
Abstract
In this work, the effect of the vermiculite (VMT) clay loading on the rheological properties and flammability of bio-based high-density polyethylene/organically modified VMT (BioHDPE/OVMT) clay biocomposites containing 0.5–10 phr of OVMT clay was investigated. X-ray diffraction patterns showed that the BioHDPE was intercalated between the OVMT clay galleries. BioHDPE/OVMT biocomposites containing 5 and 10 phr of OVMT clay exhibited a shear-thinning behavior and a better dispersion/distribution in the BioHDPE matrix. The biocomposite containing 10 phr of organoclay presented a percolated network structure. The elastic modulus increased with the increase in the OVMT loading whereas the tensile and impact strength remained almost unaffected. For the biocomposites containing the unmodified VMT clay, the burning rate decreased with the increase in the VMT loading. The opposite was observed for the biocomposites containing OVMT clay.
Introduction
The industry and researchers around the world have been seeking an alternative to the use of petroleum-based polymers due to the environmental impacts caused by their improper disposal in the environment.1,2 As an alternative, bio-based polymers, which are polymers derived from raw materials from renewable sources, 3 such as biopolyethylene, have been used. 4 Biopolyethylene or “green polyethylene” has sugarcane as a raw material. During its combustion process, the CO2 released to the atmosphere will be captured again by the sugarcane crops in the next harvest, thereby maintaining the neutral balance of CO2 in the nature. 5 When bio-based plastics are burned, keeping the neutral balance of CO2, they are considered eco-friendly plastics. 3 Biopolyethylene preserves the same chemical, mechanical, processability, and recyclability of the conventional polyethylene.
The mixing of clay with a polymer matrix, forming polymer/clay composites (micro or nanocomposites) has been very attractive since the clay is of low cost and abundant in nature. The properties of the composites include improvement in mechanical, thermal, and gas barrier properties and decrease in the flammability. To obtain polyethylene/clay composites, different types of clay have been used and the most common is the montmorillonite (MMT).6–12 Since clays are inorganic and the polyethylene matrix is organic (nonpolar), its surfaces have to be modified with a surfactant in order to become organophilic. In the literature, one of the clay types that has been used (though less used than MMT) to prepare polyethylene matrix composites is vermiculite (natural—VMT or organically modified—OVMT).
Oliveira et al. 13 evaluated the effect of VMT clay on the thermal and morphological properties of high-density polyethylene (HDPE)/VMT composites. The authors observed a decrease in the degree of crystallinity of HDPE with the increase in VMT content and the presence of VMT increased the thermal stability of HDPE.
Tjong and Meng 14 studied the effect of maleic anhydride modified VMT on the properties of PE/VMT composites. The authors observed that the well-dispersed VMT acted as a nucleating agent for PE and that the tensile modulus and strength increased with the increase in the VMT content.
Hundáková et al. 15 investigated the structure and antibacterial properties of PE/OVMT composites. They observed that PE/OVMT composites can be used as an antibacterial compound and that the composites presented higher tensile modulus than PE.
As can be observed, there is a lack of works in the literature of PE/VMT composites as well as of the rheological and flammability behavior of these composites. The aim of this work is to evaluate the effect of OVMT clay on the rheological properties and flammability of biopolyethylene/OVMT biocomposites. The VMT clay used is from the northeast region of Brazil and the biopolyethylene is an eco-friendly plastic obtained from sugarcane, a renewable source.
Experimental
Materials
Bio-based HDPE (BioHDPE) SHA7260, MFI = 20g 10 min−1, was supplied by Braskem (Brazil). The VMT clay was supplied by União Brasileira de Mineração (UBM; Brazil) and its chemical constituents are shown in the work of Moraes et al. 16 The quaternary ammonium surfactant Praepagen WB (stearyl dimethyl ammonium chloride) was supplied by Clariant, Brazil, S.A. (São Paulo - SP, Brazil).
VMT clay surface modification
The natural VMT clay was modified with the Praepagen WB ionic surfactant, becoming organophilic (OVMT). In the clay modification process, a dispersion containing 1000 mL of distilled water and 40.08 g of clay was prepared. The clay was added gradually and mechanically agitated at the same time. After the addition of the clay, the dispersion was agitated for another 20 min. Afterward, a solution containing 26.26 mL of distilled water and 26.53 g of the surfactant was added. The mixture was then agitated for 20 min and kept at room temperature for 24 h. After this period, the material was washed with 2600 mL of distilled water and filtered to remove the excess of the surfactant. The agglomerates obtained were dried in an oven at 60°C for 48 h, milled and sieved using an ASTM 200 (D = 75 µm) sieve.
Biocomposites preparation
Concentrates containing 1:1 BioHDPE:OVMT were prepared in a thermokinetic internal mixer model MH-50 H of MH equipamentos (Brazil). To obtain biocomposites containing 0.5, 1, 3, 5, and 10 phr of OVMT, the concentrates were diluted into BioHDPE in a Coperion Werner & Pfleiderer (Germany) co-rotational modular twin-screw extruder, model ZSK 18 mm (L/D = 40), at temperature in all zones of 200°C and the feeding rate of 5 Kg h−1. The screw profile containing distributive and dispersive elements is shown in Figure 1.

Extruder screw profile.
The composition of the BioHDPE/OVMT biocomposites is shown in Table 1.
Composition of the BioHDPE/OVMT biocomposites.
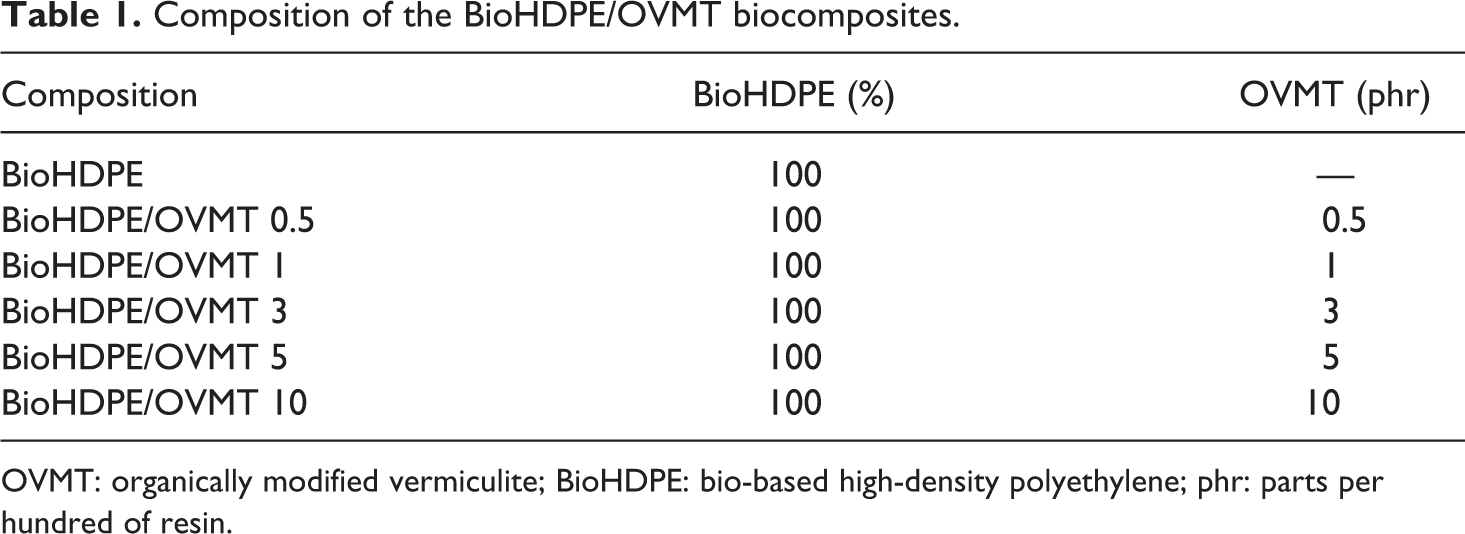
OVMT: organically modified vermiculite; BioHDPE: bio-based high-density polyethylene; phr: parts per hundred of resin.
The samples for tensile and impact tests were injection molded in a Fluidmec H30/40 (Fluidmec, Argentina) injection molding machine at 200°C and a mold temperature of 20°C.
X-ray diffraction
The X-ray diffraction (XRD) analyses of the VMT and OVMT clays were carried out in a Shimadzu XRD-6000 (Shimadzu Corporation, Japan) diffractometer using CuKα radiation, the voltage of 40 kV, current of 30 mA, and 2θ scan between 2° and 30° at a scan rate of 2° min−1. XRD was also used to evaluate the degree of dispersion of the OVMT clay in the BioHDPE matrix. The same conditions abovementioned were used.
Thermogravimetric analysis
The thermal stability of VMT and OVMT clays was evaluated by thermogravimetric analysis (TGA). The analysis was carried out in a Shimadzu DTG-60 H (Shimadzu Corporation, Japan) thermogravimetric analyzer at a heating rate of 12.5°C min−1 and temperature ranging from room to 800°C under N2 flow of 100 mL min−1.
Rheological measurements under oscillatory shear flow
Rheological measurements under oscillatory shear flow were carried out in an Anton Paar Physica MCR 301 (Anton Paar, Austria) rheometer, equipped with parallel plate geometry of 25 mm diameter, the gap between the plates of 1 mm, a temperature of 200°C. The frequency sweeps were carried out with angular frequency ranging from 600 to 0.1 rad s−1. These strains, under the viscoelastic region, were previously determined by the strain sweeps at 200°C.
Scanning electron microscopy
The fracture surfaces of the samples subjected to the impact strength tests were coated with gold, using a Sanyu Electron SC-701 (Sanyu Electron Co, Japan) quick coater, and the morphology of the BioHDPE/OVMT biocomposites was analyzed by scanning electron microscopy (SEM) in a Shimadzu SSX 550 Superscan Scanning Electron Microscope (Shimadzu Corporation, Japan). The voltage used in the filament was 15 kV.
Horizontal flammability test (UL94HB)
The flammability test was performed according to the Underwriters Laboratories standard (UL94 HB). This type of test is applied to materials that continue to burn and propagate the flame after initial ignition, aiming to classify the polymeric material as HB so that the burning rate is below a specified minimum value (40 mm min−1). The test was performed on injection molded samples with dimensions of 125 ± 5 mm in length, 13 ± 0.5 mm in width, and a minimum thickness of 3.0 ± 0.2 mm. The “V” linear burning rate, measured in millimeters per minute for each test sample, was calculated according to equation 1. The results reported are the average of five samples.

where V is the linear burning rate, L is the damaged length in the specimen, and t is the burning time.
Mechanical properties
The tensile tests were performed according to ASTM D638 in a Shimadzu AG-IS 100kN universal testing machine at a constant speed of 50 mm min−1. Izod impact strength tests were performed, on notched samples, at room temperature according to ASTM D256 using a CEAST RESIL 5.5 (CEAST, Italy) impact tester, equipped with a pendulum of 2.75 J.
Results and discussion
Characterization of VMT and OVMT clays
X-ray diffraction
Figure 2 shows the XRD patterns of VMT and OVMT clays. VMT shows the main peak at 2θ = 6.60°, corresponding to the d001 basal spacing of 1.34 nm. In the OVMT clay, a new peak is observed at 2θ of approximately 2.32°, corresponding to a d001 basal spacing of 3.80 nm. The increase of the d001 basal spacing (from 1.34 to 3.80 nm) is an indication that the alkyl ammonium cations of the surfactant were intercalated between the clay platelets.17,18
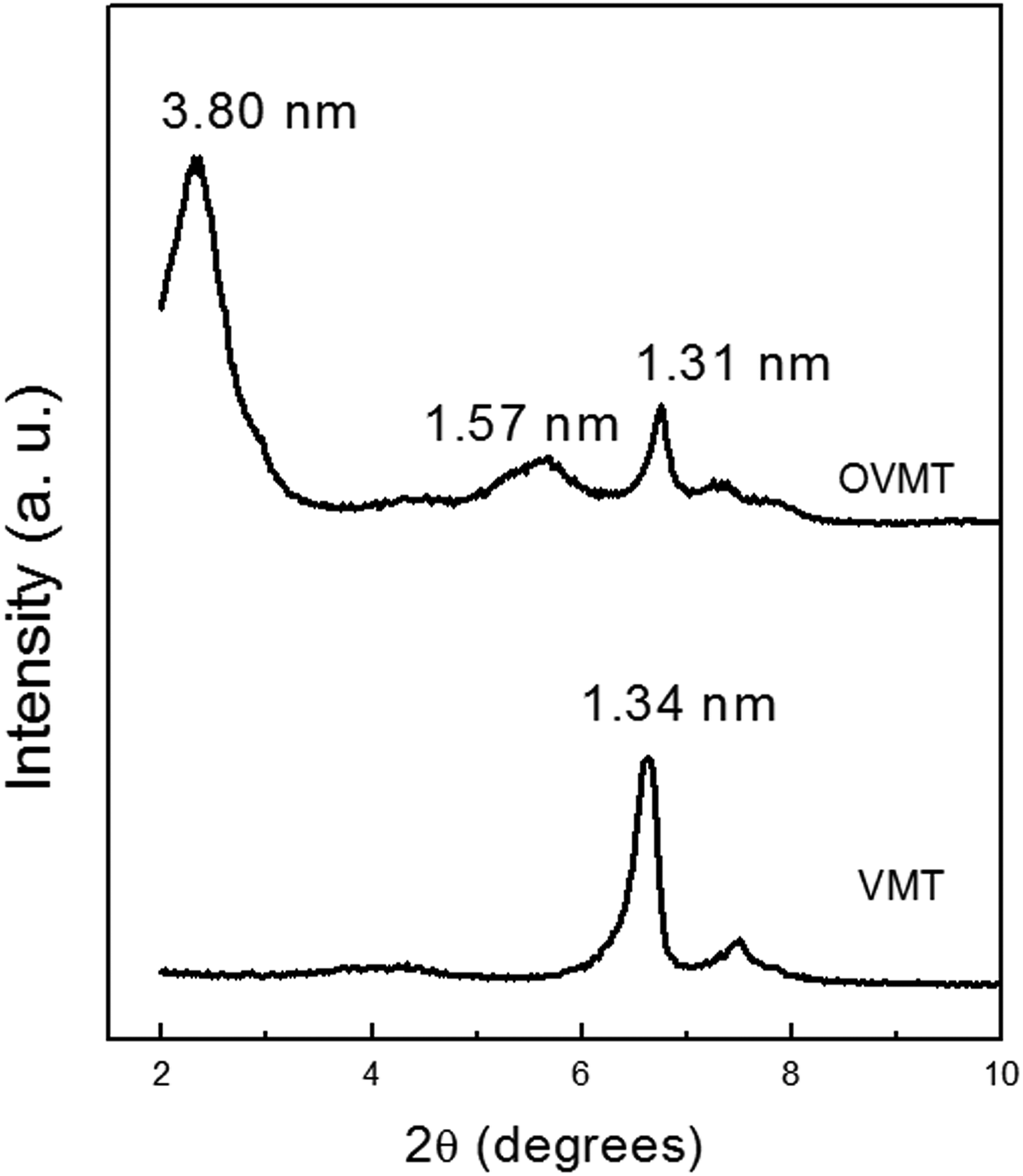
XRD patterns of the VMT and OVMT clays.
Thermogravimetric analysis
Figure 3 shows the TGA curves of the unmodified VMT and OVMT clay. For the VMT clay, a weight loss at temperatures between 26°C and 220°C is observed and may be related to the loss of water absorbed on the surface and around the exchangeable cations.16,17,19 The weight loss of the VMT clay between 300°C and 800° C is associated with the dehydroxilation of VMT. 17 The OVMT clay also exhibits a weight loss between 26°C and 220°C associated to the loss of water. Between 220°C and 450°C, a sharp weight loss is observed, which is related to the decomposition of the organic components present in the surfactant. Further weight loss (between 450°C and 800°C) is related to the dehydroxilation process.
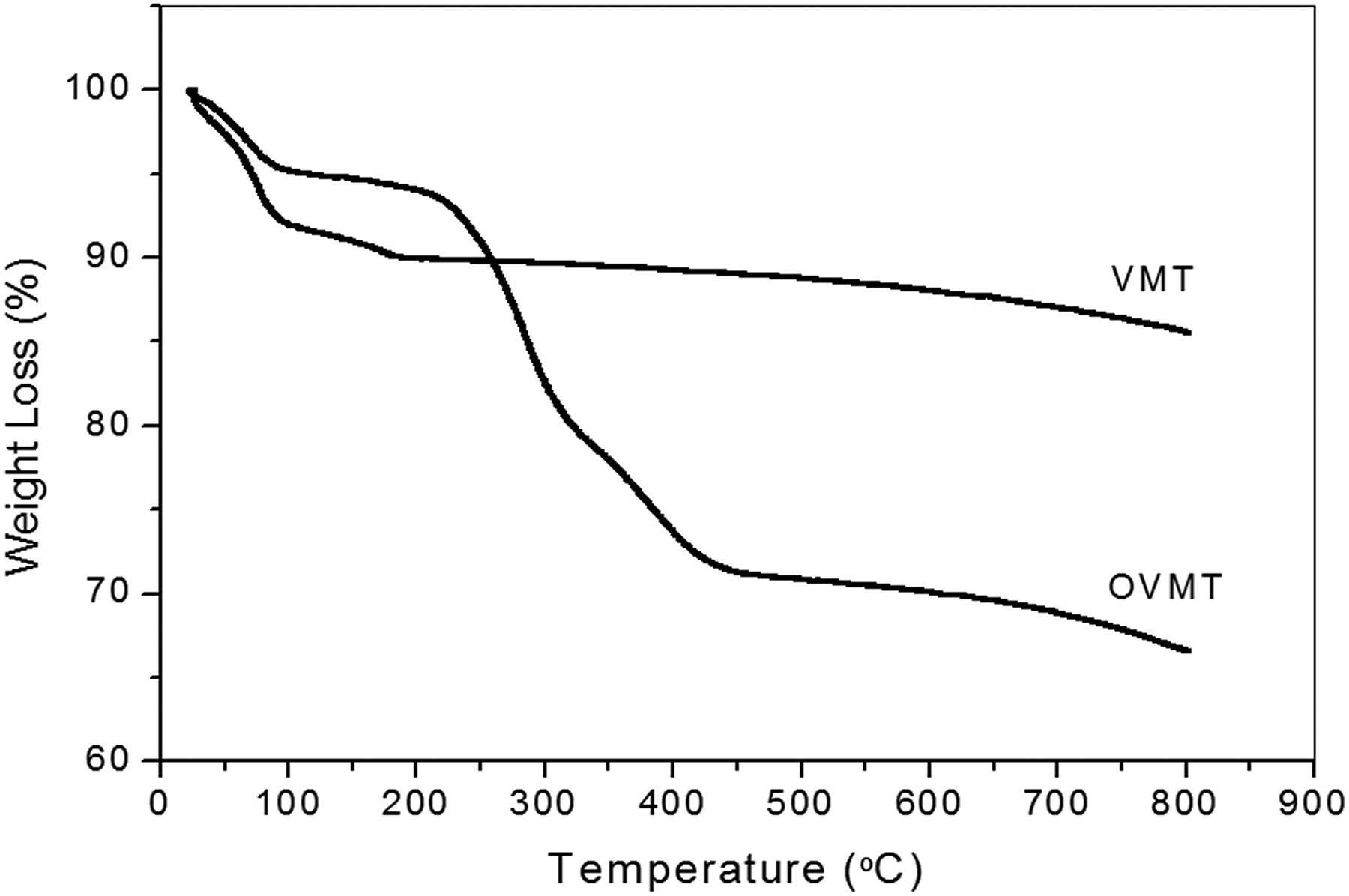
TGA curves of VMT and OVMT clays.
Characterization of BioHDPE/OVMT biocomposites
X-ray diffraction
Figure 4 shows the XRD patterns of BioHDPE and its biocomposites containing 0.5–10 phr of OVMT clay. BioHDPE shows two characteristic peaks: one at 2θ of 21.4° and the other at 2θ of 23.8° corresponding to the (110) and (200) reflections, respectively. 20 It is observed that with the addition of 0.5–3 phr of OVMT clay, the BioHDPE characteristic peaks are not affected, indicating that there is no change in the crystallinity of BioHDPE. On the other hand, with further increase in the clay loading to 5 and 10 phr, the intensity of BioHDPE peak at 2θ of 21.4° is decreased, indicating that the addition of clay loading above 3 phr is restricting the mobility of BioHDPE chains, decreasing its crystallinity. A similar result was observed in another work, 21 when investigating, by XRD and differential scanning calorimetry, the effect of natural VMT clay on the degree of crystallinity of BioHDPE/VMT biocomposites. It can also be observed that with the addition of OVMT clay to BioHDPE, the OVMT 001 peak at 2θ of 2.32° (Figure 2) is shifted to lower 2θ angle, indicating that BioHDPE chains are intercalated between the OVMT clay galleries and that the clay is well dispersed/distributed in the BioHDPE matrix.
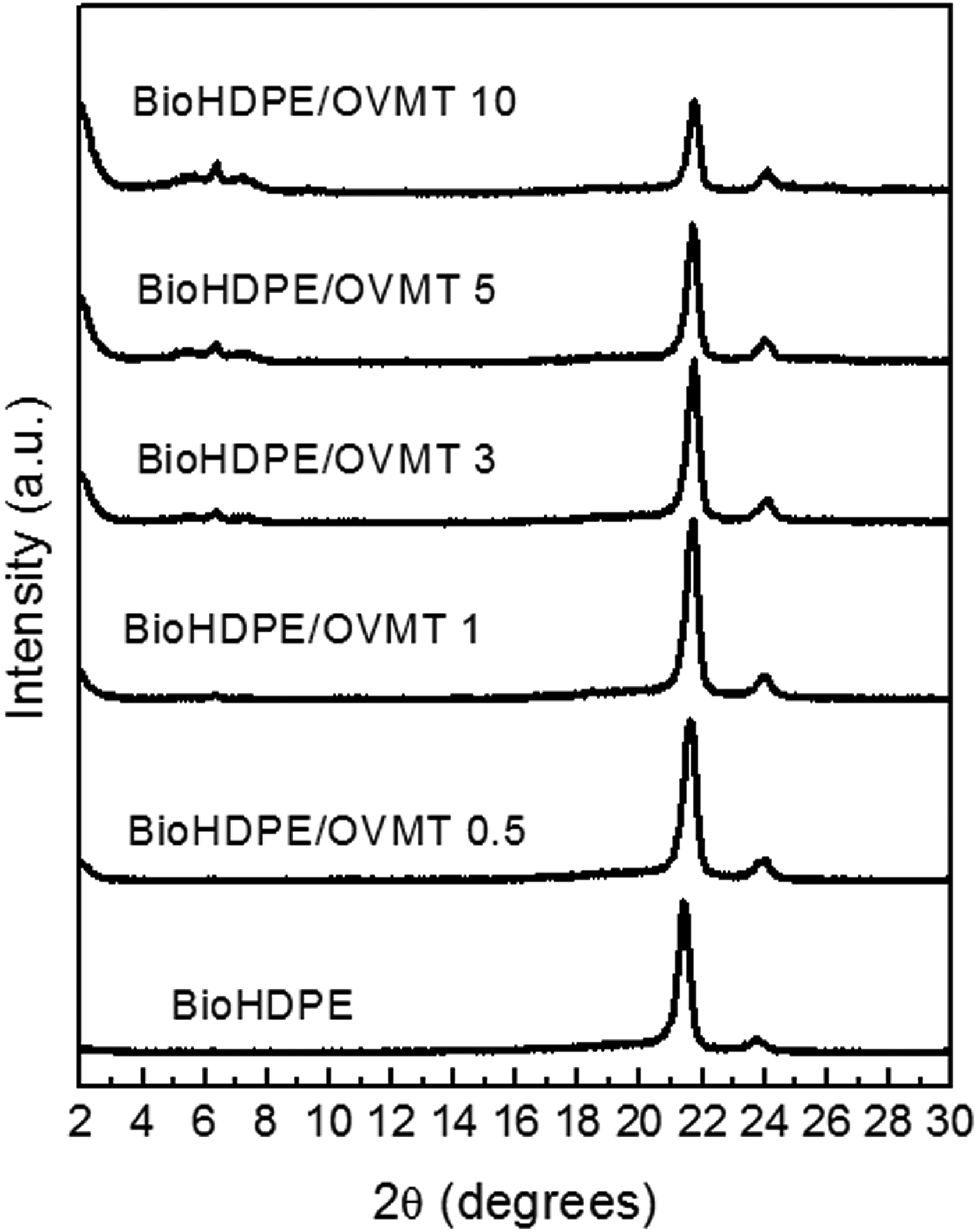
XRD patterns of BioHDPE and BioHDPE/OVMT biocomposites containing 0.5–10 phr of OVMT clay.
Rheological measurements under oscillatory shear flow
Figure 5 shows the plots of complex viscosity (η*) as a function of the angular frequency (ω) for the neat BioHDPE and for the BioHDPE/OVMT biocomposites containing 0.5–10 phr of OVMT clay. It can be observed that, as the clay content increases, there is a tendency for an increase in the value of the complex viscosity at low frequencies, meaning that the biocomposites have a higher resistance to flow.
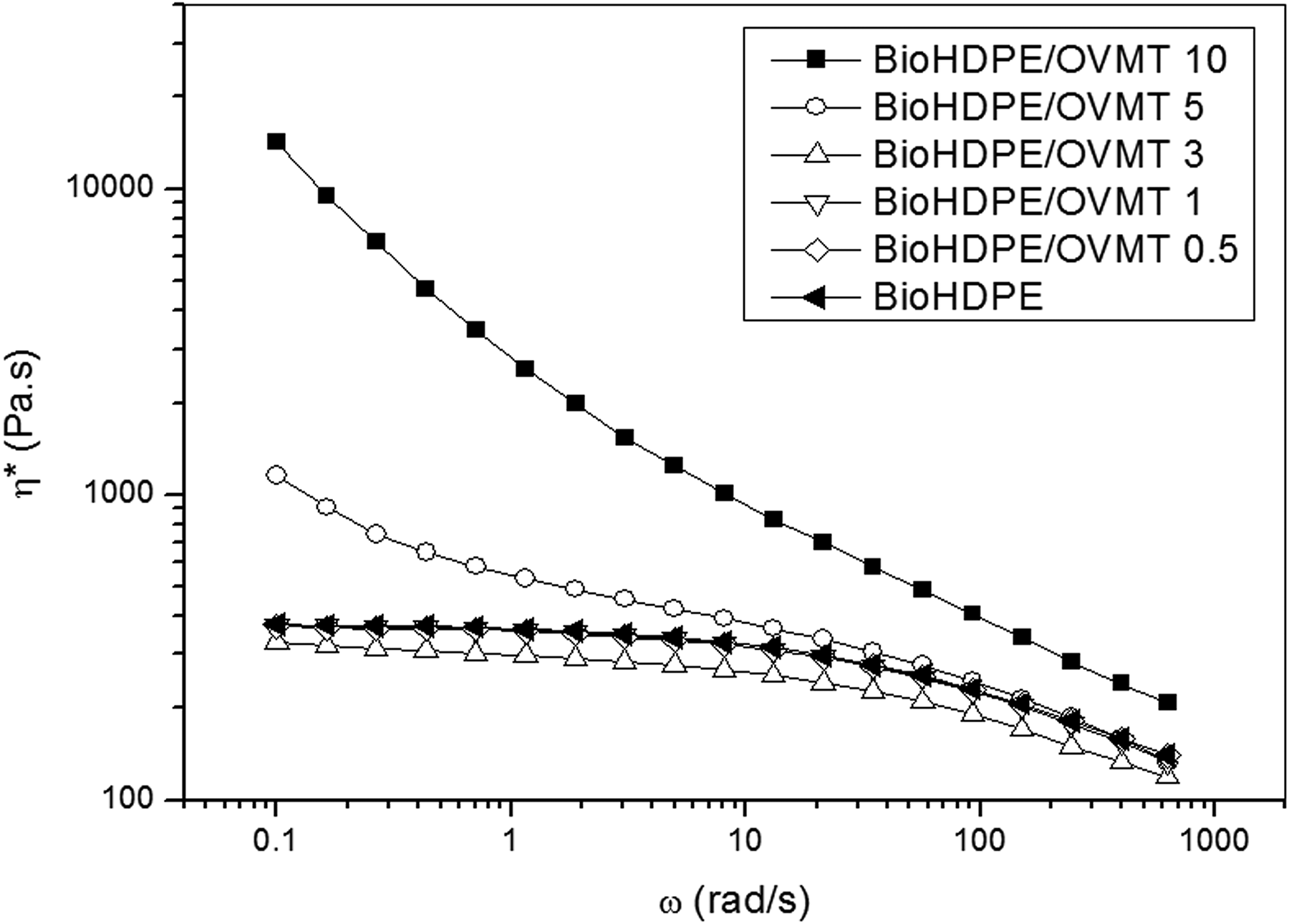
Plots of complex viscosity (η*) as a function of the angular frequency (ω) of BioHDPE and of BioHDPE/OVMT biocomposites containing 0.5–10 phr of OVMT clay.
For the frequencies above 10 rad s−1, it is possible to observe a shear-thinning behavior for all biocomposites, that is, the complex viscosity decreases with the increase in the angular frequency and approaches the value of neat HDPE at frequencies above 100 rad s−1. This is due to the lower deformation resistance due to the preferential alignment of the clay particles and polymer molecules in the direction of flow. At concentrations of 5 and 10 phr of OVMT clay, the shear-thinning behavior is visible over the entire frequency range, indicating that for clay loading above 3 phr the complex viscosity becomes more frequency dependent. This behavior can be related to the reduction of particle agglomerates during the flow, which in this case the particles tend to be oriented by reducing the contacts and favoring the flow of the system. According to the literature,22–24 to evaluate the effect of clay loading on the shear-thinning behavior of the composites, the plots of η* as a function of ω can be fitted according to the power-law model (equation 2)

where n is the shear-thinning index.
The state of dispersion of clay in the polymer matrix may also be analyzed at low frequencies using equation 2. 25 The greater is the value of n in the composites the better is the dispersion/distribution of the clay in the polymer matrix.
Table 2 shows the values of n by fitting the plots of η* versus ω. It can be observed that BioHDPE and BioHDPE/OVMT biocomposites containing 0.5–3 phr of organoclay exhibit a Newtonian behavior whereas the biocomposites containing 5 and 10phr of OVMT clay a shear-thinning behavior. From the values of n (Table 2), it is also observed that the BioHDPE/OVMT biocomposites containing 5 and 10 phr of OVMT clay exhibit a good dispersion/distribution of the OVMT clay in the BioHDPE matrix. In the case of BioHDPE/OVMT containing 10 phr of OVMT clay, the higher value of n is an indication of the formation of a percolated network structure.
Values of the shear-thinning index of BioHDPE and of BioHDPE/OVMT biocomposites containing 0.5–10 phr of OVMT clay.a
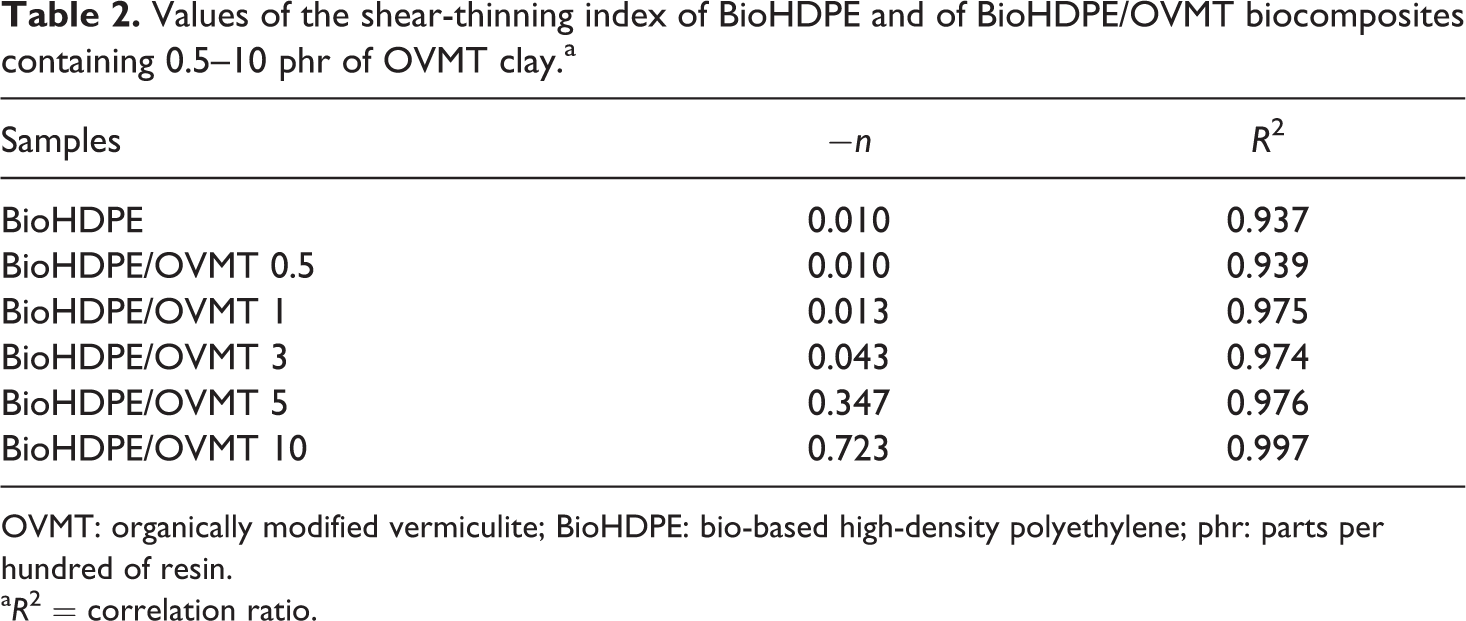
OVMT: organically modified vermiculite; BioHDPE: bio-based high-density polyethylene; phr: parts per hundred of resin.
aR2 = correlation ratio.
Figure 6 shows the plots of storage modulus (G′) as a function of the angular frequency (ω) of BioHDPE and of BioHDPE/OVMT biocomposites. BioHDPE and BioHDPE/OVMT biocomposites containing 0.5–1 phr of OVMT clay exhibit a liquid-like behavior (G′ α ω2) at low frequencies (<1 rad s−1). With the addition of 3–10 phr of OVMT clay to BioHDPE, the behavior is changed from liquid-like to solid-like (G′ α ω0). The solid-like behavior may be ascribed to the good dispersion/distribution of the OVMT clay in the BioHDPE matrix, restricting the mobility of BioHDPE chains.
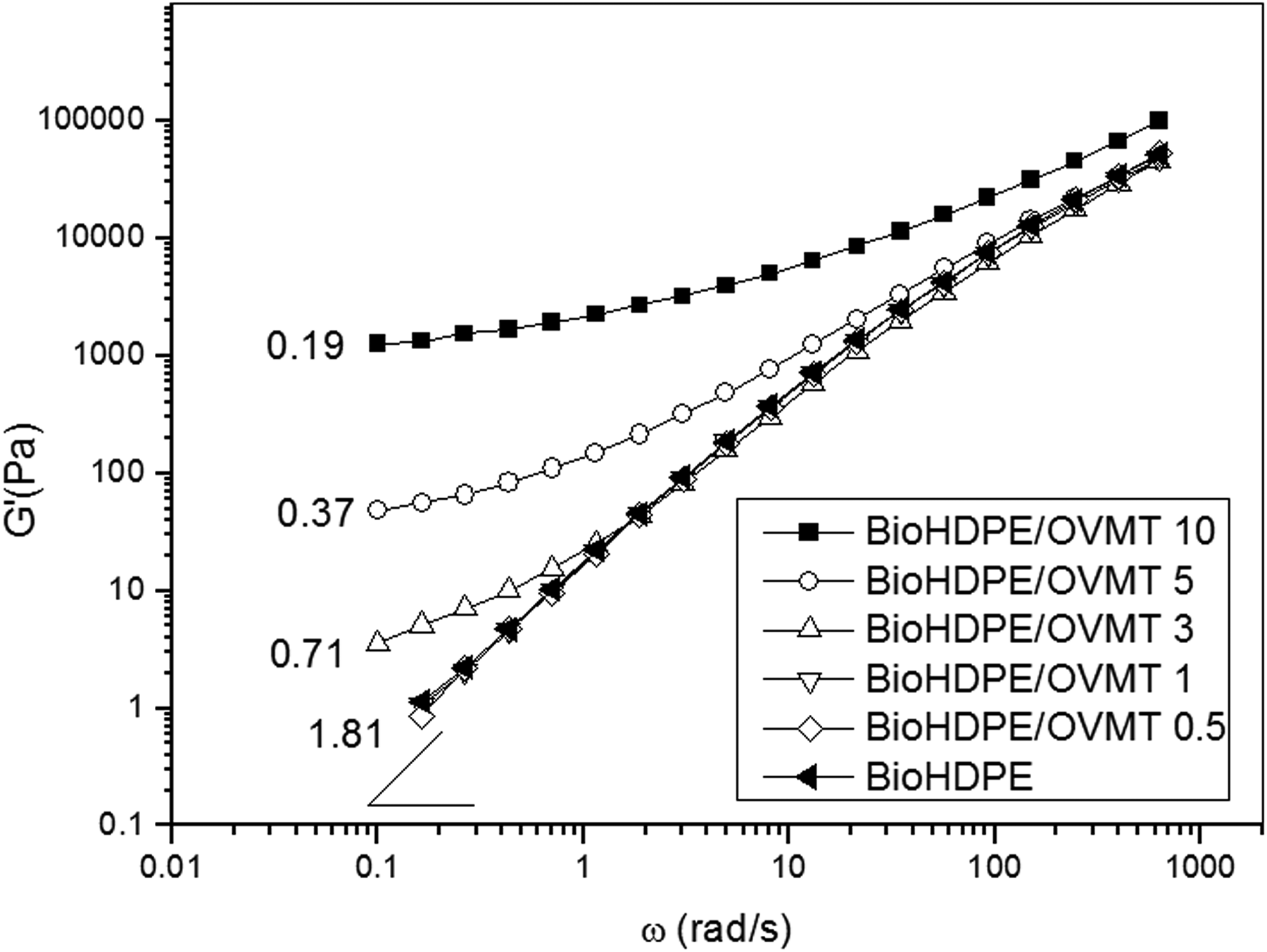
Plots of storage modulus (G′) as a function of the angular frequency (ω) of BioHDPE and of BioHDPE/OVMT biocomposites containing 0.5–10 phr of OVMT clay.
For the BioHDPE/OVMT biocomposite containing 10 phr of OVMT clay, G′ is almost independent of the angular frequency indicating a strong solid-like behavior. This behavior may be ascribed to the formation of a percolated network of OVMT particles. Higher clay content increases the possibilities of contact between the particles and/or agglomerates of particles dispersed in the polymer matrix, requiring a higher level of tension to initiate the flow of the system.
Ghanbari et al. 26 reported that the solid-like behavior of the storage modulus at low frequencies is an indication of the existence of yield stress. They also reported that a strong polymer/particle or particle/particle interaction leads to higher yield stress.
In this work, the melt yield stress (σ0) was determined, according to the method described in the literature,27–30 by fitting the experimental data (complex viscosity (|η*|)) as a function of angular frequency (ω) (Figure 5) using the Carreau–Yasuda model with yield stress (equation 3)

where σ0 is the yield stress, η0 is the zero shear viscosity, λ is the time constant, a is the Carreau–Yasuda parameter, and n is the dimensionless power-law index. For the neat polymer, σ0 is equal to zero. This model contains five parameters that can be adjusted to obtain the best fit with the experimental data. 29
Figure 7 shows the plots of calculated melt yield stress (σ0) as a function of the clay loading. It can be observed that there is a substantial increase in the melt stress with the increase in the clay loading from 5 to 10 phr. This is also an indication of the formation of a percolated network structure. 25 The percolation threshold lies between 5 and 10 phr of OVMT clay.
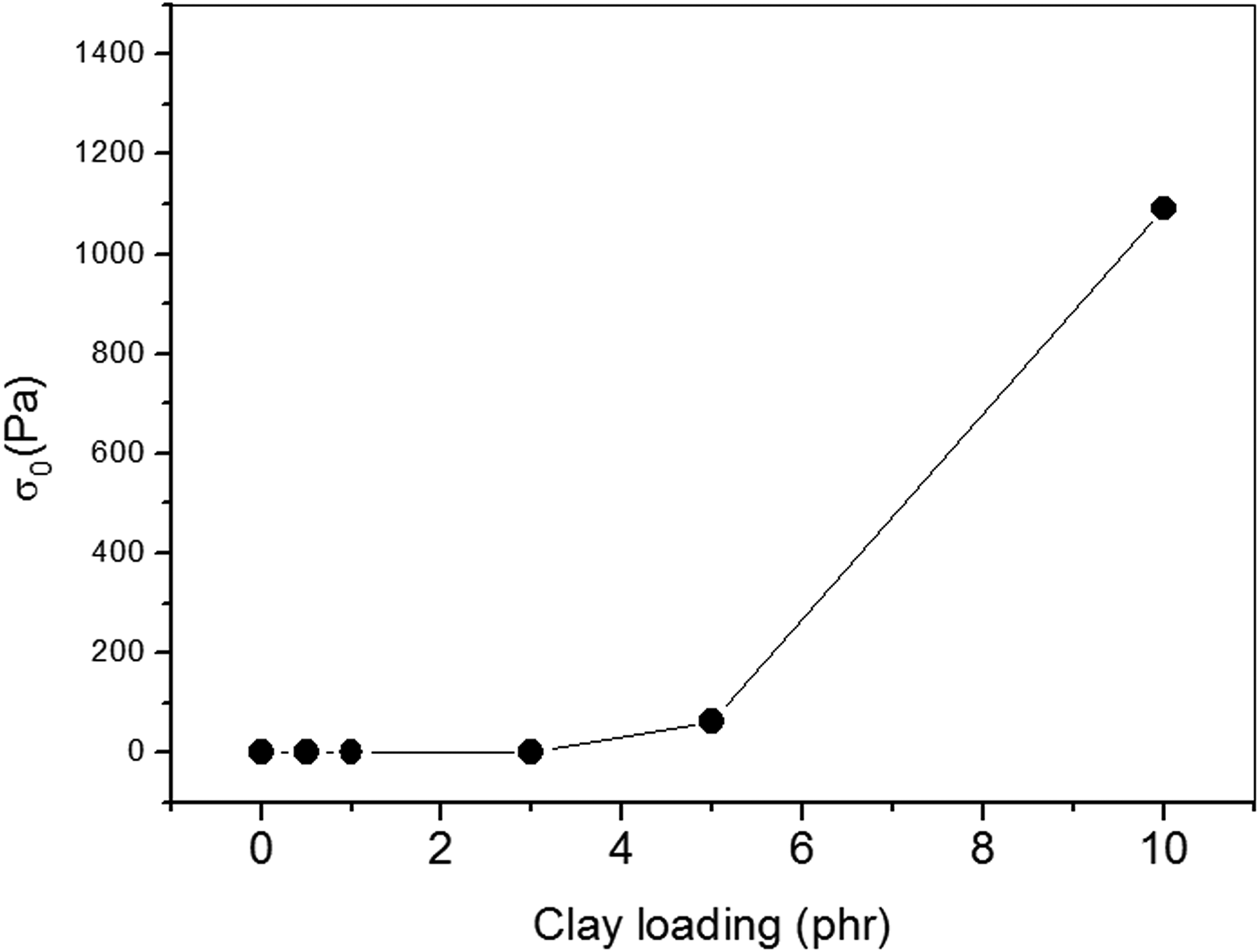
Apparent melt yield stress as a function of the clay loading.
The dispersion/distribution of the OVMT particles in the BioHDPE matrix may be evaluated by the determination of the relaxation time of the BioHDPE matrix. The relaxation time (λ) of the BioHDPE matrix was calculated according to equation 4 31

where λ is the relaxation time, η* is the complex viscosity, ω is the angular frequency, and G′ is the storage modulus. The values of G′ and η* were taken at an angular frequency of 0.1 rad s−1.
It can be observed from Table 3 that the biocomposite containing 10 phr of OVMT clay shows the highest BioHDPE relaxation time, which may be ascribed to the restriction of BioHDPE chains due to the good dispersion/distribution of clay particles forming a percolated network structure.
Relaxation time (λ) of BioHDPE matrix.
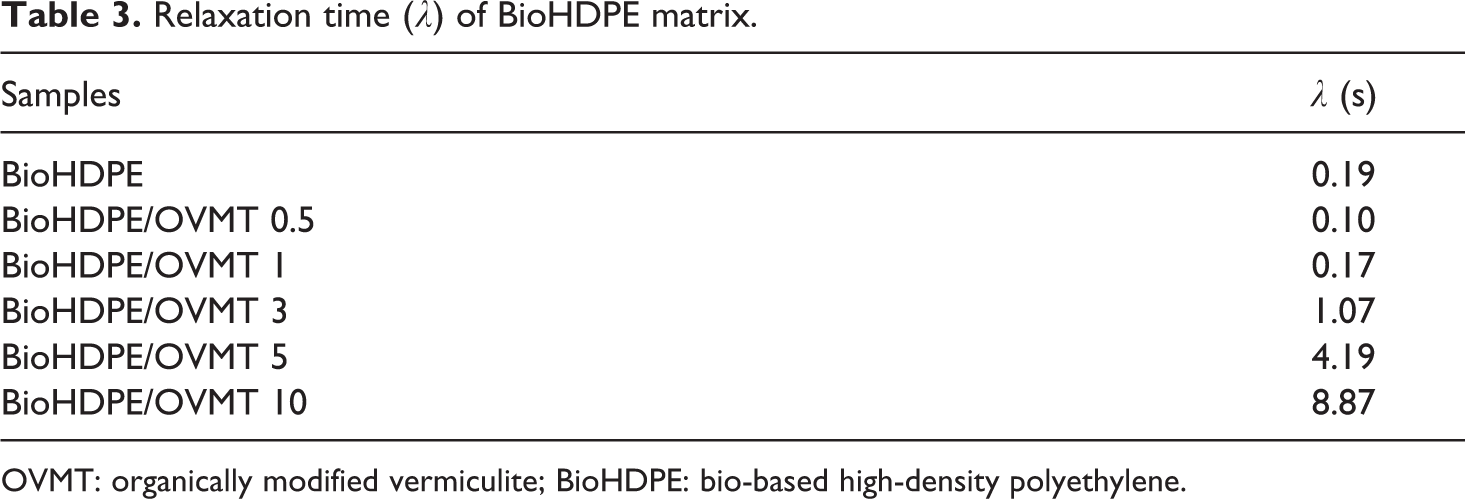
OVMT: organically modified vermiculite; BioHDPE: bio-based high-density polyethylene.
Figure 8 shows the plots of the damping factor (tan δ) as a function of the angular frequency (ω) of BioHDPE and of BioHDPE/OVMT biocomposites. BioHDPE and BioHDPE/OVMT clay composites containing 0.5 and 1 phr of OVMT clay exhibit a liquid-like behavior. With the addition of 3–10 phr of OVMT clay to BioHDPE, there is a decrease in the slope of tan δ plots at low frequencies indicating that the behavior is changed from liquid-like to solid-like, becoming more elastic than viscous. In the case of the BioHDPE/OVMT biocomposite containing 10 phr of OVMT, tan δ becomes independent of the angular frequency at low frequencies (<1 rad s−1), indicating the formation of a percolated network structure.
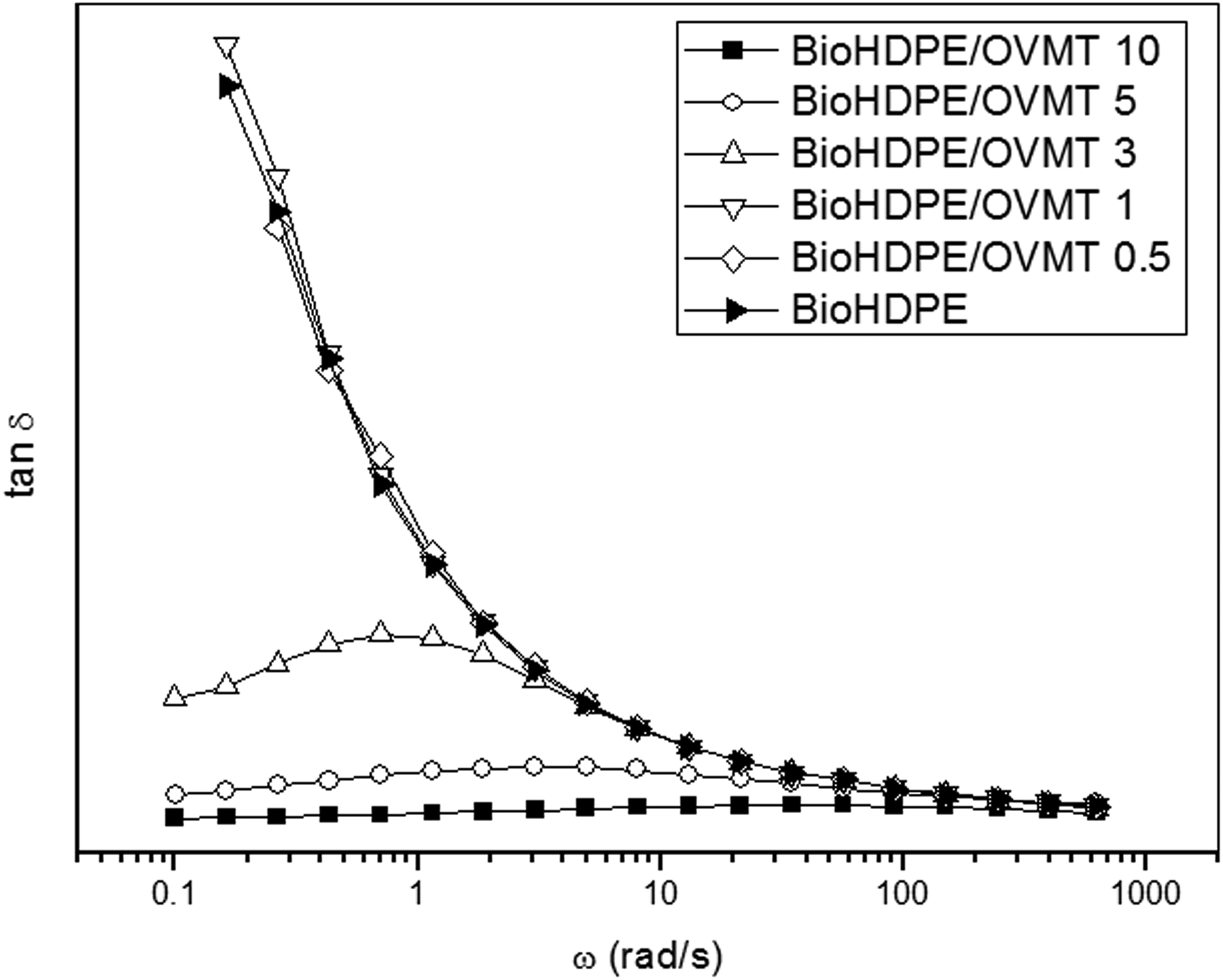
Plots of damping factor (tan δ) as a function of the angular frequency (ω) of BioHDPE and of BioHDPE/OVMT biocomposites containing 0.5–10 phr of OVMT clay.
Figure 9 shows the van Gurp–Palmen plots of BioHDPE and BioHDPE/OVMT biocomposites containing 0.5–10 phr of OVMT clay. van Gurp–Palmen plots can indicate the percolation of filler particles.22,32 In the case of a single-phase system, the value of the phase angle at the lowest value of the complex modulus is approximately 90°.25,32 BioHDPE shows the value of the phase angle of 90°, which is expected for a single phase. The BioHDPE/OVMT biocomposites containing 0.5–1 phr of OVMT clay also present a phase angle of 90°, which is an indication of liquid-like behavior. With the addition of the clay loading above 1 phr, the phase angle is decreased being the lowest for the biocomposite containing 10 phr. The decrease in the phase angle with the addition of particles is an indication of a change in the behavior from liquid-like to solid-like. For the BioHDPE/OVMT biocomposite containing 10 phr of OVMT clay, a peak (indicated by an arrow) is also observed. According to the literature, 33 the presence of a peak is an indication of the formation of a percolated network structure.
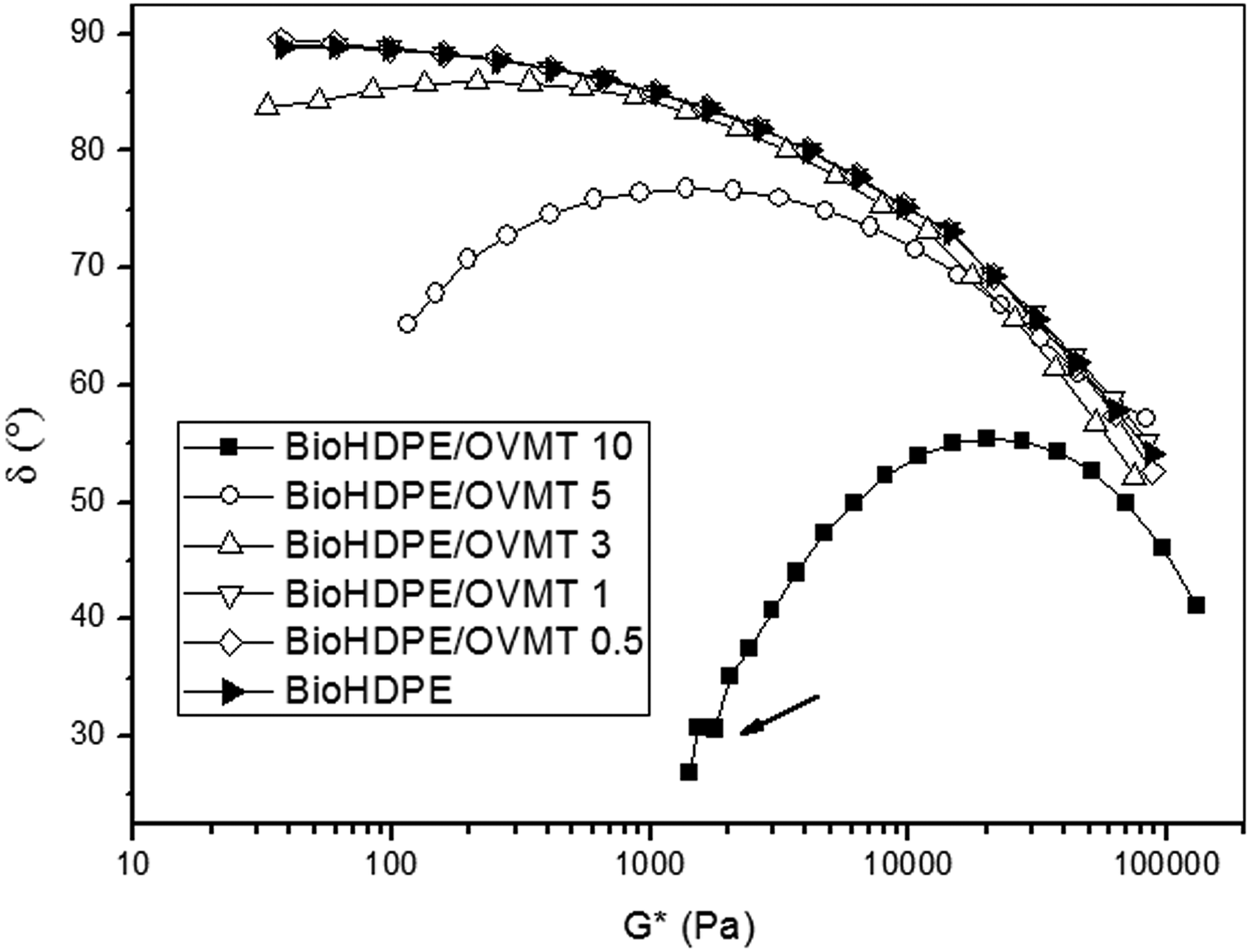
van Gurp–Palmen plots (δ vs. G*) of BioHDPE and of BioHDPE/OVMT biocomposites containing 0.5–10 phr of OVMT clay.
Figure 10 shows the plots of apparent viscosity at a function of shear rate of BioHDPE and BioHDPE/OVMT biocomposites containing 0.5–10 phr of OVMT clay obtained in a capillary rheometer at high shear rates. High shear rates are commonly used in the extrusion (100–1000 s−1) and injection molding (1000–10,000 s−1) process. There is a decrease in viscosity of HDPE with the increase in the OVMT content. It is worth mentioning that during the extrusion process, where the extruded material passed through a water bath and was simultaneously pelletized, of the BioHDPE/OVMT biocomposites, the pelletizer speed needed to be increased with the increase in the OVMT clay content. The results of capillary rheometry at high shear rates indicate better processability of BioHDPE with the addition of OVMT clay. The decrease in the viscosity may be related to the agglomerate rupture and reduction of the resistance to flow, as well as to the orientation effect of the dispersed OVMT clay particles, which may have acted as lubricants. At high shear rates, the decrease in the viscosity may also be ascribed to the increase in the temperature due to viscous dissipation.
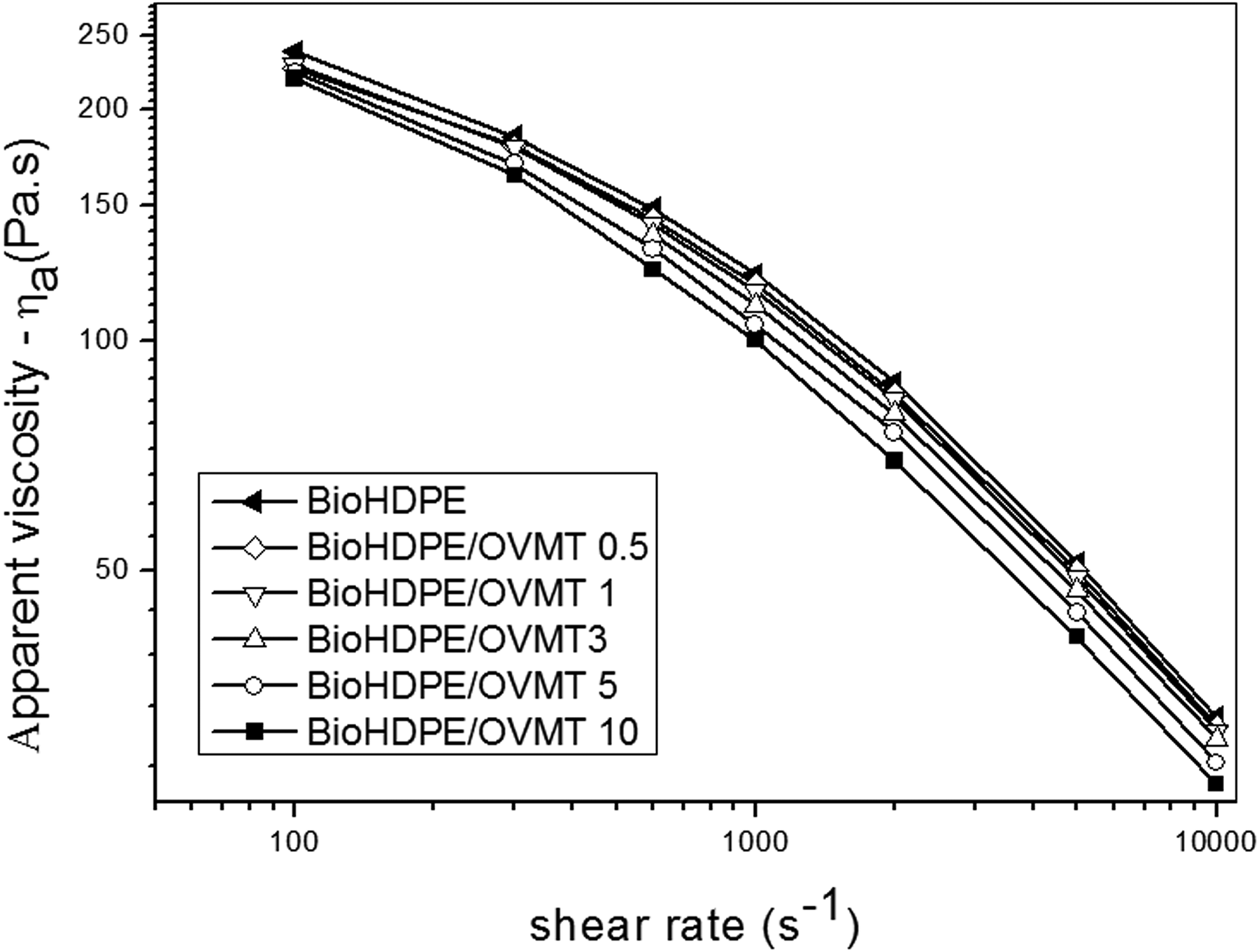
Plots of apparent viscosity (ηa) as a function of shear rate.
Scanning electron microscopy
Figure 11 shows the SEM micrographs of BioHDPE/OVMT biocomposites containing 0.5–10 phr of OVMT clay. It is observed that the images present the typical fracture surface of the HDPE, indicating a ductile fracture. For all samples, “voids” are observed in the morphology, suggesting that the clay was pulled out from the BioHDPE matrix during the impact test. It is interesting to note that the fracture surface of the samples with 2000× magnification appears to be similar even with the increase in the clay loading. This is an indication that the OVMT clay is well distributed in the BioHDPE matrix.
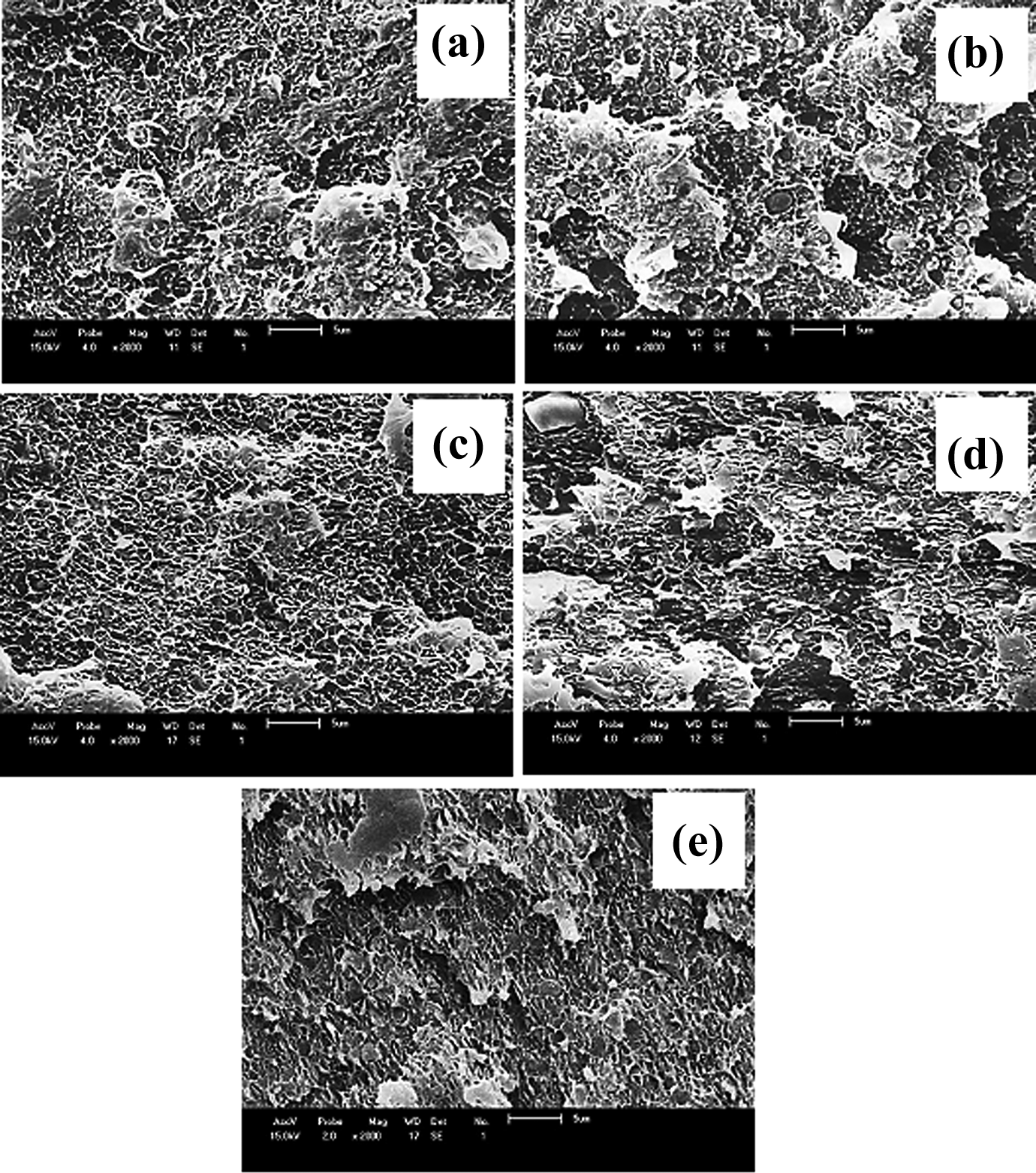
SEM micrographs of the BioHDPE/OVMT biocomposites containing 0.5–10 phr of OVMT clay: (a) BioHDPE/OVMT 0.5, (b) BioHDPE/OVMT 1, (c) BioHDPE/OVMT 3, (d) BioHDPE/OVMT 5, and (e) BioHDPE/OVMT 10.
Horizontal flammability test (UL94HB)
Table 4 summarizes the values of the burning rate of BioHDPE and the BioHDPE/natural VMT clay and BioHDPE/OVMT biocomposites containing 0.5–10 phr of VMT or OVMT clay. The burning rate of the BioHDPE/VMT biocomposites decreases with the increase in the VMT clay loading. This decrease in the burning rate with the increase in the inorganic VMT clay loading may be ascribed to the decrease in the oxygen diffusion into the BioHDPE matrix. On the other hand, BioHDPE/OVMT biocomposites with OVMT loading above 1 phr have higher burning rates than neat BioHDPE, being more pronounced for the biocomposite containing 10 phr of OVMT clay. The increase of the burning rate with the increase in OVMT clay loading may be attributed to the greater amount of carbonic units of the clay modifier 6 which decompose at a temperature above 200°C as observed by TGA (Figure 3). Therefore, OVMT favored the higher burning rate due to the higher amount of organic compounds present in the surfactant. Szustakiewicz et al. 34 ascribed the increase in the burning rate to the hydrophobic nature of the clay after it was modified with the surfactant.
Burning rate of BioHDPE and of its biocomposites containing 0.5–10 phr of VMT or OVMT clay.
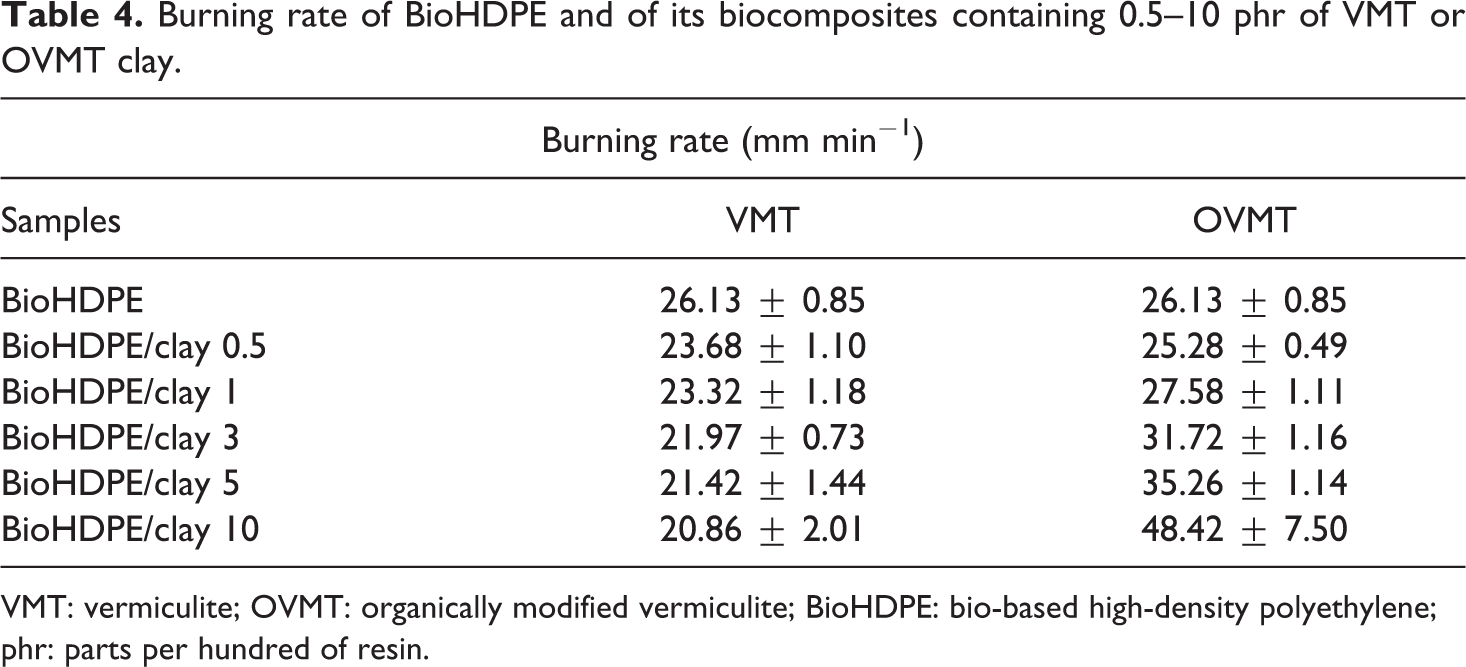
VMT: vermiculite; OVMT: organically modified vermiculite; BioHDPE: bio-based high-density polyethylene; phr: parts per hundred of resin.
Mechanical properties
Table 5 summarizes the results of the mechanical properties of BioHDPE and of BioHDPE/OVMT biocomposites containing 0.5–10 phr of OVMT clay. According to the data reported in Table 5, it is possible to observe that the addition of OVMT clay influenced the mechanical properties. There is an increase in the elastic modulus with the increase in the OVMT clay content whereas the tensile strength remains almost unaffected. The increase in the elastic modulus with the increase in the clay content was also observed by Tjong and Meng. 14 Tarapow et al. 35 studying polypropylene (PP)/clay nanocomposites observed the increase in the modulus of PP with the addition of clay to PP. They ascribed the increase in the elastic modulus to the presence of rigid clay particles. The impact strength decreases with the addition of OVMT to BioHDPE. However, it remains almost constant with the increase in the clay loading. A balance of properties is obtained, with an increase in the tensile modulus without a decrease in the tensile and impact strength. In previous work 21 that investigated the effect of unmodified VMT clay on the mechanical properties of BioHDPE, it was observed that the modulus and tensile strength of BioHDPE remained almost unaffected with the increase of VMT clay loading from 0.5 to 10 phr. On the other hand, the impact strength decreased with the increase in clay loading.
Results of the mechanical properties of BioHDPE/OVMT nanocomposites containing 0.5–10 phr of OVMT clay.
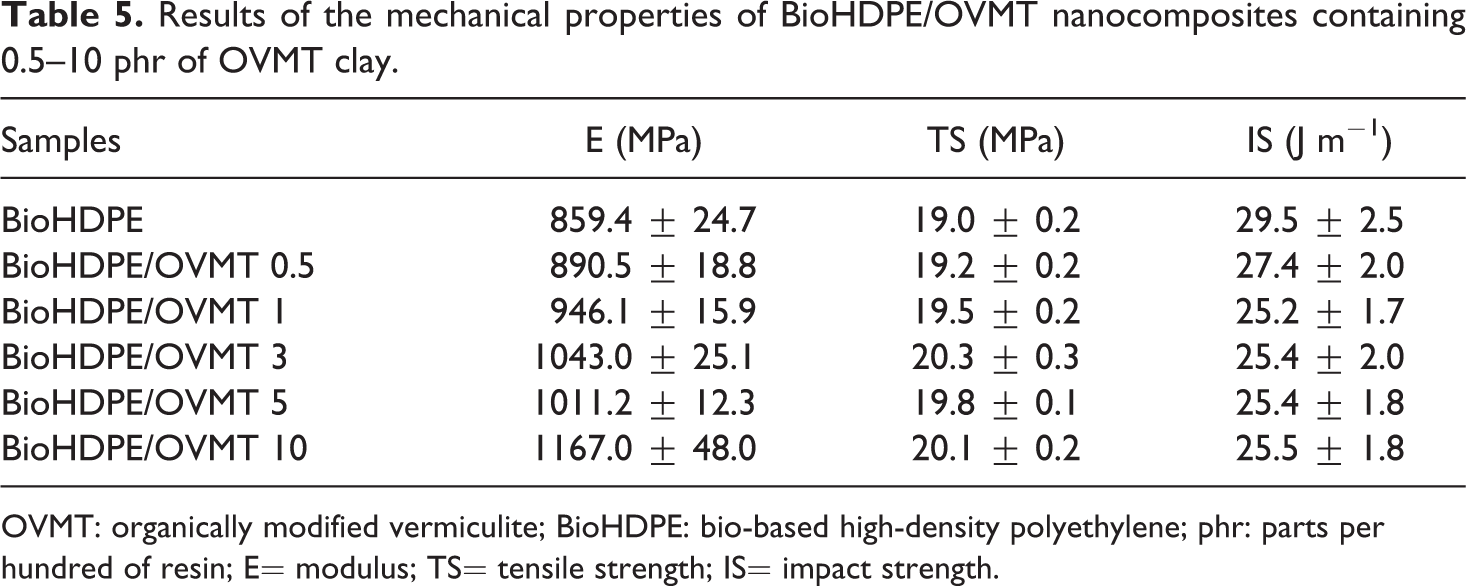
OVMT: organically modified vermiculite; BioHDPE: bio-based high-density polyethylene; phr: parts per hundred of resin; E= modulus; TS= tensile strength; IS= impact strength.
Conclusions
In this work, the effect of OVMT clay on the rheological, mechanical, morphological properties and flammability of BioHDPE/OVMT biocomposites containing 0.5–10 phr of OVMT clay was investigated. XRD results indicated that the BioHDPE chains were intercalated between the OVMT galleries. Rheological measurements under oscillatory shear flow showed that BioHDPE/OVMT biocomposites containing 0.5–3 phr of OVMT clay exhibited a Newtonian behavior at low frequencies whereas the BioHDPE/OVMT biocomposites containing 5 and 10 phr of OVMT clay exhibited a shear-thinning behavior. With the addition of OVMT clay loading above 1 phr, the behavior is changed from liquid-like to solid-like at low frequencies, which may be ascribed to higher particle–particle interactions and good dispersion/distribution of the OVMT clay in the BioHDPE matrix. Rheological measurements under oscillatory shear flow also indicated a formation of a percolated network structure in the BioHDPE/OVMT biocomposite containing 10 phr of OVMT clay. The elastic modulus increased with the increase in the OVMT loading, which may be attributed to the stiffness of OVMT clay particles. On the other hand, the tensile and impact strength remained almost unaffected. The burning rate of the biocomposites containing unmodified VMT clay (BioHDPE/VMT) decreased with the increase in the VMT clay loading and may be ascribed to the decrease in the oxygen diffusion into the BioHDPE matrix with the increase in the VMT clay loading. On the other hand, the burning rate of the BioHDPE/OVMT biocomposites increased with the increase in the clay loading. This increase may be ascribed to the hydrophobicity of the clay after being modified by the surfactant.
Footnotes
Acknowledgements
The authors thank Braskem for providing BioHDPE, União Brasileira de Mineração (UBM) for providing vermiculite clay, and Clariant for providing Praepagen WB surfactant.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by CAPES and CNPq.