
Abstract
In this study, eco-grade thermoplastic polyurethane (TPU), which includes 46% renewable content, was reinforced with date palm seed (DPS). Alkali and silane surface treatments were applied to DPS to increase the compatibility between DPS and TPU matrix. The oil of DPS was removed before treatments and surface functionalities of modified and pristine DPS samples were examined by Fourier transform infrared spectroscopy. Composites were fabricated using melt blending method and injection molding processes. Test samples of composites were characterized using tensile test, hardness test, water absorption study, dynamic mechanical analysis (DMA), melt flow index (MFI) test, thermogravimetric analysis, and scanning electron microscopy (SEM). According to test results, silane treatment led to remarkable improvement for mechanical performance of composites attributed to improvement of compatibility and interface adhesion between DPS and TPU. DMA results implied that higher storage modulus and glass transition temperature were achieved for treated DPS-containing composites compared to pristine DPS filled ones. Thermal stability of flexible segment of TPU increased with the addition of DPS regardless of surface treatment. Additionally, DPS loadings caused significant increase in MFI value of unfilled TPU. Silane-treated DPS-containing composite yielded the lowest water uptake value among samples due to the hydrophobicity of silane layer. Enrichment of interface adhesion of DPS to TPU matrix was confirmed by SEM micrographs of composites. Silane-treated DPS-containing composite displayed higher results among produced composites since the increase in interfacial interactions with TPU was achieved by silane treatment for DPS surface.
Introduction
The development of biodegradable polymers has become an interesting area due to the accumulation of plastic wastes and their long-lasting degradation. 1 Biodegradable composites should consist of renewable and harmless components to decrease the dependence of finite petroleum source.2–4 Mixing the biodegradable polymers with other materials (natural or synthetic) is one of the effective and economic ways to solve the environmental problems.5–7
Eco-composites are made of environmentally friendly and biodegradable natural fillers and bioplastic materials.8,9 At present, various combinations of lignocellulosic fillers and bioplastics have been successfully applied to polymeric composites with improved mechanical properties to obtain lightweight and low-cost products used in mainly automobile and packaging applications.6,10–12 For eco-composites, main problem is the poor compatibility between fiber and matrix because the natural fibers are polar and have hydrophilic character, while the polymeric materials are bipolar and exhibit significant hydrophobic properties. Different methods including bleaching, acetylation, alkaline, and silane treatments are common techniques to solve this compatibility problem by providing better interfacial adhesion strength between matrix and filler.13–16
Thermoplastic polyurethanes (TPUs) are one of the most commonly used polyurethane types due to their traditional methods of production, recyclability, and easy processability. TPUs consist of two segments. One of the segments is named hard segment, which consists of diamine reacted with low molecular weight glycols or diisocyanate and is strengthened by cross-linking. The other segment is soft segment, which consists of polyester or polyether units. 17 TPUs have wide application areas, including shoe soles, cables, artificial tissues and organs, biofuels, nonflammable applications, packaging materials, and shape memory materials. The use of natural fibers in thermoplastic composites serves to improve the hardness and durability of plastic. The fibrous cellulosic materials are considered to be relatively high strength, low density, cheaper, more abundant, and renewable.18–20
Since ancient times, date palm has been an important source of food for both human and animal husbandry. 21 The date palm seed (DPS) has some lipid acids, such as oleic acid (47.66%) and lauric acid (17.39%), followed by linoleic acid (10.54%), palmitic acid (10.20%), and myristic acid. Soxhlet extraction method is used to remove these lipids and fats with solvents, such as hexane and petroleum ether.22,23 The fruit of the date palm tree, which is rich in protein, also contains calcium, iron, and potassium.24,25 Since DPSs are rich in protein and disposable, they can be used as animal feed. 26 Date palm has also been used for the production of decaffeinated coffee, as an absorbent for water containing dyes and as a good precursor for the production of activated carbon. 27 Date palm trees produce large amounts of agricultural waste. 28 The recycling of these agricultural wastes from date palm trees is an alternative raw material for wood-based industry in the arid and semiarid regions of the world and recycling of these products provides a high advantage. 29 Date palm wastes are also used as a source of raw materials in the production of renewable cellulose.30,31 Recently, the effective usage of DPS in its fiber form for transportation field was reported.32,33
In this study, eco-grade TPU and DPS were used as a matrix material and filler material, respectively. Before the preparation of composites, the oil of grinded DPS was removed by using Soxhlet extraction method and then alkaline and silanization surface treatments were applied to obtain better adhesion between filler surface and polymeric matrix. Surface characterizations of modified DPS samples were confirmed by infrared spectroscopy (FTIR). Composites were produced using lab-scale microextruder and test samples were shaped by injection molding. Mechanical behavior, thermomechanical properties, thermal performance, water uptake, melt-flow and morphological properties of the composites were investigated using tensile and shore hardness tests, dynamic mechanical analysis (DMA), thermogravimetric analysis (TGA), water absorption test, melt flow index (MFI) measurements, and scanning electron microscopy (SEM) characterization techniques.
Experimental
Materials
DPSs were supplied from Simbat Nuts, Turkey. TPU (Pearlthane® ECO D12T85) was purchased from Merquinsa, Spain. Biomass ratio is the indicator of renewable energy source and increasing biomass ratio helps to obtain economic and eco-friendly products. 34 The biomass ratio of TPU is 46% according to the ASTM D6866 standard. The sodium hydroxide (NaOH) used in the alkaline process was purchased from Sigma-Aldrich (St. Louis, MI, USA). 3-Aminopropyltriethoxysilane (APTES) used as a silanizing agent in silanization process was obtained from Alfa Aesar (Haverhill, MA, USA). Hexane from the Merck (MerckKGaA, Darmstadt, Germany) firm was used as the solvent to remove the oil from the DPS.
Surface treatments of DPS powder
The DPSs were passed through the mechanical grinder to get the 1-mm grain size. Then, the oil of the grounded DPS was removed by the Soxhlet extraction method using hexane as solvent. Alkaline treatment can separate the fibers, it provides the hydrophobicity, and it also removes the lignin, wax, and oil from the environment.
35
DPS was mixed with 2% NaOH solution in water at room temperature for 80 min in alkaline treatment process. The mixture was washed with distilled water several times and a few drop of acetic acid was used to remove residual NaOH. The formula of alkaline treatment process is given in equation (1).
35
After then, the sample was air-dried at 100°C for 4 h and it is called Na-DPS. In silane treatment process, a certain amount of Na-DPS was mixed with 2% APTES/ethanol solution for 2 h at ambient temperature. The sample was washed with ethanol several times and it was air-dried at 80°C for 4 h. Si-DPS is the name of silane-treated samples. The untreated sample was named as DPS.

Prparation of composites
Pristine TPU and DPS samples were mixed in twin-screw microextruder (15 ml microcompounder, DSM Xplore, the Netherlands) at 200°C for 5 min at 100 r min−1. All composites have 30% constant ratio of DPS; due to this addition ratio of DPS, it is considered the best level for TPU-based eco-composites.36–38 Dog-bone-shaped specimens were prepared by injection molding device (Microinjector, Daca Instruments, Santa Barbara, CA, USA) with a barrel temperature of 210°C, mold temperature of 30°C, and injection pressure of 5 bar. The dimensions of dog-bone-shaped test specimens are 7.6 × 2.0 × 80 mm3 and 7.4 × 2.1 × 50 mm3 for tensile test, water absorption characterization, dynamic mechanical analysis, and hardness test.
Characterization methods
Fourier transform infrared (FTIR) analysis of pristine and surface-modified DPS were performed by using Bruker VERTEX 70 (Billerica, MA, USA) spectrometer in the range of 4500–500 cm−1 wave numbers. SEM photographs were taken at 5000× magnification by Carl Zeiss Ultra Plus Gemini field emission scanning electron microscope (Oberkochen, Germany) after all of the composite fracture surfaces were coated with gold. Tensile tests were performed before and after the water absorption test of the composites by Lloyd LR 30 K (West Sussex, UK) universal tensile test machine with 5-kN load cell at the crosshead speed of 5 cm min−1 according to the ASTM D-638 standard. Shore hardness measurements of composites were made with Zwick R5LB041 (Zwick Roell, Ulm, Germany) hardness device according to ISO 7619-1. The thermal analysis of TPU and its composites was performed by Hitachi STA 7300 (Tokyo, Japan) thermogravimetric analyzer. TGA studies were carried out in the temperature range of 20–600°C with the heating rate of 10°C min−1 under the nitrogen flow of 50 ml min−1. The thermomechanical properties of the composites were determined by dynamic mechanical thermal analyzer (DMA 8000, PerkinElmer, Waltham, MA, USA) from −80°C to 120°C, in the double cantilever mode with a constant frequency of 1 Hz and a heating rate of 10°C min−1. Measurements of melt flow rate were made under 2.16 kg load at 200°C with Coesfeld Material Test (Meltfixer LT, Dortmund, Germany) device. The water absorption tests of the samples, which were conditioned according to the ASTM D570 procedure, were carried out at room temperature by immersion dog-bone-shaped samples in a water bath. Samples were taken out from water and were wiped to remove surface water, and then reweighed and immersed in water immediately.
Results and discussions
Characterization of DPS surface
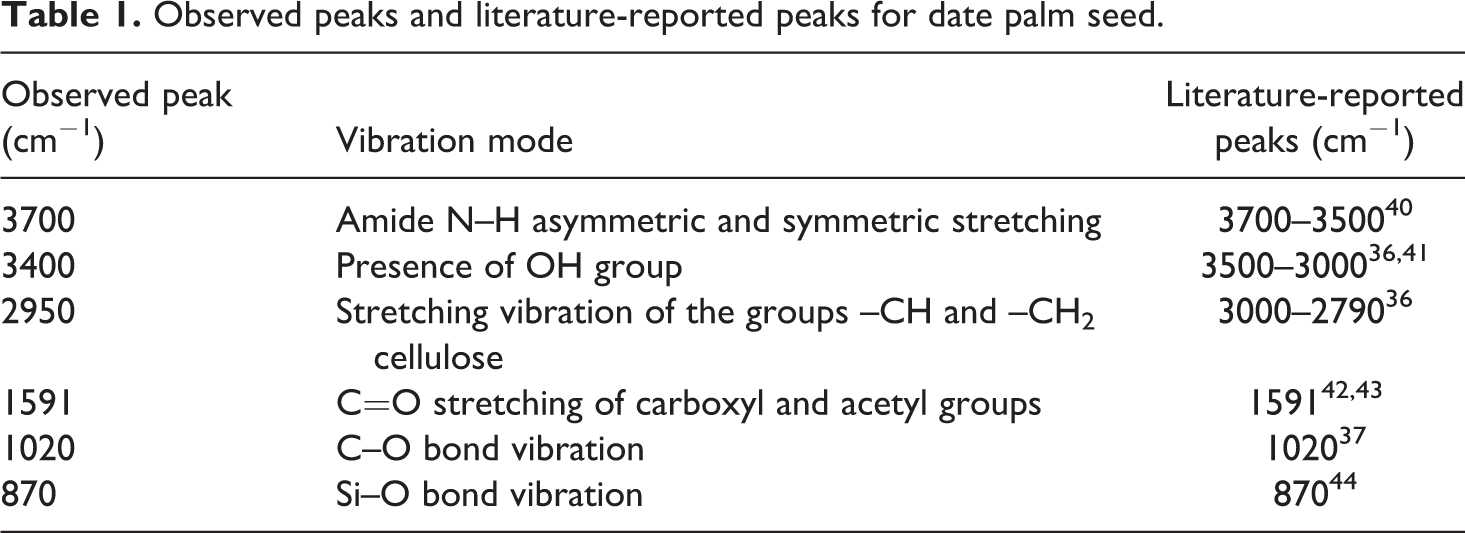
The FTIR spectra of unmodified and modified DPS were shown in Figure 1(a) (whole range) and Figure1(b) (specified range). The peak at 3700 cm−1 belongs to amide N–H asymmetric and symmetric stretching and this peak is given good correlation to the peaks reported in the FTIR spectra book. 39 Although DPS is rich in protein, there is no obvious N–H peak in the unmodified DPS sample. N–H peak has become evident after alkaline treatment. The broadband which observed at 3500–3000 cm−1 indicates the presence of −OH group.35,40 The stretching vibration of the groups −CH and −CH2 of cellulose was observed at approximately 2950 cm−1. 35 The medium-intensity transmittance band at 1591 cm−1 is assigned to the C=O stretching of carboxyl and acetyl groups in the hemicelluloses content of the fiber.41,42 The peak at 1020 cm−1 stems from C–O bond vibration. 36 The peak at 872 cm−1 in the unmodified DPS sample is the β-glycosidic linkage between sugar units in hemicellulose and cellulose and the peak is eliminated after alkaline treatment. After silane treatment, the peak at 870 cm−1 is attributable to Si–O vibration, 43 which is clearly seen in Si-DPS samples in Figure 1(b). Table 1 presents the observed peaks and literature-reported peaks for DPS.
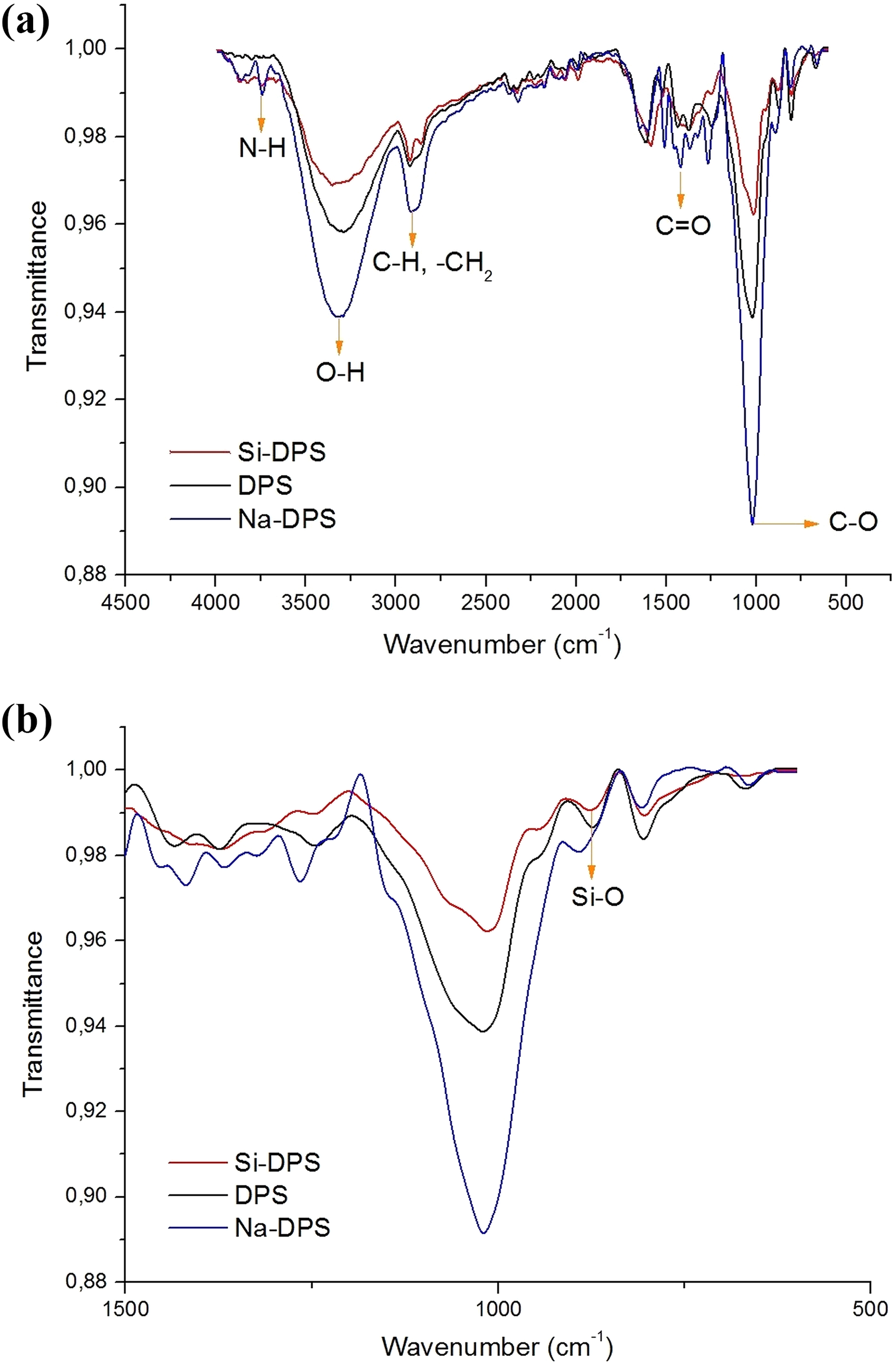
(a) FTIR of date palm seed: between 4500 and 500 cm−1. (b) FTIR of date palm seed: between 1500 and 500 cm−1.
Observed peaks and literature-reported peaks for date palm seed.
SEM analysis was conducted to DPS samples to obtain the surface properties of pristine and treated DPS. SEM micrographs of DPS samples (Figure 2) show that the smooth surface of pristine DPS gains roughness after treatments.
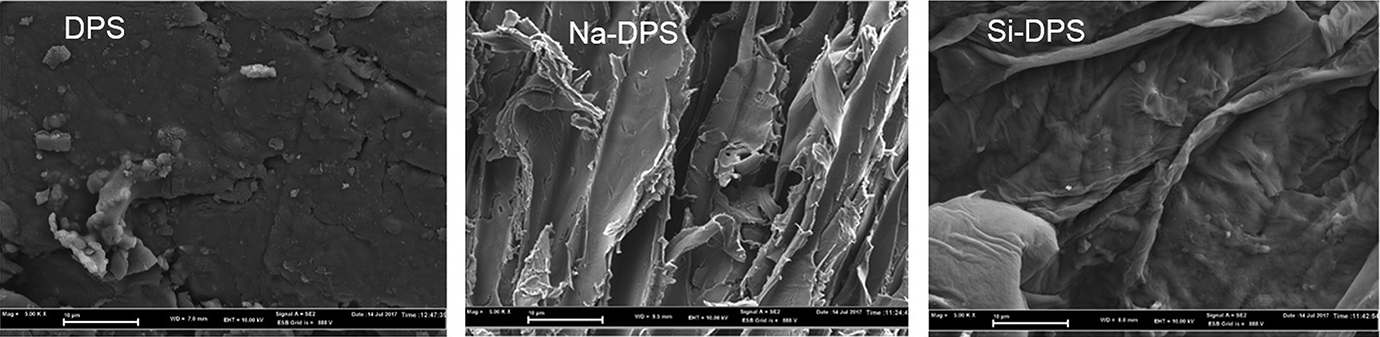
SEM images of pristine and surface modified DPS.
Mechanical performance of composites
The tensile test data of TPU and its composites before and after water absorption test are given in Table 2. With the addition of nonmodified DPS powder to the TPU matrix, about 2.5-fold reduction in tensile strength and nearly 3-fold reduction in elongation were observed with respect to pristine TPU. On the other hand, about 3.6-fold increase in Young’s modulus was observed. Composites that include surface-modified DPS displayed higher tensile strength values than composites filled with unmodified DPS. TPU/Si-DPS composite gave the highest improvement for tensile strength (28%) among all other composites. These results are due to the silanization process, which enhances the interface interactions between DPS and TPU.37,44–46 After water absorption test, no significant change was observed in the mechanical properties of pristine TPU while the mechanical properties of its composites showed considerable changes. Tensile properties of modified DPS-containing TPU-based composites generally decreased after immersion in water.
Tensile properties of composites before and after water absorption test.
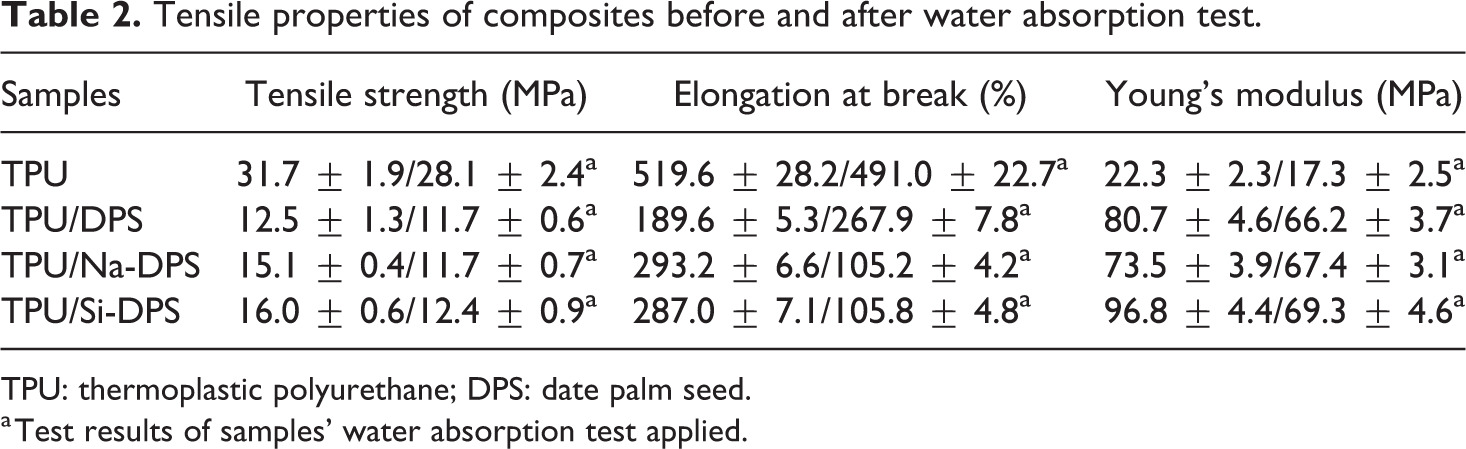
TPU: thermoplastic polyurethane; DPS: date palm seed.
a Test results of samples’ water absorption test applied.
Hardness of elastomers is measured by Shore hardness test. Table 3 presents the hardness values of TPU and composites. The hardness of pristine TPU increases with the addition of DPS. According to the Shore A hardness test, the hardness value of silane-modified DPS-containing composite increased by 13 units compared to the pristine TPU. This sample exhibited an improvement of 18 units according to the Shore D test data.
Hardness values of TPU and its composites.
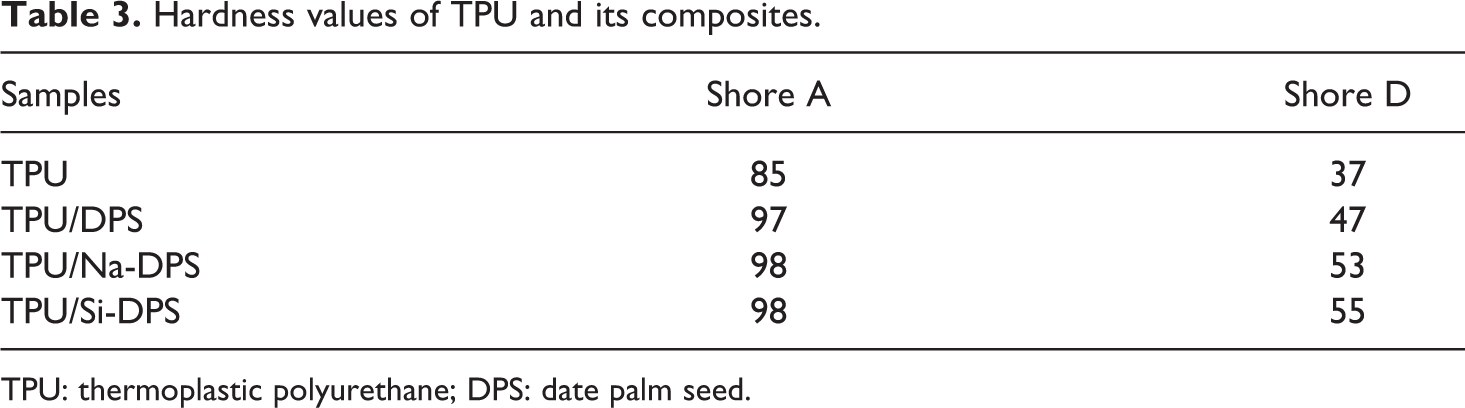
TPU: thermoplastic polyurethane; DPS: date palm seed.
Thermomechanical properties of composites
Storage modulus parameter indicates the load-bearing capacity of the polymeric material. Storage modulus curve shows sharp reduction at around glass transition region attributed to a relaxation of the polymer chains during the occurrence of thermal transition.47–50 As seen in storage modulus curves of TPU and its composites (Figure 3(a)), the composites showed higher storage values than pure (unfilled) TPU. As the storage modulus curves at low temperatures are compared, the modified DPS-containing composites showed higher storage modulus values than the unmodified DPS-containing composites due to their better surface compatibility with the matrix.
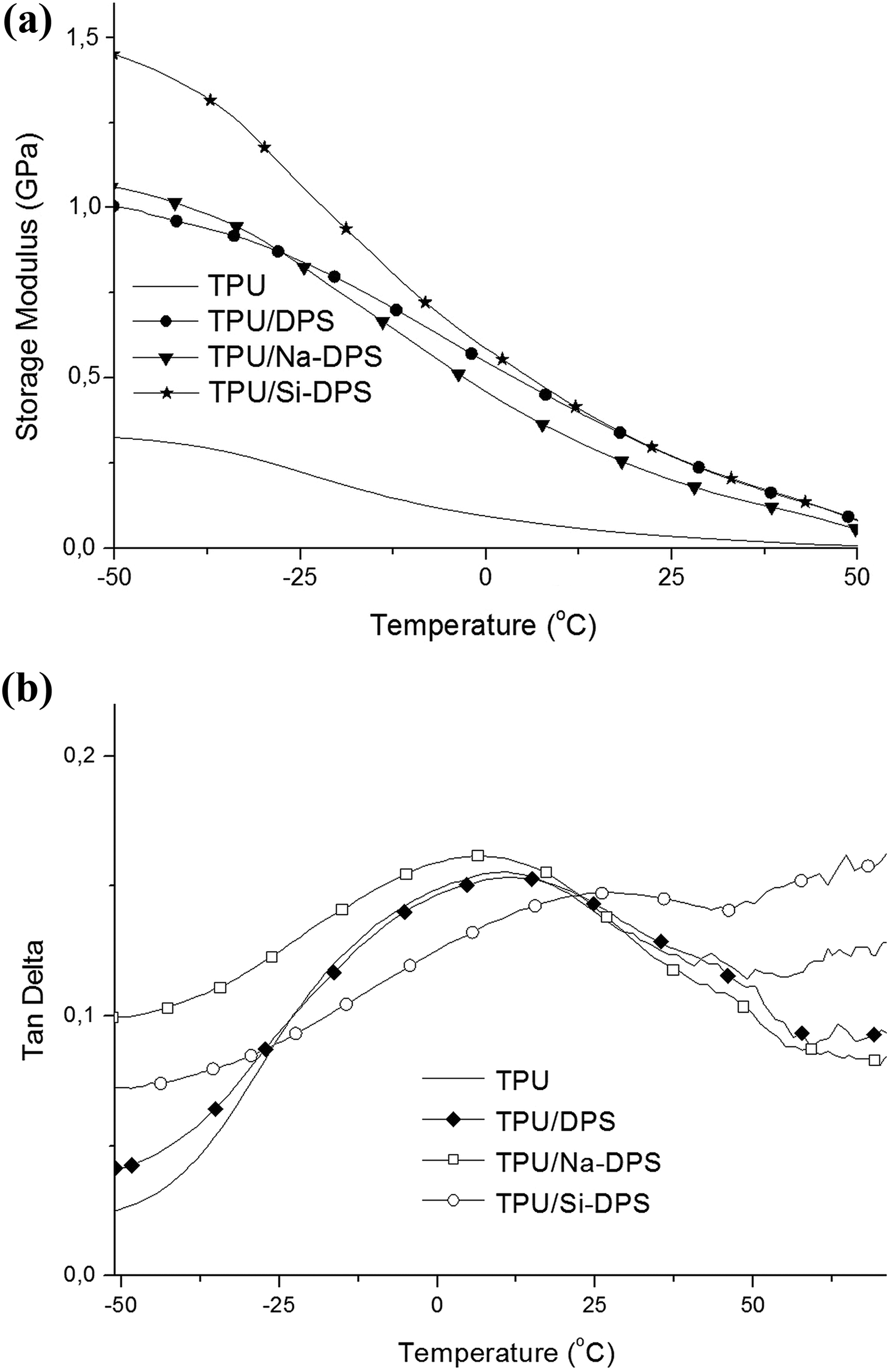
(a) Storage modulus curves of the TPU and its composites. (b) Tan δ curves of TPU and its composites.
Tan δ is related to the damping factor of the polymeric material, which provides information about the compatibility and adhesion between interfaces of two phases.51,52 According to tan δ curves (Figure 3(b)), the glass transition temperature (Tg) of pristine TPU shifted to the higher temperatures after the addition of silane-treated DPS due to increasing of compatibility after silanization. The height of tan δ peaks represents the bonding quality of the matrix and additive.53,54 It can be seen from Figure 3(b) that heights of tan δ peaks were found as nearly identical for all of the samples.
Melt flow measurements of composites
MFI is the method for characterization fluidity of thermoplastic materials considering their processing steps. According to Figure 4, a significant increase in MFI value of TPU was observed with the addition of unmodified DPS and modified DPS to the TPU matrix. This may be attributed to increase in density of TPU/DPS composites, as compared to unfilled TPU. 55 MFI value of silane-modified DPS-filled composites is lower than alkaline-modified composites.
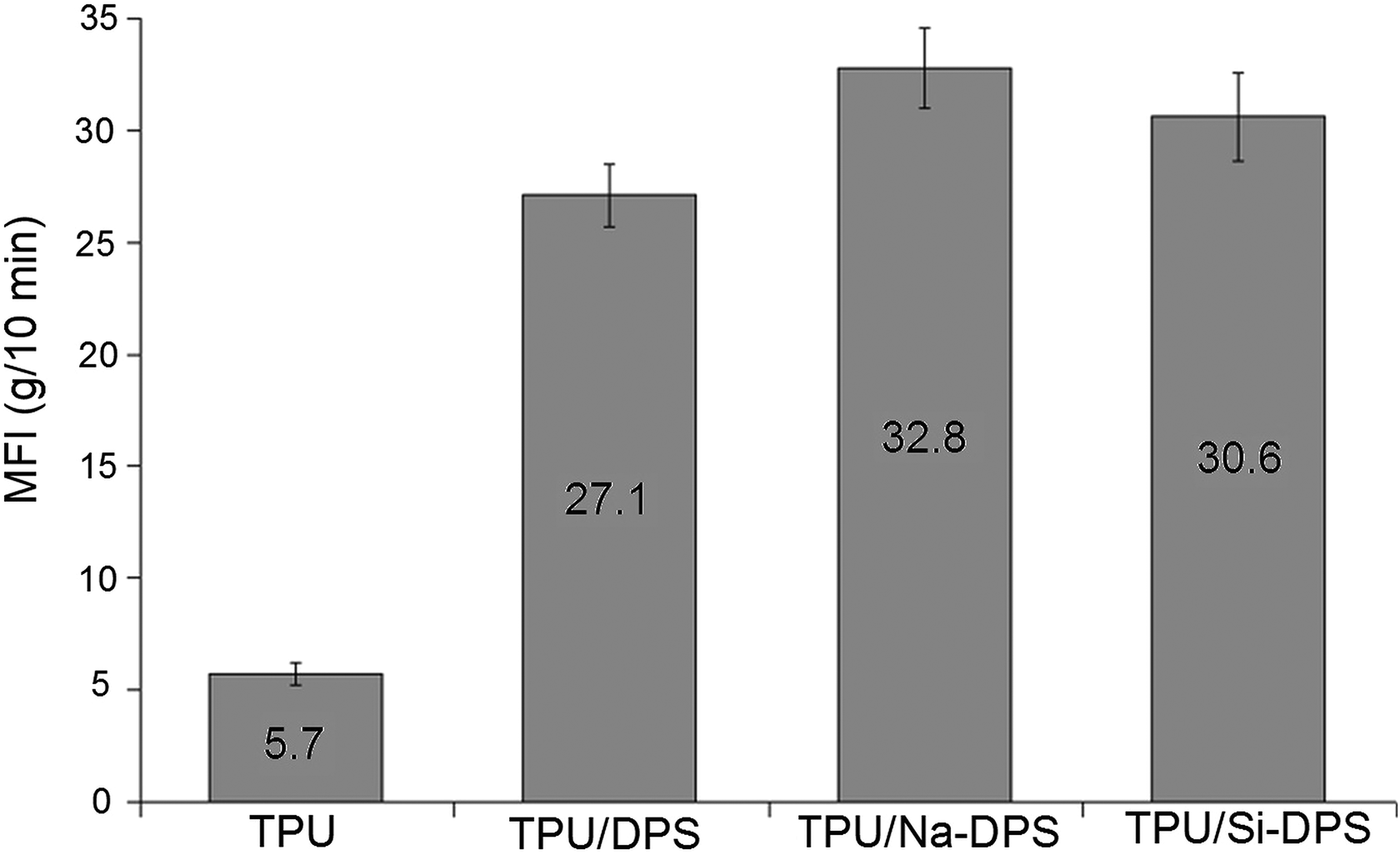
MFI values of TPU and composites.
Water uptake performance of composites
Water absorption of thermoplastics provides information based on their durability against outdoor conditions. Natural additives are composed of hydroxyl-containing cellulosic groups that tend to interact with water molecules. To evaluate for resistance of eco-composites to aging, including formations of fungi and frost, water uptake test gives specific information.56–59 Water uptake curves of TPU and composites are shown in Figure 5. The water absorption working time was 70 days and water absorption of pristine TPU reached 2% for a few days, and then, this value remained constant throughout the test. Water absorption values of Na-DPS- and DPS-containing composites were found as approximately 50% at the end of the test interval, the Si-DPS-containing composite showed a water absorption capacity of 20%. The hydrophobic nature of the Si-DPS surfaces made the penetration of water in the composite somewhat difficult, and this yields less water absorption than other composites. 36
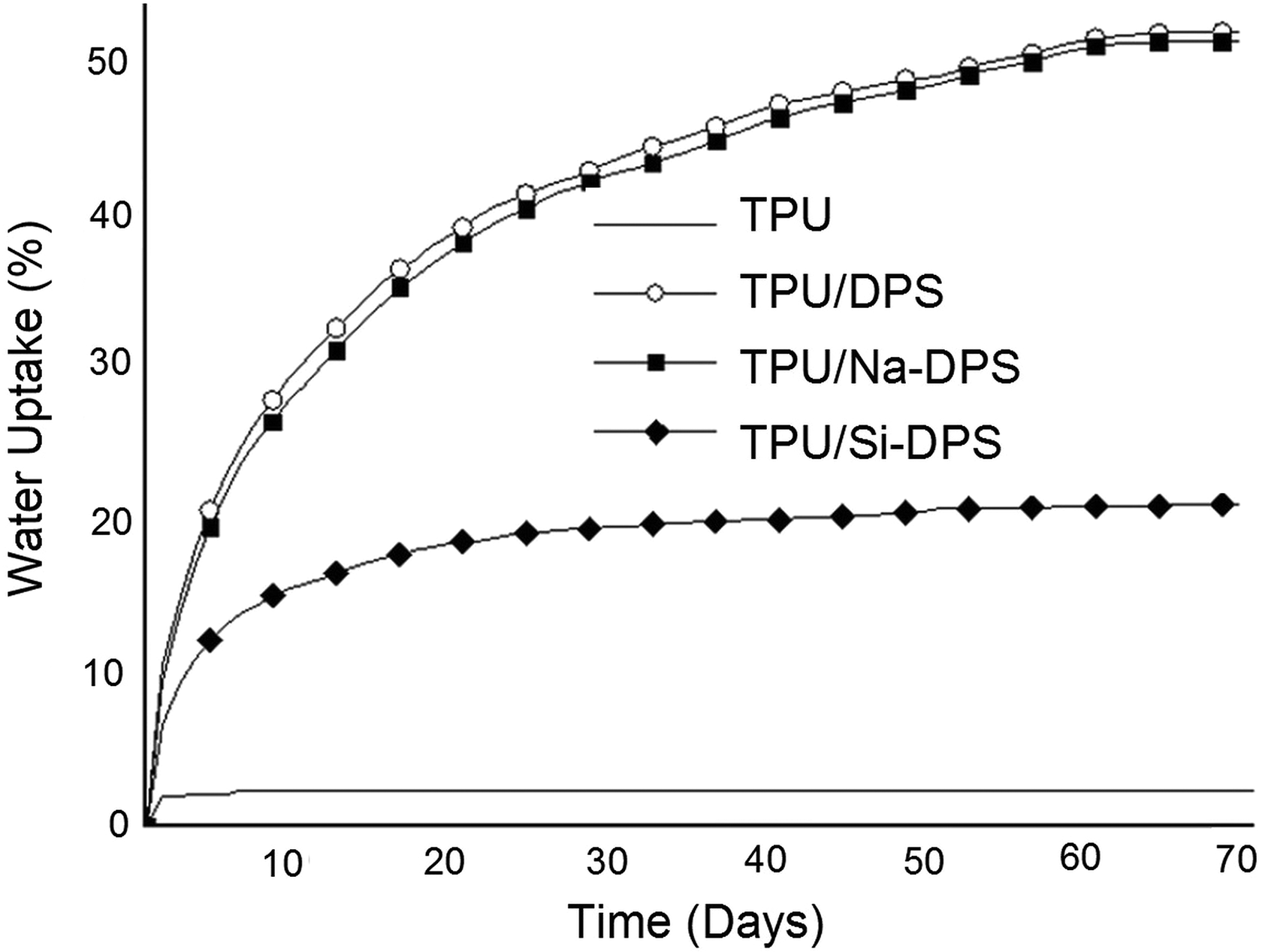
Water uptake curves of TPU and composites.
TGA study of TPU and composites
Figure 6 shows theTGA curves of TPU and composites. Pristine TPU and composites have two thermal decomposition steps at 280°C and 460°C because of urethane bonds in hard segment of TPU and polyol groups in soft segment of TPU.60,61 In the first step of degradation, the initial thermal stability of TPU is decreased significantly with the addition of DPS samples. However, TGA curve of TPU shifted to higher temperatures with inclusion of DPS in the second stage. This result also indicates that DPS particles improve the microphase separation by their interaction with more compatible hard domains of TPU. It was observed that TPU and its composites correspond to the oxidation of the polyether with lower thermal stability in the first stage of TGA curves (260–480°C), while in the second stage above 480°C, it was observed that the polyether and polyamide sections correspond to the simultaneous thermal and oxidative degradation. 62 Lignin content has an effect on the thermal stability of composites.62–64 In the first stage of TGA curves, the thermal stability of the DPS in the range of 260–480°C decreases due to surface modification and causes a higher rate of carbonization of the material. 34 After alkaline with NaOH, the formation of carboxylic acids accelerates the degradation of hemicelluloses, resulting in higher mass loss and lower thermal stability of the material under test. 65 In the second stage, the weight loss above 480°C is seen because of the thermal decomposition of hemicellulose, lignin, pectin, and natural fibers in the structure of the date palm seed and of the glycosidic bonds of cellulose. 66 Pristine TPU has lower thermal stability at higher temperatures because the residual content amount or char content of pure TPU at lower temperatures is less.
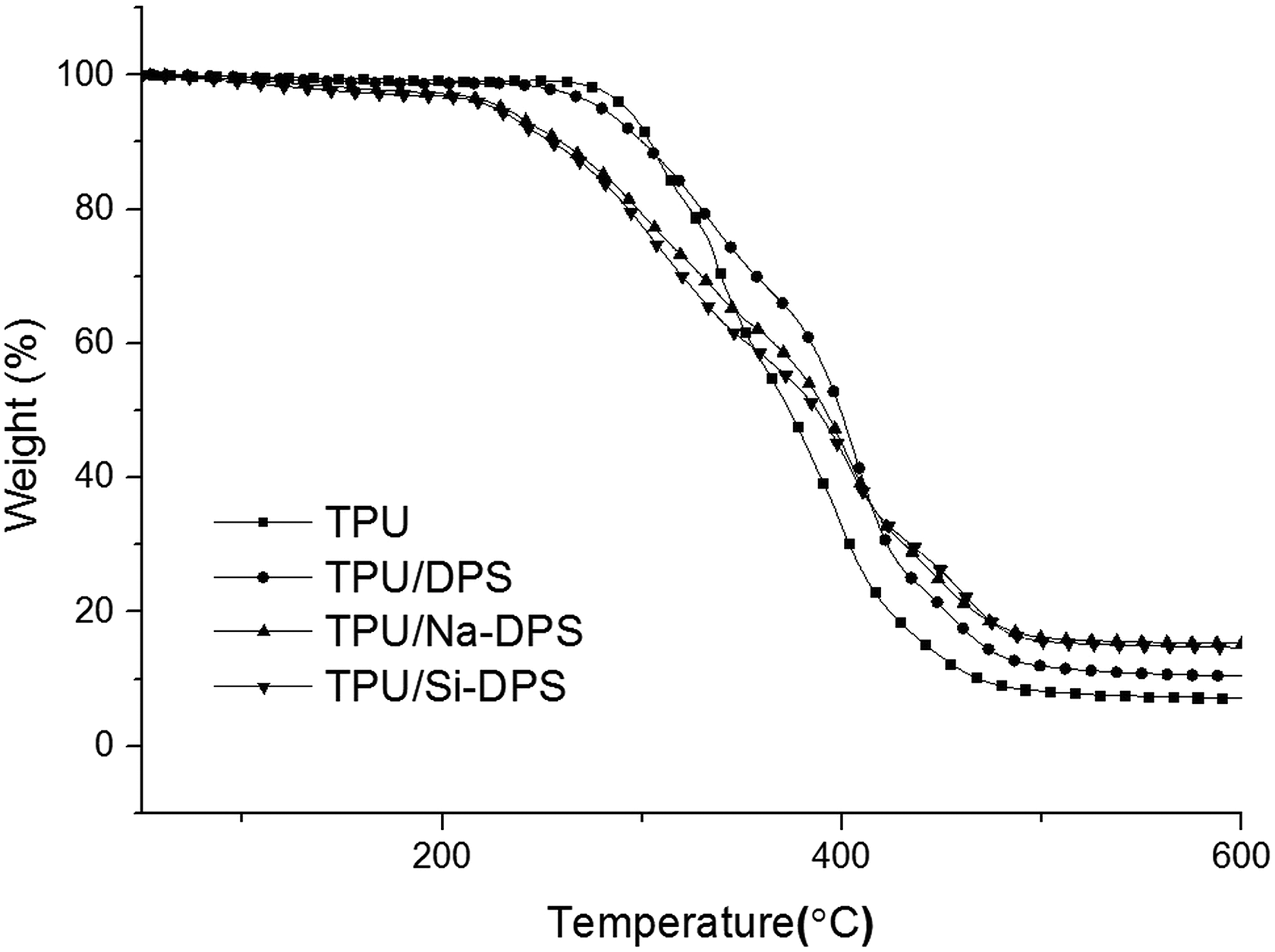
TGA curves of TPU and composites.
Morphological characterization of composites
As the SEM micrographs of the composites are examined (Figure 7), it is seen that there is no good adhesion in the matrix and filler interface for composites containing unmodified DPS. Debondings and large gaps between two phases were obtained due to their poor adhesion. On the other hand, it was observed from micrographs of Na-DPS and Si-DPS loaded composites that relatively better adhesion between two phases was achieved, thanks to surface treatments, which caused an increase in interfacial compatibility between the matrix and modified DPS.37,67
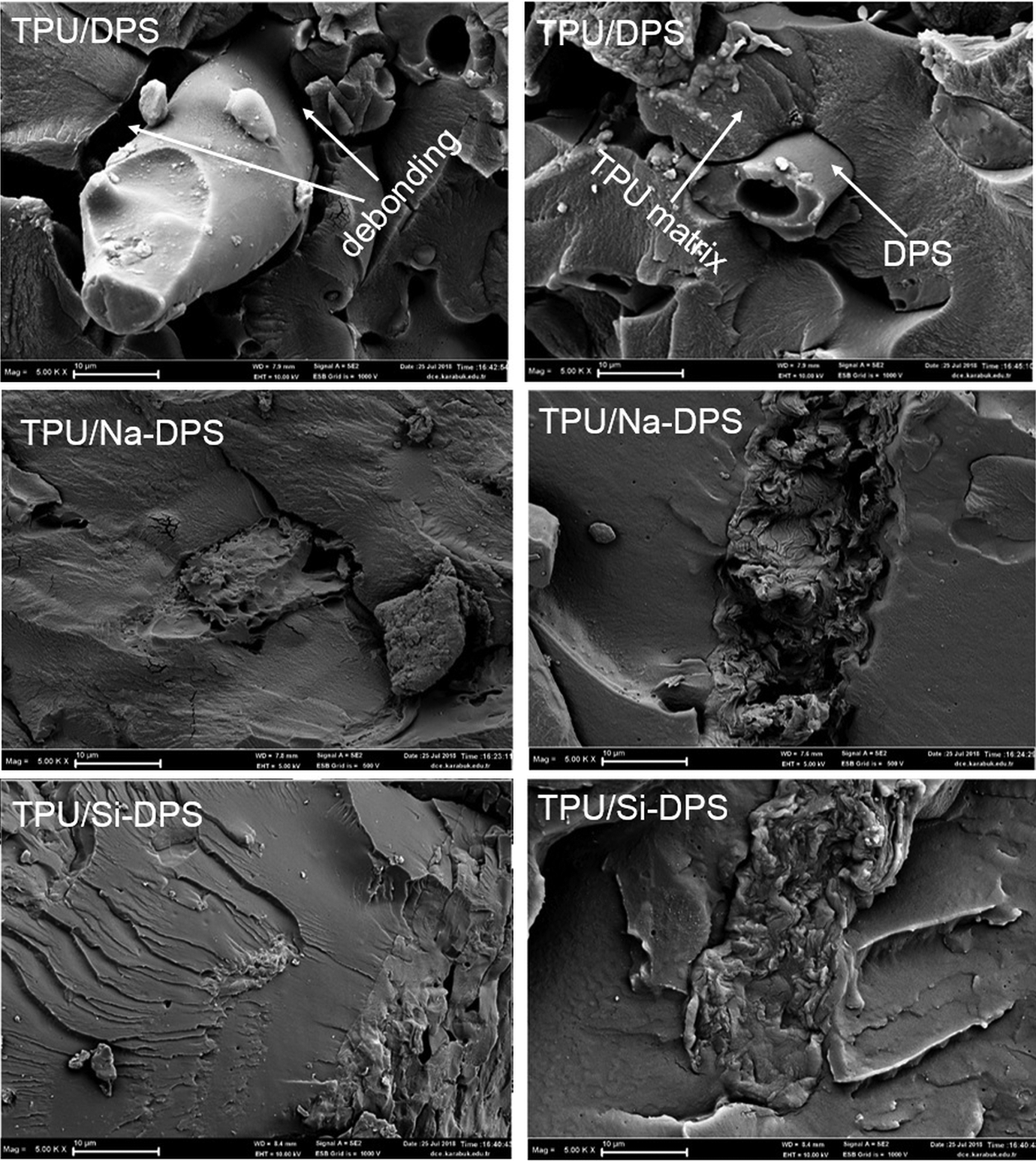
SEM images of TPU and its composites.
Conclusion
In this current study, surface treatments were applied to agricultural waste, DPS to improve its compatibility to eco-grade TPU matrix. Composites were produced using extrusion and injection molding processing methods. Surface properties of neat and treated DPS samples were examined by FTIR and SEM techniques. With the help of these test data, formations of oxygen-containing and silicon-containing groups were obtained on DPS surface after alkali and silane treatments, respectively. Tensile test results of composites showed that silane treatment of DPS improved the tensile strength more than alkaline treatment. According to Shore A and Shore D test results, DPS additions to the TPU caused significant increase for hardness of TPU. Si-DPS-filled composite exhibited the lowest water uptake values among all of the composites. MFI values of composites were found as higher than pristine TPU due to DPS additions to the TPU matrix caused to induce density increment. Storage modulus at the low temperature of surface-modified DPS-containing composites increased as compared to unmodified DPS. According to tan δ graphs, silane treatment led to Tg for higher temperatures. TGA analyses implied that pristine TPU and composites have two decomposition steps and DPS additions increased the thermal stability of TPU, thanks to their compatibility with the hard domains of TPU. SEM micrographs confirmed better interfacial adhesion between surface-modified DPS and TPU. Silane-treated DPS-filled TPU gave the lowest water uptake result, which indicates that this composite is more suitable for outdoor applications among the composites investigated.
Footnotes
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by Karabuk University Coordinatorship of Research Projects with the project number KBÜBAP-18-DS-175 and Karabuk University OYP Coordinatorship).