
Abstract
Styrene–ethylene–butylene–styrene (SEBS) copolymer, grafted or not, with maleic anhydride and organophilic montmorillonite clay was melt mixed with polypropylene (PP) using different mixing sequences to understand its effect on properties and morphology. The addition of clay changed the blend morphology from large elongated domains to droplets. The nanocomposites without maleic anhydride presented clay in the intercalated form. In the formulation containing maleic anhydride, clay is exfoliated on the blend, indicating that the maleic anhydride group acted to increase the interaction between the clay lamellae and the polymer chains. The best balance of mechanical properties was achieved in the formulation in which the clay was first melt mixed in SEBS without maleic anhydride and afterward melt mixed with clay and PP. It is reported in the literature that nanocomposites with exfoliated structures have better mechanical properties than nanocomposites with intercalated structure. However, in this study, an opposite trend was found, which may be related to the higher amount of crystalline phase formed in the intercalated structure nanocomposites, since the clay intercalation phenomenon in the polymer chains favored the polymer crystallization process.
Polypropylene (PP) is one of the most widely used polymers in the industry, but it has limitations in impact strength (low temperatures and high impact rates) and thermoformability. 1 On the other hand, when melt blended with toughener additives, such as elastomers, its impact resistance is optimized to the point and it is able to be applied in household appliances, car bumpers, freezer liners, and so on. Ethylene–octene copolymer, ethylene–propylene diene monomer, and styrene–ethylene–butylene–styrene (SEBS) are elastomers known for toughening PP. However, it is reported that PP/SEBS blends have higher impact strength values. 2 In the literature, some studies on the mechanical properties of blending of PP and SEBS with the addition of montmorillonite (MMT) clays are found.3–13 In these studies, the SEBS elastomer is added in order to increase the impact strength of the PP, but this toughening method decreases tensile strength and stiffness.3–11 In this way, small amounts of clays are added to increase their tensile strength and stiffness without the loss of impact strength and ductility. The best balance of properties has been obtained when 15–20% of SEBS and 5–10% of MMT clay are added in the PP. 3
Emre et al. 14 studied PP/styrene–ethylene–butylene–styrene grafted with maleic anhydride (SEBS-g-MA)/organophilic halloysite nanotube (Org-HNT) clay ternary nanocomposites, which were produced using HNT/SEBS-g-MA masterbatches with different ratios (1/1, 1/2, and 1/3) at different nanotube loadings (1, 3, and 5 wt%). The nanocomposites with the SEBS/HNT ratio of 1/3 exhibited relatively higher impact strength, damping factors, and toughness. The PP-15wt%SEBS-g-MA-5wt%Org-HNT nanocomposite presented a 68% increase in the damping parameter at low temperature, a 68% increase in toughness, and a 290% increase in impact strength in comparison with neat PP, but it has the lowest modulus. On the other hand, the PP-9wt%SEBS-g-MA-3wt%Org-HNT nanocomposite exhibited balanced tensile properties and impact strength values between 1 wt% and 5 wt% loaded nanocomposites having the SEBS/HNT ratio of 1/3.
The properties of nanocomposites of immiscible polymer blends are strongly influenced by their morphology. In these materials, the size and shape of the dispersed phase and the distribution of the particles have great influence on the materials’ properties. In addition, the degree of crystallinity of polymeric materials also has great influence. Some studies indicate that the location of the particles in the blends influences the final morphology of the dispersed phase. 15 Depending on the chemical composition and mixing conditions, immiscible blends may exhibit different morphologies, with the dispersed phase in the form of droplets, cylinders/fibrils, or co-continuous.
The polymer nanocomposites morphology strongly depends on four factors: polarity of the constituents, viscosity ratio (dispersed viscosity by matrix viscosity phase), processing conditions, and melt mixing sequence (migration kinetics of the particles). In the last decades, researchers in the area have been studying ways to control the morphology of this material system.1–8,12–21 In these studies, one of the widely used ways to manipulate the properties of these materials is using a different sequence of mixture. Thus, by changing the mixing sequence, it is possible to change the final location of the filler and the size and shape of the dispersed phase. 22
Aravind et al. 23 studied the effect of the mixture protocol on the morphology and mechanical properties of the polyamide 6 (PA6)/organophilized clay/SEBS-g-MA ternary nanocomposite and they found that the clay addition in the blend increased hardness and decreased toughness. The best balance of properties was achieved in the sample where the clay is first added in the nylon and then the nanocomposite is mixed with the SEBS-g-MA, that is, the clay is located in the matrix. Therefore, when the clay is exfoliated in the dispersed phase, the elastomer toughening effect is reduced. Through studies in the PA6/SAN (poly(styrene-co-acrylonitrile))/SEBS (G1652) system, with addition of two different clays (C15A and C30B) and using two different mixture sequences, it was reported that the clay, when located in the matrix of PA6, resulted in an increase in the stiffness of the nanocomposite. On the other hand, when the clay remained at the interface between the polymers, there was an increase of toughness and tensile strength. 24
Emre et al. 25 studied the effect of two sequences of mixture on the morphology and mechanical properties of PP/SEBS-g-MA/Org-HNT nanocomposites. These composites were produced by adding 1, 3, and 5 wt% of Org-HNT in the PP following a clay/elastomer ratio at 1/3. The composites where all the components were simultaneous mixture presented a morphology with large aggregates of Org-HNT in the matrix. In contrast, the best HNT dispersion in the PP matrix, leading to improved mechanical properties, was found in the obtained-in-two-step nanocomposites. The PP-based ternary nanocomposite with 3wt%Org-HNT-9wt%SEBS-g-MA masterbatches exhibited approximately 200% higher impact strength compared with PP, attributed to well dispersed, encapsulated, and compatibilized HNTs in the matrix.
Torrecillas et al. 8 studied PP/SEBS blends containing MMT and MMT/polypropylene grafted with maleic anhydride (PP-g-MA) in a corotating twin screw extruder using different mixing protocols, and the morphology, mechanical, and thermal properties were analyzed. In PP-SEBS-MMT nanocomposites, PP-g-MA incorporation resulted in improved dispersion of MMT layers, regardless of the mixing protocol, and attracted MMT toward the matrix (PP) due to the interaction between the clay layers and the maleic anhydride group. MMT and PP-g-MA incorporation and the mixing protocol affected the tensile and flexural modulus and the impact strength of PP/SEBS blends. It was also observed that obtained-in-one-step nanocomposites, with or without PP-g-MA, presented the highest stiffness while obtained-in-two-steps nanocomposites presented the highest impact strength. In particular, the nanocomposites where the MMT was initially mixed with the SEBS and then with PP presented the highest impact strength value, and PPgMA incorporation improved this behavior. It is possible to notice that mixing sequence affected morphology, mechanical, and thermal properties of the nanocomposites studied.
Due to the incompatibility between the polymers (PP and SEBS) and the clay (MMT), the compatibilizer should be used to increase the interaction between the components.3–8 In this context, studies that correlate mixing sequence with morphologies and properties of PP, SEBS (with and without maleic anhydride), and organophilic montmorillonite (OMMT) clay nanocomposites are still incipient. Therefore, this study aims to evaluate the effect of different mixing sequences on the mechanical properties of PP-SEBS (with and without maleic anhydride)-OMMT nanocomposites in order to obtain a material with a better balance between toughness and stiffness.
Experimental
Materials
The following materials were used in this study: PP homopolymer (H640R—Braskem) with MFI = 1.5 g/10 min (2.16 kg in 230°C); SEBS tri-block copolymer (G1657V—Kraton) with a rubber/styrene rate of 13/87 and MFI = 22 g/10 min (5 kg in 230°C); SEBS-g-MA (FG1924G—Kraton) with 0.7–1.3 wt% with a rubber/styrene rate of 13/87 and MFI = 40g/10 min (5 kg in 230°C); and OMMT (Cloisite 20A).
Blends and nanocomposites preparation
PP/SEBS-g-MA blends and all PP/SEBS/OMMT nanocomposites were prepared at a ratio of 80/20% in weight and 75/20/5% in weight, respectively. The blends and nanocomposites were prepared in a single screw extruder (Wortex), 30 mm screw diameter with L/D = 34, and with Maddock geometry to increase mixing efficiency. The temperature profile from feed zones to the matrix was fixed at 180°C, 200°C, 220°C, 220°C, and 220°C and the rotational speed of the screws kept at 70 r min−1. In this study, the weight composition of the nanocomposite was fixed and the mixing sequence varied, thus producing six different nanocomposites described below: PSO = PP, SEBS, and OMMT melt mixed simultaneously in the extruder; PSMO = PP, SEBS-g-MA, and OMMT mixed simultaneously in the extruder; (PO)-S = previously melt mixed with OMMT and then melt mixed with SEBS; (PO)-SM = previously melt mixed with OMMT and then melt mixed with SEBS-g-MA; P-(SO) = SEBS previously melt mixed with 5% OMMT then melt mixed with PP; and P-(SMO) = SEBS-g-MA previously melt mixed with 5% OMMT then melt mixed with PP.
The elastomer SEBS was dried before and after extrusion in an oven at 80°C for 4 h, while the PP was dried at 100°C for 3 h after melt mixing with the clay.
All the formulations were dried in an oven at 100°C for 3 h before injection molding of tensile testing specimens. The tensile testing specimens were injection molded in an injection-molding machine Battenfeld HM 45 with a mold containing two cavities with universal ISO test specimen geometry.
Mechanical tests
Mechanical tensile tests were performed on the INSTRON 3367 Universal Testing Machine with 30 kN load cell according to standard conditions (BS EN ISO 527-1:1996). The crosshead speed used was 50 mm min−1. For all mechanical tests, at least five specimens of each material were tested.
The Izod impact tests were performed on notched specimens and sized according to ISO 180: 2000. A grooving machine was used to make the notches and Izod impact tests were performed on an EMIC-AIC machine. The ISO impact strength is expressed in kJ m−2.
Morphological characterization
X-ray diffraction (XRD) characterization was performed using injection-molded specimens. The diffractometer used was a SHIMADZU XRD-6000A with copper anode as a radiation source, emitting copper Kα radiation (with wavelength, λ = 1.54 Å) and testing condition as follow: 30 kV, 30 mA current, 1° min−1 scan, with 2θ variation from 2° to 10° using a divergent slit with 0.15°.
For morphological characterization in a scanning electron microscope (SEM), samples of each formulation were cryo-fractured using liquid nitrogen. In addition to this, the fracture surface of the Izod impact test specimens etched with xylene to extract rubber phase also was analyzed. The etching was performed by immersing the fracture surface in the xylene solution for 24 h. All samples were metalized with gold using a Dentum Vacuum Desk V metallizer machine. All SEM images were performed by a JEOL Mark JSM-6510LV SEM with a voltage acceleration of 20 and 15 kV of voltage.
Thermal properties
Differential scanning calorimetry (DSC) analysis was carried out under a nitrogen atmosphere using a DSC-Q10 TA Instruments calorimeter. Samples taken from mechanical test specimens were heated from 25°C to 230°C, cooled to 80°C, then heated to 230°C again using a scanning rate of 10°C min−1. DSC data from the first and second heating cycles were considered. PP degree of crystallinity (XC%) was determined according to the following equation:

where ΔHm is the enthalpy of melting, ω is the weight fraction of PP in the blend, and ΔHmo is the enthalpy of melting of 100% crystalline polymer. The enthalpy of melting of 100% crystalline PP was taken as 207 J g−1. 26 Melting (Tf) and crystallization (Tc) temperatures values were obtained from the second heating.
Results and discussion
Mechanical properties
Table 1 shows all the mechanical properties obtained from tensile and Izod impact tests. The most significant changes of properties are seen when SEBS is added in the PP, where a decrease of the tensile modulus and tensile strength occurs. However, the tensile strength at the break did not change and there is a large increase in the deformation at rupture and impact strength due to the contribution of the elastomeric phase in PP. In general, the addition of 5% of the OMMT led to an increase in the tensile modulus and tensile strength in the blend without losing ductility. However, the addition of clay in a different sequence of mixture and using SEBS with and without maleic anhydride resulted in different mechanical properties, indicating that there are differences in the morphologies of these materials.
Mechanical properties of all the samples.
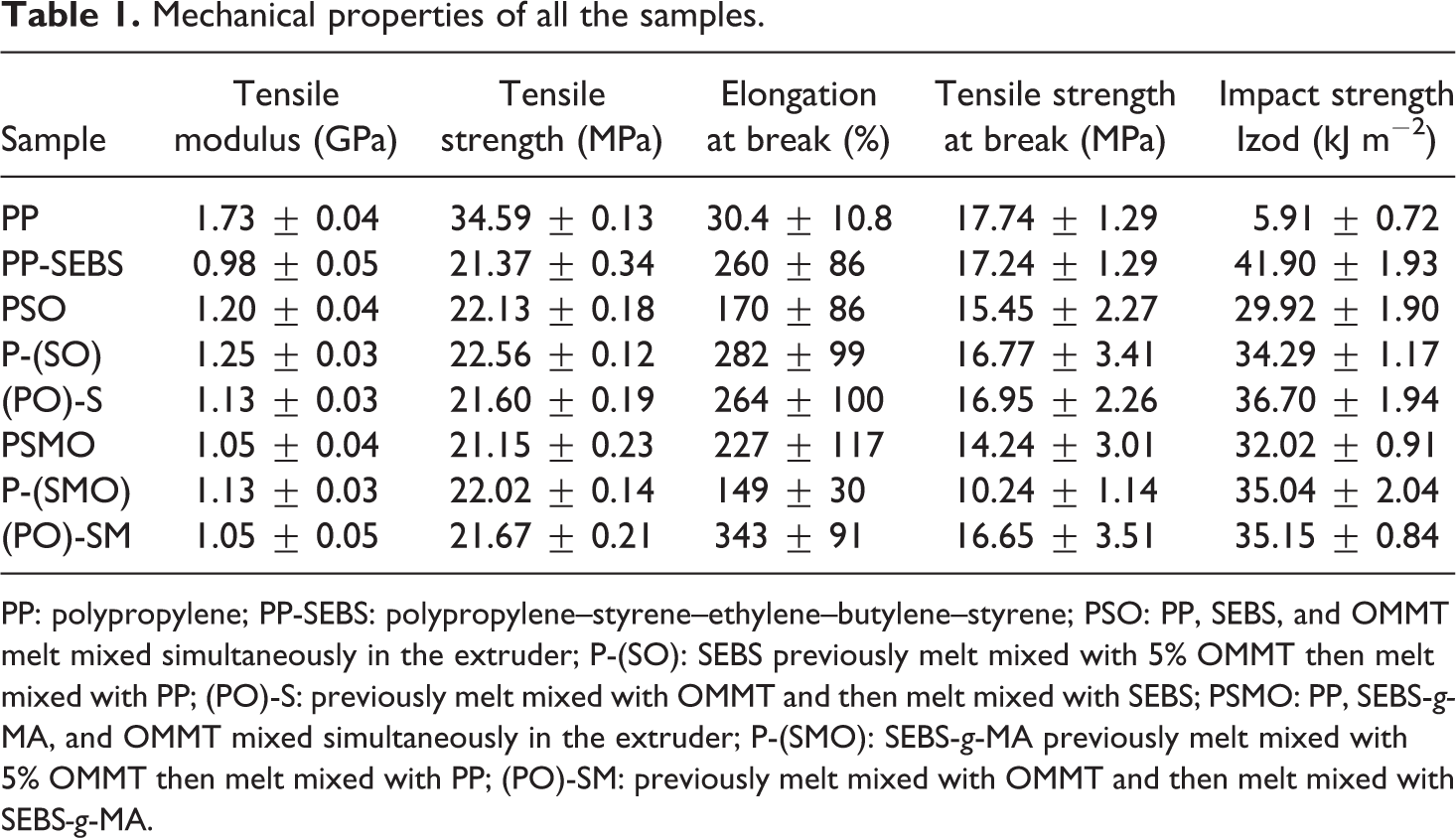
PP: polypropylene; PP-SEBS: polypropylene–styrene–ethylene–butylene–styrene; PSO: PP, SEBS, and OMMT melt mixed simultaneously in the extruder; P-(SO): SEBS previously melt mixed with 5% OMMT then melt mixed with PP; (PO)-S: previously melt mixed with OMMT and then melt mixed with SEBS; PSMO: PP, SEBS-g-MA, and OMMT mixed simultaneously in the extruder; P-(SMO): SEBS-g-MA previously melt mixed with 5% OMMT then melt mixed with PP; (PO)-SM: previously melt mixed with OMMT and then melt mixed with SEBS-g-MA.
The PSO showed high tensile modulus and tensile strength, while it has a low elongation at rupture and impact strength comparing to the other nanocomposites. While PSMO showed low tensile modulus, tensile strength, and impact strength. The nanocomposites, to which the clay was first added to the PP and then mixed with SEBS, with or without maleic anhydride, showed low tensile modulus and tensile strength and high impact strength. The condition that presented the best set of mechanical properties was for the P-(SO) nanocomposite, whereas the P-(SMO) had high impact strength and tensile strength, but low elongation at break and tensile strength at break.
The nanocomposite (P-(SO)) showed an improvement of approximately 27% and 6% in tensile modulus and tensile strength, respectively, compared to the PP-SEBS blend, and a decrease of approximately 18% of the impact strength of the blend. Compared to pure PP, P-(SO) presented a decrease of 28% and 35% in the tensile modulus and tensile strength, respectively, but an increase of 480% and 828% of impact strength and elongation at break, respectively.
In the literature, there are some articles where the addition of clay resulted in a small increase in the impact strength of immiscible blends, but the opposite is common. Biqiong and Julian 27 observed that the addition of different types of clay on different mixture sequences of blends with polystyrene (PS) and acrylonitrile–butadiene–styrene (ABS) copolymer decreased the size of the dispersed phase of the PS-ABS blends acting as a compatibilizer or by increasing the viscosity of the system, but reduced the impact strength of the material.
Morphology
Scanning electron microscope analysis
Figure 1(a) and (b) shows SEM images of the fracture surface in liquid nitrogen of the PP-20%SEBS-g-MA blend and etched with xylene for 24 h, respectively. Figure 1(a) shows the fracture surface with a smooth appearance with striations corresponding to the marks left by the crack responsible for the rupture of the specimen, it can be seen also that there is no plastic deformation at the fracture. Etching of the fracture surface removed the elastomeric phase (Figure 1(b)), and thus it was possible to observe that the disperse phase is present in the form of large domains of oriented fibrils or plates. This oriented appearance is due to the injection molding process.
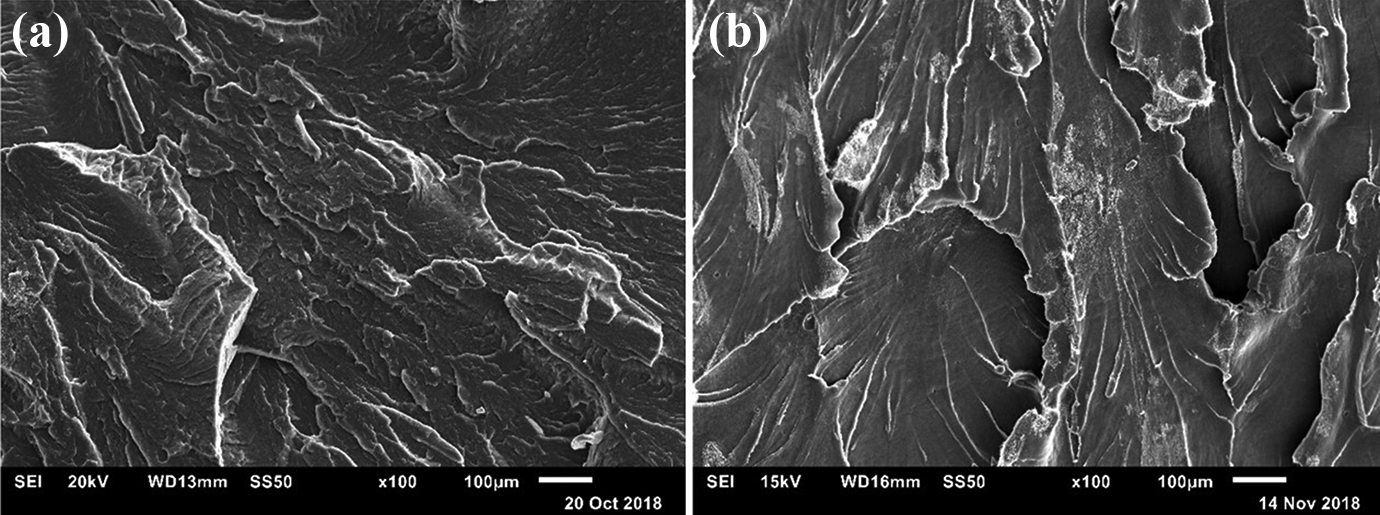
SEM micrographs of the PP-SEBS-g-MA blend fractured surfaces in (a) nitrogen liquid and (b) etched with xylene reagent.
The main toughening mechanisms in polymers with the addition of elastomers are crazing and shear yielding.22,28 All samples presented in different amounts, microfibrillation regions caused by crazing phenomenon during fracture. Figure 2 shows this phenomenon. In toughened polymers with elastomer, this phenomenon is common in fragile fractures where there is good adhesion between dispersed phase and matrix. In this phenomenon, during crack propagation, microvoids are formed and these microvoids are momently stabilized by microfibrils of the polymer, preventing premature coalescence of the microvoids, and thus, toughening the material. In this way, microfibrillation occurs in a plane perpendicular to the applied stress and starts at the rubber–matrix interface. 29
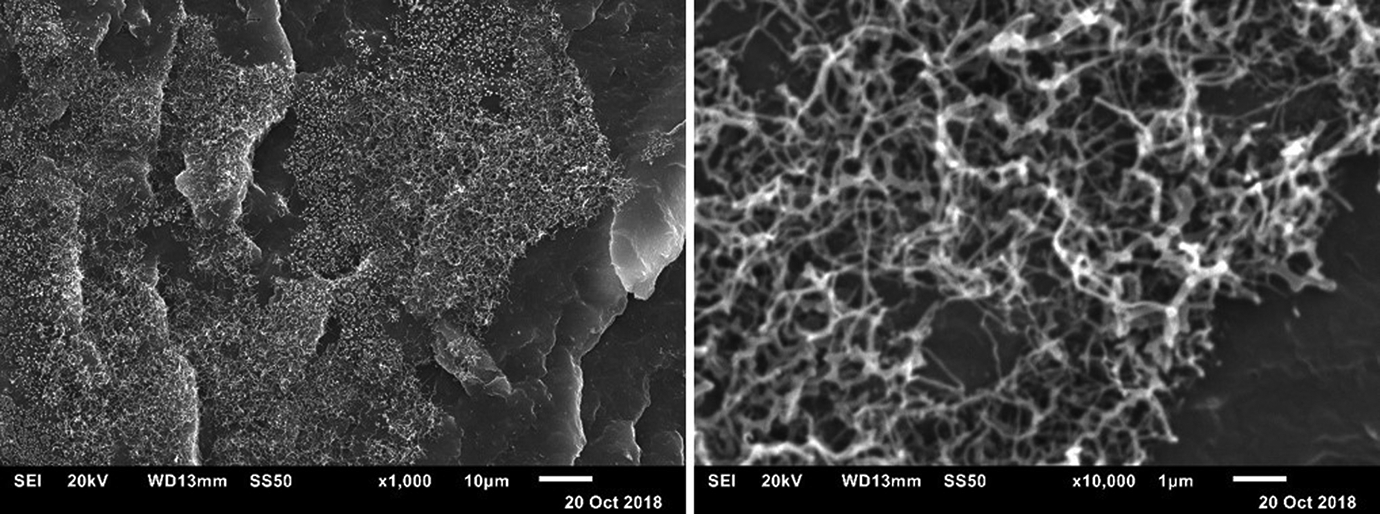
SEM micrographs of the PSO nanocomposite fractured surfaces in nitrogen liquid.
SEM images of the fracture surfaces etched with xylene for 24 h were also performed. Figure 3 shows the morphology of all the nanocomposites produced, it shows that the etching was effective in removing the elastomer from the fracture surface and, thus, we can obtain information about the dispersed phase morphology in the PP matrix. It is observed that the PSMO presented morphology with a larger and heterogeneous dispersed phase than the other formulations. This coarse dispersed phase in this nanocomposite may have been the reason that this material presented the smallest tensile modulus and tensile strength, and low impact resistance among the nanocomposites produced.
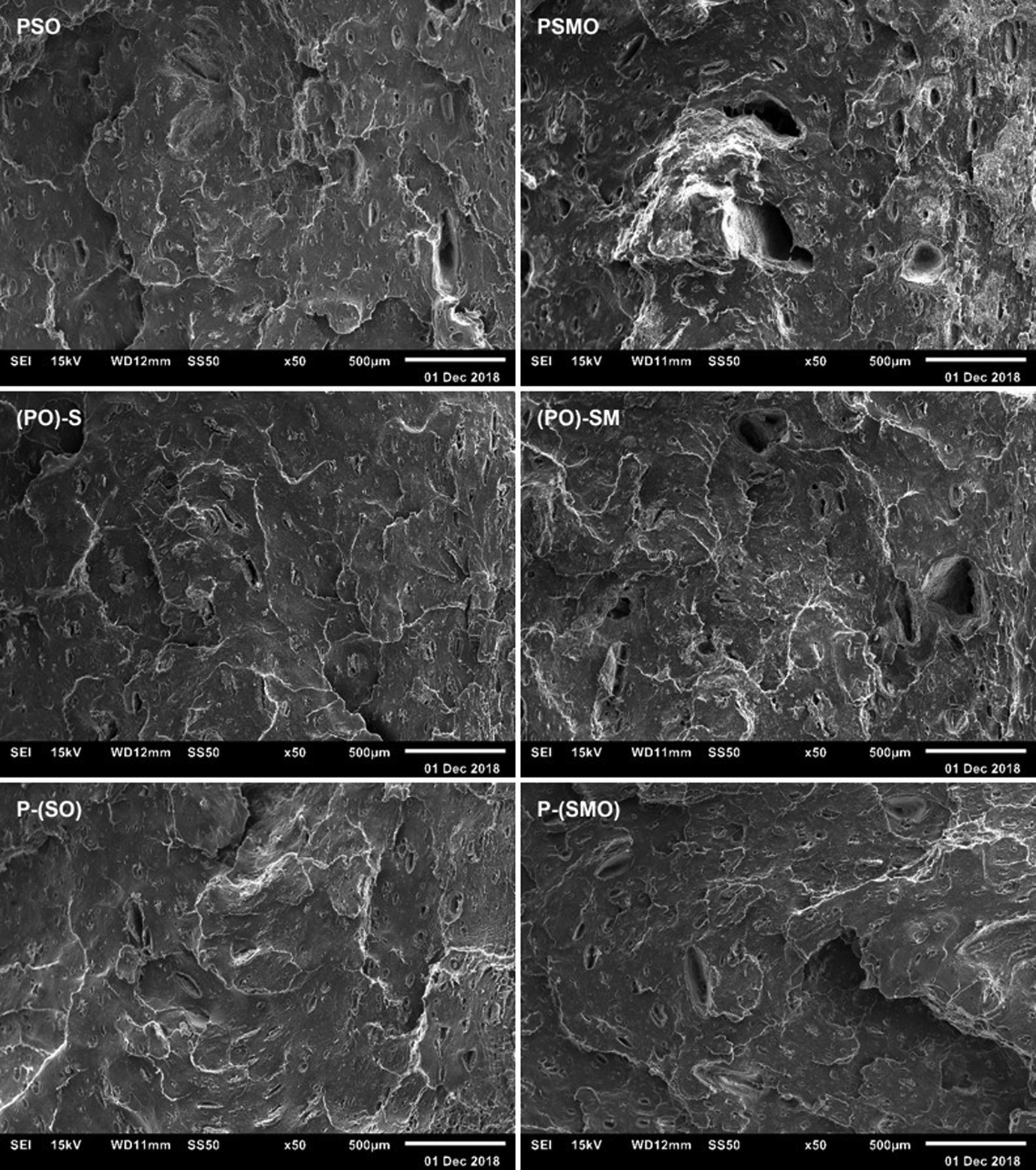
SEM micrographs of the fractured surfaces of the specimens etched with xylene reagent obtained by different mixing sequences.
Figure 4 shows SEM images of the blend and nanocomposite with a schematic representation of its elastomeric phases (size and shape). It is noted that the addition of clay in different mixing sequences changed the morphology of the blend from large elongated domains to domains in the form of droplets. This may have happened because the clay acts to prevent the coalescence of the dispersed phase and favoring the formation of droplet morphology, as reported in the literature.3,7 Helal et al. 30 noted a similar phenomenon. They observed that the addition of ZnO nanoparticles resulted in changes in the dispersed phase morphology of PE-50%SEBS-g-MA blends, the co-continuous morphology of the blends gave rise to the dispersion type morphology in elongated SEBS-g-MA droplets. This change in morphology was due to the higher viscosity value of the elastomer during the melt processing with the addition of ZnO nanoparticles, which leads to the rupture of the elastomer segments. Zulima et al. 3 also found that the addition of MMT clay (Cloisite 20A) caused a reduction in the SEBS domains because it diminishes the tendency of its agglomeration. This is attributed to an increase in melt viscosity after the addition of MMT. In Torrecillas et al.’s study, 8 MMT incorporation promoted a decrease in the dispersed phase (SEBS) diameter and PP-g-MA presence improved this behavior.
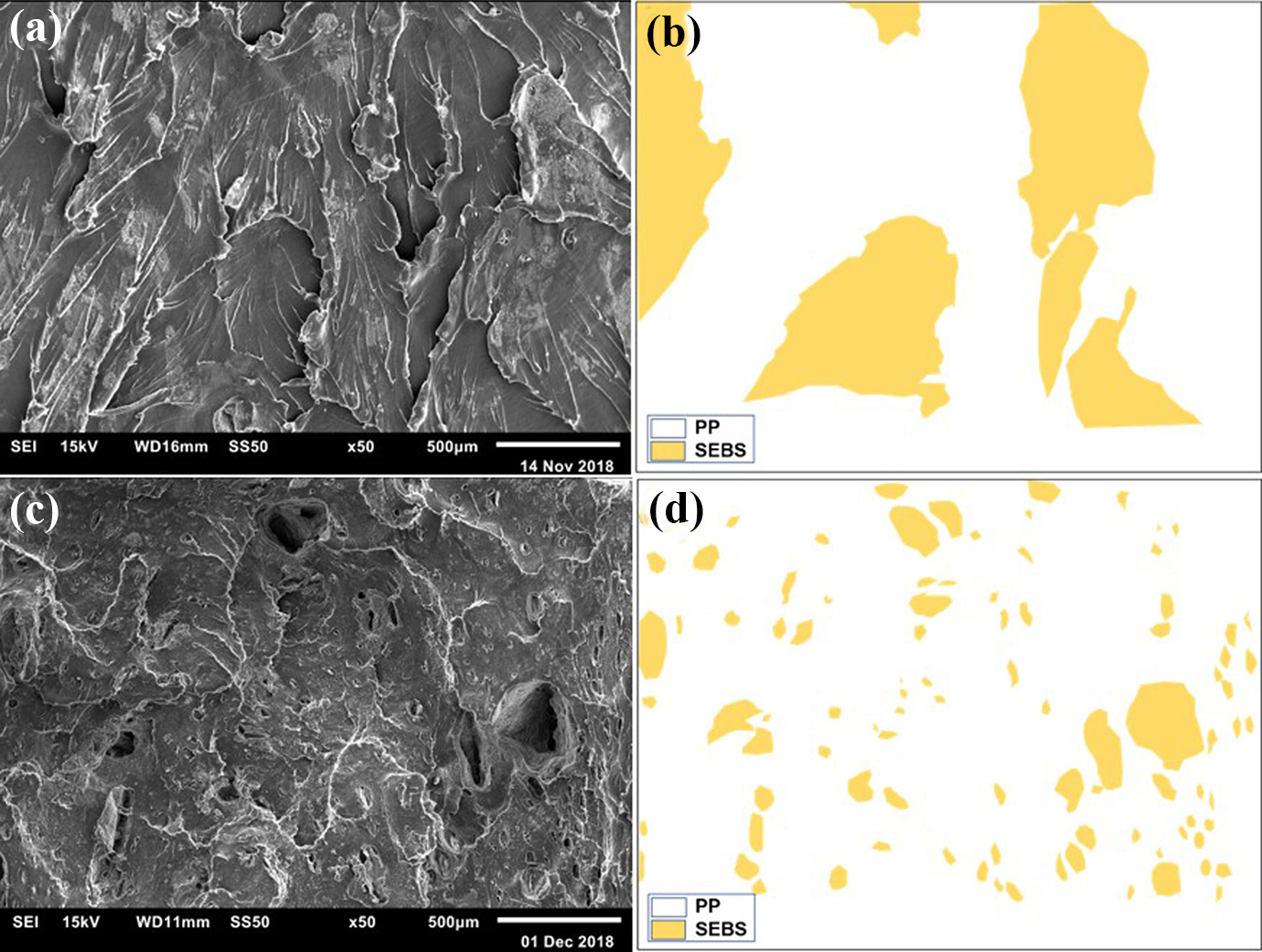
Images (a) and (c) show SEM of PP-SEBS-g-MA and (PO)-SM etched with xylene reagent, respectively. While the images (b) and (d) show the schematic representation of its elastomeric phases, respectively.
The SEM analysis of the morphology of the injection-molded specimens showed that under these conditions, the main parameter governing the final morphology of the nanocomposite is the mixing condition and presence of OMMT.
X-ray diffraction
Figure 5 shows the XRD spectra of Cloisite 20A clay and all the nanocomposites produced in this study. Through clay diffractogram, it is possible to identify the peak, approximately 2θ = 4°, referring to the basal spacing of organophilized clay. Thus, by analyzing this peak, it was possible to observe that the nanocomposites that have SEBS without maleic anhydride (PSO, P-(SO), and (PO)-S) show the same peak displaced to lower values of 2θ, which indicates that the intercalation phenomenon of the polymer chains occurred between the lamellae of the clay. In addition, the nanocomposites (PO)-S and PSO diffractograms indicate the presence of intercalated and partially exfoliated clay, due to the broadening of the peak. In the Amir and Ahmad study, 24 it was also observed that the clay Cloisite 15A was intercalated/partially exfoliated in the PA6/SAN/SEBS ternary blend. In addition, they also reported that the presence of exfoliated platelets in the matrix restricts the deformability of the chain, increases the tensile strength, and decreases the impact strength of the nanocomposite.
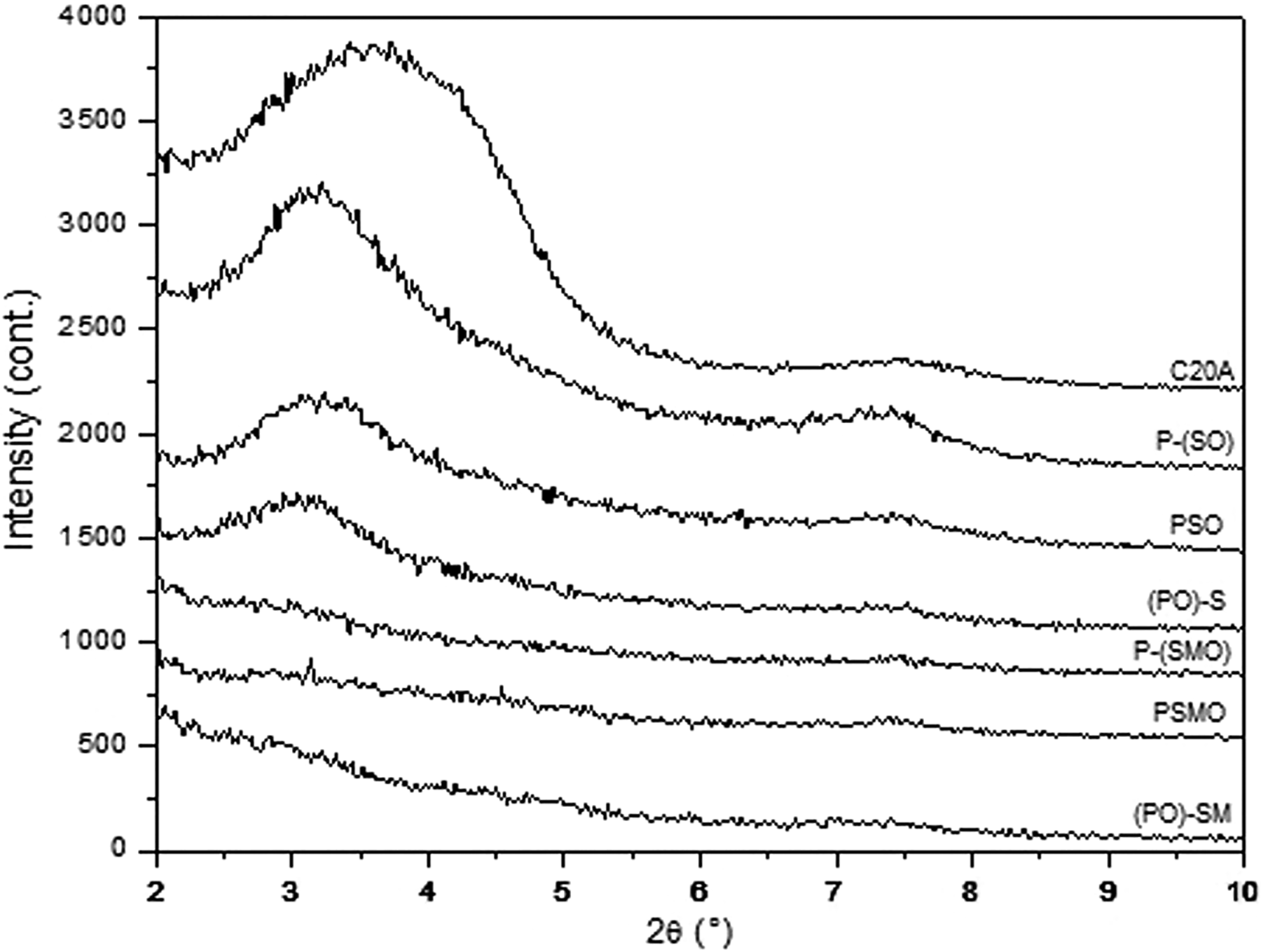
XRD patterns of Cloisite 20A powder and PP-SEBS-OMMT nanocomposites. The curves were shifted on the y-axis to improve visualization.
The nanocomposites containing SEBS-g-MA (PSMO, P-(SMO), and (PO)-SM) showed no diffraction peak, indicating that in these materials, there was the phenomenon of exfoliation of the clay in the polymer chains. This result shows that the combined effect of the functional groups on clay and SEBS increases the interaction between the materials in the nanocomposite, resulting in an exfoliated structure. In the literature, studies aimed at the preparation of these nanocomposites used a twin screw extrusion process to increase the shear strength in the materials and, consequently, favor intercalation and exfoliation.9,10,13 However, in this study, the single screw extrusion process was used and even then, it was possible to exfoliate the clay lamellae with the use of maleic anhydride in the SEBS and to intercalate the clay using SEBS without maleic anhydride. In the literature, it is reported that, in the presence of PP-g-MA, MMT layers were shown to be partially exfoliated within the PP matrix and intercalated by polymer chains both within the SEBS phase and at the PP/SEBS interface. 8
In the study by Ying et al., 6 it was seen that the addition of small amount of PP-g-MA in the PP-SEBS-OMMT nanocomposite shifts the basal (001) diffraction of clay (DK1N) peak to lower values, indicating that the intercalation phenomenon occurred in the material. While increasing the concentration of PP-g-MA to 15 pH resulted in the disappearance of this peak, which is attributed to the occurrence of exfoliation in the nanocomposite. The results indicated that increasing the distance between the clay lamellae improved the mechanical properties, but the addition of PP-g-MA decreased the impact strength of the nanocomposite. Catalina-Gabriela et al. 4 also verified that the addition of different amounts of SEBS and OMMT (Dellite 67G) in the PP caused an increase of the basal spacing of the peak (001) related to the intercalation phenomenon, and this resulted in an increase of mechanical properties in the nanocomposite. The intercalation phenomenon was also seen in the PP-SEBS-g-MA-OMMT system in some papers.6,9–11,13 However, all these authors used twin screw extruder process to achieve this result. In addition, it was also observed that the intensity of the diffraction peak (001) decreased with increasing concentration of SEBS-g-MA.
Ranjbar et al. 11 reported that nonpolar PP chain is hardly intercalated in OMMT platelets. The polar MA functional group grafted in the SEBS chain enhances the interaction of the polymer chains with the clay. Thus, the interaction between hydrogen bonding and the hydroxyl group of the silicate and the MA group grafted in the SEBS would help in the nanodispersion of the organophilized clay in the blend. Therefore, the same behavior can be related to this study, where the PS block of SEBS intercalates in the organophilized clay due to its greater polarity; however, it cannot exfoliate due to the dimensions of the styrene phase. On the other hand, when SEBS was used with maleic anhydride, the clay was completely exfoliated because of the greater interaction of the MA functional group with the clay platelets. This suggests that clay prefers the PS block in the PP-SEBS-OMMT nanocomposite, while in the PP-SEBS-g-MA-OMMT nanocomposite, clay prefers the ethylene–butylene phase.
In Torrecillas et al.’s study, 8 PP-SEBS-MMT nanocomposites were produced by twin screw extrusion, and with the addition of PP-g-MA, the XRD results indicated that the MMT layers were partially exfoliated within the PP matrix and intercalated by polymer chains from both the SEBS phase and the PP/SEBS interface.
DSC analysis
Figure 6 shows the first heating DSC curves of all formulations studied and Table 2 the values of the thermal properties obtained from these DSC tests. Addition of SEBS-g-MA in the PP decreases the melting and crystallization temperature from 158.6°C and 119.5°C to 157.2°C and 115.3°C, respectively. The addition of clay in the blends with SEBS-g-MA maintains or reduces the values of Tf and Tc, while the addition of clay in the blends without maleic anhydride results in the increase of these temperatures (Tf and Tc).
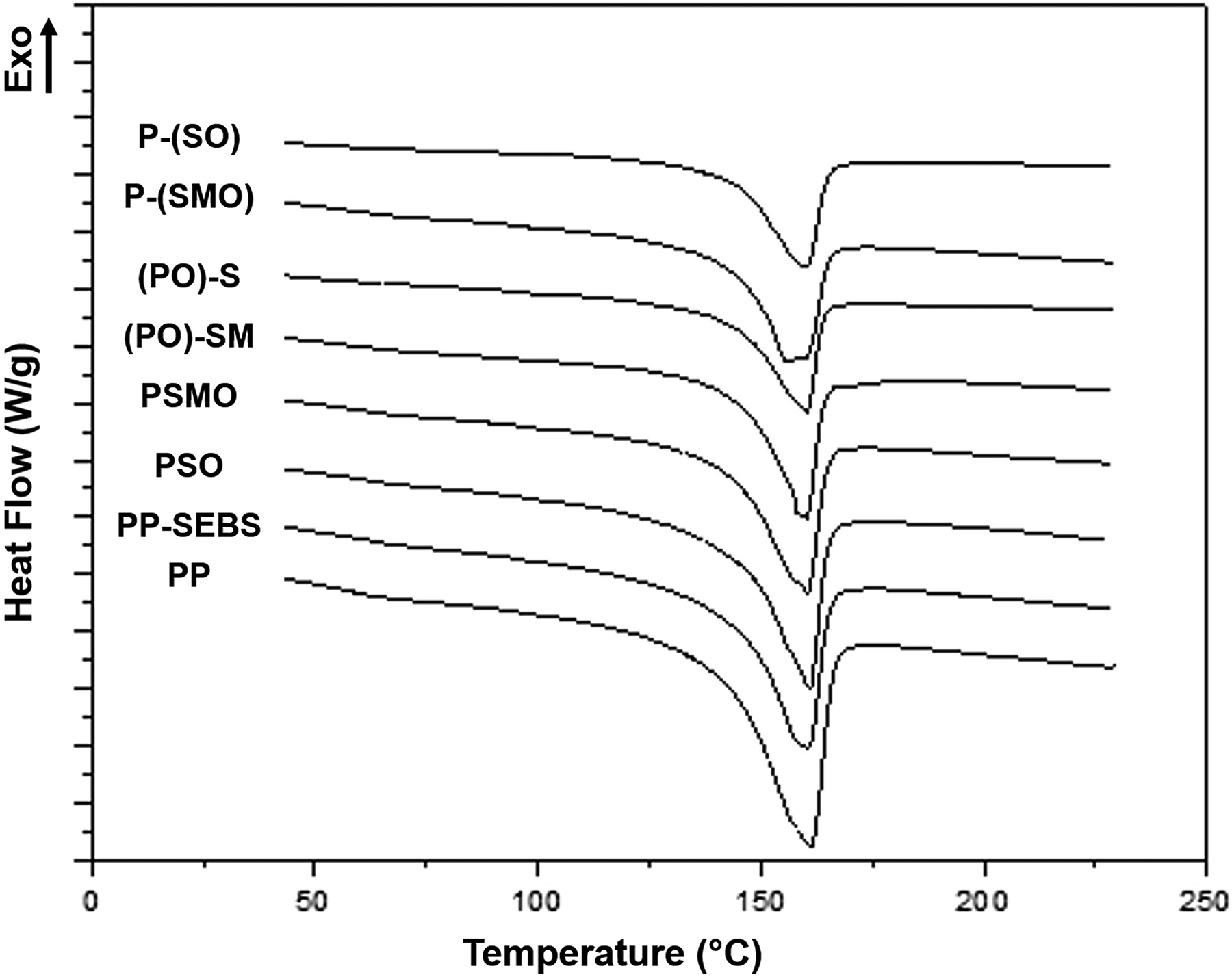
DSC curves on the first heating of all studied materials.
Results obtained from the DSC tests of all samples.
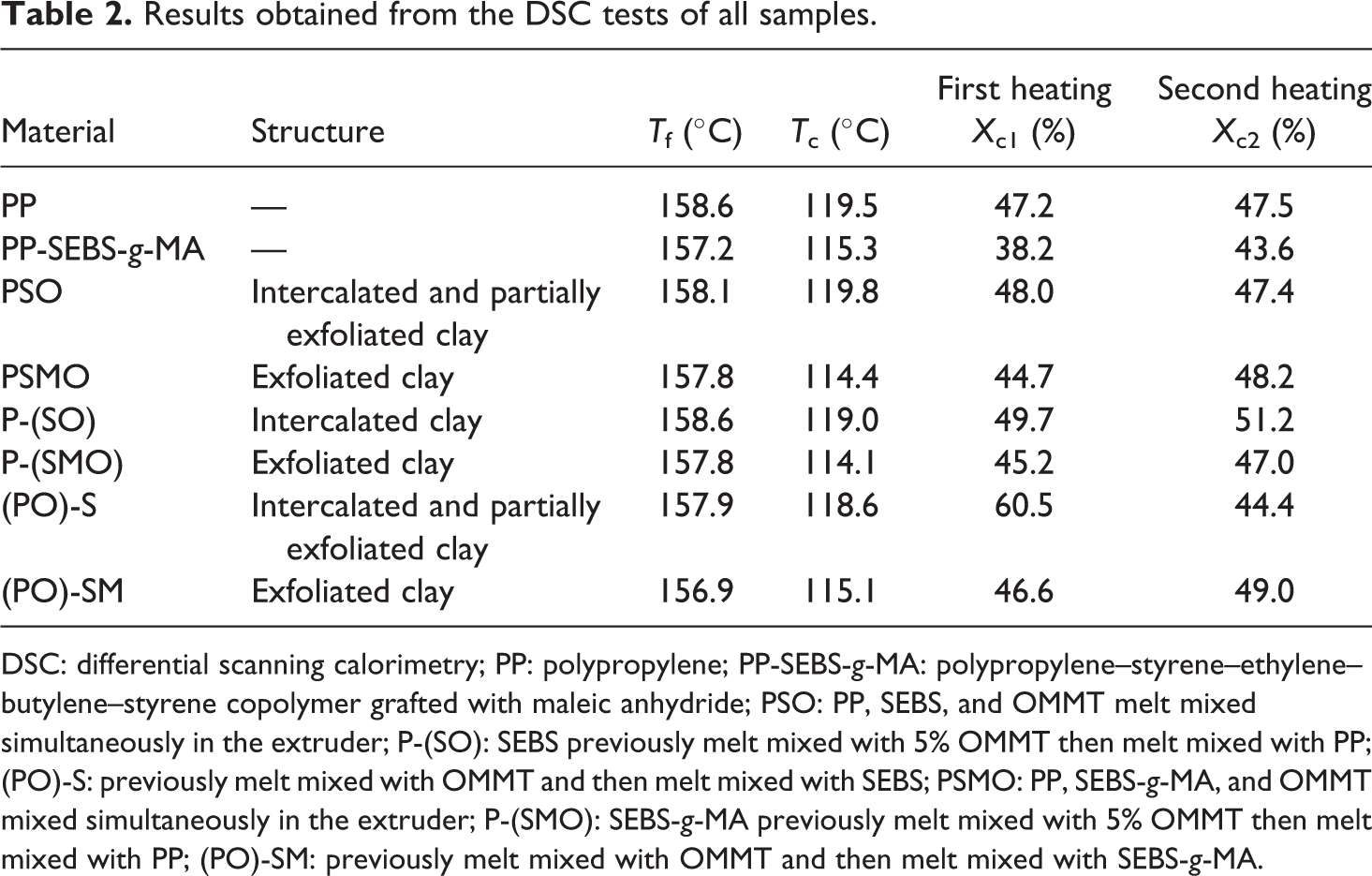
DSC: differential scanning calorimetry; PP: polypropylene; PP-SEBS-g-MA: polypropylene–styrene–ethylene–butylene–styrene copolymer grafted with maleic anhydride; PSO: PP, SEBS, and OMMT melt mixed simultaneously in the extruder; P-(SO): SEBS previously melt mixed with 5% OMMT then melt mixed with PP; (PO)-S: previously melt mixed with OMMT and then melt mixed with SEBS; PSMO: PP, SEBS-g-MA, and OMMT mixed simultaneously in the extruder; P-(SMO): SEBS-g-MA previously melt mixed with 5% OMMT then melt mixed with PP; (PO)-SM: previously melt mixed with OMMT and then melt mixed with SEBS-g-MA.
The degree of crystallinity Xc1 was calculated from melting enthalpy of the first heating thermogram curve and Xc2 from melting enthalpy of second heating thermogram curve. Overall, by observing both the Xc1 and Xc2 values, it was noted that the addition of SEBS in the PP reduces the crystallinity of the PP phase, while the addition of OMMT in the blend in different mixing sequences increases the crystallinity of the PP phase. This same trend was found in the study by Catalina-Gabriela et al., 4 where the authors reported that the crystallinity of the PP decreases because of the greater structure disorder caused by the addition of SEBS, whereas this decrease of the crystalline phase was compensated when added clay to the system. Tjong et al. 13 reported that clay particles serve as nucleating sites for PP crystals, but also cause retardation in the growth of these crystals by physical mobility hindrance of the polymer chains. In this way, forming a morphology with smaller spherulite size, which, in some cases, results in the improvement of mechanical properties.
One fact that has great influence in the nanocomposite properties is the dispersion state of the clay in the polymeric matrix. The results show that nanocomposites with intercalated morphology (PP-SEBS-OMMT) presented higher values of Tf, Tc, and Xc1 compared to the same nanocomposites with exfoliated morphology (PP-SEBS-g-MA-OMMT). This indicates that the phenomenon of clay intercalation in the polymer chains favors the crystallization process of the polymers. Mostafa et al. 5 reported that the phenomenon of intercalation of the clay layers within the polymer chains in amorphous regions can favor the crystallization of the polymer by forming a good arrangement of the chains in those regions and, consequently, by the formation of crystalline sections, Tc and degree of crystallization increase.
By analyzing the values of Xc1 and the mechanical properties of all nanocomposites (Table 1), it was possible to evaluate that the nanocomposite with the worst set of mechanical properties is the one with less amount of crystalline phase (PSMO). While the PSO, P-SO), and (PO)-S nanocomposites have the highest values of Xc1, they also present the highest values of tensile modulus and tensile strength. In relation to the effect of the mixing sequence on the crystallinity of these materials, it was possible to observe that the nanocomposite with the best set of mechanical properties (P-(SO)) presents the morphology that favors the crystallization of the polymer.
Conclusions
The effect of the different sequences of mixing in the morphology, mechanical, and thermal properties of PP-SEBS blends modified or not with organophilic clay (OMMT) and maleic anhydride was analyzed. The addition of OMMT in different mixing protocol changed the morphology of the blends from large elongated domains to domains in the form of droplets with different sizes. The OMMT acted to prevent the coalescence of the dispersed phase and favoring the formation of droplet morphology. The condition that presented the best set of mechanical properties was for the P-(SO) nanocomposite. While the worst mechanical properties (low tensile strength, tensile modulus, and impact resistance) were found in PSMO, this may be related to the coarser morphology of the dispersed phase and the low degree of crystallinity. Although, the formulation containing maleic anhydride, produced clay exfoliation due to better interaction between clay and polymer, they did not produce better mechanical properties than formulation without maleic anhydride, since these materials have clay in the intercalated form that increased the crystallinity of the matrix, improving its mechanical properties.
Footnotes
Acknowledgements
The authors thank the companies BRASKEN and KRATON for the supply of PP and SEBS, respectively.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the funding agency CNPq.