
Abstract
Recently, the natural fibers replaced the synthetic fibers to a great extent as reinforcement to the polymer composites. Among the natural fibers, coir fibers has the potential to be used in various applications because of its abundancy, non-toxicity, low cost, and resilient properties. Generally, the polymeric materials are very sensitive to the flame. That is why it is inevitable to measure the performance of the polymer composites prior to the applications such as construction, automotive parts, etc. Coir fibers have high lignin content that makes it a preferable reinforcement in the development of polymer composites to enhance the fire resistant properties. The aim of this work is to study the flammability properties of coir fibers reinforced polypropylene composites along with the thermal stability and mechanical properties. Composites were fabricated by melt compounding with micro-compounder followed by compression molding. The dynamic mechanical properties were analyzed. The storage modulus of coir/polypropylene composites was found to be increased than the neat polypropylene but the damping properties of the composites were decreased. The flammability properties have been studied using horizontal burning test by UL-94. It is observed from the study that the composites with 30 wt% of coir fibers content achieved V-0 rating. The flame propagation speed increased for composites up to 20 wt% of coir fibers content and after that it was decreased. The thermal stability of the composites was found to be increased with the increase in fiber loading.
Introduction
Over the past few years, natural fibers have been receiving great attention as replacement for synthetic fibers such as glass fibers and carbon fibers, etc. as reinforcements in polymer composites [1–4]. Natural fibers provide the opportunities for developing biodegradable composites to resolve the raising global energy crises and ecological and environmental problems. The natural fiber reinforced composites provide extensive applications in the fields such as consumer products, low cost packaging and civil structures, and for weight sensitive applications. The advantages of natural fibers are low density, abundant availability, cheap, good thermal insulator, acceptable strength, low dermal and respiratory irritation, reduced tool wear, renewable and recycling possible without environment pollutions. In the past, the natural fibers such as jute, hemp, ramie, bamboo, sisal, oil palm, banana fibers, etc. are used as reinforcements for polymer composites [5–11]. Among the different natural fibers, coir fibers has remarkable properties such as low density, resistance to wear, high hardness, non-toxic, resistant to fungi, and not easily flammable [12]. Coir fibers are more resilient to moisture, heat, and sea water than others [13]. Coir fibers are the husk of coconut fruit that grows extensively in coastal areas. Generally, coir is used for making different furnishing constituents, yarns, ropes, mats, bed mattresses, brushes, sacking, carpets, and insulation panels. The cellulose, hemicellulose, and lignin are the main constituents of the coir fibers, which are responsible for their physical properties. Coir fibers having high lignin content (46 wt%) are quite strong and heat resistant [14,15]. Many researchers have studied the effect of coir fibers as reinforcement on the different properties of polymer composites. Santafe Junior et al. [16] investigated the tensile properties of coir polyester composites. An enhanced tensile property was found for 40 wt% of coir fibers reinforced composites. Biswas et al. [17] studied the relation of fiber length on the mechanical properties of coir epoxy composites. Hussain et al. [18] studied the mechanical properties of the green coir reinforced high density polyethylene composites using Taguchi experimental design. Dixit and Verma [19] studied the hybridization effect on the enchantment of mechanical properties of coir fibers composites. In spite of the use of coir fibers as reinforcement for polymeric matrices as substitutes for synthetic ones, the studies are still required to specify the way of using the coir fibers for polymer composites. Therefore, the researchers are finding new application areas for the use of coir fibers as reinforcement for polymer composites.
Flammability properties are one of the most important constraints that often limit the application of fiber reinforced polymer (FRP) composites to a specific area. The FRP composites are very sensitive to fire due to the hydrocarbon content of the matrix material. In order to overcome this drawback, the reinforced fibers should have such type of properties that it resists flame propagation as well as the char formation to extinguish fire economically and also it should be environment friendly. The fibers having higher percentage of cellulose are highly flammable, whereas the lignin rich fibers produce char that creates the barrier between the flaming source and the substrate material [20]. The coir fibers having the high lignin content among the other fibers have the high flame resistant property by char formation. The study on the flammability properties of FRP composites has been done by many researchers. Bharath and Basavarajappa [21] studied the flame resistant properties of naturally woven coconut leaf sheath (CLS) reinforced phenol formaldehyde composites prepared by hydraulic hot press and found that alkali treated CLS fiber enhanced the fire resistant properties of the composites. Zhang et al. [22] examined the mechanical, flammability, thermal stability properties, and foaming properties of wood fiber/polypropylene (PP) composites. Ammonium polyphosphate (APP) and silica were used as flame retardants which concluded that silica has synergistic effect with APP to enhance the fire resistant properties in wood fiber/PP composites. Sain et al. [23] studied the flammability properties of sawdust/rice husk reinforced PP composites and reported that 25% of magnesium hydroxide reduces the burning rate of the composites to 50%. Suppakarn and Jarukumjorn [24] studied the mechanical and flammability properties of the sisal/PP composites. It was found that incorporating magnesium hydroxide and zinc borate, the flammability property of the sisal/PP composites enhanced instead of altering the mechanical properties. Gupta et al. [25] studied the mechanical, thermal, and flammability properties of the treated sisal fiber reinforced recycled polypropylene (RPP) composites along with the morphological properties. It was found that the saline treated sisal fiber (30%) reinforced RPP composites showed good fire resistant properties. Misra et al. [26] studied the fire retardant behavior of coir epoxy composites and found that 5% stannous chloride treated coir fibers composites improved limiting oxygen index (LOI) value to 24% and reduced the smoke density by 25%. Jang et al. [27] studied the thermal degradation and flammability properties of coir fibers reinforced poly (lactic acid) (PLA) composites and reported that the treated coir fibers reinforced PLA composites showed a slightly greater LOI than the untreated samples. Rejeesh and Saju [28] investigated on the enhancements of fire resistance of coir fibers boards and observed that the aqueous preservative boron treated coir fibers board has high fire resistance properties along with reduced burning rate and greater LOI. Though much work has been done on the fire properties of FRP composites, however, the flammability performance of natural FRP composites specifically on the coir fibers is limited.
The objective of this work is to investigate the flammability properties of coir fibers reinforced PP composites along with the thermal stability and mechanical properties. PP is taken as the matrix material because of its many advantages, for example low density, low cost, good flex life, high chemical resistance, high scratch, and abrasion resistance [29]. The thermal stability of the composites has been studied using TGA. The viscoelastic properties have been measured using DMA and the fiber matrix morphologies of the interface regions are observed by scanning electron microscope (SEM) analysis. The flammability properties of composites have been studied using UL-94 Horizontal and Vertical Tests. Finally, FTIR study for the interfacial properties of the composite materials is done in the present work.
Experimental details
Materials
The matrix used to fabricate the composite specimen was PP and the coir fibers was used as reinforcement in the current research work. coir fibers was purchased from the coir industry of east coast of Odisha. The coir fibers are collected from the East Coast Tall variety of coconut palm tree (Cocos nucifera). PP (M110) was supplied by M/s Haldia Petrochemicals, Kolkata. Coir fibers were cut into small size of length ranging from 4 to 6 mm. The PP has a density of 0.91 g/cc. The coupling agent, MAPP, was provided by Pluss Polymers Pvt. Ltd with a purity of 99%. The physical, chemical, and mechanical properties of coir fibers and the PP matrix are given in Tables 1 and 2.
Physical and mechanical properties of coir fibers [30].

Physical, chemical, and mechanical properties of PP [31].

PP: polypropylene.
Composite fabrication
Coir fibers were dipped in distilled water for 30 min and then squeezed out from it for two to three times to remove the dust and dirt and dried in a vacuum oven at 70°C for 12 h. The fibers of 4–6 mm length were produced with the help of fiber cutting machine. MAPP, the coupling agent (3 wt%), was also used to fabricate the composites. Prior to melt blending, coir fibers were dried in a vacuum oven at 70°C for an hour to free the moisture from the fibers. PP was blended with short coir fibers at the weight percentage (10, 20, and 30 wt%) in a batch mixer (Haake Rheomex 600, Germany). The mixing of coir fibers and the polymer was carried out for 10 min at 180°C and 40 r/min rotor speed. The coir/PP pellets were produced in a pelletizer (Fisons PP 1, Germany). These were then conditioned at 80°C for 2 h before the sample fabrication. Finally, the sheets of 3±0.1 mm thick of composites were produced using a 100 t compression press (M/s Delta Malikson, Mumbai) at 190°C, 70 kg/cm2 pressure at 15 min. According to the ASTM standards, the specimens for mechanical and flammability tests were prepared from these sheets using a count ceast copy milling machine (M/sceast, Italy). Table 3 presents the designation and composition of the coir/PP composites. The photograph of the samples is shown in Figure 1.
Designation and detailed composition of the composites.

MAPP: maleic anhydride grafted polypropylene; PP: polypropylene.

Coir PP composites sheets after compression molding.
Testing
Mechanical properties
Test specimens of dumbbell shape for analyzing tensile properties and bar shape for flexural properties were put in vacuum oven at 80°C and then kept in a sealed desiccator for 24 h prior to testing. The tensile tests were done using Universal Testing Machine (UTM) Lloyd Instrument as per ASTM D 638 standard at a crosshead speed of 50 mm/min and gauge length of 50 mm. The flexural tests were conducted using the same UTM as per ASTM D 790 standard. A crosshead speed of 10 mm/min and span length of 50 mm were used for the test. The Izod impact strength of the composite specimens was determined using impacto meter 6545 (CEAST, Italy) as per ASTM D-256 standard. The hardness of the composites was measured using a Rockwell Hardness Testing Machine according to ASTM D785-98 standard.
Flammability properties
Flammability properties such as flame propagation speed, dripping properties, and the classification of the material according to UL-94 of PP and coir/PP composites were examined by horizontal and vertical burning test according to ASTM D635 and ASTM D3801 standard, respectively. For the horizontal burning test, 20 mm blue flame was applied to one end of the horizontally clamped specimen for 30 s and removed if ignition started. Then, the time taken by the flame to reach the second mark from the first mark (25 mm from the front end) was recorded. The flame propagation speed of the specimen was calculated as follows
where V is the flame propagation speed (mm/min), L is the burned length (mm) of composites, and t is the time taken by flame to reach the second mark (s).
For the vertical burning test, 20 mm blue flame was applied to vertically clamped specimen for 10 s and then removed. If burning ceases within 30 s, flame is reapplied for next 10 s and the behaviors were studied. The lowest flame retardant rating is V-2 when flaming time < 30 s and cotton indicator was ignited, and highest flame retardant rating V-0 is achieved when no dripping occurs and flaming time <10 s. The classification V-1 is achieved when flaming time <30 s and cotton indicator is not ignited.
Thermal properties
The thermal stability of the neat PP, coir fiber, and coir/PP composites was studied using TGA (Pyris 7, Perkin Elmer, USA) as per ASTM D 6370-99 standard. Samples of 2 mg in powder form were heated from 30 to 600°C at a heating rate of 10°C/min to study the thermal stability of the composite materials. It assists to measure the mass loss rate of the samples with the rise in the temperature.
Water absorption properties
The rate of water absorption of the specimens was studied as per the ASTM D 570-98 standard. The samples were kept in an oven at 50 ± 3°C for 24 h and cooled in desiccators. The specimens were immersed in distilled water at a temperature of 23 ± 1°C. After 24 h, the specimens were removed from water, wiped off with dry cotton and weighed. The percentage of weight change due to water absorption was calculated. The same procedure was repeated for the saline water absorption test and the percentage of weight change was calculated.
Dynamic mechanical analysis
The storage modulus (E′), loss modulus (E″), and mechanical loss or damping factor (tan δ) were measured in Netzsch DMA as per ASTM D 7028-07e1 standard. The storage modulus gives the idea about the load bearing capacity of the coir/PP composite and tan δ gives the mechanical loss of the composite materials. The experiment was conducted in tensile mode at the heating rate of 2°C/min, 1 Hz frequency starting from 30 to 100°C.
Fourier transform infrared spectroscopy (FTIR)
The FTIR analysis was done to analyze the change occurred on the surface of coir/PP composites as compared to the coir fibers and the PP matrix. FTIR spectra of PP, coir fibers, and coir/PP composites were found using Nicolet 6700 (spectrometer USA) with a resolution of 4 cm−1 starting from the range of 400 to 4000 cm−1.
Morphological properties
A scanning electron microscope (SEM, JEOL model JSM6400) was employed to examine the morphology of fracture surfaces of coir/PP composites after the tensile tests. This was also used to observe the char morphology of the burned sample surface after the UL-94 flammability test. The platinum coating was applied to the specimen before analysis.
Results and discussion
Tensile strength
Figure 2 shows the tensile fractured specimen after the tensile test. Figures 3 and 4 show the tensile strength and tensile modulus properties of the coir fibers reinforced PP composites. It is observed from the figure that the tensile strength of the composites increased to 24.21 MPa after reinforcement of 10 wt% coir fibers than the neat PP. However, the tensile strength of the composites decreased with further increase in coir fibers content. The reason may be due to the fact that the weak interfacial region between the fibers and matrix increases which leads to the decrease in tensile strength of the composites. Higher fiber content also increased the fiber–fiber interaction and consequently a poor fiber–matrix adhesion may occur. This may lead to the micro crack initiation at the interface and the non-uniform stress transfer due to the fiber agglomeration within the matrix and decreased tensile strength [29]. The tensile modulus of the coir/PP composites was observed to be increased linearly with the increase in coir fibers concentration. As the coir fibers have higher modulus (4–6 GPa) than PP, the incorporation of the coir fibers into the PP matrix may improve the stiffness of the composites [30,31].

Coir PP composite specimens after the tensile test.

Effect of coir fibers content on the tensile strength of composites.
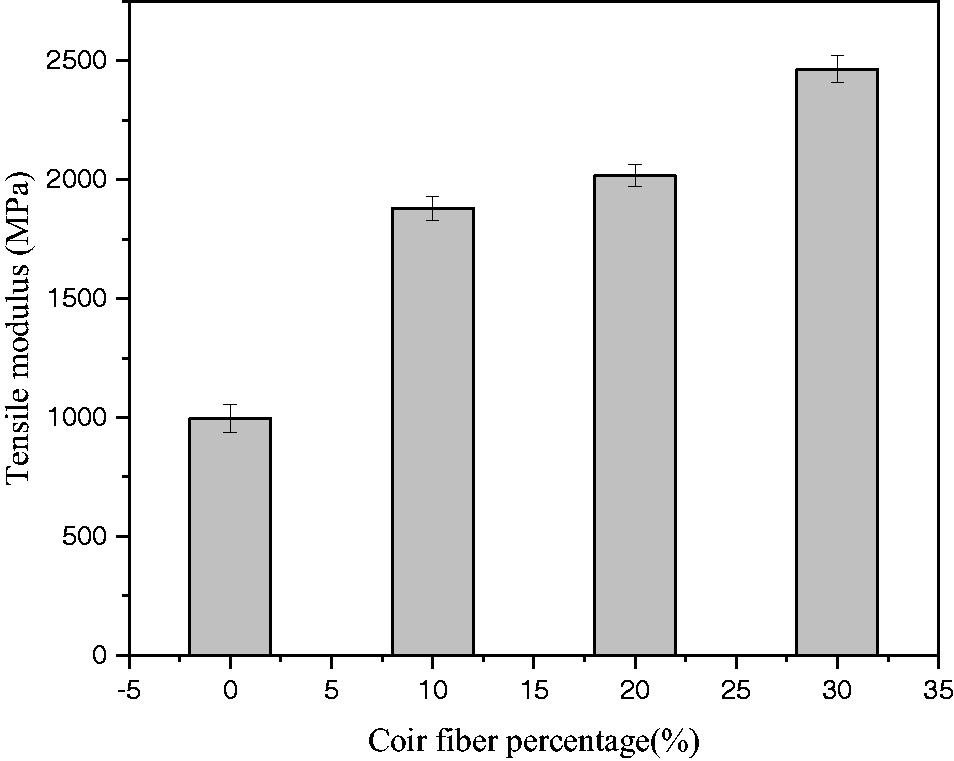
Effect of coir fibers content on the tensile modulus of composites.
Flexural strength
The effect of fiber content on the flexural properties of coir fibers reinforced PP composites is shown in Figures 5 and 6. The flexural strength properties showed the similar characteristics as observed in tensile strength and modulus properties. The reinforcement of coir fibers increased the flexural strength than the neat PP sample but the increment of the coir fibers loading to the composites decreased the flexural strength of the samples as shown in Figure 5. The reason may be due to the high population of the coir fibers causing improper binding with the polymer matrix. This observation shows that the coir fibers improve the stiffness of the composites. The modulus of coir fibers is higher than the PP for which the flexural modulus of the composites increases with the coir fibers content. The high population of the coir fibers restrained the mobility in the amorphous region of polymer matrix [32]. This may also contribute to the increase in the modulus of the composites. A similar result was found by Hargitai et al. [33].

Effect of coir fibers content on the flexural strength of composites.

Effect of coir fibers content on the flexural modulus of composites.
Impact strength
Impact energy absorbed by the composites mainly depends upon the nature of fibers, modulus of fibers, and the interfacial bonding between the fibers and the matrix. Figure 7 shows the effect of fiber content on the impact strength of composites. It is observed from the figure that up to 20 wt% of the coir fibers loading, impact strength of coir/PP composite increased significantly because of high modulus of the coir fibers but further addition of coir fiber, i.e. at 30 wt%, the impact strength decreased. The amount of energy absorbed increased from 0.6 to 1.902 J/cm in the case of 0 and 20 wt% of coir fibers loading. This may be due to the strong bonding between the coir fibers and the interface molecules that caused good absorption and dispersion of energy to prevent the crack initiation. At 30 wt% of reinforcement, the high population of coir fibers agglomerated within the matrix resulting in weak interfacial bonding and decreased impact strength. Similar trend has also been found by Lin et al. [34] and Jamil et al. [35].

Effect of coir fibers content on the impact strength of composites.
Hardness
Generally, the hardness value depends on the dispersion of fibers in the matrix for the composite materials [35]. The hardness value of the coir/PP composites increased with the fiber loading up to 20 wt%. This may be due to the lignin content, which makes the composites very tough and stiff. The composites at 30 wt% coir fibers loading, though the lignin content is high but the agglomeration of fibers within the matrix occurred due to high population of fibers and the hardness value slightly decreased as shown in Figure 8. The mechanical properties are listed in Table 4.

Effect of coir fibers content on the hardness of composites.
Mechanical properties of neat PP and coir PP composites.

PP: polypropylene.
Flammability properties
The flammability properties of the neat PP and coir/PP composites have been analyzed using UL-94 horizontal burning test. The neat PP samples burned rapidly when the flame was applied on it with dripping particles. It burned with completely smoke free flame due to the aliphatic hydrocarbon structure and the flame propagation speed was calculated. The coir/PP composites showed different behavior than the neat PP samples. Generally, cellulose is very sensitive to fire than the lignin [36]. The coir fibers have high lignin content that produces char on fire for which the coir fibers composites resist fire very well as compared to the other natural fiber reinforced composites. In this case, the char becomes the flame barrier between the fire and the polymer matrix [37]. Figure 9(a) to (d) shows the SEM micrographs of the coir/PP composites after UL-94 flammability tests. The appearance of the char on the burned surface of coir/PP composites can be clearly observed in SEM images. It is also found that when the flame was removed from the samples, the fibers remained intact (Figure 9(a) and (b)). The intactness of coir fibers after burning may be due to the MAPP that enhanced the interface properties for binding the coir fibers with the PP matrix. The char surfaces were clearly observed in the SEM micrographs of burned composites samples as shown in Figure 9(c) and (d). The pores were produced in the matrix due to the burning of the aliphatic hydrocarbon group of the PP matrix, whereas the char surface was produced due to the lignin content of coir fibers (Figure 9(b) and (d)). Similar observation of char structures in the SEM micrograph of burned samples is also found by Suardana et al. [37]. One of the environment friendly ways of reducing combustion is by increasing the char formation with less smoke production, which was achieved by the coir fibers. Figure 10(a) to (c) shows the images of burned composites samples reinforced with 30, 20, and 10 wt% of coir fiber, respectively. It is evident from Figure 10(a) that the more amount of char residue was left after burning of the composite with 30 wt% of fiber reinforcement. This may be due to the increase in lignin concentration of composites at higher wt% of fiber loading. Figure 11 shows the effect of coir fibers content on the flame propagation speed of composites. It is clearly observed from the figure that the flame propagation speed decreased after 10 wt% of coir fibers reinforcement than the neat PP sample. Then, it increased up to 20 wt% of coir fibers loading due to the increase in cellulose content in the composites. But the lignin concentration becomes higher at 30 wt% coir fibers loading which acts as a flame retardant for the composites. This decreased the flame propagation speed to 35.5 mm/min and increased the char residue as shown in Figure 10(a). It is also observed from Figure 12 that the time to ignition (TTI) of the coir/PP composites shows an increasing trend toward the coir fibers loading. The composites with 30 wt% of coir fibers loading took 78 s to ignite. This indicates that the 30 wt% coir fibers reinforced PP composites inhibits flame to some extent as compared to the other composites under the present study. The burning behavior of the neat PP and the coir/PP composites was observed from the vertical burning test and classification of the samples was done as per ASTM D 635 standard listed in Table 5. It is observed that the neat PP achieved HB rating. The composite with 30 wt% fiber reinforcement achieved V-0 rating without any dripping behavior and cotton ignition characteristic. The composites with 10 and 20 wt% of fiber content achieved V-2 rating with dripping behavior and cotton ignition along with the moderate smoke generation. It is also detected that 30 wt% coir fibers loading produced very less smoke during the flammability test.
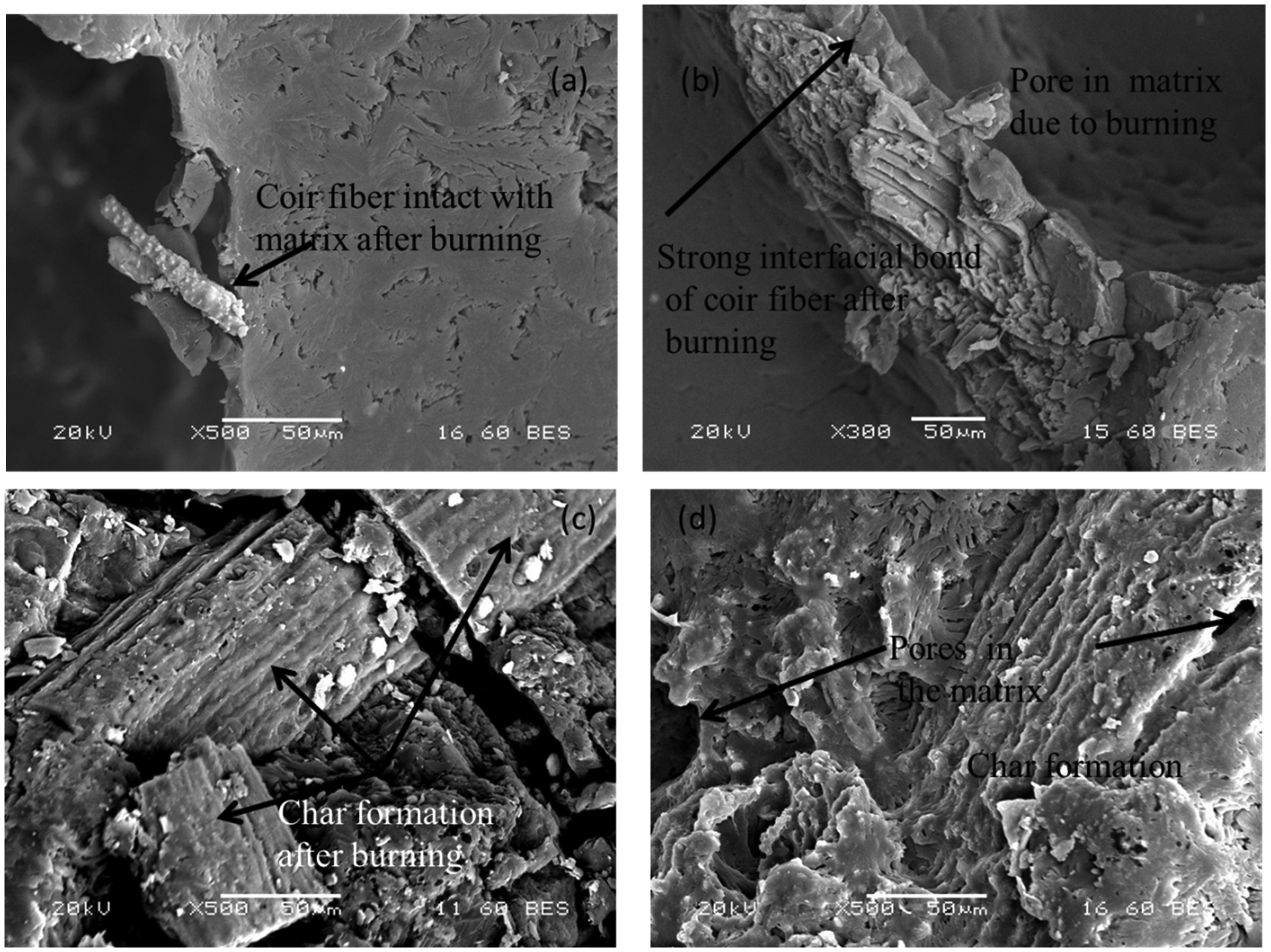
SEM micrograph of coir/PP composites after UL-94 flammability tests.

Burned coir/PP composites samples after UL-94 vertical test. PP: polypropylene.

Effect of coir fibers content on the flame propagation speed of composites.

Effect of coir fibers content on the TTI of composites.
Horizontal burning rate and vertical burning rating of PP and PP composites.

PP: polypropylene.
Thermal analysis
The thermogravimetric analysis (TGA) measures the mass loss rate of materials with the temperature. The thermal degradation of PP and coir/PP composites was evaluated using the TGA and the results are shown in Figure 13. It was found that PP had a single stage thermal degradation with initial temperature (Ti) of 274°C and final temperature (Tf) of 422°C without any residue left. However, incorporation of coir fibers into the PP matrix increases the Ti and Tf of composites to 292 and 478°C, respectively. This phenomenon may have occurred as the coir fibers starts to decompose at a higher temperature because of its high lignin content than the neat PP. The composite with 20 wt% of coir fibers loading resists temperature up to 465°C and after that it is converted into char. However, composites with 30 wt% fiber loading resist the temperature up to 479°C. This result confirms that with the increase in coir fibers reinforcement, the thermal stability increases in comparison to neat PP. Similar remark is also conveyed for coir/PLA composites by Jang et al. [27]. The same inferences were drawn from the flammability test that the coir fibers content is proportional to the thermal stability and the fire resistance properties of the coir/PP composites due to the production of more amounts of char from the high lignin content of the coir fibers.

Effect of coir fibers content on the thermal stability of composites. PP: polypropylene.
Water absorption test
Figures 14 and 15 show the rate of water absorption of coir/PP composites in distilled water and saline water with the coir fibers content. The increasing coir fibers content increased the water absorption rate due to more numbers of hydroxyl groups. It was reported by the researchers that the water absorption rate can be minimized by proper encapsulation of fibers is done by the matrix. Yang et al. [38] reported that the natural FRP composites showed remarkable water absorption properties because of voids. In the present work, composites with 30 wt% fibers showed high water absorption properties than composites with 10 and 20 wt% fiber contents. Dimensions are remaining same during the experiments. This specifies that the water absorption occurs in the micro-spaces of the coir fibers and PP interface. Composites with 10 and 20 wt% fiber show relatively lower water absorption due to low cellulose content in the composites. But at 30 wt% the cellulose content becomes high. This high cellulose content may increase the water absorption rate. The water absorption rate was found to be lower in saline water immersion than distilled water immersion as shown in Figures 14 and 15.

Effect of coir fibers content on the water absorption of composites.

Effect of coir fibers content on the saline water absorption of composites.
Dynamic mechanical analysis
The DMA was done to see the changes in the stiffness values of composites when exposed to the elevated temperature. Storage modulus (E′), loss modulus (E″), and tan δ of composites are determined.
Storage modulus
Figure 16 shows the deviation of E′ as the temperature rises for neat PP and coir/PP composites. The storage modulus is very similar to the load bearing capacity of a material and it is nearly equal to the flexural modulus of that material. A drop of E′ was found and this is due to the relaxation of the amorphous phase and the reinforcement of the coir fibers and the MAPP coupling agent in the composites [39–41]. This may be attributed for increasing the stiffness of the matrix due to the reinforcing effect caused by coir fibers as well as the MAPP coupling agent that permits stress transfer from the matrix to the coir fibers at a greater amount. This resulted in the enhanced storage modulus value with the increase in the coir fibers reinforcement for the composites than the neat PP which is very clear from Figure 16.

Effect of coir fibers content on the storage modulus of composites. PP: polypropylene.
Loss modulus
The variation of E″ with the rise in temperature for neat PP and coir/PP composites is shown in Figure 17. The loss modulus is very sensitive to the molecular motions. The figure shows that the loss modulus of composites is decreasing with the temperature. However, the loss modulus increased with the increase in coir fibers reinforcement than the neat PP which may be due to broadening of the transition region and segmental immobilization of the matrix. This increased loss modulus of coir/PP composites can be described by the internal friction that improved the energy dissipation, with the fibers reinforcement to the composites [40]. This is related to the material’s glass transition phase. The same result was reported by Nayak and Mohanty [42].
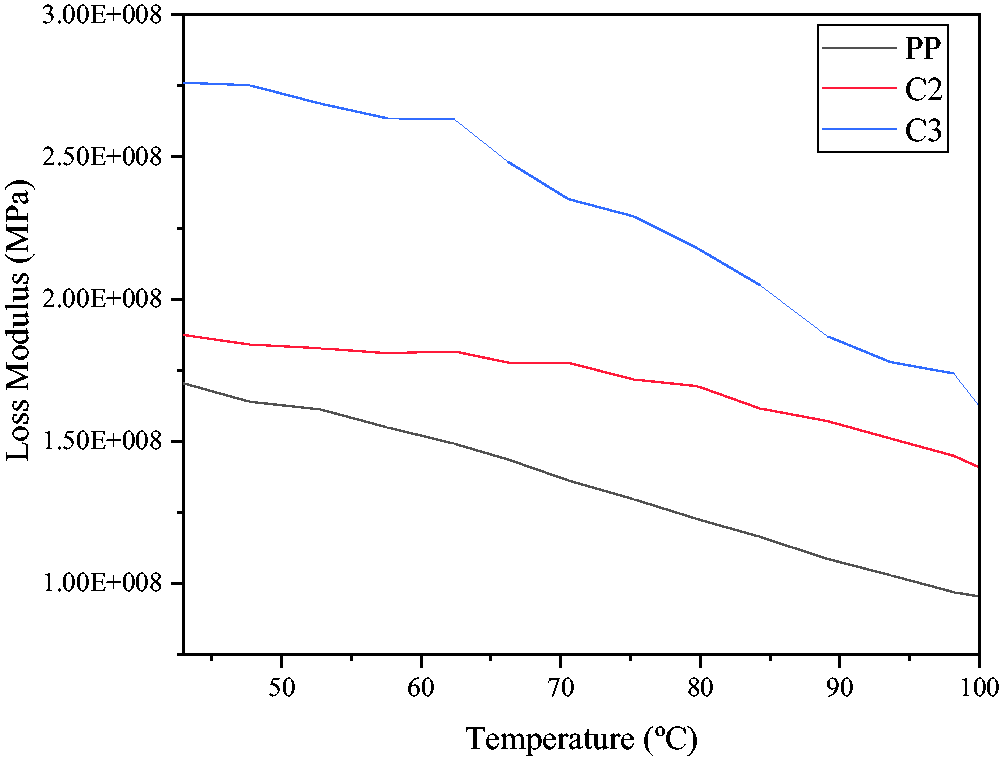
Effect of coir fibers content on the loss modulus of composites. PP: polypropylene.
Loss tangent
The tan δ is the ratio of E″ to E′ and it is known as the mechanical loss or damping factor. The deviation of tan δ of neat PP and coir/PP composites with the temperature is shown in Figure 18. It is observed that the neat PP showed the highest damping properties than the composites. coir fibers reinforced PP composites showed the lower tan δ values than the neat PP samples due to the reinforcement of the fibers. This is because of the restricted motion of polymers by the rigid fibers [43]. The coir fibers may act as barriers and that may lower the degree of molecular motion as well as the damping properties [39]. Another aspect for lower damping may be the low availability of matrix material for dissipating the vibrational energy. Similar result was reported by Romanzini et al. [40].

Effect of coir fibers content on the tan δ of composites. PP: polypropylene.
FTIR
Figure 19 shows the FTIR of neat PP, coir fibers, and coir/PP composites. The peak observed at 1045 cm−1 is due to C–O stretching of primary and secondary OH groups present in cellulose and lignin content of coir/PP composites which is not found in neat PP. A broad peak was found at 3420 cm−1 in coir fibers due to O–H stretching and same was the case for the composites with 30 wt% coir/PP composites as the number of OH groups increased. The peaks at 1733 cm−1 of coir fibers are due to C = O stretching of ester and a carboxylic group of lignin present in coir fibers [44]. The medium peak at 2923 cm−1 is due to C–H stretching. The =CH from the aromatic bond of lignin detected at 1463 cm−1 in case of coir/PP composites is not found in coir and neat PP. Another peak at 1450 cm−1 is due to the CH3 group found in neat PP samples.
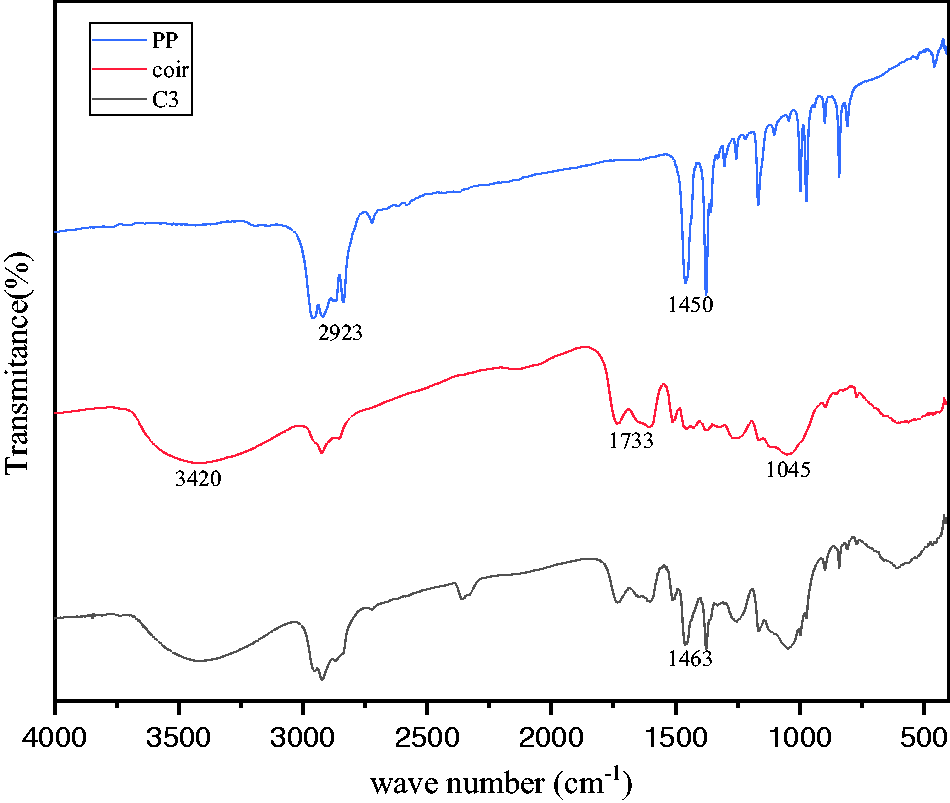
FTIR spectra of neat PP, coir fiber, and coir/PP composites. PP: polypropylene.
Morphological study
The SEM micrographs of the tensile fracture surfaces of coir/PP composites are shown in Figure 20. The failure occurred in the coir/PP composites may be due to the crack formation under tensile load as shown in Figure 20(a). Cracks start from the interface of coir fibers and the PP matrix. At higher coir fibers content, the agglomeration occurred which hindered the interfacial bonding between the coir fibers and the PP matrix that is clearly observed from Figure 20(b). The fiber breakage is another reason of tensile failure shown in Figure 20(c).
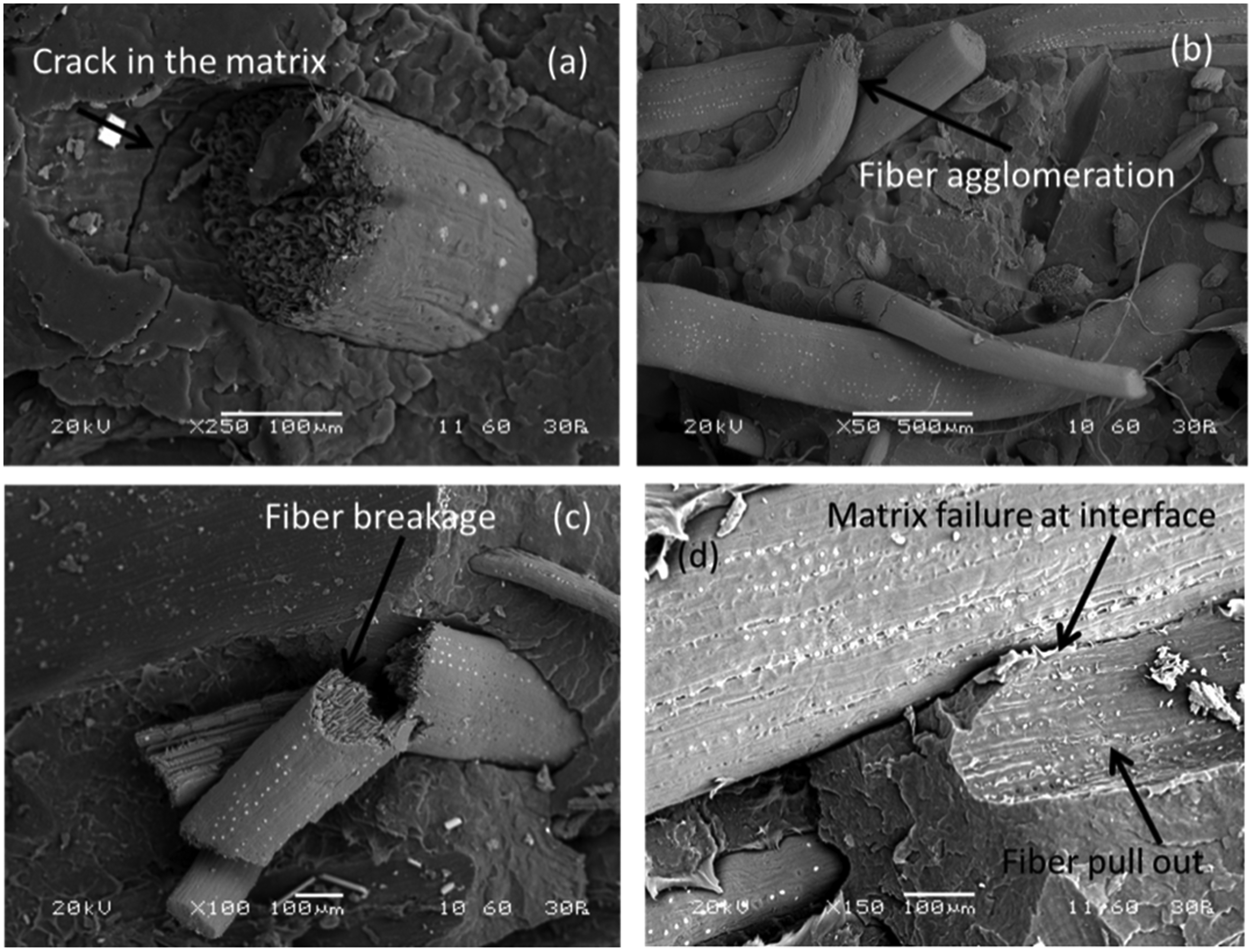
SEM micrographs of the tensile fracture surfaces of coir/PP composites.
Conclusions
The present work evaluates the flammability properties of coir/PP composites along with the thermal stability and mechanical properties. The work shows the fabrication of coir/PP composites with the melt compounder followed by compression molding technique. It is observed that the tensile strength properties show a decreasing trend toward the coir fibers loading whereas the tensile modulus shows an increasing trend. The flexural modulus follows the same trend as that of tensile modulus. The tensile modulus value increased to 2.464 GPa at 30 wt% coir fibers reinforcement. The impact strength increased to 1.902 J/cm in the case of composites with 20 wt% of coir fibers content. The highest hardness value of 100 HRC is obtained in the composites with 20 wt% of coir fibers loading. The TGA study determined that the thermal stability increased with the coir fibers reinforcement than the neat PP samples. The flame propagation speed of the coir/PP composites was found to be highest (39.8 mm/min) in composites with 20 wt% coir fibers content and then decreased with the further increase in the coir fibers content. The 30 wt% coir fibers reinforced PP composites took highest time to ignite (TTI), i.e. 78 s due to high lignin content of the coir fiber. The lignin acts as a barrier between the heat source and the composite materials. The UL-94 vertical test results inferred that 30 wt% coir fibers reinforced PP composites achieved V-0 classification as per flammability standard. DMA thermograms indicated an enhanced storage modulus value for the coir/PP composites than the neat PP which signifies higher stiffness and lower damping properties of the composites. The rate of water absorption was found to be more in 30 wt% coir fibers loading due to high cellulose content. The FTIR spectra of C3 composite shows peak at 1463 cm−1 due to the aromatic bond of lignin with =CH group of PP which is not found in coir fibers and PP. This may signify the interfacial bonding between the aromatic ring of lignin and the =CH group of PP. The char morphology also confirms about the interfacial bonding between the fibers and the matrix. The char surface produced after the flammability test was clearly visible from the SEM of the burned specimen. The fibers pull out, crack formation in the matrix and the interface, and the fiber agglomeration were clearly seen from the SEM of tensile fracture surfaces. Considering the above mentioned mechanical and flammability properties, the applications of coir/PP composites may be proposed in the areas where the load bearing capacity is not a critical issue such as covering and packaging.
Footnotes
Authors’ Note
Tanmayee Khuntia is also affiliated with Mechanical engineering Department, S’O’A Deemed to be University, ITER, Bhubaneswar.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: S’O’A Deemed to be University, ITER, Bhubaneswar.