
Abstract
Basalt fiber was first treated in a mixture of formic acid (FA) and dichloromethane (DCM) to reduce its diameter down to one micrometer. Electrospinning process was utilized to produce treated basalt fiber (TBF)-reinforced nylon 6,6/epoxy (NY/EP) hybrid nanofibril composites. NY/EP polymers have been dissolved in 80:20 mixture of FA/DCM solvent to form a homogenous solution. TBFs with different weight ratios of 5, 10, 15, 20, and 25 wt% were added to NY/EP (ratio of 5:1). The morphology of the hybrid nanocomposites was investigated by scanning electron microscopy and their compositions were analyzed using energy-dispersive X-ray spectroscopy. The thermal properties were studied by differential scanning calorimetry and thermogravimetric analysis. The mechanical properties of the hybrid nanocomposites, including tensile strength and modulus, are improved with respect to NY/EP hybrid nanofibers. An increase of 76% and 87% in tensile strength and Young’s modulus was acquired, respectively, at 15 wt% of TBF. Also, the addition of TBF increased the thermal stability of nanofibril composites.
Keywords
Introduction
Nanofibers, a special classification of nanomaterial, have the different physical characteristics of an individual nanoscale diameter assembled into a macroscale film, which endows them with the capability to attach the invisible nanoworld with the obvious macro world.1,2 In electrospinning, an electric field is utilized to constrain the deposition of polymer fibers on a target substrate. The method does not require the usage of coagulants or high temperatures to produce solid fibers from the solution. This process is therefore particularly suitable for the generation of fibers from large and complex molecules. Electrospinning from molten precursors is also used to evaporate the solvent from the final product. 3 In electrospinning process, an electrical charge is utilized to draw nanofibers from a solution. 4 A new modified triaxial electrospinning process was strongly explained to permit us to precisely tune drug announcement from nanoscale formulations. 5 Electrospun nanofibers are lightweight having small pore size, large specific surface area, and excellent mechanical performance, which make them addressing as candidates in the medical field, 6 filtration, 7 textiles, 8 sound-absorbing materials, 9 gas and chemical sensors, 10 and scaffolds for tissue engineering applications.11,12
Epoxy (EP) resin is a commonly thermosetting polymer utilized to make composite materials, because of its higher benefits such as low shrinkage, great mechanical properties, resistance to corrosive liquids and environment, excellent performance at elevated temperatures, and good adhesion to different substrates, 13 as well as its potential to be modified by suitable reinforcement, according to the required characteristics.14,15 For all that, healed EP is an extremely cross-linked polymer, and its nature as a thermoset resin results in brittleness of material structure, which ultimately leads to low fracture toughness.16,17
Nylon 6,6 (NY) has chemical compatibility with the EP matrix 18 as well as its physical and mechanical properties. NY is characterized by superior properties and it can be utilized to fabricate electrospun nanofibers. 19 Therefore, mechanical properties of CFR-EP laminates interleaved with electrospun NY nanofibers were investigated. 20 Investigating the tensile properties and morphological characterization of NY nanofiber yarn reinforced EP nanocomposite. 21 Electrospun PA 66 nanofibers were fabricated and used as an interleaf material to enhance the mode-I fracture toughness of CF/EP composites. 22 Nylon 66 nanofibers loaded with different graphene amounts were strongly produced with the stable process and great fiber quality, applying an optimized solvent system suitable both for electrospinning. 23 Recently, ultrafine hybrid fiber was fabricated from a solution consists of thermoplastic, polystyrene and thermosets, and EP polymers in dimethylformamide solvent by utilizing electrospinning technique. 24 Also, hybrid NY/EP nanofiber produced by using the electrospinning technique. 25
Basalt fiber (BF) is a high-performance inorganic silicate fiber and generally fabricated by heating the basalt rocks and extruding molten liquid through a die in the form of fibers. 26 Basalt rocks, suitable for BF production, are inexpensive and easily available around the world. 27 Based on the specific nature of the rock, various categories of BFs, with different chemical compositions and mechanical properties, can be achieved. The last generation of BFs is characterized by excellent sound insulation properties, heat resistance and good resistance to many chemicals. 28 The quasi-static tensile and fatigue properties of EP-based laminates reinforced with woven fabrics of basalt compared to E-glass and carbon fibers with the same areal density. The experimental result confirmed that the elastic properties and stress at break of BFRP laminates were 20% and 30% larger than that of GFRP laminates. 29
The interfacial bonding strength of BF to PA 6,6 effectively enhanced by plasma polymerization of APTES to the BF surface. 30
As most of the imported BFs are sized for bonding only with a distinct resin, it is important to build up an enhanced surface treatment technique for each material application, in this way expanding the general potential for replacing existing glass fiber.31,32 The BF surface treatment methods announced so far are like the conventional methods utilized for glass fibers, including silane coupling treatment and plasma treatment. The purpose behind this is that BF is like glass fiber as far as of its chemical composition and structure. 33 On account of silane coupling treatment, the fibers are dunked in an ethanol solution, in which a silane coupling agent is dissolved to modify the fiber surface. This is the most usually utilized method for surface treatment; however, the disadvantages of this method are its low yield and restricted effectiveness. 34 The effects of silane coupling agent modifications were investigated on the mechanical performance of the BF-reinforced acrylonitrile butadiene styrene composites. 35 BF and polyamide-6 are observed by mechanical properties analysis and morphology examination for polytetrafluoroethylene matrix blends. 36 The polypropylene (PP) nanocomposites carrying nano clay particles and BF are settled in the presence of maleic anhydride grafted PP as compatibilizing agent. 37
The present study is an attempt to treat BFs using a mixture of formic acid (FA) and dichloromethane (DCM) to reduce its diameter, and then fabricated treated basalt fibers (TBFs)/(NY/EP) nanofibril composites by using electrospinning technique. The mechanical, morphological, and thermal properties of the prepared composites were also investigated.
Experimental
Materials
NY (average molecular weight ≈ 262.35 g mol−1, catalog number is 429171) was supplied by Sigma-Aldrich. EP resin (KEMAPOXY 150) with a density of 1.11 ± 0.02 g cm−3. FA and DCM were supplied by Elnasr pharmaceutical chemicals Co., Egypt. The homogeneous solutions were obtained by dissolving (NY/EP) in a mixture of FA/DCM 80/20 wt%. 25 BFs (tensile strength: 3 GPa; modulus: 86 GPa), according to “Mineral and chemical composition of basalts in the neighborhood of Giza, Egypt, 38 we had chosen six of October basalt for carrying out our study.
Treatment of BFs
BFs were treated in a mixture of two solvents, FA and DCM. The fibers were cut into a settled length equal to 10 mm and then immersed in the solution (FA/DCM, 80/20 wt%) at room temperature. The treating time ranged from 30 days to 135 days. Fiber samples are taken weekly and dried on the paper to be then scanned and measuring the diameter of the fiber. Finally, after 135 days, the TBFs were dried before using it in the electrospinning process.
Electrospinning process
TBFs solutions were prepared with five ratios (5, 10, 15, 20, and 25 wt%) by adding it to the NY/EP ratio of 5:1 and was performed according to previous work. 20 First, NY/EP/solvent solution was prepared a ratio between NY/EP (5:1) and NY/solvent (8 wt%) under continuous stirring at room temperature for 3 h to obtain a homogeneous solution. Then, TBFs were added to the solution and stirred for 3 h at room temperature. These prepared solutions were then utilized in electrospinning. The polymer solution was loaded into a 10 mL glass syringe that was attached to a stainless steel needle (inner diameter of 0.9 mm).
A high voltage power supply was utilized to generate an electric field of 25 kV between stainless steel needle and a metal collector of 15 × 15 cm dimensions was grounded and centered horizontally. The electrospun fibers were collected on an aluminum foil covers the metal collector. The collector was located 20 cm vertical distance from the needle tip for the deposition of nanofibers and was adjusted for all experiments
Scanning electron microscope
Morphology of the fabrics and surface morphologies of the BF before and after the treatment were characterized using scanning electron microscope (SEM, JEOL JSM-5600LV) at the Central Laboratory for Elemental and Isotopic Analysis (Atomic Energy Authority Nuclear Research Center, Egypt) with an energy-dispersive X-ray (EDX).
Tensile test
According to ASTM D3039 the tensile test was conducted to determine the stress–strain performance of the BF-reinforced polymer composites. INSTRON testing machine (model 2519-107, National Research Centre, Egypt), with 5000 N maximum load cell capacity and strain rate of 0.2 mm min−1, was used to investigate the tensile strength of NY/EP and TBFs reinforced hybrid NY/EP fibers. Three tensile samples of 40 mm gauge length and 10 mm width were trimmed from each combination, and the results were averaged. This showed the tensile strength of the polymer composites.
Differential scanning calorimetry
Differential scanning calorimetry (DSC) technique (Scientific and Technology Center of Excellence (STCE), Cairo, Egypt—DSC Q2000), scanning from −80°C to 350°C, was utilized to obtain the thermogram and evaluate glass transition temperature (Tg).
Thermogravimetric analysis
Thermogravimetric examination was performed using a thermogravimetric analysis (TGA) instrument (TGA Q500; STCE), scanning from 25°C to 450°C at a heating rate of 10°C min−1 to investigate the thermal stability.
Results and discussions
Morphology of BF and TBF
The surface morphology of BFs before and after treatments was analyzed by SEM. Figure 1 shows that the untreated BF has a relatively smooth surface with a diameter of 3174 nm. After 30 days of treatment, the surface of BFs is seriously damaged and the fiber diameter begins to decrease (2700 nm). Increasing of treatment time (30–75 days) cracks extend along the axial direction and also extend into the interiors of the fibers at the same time, which were mainly lump-like and protuberance-like. The damaged surfaces are partially healed after 120 days. Probably the cracks are filled with some chemical reaction products. As seen the diameter of BF decrease by scanning the sample after 7 days until 135 days, the surface of basalt remains to smooth surface and diameter (807 nm).
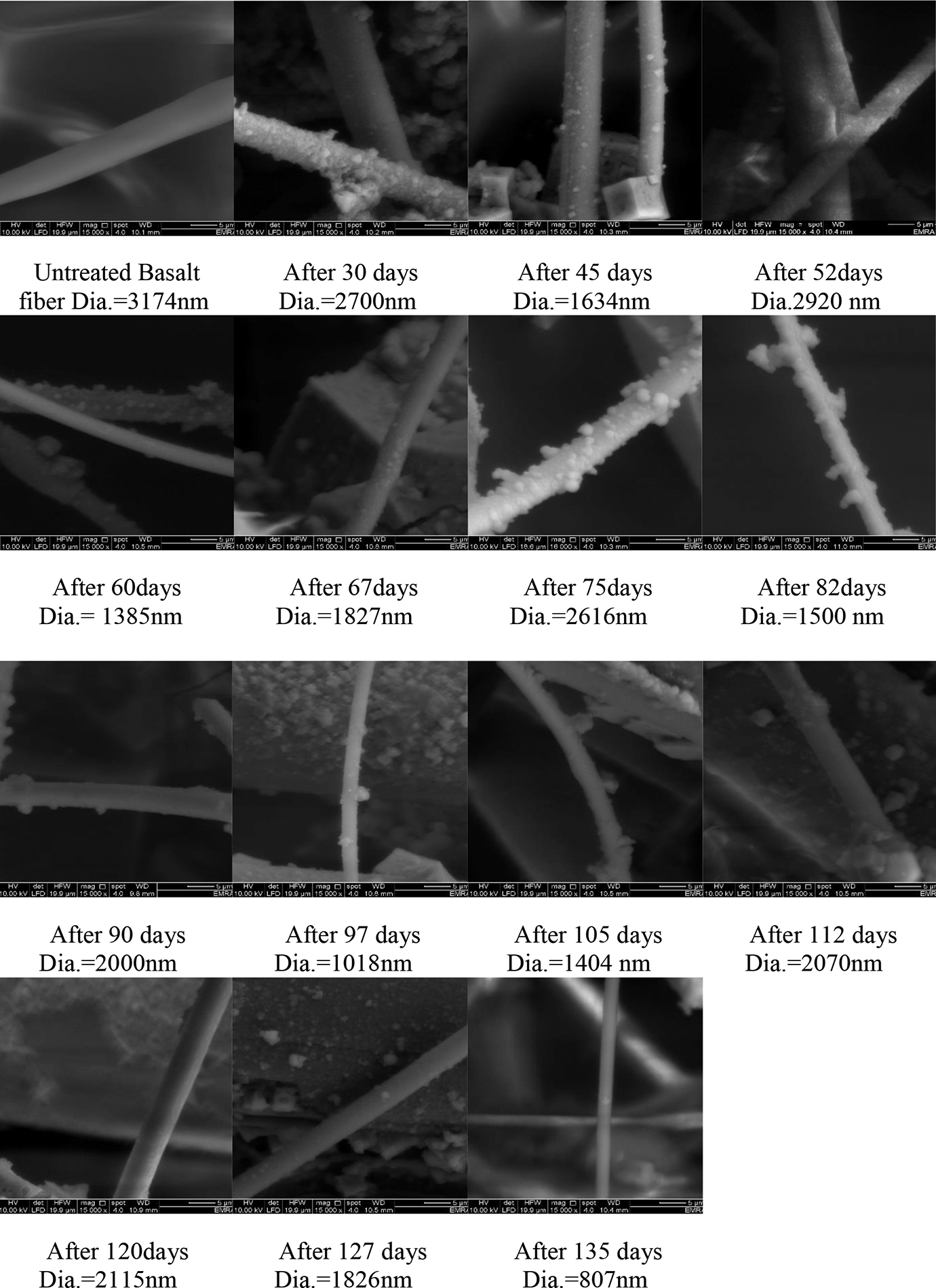
Morphology of BFs.
Morphology of TBF-reinforced NY/EP hybrid nanofibril composites
Figure 2 shows the SEM morphology of electrospun nanofibers produced by electrospinning of TBF with five different weight concentrations and NY/EP/solvent solutions (ratio 5:1). The morphology was changed with TBF reinforcement. As shown in Figure 2(a)–(e), it has been found that the fiber diameter has been decreased with increasing the TBF concentration. Incorporation of TBF resulted in reducing the electrospun of TBF-reinforced NY/EP nanofibril composite diameter. TBF reinforcement effect on the mobility of the NY/EP polymer chains. And results in any confinement to neighboring molecular chains result in strengthening mechanism on the molecular chain level.
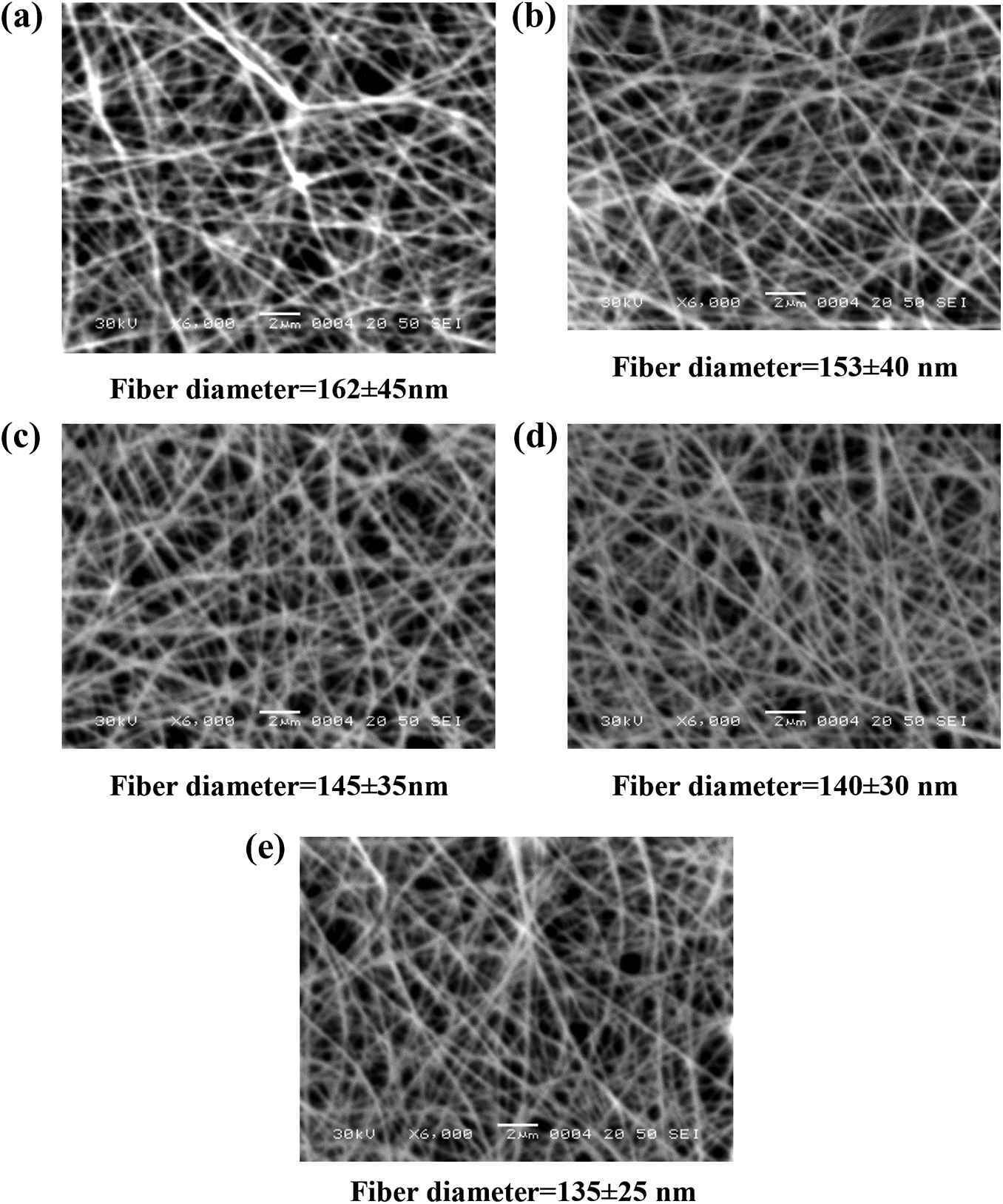
Morphology of electrospun TBF/(NY/EP (5:1)) ultrafine fiber with different wt% of TBF (a) 5, (b) 10, (c) 15, (d) 20, and (e) 25 wt%.
Elemental composition analysis by EDX
Figure 3 indicates the composition change of the BF surface before (Figure 3(a)) and after acid treatment (Figure 3(b)) was analyzed by EDX, and the microanalysis results are presented in Table 1. As shown, the concentrations of the elements in the fiber are decreased due to the treatment except for Si, and the decrease becomes severer with increasing treating time. 39 After 135 days, the concentration of Si is increased substantially with increasing treating time and becomes about 43.7 wt%. BF is better resistance corrosion to acidic treatment because of Si–O–Si structure is inert to acid. 40 Increasing Si content was acquired from chemical bonding between BF and FA, as the initiation of FA to the BFs expanded Si–O–Si bond formation.
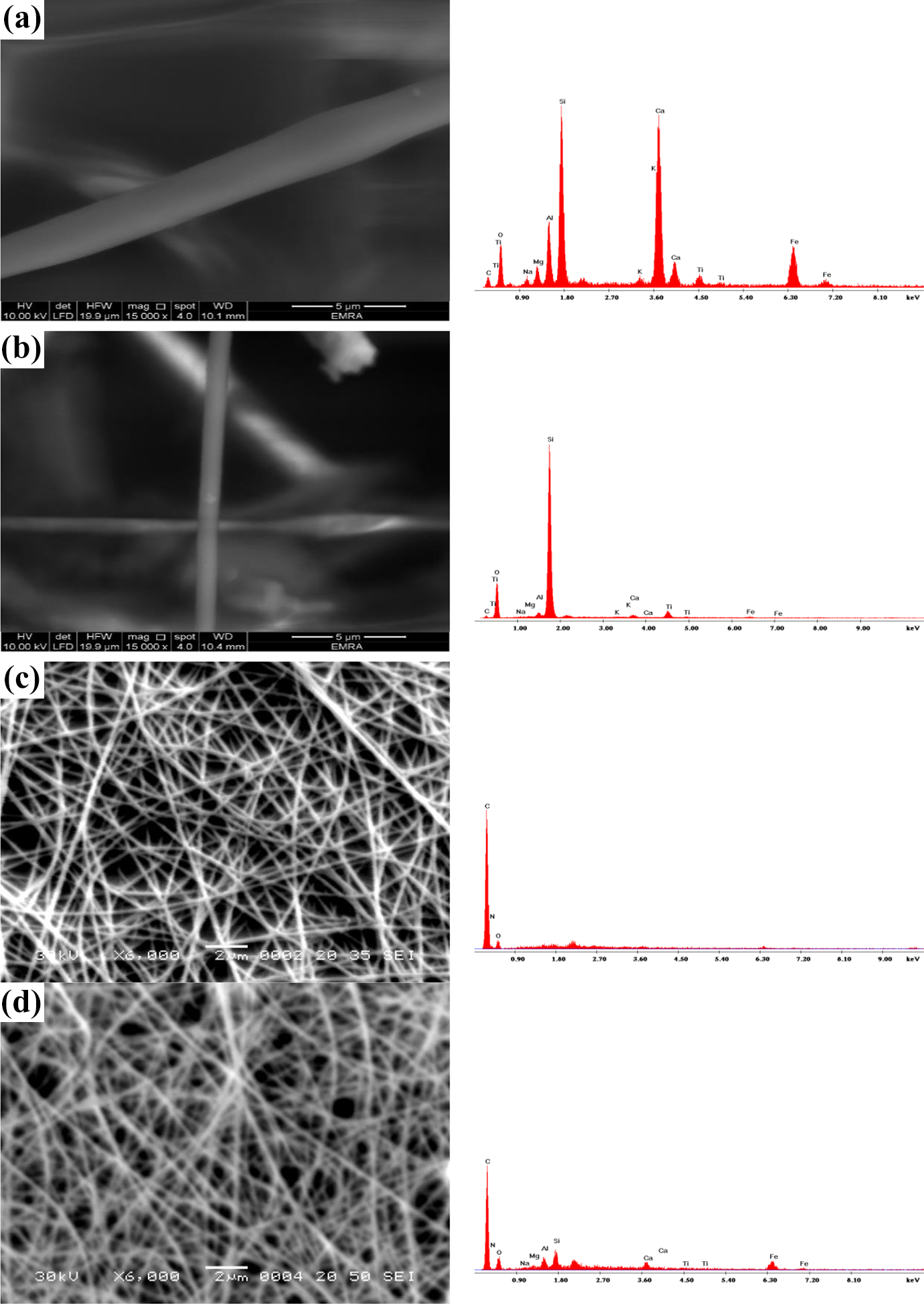
EDX spectra of (a) untreated BF, (b) TBF, (c) electrospun NY/EP (5:1) nano fiber, and (d) electrospun TBF inside (NY/EP (5:1)) ultrafine fibril composites.
The surface element concentration change in BF before and after immersed in solvent (FA/DCM (80/20) wt%) treatments.
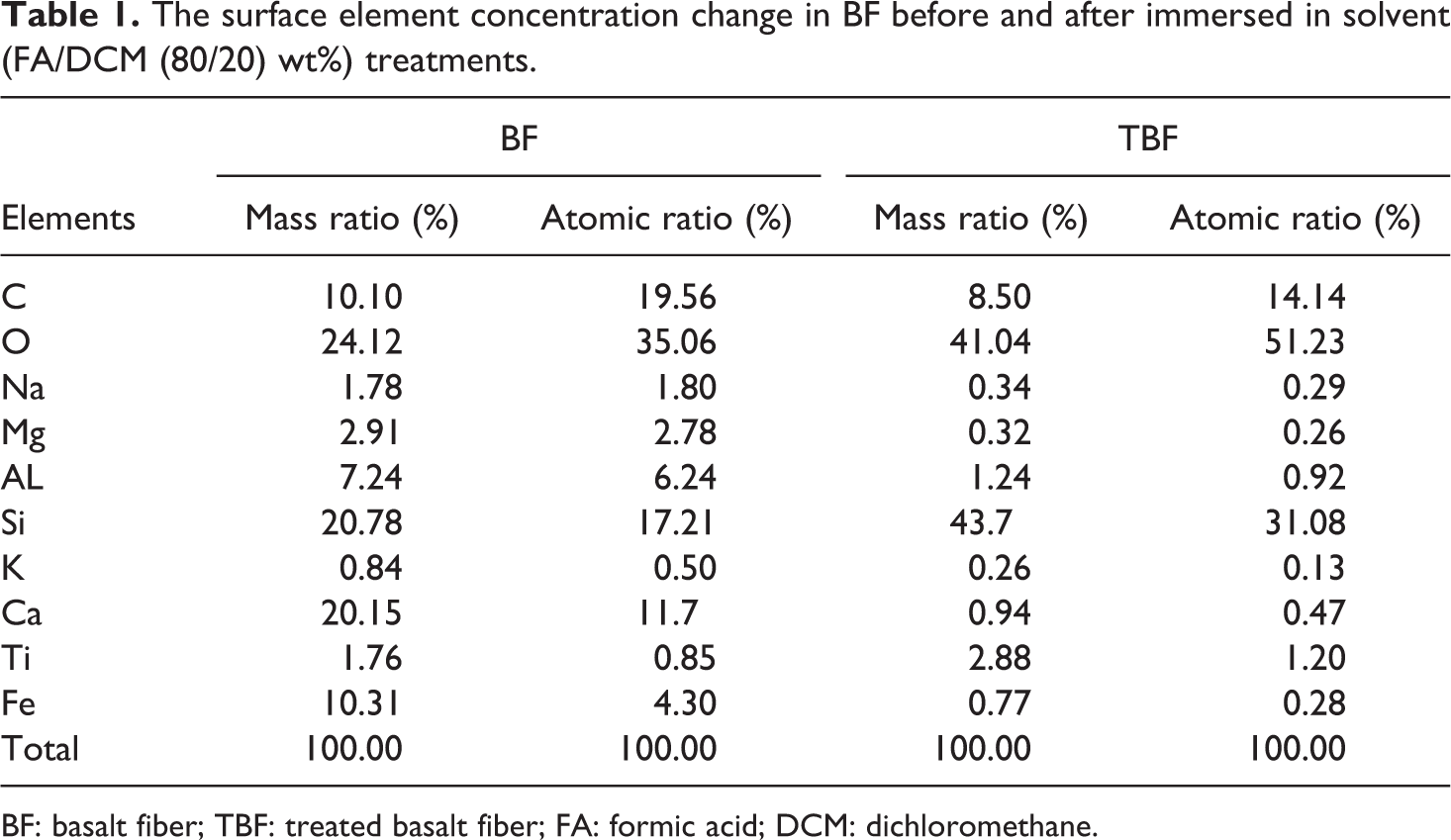
BF: basalt fiber; TBF: treated basalt fiber; FA: formic acid; DCM: dichloromethane.
Figure 3(c) shows the composition of electrospun NY/EP nanofiber which analyzed by EDX. As seen, the main elements observed in the electrospun NY/EPs are C, N, and O. The EDX spectra of eletrospun TBF/NY/EP ultrafine fibril composite (Figure 3(d)) showed the presence of Si, which is due to the TBF reinforced polymers, and the microanalysis results are presented in Table 2.
The surface element concentration change in electrospun NY/EP nanofiber before and after TBF reinforcement.
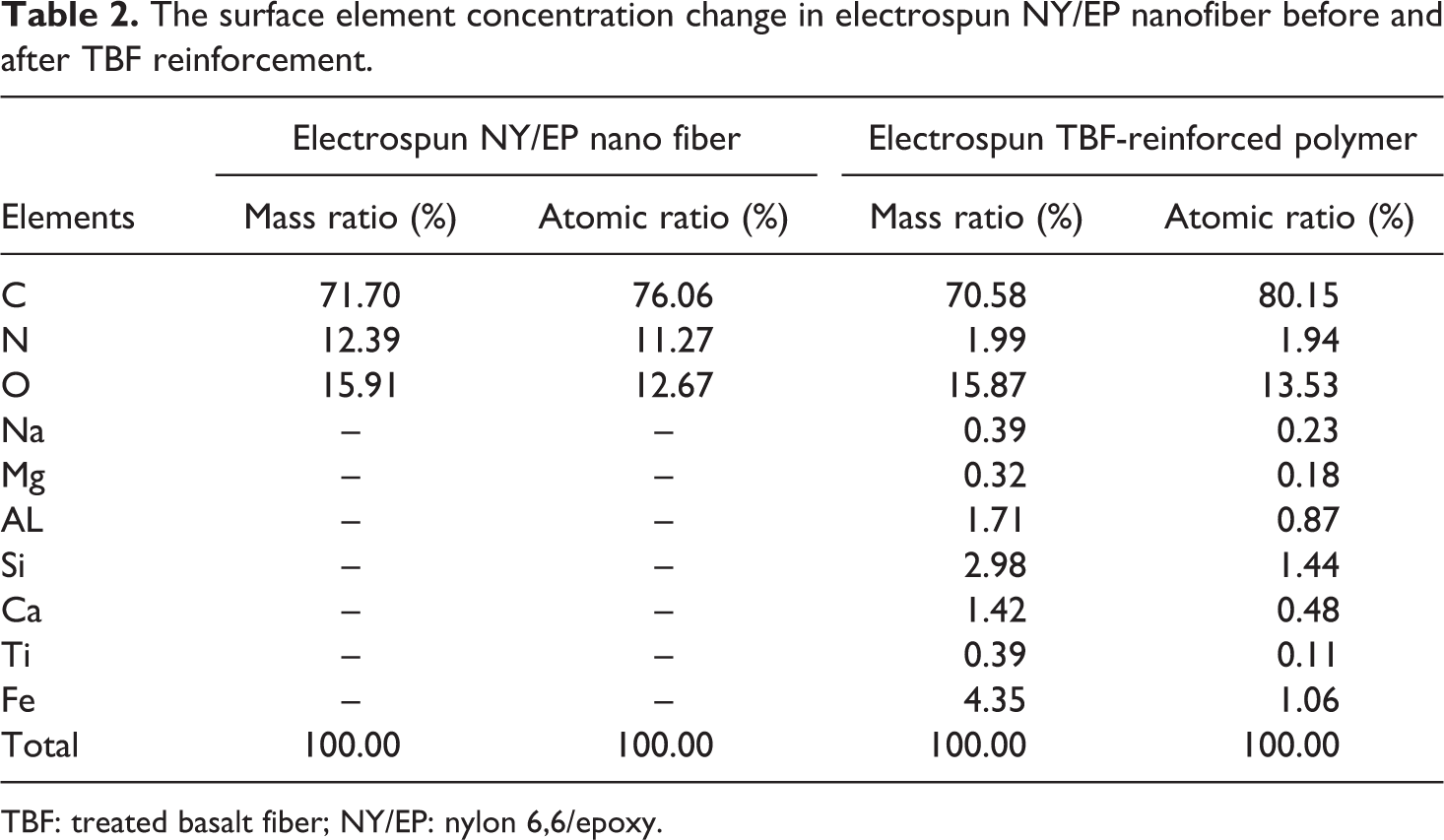
TBF: treated basalt fiber; NY/EP: nylon 6,6/epoxy.
3.4. Mechanical properties
Five tensile specimens of 40 mm gauge length and 10 mm width were trimmed from the ultrafine fibril fabric of electrospun nanofibers obtained by electrospinning of TBF with five concentrations (5, 10, 15, 20, and 25 wt%) and the optimum ratio of NY/EP/solvent solutions (5:1). Figure 4 illustrates the stress–strain curves of the tensile samples for TBF and NY/EP hybrid nanofibers. The mechanical properties such as Young’s modulus, ultimate tensile strength, and elongation at break are calculated and reported in Table 3. The tensile strengths and Young’s modulus of the two groups of composites increase with the increasing BF content until the BF content is 10 wt%. Then the tensile strength decreases with the increasing BF content. 36 The obtained results revealed an improvement in ultimate tensile strength and Young’s modulus of TBF-reinforced NY/EP hybrid nanocomposites with respect to NY/EP hybrid fiber samples. At 15 wt% of TBF found an increase of 76% and 87% in tensile strength, Young’s modulus was acquired respectively. The tensile strength increases with TBF up to 15 wt%. By adding 20 and 25 wt% of TBFs, the composite strength was dropped to 505 and 371 MPa. It was due to the aggregation of TBF which eased the crack propagation system. Another possible reason is the stress concentration in the agglomeration areas which initiates crack in the composite system.
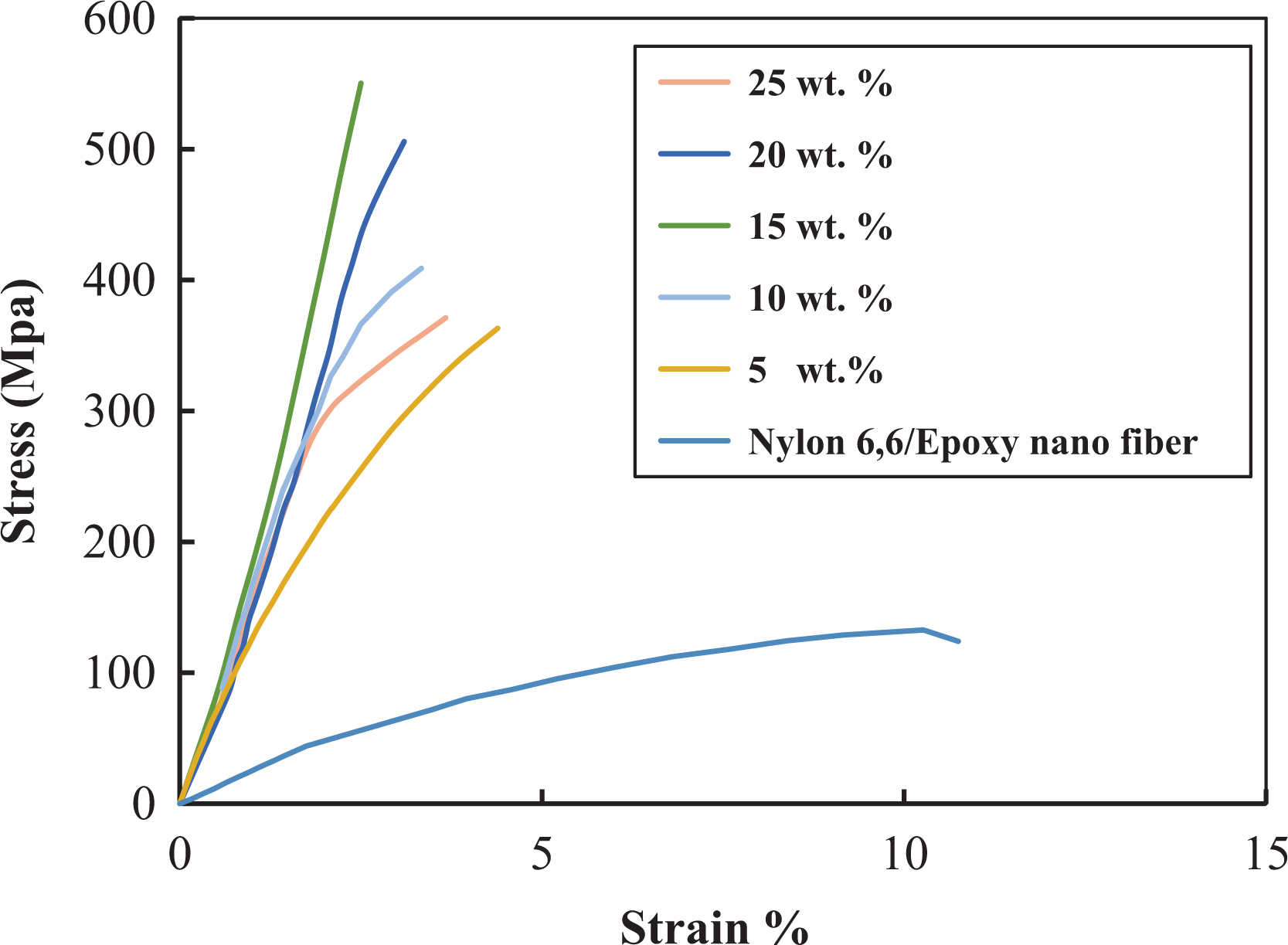
Stress–strain curves of the electrospun TBF-reinforced polymers nanofibers.
Mechanical properties of the electrospun TBF-reinforced NY/EP nanofibers.
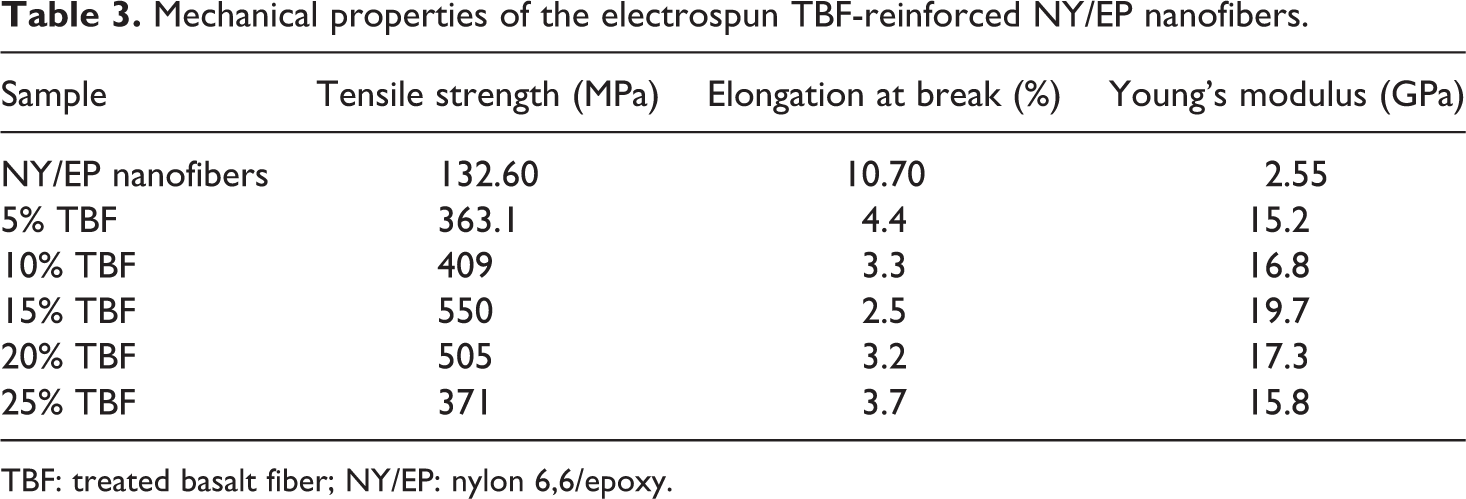
TBF: treated basalt fiber; NY/EP: nylon 6,6/epoxy.
Thermal properties
Glass transition temperature
Figure 5 represents DSC for samples of electrospun NY/EP and TBF-reinforced NY/EP hybrid nanofibril composites. The systematic measurement of Tg three points can be reported: the onset, the mid, and end points for electrospun NY/EP hybrid nanofibers were found to be 52.11°C, 64.84°C, 84.73°C and TBF-reinforced NY/EP hybrid nanofibers with weight ratio 5 wt% were found to be 84.62°C, 88.96°C, and 117.36°C, for 10 wt% 99.13°C, 100.89°C, and 131.86°C, for 15 wt% 105.35°C, 118.89°C, and 134.05°C, for 20 wt% 99.09°C, 115.81°C, and 140.51°C, and for 25 wt% 92.62°C, 95.94°C, and 141.21°C. Hence, the increase of Tg according to the mobility of NY/EP chains is restricted in the presence of high TBF concentrations. 41 Moreover, increasing of Tg is an indication of the presence and uniformity of TBF dispersion inside electrospun fabrics. When the TBF loading increases, the agglomeration increases, which in turn increases the vacant space for the polymer chain to move and lead to an increase in the segmental motions in the polymer network, which accordingly, lowers the Tg.
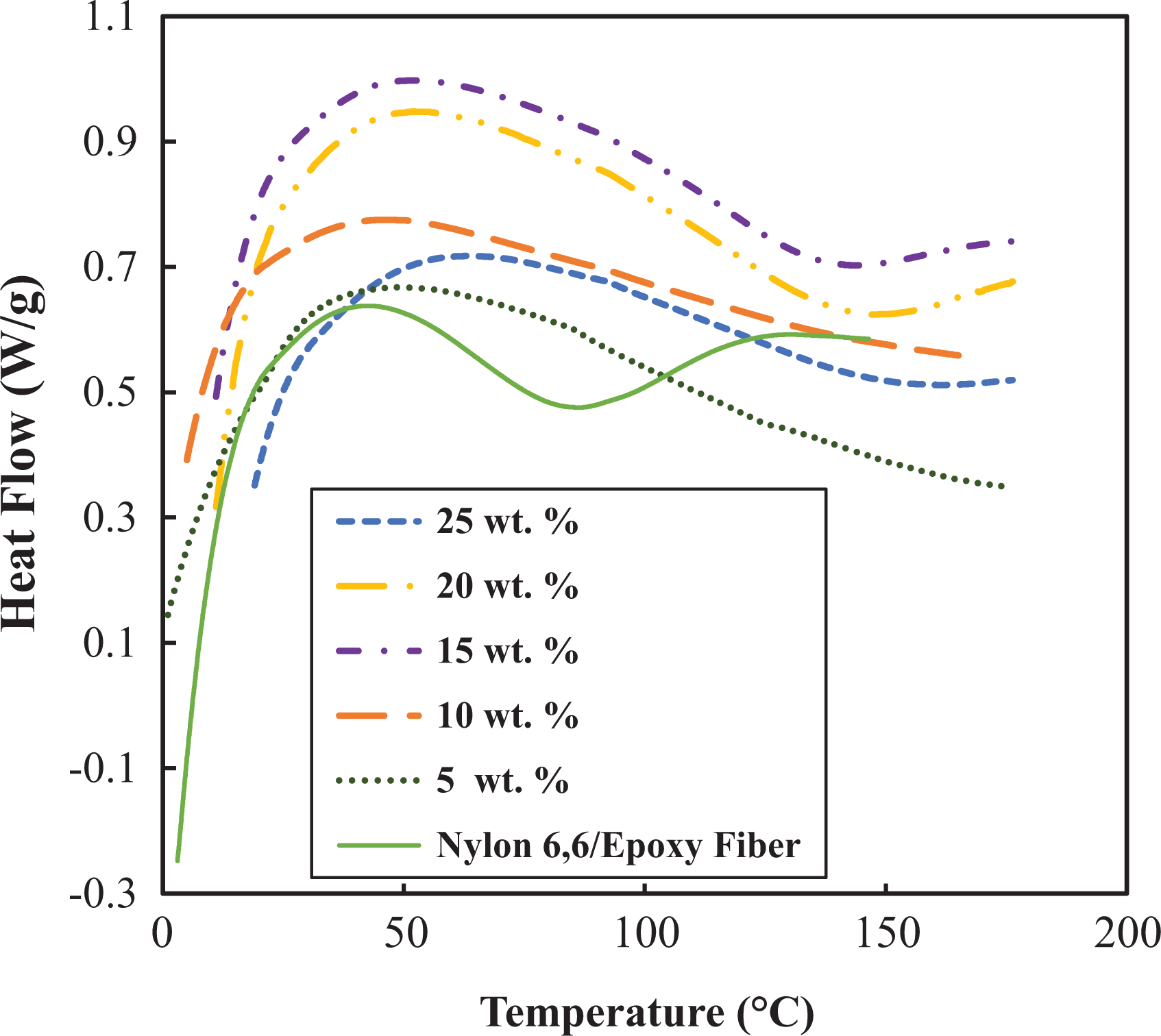
DSC thermogram of TBF-reinforced NY/EP hybrid nanofibril composites.
TGA analysis
TGA, as presented in Figure 6, was used to investigate the thermal stability of both electrospun NY/EP and TBF-reinforced NY/EP hybrid nanofibril composites. According to the TGA curves, major degradation temperature occurred above 300°C for all NY/EP and TBF-reinforced NY/EP hybrid nanofibril composite appeared corresponding to pyrolysis. The degradation temperature of the nanocomposites increased as the TBF content increased from 5 wt% to 25 wt%. The thermal stability of the NY/EP can be effectively improved by TBF reinforcement, where the TBF was able to inhibit the thermal degradation of NY/EP. These enhance the thermal stabilities of the produced materials according to the high thermal stability of the TBF. This is because of TBF have excellent heat insulation property, the presence of BF could decrease the heat transfer rate when the composite materials were heated. Due to poor dispersion of TBF could not create an effective interaction with the NY/EP molecular chains and failed to enhance the network rigidity. Thermal stability decreases for 20 and 25 wt% TBF nanocomposites. This was attributed to the creation of BFs bundles in the NY/EP network which decreased the density of the system by producing empty spaces, as well as the agglomeration of TBF due to high content.
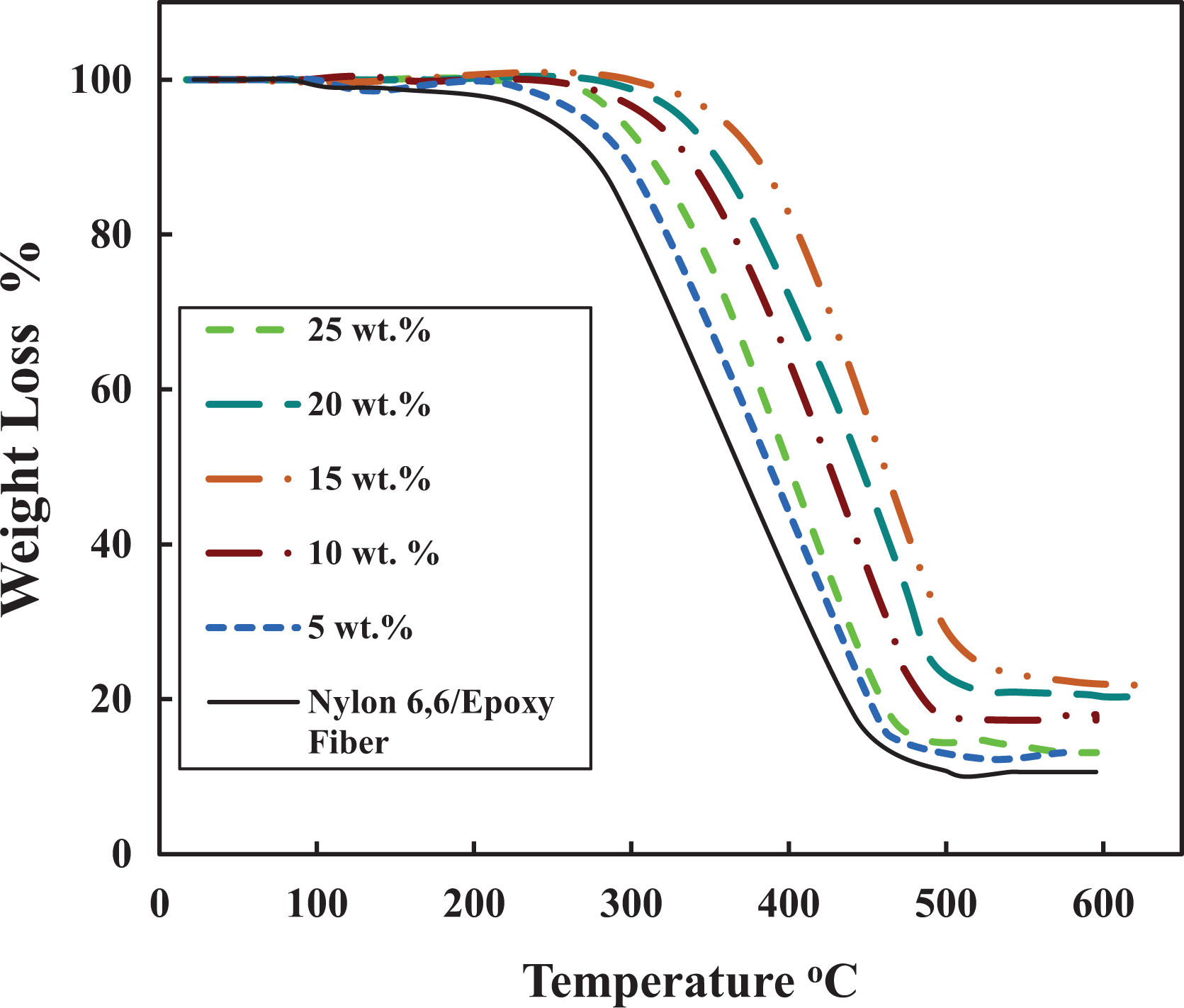
TGA thermogram of TBF-reinforced NY/EP hybrid nanofibril composites.
Conclusions
In this current study, a different weight ratio of TBF-reinforced NY/EP hybrid nanofibril composites have been successfully produced by using electrospinning technique, and morphological, mechanical, and thermal properties have been regularly examined. SEM micrographs confirmed good dispersion and adhesion of the TBF-reinforced NY/EP hybrid nanofibril composites. The main conclusions and findings of this research can be summarized as follows: The mechanical properties were significantly improved upon adding various proportions of the TBF rather than hybrid NY/EP nanofibers. An improvement of 76% and 87% in tensile strength and Young’s modulus, respectively, for the concentration of 15 wt% BF. From the evaluation of Tg by DSC and thermal degradation behavior by TGA, it could be achieved that the incorporation of 15 wt% TBF in NY/EP has a great performance and advantage in preparing high-performance composites.