
Abstract
Additive manufacturing has been gaining ground both in the industry and in the academic world due to its flexibility, easy operation, and the possibility of making products in the most varied formats. Also, it can be observed that magnets are largely produced using a sintering process, although it results in high (BH)max, this process is very limited in relation to the shapes of the magnets, thus, additive manufacturing can be used to produce complex shaped magnets. The aim of this article is to demonstrate the state of the art regarding the applied methods to produce permanent magnets and materials for magnet production. Considering this, a literature review was conducted using the methodology called mapping study to select the articles to be used, thus, demonstrating that the main compound used as the magnetic particle is NdFeB alloy powder. Finally, it can be concluded that the magnets produced by additive manufacturing have lower (BH)max than those produced by sintering processes, which despite having high filling capacity of magnetic particles increases the magnet’s magnetic capacity, limits their shape, those by manufacturing magnets can be produced with complex shapes, the heating temperature may reduce the maximum energy, and the coercive force improves it.
Introduction
Additive manufacturing is a new method when compared to other traditional manufacturing methods, such as metal treatment, which is already thousands of years old. According to Lu et al., 1 it is an extremely flexible method, which makes use of a wide range of materials, such as raw material, to print objects of various shapes and sizes. Some of the purposes are printing prosthetics and orthotics, general parts and even food. However, even being a new trend in the manufacturing industry, due to research and technological advances, this technique is being increasingly used in various areas of the economy.
As the main topic of this article is additive manufacturing, there is a need to adopt the correct terminology when referring to the methods used. Due to this, ASTM52900-15 standard 2 was used to normalize and standardize the categories of processes used. Based on this standard, the methods cited throughout this article will be defined according to each category. The binder jetting method is included in a category of the same name; the second category (direct energy deposition) includes the stereolithography (SLA) and nonuniform ultraviolet fluid lithography (NUFL) methods, the third category (material extrusion) includes fused deposition modeling (FDM) and Big Area Additive Manufacturing (BAAM). The electrohydrodynamics (EHD) and polyjet methods, as well as the one that uses ferrofluid droplets, are included in the material jetting category. Finally, the selective laser melting (SLM), electron beam fusion (EBM), and direct metal laser sintering (DMLS) methods are included in the powder bed fusion category.
Regarding this topic, Miodownik 3 discusses and predicts materials to be developed by 2050 in five perspectives: sustainable cities, energy security, food security, water security, and health. Additive manufacturing will be used for reusing many materials that are now considered waste. Although the author makes mere predictions, the focus of the article is mainly on the conscious use and various purposes of materials that can be extracted from the environment, that is, waste reduction and zero waste. An effective method for reusing materials or using new materials is additive manufacturing as its methods use materials with different physical properties.
Additive manufacturing has various applications, as mentioned previously, due to its process flexibility and raw materials, among other factors. Credi et al. 4 focused on how to use additive manufacturing rather than the process itself. The author reported on the use of SLA to produce micro-magnet structures in the form of beams (cantilevers) from a mixture of acrylic monomer with a photoinitiator and visible paint.
Moreover, Anthony and Lee 5 produced an apparatus for storing samples, which can be handled on only one support. All parts were produced by SLA using transparent resin and then fitted to form the apparatus. Parsagian and Kleinerta 6 used FDM to produce an acrylonitrile–butadiene styrene (ABS) base for magnets in a Zeeman speed reducer. Finally, Zhang et al. 7 report on the use of additive manufacturing as a method for defining surface texture, more specifically the method called the EHD, which can directly fabricate microstructures on a subtract surface with phase-change inks.
In additive manufacturing, there are various methods that have been categorically defined. Fernandes 8 mentions five main types, characterizing fused filament fabrication (FFF) as heating filaments of a plastic material, generally polylactic acid or ABS, for a semi-solid state and deposited by the extrusion nozzle.
Furthermore, according to the same author, SLA and digital light processing refer to the use of a laser or visible light and a reservoir with liquid resin. When the resin is reached by the laser in the contour relative to the shape of the object, this part “solidifies” and sticks to the lower layer. Then, the support platform goes up or down, depending on the printer, a fraction of a millimeter in the tank, allowing the liquid resin to settle in the last layer of the solid part and the laser process to restart until the piece to be completed.
Selective laser sintering (SLS) consists of a laser (CO2) that fuses small particles of a powdered material, thus forming each of the layers of the object. The powder that is not reached by the laser remains in its natural form and, with this, ends up serving as the support itself. DMLS is similar to SLS but uses metals as the material. In order to work, it needs a powerful laser (Yb-fiber laser) that fuses the particles of the metals to form the layers of the object.
As lasers are used in SLS and DMLS, it is important to know a little more about this subject. Considering this, Bogue 9 discusses lasers and their applications. The authors cite the main use of ruby and Nd:YAG lasers. These are mainly used to improve the mechanical properties of a component or to increase corrosion resistance, repair worn pairs, and fabricate matrices of metallic compounds. Polyjet, according to the author quoted above, is similar to inkjet printing, but instead of blasting drops of paint onto paper, polyJet 3-D printers’ jet layers of a curable liquid photopolymer onto a mounting tray.
Most of the methods presented next use elastomer as the matrix for printing. According to Quevedo, 10 there are thermoplastic macromolecules where some chains are attached to each other through transverse atomic bonds, bridges, or cross-links. They are called “thermoplastic rubber”.
According to Paranthaman et al., 11 another widely used method is called binder jetting, in which the process begins by extruding a layer of defined thickness and spreading a thin layer of powder onto the extruded area with a roll. The print head passes over the area and selectively deposits material and the process are redone as many times as necessary.
The other methods mentioned are explained by the authors who proposed them as they are methods that are not generally used. A final concept to be understood is that of maximum energy product ((BH)max), which according to Imashop 12 is the maximum energy product of a magnet measured in “Mega-Gauss Oersteds” (MGOe) or kJ/m3 unit used in International System of Units (SI). This is the main indicator of a magnet’s strength. In general, the higher the maximum energy value of the product, the greater the magnetic field that the magnet will generate for a given application.
The fact that magnet made by sinterization is widely used is because of the low price to produce it, and its high (BH)max, which is much higher than the ones made by additive manufacturing; it is mainly due to composition that the sintered ones are basically 100% metallic and the others have the polymer matrix that do not improve the maximum energy for itself.
Development
Materials and methods
A literature review was carried out as the research was based on studies that have already been published by other authors, whether academic papers or books. 13 Since this type of approach requires a large amount of material, we used a research method that would make this process as dynamic and efficient as possible. For this purpose, the method called mapping study was used, which is discussed in the literature.14,15 and is based on using keywords and Boolean operators between the words (the operator used in this work was and). The keywords are arranged in such a way as to obtain as many articles as possible on the topic. After rearranging them, they are applied to databases.
Three different databases were used for this work: the CAPES Periodicals, Science Direct, and Scopus, which were accessed using the license from the Federal University of Goiás. The keywords used were “3D printing,” “magnetic field” “Ferromagnetic,” and “materials” and “neodymium,” which after rearranging them using the logical operators, defined the expressions applied in each database separately. The expressions were “3D printing” and “magnetic field,” “3D printing” and “magnetic field” and “neodymium,” “3D printing” and “materials” and “ferromagnetic” and “3D printing” and “neodymium.” These expressions were chosen in order to find articles that relate 3-D printing and materials used or produced that have magnetism.
When applying the expressions, a considerable amount of articles were found in each database, but not all of these articles fulfilled the aim of the study. This is due to the way in which the searches were done. We looked for the expressions between quotation marks in the studies, and thus there was material from various different areas concerning 3-D printing or the use of neodymium. In short, there was a need to apply a filter to the obtained material.
The first filter used was the titles of the articles found. The titles were read, and if they were connected to the theme proposed by the present study, they were selected. This process was carried out in the three databases, thus reducing the number of articles to be read. However, there was still the possibility of articles that had a title that appeared to be related, but whose content was not of interest. The second filter to be applied was the abstracts. They were selected by the first filter. We read them and only the ones that were related to the topic of the study were selected.
After applying these two filters, we already had a sufficient number of articles, but there was still the possibility of having articles repeated among those selected because as the databases were different, the same article could have been selected in different ones. Thus, the articles were analyzed and any replicates were eliminated.
Finally, in order to have the largest amount of base material for the production of this work, the final stage was snowball sampling, in which the references of the selected articles were analyzed in order to obtain materials that were not obtained through the databases.
In addition to the articles obtained by this process, other relevant articles, books, and websites were used for this work, thus concluding the material selection process so that the present research could be continued.
Results and discussion
After following the steps and filters described above and processing the data using the Excel software, it can be observed in Appendix Table 1A that there was a significant reduction in the number of articles that would be read and were actually read after applying the proposed method and the filters used. From the 551 articles found initially, only 38 were read, resulting in a reduction of 93.1% of the time and effort that would be used without adopting this method.
In addition to the data shown in Appendix Table 1A, the mapping study method allows the data to be processed using more information than the number of articles found, due to the large amount of information obtained from the selected articles. Figure 1 shows the distribution of articles according to the year of publication revealing that the articles that were selected are recent (the oldest articles date back to 4 years ago). Furthermore, there are articles that have been approved for publication in 2019. It can be observed that most of them are from 2018 (35%), followed by 2017 (25%) and 2016 (22.5%). Thus, it can be seen that this is a current topic, which has a vast body of literature on the subject.
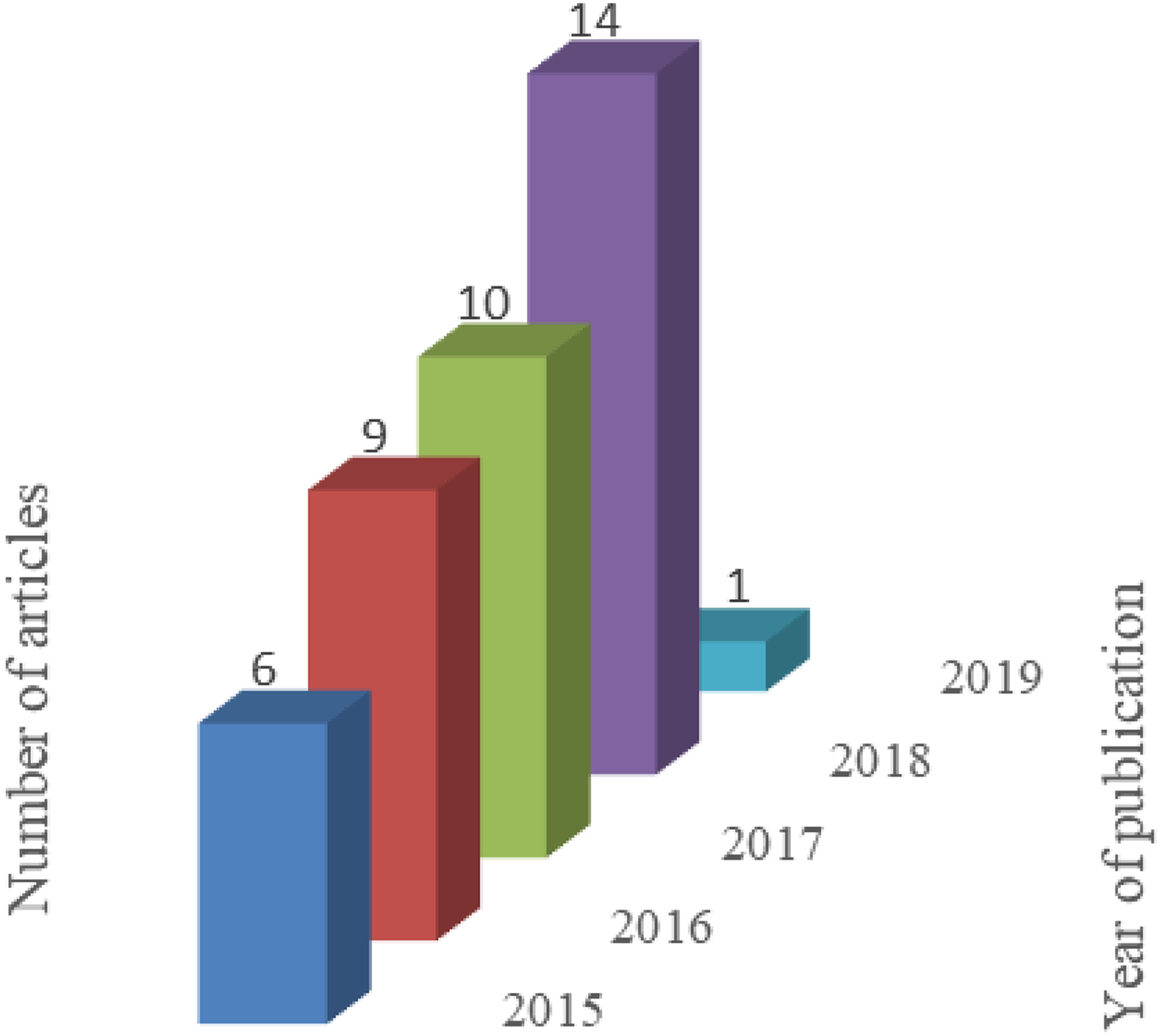
Time distribution of selected articles.
In addition to defining the relevance of the topic (Figure 1), it is equally relevant to define where the cutting-edge research related to the topic is being done, as well as which journals are responsible for publishing the progress achieved in the area. In this context, Figure 2 shows that the United States is the leading country in this area of research, followed by Canada and Germany.

Distribution of articles by countries.
Figure 3 shows the distribution of the most relevant articles selected in relation to the periodical in which they were published. From a total of 27 journals, only four were responsible for publishing more than one article on the topic. This is due to the heterogeneity between the countries responsible for the research (Figure 2).
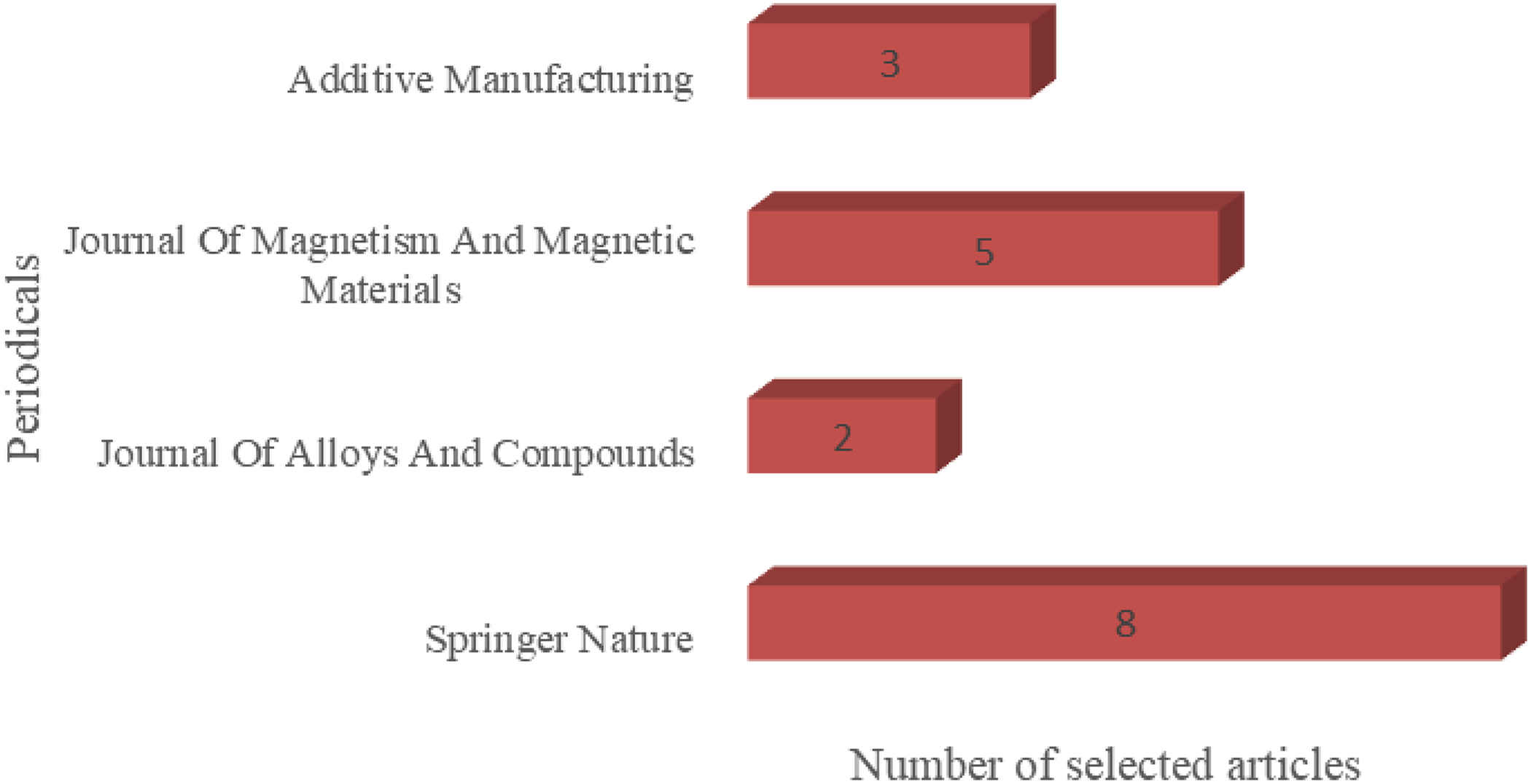
Distribution of articles based on periodicals in which they were published.
It can be observed that there is a large number of published articles related to the topic in the following journals: Additive Manufacturing, Journal of Alloys and Compounds, Journal of Magnetism and Magnetic Materials, and Springer Nature. Primarily because of its main theme dealing with the topic, and also in the case of Springer Nature mainly because of its overall relevance. In the case of this particular journal, not all articles were published in Springer Nature; only one of the articles found was published in this session. The other papers classified here as Springer Nature, were published in other publications such as “Scientific Reports,” “Nature Communications,” “Microsystems & Nanoengineering,” among others.
Even using specific keywords and between quotation marks (a method used to search expressions in the articles exactly as they are defined within the quotation marks), there is no guarantee that the result will be articles from only one area or on that specific subject. For example, research using keywords such as “magnetic field” and “3D printing” did not find only articles that involved the development of new materials for 3-D printing that have magnetism.
A number of out-of-print articles were found, such as a wide range of medical articles containing tissue regeneration research, research in the field of magnet physics, and also research involving additive manufacturing and materials for the field of magnet physics.
After carrying out the mapping study, there were various different topics addressing the same subject; therefore, it was necessary to classify the articles into topics to understand the subject better. This can be clearly seen in Figure 4.
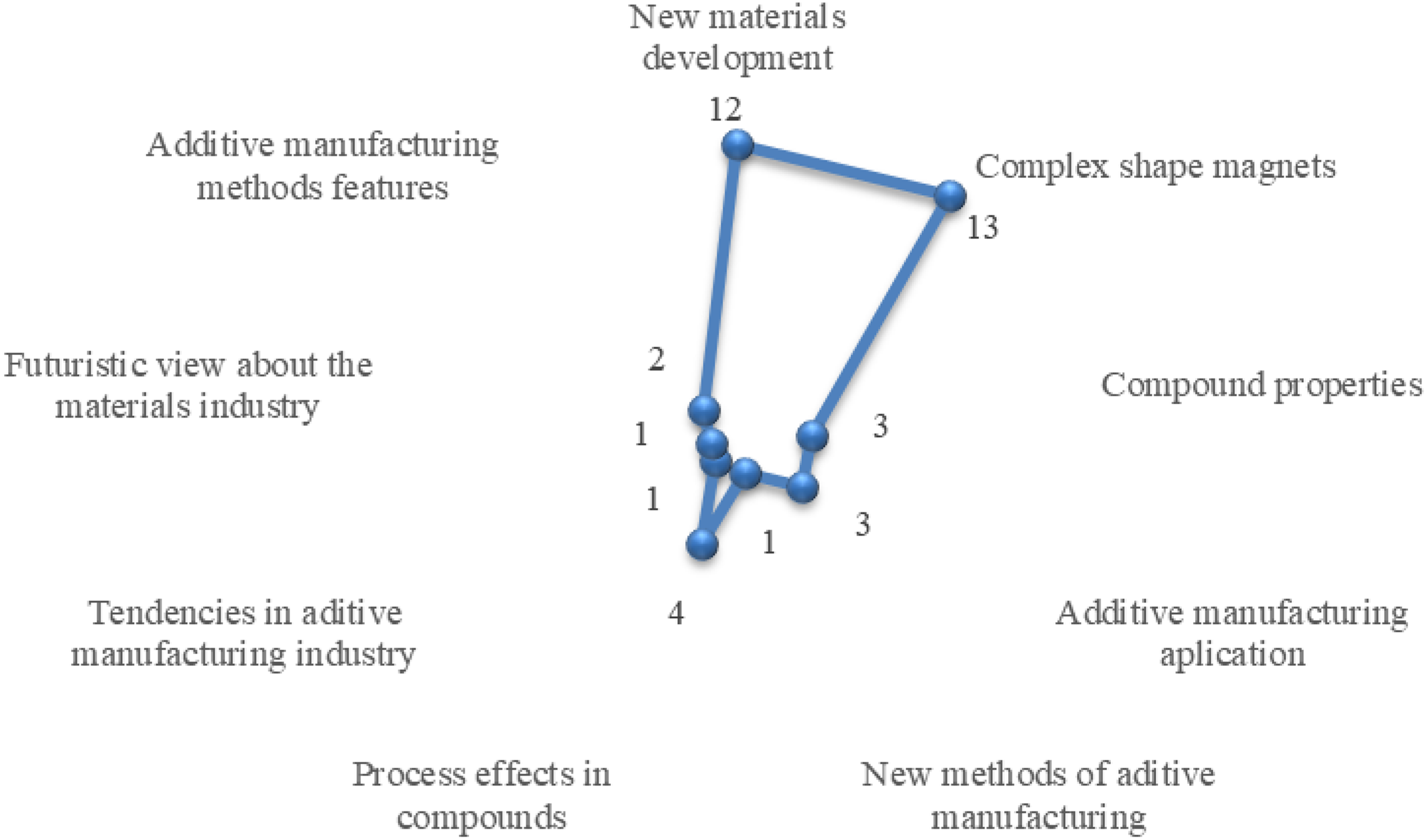
Distribution of articles based on the topics covered.
It can be observed from the radar chart in Figure 4 that the two topics most addressed by the articles selected were the new materials development, followed by complex shaped magnets. However, they are related themes due to the keywords used, insofar as the new materials dealt with in such articles were used for magnet production by additive manufacturing; each material contributed to the properties of the magnet in question.
It was expected that articles about magnet production would use the widely used additive manufacturing methods (injection methods such as FDM). Contrary to this trend, however, other methods were used in manufacturing, including some articles that studied the comparison of the methods of additive manufacturing in magnet production. Thus, Figure 5 shows the variety of methods used in the selected papers.
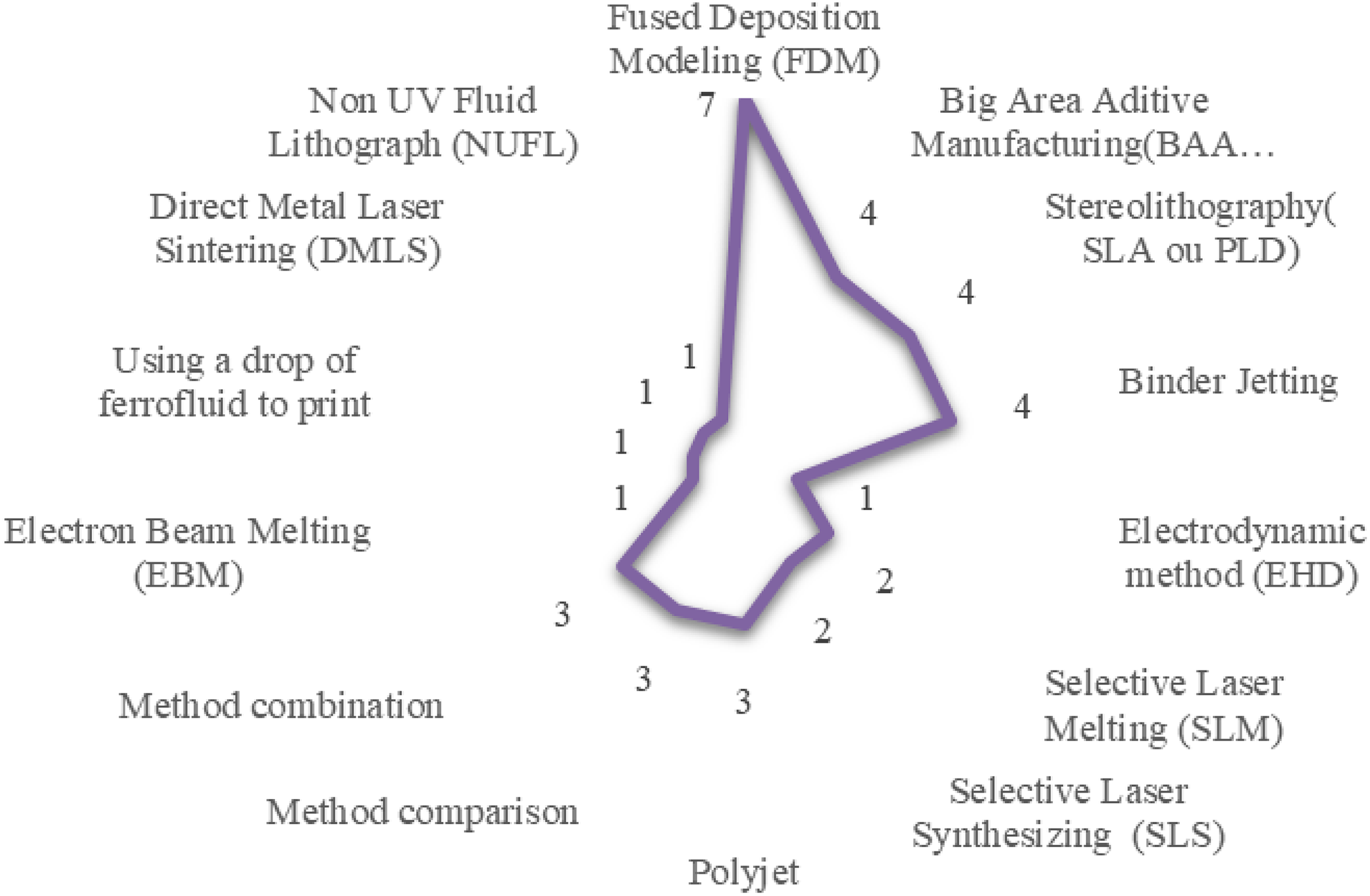
Distribution of articles based on the methods used.
As stated in Figure 5, the FDM method was the most widely used and was found in 7 of the 41 articles selected, followed by BAAM, SLA and the binder jetting method in four articles each.
On this topic of materials, methods, and properties of printed materials, Lu et al. 1 discuss some of the characteristics and trends of the 3-D printing industry, paying special attention to the 5 “any”s, because according to this, it can use almost any material to manufacture any complex part in any quantity, place, and for any field of industry, illustrating the flexibility of the additive manufacturing process.
In the additive manufacturing of magnets, we first need a material that has magnetic potential and that can be reduced to particles of nanometer or micrometer size. Then, the next step is to obtain a matrix, that is, the material where these particles will be lodged so that the printing material is produced. Then, this material is bonded from an extrusion process and then magnets could be produced from it, in which they are magnetized from an external magnetic field.
In the same context, Francis and Jain 16 demonstrated that the addition of other material particles (with the nano or micro size) to the matrix usually used in additive manufacturing can result in better properties to the process and piece made. They used nanoclay (as the filling particles) and butadiene styrene (ABS) as the polymer matrix and studied the effect of nanoparticles addition in three parts of a FDM process (before printing, during printing, and after printing). Finally, they concluded that adding the particle before improved the mechanical properties of the polymer, adding during enhanced the dielectric property, and adding after enhanced the surface properties of the printed parts.
Therefore, the definition of a magnetizable material is an important step in the additive manufacturing of magnets. It is in this context that the study carried out by Jaworski and Gawłowski 17 is relevant, in which the authors demonstrate a method of obtaining a particle consisting of gold and magnetic nanoparticles, with characteristics of both metals and can be used in 3-D printing. They also discuss some methods of how to obtain nanoparticles.
Moreover, Choi et al. 18 also present a method to obtain magnetic microparticles, using the NUFL method, in which several mixtures containing polymers and ferrofluid were used as a basis, analyzing the magnetic and physical characteristics of the particles obtained and comparing them.
Considering the possibility of obtaining particles of such a small size and considering that commercial materials, resins and polymers such as polyethylene (PE), nylon, polycaprolactone (PCL), polyacrylic acid (PLA), and polyamide (PA) are available, new materials can be developed for magnet production by additive manufacturing. In this context, the study carried out by Ferrand et al. 19 can be observed, which produced transparent composite films and polymer-based conductors, using external magnetic fields to assemble magnetized graphene flakes, 20 which produced magnetorheological materials (MR, materials that change their properties in a magnetic field) from silicon and iron powder using FDM.
The research conducted by Caputo and Solomon 21 mentioned a porous shape memory (FSMA) ferromagnetic NiMnGa alloys with complex geometry using the binder jet method and magnetic particles of composition Ni49.73-Mn29.03-Ga21.24 (in percentual atomic). Moreover, Khatri et al. 22 uses the SLS method to create soft magnetism compounds using an ABS matrix filled with 40% of volume stainless steel micropowder.
The study carried out by Kim et al. 23 presents the production of programmable ferromagnetic domains in soft materials that allow rapid transformation between complex 3-D forms through magnetic actuation adopting the polyjet method using a non-magnetized NdFeB alloy as a magnetizable particle. In turn, using polyjet, it was possible to perform multi-material, 5-D-space-based printing by controlling anisotropic particle orientation, based on photoinhibitor polymer inks. 24
Using the extrusion method, a filament was created with a length greater than 10 m of MnAlC, using PE with more than 85% of MnAlC magnetic powder. 25 The additive manufacturing process uses not only commercially supplied materials, as Khazdozian et al. 26 showed that using recycled Sm-Co powder from industries and PLA, a functional filament for magnet production can be produced by extrusion.
It can be observed that Löwa et al. 27 show that it is possible to produce magnetic-based materials consisting of magnetic nanoparticles embedded with photopolymers using the SLA method, which are useful for magnet production.
Some authors have described magnet production with a certain composition and/or shape, such as Hube, 28 using NdFeB powder and polyamides (PA6, PA11, and PA12) with the FDM method to produce isotropic permanent complex shaped magnets and high dimensional accuracy. The same author in 2017 used the same method of additive manufacture to produce NdFeB permanent magnets of specific dispersion field distributions using PA12 and magnetically isotropic powder with a composition of Nd, Pr, Fe, Co, Ti, Zr, and B.
It can be seen that Gandha et al. 29 did not use the traditional FDM method, as the authors sought to innovate using BAAM to produce “complex shaped magnets” produced from 65% by volume composite nylon anisotropic powder of NdFeB and SmFeN. By using the binder jetting method and NiMnGa powder, complex shaped magnets were produced with a density increase from 46% to 99% due to the sintering temperature increase from 1000°C to 1100°C for 2 h. 30 Shen 31 combined the polyjet method with UV light to produce the method called direct UV-assisted printing, using photopolymer resin filled with a maximum (60% by volume and 91% by weight) powder of NdFeB. By doing this, they were able to produce complex shaped magnets.
The study by Wang et al. 32 closely resembles the research carried out in the literature28,33 because they use FDM for complex-shaped magnet production using a filled (weight 60%) PCL resin of NdFeB powder. However, Wang et al. 32 observed that the fact of manufacturing was on gravity effect, restricting the applications of this method. Thus, the authors proposed an antigravity injection molded (IM) process using a magnetic platform, obtaining results of magnetism near the particles of NdFeB before the process.
Moreover, Compton et al. 34 propose the production of NdFeB magnets at low temperature using a polyjet method. The paint consisted of 40% volume of NdFeB and 60% resin. Some authors print magnets using more than one method and then compare the results to determine the best method for those specifications.
Thus, Jaćimović et al. 35 using the SLM, FDM, and Spark Plasma Sintering (SPS) method produced complex shaped magnets (parallelepiped-like samples) using Nd7.5Pr0.7 Zr2.6Ti2.5–Co2.5Fe7.5B8.8 powder. The results show that SLM magnets have the higher (BH)max (45 kJ/m3), followed by FDM with 34 kJ/m3 and finally SPS with 24 kJ/m3 and SLM is near to FDM but 15% higher than SPS.
Fattah et al. 36 were one of the only authors concerned about producing not just a magnet or material to do so, but they developed a new additive manufacturing method in which he used ferrofluid droplets (magnetite nanoparticles dispersed in kerosene) introduced into a polydimethylsilxane (PDMS) matrix. The drops move with the movement of NdFeB magnets, shaping the polymer into a desired shape.
There are also authors who are concerned about studying the state of the art for methods of printing magnets in a complex way.11,37–39. First, Li et al. compared BAAM and binder jetting in 2016, 37 compared BAAM, injection printing, and compression modeling using 70% NdFeB powder-filled nylon, 38 compared BAAM and 65%-filled nylon 12 injection methods of NdFeB 39 and Paranthaman et al. 11 compared binder jetting and injection methods. In addition, along the same lines, Popov et al. 40 studied the BAAM, FDM, SLM, and EBM (electron beam fusion) methods for magnets with rare earth, without rare earth compounds, alloy powder, and no alloy powder. Finally, Li et al. 41 proposes a combination of binder jetting and alloy infiltration methods using the powder of NdFeB in aqueous solution of diethylene glycol (DEG) for the first method and for the second (Nd3Cu0,25Co0,75 and Pr3Cu0,25Co0,75 as infiltration alloys).
In addition to producing materials for 3-D magnets and magnets themselves, some authors have focused their studies on describing the properties of some compounds after printing and effects that the printing process causes on the material. For example, Toman et al. 42 studied the properties of the NiMnGa shape memory alloy produced from Ni51.5Mn26.3Ga22.2 powder produced using DMLS. Moreover, Yasui and Ikuta 43 studied the effects of the addition of magnetic particles and microcapsules in resin, and finally, Prem et al. 44 studied the properties of mixtures containing magnetoactive polymers (MAP) and PDMS and graphite particles.
Following this same line of research, Lu et al. 45 studied the effects of microscale particle distribution on the final printed product using the combined magnetic field-assisted SLA method using photopolymers and solutions of magnetic particles.
Nagarajan et al. 46 researched the external magnetic field effect on particle alignment in a photosensitive polymer matrix, and they realized the most significant influence is from the permanent magnet separation, not the magnetization time.
Also, Li et al. 47 analyzed the residual stress in metal additive manufacturing, more specifically the SLM method and concluded that the residual stress formation is due to high-temperature gradient and rapid cooling. Finally, Baldissera et al. 48 studied the influence of process parameters (laser power, layer thickness, and hatch spacing) in magnetic properties of the magnets produced. They describe layer thickness as the most important parameter, and other parameters as irrelevants.
Appendix Tables 1B to 1D were produced in order to provide an overview of both the main themes addressed in the article and the areas of expertise and contribution of the authors cited. Appendix Table 1E mentions some parameters about the way the magnet was produced by each author, such as applied method, (BH)max and coercive force achieved and magnet induction used.
So, in Baldissera et al., 48 the powder used was near stoichiometric Nd2Fe14B atomized nanocrystalline power; they made three different types of samples, in the first used SLS (type A), in the second compressed 66% vol. of powder with 34% of PA-12 (type B), and in the last one mixed 55% vol. of powder with 45% of epoxy resin (type C).
Gandha et al. 29 applied BAAM with a composite containing 65% vol. of powder (Nd-Fe-B and Sm-Fe-N) and 45% of nylon, in four tests with different properties, and the results showed in Appendix Table 1E are from the best test made. Jaćimović et al. 35 used the Nd7,5Pr0,7Zr2,6Ti2,5Co2,5Fe75B8,8 “spherical powder” known on market as MQP-S, to compare the magnetic properties of pieces made with three different methods.
Li et al. in their study 37 –39 the magnetic pellets composed of 65% vol. isotropic NdFeB powder (MQP-B+-10118-070) and 35% of nylon. They used the BAAM method in all the articles, but in the first they compared with IM method. Lastly, Wang et al. 32 applied the FDM method using a filament with 60 wt% of Nd-Fe-B powder and 40% PCL.
Conclusions
The method traditionally applied to produce permanent magnets is sintering, an efficient method for producing magnets with high maximum energy (BH)max, but there is no flexibility of shape in their production.
It is in this lack of flexibility that 3-D printing of magnets is included, as from the development of new materials and use of traditional additive manufacturing methods and combinations, magnets of complex shapes can be produced and, in some cases, as the one in Huber et al., 33 the magnetic properties of a magnet can be defined locally.
However, another feature of the magnets produced by additive manufacturing is that their maximum energy (BHmax) is lower than that provided by magnets produced from the sintering process. For this reason, the possibility of increasing the amount of magnetic compound with which the matrix polymer is filled in 3-D printing has been studied.
In theory, a 3-D printing material with the largest possible amount of filled magnetic compound would produce the highest maximum energy (BHmax), but magnetic material is of metallic origin or rare earth as was observed in the literature28,29,31–33, among others cited above, which is a material with low elasticity. For this reason, the amount of magnetic filler compound is limited; otherwise, the shapes of the magnets produced by additive manufacturing would also be limited in relation to their shape.
Regardless of the difference of (BH)max, studies29,32,35,37–39,48 showed that there is possible to produce magnets of complex shape, with more than 60 vol.% of magnetic compound. Besides that, there are more factors to consider, like the heating temperature, porosity, coercive force, powder composition, magnetic induction, applied method, and composition of magnetic component used.
For example, in Baldissera et al., 48 three different samples were made with different methods; the type A has the lower (BH)max, because of the porosity resultant of SLS process, and the fact that is heat in the process, the type B suffers compression, what doesn’t guarantee the proper homogeneity of particles and type C, does not have heat process like type B, but uses a liquid resin in the mixing, because of that have the higher maximum energy.
The same authors in their other works, 37 –39 used BAAM in all, but obtained different results because of the different magnetic induction and coercive forces obtained, and Gandha et al. 29 used BAAM too but with pellets of different composition, ensuring higher (BH)max. But Gandha et al. 29 showed the highest maximum energy of all the analyzed articles, which is because of high magnetic induction and the highest coercive force obtained, so because of that it can be said that coercive force it is an important factor to increase (BH)max.
As it was mentioned before, as higher is the percentage of magnetic compound in the material better will be its magnetic properties, but the heat temperature must be considered, for example, Wang et al. 32 used FDM method and obtained one of the lower (BH)max values, which is because this method uses heat to make the piece and where the fused filament is deposited is heated too, so this amount of temperature disturbs the process to obtain high maximum energy values.
Thus, there is a need for further research regarding this subject to improve the magnetic and functional quality of magnets as suggested in the literature11,23,34,37,41 to research the increase in magnetic particle loading, Khatri et al. 22 who proposed to develop a new magnetic filler material, Popov et al. 40 who proposed microstructure formation by directional crystallization, and finally, Anthony and Lee 5 who proposed to develop new resins (matrices).
Footnotes
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship and/or publication of this article: The authors gratefully acknowledge the financial support by, UFG/RC, PPGGO, and PPGMO by FAPEG-CAPES, proc. 88881.127849/2016-01.
Appendix 1
Magnet production properties.
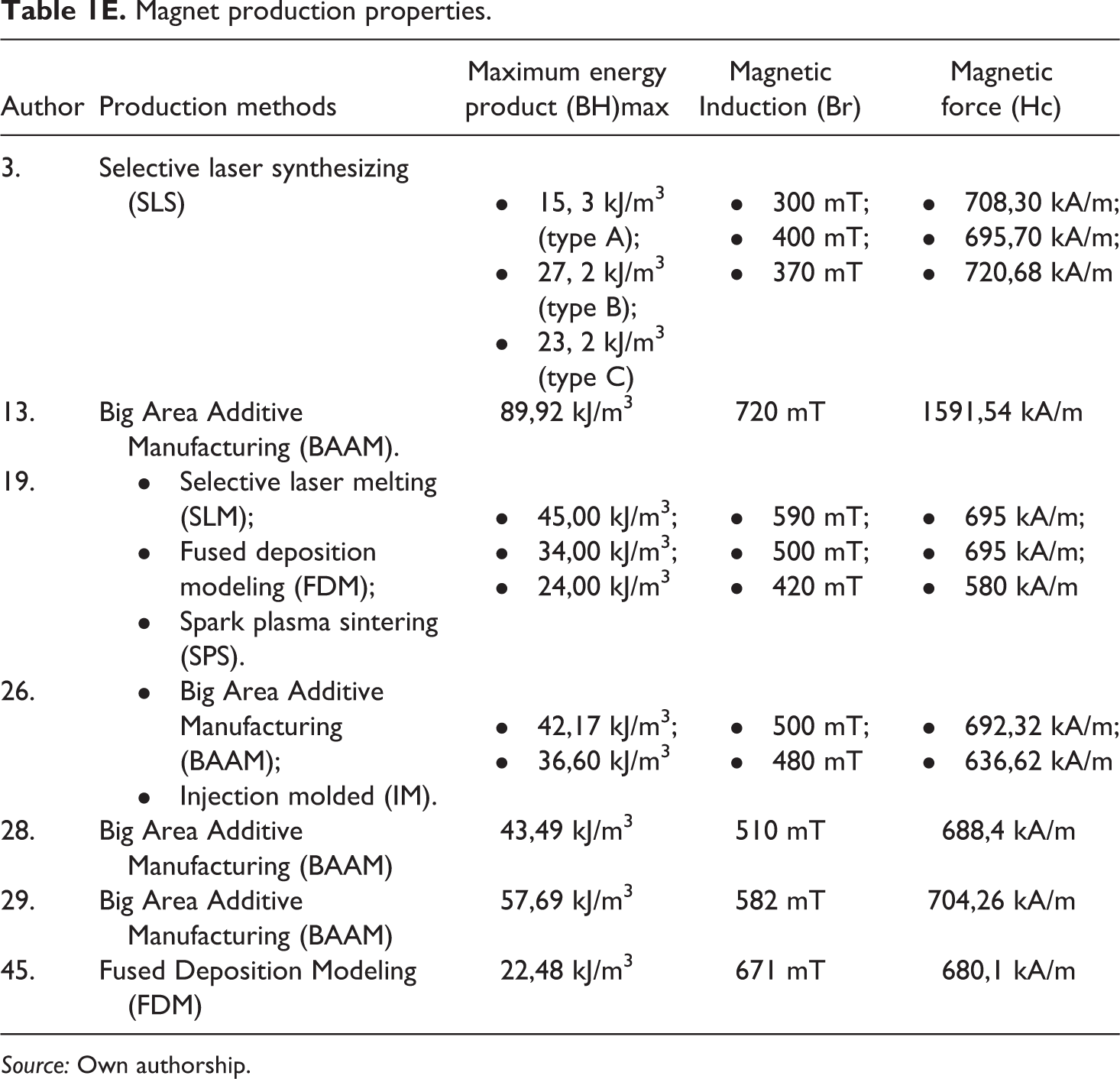
| Author | Production methods | Maximum energy product (BH)max | Magnetic Induction (Br) | Magnetic force (Hc) |
|---|---|---|---|---|
| 3. | Selective laser synthesizing (SLS) |
15, 3 kJ/m3 (type A); 27, 2 kJ/m3 (type B); 23, 2 kJ/m3 (type C) |
300 mT; 400 mT; 370 mT |
708,30 kA/m; 695,70 kA/m; 720,68 kA/m |
| 13. | Big Area Additive Manufacturing (BAAM). | 89,92 kJ/m3 | 720 mT | 1591,54 kA/m |
| 19. |
Selective laser melting (SLM); Fused deposition modeling (FDM); Spark plasma sintering (SPS). |
45,00 kJ/m3; 34,00 kJ/m3; 24,00 kJ/m3 |
590 mT; 500 mT; 420 mT |
695 kA/m; 695 kA/m; 580 kA/m |
| 26. |
Big Area Additive Manufacturing (BAAM); Injection molded (IM). |
42,17 kJ/m3; 36,60 kJ/m3 |
500 mT; 480 mT |
692,32 kA/m; 636,62 kA/m |
| 28. | Big Area Additive Manufacturing (BAAM) | 43,49 kJ/m3 | 510 mT | 688,4 kA/m |
| 29. | Big Area Additive Manufacturing (BAAM) | 57,69 kJ/m3 | 582 mT | 704,26 kA/m |
| 45. | Fused Deposition Modeling (FDM) | 22,48 kJ/m3 | 671 mT | 680,1 kA/m |
Source: Own authorship.