
Abstract
The three-dimensional (3-D) printing with deposition of dual/multiple materials on alternative layers has been explored by some researchers for various engineering applications. But, hitherto, little has been reported on failure mechanism of dual/multiple materials 3-D printed parts in tensile and flexural testing. In this work, investigations were made to explore the tensile, flexural, morphological, and thermal properties of dual thermoplastic material (acrylonitrile butadiene styrene (ABS) and polylactic acid (PLA))-based 3-D printing of functional prototypes with low-cost fused deposition modeling process. The results of the study suggest that for mechanical properties of 3-D printed parts, the number of conversions, the number of negative conversions for selecting particular layer of thermoplastic material, and the number of layers (while selecting the alternative layer’s material) have significant effect. The maximum peak strength of 55.98 MPa (while tensile testing) was observed for combination of four consecutive layers of PLA and two layers of ABS, which is 15.81% higher than the ABS (48.34 MPa) and at par with the PLA-based 3-D printed functional prototype. Also, it has been ascertained that the deposition of ABS on PLA has better compatibility than PLA deposition on ABS platform. In case of flexural strength, single material-based 3-D printed parts have better properties. From fractured surface analysis, it has been observed that dual material-based 3-D printed prototypes have relatively large number of voids/porosity holes in comparison to single material-based 3-D printed prototypes, thus ultimately resulting in poor mechanical performance.
Keywords
Introduction
The fused deposition modeling (FDM) offers wide flexibilities in design and processing parameters of thermoplastic materials, which makes it worthy to be explored in different engineering applications. 1 In the last three decades, researchers have explored FDM for different thermoplastics, composites, and so on.2,3 The last decade has observed a rapid transformation in FDM application from material and design point of view. Complex geometries having meta-material shape have been printed and tested for their applicability for four-dimensional (4-D) applications. Various meta-material shapes, such as origami and kirigami, are available now, which possess dynamic properties as regard to their shapes and can be easily printed using basic FDM setup.4,5 The advancement in feedstock filament material of FDM is also one of the important aspects, which have been widely explored by various research groups. 6 In starting phase of FDM, researchers explored the effect of processing parameters on standard samples for characterization of the feedstock filament materials, such as thermoplastic matrix of polylactic acid (PLA),7–9 acrylonitrile butadiene styrene (ABS),10–12 and nylon.13,14 With the advancement of time, different materials were explored for the reinforced matrix of thermoplastic with various foreign agents, such as iron (Fe) powder, 15 alumina (Al) powder, 16 and zirconium powder. 17 A suitable relationship between mechanical properties, such as elastic constants and processing parameters, has been developed for the theoretical modeling, for composite bone manufacturing using FDM process. Bone structure with localized properties has been targeted for medical applications of FDM. 18 Researchers have explored the melt flow behavior of ABS, polypropylene (PP), and PLA with reinforcement of 10% copper and 10% Fe powder separately using simulation platform. It was observed that nozzle size, velocity, and pressure have a significant impact on the melt flow behavior of reinforced polymeric matrix. 19
Smart polymeric matrix of thermoplastics has been explored these days due to their properties, such as responsiveness to various external stimuli (magnetic field, electric field, pH value, etc.). It has been observed that when magnetite powder was reinforced with PLA, the formed polymeric matrix has shown superparamagnetic property and may have self-assembly application under the effect of an external magnetic field. 20 Effect of wood content and magnetite in thermoplastic matrix has shown that brittleness of feedstock filament increases but crash properties of matrix got increased up to some extent. 21 Multimaterial polymeric matrix has been explored by researchers for characterization of mechanical and morphological properties, and it has been observed that multimaterial feedstock filament and 3-D printed parts have far better mechanical and surface properties than hybrid feedstock filament of the same composite ratio.22,23 Researchers have explored and compared the application of ABS and PLA for tissue engineering, where scaffolds printed on FDM platform were subjected to cell growth and compatibility analysis, and it was observed that ABS and PLA have shown equal cell growth and it was observed that tissue regeneration was independent of the chosen thermoplastic, whereas the individual polymeric mechanical properties may have a significant impact of the flexibility of 3-D printed scaffold. Nucleus pulposus (NP) and chondrocytes were tested for the cell growth over the scaffold and it was observed that NP has shown more adaptability and cell growth matrix over the scaffold of thermoplastic. 24 The 3-D printing of multimaterials such as functionally graded layers has been performed and it was observed that at interface boundary, the layers may have some voids and porosity, which could become reason for its poor property. Moreover, the structural design for the specimen has given impact on mechanical strength of multimaterial printed parts. 25 Wood powder (0–50 wt%) reinforced matrix of PLA has been explored and characterized for its mechanical properties and it was observed that reinforcement up to 10% leads to enhancement of tensile strength, but above that negative impact has been observed for the increased loading of wood powder. Surface properties were also affected and rough structures with more voids were obtained. Cluster effect came into play for the high loading of wood powder into the PLA matrix. 26 Compression and dimensional stability studies for the ABS-based specimen have led to the result that the specimen held good repeatability for the 3-D printing conditions and maximum compressive strength of 42 MPa has been obtained. It has been observed that the printing direction has significant effect over the compressive properties of specimen. 27 The shrinkage stress, which was observed for the nylon-6-based 3-D printed parts, was one of the key problems. It has been observed that the addition of maleic anhydride-grafted poly (ethylene 1-octene) leads to low shrinkage stress and parts were dimensionally stable for the processed condition of FDM. 14 The reinforcement of Al-Al2O3 into the matrix of nylon polymeric base was prepared and feedstock’s filaments of the prepared matrix were drawn from extrusion machine, and it has been observed that for reinforcement of Al up to 30 wt% and Al2O3 up to 14 wt%, better melt flow index has been shown and could be used for FDM applications. The reinforcement of Al particles has led to decrease in mechanical properties of nylon. 28 The electrical conductivity for multiwalled carbon nanotube (MWCNT)-reinforced PLA matrix has been explored and it was observed that the prepared composite-based prototype held high electrical conductivity for the 3-D printed liquid sensor. 29 Reinforcement of graphene nanoparticles (up to 4 wt%) in the ABS matrix has been studied for the mechanical properties of the printed part and it was observed that the graphene improved the tensile strength of composite and the printed part held excellent tensile modulus and storage modulus. Moreover, the thermal stability of composite-based part was also found better than the virgin ABS. 30 The polymeric matrix of polyvinylidene fluoride (PVDF) when reinforced with barium titanate (BaTiO3) and the functional properties of prepared composite, such as piezoelectric behavior, pyroelectric behavior, and dielectric behavior, have been tested for the FDM printed part and it was found that the piezoelectric constant (approximately three times higher) was improved and was greater than the object prepared by solvent casting method. 31 The MWCNTs/BaTiO3/PVDF multicomposite has shown enhanced dielectric property, whereas 1.7 wt% CNT, 45 wt% BaTiO3, and 53.3 wt% of polymeric matrix were the optimum composite ratio that has shown maximum properties. 32 PP matrix when worked with FDM setup and the properties were optimized for the input processing parameters, it was observed that the orientation angle of 0°, layer thickness of 0.35 mm, and infill of 100% have shown maximum tensile properties and morphological properties also supported the observations. 33
From the literature survey, it has been observed that to enhance the mechanical, morphological, and thermal properties of FDM printed parts, various researchers have explored different routes, such as material processing, varying the input process parameters, and adopting different complex designs, including multimaterial printing. But, hitherto, little has been reported on the failure mechanism of dual material printing with alternative layers of different thermoplastics (such as PLA and ABS) in 3-D printing. Therefore, an effort has been made to explore tensile and flexural properties for dual material matrix-based 3-D printed prototype according to ASTM D638 type IV and ASTM D790 standard, respectively. Further morphological properties such as fractured surface analysis have been performed using photomicrographs taken from toolmaker microscope and image rendering has been performed for surface roughness profile.
Materials and methods
In the present work, virgin PLA and ABS have been used as thermoplastic base, and multilayers of PLA and ABS were printed using the FDM setup (Make: Divide by Zero, Pune, India). Standard feedstock filaments of PLA and ABS were procured from the local market. Totally, 12 different combinations have been printed (selected randomly) and FDM processing parameters were kept constant (Table 1). Figure 1 shows the 2-D view for standard geometries of specimens: (a) for flexural and (b) for tensile testing. Figure 1(c) and (d) shows the 3-D view of samples prepared on FDM setup. The prepared samples were subjected to universal tensile testing machine (UTM) of capacity 5000 N on which flexural and tensile testing were performed and stress versus strain diagrams were plotted. The fractured samples were then subjected to toolmaker microscope and cross sections were photomicrographed (at 30× magnification). The photomicrographs taken on toolmaker microscope were further processed with image processing software, and relative surface roughness profiles were recorded for validation of observed trends. Figure 2 shows the methodology used for the investigation of alternative layers of printed dual material.
Combination of alternate layers of ABS and PLA and fixed parameters of FDM.
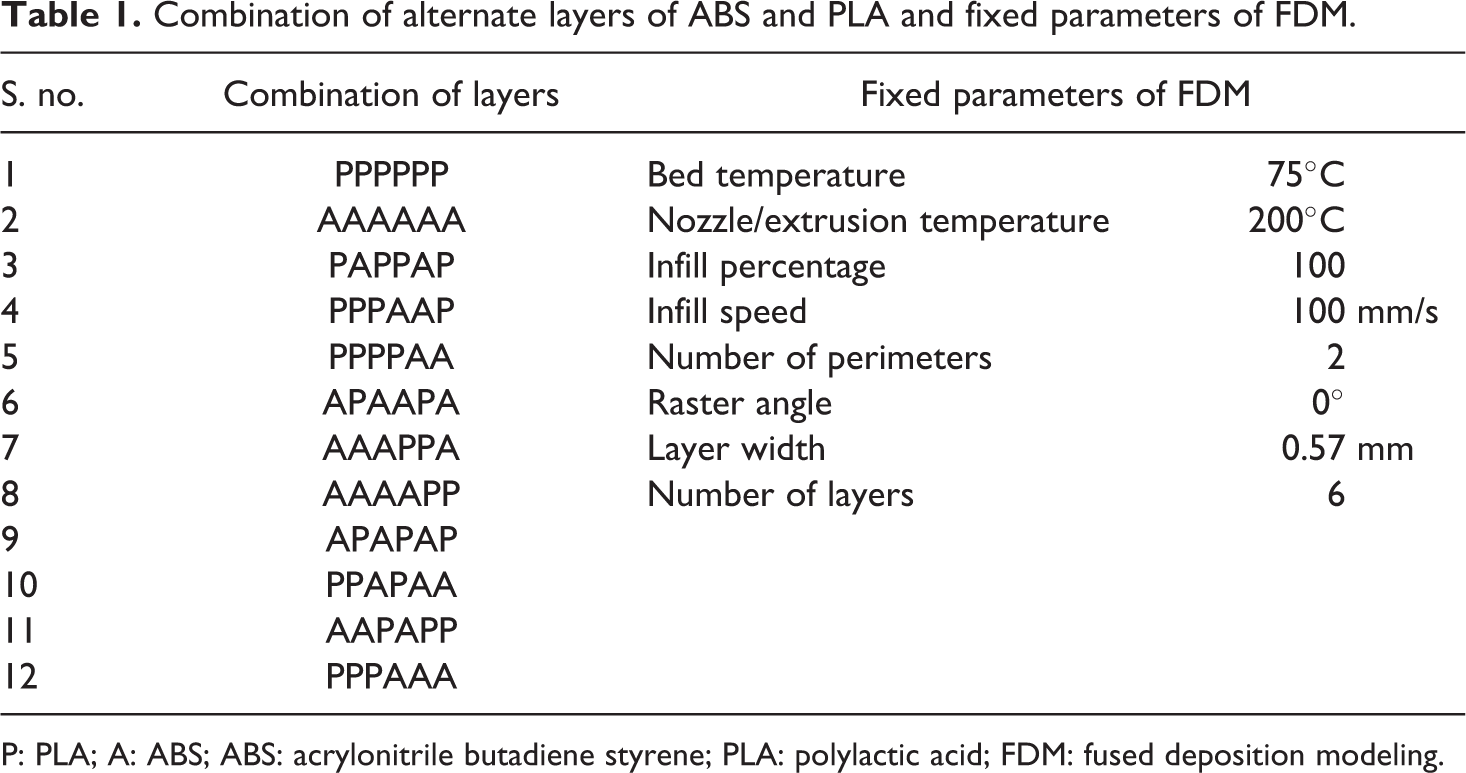
P: PLA; A: ABS; ABS: acrylonitrile butadiene styrene; PLA: polylactic acid; FDM: fused deposition modeling.
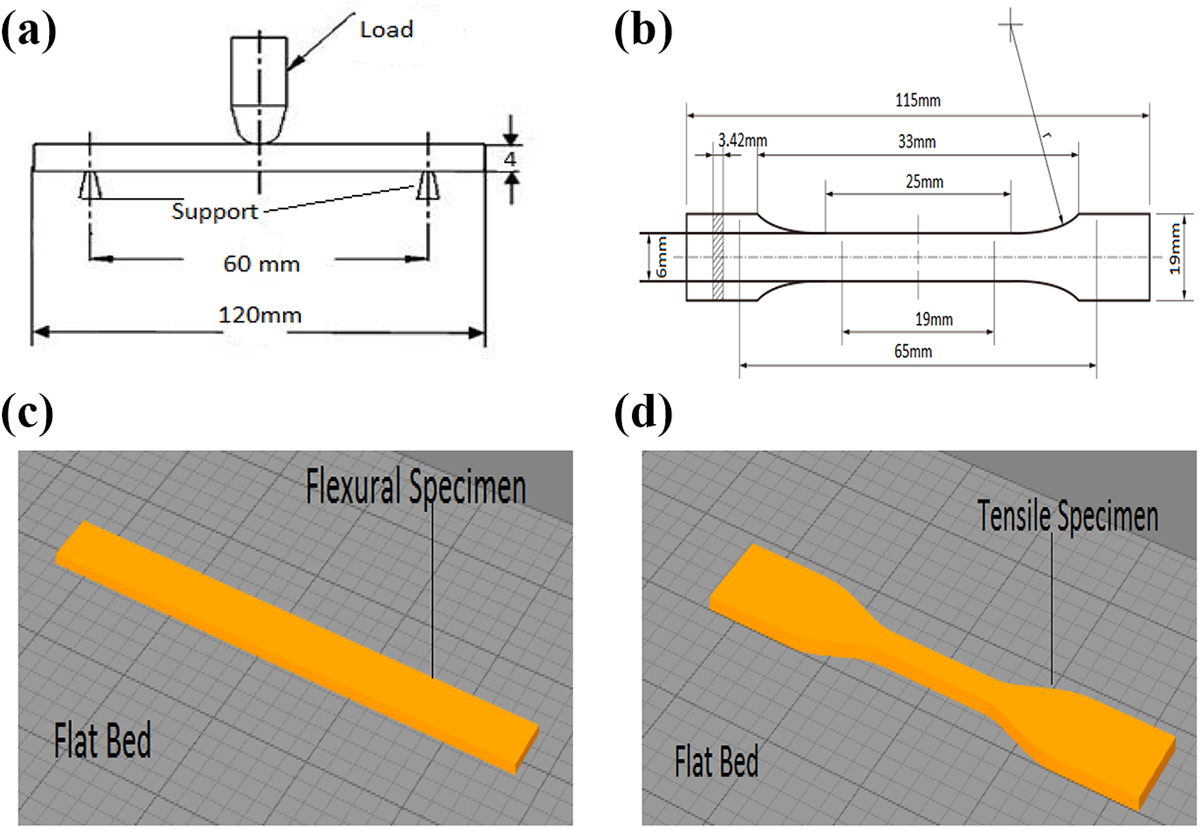
(a) The 2-D view of flexural specimen (ASTM D795), (b) 2-D view of tensile specimen (ASTM D638 type IV), (c) 3-D view of flexural specimen, and (d) 3-D view of tensile specimen. 2-D: two-dimensional; 3-D: three-dimensional.
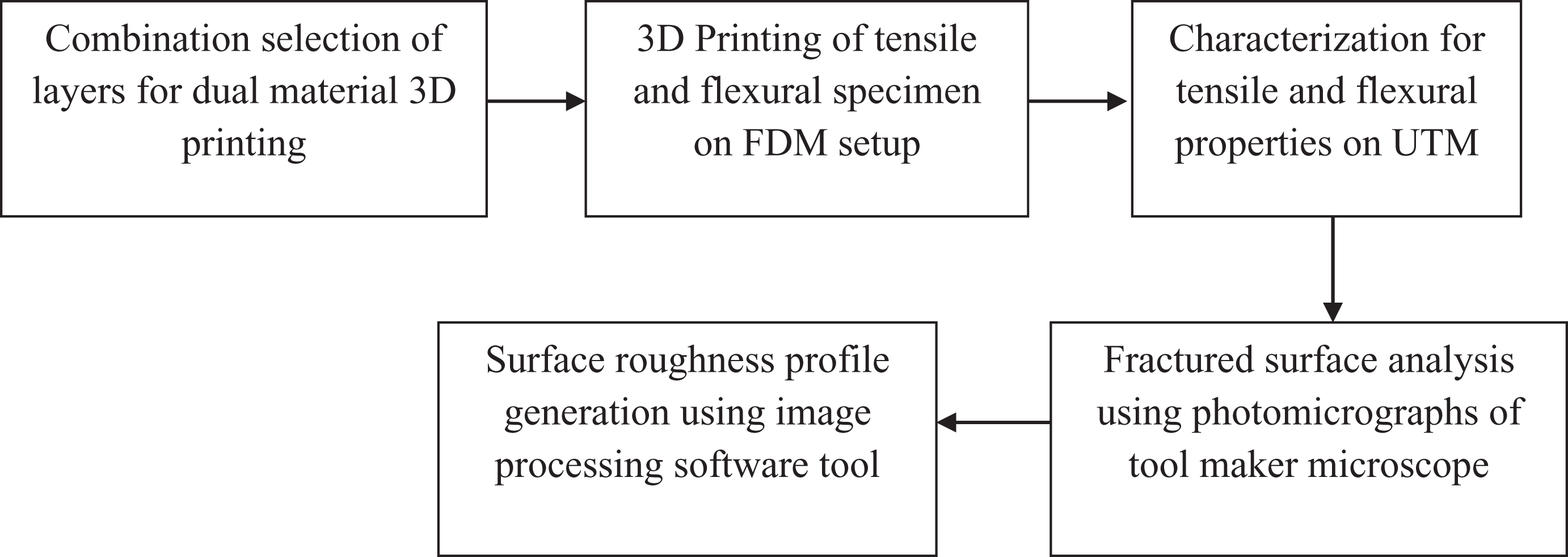
Methodology used for investigation of dual material printed tensile and flexural prototype.
Experimentation
3-D Printing on FDM setup
The feedstock filament of ABS and PLA of diameter 1.75 ± 0.05 mm was used for printing alternate layers per fixed combinations (Table 1). Three samples for each combination were printed and the average of three observations has been reported. Figure 3(a) and (b) shows 3-D view of printed prototypes of tensile and flexural, respectively.
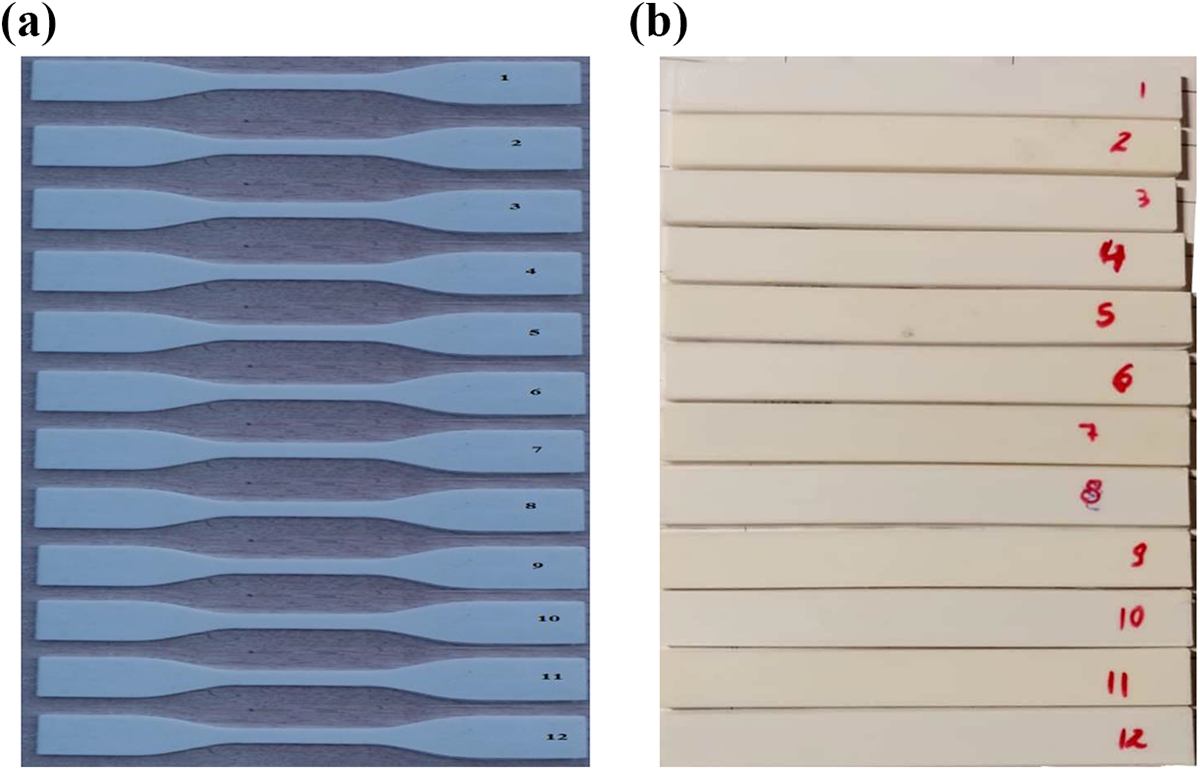
(a) Tensile prototypes printed on FDM. (b) Flexural prototypes printed on FDM. FDM: fused deposition modeling.
Tensile and flexural testing
The 3-D printed samples were tested for tensile and flexural properties, such as peak strength, break strength, peak load, break load, and modulus of toughness. The prototypes were tested at a uniform speed of 30 mm/s. The stress versus strain diagram for tensile (Figure 4) and flexural (Figure 5) properties was plotted using in-built software attached with UTM setup. The area under stress versus strain diagram was used to find modulus of toughness (in tensile testing), which would be beneficial to comment on its crash application.
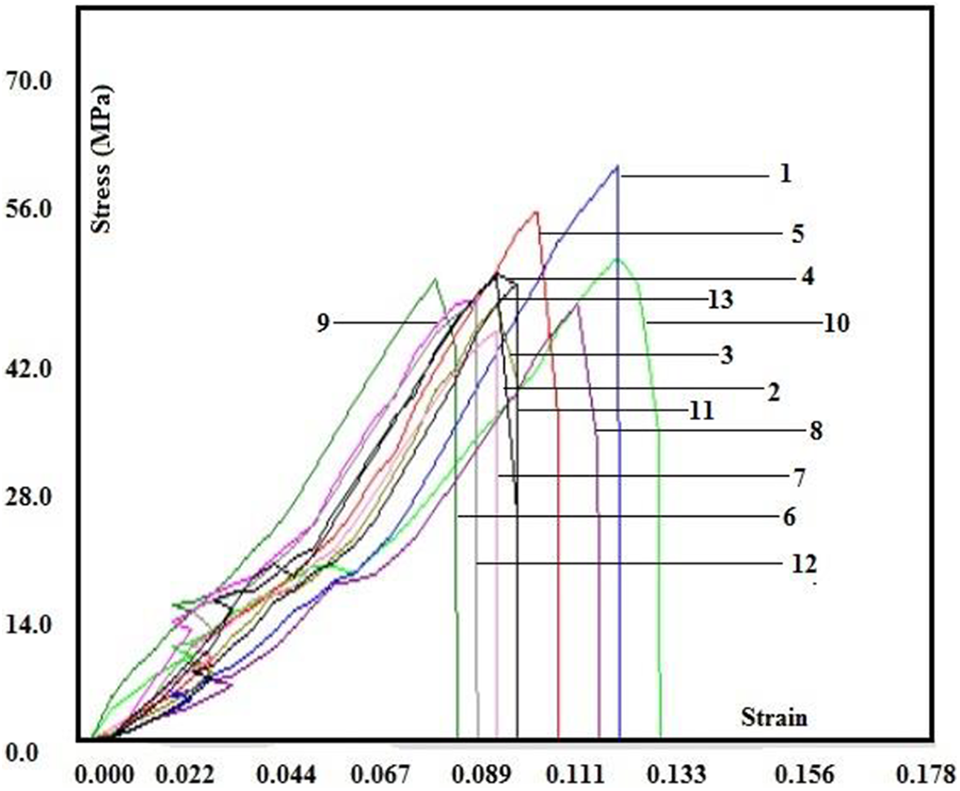
Stress versus strain diagram for tensile properties.
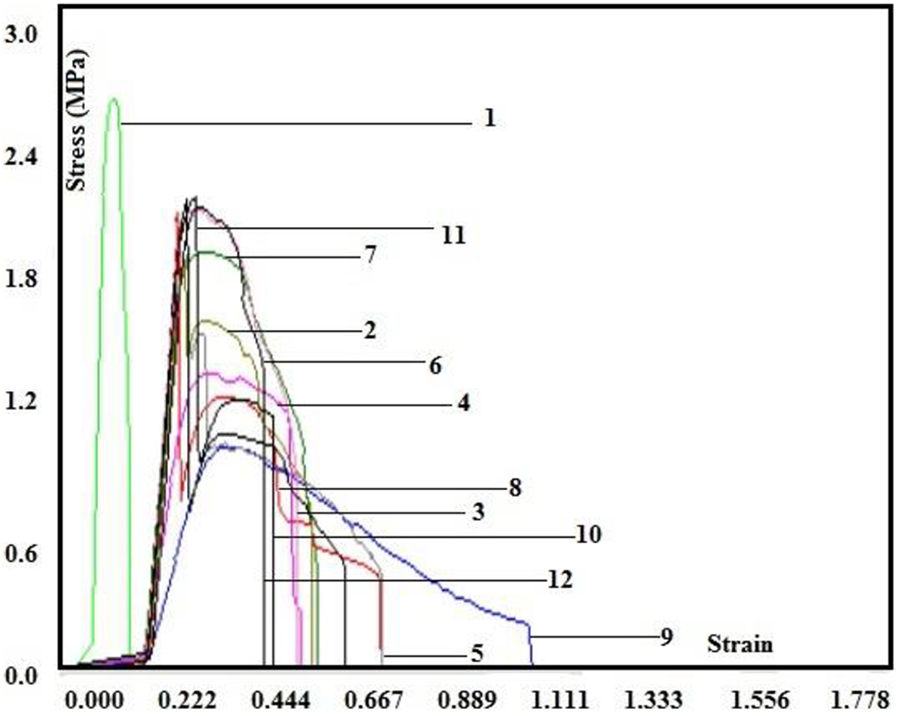
Stress versus strain diagram for flexural properties.
Morphological property testing
Toolmaker microscope was used to explore the fractured surface after tensile testing of 3-D printed prototypes. All samples were tested at cross section of fractured surface and photomicrographs were taken at 30× magnification. The photomicrographs were used to process the details and surface roughness profile was taken using an image processing tool, which helped in determining the physics behind the trends observed for the tensile and flexural properties.
Differential scanning calorimetry
The samples of PLA and ABS were tested for thermal properties using differential scanning calorimetry (DSC) setup (Make: Mettler Toledo, Mettler-Toledo India Private Limited, Mumbai, India). The PLA and ABS grains were tested for two thermal cycles varying from 25°C to 190°C and 25°C to 230°C, respectively. The two cycles of thermal heating and cooling were performed to know whether the samples were thermally stable for cycling heating and cooling or not.
Results and discussion
Tensile testing results
The tensile testing with a uniform speed of testing has suggested that the tensile properties were maximum for single printed PLA material (peak strength of 59.51 MPa) and worst (42.44 MPa) for the AAAPPP layer combination (Table 2 and s. no. 7 in Table 1). This may be due to the difference in glass transition temperature (Tg) of ABS and PLA material. The difference in Tg of selected grade of PLA (57–60°C) and ABS (105–110°C) may have played a significant role in adhesive strength among the 3-D printed dual material layer combination.
Tensile properties of 3-D printed prototypes.a
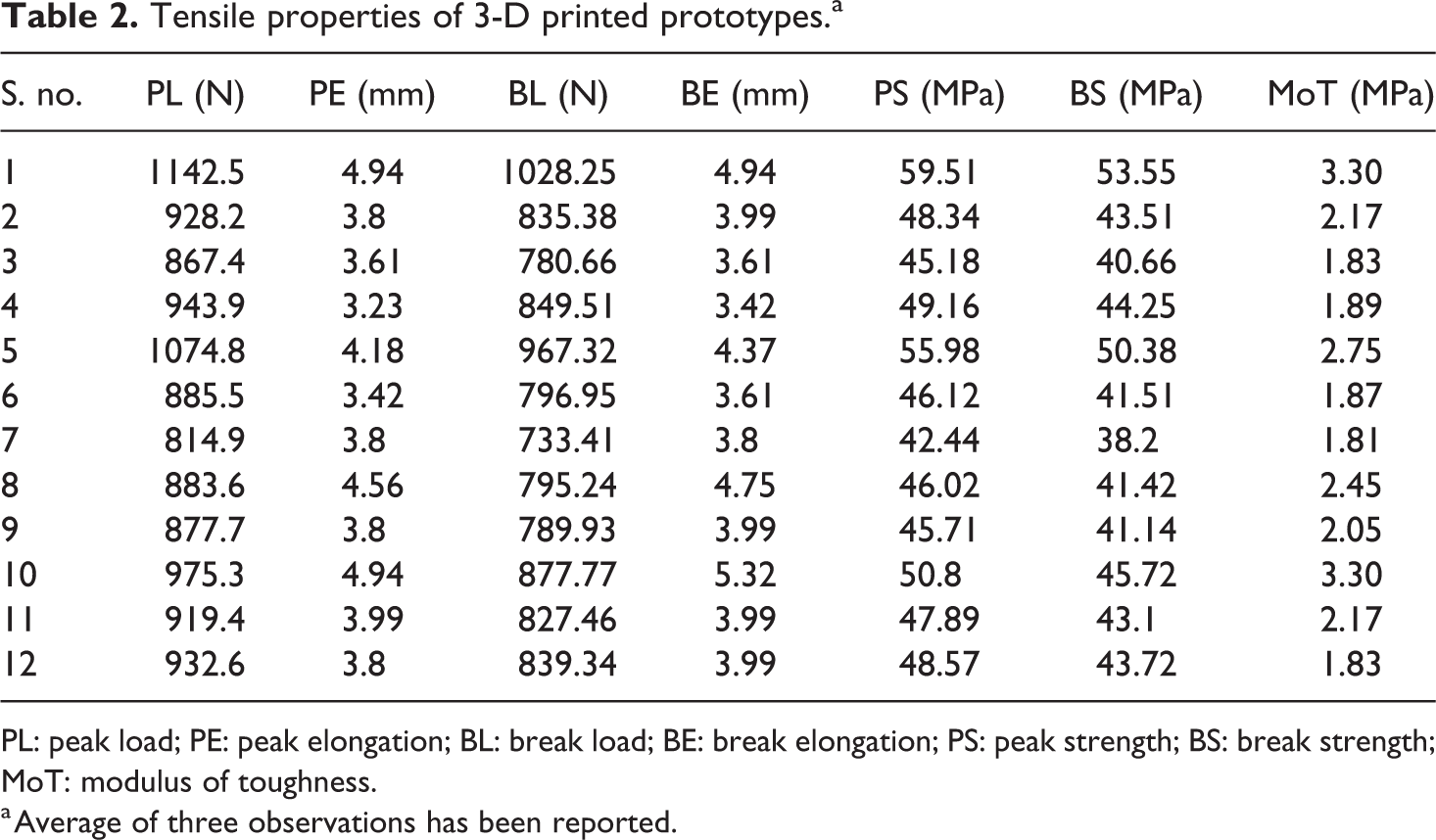
PL: peak load; PE: peak elongation; BL: break load; BE: break elongation; PS: peak strength; BS: break strength; MoT: modulus of toughness.
a Average of three observations has been reported.
The tensile properties for different combination of layers have shown some interesting observations (Table 2). The mechanical properties for some of the combination of dual material 3-D printed layer with alternate layer fashion have shown improvement in peak strength than the tensile properties for single material 3-D printed part of ABS. It was observed that the peak strength of 55.98 MPa (for the PPPPAA combination, per s. no. 5 in Table 1) was 15.81% higher than the single ABS matrix-based 3-D printed prototype. This may be due to the fact that when ABS (with higher Tg) is printed on the platform of PLA (with low Tg), heat transfer rate between successive layers is high. This may be because the normal bed temperature is 75°C and when PLA acts as a substrate for printing successive layer, it becomes 57–60°C, which provides proper heat of fusion for two different material layers. For the AAAPPA combination (s. no. 7 in Table 1), the tensile properties were worst (42.44 MPa), which suggested that the printing of PLA over the layers of ABS was not a good selection for structural and nonstructural engineering applications of thermoplastics. This again may be due to the reason that the ABS having high Tg provides high temperature/heated substrate/platform for successive layer of PLA (with lower Tg), hence resulting into sidewise flow of PLA over the ABS layer while printing. To substantiate this fact, two new terms are being introduced: number of conversions (NoC) and number of negative conversions (NoNC) (Table 3). The NoC means the number of times the alternative layer material is changed and NoNC refers to the situation when PLA is being deposited on ABS layer. For example, if one deposits six layers in 3-D printing, per the following layer combination: ABS-PLA-ABS-PLA-PLA-ABS, then NoNC can be taken as two. Since the deposition of ABS layer on PLA layer results into defect-free 3-D printing (visual observation) but deposition of PLA on ABS platform results into problem related to over/side flow of material (mainly due to high Tg of ABS in comparison to PLA), for this case, NoC is four. It has been observed that in commercial 3-D printing applications of dual and multiple materials, NoC and NoNC followed by uniform division of thermoplastic material layers have a significant effect, which can be treated as Singh’s thumb rule in selection of the number of layers/NoC and NoNC (may be called dual-/multimaterial printing control factors in dual-/multimaterial 3-D printing).
ABS/PLA number of conversions, negative conversions, and number of layers.
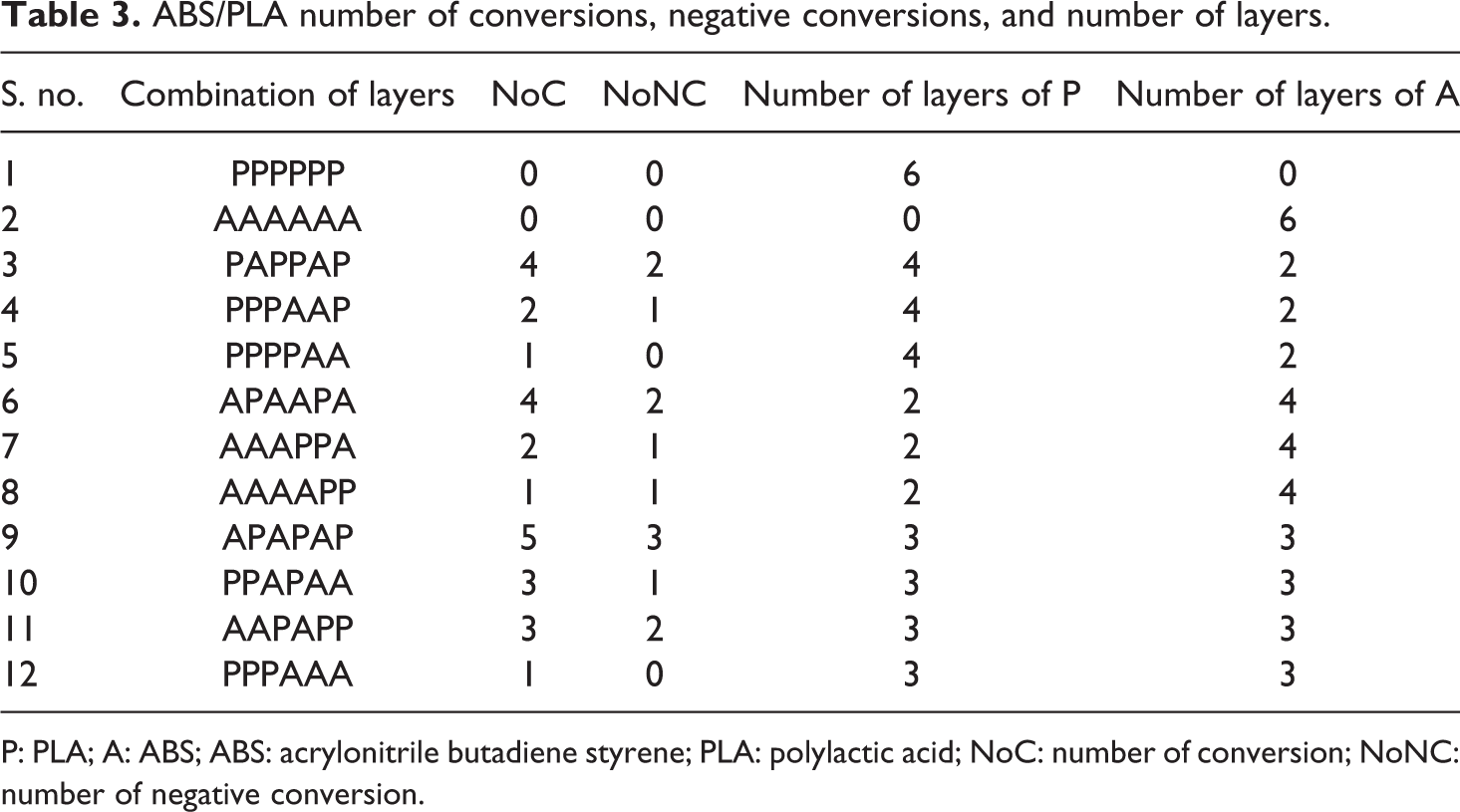
P: PLA; A: ABS; ABS: acrylonitrile butadiene styrene; PLA: polylactic acid; NoC: number of conversion; NoNC: number of negative conversion.
As observed from Table 3, for better mechanical properties, following preference may be given: NoC (first preference) > NoNC (second preference) > number of P (third preference) > number of A (fourth preference). For example, if one compares s. no. 5 and s. no. 12 (with same NoC and NoNC), sample prepared at s. no. 5 should be better than s. no. 12, as it has more number of P. This can be counter verified from observations made in Table 2.
From the stress versus strain diagram for tensile properties (Figure 4), it was observed that the highest peak for stress was observed for the single material 3-D printed part of PLA, whereas the second highest curve for stress versus strain was observed for the combination PPPPAA (s. no. 5 in Table 1). From stress versus strain diagram, the area under the curve was calculated and it was observed that the highest modulus of toughness (3.30 MPa) was noted for the sample, per s. no.1 (PLA) and s. no. 10 (PPAPAA) of Table 1. This may be due to the fact that in both combinations, the first layers were built of PLA material and the last layers in case of s. no 10 were built of ABS material. From this observation, it is ascertained that the compatibility of ABS material onto the surface of PLA is higher than the PLA on the surface of ABS.
Flexural testing results
When the flexural prototypes were subjected to UTM testing, it was observed that the flexural properties were greatly reduced in comparison to single material matrix printed of PLA for the different set of combinations, as provided in Table 1. But on comparing the flexural properties for different set of combinations of dual material 3-D printed specimens with single ABS base matrix 3-D printed part (s. no. 2 in Table 1), then it was observed that flexural properties were improved (Table 4). The poor flexural properties were observed for the sample as s. no. 9 (7.86 MPa), which is a combination of APAPAP matrix in which base layer was made up of ABS material and alternative layers of materials were printed due to which least adhesive character existed for the selected combination and it was observed that all the layers get destructed and got separated with flexural loading (Figure 6(a) and (b) fractured samples of tensile and flexural testing, respectively).
Flexural properties of 3-D printed prototypes.
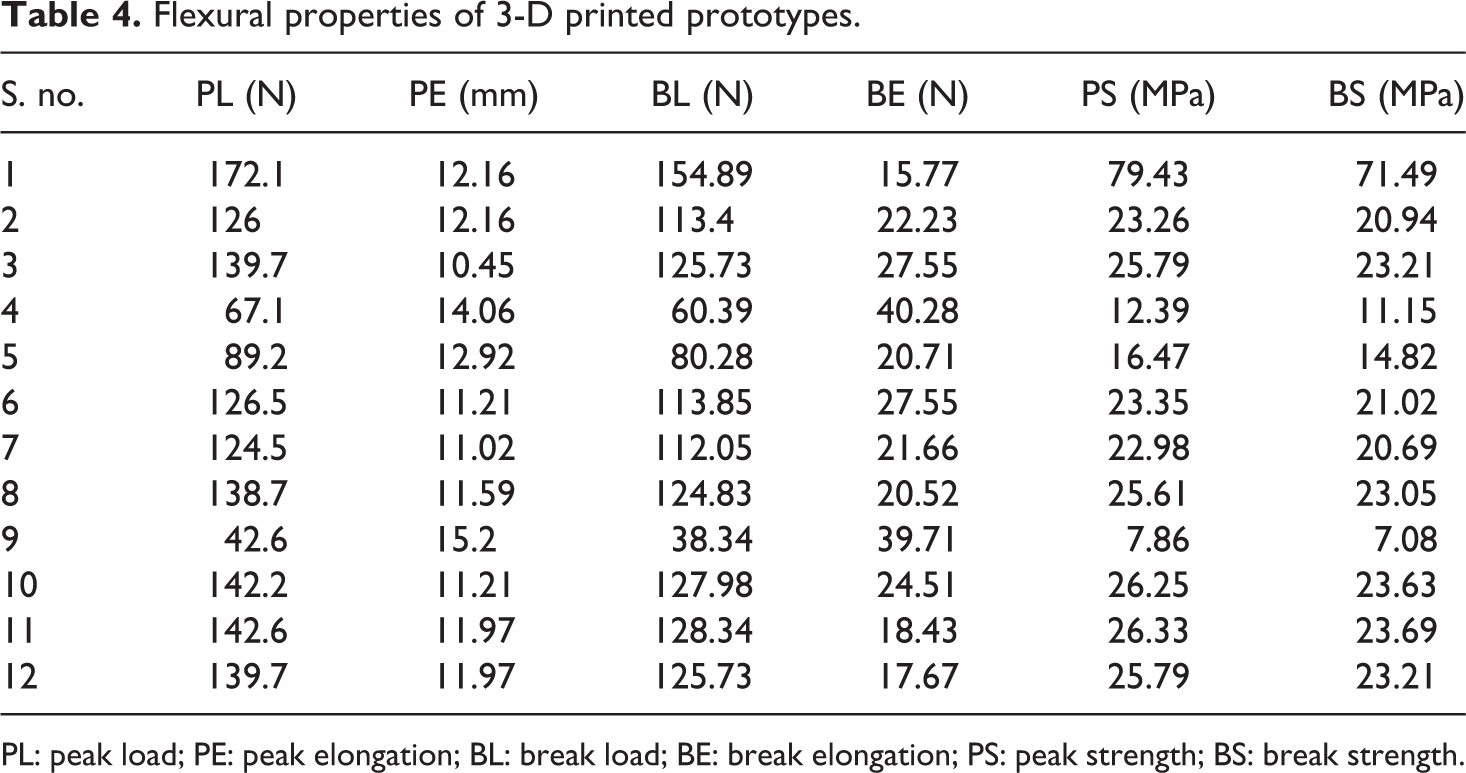
PL: peak load; PE: peak elongation; BL: break load; BE: break elongation; PS: peak strength; BS: break strength.
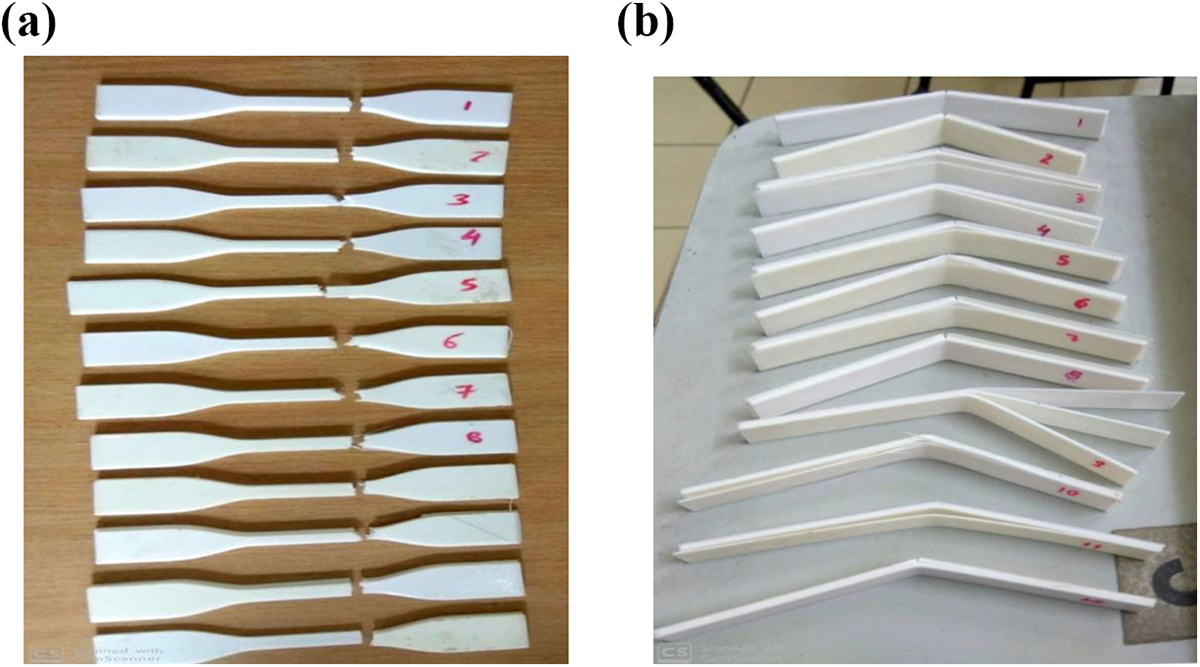
(a) Fractured tensile specimens and (b) fractured flexural specimens.
The 3-D printed samples of ABS and PLA were also compared with the injection molded samples, which showed that the 3-D printed ABS sample has shown mechanical performance at par with injection molded sample of ABS, whereas PLA 3-D printed sample has shown a little dip in mechanical performance (Table 5).
Differences in mechanical properties of injection molded and 3-D printed samples.
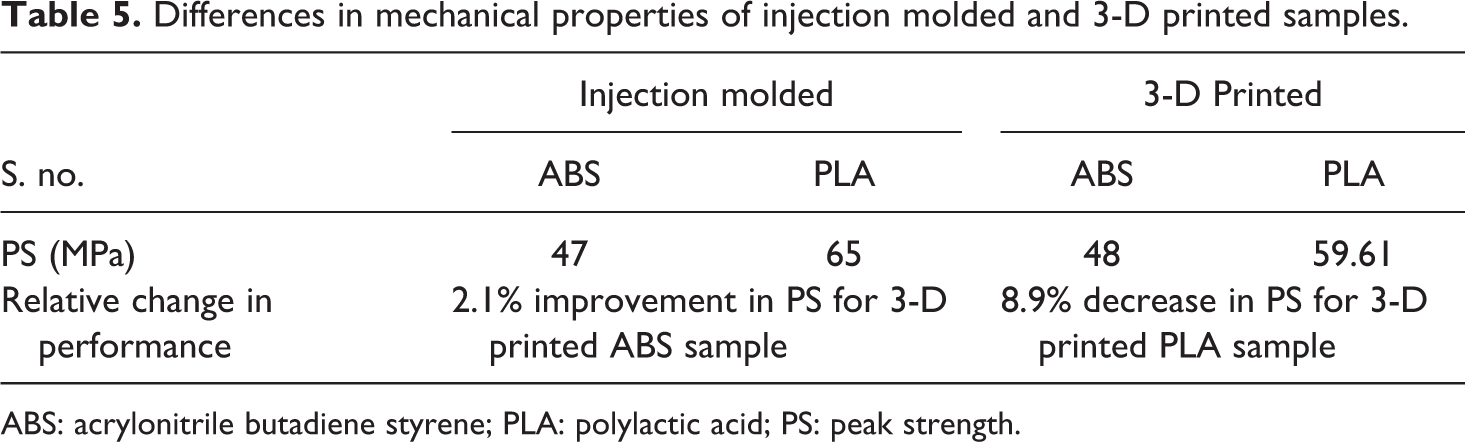
ABS: acrylonitrile butadiene styrene; PLA: polylactic acid; PS: peak strength.
Fractured surface analysis
The cross sections of the fractured surface of tensile tested specimens were subjected to toolmaker microscope, and from photomicrographs, it was observed that for the single polymeric matrix, the cross-section surfaces possessed less voids and uniformly joined successive layers, whereas the dual material-based 3-D printed prototypes held relatively a large number of voids/porosity holes and poor adhesiveness among different layers, as shown by Figure 7. The poor mechanical properties of 3-D printed dual material matrix may be due to the large number of voids present in successive layers. Due to relatively the large number of voids, the adhesive strength among the different layers was poor, and thus, tensile and flexural properties got affected. To further validate the surface results, the photomicrographs were processed with image processing tool and 3-D rendered images of fracture surfaces were taken and surface roughness profile was plotted and it was observed that the mechanical (tensile and flexural) properties were functions of its morphological properties. The 3-D printed samples, which held better mechanical properties, also held low surface roughness (as suggested by Figure 8). The low surface roughness (Ra value) eventually contributed toward better diffusion of the material in layer fashion and better bonding strength was observed in prototypes, whereas the 3-D printed samples of dual material matrix held poor surface roughness (high Ra value), which was due to improper bonding of two different materials at successive layer, which ultimately affected negatively on its mechanical performance. Figure 7 shows the photomicrographs of the fractured cross section using toolmaker microscope at 30× scale with rendered 3-D image and surface roughness profile. The minimum Ra value of 6.75 nm was observed for the PLA-based prototype, which also held best mechanical performance, and maximum Ra value was observed for s. no. 7 (11.57 nm). Similar observations have been observed by previous researchers.34–40
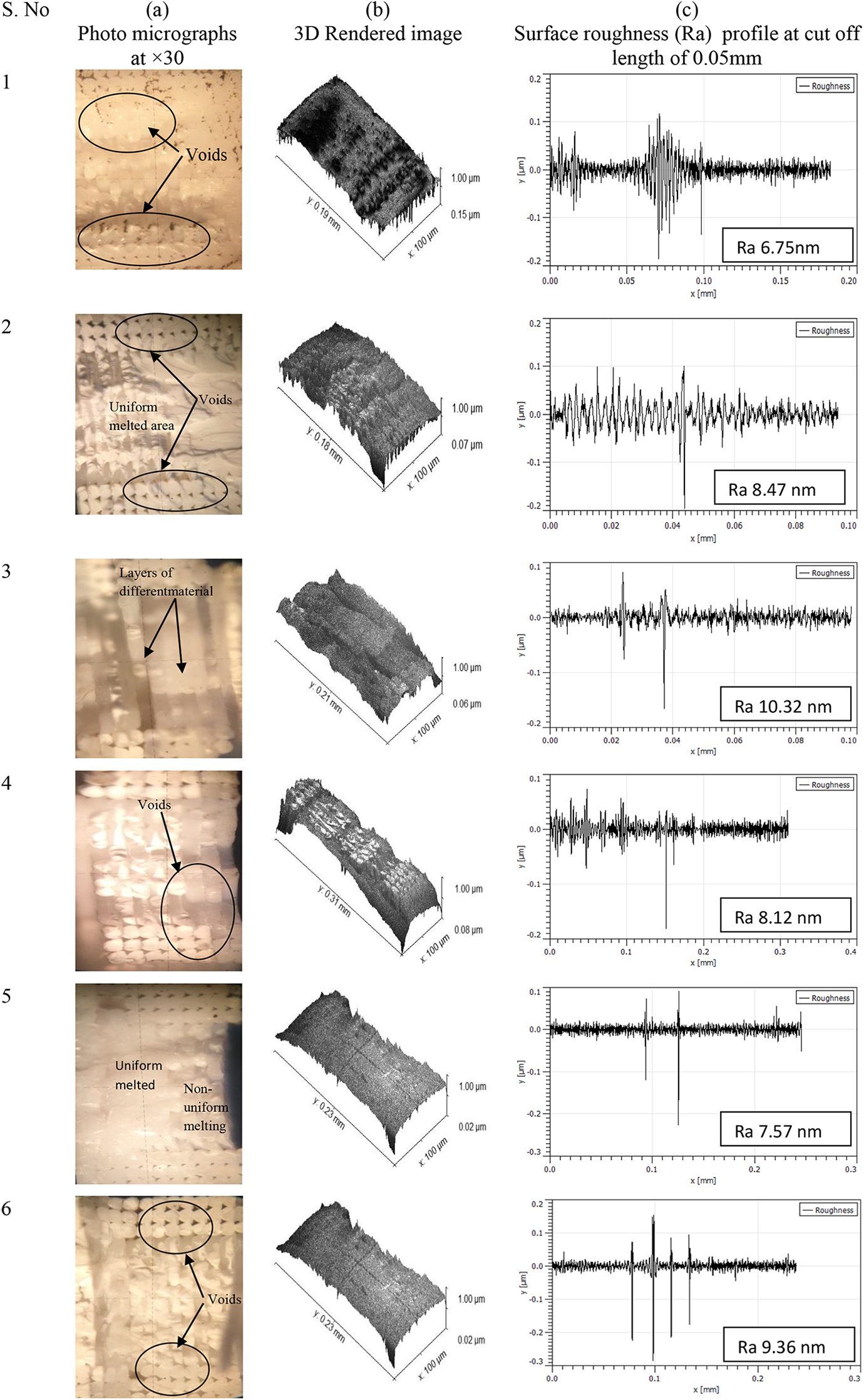
The 3-D printed tensile specimens of fractured surface: (a) Optical photomicrograph at ×30, (b) 3-D rendered images, and (c) Ra profiles. 3-D: three-dimensional.
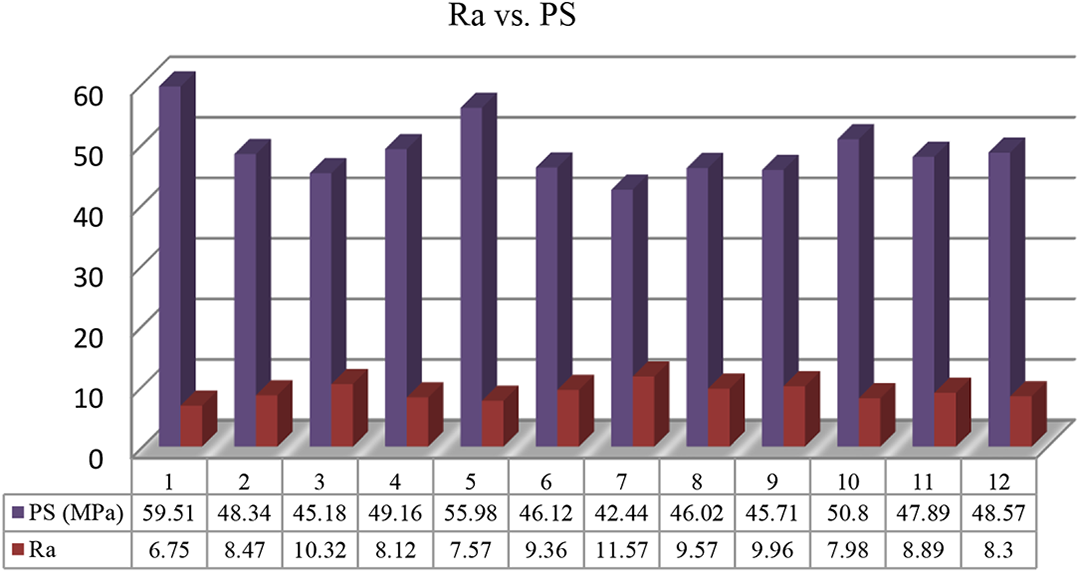
Relation between Ra and peak strength of 3-D printed tensile samples.
Figure 9 shows 3-D rendered image and surface roughness profile of ABS and PLA samples of 3-D printed surface (other than fractured surface). Based on Figures 7 and 9, it has been ascertained that surface roughness of the fractured surface is little higher than the 3-D printed surface.
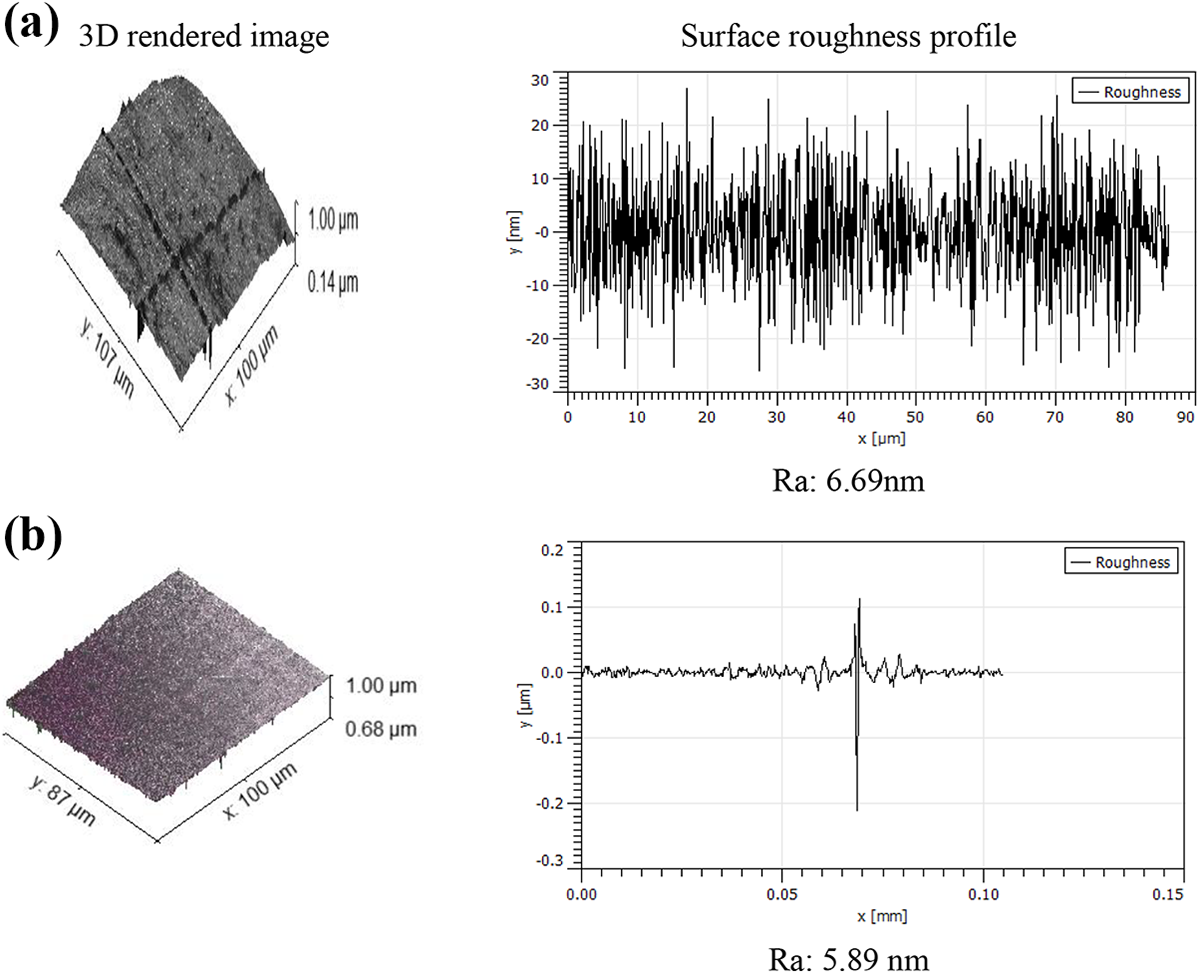
The 3-D rendered and surface roughness profile for (a) ABS and (b) PLA.
DSC results
The DSC curves (Figure 10) show that the PLA was thermally stable for the two cycles of heating and cooling and there was a little difference in the thermal properties of PLA, such as peak and end set points, but for ABS, the melting temperature was not obtained (as ABS is a combination of three monomers due to which it was hard to find the melting point from flat curve of ABS). The reported literature also highlights that the processing temperature of ABS is 220–250°C.41–43 It should be noted that the present study deals with the investigation of multimaterial 3-D printing of ABS and PLA matrix for single functional prototype and it has been observed that the printing of ABS on PLA layer was found to be compatible, whereas PLA on ABS platform seems to be noncompatible, which may be due to the reason that there was a large gap in the melting temperature, that is, for ABS, it was 210–230°C, and for PLA, it was 170°C, whereas the 3-D printing was performed at constant nozzle temperature of 200°C, which means that the PLA layers were in complete molten state but ABS was in semimolten form. The fusion of semimolten (ABS) on molten material (PLA) was compatible, whereas the fusion of molten material on semimolten platform was noncompatible.
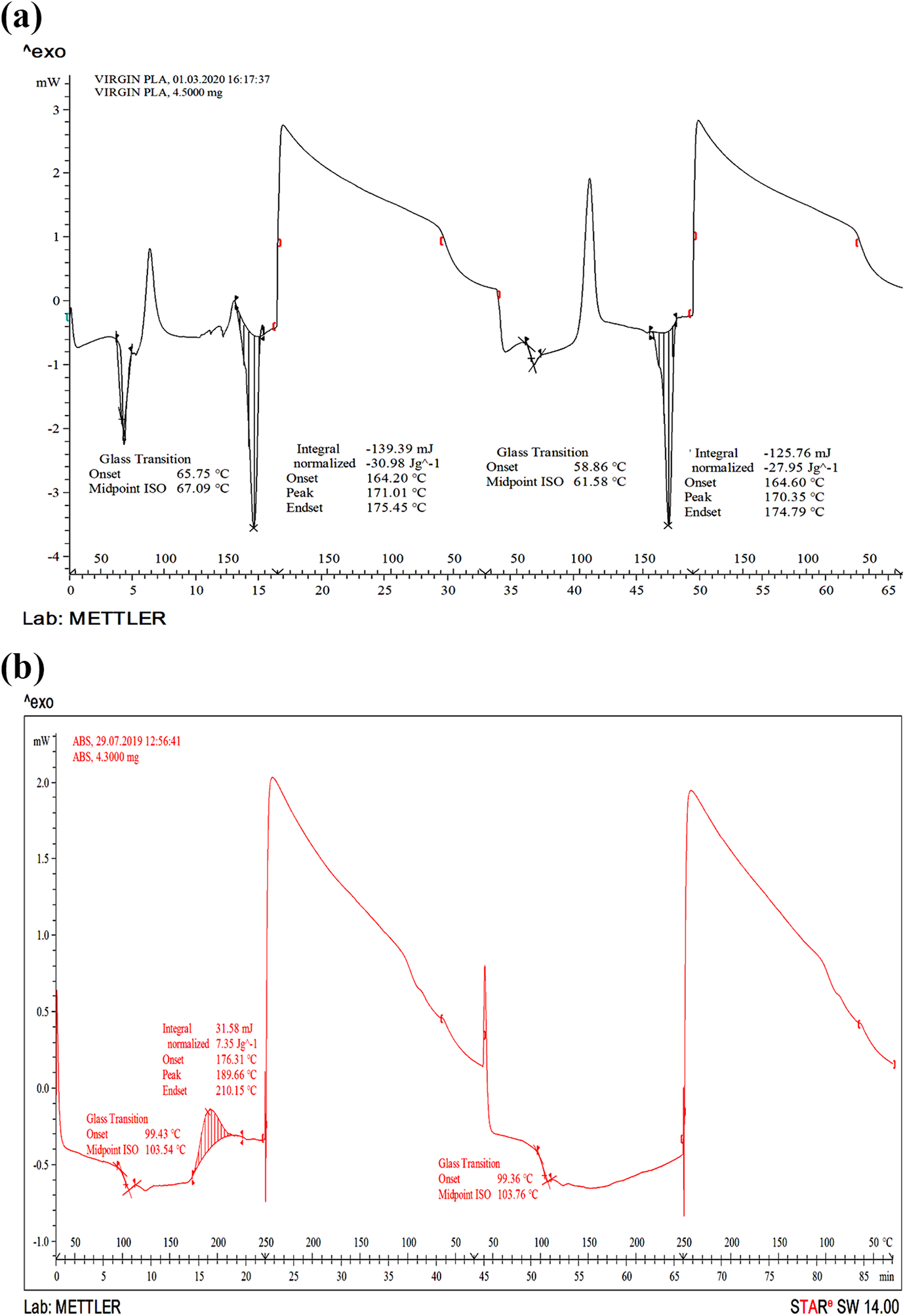
DSC curve for (a) PLA and (b) ABS.
Conclusions
In this present work, an effort has been made to explore the mechanical and morphological properties of alternate layers of dual material matrix 3-D printed prototypes of ABS and PLA. The following are the conclusions from this study: The mechanical properties of dual material-based 3-D printed prototypes were significantly reduced in comparison to single material matrix of PLA. But the dual material-based 3-D printed prototype held better properties for some combination of alternate layers of ABS/PLA when compared to single material matrix-based 3-D printed prototype of ABS. From experimental results, it has been ascertained that for mechanical properties of 3-D printed parts, NoC, NoNC for selecting particular layer of thermoplastic material, and the number of layers (while selecting the alternative layer’s material) have significant effect. Peak strength (while tensile testing) for the combination of PPPPAA matrix (s. no. 5 in Table 1) (55.98 MPa) was 15.81% higher than the single ABS matrix-based 3-D printed prototype. Also, it has been ascertained that the deposition of ABS material on the PLA held better compatibility (from better mechanical properties view point) than the PLA deposition on ABS platform. From fractured surface analysis, it may be concluded that dual matrix-based 3-D printed prototypes held relatively a large number of voids/porosity holes in comparison to single material matrix-based 3-D printed prototypes, thus ultimately resulting into poor mechanical performance. From image processing of fractured cross sections, it may be concluded that high Ra value for dual material matrix-based 3-D printed prototypes was also one of the reasons for poor mechanical properties. The thermal analysis based on DSC evaluation has also supported the observed mechanical performance of ABS and PLA matrix-based dual material 3-D printed functional prototypes.
In the present work, the focus was only on establishing tensile and flexural properties of dual material-based 3-D printed prototype using different layer combinations of ABS and PLA without using any design of experiment (DOE) technique. Further analysis may be made by selecting DOE-based input parameters of the FDM process, layer combination, postprocessing techniques, and so on. Also, the same study may be extended to other different commercially available thermoplastics based upon their Tg, rheological, and morphological characteristics.
Footnotes
Acknowledgements
The authors are thankful to Manufacturing Research Lab (Department of Production Engineering), Guru Nanak Dev Engineering College, Ludhiana, and Thapar Institute of Engineering and Technology, Patiala, for technical support in this project.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.