
Abstract
Large waste amounts from wood industries as powder and sawdust are daily produced, and reusing these materials otherwise would be discharged to the environment has become an economically viable and environmentally friendly alternative to produce new materials. Based on these arguments, polypropylene (PP)/Jatobá wood powder composites upon addition of two types of PP were processed in a corotational twin screw extruder; specimens were injected and molded and their characterization was performed through differential scanning calorimetry, thermogravimetry, mechanical properties (impact, tensile, flexural, and hardness), heat deflection temperature (HDT), Vicat softening temperature, and scanning electron microscopy (SEM). Increased elastic modulus, shore D hardness, HDT, and Vicat related to neat PPs were reached. Nevertheless, losses in impact and tensile strength as well as in elongation at break were also verified. These lower data may be associated with the wood agglomeration, as shown in SEM images. Apparently, the investigated properties were not affected by PP viscosities, where both of them presented similar data. Summing up, presented results can be considered commercially feasible, focusing at economic and environmental benefits while producing higher performance products.
Introduction
In recent years, environmental pollution has become a major social concern due to the deep damage of postconsumer waste. 1 Researching new perspectives for materials with better properties and waste reuse has aroused a great interest on scientific and industrial communities. One prosperous alternative to achieve higher performance products is the composites processing using conventional thermoplastics added to natural fillers, resulting in a practical option for economically viable solution materials with improved physical and chemical characters.2,3
The wood industry generates daily a large amount of waste (powder and sawdust), being a problem for disposal, storage, and reuse of these wood wastes.4,5 For instance, in Campina Grande—PB (Brazil), the great predominance of Jatobá wood (Hymenaea courbaril) causes serious difficulties for the local wood industry due to its powder disposal, being a prosperous alternative, its reuse to produce new materials, such as polymer–wood composites, what has called attention of local industries.
Among the most widely used thermoplastics is polypropylene (PP), which was introduced in 1954, representing one of the bestselling polymers worldwide, due to the easy processing, low cost compared to conventional polymers, 6 its greatest advantage is related to the resistance to high temperatures, which makes PP particularly suitable for several applications, such as automobile, general uses, electronic, medical-hospital, and so on. However, traditional resins, such as PP, have negative characteristics, such as slow decomposition rate after discharging; due to its high daily consumption and fast discarding, large waste amounts have been accumulated in landfills and reprocessing industries.7–9 Therefore, composites processing seems to be excellent if not the most promising route to process synthetic–natural materials. 10
The perfect combination of these two materials, that is, polymer and wood powder, in distinct contents can give rise new systems with superior improvement completely and different from those original ones. 11 Research focused on PP/wood powder composites are found in the scientific literature,12–17 emphasizing their main applications as also mechanical, thermal, thermomechanical, and morphological properties. However, despite being a prominent topic, articles concerned on processing and development of PP/Jatobá (reused powder) are seldom viewed. Thus, this work aims to evaluate the Jatobá powder addition effect to PP matrix, two grades will be investigated, which turns out to be a relevant aspect since matrix viscosity index can affect the degree of wood powder dispersion, impacting the properties in synergistic or not one way.
Therefore, composites processing based on widely used thermoplastic such as PP with different viscosities, upon addition of natural filler may be economically, environmentally, and scientifically interesting. In this context, this present work had the main purpose to extrude PP/Jatobá powder composites and to evaluate PP viscosity and several powder contents on thermal, mechanical, thermomechanical properties as well as on composites morphology.
Methodology
Materials
PP H103 and H503 are purchased from Braskem (Bahia, Brazil). PP H103 has density of 0.905 g cm−3, melt flow rate (MFR) = 40 g/10 min (230°C/2.16 kg) and PP H503 with density of 0.905 g cm−3, MFR = 3.5 g/10 min (230°C/2.16 kg). Powder from Jatobá wood, scientifically defined as H. courbaril, used as filler, was supplied by the local company from Campina Grande—PB (Brazil).
Composites processing
Initially, wood waste was sieved in 35 mesh (0.5 mm), and PP/wood powder composites were produced using two PPs, that is, PP H103 and PP H503.
To evaluate the wood powder content effect on composites properties, distinct compounds were processed, as presented in Table 1.Concentrates with each PP (PP H103 and PP H503) and wood powder 50/50 were obtained using a Haake Rheomix 3000 internal mixer (Thermo Scientific, Waltham, Massachusetts, USA) operating with roller rotors at 60 r min−1 and the chamber wall temperature fixed at 190°C for 5 min, afterward the output was milled in a knife mill.
PP/wood powder composites processed with PP H103 and PP H503.
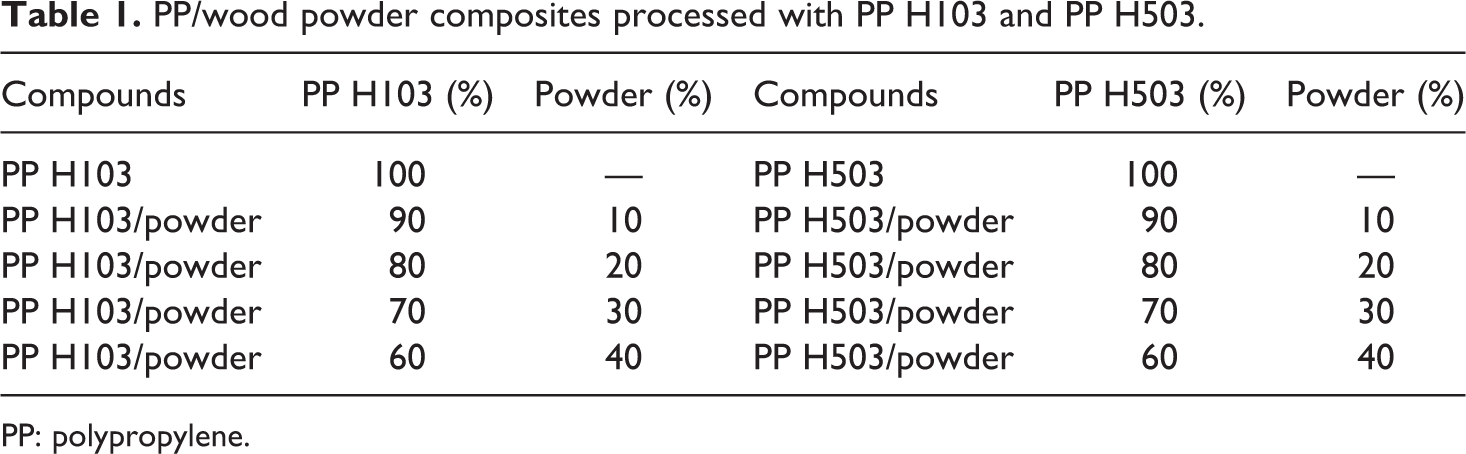
PP: polypropylene.
Concentrates were let down in a modular corotating, interpenetrating, modular extruder with L/D ratio of 40, model ZSK 18 mm, Werner–Pfleiderer, Coperion (Stuttgart-Feuerbach, Germany). Prior to extrusion, the materials were manually cold premixed to improve further homogenization. For all compounds, the following process parameters were applied: feed rate of 5 kg h−1; 250 r min−1; extruder temperature profile zones 1 and 2 at 180°C, zones 3, 4, and 5 at 185°C, and zones 6 and 7 at 190°C. The extruder output was milled and vacuum dried at 60°C for 24 h.
Specimens were injected using an Arburg Injector, Model Allrounder 207C Golden Edition (ARBURG Technology Center, Kaiserstr, Radevormwald, Germany), operating in zone 1 at 180°C, zone 2 at 185°C, zones 3 and 4 at 190°C, and zone 5 at 200°C, with a mold at 20°C. Specimens for tension, impact, and heat deflection temperature (HDT) experiments were injected according to ASTM D638 (type I), D256, and D648 standards, respectively. Composites, PP H103 and PP H503, were processed using the same parameters.
Characterizations
Granulometric distribution
Analysis of particle size distribution of wood powder carried out according to ASTM D5644 using 300 g of the sample. Material was sieved through 35, 40, 60, 80, 120, and 200 meshes under constant shaking for 20 min.
X-ray diffraction
X-ray diffraction (XRD) analysis of Jatobá powder was conducted in a Shimadzu XRD-7000 diffractometer (Kyoto, Japan), using copper Kα radiation, 40 kV voltage, 30 mA current, scanning 2θ from 2° to 30°, and scanning rate of 2° min−1.
Thermogravimetry
Thermogravimetric experiments were performed using a thermogravimetric analysis 51 H, Shimadzu, with approximately 5 mg of the sample. Neat PPs and composites were heated from room temperature (approximately 25°C) to 500°C, whereas the wood powder was heated from room temperature to 900°C; the heating rate was 10°C min−1 and nitrogen flow rate was 100 mL min−1.
Differential scanning calorimetry
Differential scanning calorimetry (DSC) analysis was performed in a DSC-Q20 equipment from TA Instruments (New Castle, Delaware, USA), and samples were heated and cooled from room temperature to 200°C, with a heating and cooling rate of 10°C min−1 and nitrogen flow rate of 50 mL min−1.
Tensile tests
Tensile tests were performed using injected specimens according to ASTM D638 in a universal testing machine from EMIC DL10000 (São José dos Pinhais, Brazil), with a load cell of 2000 kgf and a strain rate of 50 mm min−1. Tests were executed at room temperature (25°C), and presented results are an average of 10 experiments.
Impact strength
IZOD impact strength tests were performed on notched specimens using a Resil 5.5 equipment from Ceast (Turin, Italy) and a pendulum of 2.75 J according to ASTM D 256-97 at room temperature (approximately 25°C). The presented results are an average of 10 experiments.
Flexural test
The flexural tests were executed in a universal test machine from EMIC DL 2000, according to ASTM D790, operating in three-point bending mode with the rate of 1.6 mm min−1 and distance between supports of 40 mm and load cell of 2000 kgf. The presented results are an average of 10 experiments.
Heat deflection temperature
HDT was determined according to ASTM D 648, in a Ceast HDT 6 VICAT/N 6921000 model (Turin, Italy) with a voltage of 455 kPa and a heating rate of 120°C h−1 (method A). The temperature was determined after the specimen deflecting 0.25 mm. The presented results are an average of three experiments.
Vicat softening temperature
Vicat softening temperature (VST) experiment was performed according to ASTM D1525 in a Ceast HDT 6 VICAT/N 6921000 model, using a heating rate of 120°C h−1. The temperature was determined after the needle penetrating 1 mm into the specimens. The presented results are an average of three experiments.
Shore D hardness
Hardness experiment was executed according to ASTM D2240 in shore-durometer hardness type “D,” Woltest (São Paulo, Brazil) with a load of 50 N controlled by calibrated springs using standard durometer. The presented results are an average of five experiments.
Scanning electron microscopy
Scanning electron microscopy (SEM) images were captured using a Shimadzu SSX-550 Superscan with a voltage of 30 kV under high vacuum. Images were captured from the gold-coated fractured impact specimen surfaces.
Results and discussion
Characterization of wood powder
Granulometric distribution
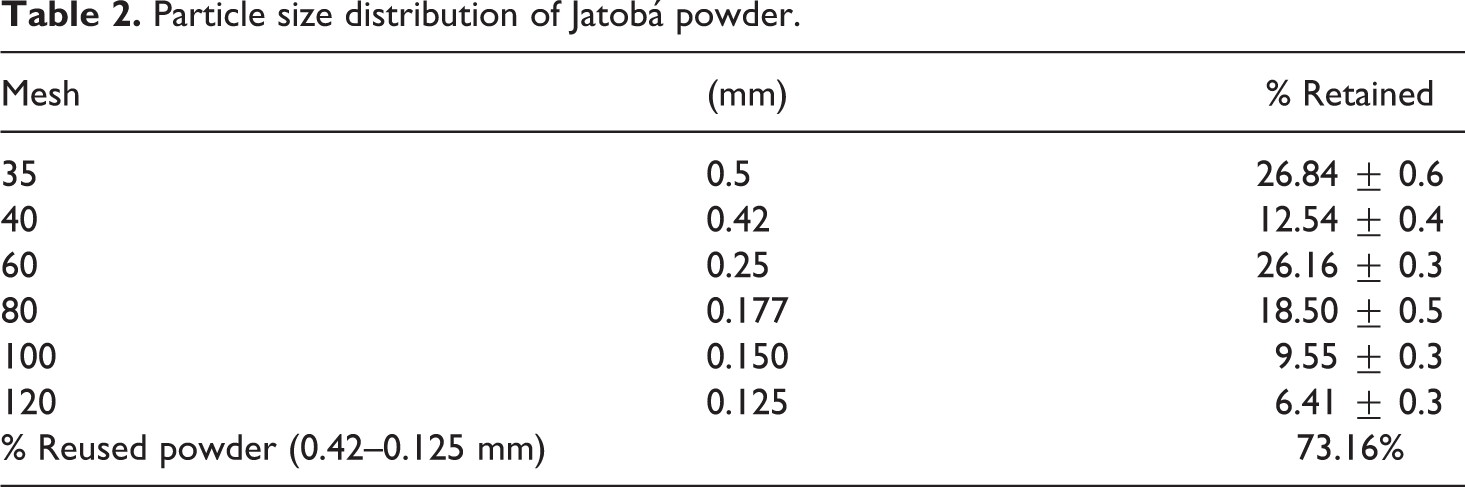
Particle size distribution of Jatobá powder is presented in Table 2, and the powder has particle size distribution between 0.42 mm and 0.125 mm with a mean diameter in the range from 40 mesh to 80 mesh (0.42–0.117 mm), corresponding to 57.20% of the total retained.
Particle size distribution of Jatobá powder.
X-ray diffraction
X-ray diffractograms of Jatobá powder are shown in Figure 1, where verified crystalline peaks with 2θ at 14.9°, 16.3°, and 22.7°, attributed to the planes (101), (10), and (002), respectively, which are characteristics of native cellulose type I crystalline lattice. 5,18,19
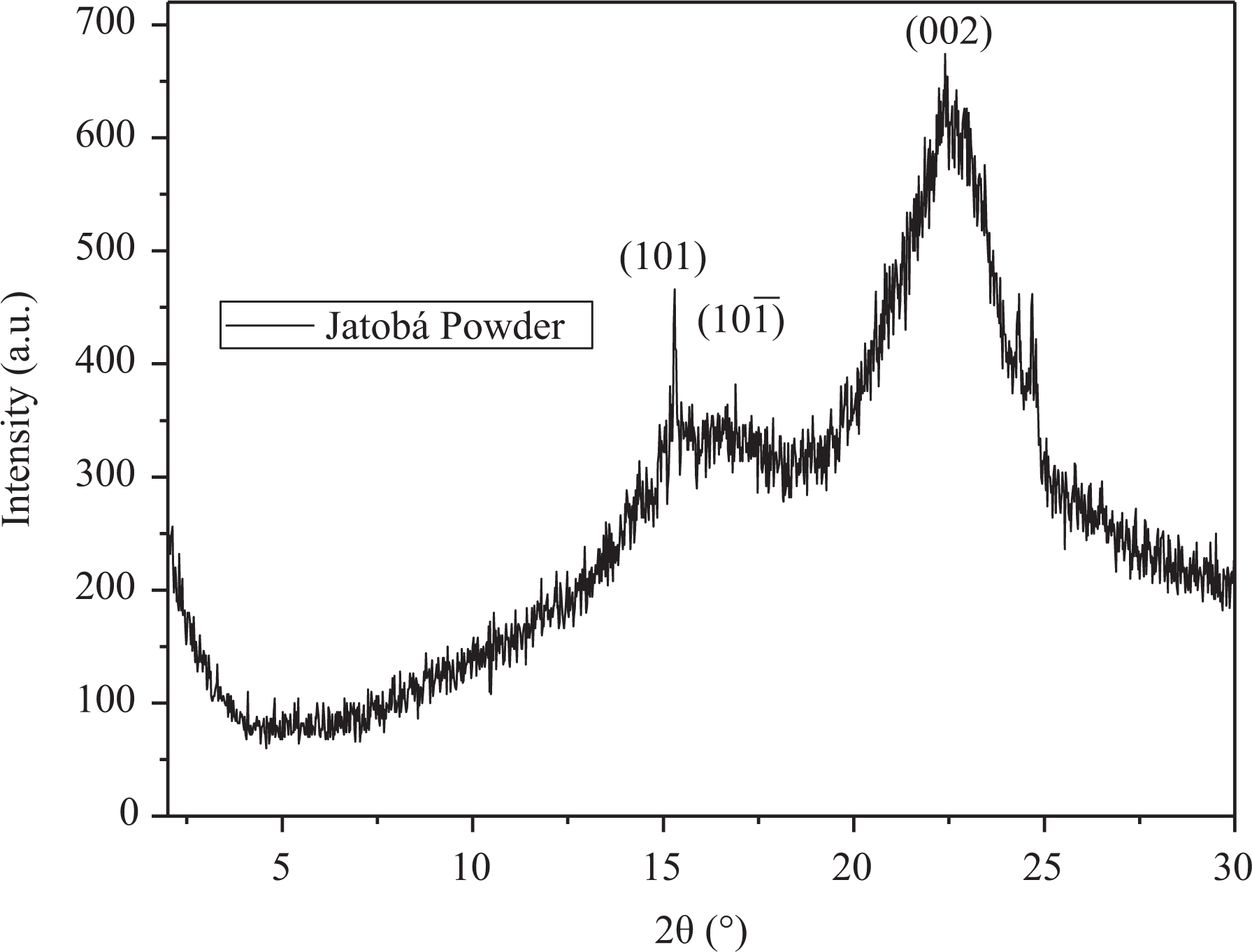
X-ray diffraction of Jatobá powder.
Thermogravimetry
Thermogravimetric plot of Jatobá powder is shown in Figure 2. The first weight loss step approximately at 100°C is characteristic of moisture evaporation from the wood 20 ; the second weight step ranging from 220°C to 360°C is due to hemicellulose and cellulose decomposition, which are the less stable components of wood; the third step of decomposition is due to lignin, which has a slower decomposition rate. 21 As PP/powder composites were processed at the maximum temperature of 200°C, their thermal stability was protected avoiding losses in mechanical performance.
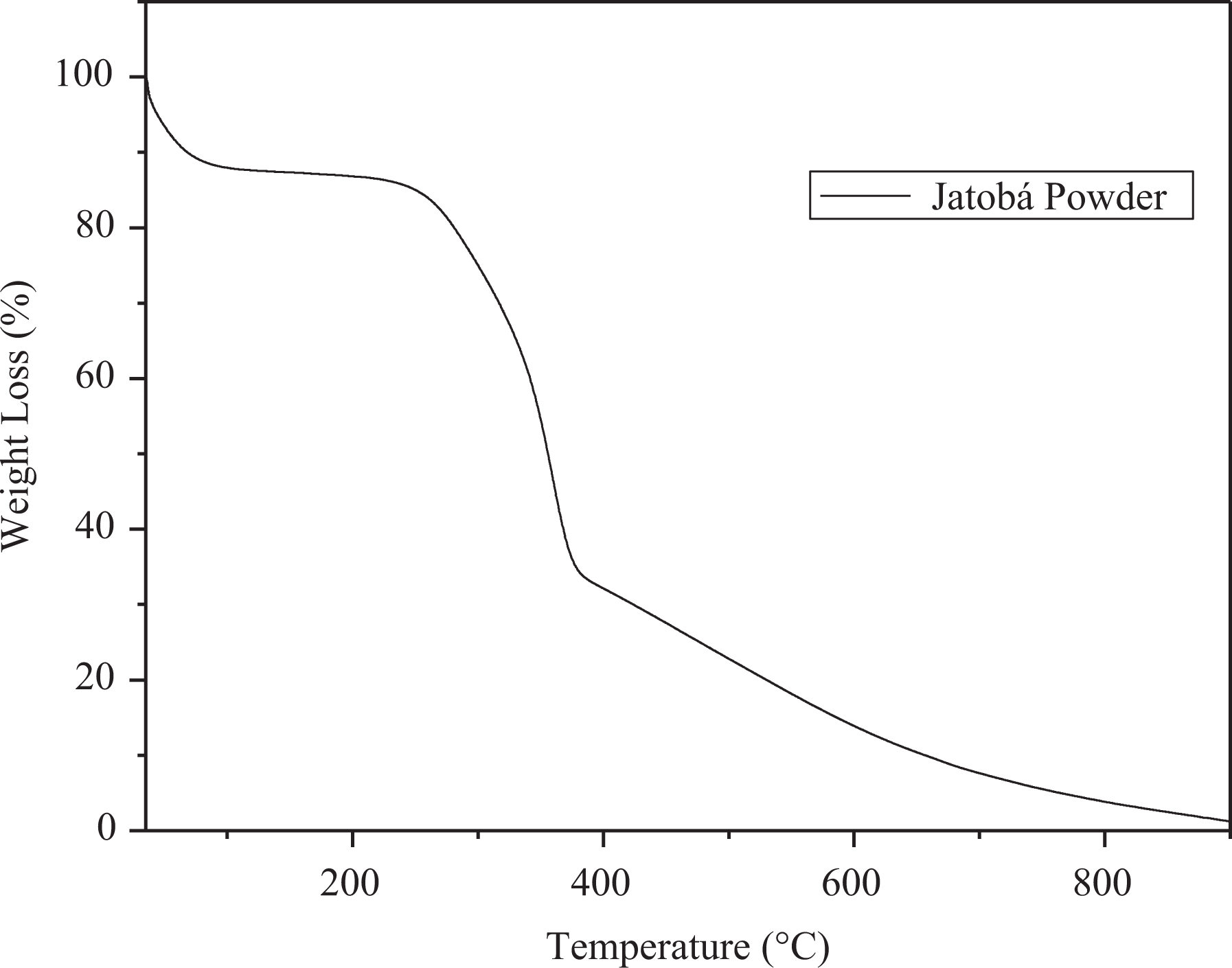
TG plot of Jatobá powder.
Scanning electron microscopy
SEM images of Jatobá powder are displayed in Figure 3, which has fibrillar shape characteristics of its reinforcement structure. 22 As can be verified, fibrils have variable length and diameter, as presented in Table 2. Additionally, as reported by Pilla et al., 23 powder surface roughness may act positively providing higher interfacial adhesion, in fact, the morphological structure shown in Figure 3(b) contributes for increased level of mechanical adhesion and even molecular diffusion inside the filler what might be translated in mechanical behavior improvement.
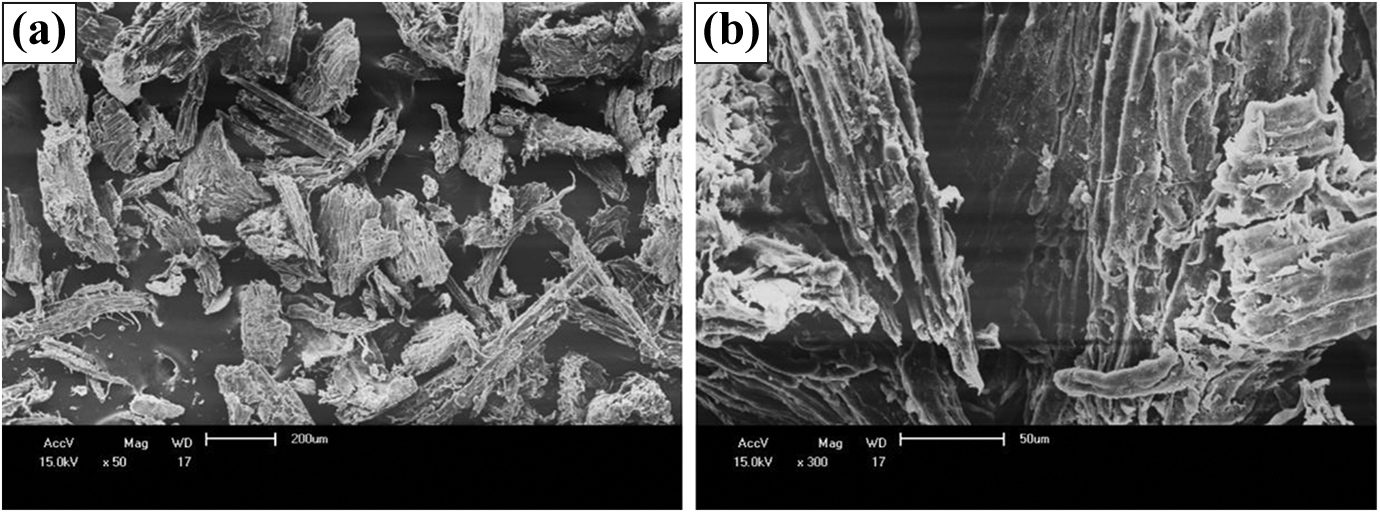
SEM images of Jatobá powder at distinct magnifications: (a) ×50 and (b) ×300.
Characterization of PPs/Jatobá powder composites
Differential scanning calorimetry
DSC scans acquired during heating and cooling of neat PP H103, neat PP H503, and composites with 10%, 20%, 30%, and 40% of Jatobá powder are shown in Figures 4 and 5. Both PPs displayed similar trends, that is, during heating, the melting endotherm is visualized with peak temperature approximately165°C characteristic of PP crystalline phase α24–28; upon powder addition, the melting enthalpy decreased, and the degree of crystallinity is presented in Table 3; during cooling, the melt crystallization is observed with peak temperature approximately 118°C, related to the crystallization enthalpy, which decreased upon powder addition, and an extreme reduction in enthalpies, which was observed during melting and crystallization, is verified for 40% of the Jatobá powder addition; at this critical concentration, smaller and less perfect crystals are formed mostly due to molecular ordination impediment. In general, distinct MFRs of PP H103 (40 g/10 min at 230°C/2.16 kg) and PP H503 (3.5 g/10 min at 230°C/2.16 kg) did not significantly change neither melting nor crystallization parameters of composites. Table 3 presents melting and melt crystallization parameters of PP H103, PP H503, and their composites.
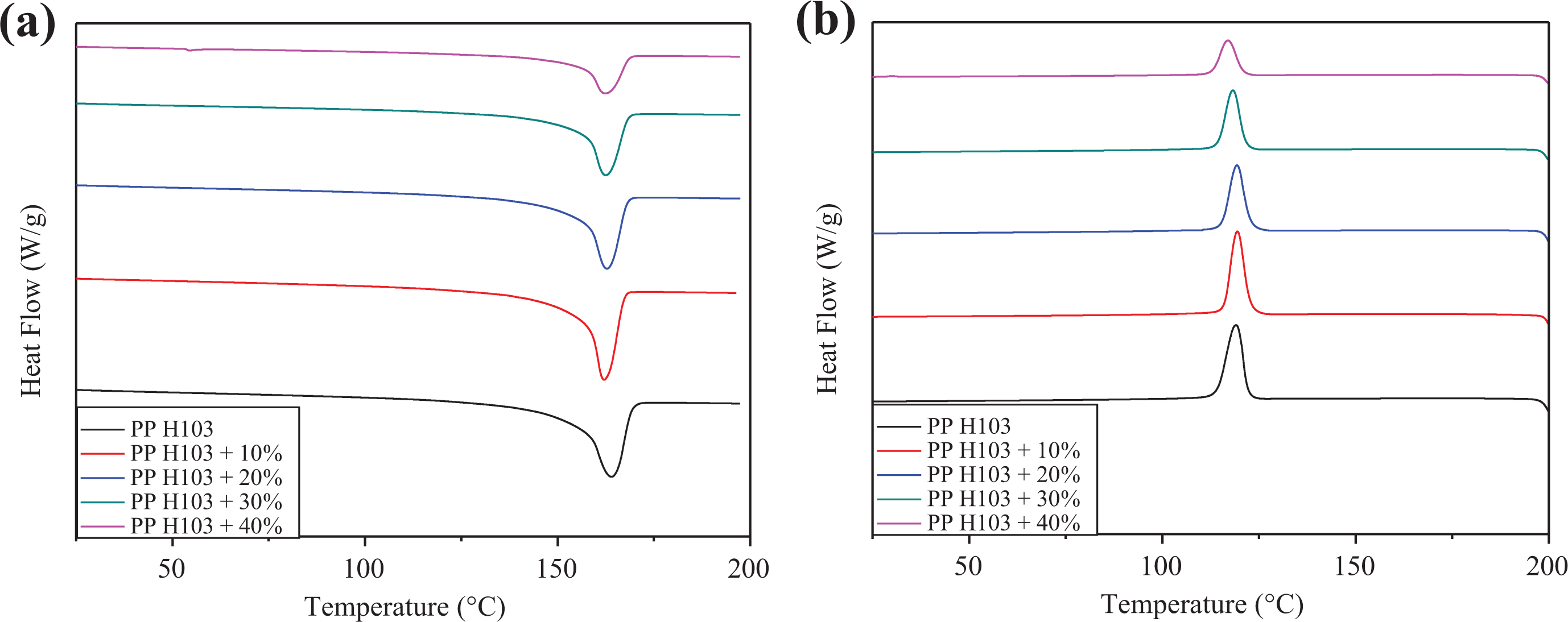
DSC scans acquired during (a) heating and (b) cooling of PP H103 and Jatobá powder.
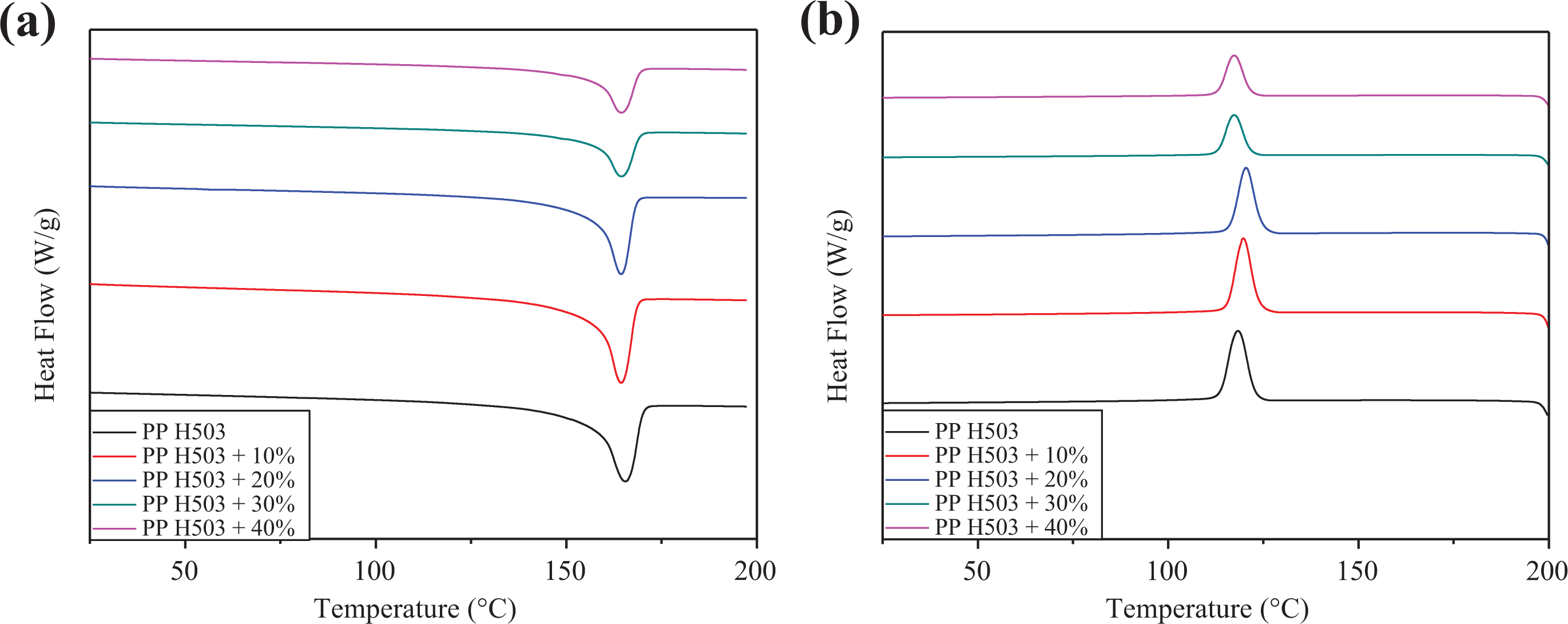
DSC scans acquired during (a) heating and (b) cooling of PP H503 and Jatobá powder.
Melting and melt crystallization parameters of PP H103, PP H503, and their composites with Jatobá powder.
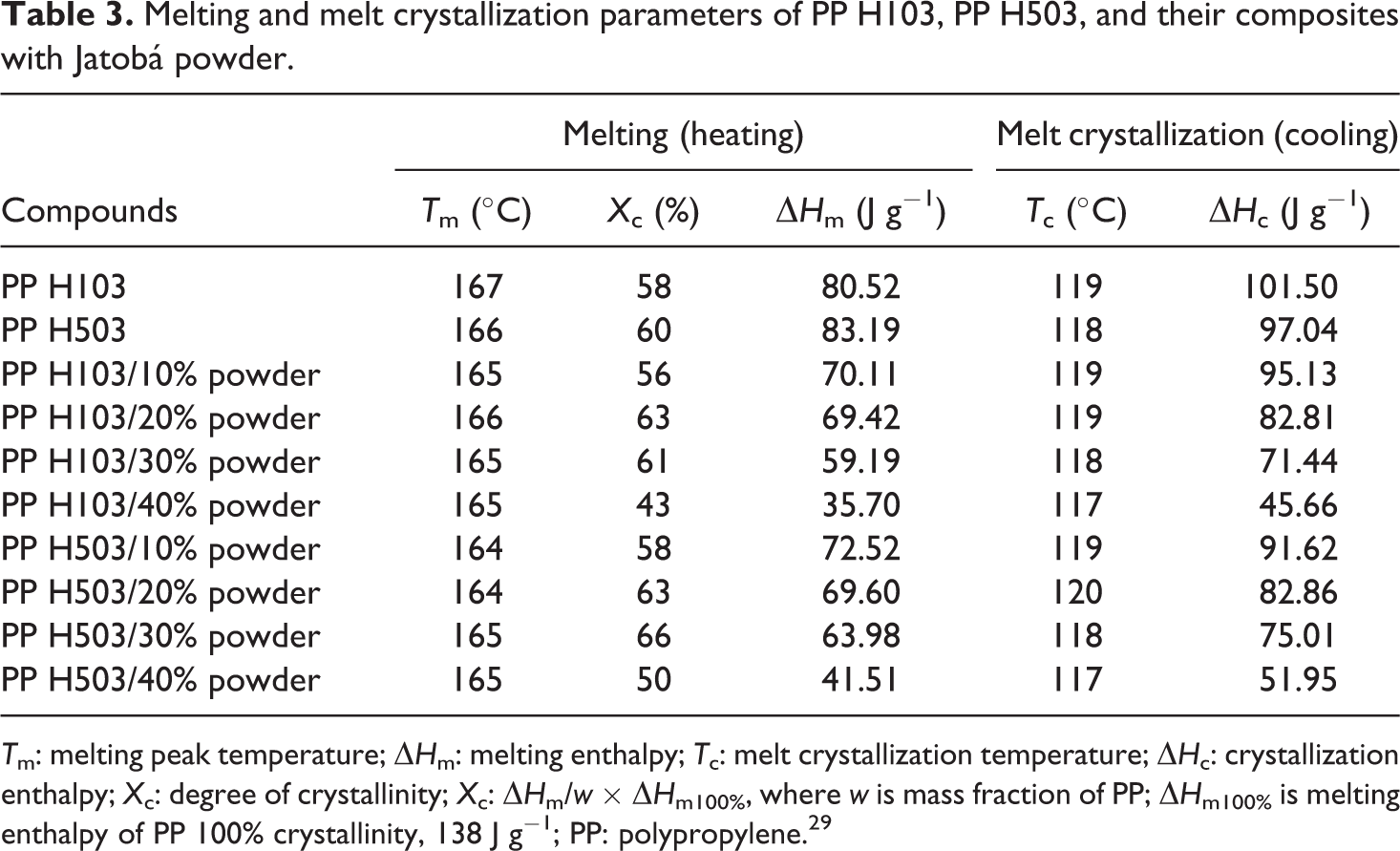
Tm: melting peak temperature; ΔHm: melting enthalpy; Tc: melt crystallization temperature; ΔHc: crystallization enthalpy; Xc: degree of crystallinity; Xc: ΔHm/w × ΔHm100%, where w is mass fraction of PP; ΔHm100% is melting enthalpy of PP 100% crystallinity, 138 J g−1; PP: polypropylene. 29
Thermogravimetry
Thermal stability measurements are crucial for polymer composites processing; using information gathered from TG plots, the safe processing parameters may be defined as avoiding losses in their main properties. As observed in Figure 3, Jatobá wood presents lower thermal stability and to be safely used as polymer filler, which should be processed up to 200°C. 30 Based on this information, processing parameters used in this work were defined.
TG plots of PP H103, PP H503, and composites with 10%, 20%, 30%, and 40% of Jatobá powder are shown in Figures 6 and 7. Subtle differences can be observed for PP H103 and PP H503 TGs, for the first one decomposition starts near to 270°C and ends in 400°C, whereas for PP H503, it starts near to 285°C ending approximately in 420°C. Mostly, PP H503 higher thermal stability is linked to its higher viscosity, due to higher molecular weight requiring higher energy to start decomposition mechanisms.31,32
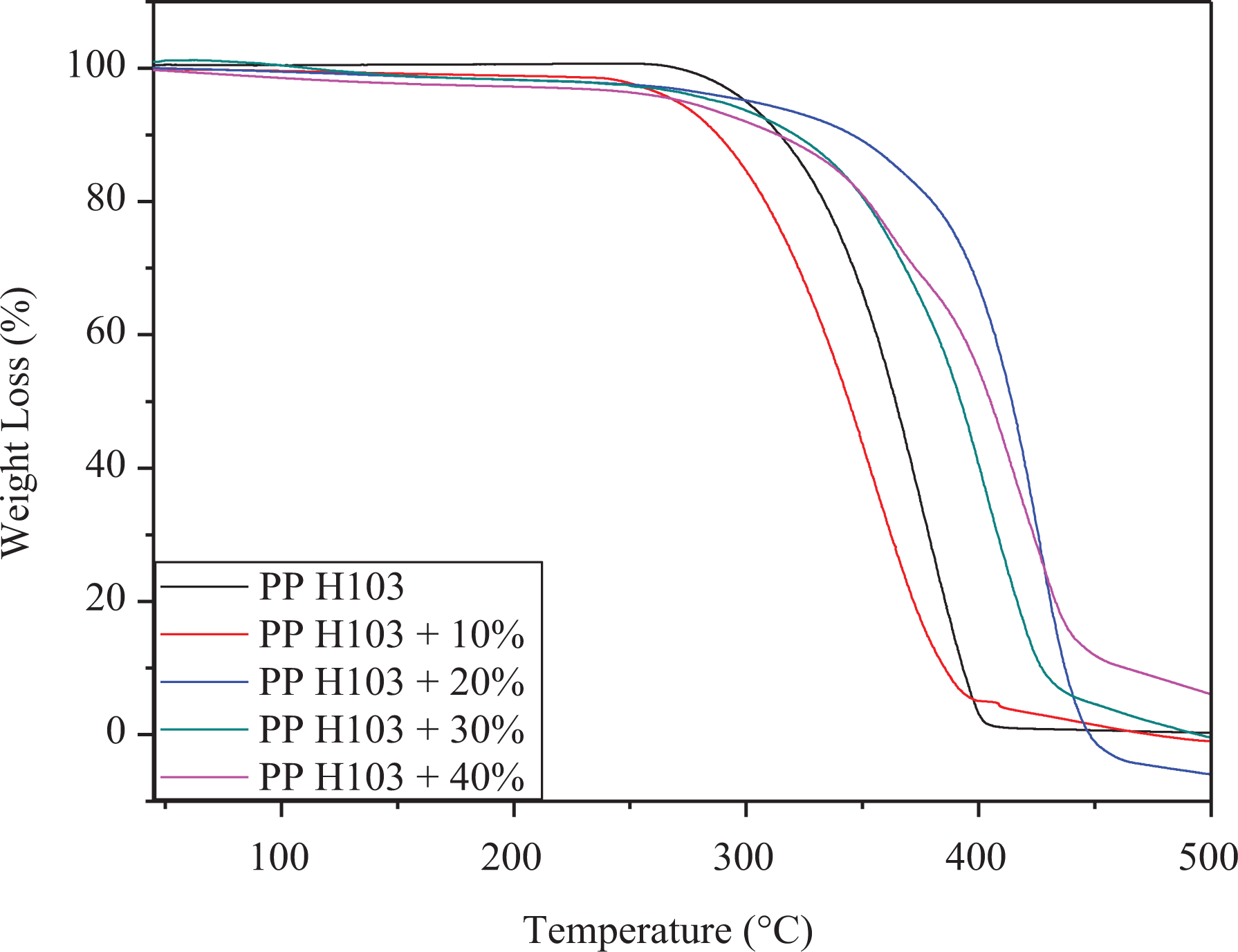
TG curves of PP H103, and composites with 10%, 20%, 30%, and 40% of Jatobá powder. TG: thermogravimetry; PP: polypropylene.
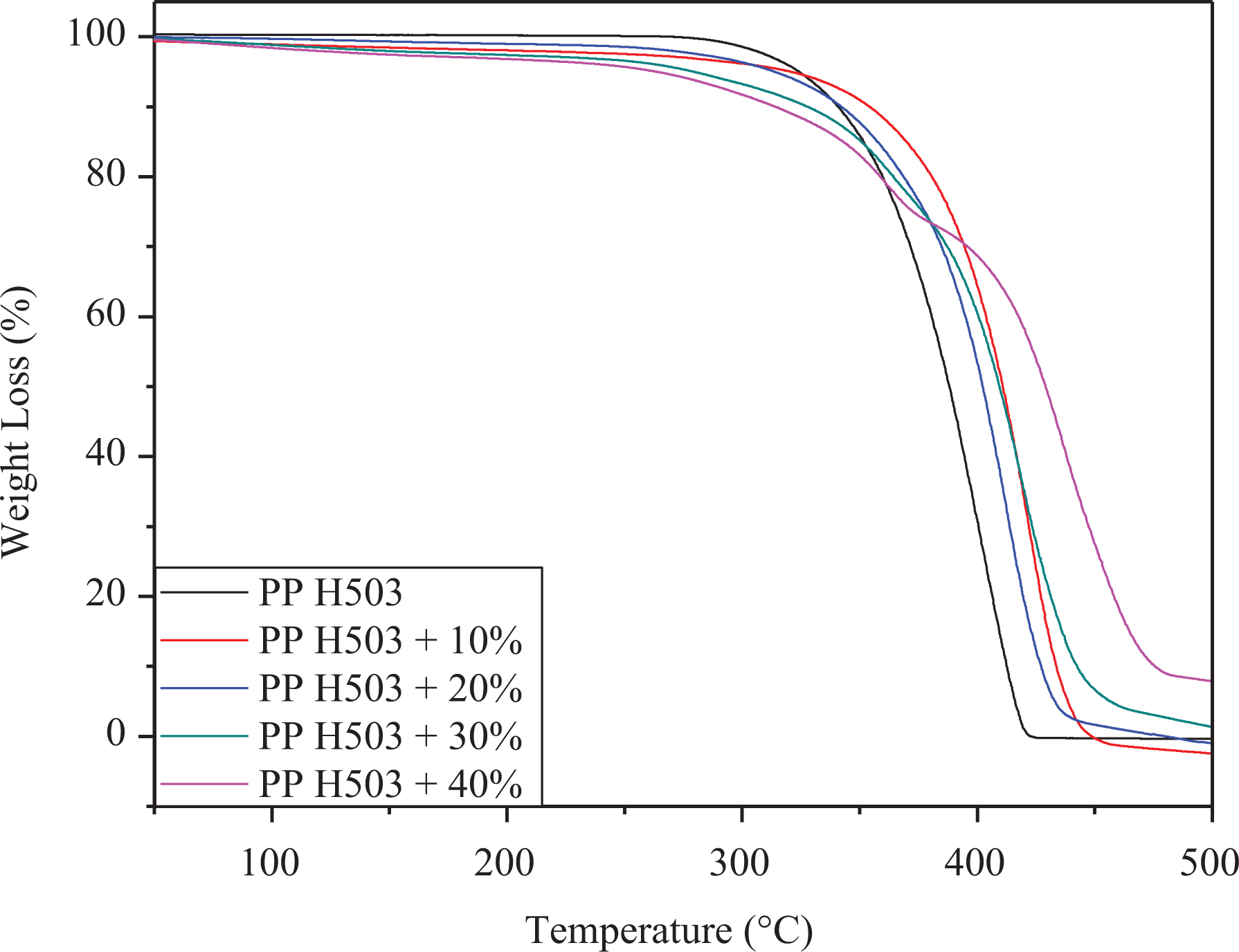
TG curves of PP H503, and composites with 10%, 20%, 30%, and 40% of Jatobá powder.
From TG plots, the composites presented slight weight loss around 100°C, due to moisture evaporation from Jatobá powder, which is a hydrophilic component. 19 Composites with higher wood powder content presented higher thermal stability, which is more evidenced for those with 40%. Composites also presented a band between 360°C and 390°C attributed to cellulose decomposition, being more pronounced for composites with higher wood powder content. Related to composites with 10% of wood powder, they presented lower thermal stability; therefore, it can be assumed Jatobá powder addition increases the thermal stability of PP composites, regardless their MFR.
Tensile strength
Tensile modulus for PPs and composites with 10%, 20%, 30%, and 40% of Jatobá powder is shown in Figure 8. Similar data were displayed by two PPs, indicating the viscosity did not interfere so much in this property. Increasing wood powder content in PP matrices, tensile modulus tends to increase with more expressive results for composites with 40% of the powder. Most likely, this behavior is due to the addition of a rigid filler (wood) into a flexible material (PP), thus tending to increase the rigidity of the product as a whole and, consequently, hampering the free mobility of PPs chains. Apparently, composites processed with 10% and 20% powder present same data being within the range of experimental error.
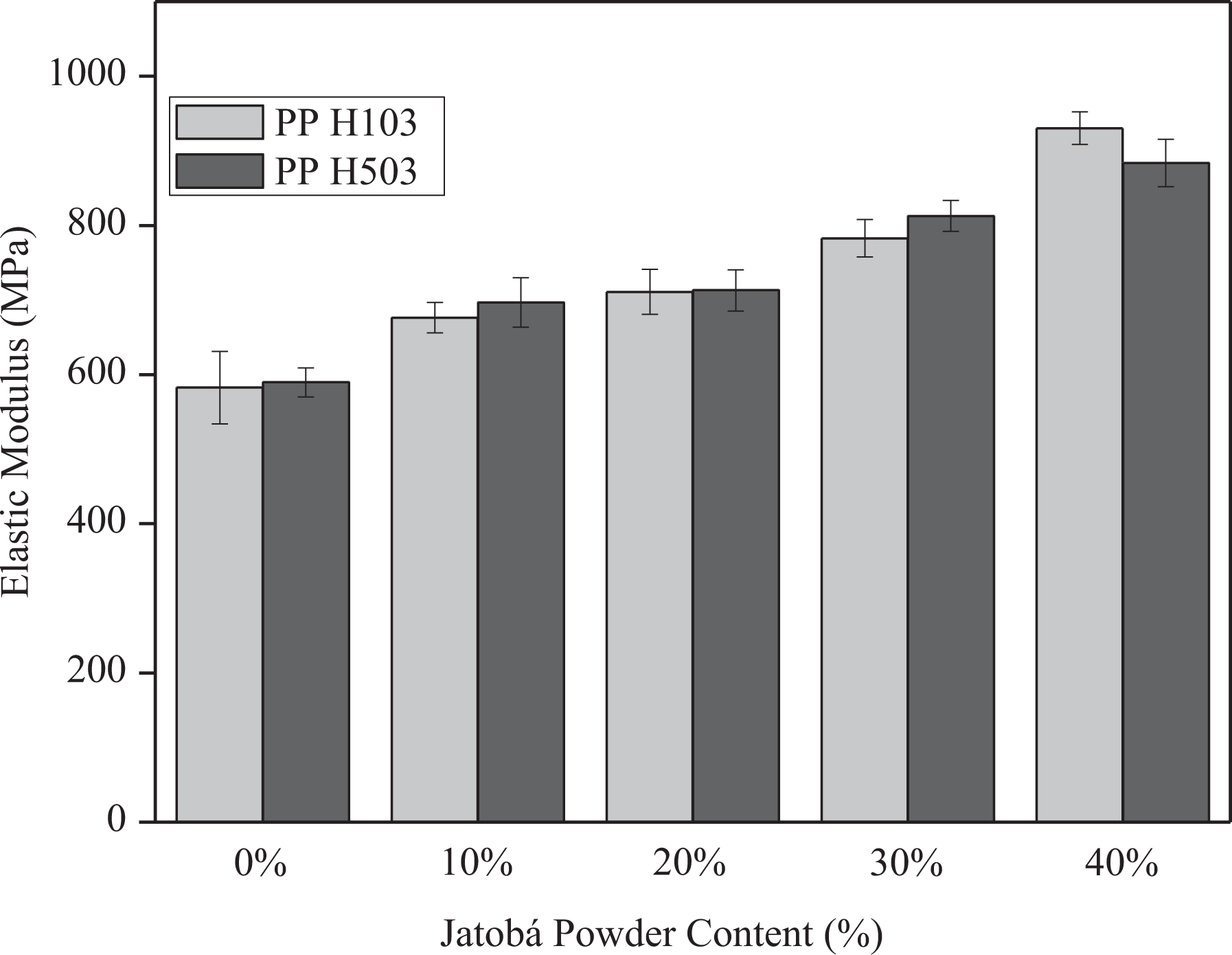
Elastic modulus of PP H103, PP H503, and composites with 10%, 20%, 30%, and 40% of Jatobá powder.
Gathered data for elastic modulus are interesting, increase of 59% related to PP H103 and 50% to PP H503, were reached for composites with 40% of Jatobá powder. Similar results have been observed in the literature for PP systems upon addition of several wood fillers.33–36
The results for tensile strength are shown in Figure 9, slight decreasing was observed upon wood powder addition, which reached 23% lower for PP H103 and 21% for PP H503 compared to composites with 40% Jatobá powder. According to Hristov et al. 37 , the tensile strength of PP/wood powder composites decreased upon increase of the filler content, mainly because of higher tension transferring complexity through the interface. This behavior is probably related to the weak interfacial adhesion between PP and filler; aggregate formation (see SEM images in Figures 15 and 16) may also contribute to decrease of mechanical performance, since they might act as concentration tension centers.
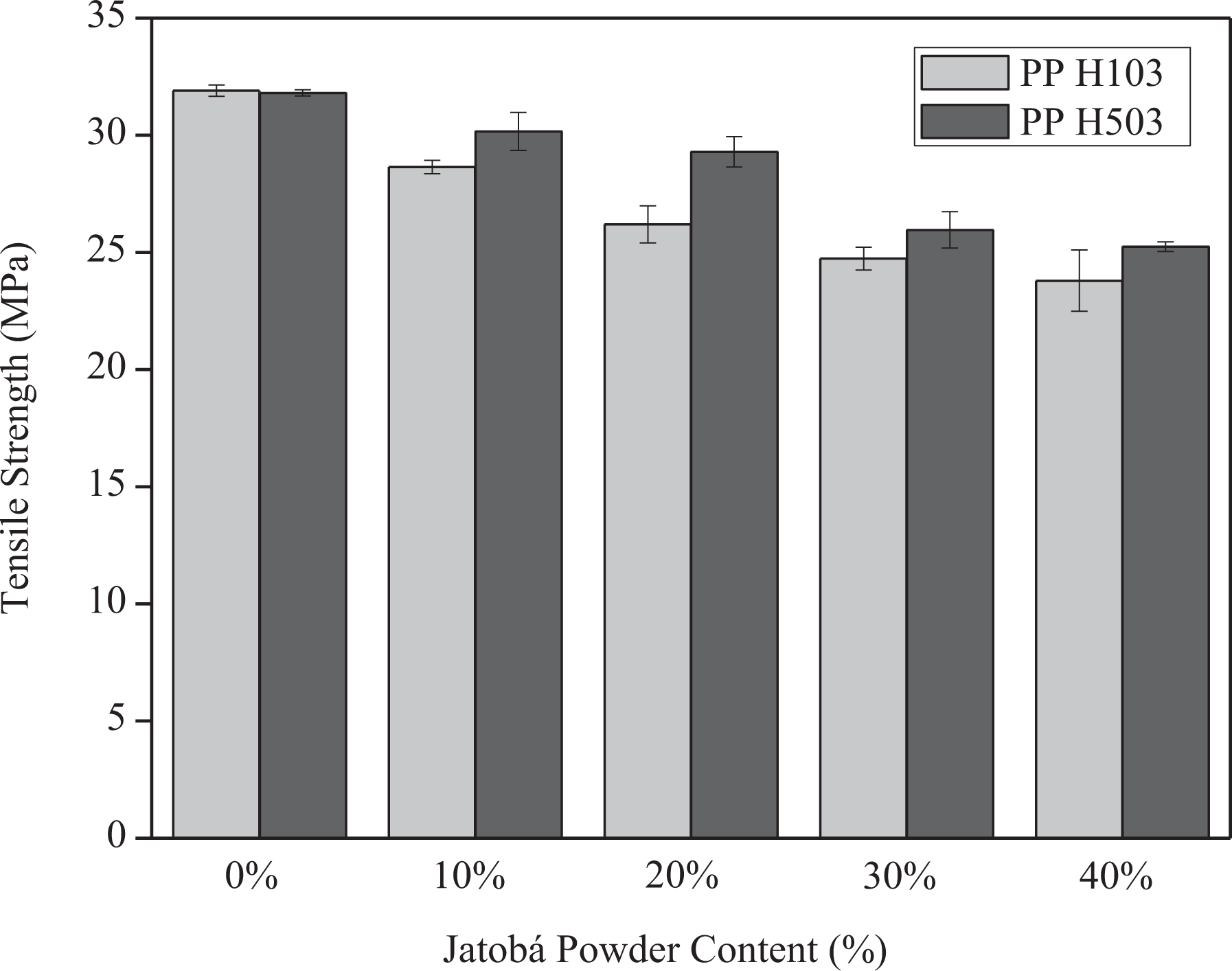
Tensile strength of PP H103, PP H503, and composites with 10%, 20%, 30%, and 40% of Jatobá powder.
In Figure 10, results of elongation at break for neat PPs and Jatobá powder composites are displayed, increasing the filler content provided lower elongation in the composites, which was even lower for PP H503 most due to its viscosity that tends to decrease the molecular mobility; additionally, powder filler represents physical impediments to the deformation mechanisms and, as above mentioned, aggregates act as stress concentrator sites making the crack propagation easier, translating in reduced toughness; presented data agree with research found in the literature.33–35 Salemane and Luyt 36 studied composites of PP and wood powder from pine and also observed a decrease in tensile strength and elongation at break.
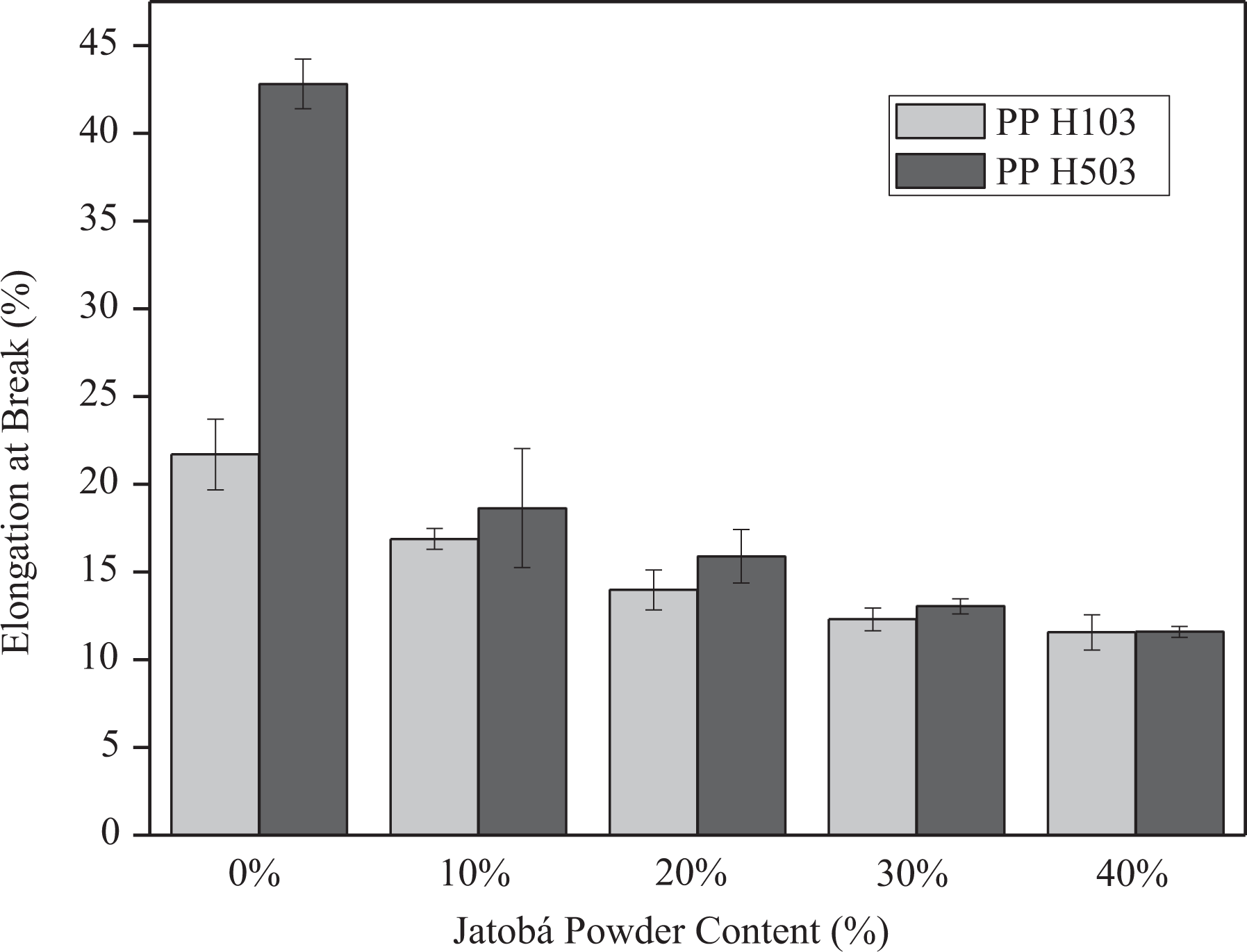
Elongation at break of PP H103, PP H503, and composites with 10%, 20%, 30%, and 40% of Jatobá powder.
Impact strength
Impact strength data of neat PPs and their composites with Jatobá powder are shown in Figure 11. Comparing two PPs, the PP H503 presented greater impact, as it has lower MFR (3.5 g/10 min), according to the data presented; the energy absorption mechanisms are more efficient in the matrix with lower MFR. 38
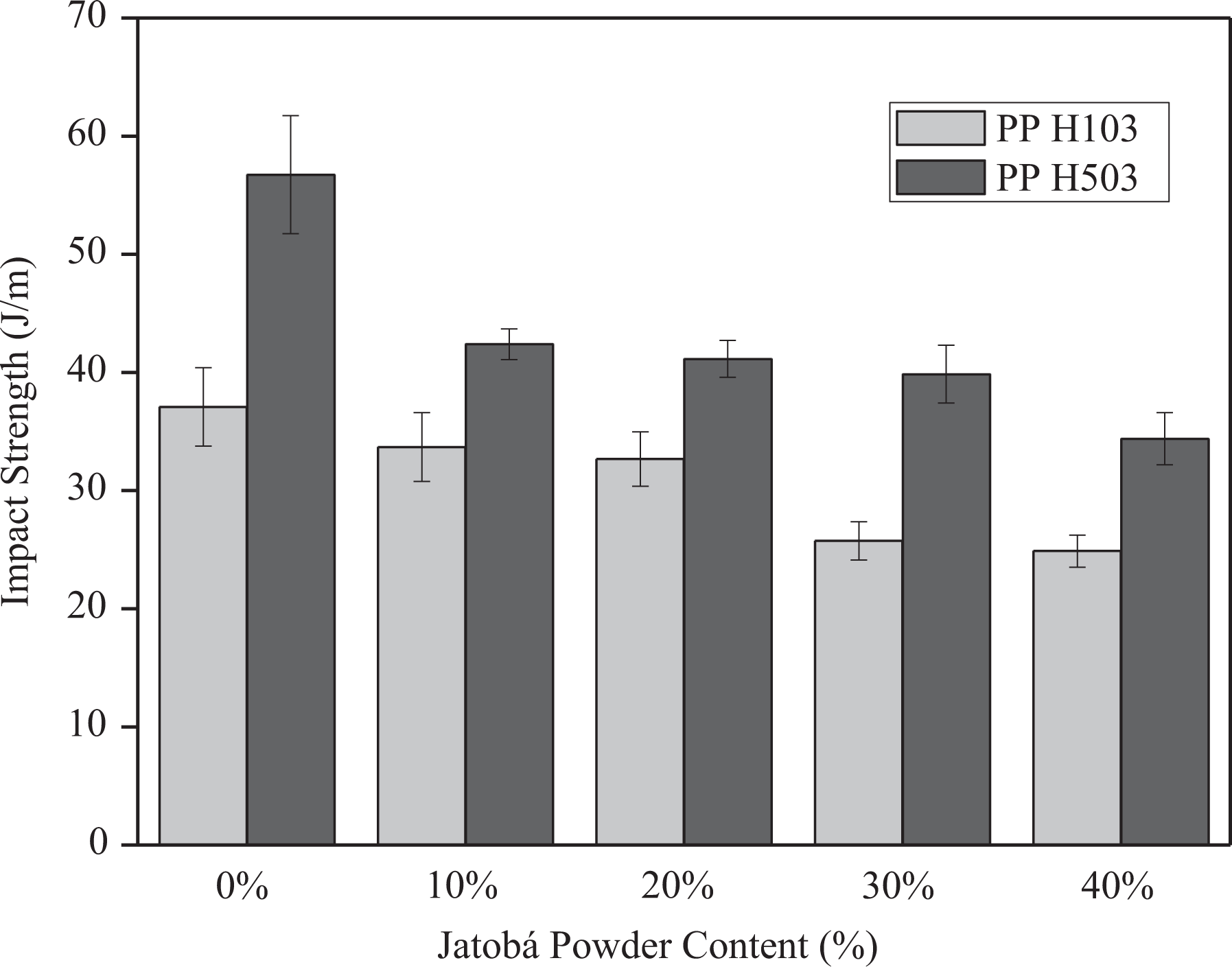
Impact strength of PP H103, PP H503, and composites with 10%, 20%, 30%, and 40% of Jatobá powder.
It is reported in the literature, upon rigid filling addition (as wood) to a polymer matrix, the impact strength falls down. Ndiaye et al. 39 observed for PP/wood powder systems, the impact strength decreased around 50% when filler content of 40% was added. In general, the reinforcement addition generates weak interfacial regions and stress concentrator centers, thus reducing impact strength. In addition, fillers and reinforcements tend to reduce the macromolecular mobility and therefore the absorption energy ability. 40
As shown further in SEM images (Figures 15 and 16), low interfacial adhesion and agglomerations of wood powder are verified, which are physical obstacles to the proper energy absorption. It is also observed greater filler dispersion difficulty under higher viscosity, which promotes larger agglomerates, weakening even more the matrix, as presented data of PP H503 compounds.
Heat deflection temperature
Polymers dimensional stability is a big concern for application at high temperatures. Thus, polymers’ HDT has been employed as technical requirement by product designers, necessarily, aiming to record the product flexural strain during heating.41,42
HDT as function to flexural elastic modulus of neat PPs and Jatobá powder composites is shown in Figure 12. The maximum HDT was 138°C for PP H103/40% Jatobá powder, and the minimum one was 89°C for neat PP H503; it is also worth mentioning all composites presented higher HDT than neat the PPs, as well as higher flexural elastic modulus once under filler addition composites become stiffer, and consequently, higher energy/temperature is required to deform the specimens. Related to PP MFR, PP H503 presented slightly higher HDT.
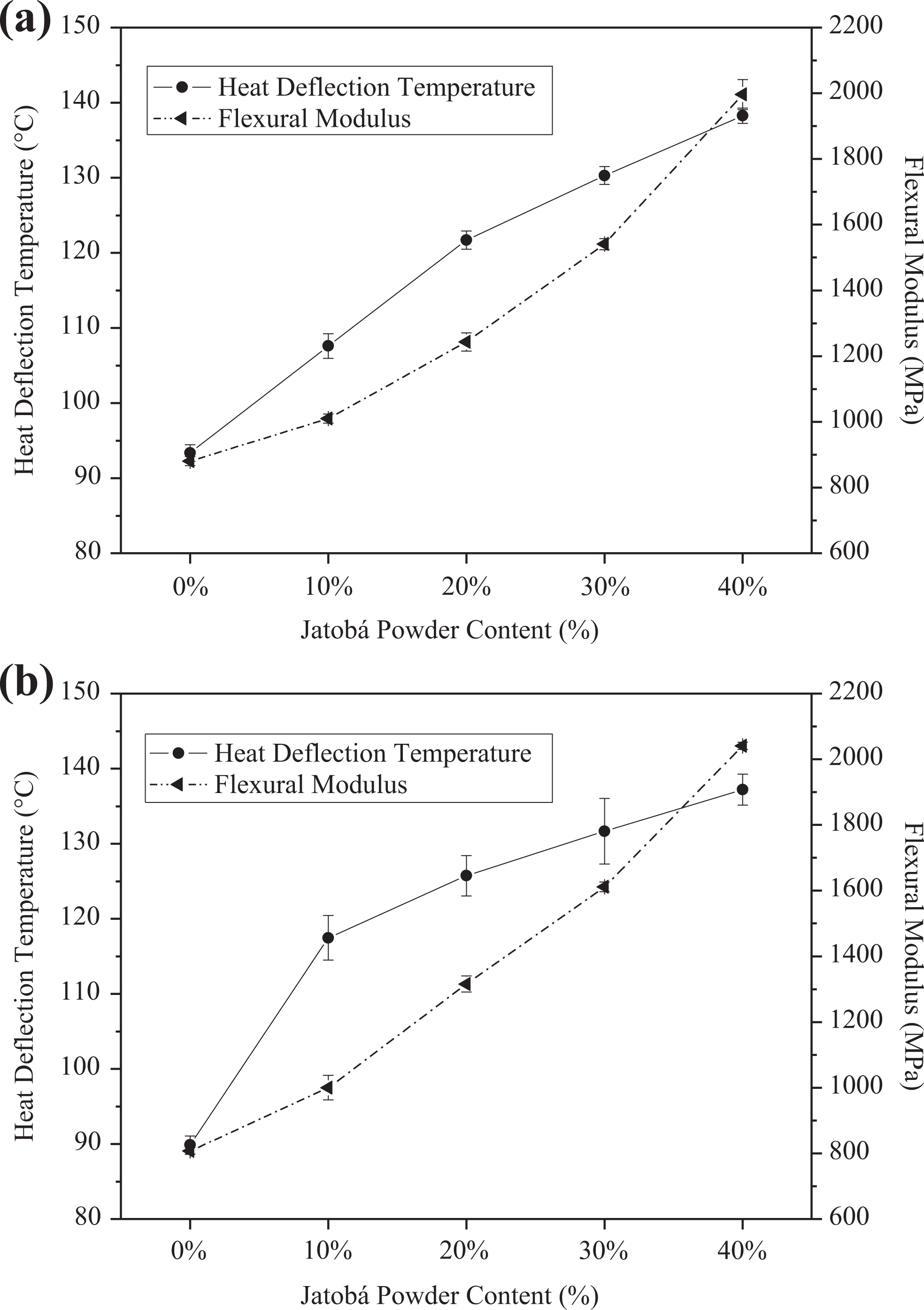
HDT and flexural elastic modulus of (a) PP H103, (b) PP H503, and composites with 10%, 20%, 30%, and 40% of Jatobá powder.
According to Dairi et al., 43 flexural elastic modulus increases with filler content, because the wood has greater stiffness than PP, and wood powder reduces the matrix mobility, resulting in composites stiffening, that is, increasing the HDT.
Based on the above results, it is suggested that Jatobá powder addition in contents up to 40% in PP matrix, regardless its viscosity, is economically feasible for industrial applications. The increase in HDT and flexural elastic modulus, being important parameters not only in material reuse which would be discarded, but also in increasing the dimensional stability at high temperatures.
Vicat softening temperature
VST is considered as the temperature at which the sample is penetrated to a depth of 1 mm by a tip flat needle with square or circular cross section of 1 mm2, which is an important measure used to characterize material’s thermomechanical strength. 44 It can be useful property for quantifying the filler effects in polymers, and like HDT, it is important in technical terms during shaping and projection of industrial applications. VST is directly proportional to the hardness, and Figure 13 shows its relation with shore D hardness of PPs and Jatobá powder composites.
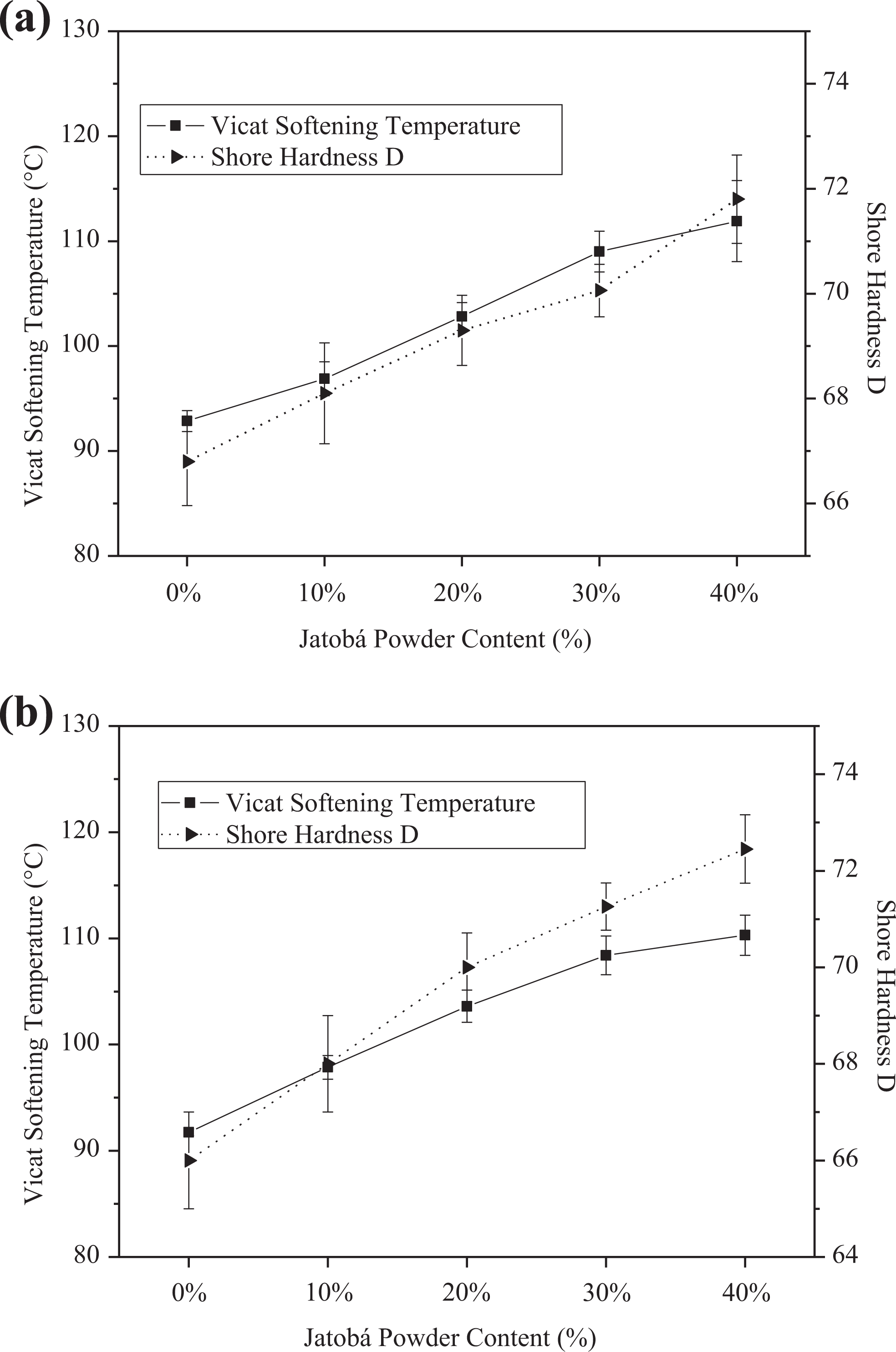
Vicat softening temperature and shore D hardness for (a) PP H103 and (b) PP H503, and composites with 10%, 20%, 30%, and 40% of Jatobá powder.
According to Figure 13, increasing powder content VST grows up, in general, filler addition heads to higher hardness composites, increasing VST as well as the thermomechanical stability. Related to PP used, both of them presented similar results; therefore, it is observed that the viscosity did not play significant influence on VST.
According to Bledzki et al. 45 , in polymer compounds, where filler/resin forms a solid solution, VST decreases; on the other hand, in those compounds in which the filler is dispersed as a second phase, VST increases as verified in this work through SEM images in Figures 15 and 16.
From the literature, it is reported that the addition of wood powder and/or fibers to thermoplastics like PP conduct to increased hardness and VST,46–48 in this work, when compared to the results for VST and shore D hardness with tensile and flexural elastic modulus and HDT, it is clearly observed the addition of Jatobá powder provided a very effective reinforcement in PP, which is being prosperous for scientific and industrial means.
Scanning electron microscopy
SEM images of neat PP H103 and PP H503 are shown in Figure 14, which verified distinct viscosities used made only subtle differences on the morphology of PPs, both of them presented ductile fracture visualized through whitening zones, as well as rough surfaces, typical of PP with high energy absorption mechanisms.
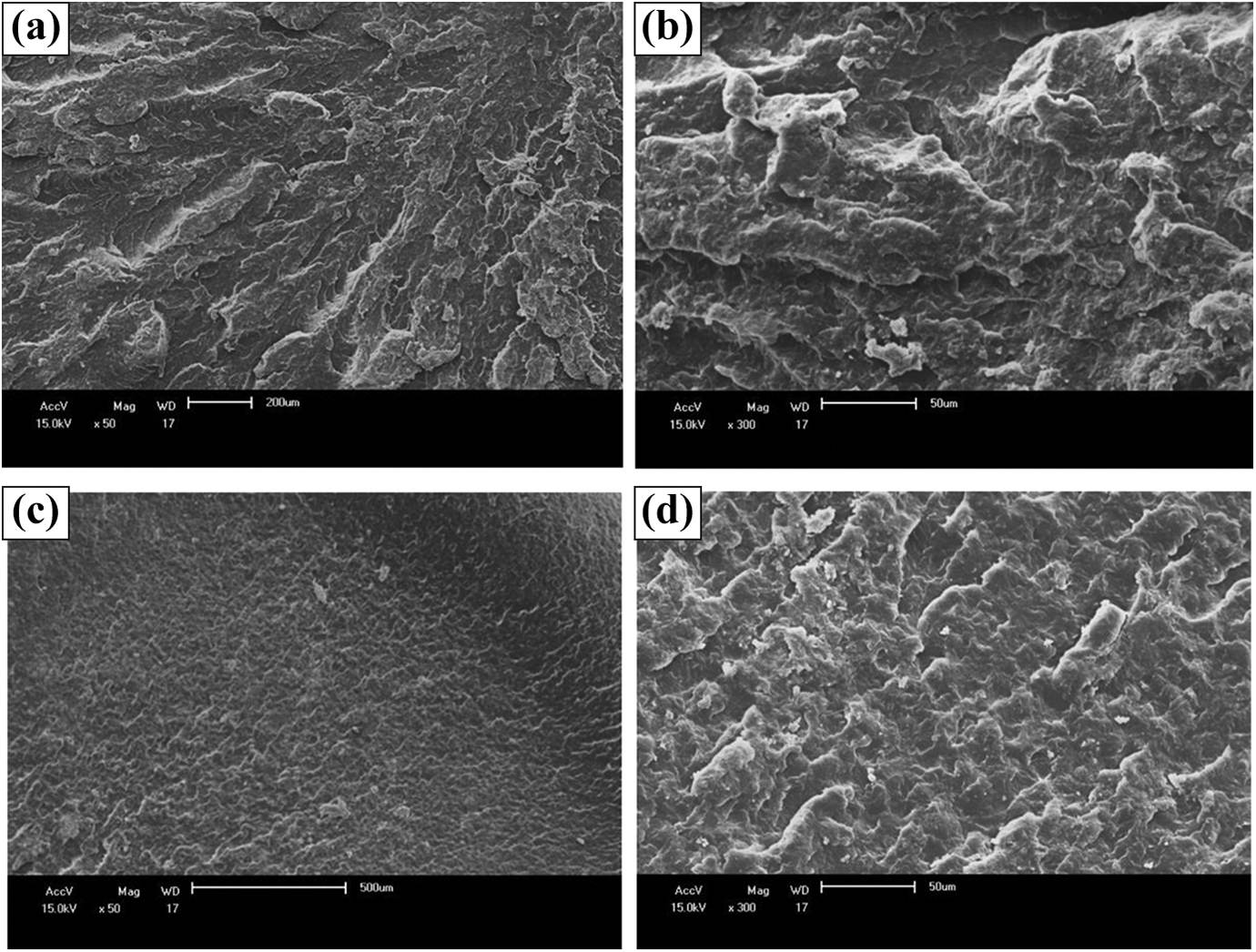
(a) and (b) SEM images of PP H103 with magnification of ×50 and ×300; and (c) and (d) PP H503 with magnification of ×50 and ×300, respectively.
SEM images of impact fracture surface for PP/Jatobá powder composites are displayed in Figures 15 and 16, all composites, regardless the filler content, presented agglomerates (black circles) of wood powder, indicative of poor dispersion, what probably resulted in decayed elongation at break, tensile and impact strengths, as presented above. The literature 49 reinforces proper load dispersion within PP polymer matrix, which is one of the essential conditions for obtaining better mechanical properties in composites.
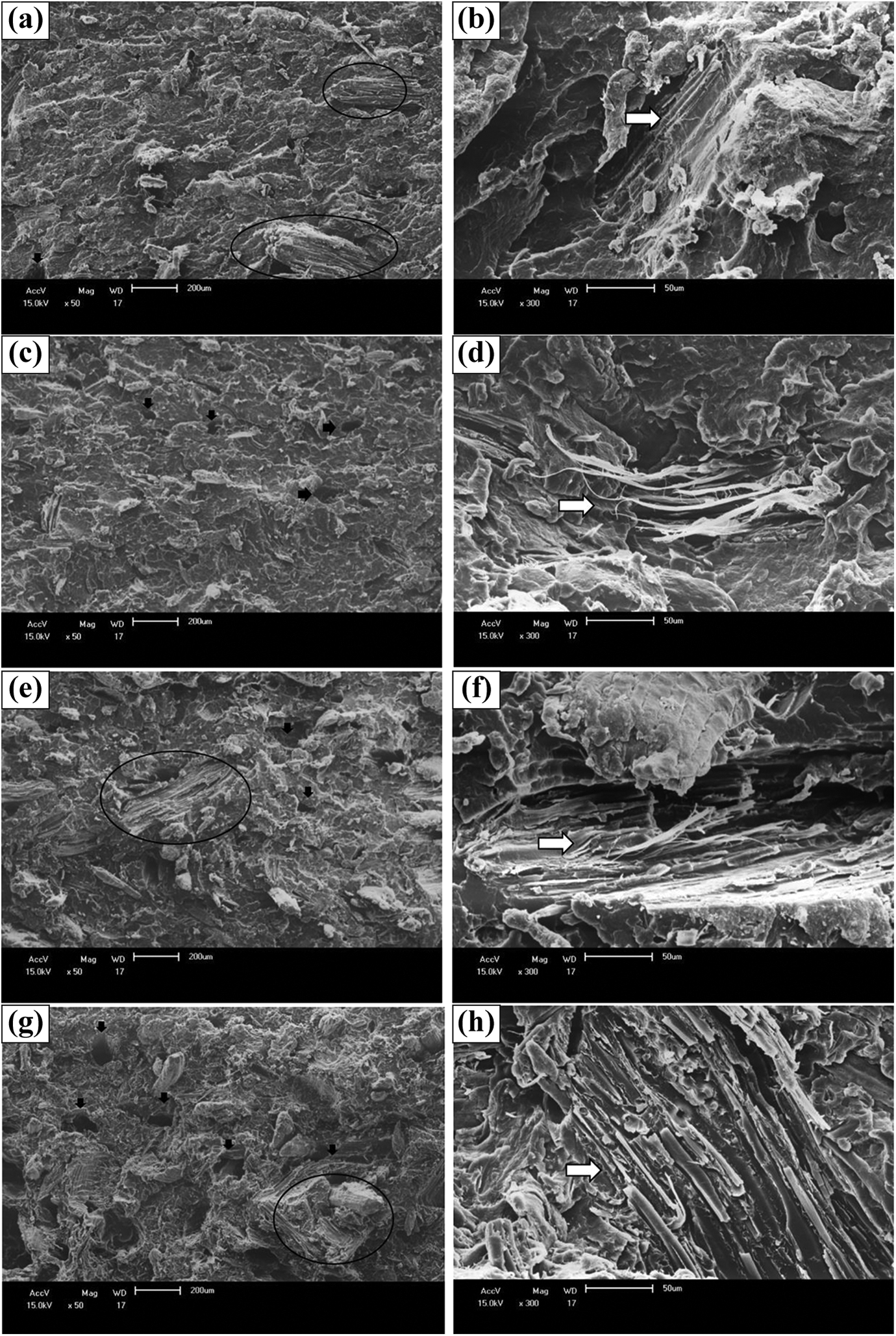
SEM images of PP H103 composites with 10%, 20%, 30%, and 40% Jatobá powder: (a, b) 10%; (c, d) 20%; (e, f) 30%; and (g, h) 40%, in all images magnifications of ×50 and ×300 were applied.
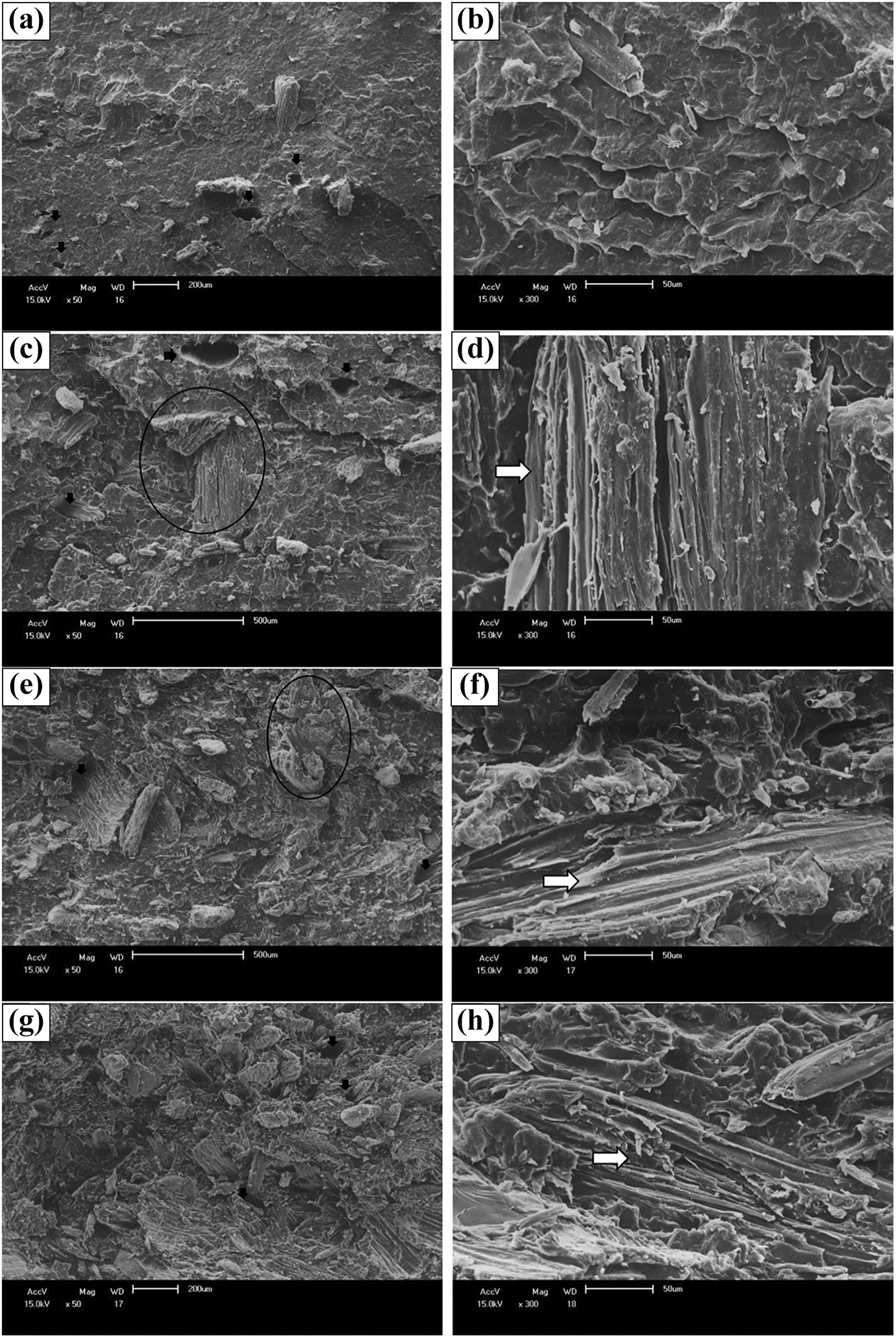
SEM images of PP H503 composites with 10%, 20%, 30%, and 40% Jatobá powder: (a, b) 10%; (c, d) 20%; (e, f) 30%; and (g, h) 40%, in all images magnifications of ×50 and ×300 were applied.
In Figures 15 and 16, it is also displayed hollows (black arrows), due to pulled out powder particles and fibers during the impact tests, suggesting low interfacial adhesion between PP matrices and Jatobá powder filler, which is probably due to the wood powder hydrophilic character and the hydrophobic one of PP matrix. Additionally, SEMs show powder particles/fibers that are randomly distributed and oriented in both directions, that is, longitudinally (Figures 15(d), 15(f), 16(f), and 16(h)) and transversally (Figures 15(b), 15(h), and 16(d)), as indicated by the white arrows.
These findings become important as the filler was not toward crack propagation oriented; therefore, only subtle losses took place during impact tests, as shown in Figure 11. In fact, the literature 5 has suggested that natural filler oriented toward fracture not greatly contributes to higher reinforcement mechanism, being translated in impact strength deterioration.
From composites of SEM images, it was observed that even with low interaction between the PPs and the load, increases were observed in the elastic and flexural modulus, shore D hardness, HDT, and VST of the composites, in relation to neat PPs.
Apparently, neat PP viscosity effects on composites morphology were quite low. In both cases, delamination processes at wood interface and pullout mechanisms were observed. However, although superficially, when the PP lowest viscosity was used, a slight trend for greater load wetting by PP matrix was verified. This hypothesis was reinforced by lower losses in impact strength and elongation at breakage when PP H103 was used. It is reasonable suggesting, using less viscous PP favored, a slight increase in the wood filler wetting, as consequence, less severe losses in mechanical properties were obtained.
Conclusions
PP/Jatobá powder composites were melt extruded, and their thermal, mechanical, thermomechanical, and morphological characteristics were evaluated. It was verified that Jatobá powder reusing for production of PP composites is economically viable since the addition of 40% of powder resulted in good mechanical and thermomechanical properties, related to neat PP. A wider application can be achieved using these composites, since automotive, naval, general to building industries, can earn benefits, for instance. The results presented in this work clearly show that the addition of 40% Jatobá powder to PP is economically feasible, rendering higher performance products as well as minimizing environmental damages.
Footnotes
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publicationof this article: The authors acknowledge the financial support given by Coordination of Superior Level Staff Improvement (CAPES) and National Council for Scientific and Technological (CNPq).