
Abstract
The almond skin powder is one of the biodegradable and biocompatible food wastes that can be used as reinforcement in polylactic acid (PLA) for preparation of biomedical scaffolds/implants (for high mechanical performance) by fused filament fabrication. The present study deals with the melt processing of almond skin powder as reinforcement from 0 wt% to 5 wt% in the PLA matrix by twin-screw extrusion process. The results of the study suggested that reinforcing the almond skin powder as 2.5 wt% in the PLA matrix mechanically strengthens the feedstock filaments but the increase in the proportion up to 5 wt% reduces the mechanical strength to a significant level. A similar trend has been observed in differential scanning calorimeter observations for thermal stability analysis. As regard to the rheological property is concerned, the melt flow index shows a significant reduction with reinforcement of almond skin powder in PLA. The results are also supported by photomicrographic analysis (for surface properties) and Taguchi-based optimization of twin-screw extrusion process parameters (for multifactor optimization).
Introduction
Plastic recycling is the process of retrieving different types of plastic material to reprocess them into a useful product and take a step toward saving the environment. 1 Reinforcement of the polymer is the best way to reuse the life span ended polymers as well as enhance the properties of standard polymers to make it well suitable for industrial use. 2 Use of natural fibre reinforced with polymers tends to form high specific properties, biodegradable material and address environmental issues like emission of toxic pollutants, global warming and so on. 3 Recycling of thermoplastics leads to decrease in cost of fabrication of products by fused filament fabrication-based printers. Further filament with tailor made properties in terms of improved strength and conductivity can be easily prepared. 4 The 3D printing is a novel technique for recycling of thermoplastics (both by primary and secondary recycling methods). It has been reported that 3D printed dry cell with fused filament fabrication technique comprises 40 wt% of recycled thermoplastic. 5 Some researchers have reported the use of open-source printer (Gigabot X, Houston, USA) for fused particle fabrication in 3D printing of recycled polymers. 6
Polylactic acid (PLA) is a biodegradable material and widely used as a filament in fused filament fabrication-based 3D printers. The PLA can be recycled and its properties may be enhanced by using natural fibre reinforcements. 7 PLA recycled by simulated mechanical recycling process has almost similar properties as that of virgin polymer. Therefore, recycled PLA was recommended for packaging purpose. 8 Mechanical properties of PLA are degraded by recycling, so, for retaining the mechanical properties, the polydopamine coating was used. 9 Polycaprolactum reinforced with natural fibres (like agricultural and food processing waste) reduces the material cost and enhances its mechanical properties. Polycaprolactum reinforced with almond skin is used for packaging purpose and becomes good environmental friendly material. 10 High amount of almond shell flour reinforced with PLA results in green composite and increases hardness with remarkable cost reduction and improved waste utilization. 11 Hazelnut shell flour has been reinforced with PLA with the help of epoxidized linseed oil, which resulted in the improvement in intrinsic ductile properties of PLA matrix composite. 12 The addition of nanoclay into polypropylene and almond shell flour leads to decrease in tensile and flexural strength by 37.7% and 25.8%, respectively. 13 Filler content influences the polyvinyl chloride/almond husk composite in a way that its tensile strength decreases, and resulting composite became stiffer with increased filler content. 14 Particle size and particle loading wt% influence the properties of polypropylene composite. With small particle size and particle loading wt%, 42.6% increase in tensile properties has been reported. 15 The composites made of short fibre pellet (which suffer high compound intensity) exhibited optimal mechanical performance. The compounding through twin-screw extrusion facilitated the dispersion of the jute yarn and de-cohesive of jute bundle. These features help to improve the stress transfer efficiency for such composites. 16 Surface treatment of sisal fibre with PLA matrix leads to increase in tensile strength and decrease in impact strength. 17 Banana fibre loading/reinforcement with polypropylene leads to decrease of thermal diffusivity and thermal conductivity. But the specific heat of the fibre composites does not show a significant change. The use of chemically treated banana fibres caused an increase in the thermophysical properties of the composites irrespective of the nature of the chemical treatments. 18 Polypropylene reinforced with short sisal fibres by melt mixing and solution mixing for 10 min, with rotor speed of 50 r min−1 at 170°C and fibre length of 2 mm, was found to be the best balance of properties in the case of melt mixed composites. 19 Reinforcement of 5 wt% NaOH/2 wt% Na2SO3 treated hemp fibre with polypropylene shows significant increases in tensile strength and Young’s modulus when compared to untreated fibres. 20 The properties of polybutylene succinate were enhanced by reinforcing of almond shell flour with different compatibilizer. 21
The literature review reveals the use of biodegradable/green waste for enhancing the mechanical properties of the thermoplastic (by reusing it in terms of fibre or powder).22–25 Some of the studies outlined the use of fibre for decrease in the cost of the material, to enhance its other mechanical properties26,27. But hitherto little has been reported on the use of almond skin in powder form for enhancing the properties of PLA for biomedical scaffold/implant applications.28–31 In this study, the composite of PLA and almond skin powder was subjected to mechanical, rheological, thermal and surface property investigations for possible use as biomedical scaffold (to be 3D printed with fused filament fabrication).
Materials and methods
For the present study, PLA biopolymer (grade: 3052D, procured form Nature Tech, India, Pvt Ltd, Chennai, Tamil Nadu, India) has been selected as a matrix material. The natural almond skin (obtained from the almond oil industry as waste) has been selected as reinforcement media. A ball mill is a type of grinder that used to grind, blend and sometimes for mixing of materials. It works on the principle of impact and attrition: size reduction is done by impact as the balls drop from near the top of the shell. The almond skin collected was dried in an oven at 50°C for 5 h and then crushed into cryo-mill (Retsch Cryo-mill, Germany) at 5 Hz frequency for 2 min of intermediate grinding and 5 min of main grinding at 30 Hz (at room temperature). The final grain size of almond skin particulate obtained was 50 µm. After this melt flow index (MFI), with different almond skin powder, wt% proportions in PLA matrix were calculated to investigate the changes in flow ability of polymeric composites (as per ASTM D 1238 standard). Further twin-screw extrusion operation under design of experiment (DOE) as per Taguchi L9 orthogonal array (OA) has been performed for preparation of feedstock filaments of required dimensions. The mechanical, thermal and photomicrographic observations have been taken to investigate the role of input process parameters. Figure 1 shows the steps involved for the preparation of almond skin powder-reinforced PLA biocompatible and biodegradable thermoplastic composite.
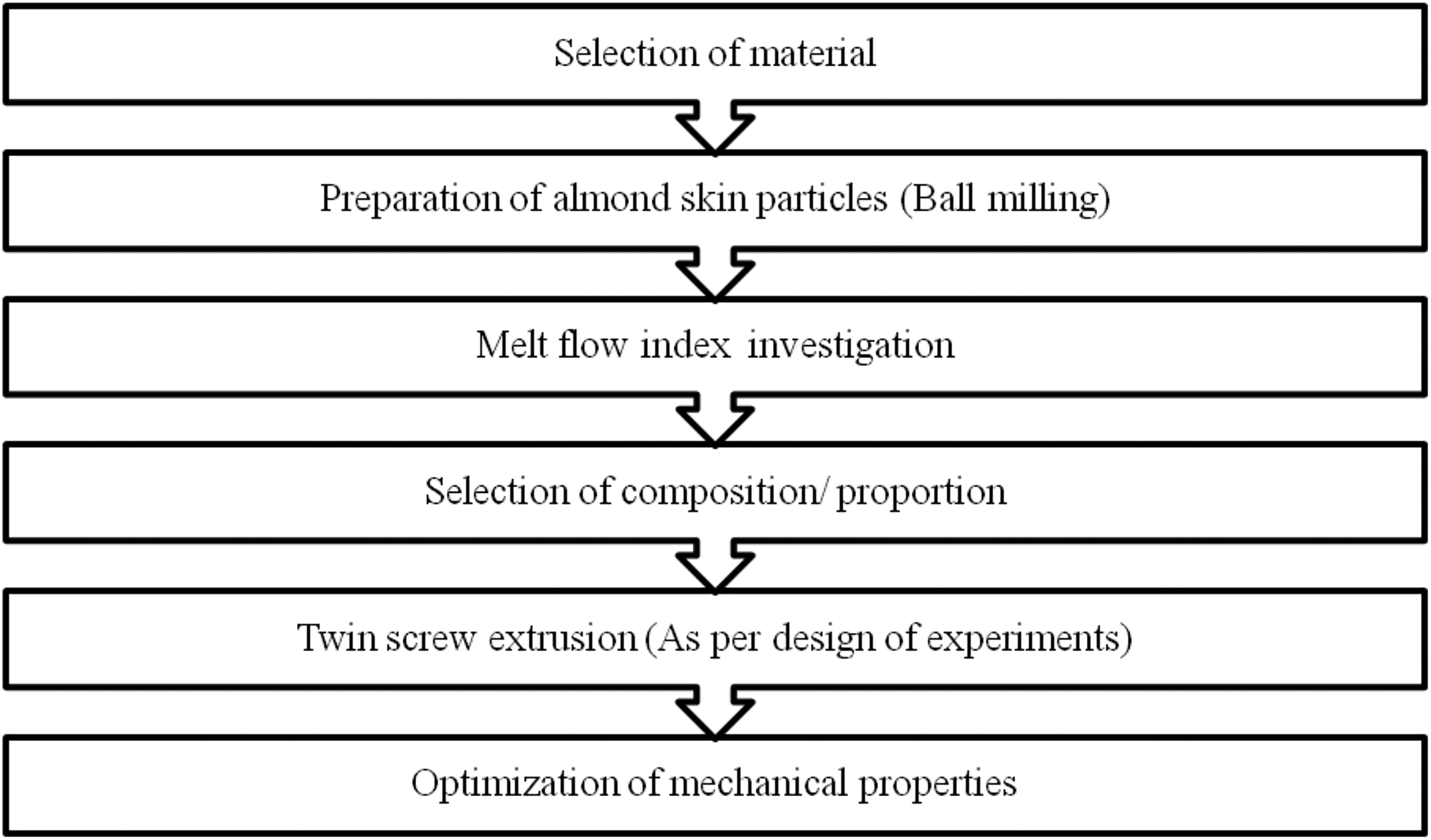
Flow chart for experimentation.
Experimentations
MFI presents the flow rate of a thermoplastic polymer material per unit time (generally measured as g/10 min). The MFI of any thermoplastic composite in 3D printing assures the ability to print that particular thermoplastic and also has a significant effect on processing input parameters. Initially, virgin PLA has shown the MFI as 36.85 g/10 min (average of three repetitions). In the second stage, PLA + 2.5 wt% almond skin powder has shown decreased MFI values and further reduction in MFI was observed in the case of PLA + 5 wt% almond skin powder (Table 1).
Selected composition/proportion of reinforcement in the PLA matrix.
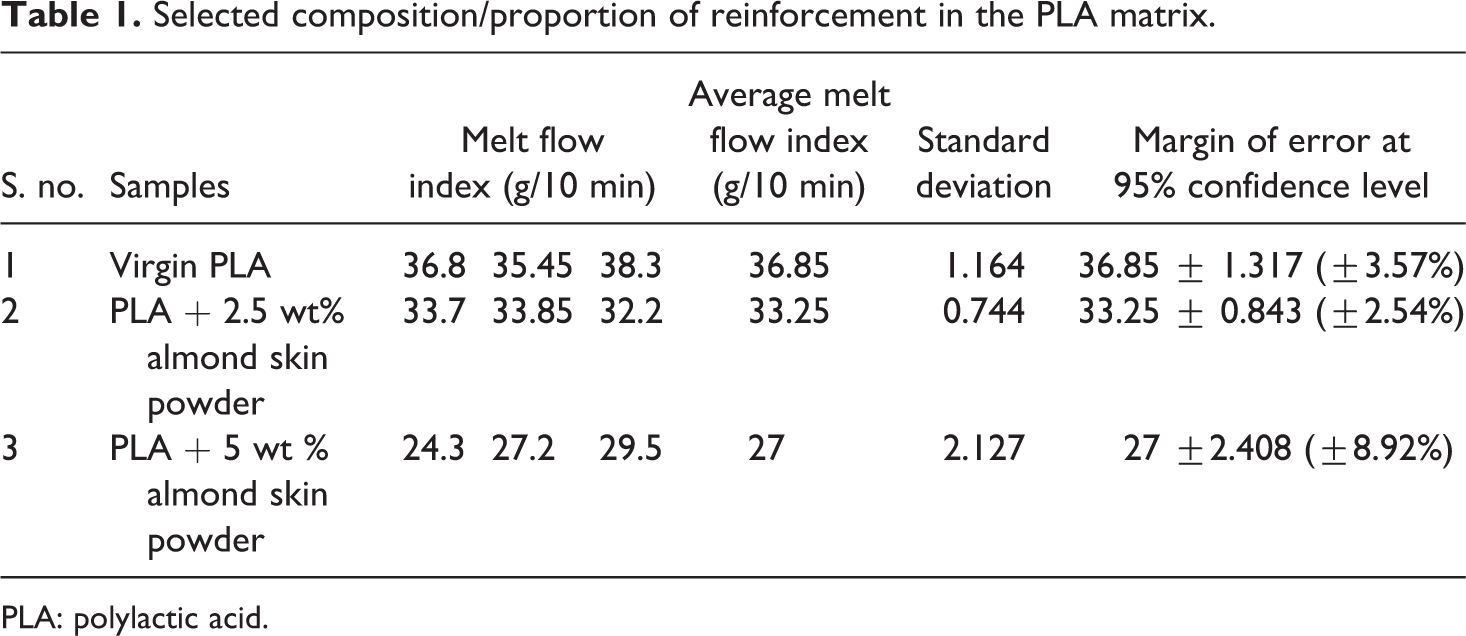
PLA: polylactic acid.
As observed from Table 1, MFI values for virgin and PLA composites are quite high (because for commercial 3D printer used in fused filament fabrication, MFI range varies from 2.5 g/10 min to 3.5 g/10 min). The availability of higher MFI will not pose any problem, as this will help to operate the fused filament fabrication setup at high production rate or at relatively low temperature conditions. To further justify the selection of almond skin powder in the PLA matrix, differential scanning calorimetry of samples was performed as per Table 1.
For this study, differential scanning calorimetry setup (Mettler Toledo, Switzerland, with the arrangement of maximum operational temperature at 600°C) was used to evaluate the endothermic and exothermic reactions. Finally, for thermal stability analysis of all three compositions/proportions (as per Table 1), airflow rate of 50 ml min−1 with endothermic thermal reaction at 10°C min−1 and exothermic thermal reaction at −10°C min−1 was maintained.
The results of the thermal analysis show that with change in percentage of almond skin powder (by wt%) from 0% to 2.5%, decrease in glass transition temperature (58.31–57.52°C) was observed (Figure 2). For 5 wt% almond skin powder, a rise in glass transition temperature (59.72°C) was noticed in endothermic stage. But while observing the trend for crystallinity, better results were obtained for 2.5 wt% almond skin-reinforced PLA in comparison to virgin and 5 wt% almond skin-reinforced PLA. A similar trend was observed for heat capacity (which was maximum 22.21 J g−1 for 2.5 wt% almond skin-reinforced PLA). So, based on the results of crystallinity and heat capacity, it is ascertained that 2.5 wt% almond skin-reinforced PLA is more thermally stable as compared to virgin PLA and 5 wt% almond skin-reinforced PLA.
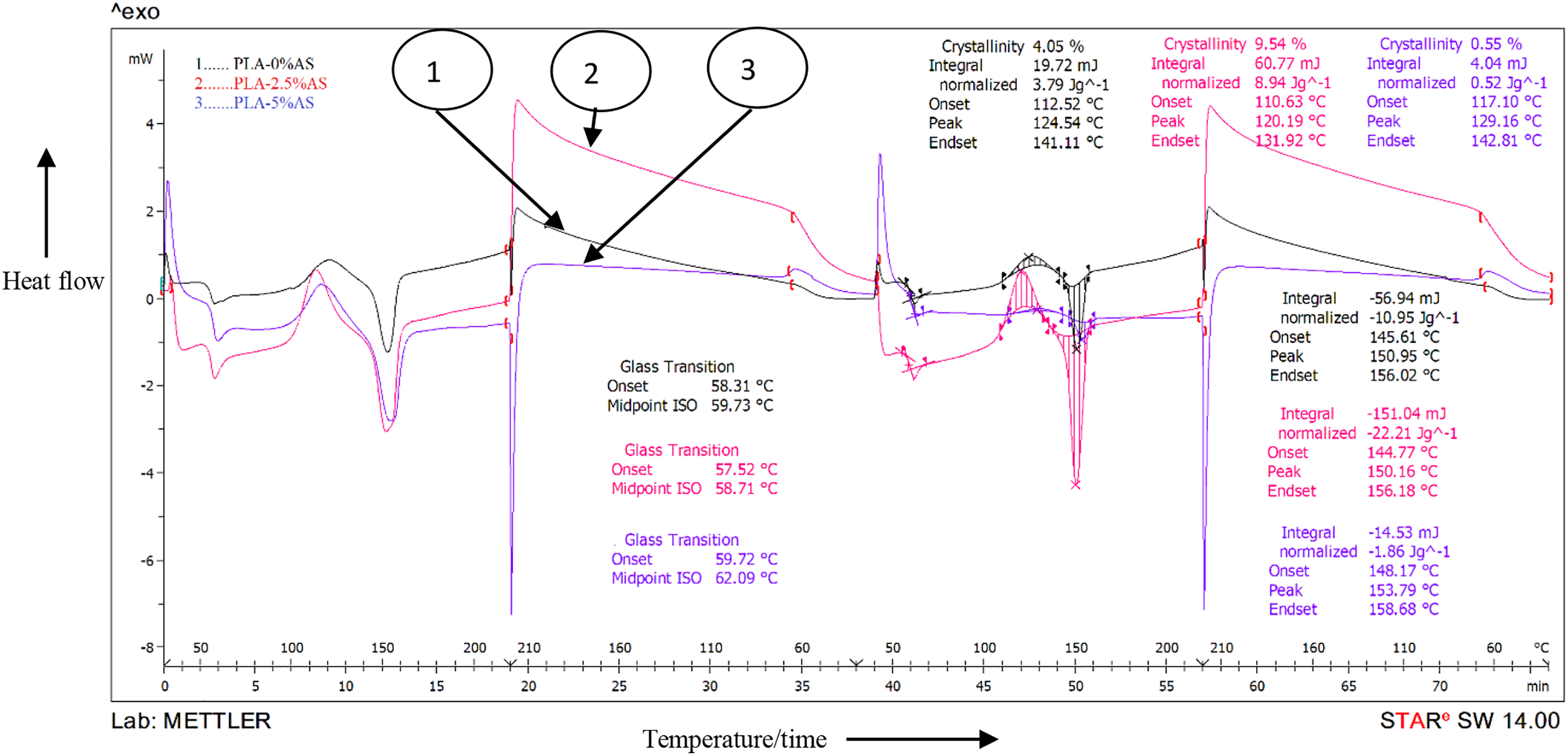
Differential scanning calorimetry analysis for different compositions/proportions.
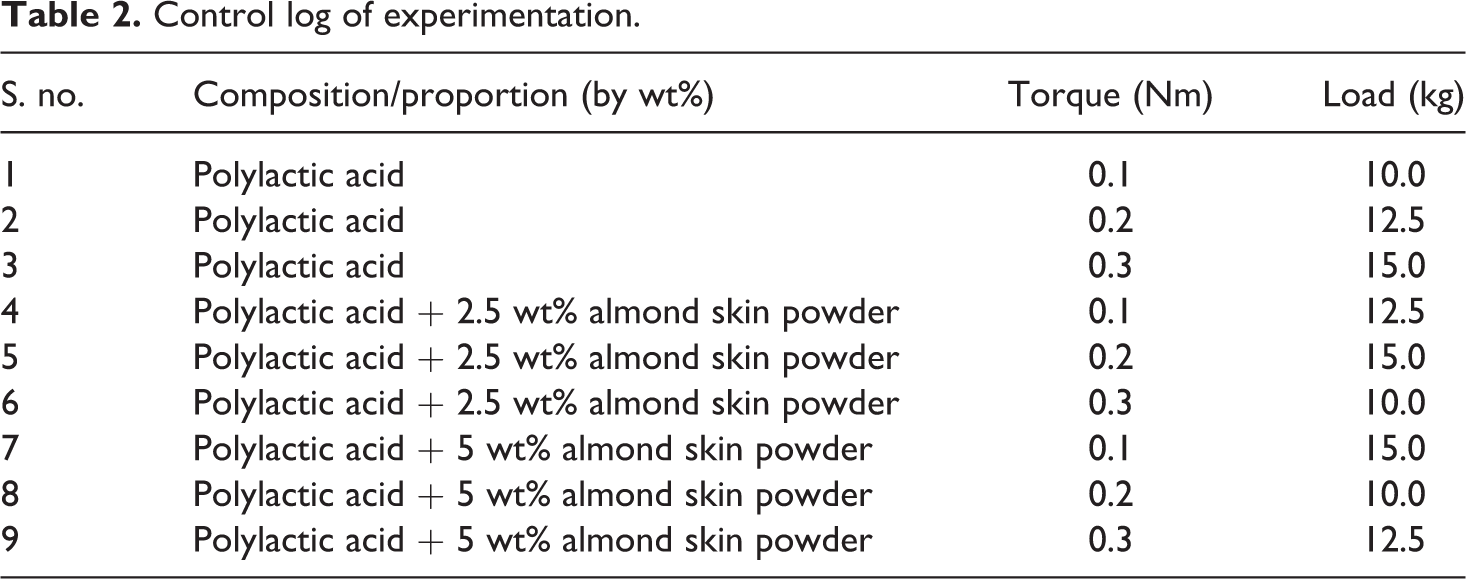
For DOE, Taguchi L9 OA has been employed (by using three different values of load and torque (based on pilot study) and composition/proportion (as per Table 1). The torque values of 0.1, 0.2 and 0.3 Nm along with load variations of 10, 12.5 and 15 kg in twin-screw extrusion were judicially selected based on extrusion of feedstock filament with uniform diameter (visual observation). It should be noted that for twin-screw extrusion, nozzle diameter selected was 1.5 mm. In this study, twin-screw extrusion has been employed not only for the uniform blending of almond skin powder (by wt%) into the PLA matrix but also for the preparation of feedstock filament for fused filament fabrication. For preparation of feedstock filament, commercial twin-screw extruder, MiniCTW (Thermo-Fisher, Germany; with maximum barrel temperature at 300°C and maximum screw speed of 300 r min−1) was used.
As a matter of fact, the strength of the filament is of paramount importance and considerable aspect for fused filament fabrication, which is mostly influenced by changing input process parameters of extrusion, such as screw speed, barrel temperature and applied load. The twin-screw extrusion was used to make PLA + almond skin powder (by wt%) blended feedstock filaments of diameter ranging from 1.75 mm to 2.25 mm. It should be noted that open-source 3D printer offers an option for good range of printing nozzle diameter, so the wire feedstock filament can be suitably selected from 1.5 mm to 3.5 mm (diameter), as per the availability of nozzle on fused filament fabrication setup. Table 2 shows control log of experimentation. Figure 3(a) shows an extruded feedstock filament and Figure 3(b) shows an arrangement for spool preparation/coiling up of feedstock filament.
Control log of experimentation.
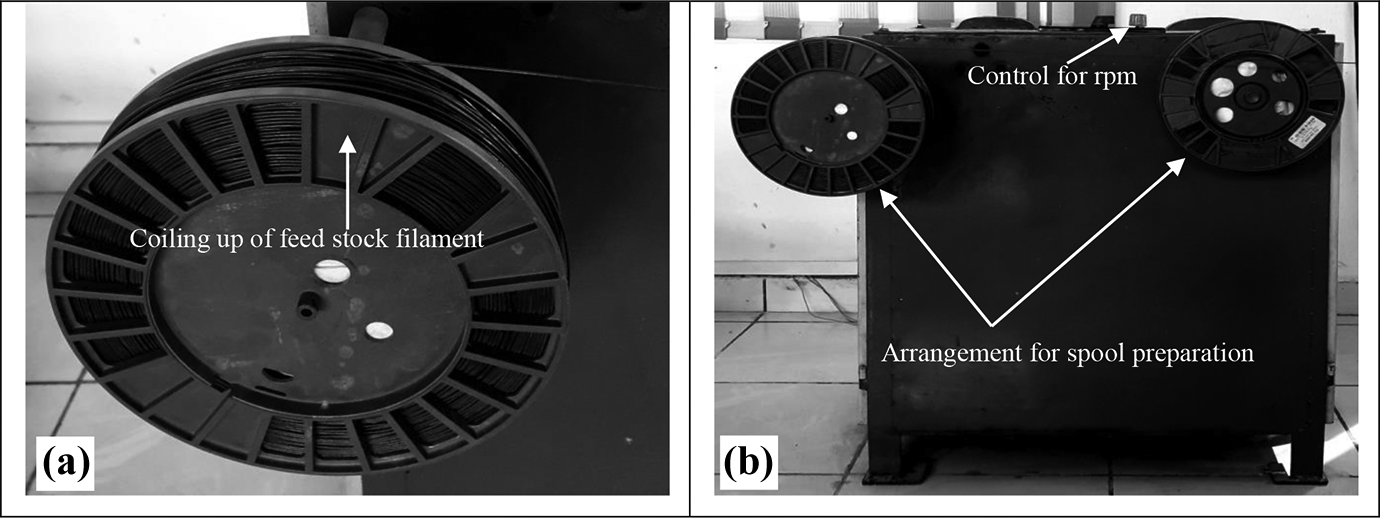
(a) Extruded feedstock filament and (b) arrangement for spool preparation/coiling up of feedstock filament.
In this study, ASTM D638 standard has been used for tensile testing with a displacement rate of 50 mm min−1.
Results and discussion
Based on Table 2, Table 3 shows dimensions (diameter) of feedstock filaments (five repetitions) prepared on twin-screw extruder. As per dimensional variation point of view, sample at s. no. 5 appears to be most accurate feedstock with margin of error ±0.97% at 95% confidence level.
Observed values for diameter (in mm) as per Table 2.
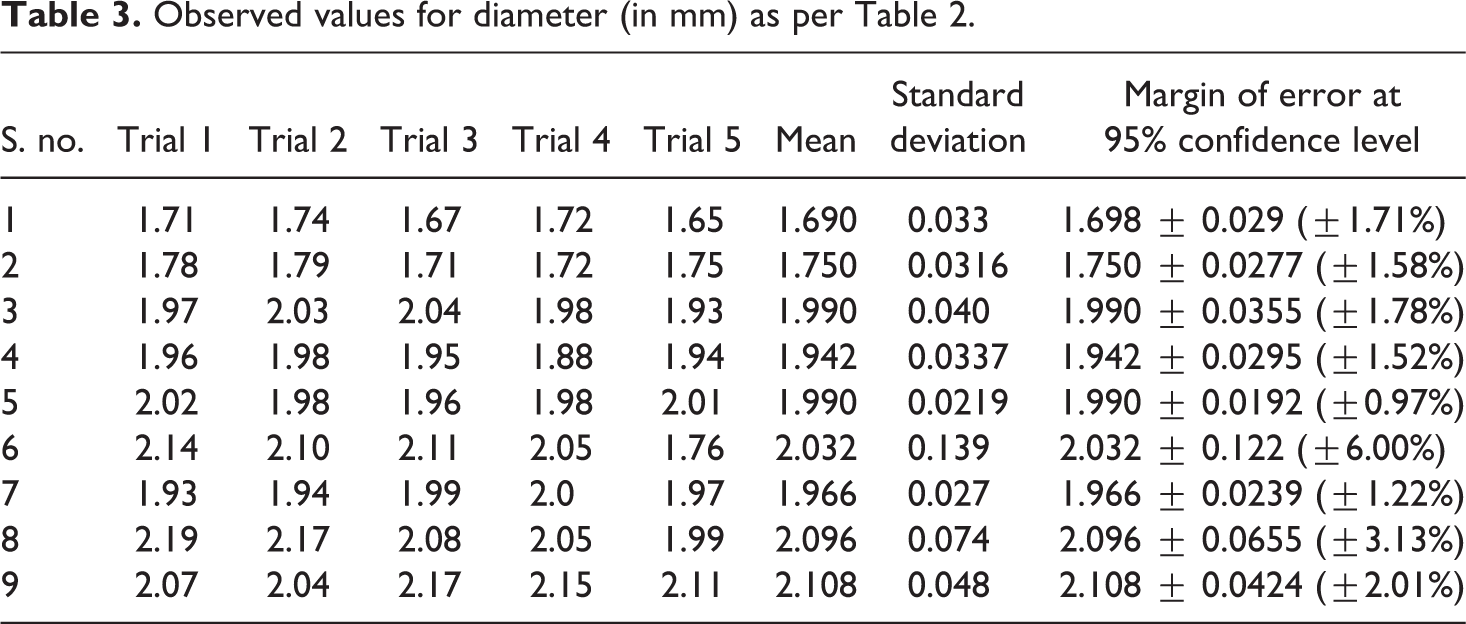
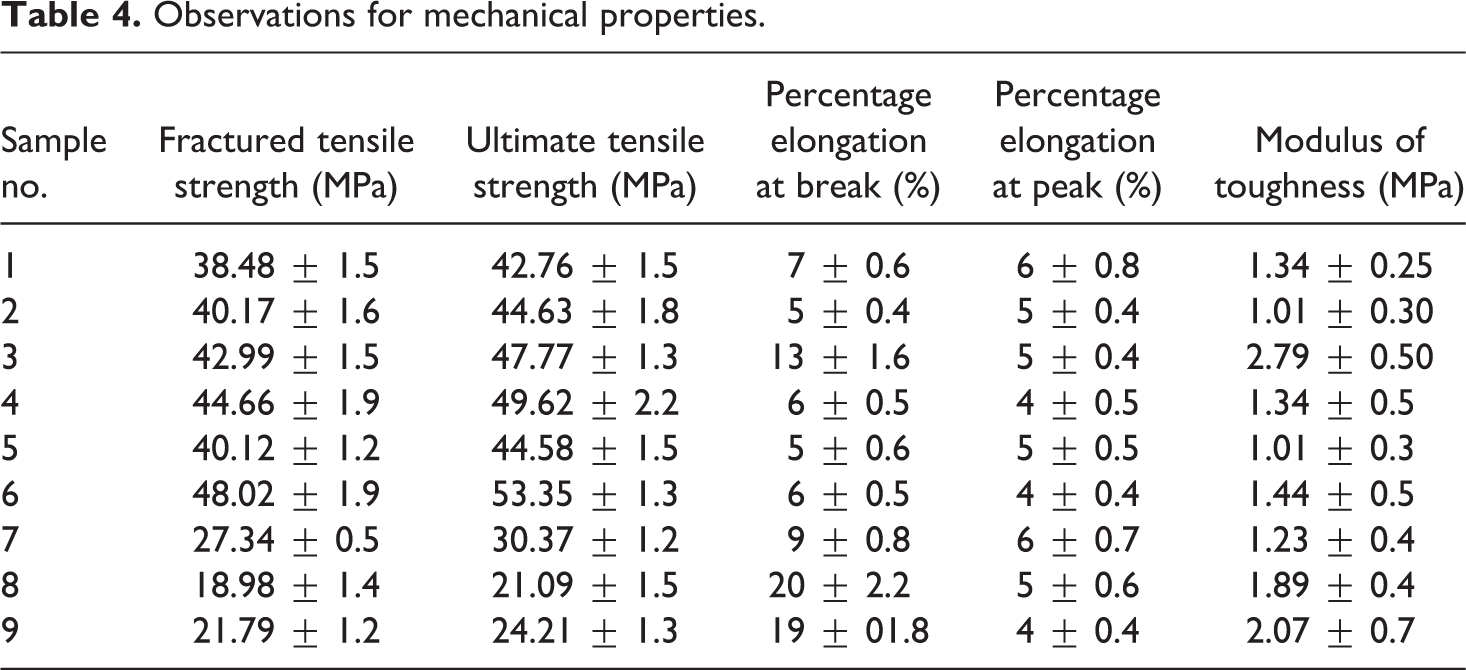
Table 4 shows the result of tensile test on all the samples in terms of fractured tensile strength, ultimate tensile strength, percentage elongation at break, percentage elongation at peak and modulus of toughness. It has been observed that among three samples of the virgin PLA, the maximum ultimate tensile strength (47.7 MPa) and maximum modulus of toughness (2.79 MPa) were achieved in the case of sample 3 (in which virgin PLA was extruded at 0.3 Nm torque and 15 kg load). This may be because of the fact that feedstock filament for this sample was prepared at maximum torque and loading conditions resulting in better grain refinement. In the second set of the three samples with PLA + 2.5 wt% almond skin powder, sample no. 6 extruded at 0.3 Nm torque and 10
From these observations, it was ascertained that sample no. 3 (virgin PLA) gives maximum modulus of toughness (2.79 MPa) from all the nine tested samples. The sample no. 8 (PLA + 5% almond skin powder) gives minimum ultimate tensile strength (21.05 MPa) and minimum fractured tensile strength (18.98 MPa). As observed from Figure 4 and Table 4, sample no. 3 shows maximum modulus of toughness (2.7945 MPa) and fractured tensile strength (42.99 MPa) at 13% elongation at break, whereas sample no. 6 shows maximum fractured tensile strength (48.02 MPa) and maximum ultimate tensile strength (53.35 MPa) at 4% elongation at peak. The sample no. 2 shows minimum modulus of toughness (1.00 MPa) and fractured tensile strength (40.17 MPa) at 5% elongation at break. The sample no. 8 shows maximum elongation of break that is 20%. Based on these observations, it has been ascertained that one can select particular set of input processing parameters based on customer requirement. For example, if one is interested in crash applications requiring high percentage elongation, the processing conditions suggested for sample no. 9 or 3 may be selected. For customers requiring high strength, the processing conditions suggested for sample no. 6 may be selected.
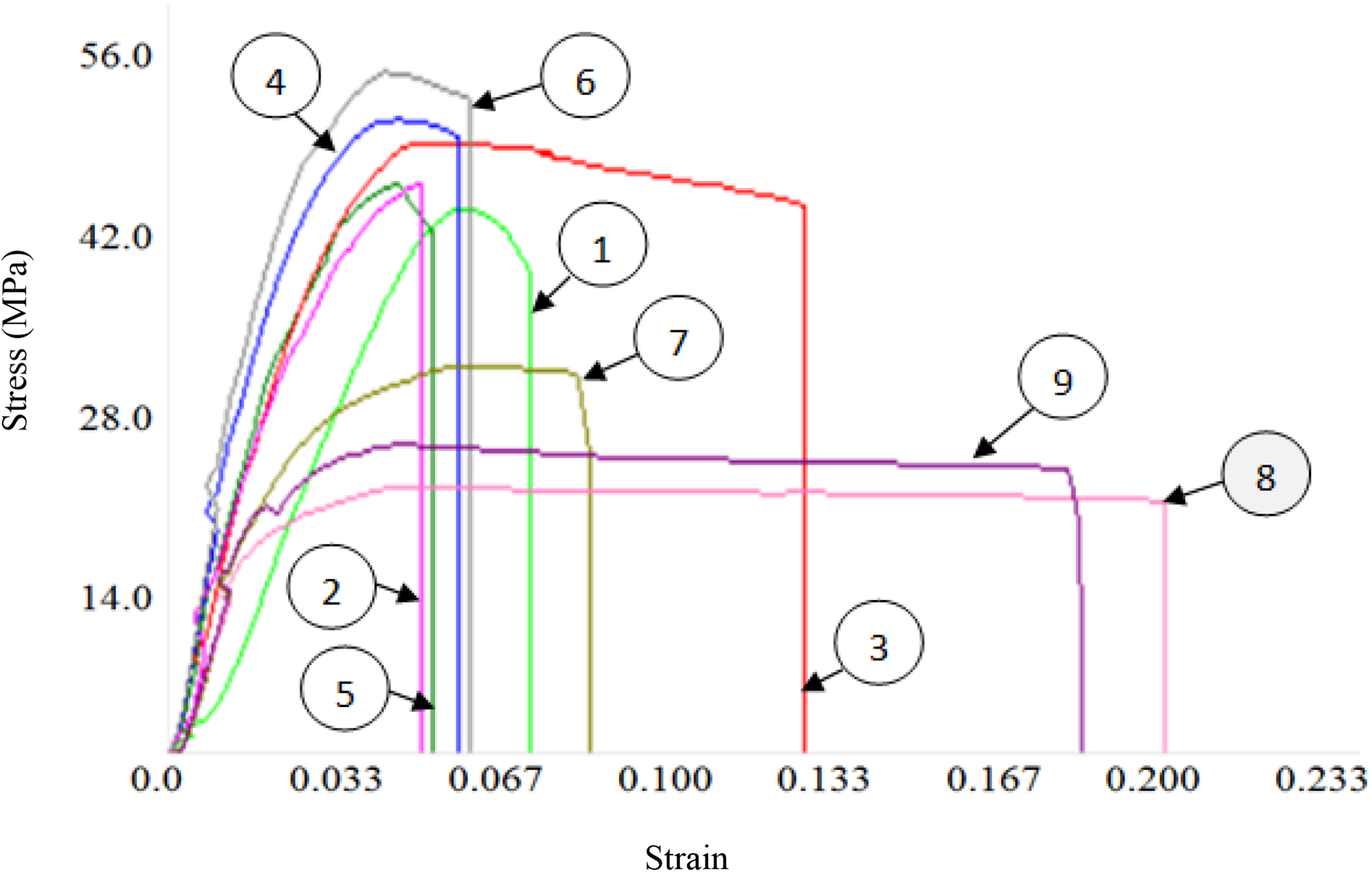
Stress versus strain curve (as per Table 4).
Observations for mechanical properties.
Based on Table 4, Figure 5 shows the photomicrographs of fractured filaments at ×30 magnification after tensile testing. The observations have been taken to investigate the role of process parameters for surface defects/voids. The sample no. 6 resulted into maximum strength and sample 8 into minimum strength. It may due to the fact that higher almond skin powder concentration/proportion may have resulted in surface defects/voids. To further understand the surface defects, the optical-based photomicrographs of sample no. 6 and 8 were processed on image processing software to get 3D rendered image and surface roughness (Ra) profile at cut-off length of 0.04 mm (Figure 6).
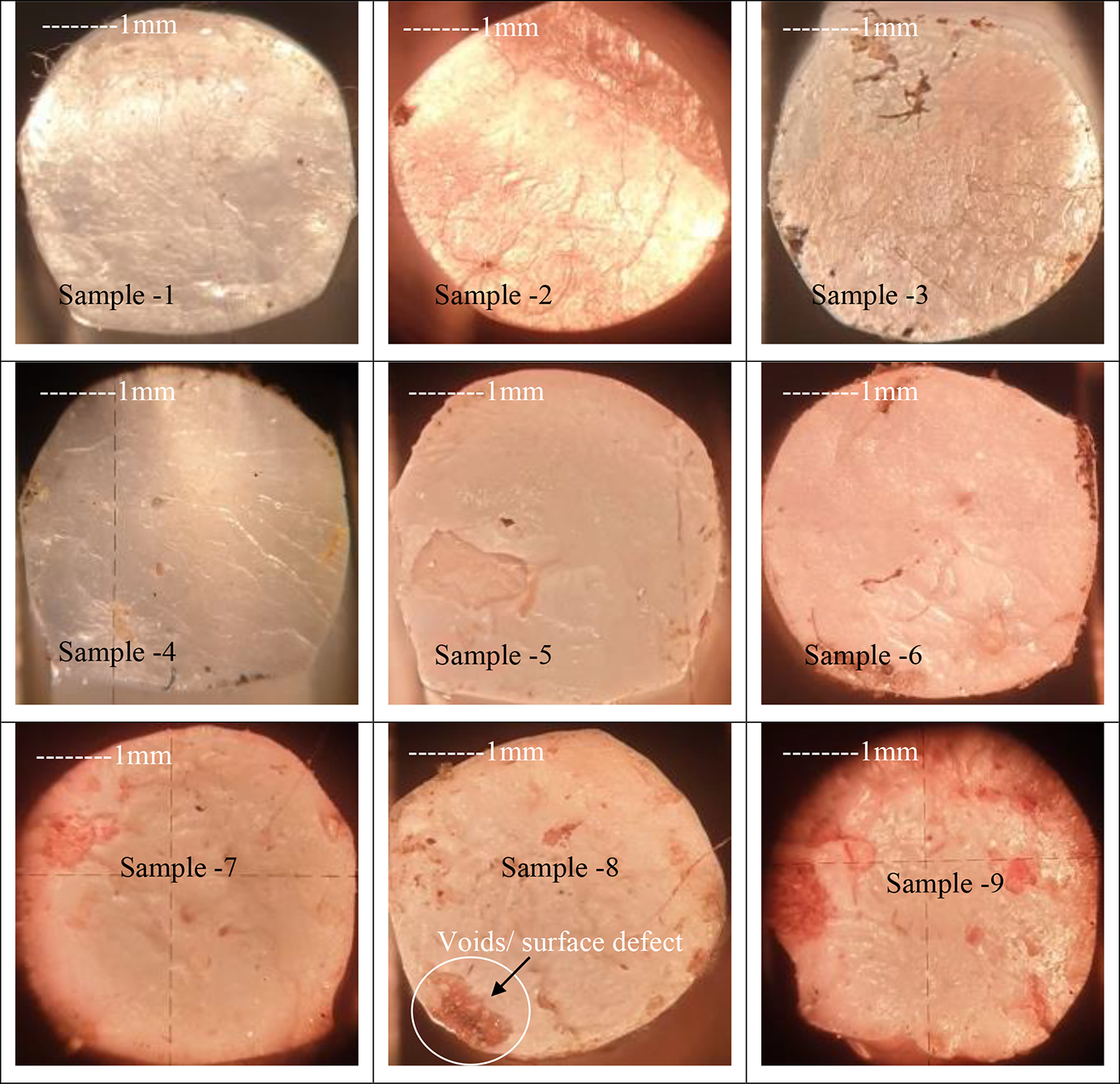
Photomicrographs of fractured feedstock filaments.
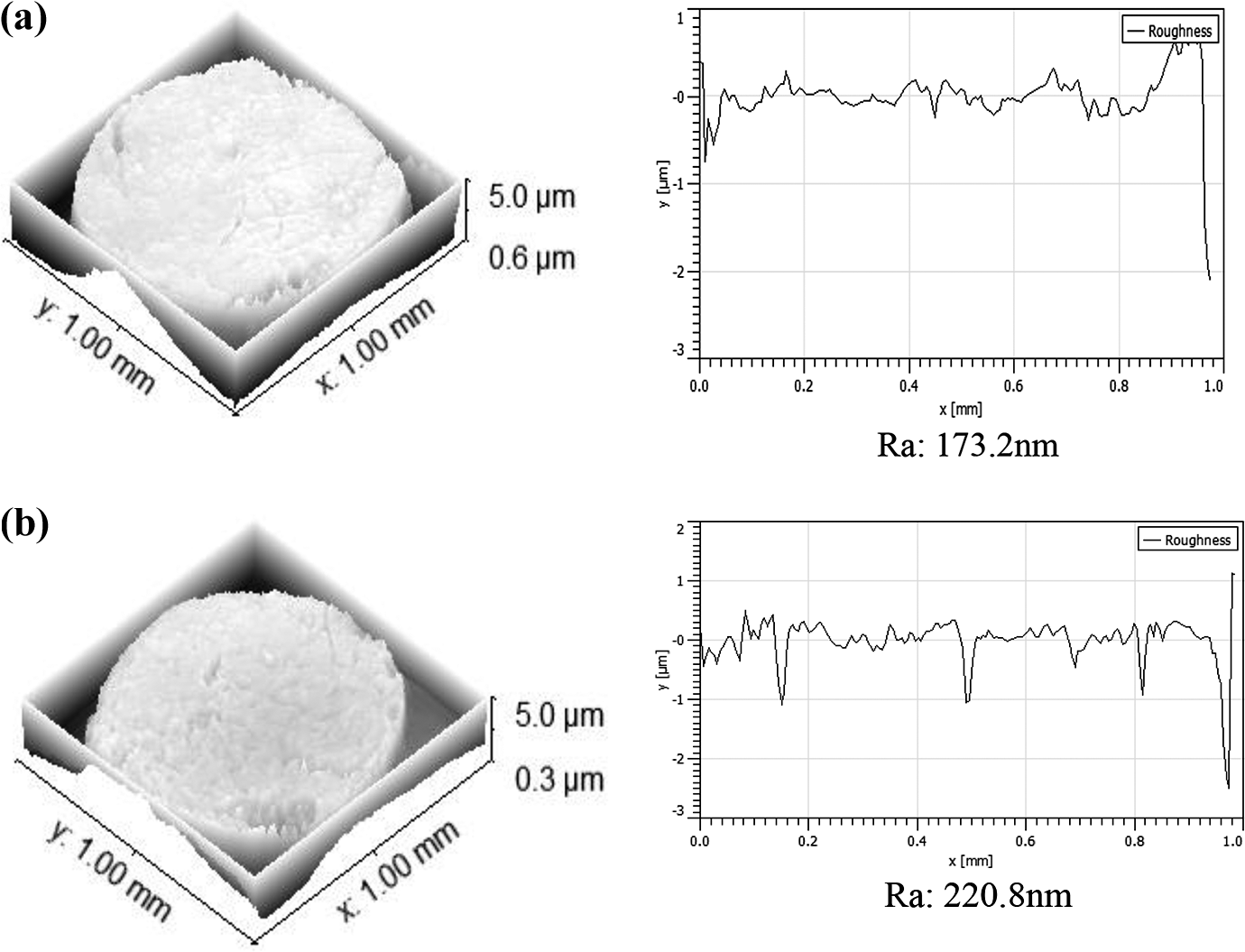
3D rendered image and Ra profile (a) sample no. 6 and (b) sample no. 8.
As observed from Figure 6, the sample no. 6 (as per Table 4) with better strength has more uniform grains with lower Ra value as compared to sample no. 8, hence justifies the observations for better mechanical property. Further cross-sectional images of sample no. 6 and 8 were captured via scanning electron microscopy at different magnifications and different elements were analysed using energy dispersive spectroscopy (Figure 7).
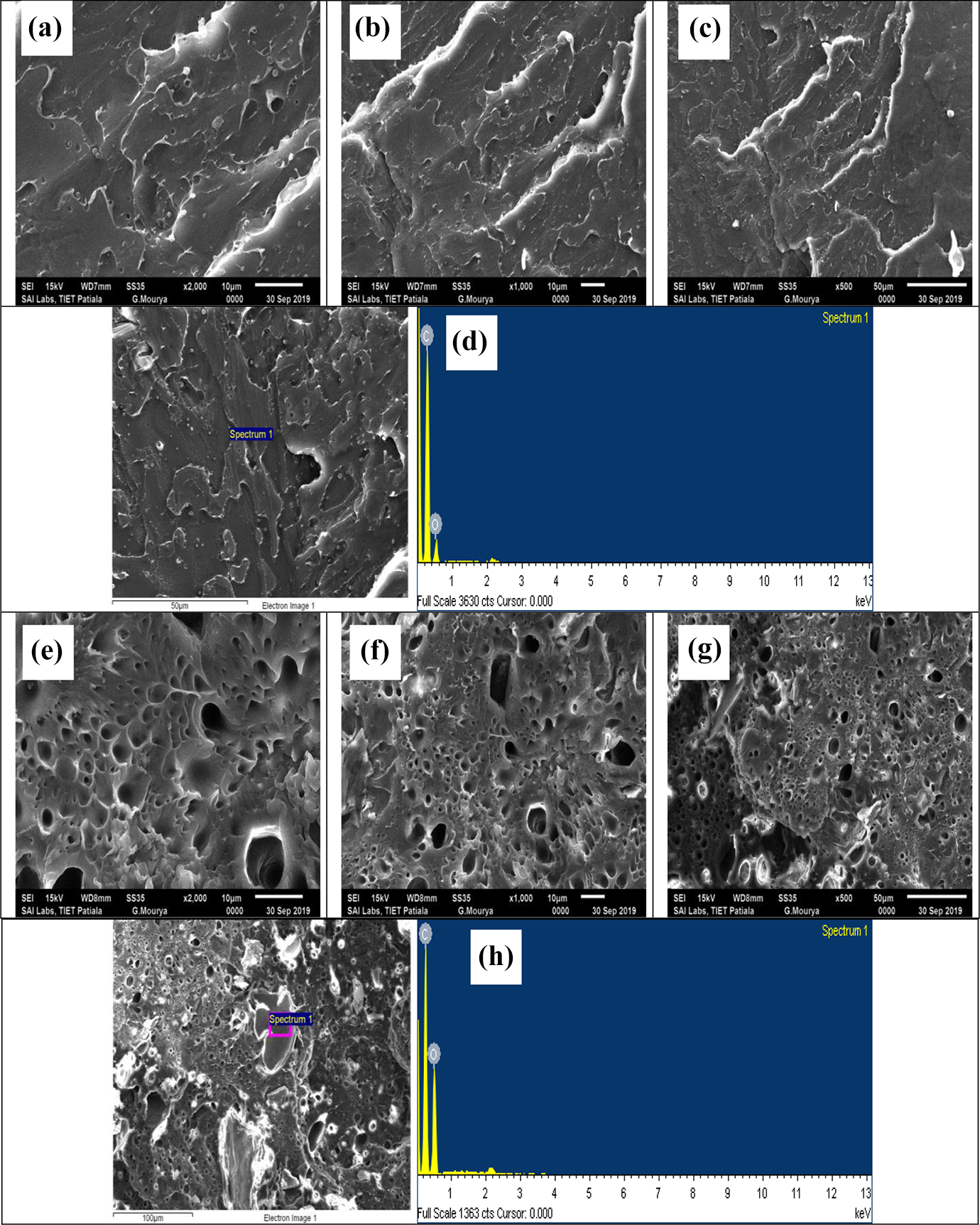
Scanning electron microscopy images for sample no. 6 at (a) ×2000, (b) ×1000, (c) ×500, (d) element present as per energy dispersive spectroscopy images for sample no. 8 at (e) ×2000, (f) ×1000, (g) ×500 and (h) element present as per energy dispersive spectroscopy.
As observed from Figure 7, sample no. 8 clearly shows more surface defects/voids in comparison to sample no. 6, which may be the major reason for poor tensile strength of sample no. 8. On the other hand, the modulus of toughness value for sample no. 8 is more, thus making it better candidate for crash applications in comparison to sample no. 6 (mainly because of more energy absorbing capacity being more porous).
For optimization of input process parameter, signal-to-noise (SN) ratio has been calculated (for observations made in Table 4). The SN ratio for maximum the better type case has been calculated as follows:
where η is SN ratio, n is the number of experiments and y is the material properties at experiment no. k. Based on Table 4, Table 5 shows the SN ratios for different selected parameters.
SN ratios for different output parameters.
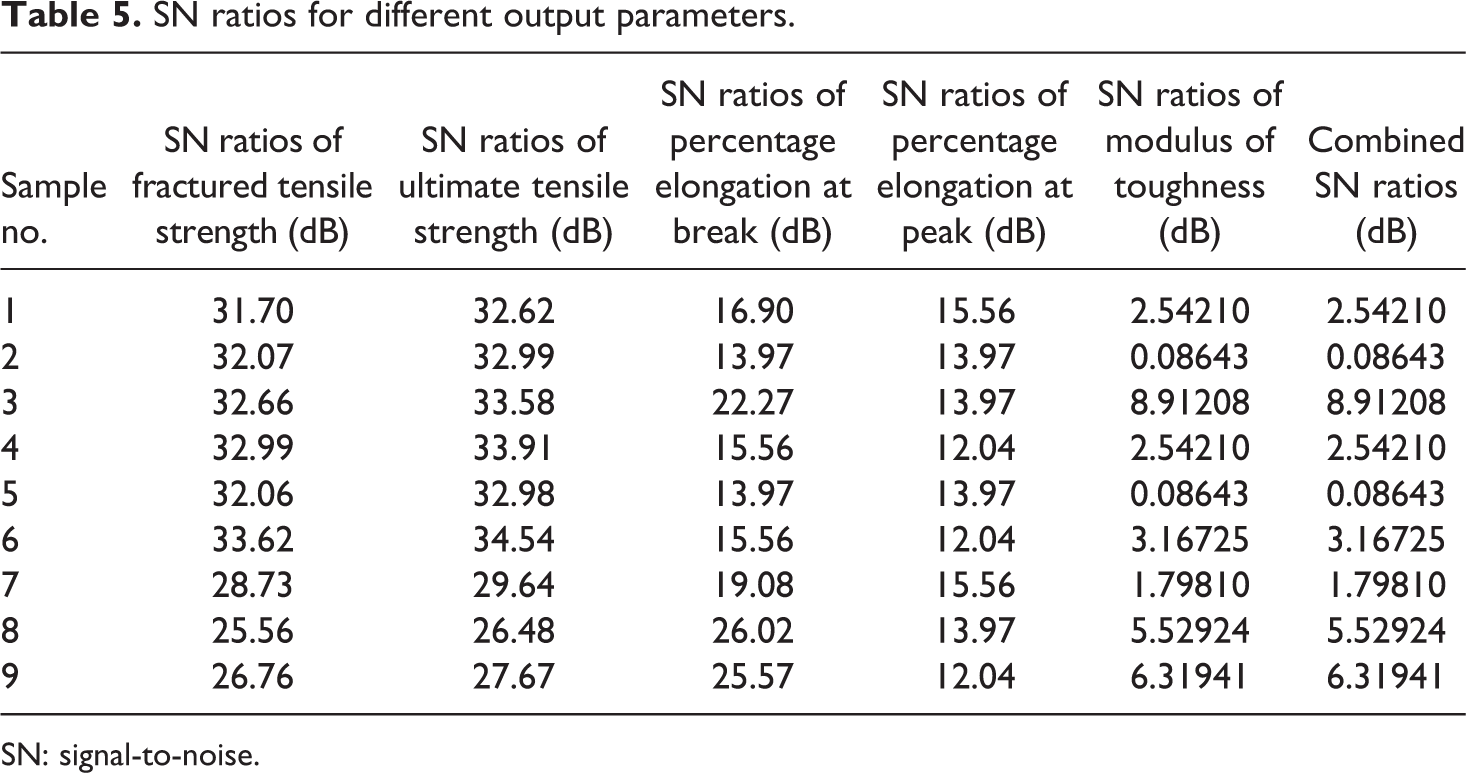
SN: signal-to-noise.
Further SN ratios for fractured tensile strength, ultimate tensile strength, percentage elongation at break, percentage elongation at peak and modulus of toughness were further processed (for larger the better type case) to get combined SN ratio for multifactor optimization (Table 5).
Based on Table 5, Figure 8 shows the main effect plots of SN ratios for mechanical properties. For maximizing the fracture tensile strength (Figure 8(a)) and ultimate tensile strength (Figure 8(b)), it has been predicted that extrusion should be performed with PLA-2.5 wt% almond skin powder under 0.1 Nm torque and 15.0 kg load. The maximum percentage elongation at break can be obtained with PLA-5% almond skin under 0.3 Nm torque and 10.0 kg load (Figure 8(c)). The maximum percentage elongation at peak can be obtained with PLA-0 wt% almond skin powder under 0.1 Nm torque and 15.0 kg load (Figure 7(d)). Similarly, maximum modulus of toughness can be obtained with PLA-5 wt% almond skin under 0.3 Nm torque and 10.0 kg load (Figure 8(e)).
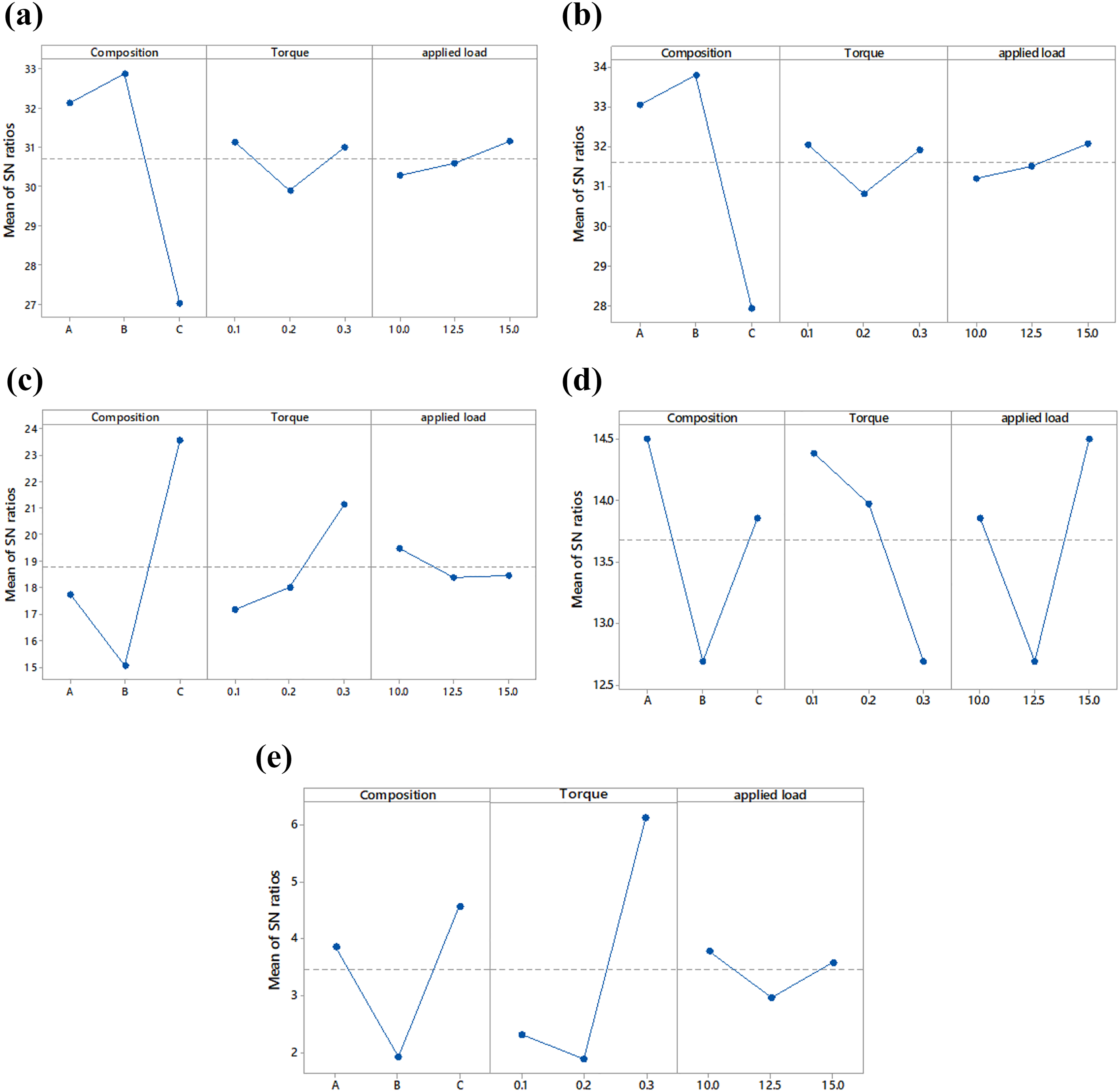
Main effects plots of SN ratio for mechanical properties. (a) Main effects plot for SN ratios (fracture tensile strength), (b) main effects plot for SN ratios (ultimate tensile strength), (c) main effects plot for SN ratios (percentage elongation at break), (d) main effects plot for SN ratios (percentage elongation at peak) and (e) main effects plot for SN ratios (modulus of toughness).
The analysis of variance conducted (at 95% confidence level) for SN ratios of fracture tensile strength shows that residual error was 4.24%. The residual error observed under 5% shows that the process is under control of noise. The probability (p) value of 0.045 for composition outlined that it is the significant factor, whereas other input parameters are insignificant.
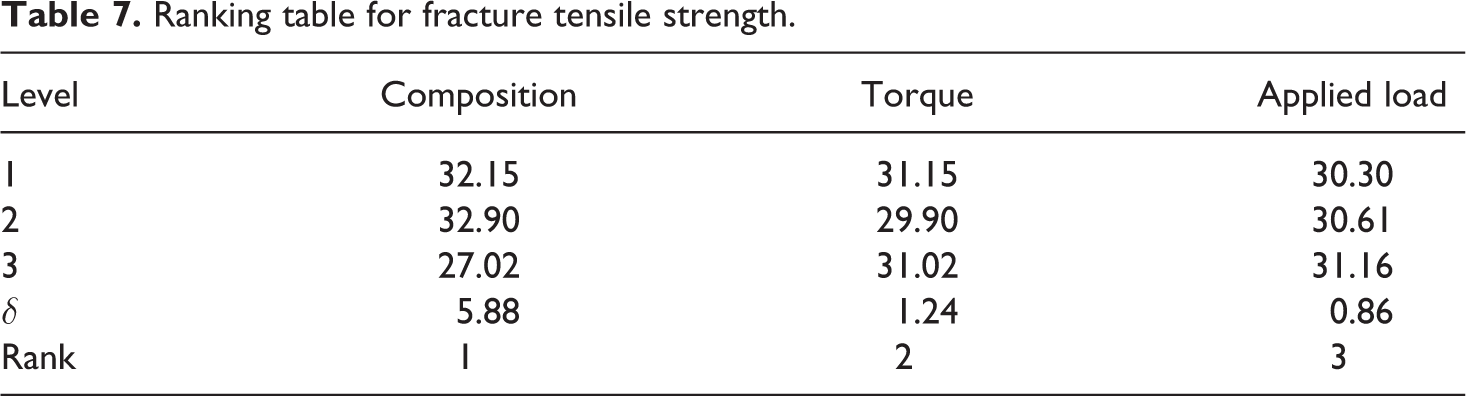
Based on Table 6, Table 7 shows the ranking of input process parameters for fracture tensile strength. It should be noted that composition is ranked 1, torque ranked 2 and applied load is ranked 3 as per variation over SN ratios.
ANOVA for SN ratios of fracture tensile strength.
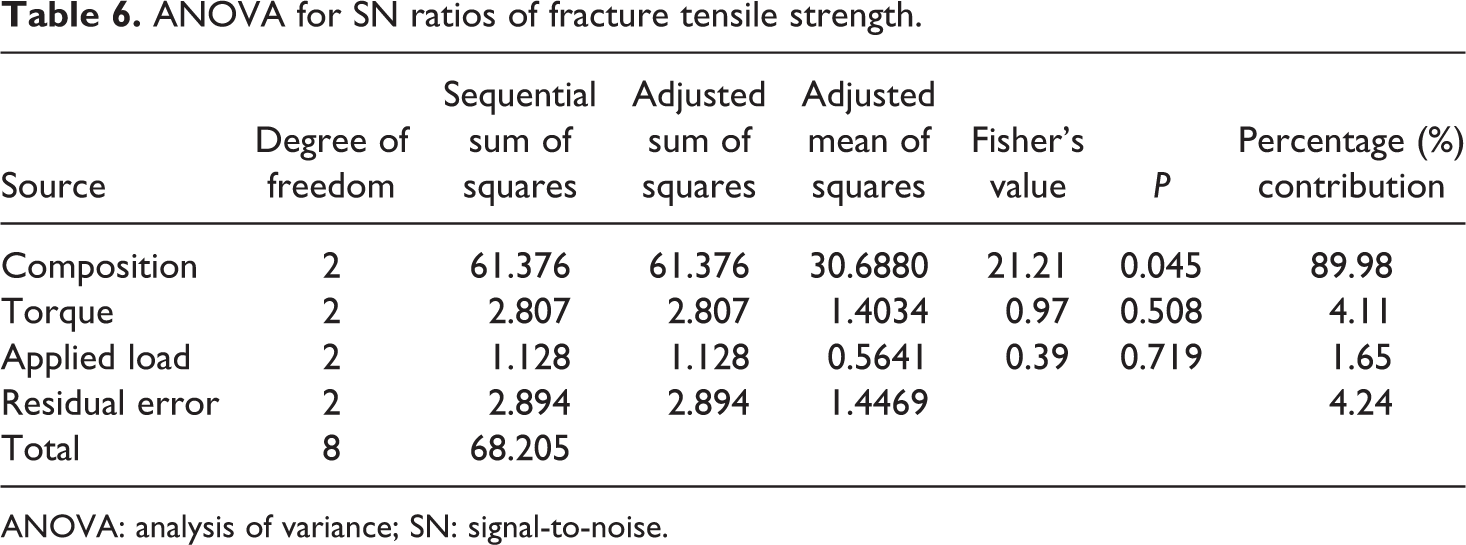
ANOVA: analysis of variance; SN: signal-to-noise.
Ranking table for fracture tensile strength.
For optimizing the process parameters for fracture tensile strength of PLA-almond skin powder composites, following formula has been used:

where βopt is the optimum SN ratio value for fracture tensile strength, u is the overall mean of SN ratios, uA2 is the mean of SN ratios for composition at level 2, uB1 is the mean of SN ratios for torque and uC3 is the mean of SN ratios for applied load.



The optimum value of fracture tensile strength can be obtained by using the following formula:

Putting the value of


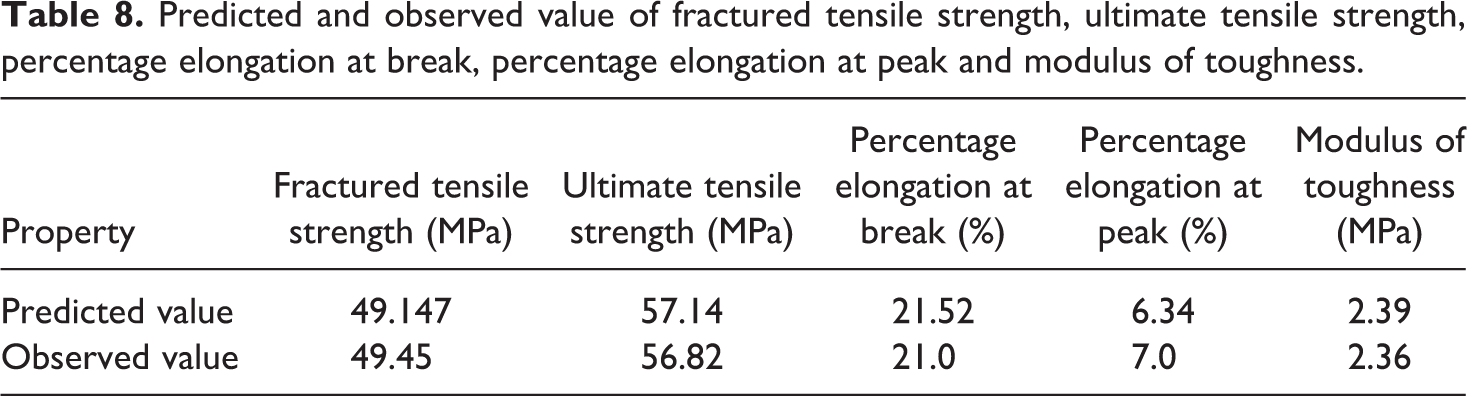
The confirmatory experiment was conducted at proposed settings and the observed value for fracture tensile strength was 49.147 MPa. On the suggested input parameters, setting the confirmatory tensile test has been carried out and the observed value was 49.45 MPa. Similarly, on predicted setting for each property, confirmatory tensile test has been performed and values are given in Table 8.
Predicted and observed value of fractured tensile strength, ultimate tensile strength, percentage elongation at break, percentage elongation at peak and modulus of toughness.
Further, based on Table 5, for multifactor optimization, contours plot and combined SN ratio plot have been drawn (Figures 9 and 10). As observed from Figure 9(a), the optimum range for torque is between 0.22 Nm and 0.3 Nm for 5 wt% composition/ proportion of almond skin powder. Further, Figure 9(b) shows the contour plots of torque versus applied load. The optimum value of the applied load is between 12.5 kg and 15 kg at 0.3 Nm of torque. Figure 9(c) shows the contour plots of applied load versus composition/proportion. The optimum values are between 2.5 wt% and 5 wt% of almond skin powder and 0–12.5 kg of applied load.
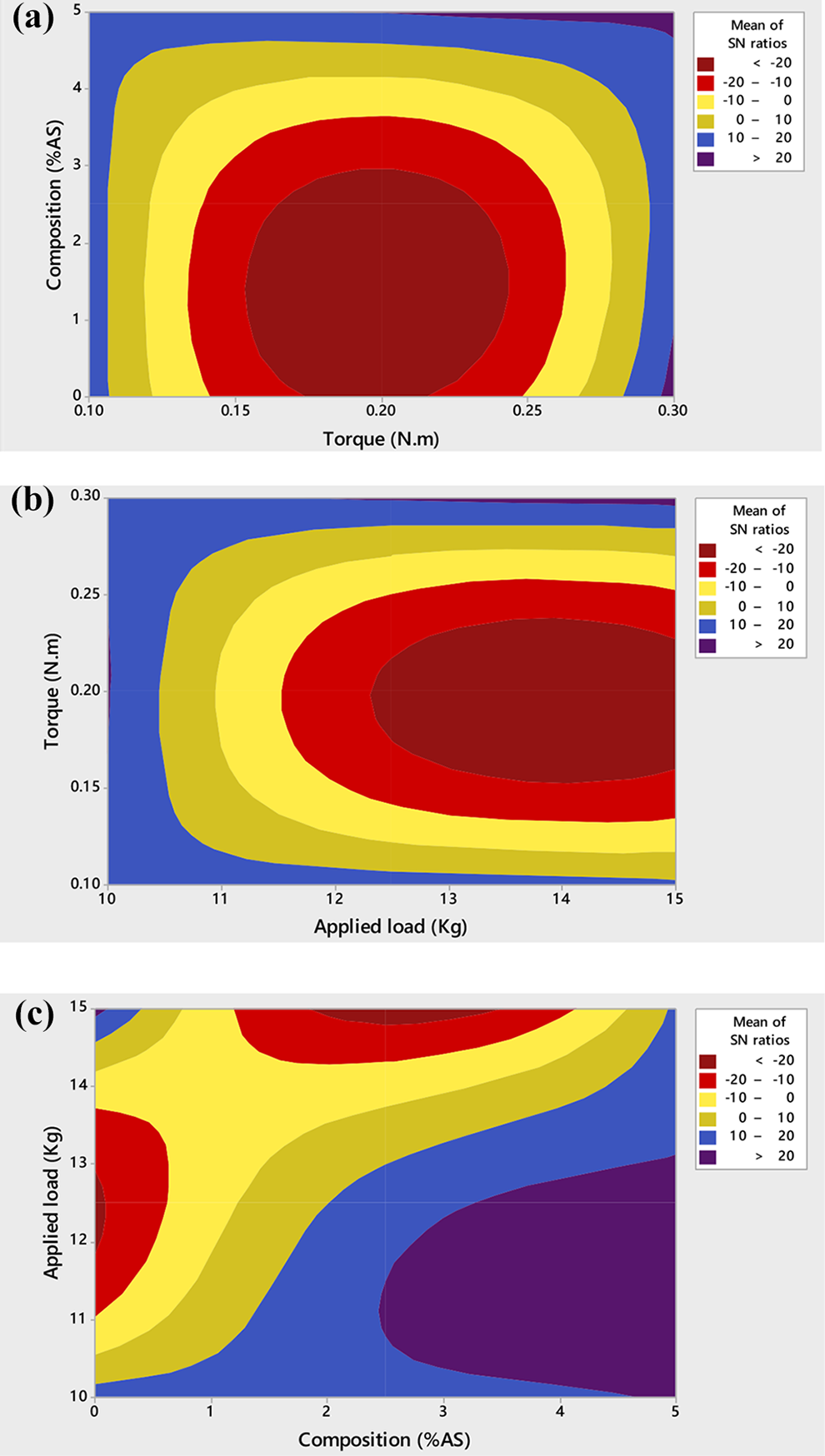
Contour plots for interaction of process parameters: (a) composition and torque, (b) torque and applied load and (c) applied load and composition.
As observed from Figure 10, composition/proportion with 5 wt% almond skin powder in PLA, 0.3 Nm torque and 10 kg applied load is the best setting for combined mechanical properties. The results are in line with the observations made by other investigators.32–36
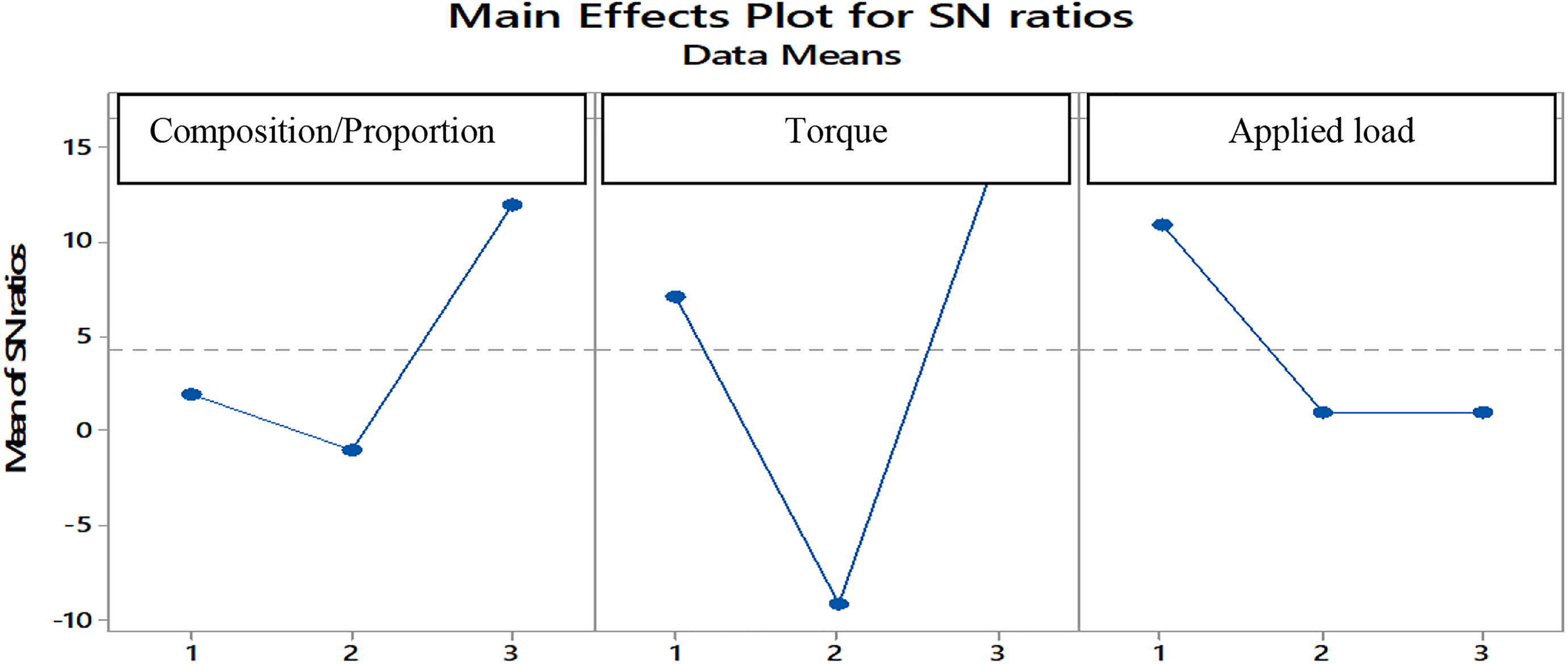
Combined SN plot (as per Table 5).
Conclusions
Following are the conclusions from the study: The almond skin powder-reinforced PLA feedstock filament has been successfully prepared by twin-screw extrusion process for fused filament fabrication. As regard to processing parameters of twin-screw extrusion is concerned (from multifactor optimization viewpoint), it has been observed that optimum value for mechanical properties is attained with torque of 0.3 Nm, composition/proportion as 5 wt% almond skin powder in the PLA matrix at 10 kg of applied load. For commercial applications, the range of processing parameters has been recommended in contour plots (Figure 9). These results are at 95% confidence level. For fused filament fabrication, fractured tensile strength and ultimate tensile strength are the most critical parameters, hence, for 3D printing, viewpoint extrusion should be performed with PLA 2.5 wt% almond skin powder under 0.1 Nm torque and 15.0 kg load (Figure 8(a) and (b)). As regard to thermal stability is concerned, the sample prepared with 2.5 wt% almond skin powder in PLA has maximum crystallinity and heat capacity and hence recommended for scaffold/implant applications. This may be due to better/uniform dispersion of almond skin powder in the PLA matrix resulting in better crystalline behaviour of composite. The actual 3D printed parts (with fused filament fabrication) need to be further explored for tensile, flexural and compressive properties. Also, dynamic mechanical analysis may be performed in future studies to understand the storage/loss modulus of the composite material.
Footnotes
Acknowledgements
The authors are thankful to Manufacturing Research Lab (Department of Production Engineering), Guru Nanak Dev Engineering College, Ludhiana, for providing research facilities and AICTE New Delhi for financial support.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by AICTE New Delhi (F. No. 9-65/RIFD/MODROB/Policy-1/2016-17).