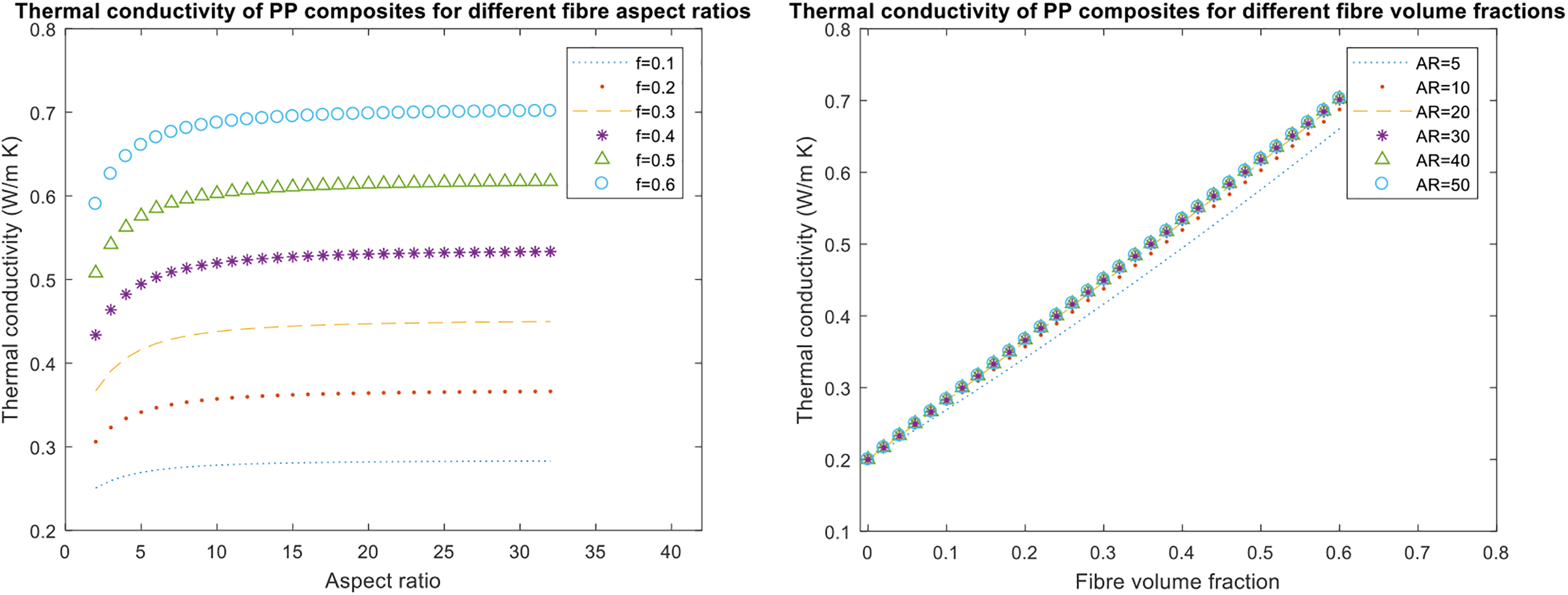
Thermal conductivity of glass fibre-reinforced PP at different aspect ratios and different fibre volume fractions.
The effect of fibre length on fire properties
The effect of fibre length on the performance of PP is somewhat unexpected. While the effect of fibre length on mechanical and thermal properties is linear, no trend was observed correlating the fibre length to the fire performance of PP. In addition, the presence of fibre reinforcement has no significant effect in mass loss and time to ignition of PP matrix.
Fibre reinforcement usually has a remarkable effect on the MLR and time to ignition. 10 Yet, in this article, no effect of the fibre on time to ignition and MLR was observed. This can be explained by the change in thermal conductivity of the fibre. Thermal conductivity is a function of fibre type, length and volume fraction. In this article, the weight fraction of the fibre is 30%. Hence, the fibre volume fraction is 13% (densities of fibre and matrix are 2600 kg m−3 and 900 kg m−3, respectively). Figure 8 shows that for fibre volume fraction lower than 20%, thermal conductivity of glass fibre composites is similar for fibre aspect ratio higher than 5. Fibre lengths in this article are 3, 12 and 100 mm, leading to aspect ratios around 6, 24 and 200. Thus, all fibre-reinforced composited are expected to have similar thermal conductivities, leading to a neglectable influence of fibre length on the fire performance of glass fibre composites having a low fibre volume fraction. It is important to note that this will not be the case if a fibres with a higher thermal conductivity is used or if the fibre volume fraction is increased.
An interesting finding is that 12-mm fibre-reinforced PP has the worst fire performance in terms of PHRR and MLR when compared to 3-mm and continuous fibre-reinforced PP despite having the comparable thermal conductivity, weight fraction and matrix. After further investigation, it was found that for the composite with the 12-mm-long fibres, fibres lofted during the cone calorimeter test occurred. This results in an increased out-of-plane angle of the fibres. This is a direct consequence of the lack of char produced by PP. We postulate that the lofting and resulting out-of-plane angle increases the through thickness heart transfer and also facilitates gas transfer from/to the burning front. Figure 9 shows an image of 12-mm-long fibre-reinforced PP post fire testing. When fibres make such an angle, the in-depth thermal conductivity can be increased up to 10 times its value. 39 An increase in thermal conductivity is to some level favourable as it leads to equal distribution of the heat over the sample. However, when thermal conductivity is too high, fire will travel very fast all over the sample causing a higher PHRR and higher MLR. In addition, fibre lofting can facilitate the gas transfer from and to the burning front. The 3-mm fibre is nested more finely and therefore does not loft to the same extent (Figure 10). Hence, no change in the thermal conductivity of 3-mm fibre-reinforced PP is expected. Continuous fibre-reinforced PP is long enough to be held down by the grill. Hence, its thermal properties is not expected to be changed.

Long 12-mm fibre-reinforced PP post fire testing.

Short 3-mm fibre-reinforced PP post fire testing.
The influence of matrix modification
In general, MH modification of PP increases the time to ignition at 20 kW m−2 of heat flux while it has no effect on time to ignition at higher heat fluxes. In terms of HRR, MH modification impacts negatively by increasing the PHRR of PP. The effect of MH modification on HRR of PP becomes more critical with the increase in heat flux. While the MH modification cause 18% increase compared to unmodified PP in PHRR at 20 kW m−2, the PHRR is increased by 23% and 36% compared to unmodified PP at 30 kW m−2 and 35 kW m−2, respectively. However, the negative effect of MH on HRR is completely reversed when glass fibre composites are made using the MH-modified PP, and in some cases, an overall improvement on PP composite performance is noticed.
The effect of MH on the fire performance of PP is surprising. The most likely explanation is that this is a result of improved adhesion between the fibre and the PP matrix. If this is true, then in cases where fire performance is a design parameter, a fibre/matrix compatabilizer that does not reduce the fire performance of the matrix but at the same time promotes strong matrix fibre adhesion would proof beneficial. These findings might provide a new direction for the optimisation and development of modified compounds.
Conclusion
Fibre-reinforced composites are influenced by many factors, including fibre length, fibre volume fraction and adhesion, between the fibre and the matrix.
The effect of fibre length is highly dependent on the volume fraction and the type of fibre. The lower the fibre volume fraction, the lower the influence of fibre length on fire performance of composites.
Fibre type plays an important role because fibres often have a thermal conductivity much higher than that of the matrix. If a fibre with high thermal conductivity is used (e.g. carbon fibre), it will impact the thermal conductivity of the matrix even at low fibre volume fraction and the composite will be more sensitive to fibre aspect ratio. On the other hand, fibres with relatively low thermal conductivity (e.g. glass fibre) will not have an impact on composite thermal properties at low fibre volume fraction and it will be less sensitive to fibre aspect ratio.
The alignment of the fibre before and during fire testing is one of the major factors influencing the fire performance of composites. Especially when a non-charring matrix (such as PP) is used. With the absence of char, fibres have more tendency to loft. When fibres are lofted, they cause an out-of-plane angle during fire testing. This effect will be particularly pronounced for low charring matrix materials with long enough fibres. The resulting increase in thermal conductivity and gas transfer is consequently affecting the fire performance.
Matrix modification can have a positive effect if it results in better adhesion between fibre and matrix.40,41 The improved adhesion significantly improves the fire performance of composite material. However, if the adhesion enhancing compatibilizer has poor fire performance, it will counteract the gains seen. Therefore, the choice of fibre/matrix compatiblizer with respect not only to interface promotion but also fire performance is critical and should be considered more frequently when optimising formulating composite compounds.
In this article, the analysis was performed with non-charring matrix, low conductivity fibre. The findings are very likely different for charring matrix, high conductivity fibre, and hence, similar experiments should be performed with different choices of matrices and fibres.
Supplemental material
Supplemental Material, Data_file - The effect of fibre length and matrix modification on the fire performance of thermoplastic composites: The behaviour of PP as an example of non-charring matrix
Supplemental Material, Data_file for The effect of fibre length and matrix modification on the fire performance of thermoplastic composites: The behaviour of PP as an example of non-charring matrix by Yousof Ghazzawi, Andres F Osorio, Darren Martin, Asanka P Basnayake and Michael T Heitzmann in Journal of Thermoplastic Composite Materials
Footnotes
Acknowledgements
The support of SABIC in the form of research funding, material processing and PhD scholarship is gratefully acknowledged.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by SABIC.
Supplemental material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.