
Abstract
Flame-retardant properties of ammonium polyphosphate (APP) and its two microcapsules, APP with a shell of melamine–formaldehyde (MF) resin (MFAPP) and APP with a shell of epoxy resin (EPAPP), were studied in styrene–butadiene–styrene (SBS). The results indicate that APP after the microencapsulation leads to an increase in limiting oxygen index in SBS compared with APP. When dipentaerythritol is incorporated into the SBS composites containing the APP microcapsules, a further improvement in flame retardancy of the composites is observed. The microencapsulation does not result in much improvement of mechanical properties. Moreover, the effect of a compatibilizer (SBS grafted with maleic anhydride) on flame-retardant and mechanical properties of SBS/APP composites was investigated.
Introduction
Poly(styrene–butadiene–styrene) (SBS) is a type of rubber, which can be used as pipes, belts, tires, wires and cables, and so on. It is known that SBS is very flammable, and the flammability restricts its use in some applications. Nowadays, halogen-containing compounds or their combination with antimony oxide are commonly applied to flame retard SBS in the industry. Nevertheless, halogen-containing compounds on heating or in fires can produce a lot of smoke and toxic gases. Therefore, halogen-free flame retardation of SBS products is urgently needed.
Halogen-free flame retardants used in rubbers include metal hydroxides, phosphorus and nitrogen compounds, zinc borates, and so on. 1–8 Incorporation of the above compounds alone is usually difficult to meet strict flame-retardant requirements of the rubber products. In the recent decades, intumescent flame retardants (IFRs) have been extensively studied in the field of flame retardancy of plastics. 9 –14 The IFR system generally consists of three components, an acid source, for example, ammonium polyphosphate (APP) and melamine phosphates, a carbon source, such as pentaerythritol (PER) and starch, and a blowing agent, for example, melamine (MEL). There are some publications on the research of IFR in rubbers. For example, Wang et al. studied the effect of IFR agent (APP + PER) combined with 4A zeolite on flame retardant and mechanical properties of natural rubber (NR) composites. 15 Liu et al. investigated the effect of metallic oxides on flame retardancy and thermal stability of styrene–butadiene rubber (SBR) composites-containing APP and PER were studied. 16 Some researchers investigated the flame retardation of polypropylene/ethylene propylene diene terpolymer elastomers using IFRs and some synergists. 17,18 Most recently, Chen et al. studied the combustion properties and pyrolysis kinetics of flame-retardant polyurethane elastomers. 19 In our previous work, we reported synthesis of a polymeric IFR, PPVAM, and the influence of the PPVAM on flame retardancy, thermal decomposition, and mechanical properties of SBR/PPVAM composite, and it was found that the limiting oxygen index (LOI) value and UL 94 rating of the SBR/PPVAM composite at the loading of 150 phr were 30% and V-0, respectively, and the water resistance of the SBR/PPVAM composites greatly improved compared with the one of the SBR composites containing APP and PER. 20
Nevertheless, there are some problems for the IFR system, such as water absorbability and poor compatibility with the polymeric matrix. 8 Microencapsulation is an important method to deal with the problems. 21,22 Wang et al. studied the effect of microencapsulation and 4A zeolite on the properties of IFR NR composites, and they found that the microencapsulation of IFR with a melamine–formaldehyde (MF) shell led to an improvement in physicomechanical and flame-retardant properties of the NR composites. 23,24
In this article, effect of APP and its two microcapsules, APP with a shell of MF resin (MFAPP) and APP with a shell of epoxy resin (EPAPP), and their combination with dipentaerythritol (DPER) in SBS on flammability, mechanical properties, and thermal stability of SBS was investigated, and the use of a compatibilizer, SBS grafted with maleic anhydride (SBS-g-MA), in the SBS/APP composites was also studied.
Experimental
Materials
SBS (oil extended) was provided by Shanghai Lingen Plastic Rubber Co. Ltd (China). Two kinds of APP microcapsules, one with a shell of MF resin (MFAPP) and another with a shell of epoxy resin (EPAPP) were prepared in our lab according to the publications 25,26 and the content of the shell was about 10%. APP, DPER, and SBS-g-MA were all commercial products.
Preparation of SBS composites
All samples were prepared on a two-roll mill at a temperature about 170°C for 15 min. After mixing, the samples were hot pressed at about 170°C into sheets of suitable thickness and size for analysis. The formulations are given in Table 1.
Formulations of flame-retarded SBS composites.
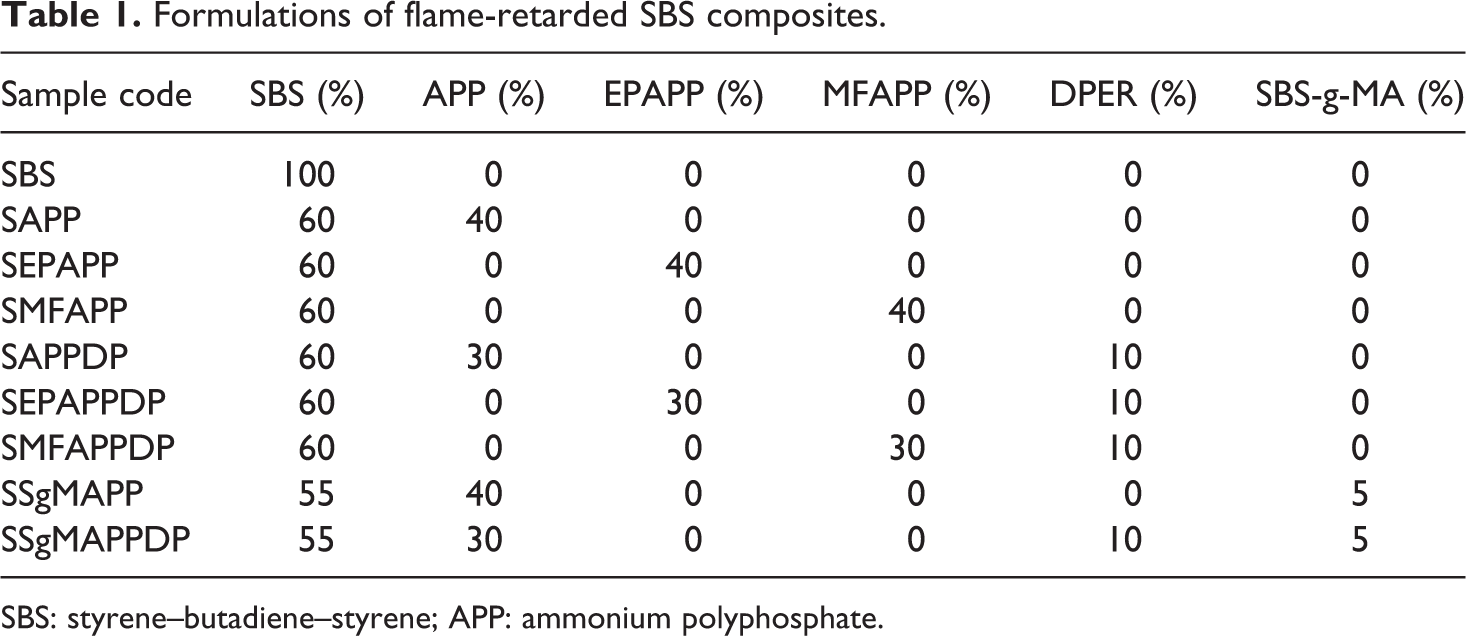
SBS: styrene–butadiene–styrene; APP: ammonium polyphosphate.
Measurements
LOI test was measured using an HC-2 oxygen index meter (Jiangning Analysis Instrument Company, China) on sheets 120 × 6.5 × 3 mm3 according to ASTM D2863/77 standard.
The UL-94 test was carried out on sheets (3 mm thick) using CFZ-2-type instrument (Jiangning Analysis Instrument Company, China), according to the UL-94 test procedure.
Pyrolysis combustion flow calorimetry experiments were carried out on a Govmark MCC-2 microscale combustion calorimeter (MCC). Samples weighing 4 ± 1 mg were heated to 750°C at a heating rate of 1°C s−1 in a stream of nitrogen flowing at 80 ml min−1. The combustor temperature was set at 900°C, and oxygen/nitrogen flow rate was set at 20 ml/80 ml. The reported data were averages of three measurements, and the typical error bars were ±10%.
Scanning electron microscopy
Microstructures of the samples were observed with a Hitachi S-4800 scanning electron microscopy (SEM; Japan). The samples were freeze-fractured after immersion in liquid nitrogen for 20 min, and the fractured surfaces were coated with a thin layer of platinum before the SEM observation.
Mechanical properties
The tensile strength and elongation at break were measured using a universal testing machine DCS-5000 (Shimadzu, Japan) at the crosshead speed of 50 mm min−1 according to ASTM D 638 method.
Thermogravimetry
Samples were examined in an air flow rate of 50 ml min−1 on a DTG-60 H apparatus (Shimadzu Company, Japan) at a heating rate of 10°C min−1.
Results and discussion
Flammability
LOI is a simple and commonly used method to evaluate the flame retardancy of polymeric materials. Table 2 presents the LOI values of the flame-retarded SBS composites. The LOI value of control sample, SBS itself is only 19.3%, indicating that SBS is very flammable. When 40% APP was added into SBS, the LOI value of the SBS/APP composite (sample SAPP) is 21%. The LOI value of samples SEPAPP and SMFAPP containing two APP microcapsules, EPAPP and MFAPP, increases to 25.4% and 25.5%, respectively. The reason for the increase in the LOI of the SBS/MFAPP composite may be due to the fact that the MF resin in the shell in MFAPP acts as the blowing agent to increase the flame-retardant efficiency compared with the SBS/APP composite. The rise in the LOI of the SBS/EPAPP composite is probably caused by the action of the epoxy resin in the shell in EPAPP as a carbon source in the intumescent system.
LOI values UL-94 results of the flame-retarded SBS composites.
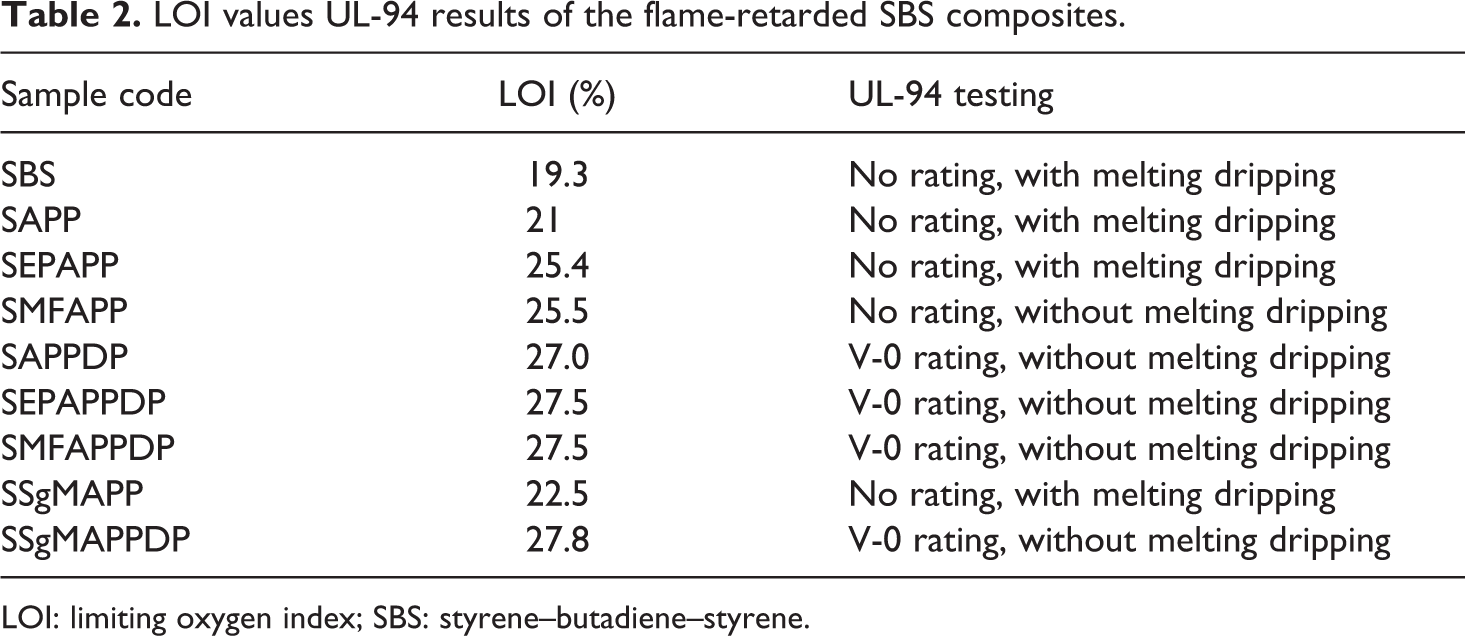
LOI: limiting oxygen index; SBS: styrene–butadiene–styrene.
Pyrolysis combustion flow calorimetry, also known as MCC, has recently been applied as a new tool to screen for flammability of polymeric materials. 27,28 The curve of heat release rate (HRR) versus time for SBS, and the SBS composites from the MCC test is shown in Figure 1. It can be seen from the figure that both SBS and the SBS composites have two HRR peaks. The first one is probably due to the combustion of oil in SBS (oil-extended SBS), and the second one is attributed to the combustion of SBS resin. The second peak of the SBS composites moves to a higher time side indicating that the addition of the flame retardants delays the combustion of SBS resin. Moreover, the peak heat release rate (PHRR) of SBS composite at 40% flame-retarded loading was reduced by 36% compared with the control SBS. As can been seen in Figure 1, the microencapsulation does not bring about a reduction in PHRR, and the reductions for samples SAPP, SEPAPP, and SMFAPP are almost the same.
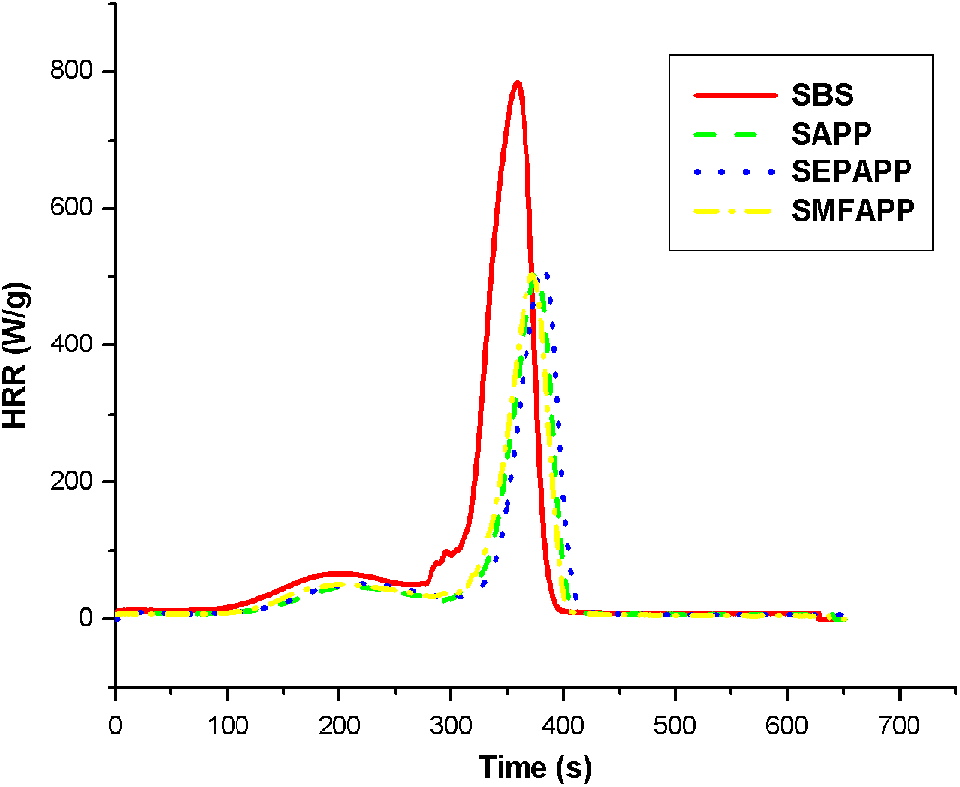
HRR curves of the SBS composites from the MCC test.
The UL-94 test is another commonly used method to evaluate the flammability of polymeric materials. As shown in Table 2, the incorporation of APP and the two APP microcapsules, EPAPP and MFAPP into SBS leads to an increase in LOI, especially for the two microcapsules, whereas there are no ratings at all for these samples (SAPP, SEPAPP, and SMFAPP), which means that the flame retardancy of the SBS composites is not good enough. In order to improve the flame retardancy of the above SBS composites, an extra carbon source, DPER was added. It can be seen from Table 2 that the flame-retardant properties of the SBS composites-containing APP or its two microcapsules in combination with DPER has been greatly improved. The LOI values of samples SAPDP, SEPAPDP, and SMFAPDP are all higher than their corresponding composites without DPER. Moreover, samples SAPDP, SEPAPDP, and SMFAPDP all pass the UL-94 V-0 rating test. The reason for the remarkable improvement in the flame retardancy is because the incorporation of DPER is helpful for the formation of dense and coherent char during the combustion of the SBS composites-containing APP (EPAPP or MFAPP) and DPER. 11,29
As for the effect of a compatibilizer, SBS-g-MA, it is found from Table 2 that the LOI of the SBS/APP composites with 5% SBS-g-MA is higher than the one of the composite without the compatibilizer. The similar influence of the compatibilizer on the LOI of the SBS/APP/DPER composites was observed. The improvement in LOI may be due to an increase in the compatibility (as shown in the SEM study) between the flame-retardant additives and the SBS resin. 30
Thermal stability
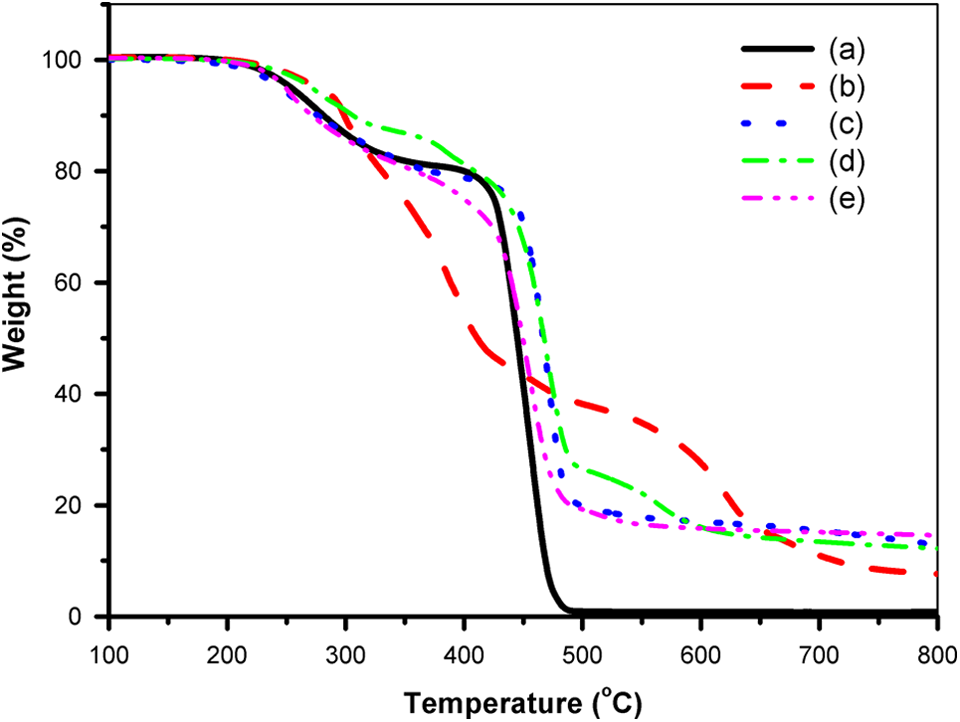
Thermogravimetric (TG) curves of SBS and the binary SBS composites with APP or its microcapsules are shown in Figure 2. There are two steps in the thermal decomposition of the SBS resin. The first step is in the range of 200–400°C with a mass loss of about 20%, which is attributed to the weight loss of oil in the extended SBS. The second step happens from about 400°C to 500°C, and nearly all of the resin degrades at 500°C. The thermal decomposition of samples SAPP, SEPAPP, and SMFAPP consists of three apparent steps. The SBS/APP composite (sample SAPP) decomposes initially also at about 200°C. The initial decomposition of the SBS composites-containing APP microcapsules occurs a little earlier compared with the one of the SBS/APP composite. The reason for the decrease in the initial decomposition temperatures may be caused by the decomposition of the shell resin outside of the encapsulated APP. However, samples SEPAP and SMFAP are more thermally stable than sample SAPP in the range of 320–480°C. Moreover, the residue left at 800°C for samples SEPAPP and SMFAPP is about 20% and 16%, respectively, while the residue for sample SAPPP is only about 8%.
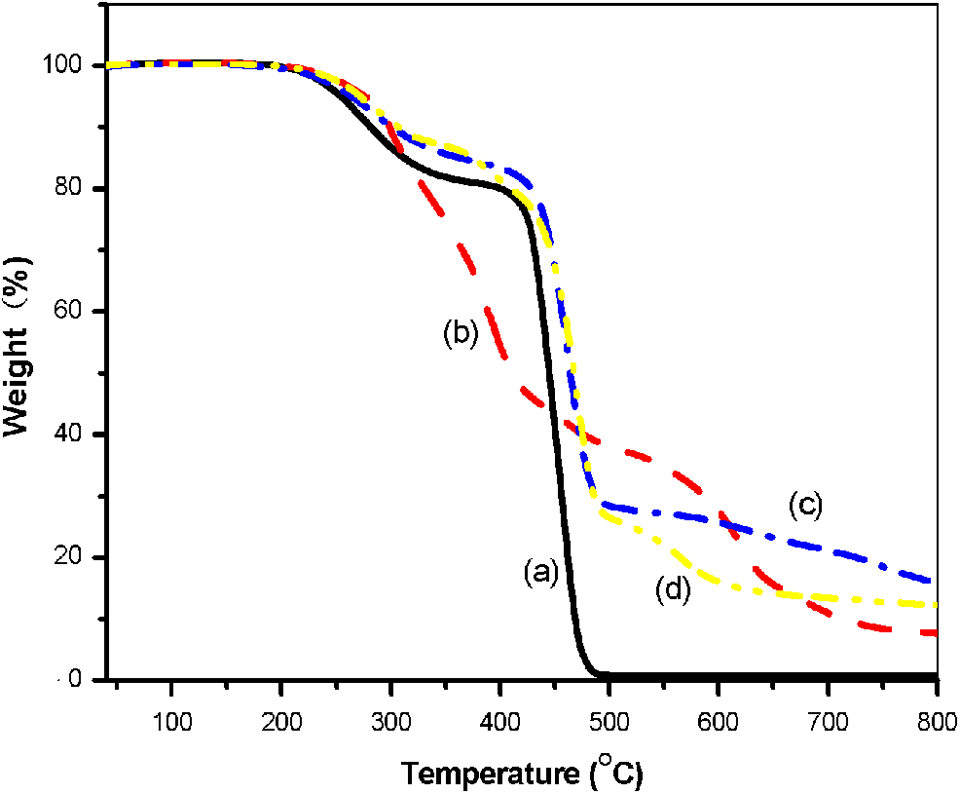
TG of SBS and its composites, (a) SBS; (b) SAPP; (c) SEPAPP; (d) SMFAPP.
As for the thermal decomposition of the SBS ternary composites with DPER, it is observed from Figure 3 that the initial decomposition temperatures of the ternary composites (samples SAPDP, SEPADP, and SMFADP) are lower than the one of the SBS/APP composite (sample SAPP) because of the early decomposition of DPER. The decomposition behavior of samples SAPDP, SEPADP, and SMFADP is quite similar in the whole temperature range. The residue left at 800°C for the three samples is about 14%.
TG curves of (a) SAPP, (b) SAPDP, (c) SEPADP, and (d) SMFADP.
Mechanical properties
Table 3 shows mechanical properties of the SBS and its composites. The tensile strength and elongation at break of the SBS resin are 25.6 MPa and 1106%, respectively. When 40% APP is added into the SBS resin, the tensile strength decreases to 12 MPa, and the elongation at break is only 416%. Compared with the SBS/APP composites, the tensile and impact strengths of the SBS composites containing MFAPP and EPAPP (samples SEPAP and SMFAP) slightly decrease, while the elongation at break of samples SEPAP and SMFAP increases a lot. When DPER is incorporated into the SBS binary composites, the mechanical properties of the SBS ternary composites change slightly. When a compatibilizer (SBS-g-MA) is added, the SBS/APP and SBS/APP/DPER composites, tensile strength, elongation at break, and impact strength of the SBS composites are all increased, especially elongation at break and impact strength. The enhancement of the mechanical properties can be attributed to the increase in the adhesion between the flame-retardant additives and SBS substrate due to the incorporation of the compatibilizer, SBS-g-MA. The polar carboxyl groups in the side chains of SBS-g-MA are compatible with the flame retardants, whereas the main chains of the grafted polymer have good compatibility with the ones of SBS, and thus the adhesion between the additives and the polymer substrate is improved. 31
Mechanical properties of SBS and the flme-retarded SBS composites.
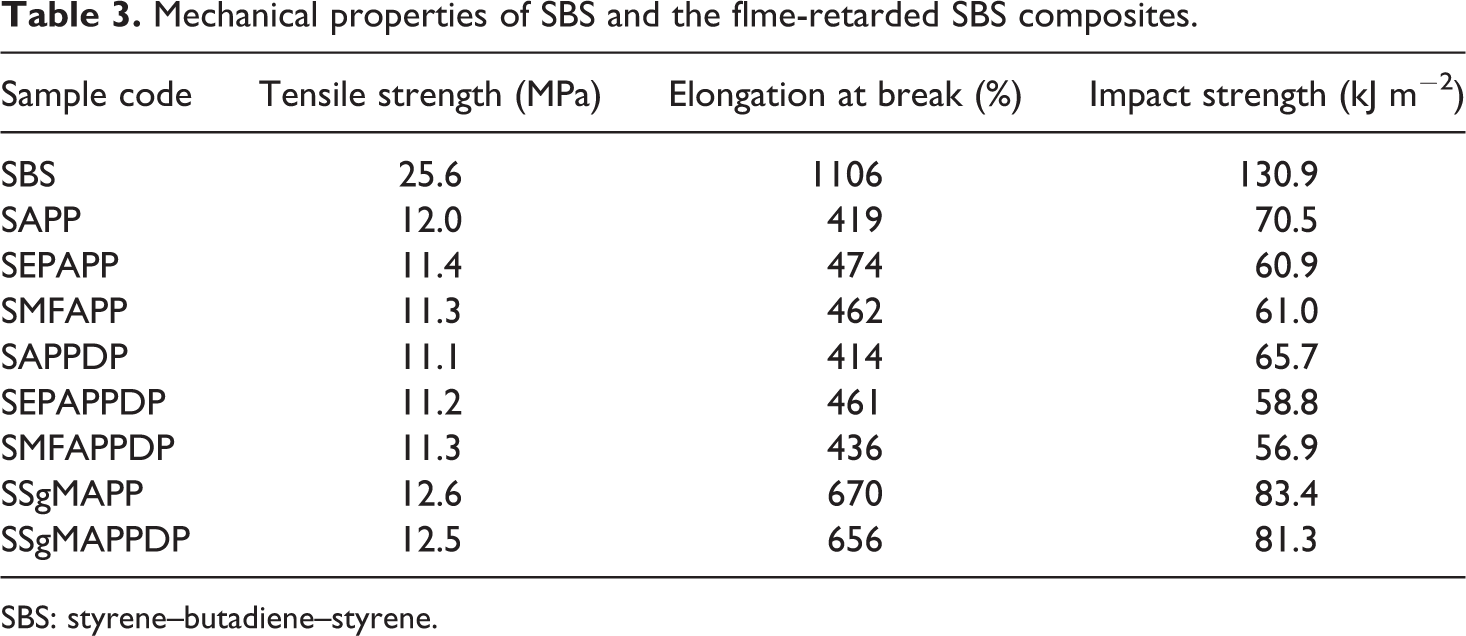
SBS: styrene–butadiene–styrene.
Morphology of the SBS composites
The SEM micrographs of fractured surfaces of SBS/APP composite, SBS/MFAPP composite, SBS/EPAPP composite, and SBS/APP composite with the compatibilizier, SBS-g-MA are shown in Figure 4. It can be seen from Figure 4(a) that many APP particles in the SBS/APP composite are exposed onto the surface because of its poor compatibility with the SBS matrix. From the SEM micrographs of fractured surfaces of the SBS composite-containing APP microcapsules (Figure 4(b) and (c)), we can see that the microencapsulation seems not to improve the distribution of the microcapsules in SBS matrix. In the case of the SBS/APP composite with SBS-g-MA, Figure 4(d) shows that APP are well dispersed in SBS matrix, which can be explained that the adhesion between APP and the matrix is improved. 32 In macroscopic aspect, the mechanical properties of composites are greatly increased, which is in agreement with the results aforementioned.
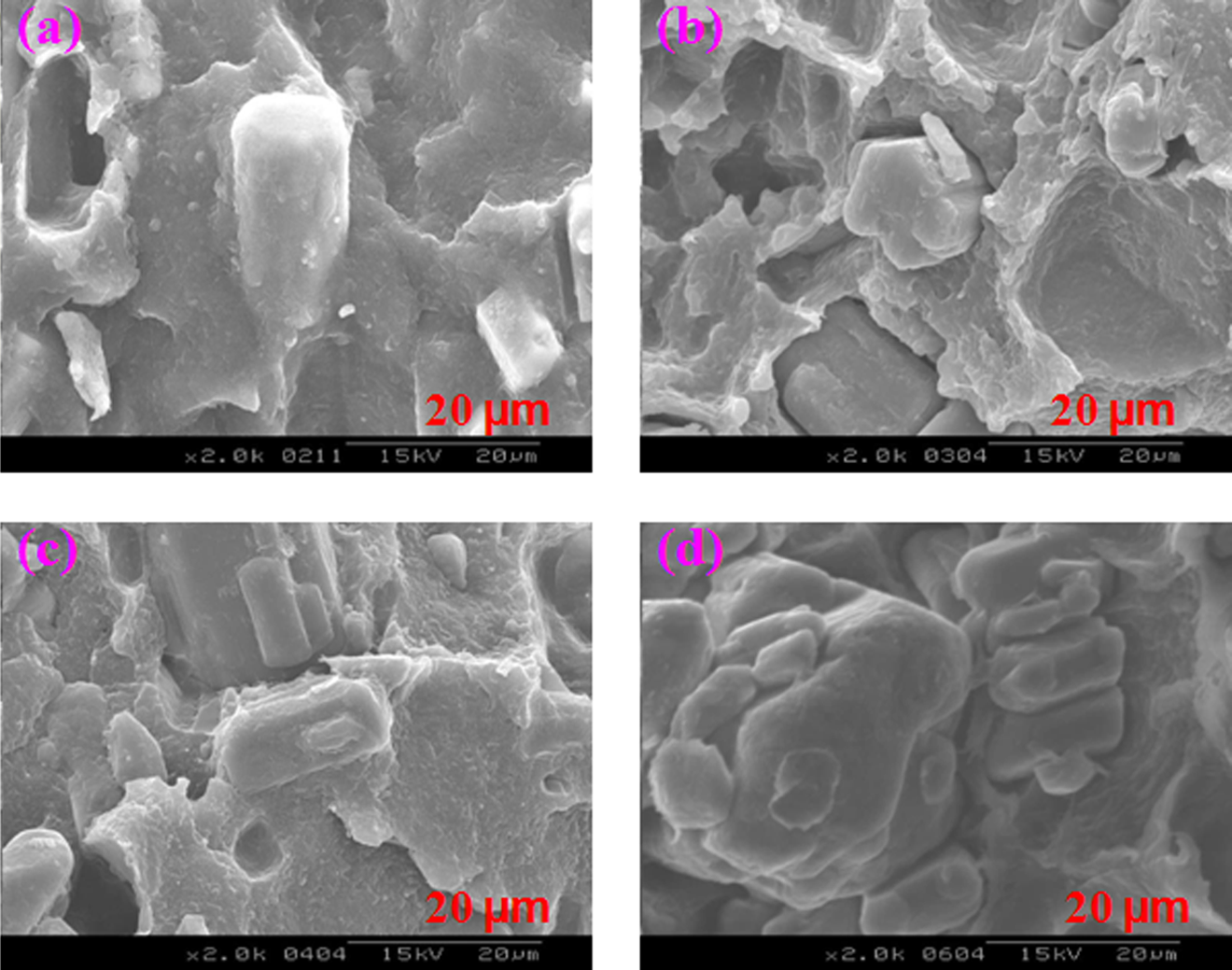
SEM micrographs of: (a) SAPP, (b) SEPAPP, (c) SMFAPP, and (d) SMgSAPP.
Conclusions
Intumescent flame retardation of SBS-containing APP, or its microcapsules (EPAPP and MFAPP), and their combination with DPER was studied. It is found that the microencapsulation of APP leads to an increase in LOI in SBS compared with APP. When DPER is added into the SBS composites-containing APP or its microcapsules, a further improvement in flame retardancy of the composites is observed. The microencapsulation does not result in an improvement in mechanical properties of the SBS composites. When a compatibilizer (SBS-g-MA) is incorporated into the SBS/APP and SBS/APP/DPER composites, mechanical properties of the SBS composites are all increased.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by the National Natural Science Foundation of China (nos U1205114/L11 and 21174106).