
Abstract
Melt shear flow behavior and melt shear viscosity are important characterization of processing properties for polymeric materials. The effects of microencapsulated red phosphorus (MRP) content and experimental conditions on the melt shear flow behavior of the polypropylene (PP) composites were investigated using a torque rheometer. It was found that the melt shear viscosity, the torque, and energy consumption at balance state of the composites increased nonlinearly with increasing MRP weight fraction while decreased slightly with increasing temperature, the maximum torque increased with increasing the roller speed, and the dependence of the melt shear viscosity and the energy consumption at balance state on temperature roughly obeyed the Arrhenius equation. These findings would provide useful data for processing these flame-retardant PP composites.
Introduction
Melt shear flow is one of the common flow patterns in polymer processing such as the flow in extruder, mixer, and two-roll mill. The melt shear flow behavior and its mechanisms affect directly the technology and machinery design of polymer processing. Therefore, deeply studying the melt shear flow properties and their affecting factors is helpful to reveal the rheological behavior mechanisms and to provide useful guidelines of the processing technology of polymer materials. 1 –3 Since 1995, Liang and his coworkers 4 –7 have investigated the effects of operation conditions on the melt flow behavior and its mechanisms of polymer, polymer blends, and polymer composites using capillary rheometer and observed some interesting findings. Melt shear flow properties and melt shear viscosity can be measured by means of a torque rheometry. Therefore, torque rheometry is usually used in polymer processing for characterizing the processing properties of polymeric materials. 8 –10 In 2009, Freire et al. 11 studied the processability of poly(vinylidene fluoride)/poly(methyl methacrylate) blends using a torque rheometry and found that the increase in the poly(methyl methacrylate) content improved the processability of the blends, in spite of an increase in the activation energy of flow.
Polypropylene (PP) is a general resin and is extensively used in industries due to its good insulation properties, small dielectric constant, good stress crack resistance, and chemical resistance. 12 However, the applications of PP have been somewhat limited because of its some weaknesses including poor flammability resistance and impact fracture toughness. In order to widen the applications of PP, flame retardants are usually added into this resin for enhancing its flame-retarding ability. Recently, the flame-retardant modification for PP has been received increasing attention. 13,14 Aluminum hydroxide (Al(OH)3) and magnesium hydroxide (Mg(OH)2), a kind of halogen-free flame retardants, have been widely used in various polymers such as PP because of its triple functions: filler, flame retardant, and smoke suppressant. 15 –19 In addition, modified graphene oxide, 20 phosphorus flame retardant, 21 and intumescent flame retardant 22 have been extensively applied in PP resin. Microencapsulated red phosphorus (MRP) is an effective flame retardant for polymer materials. Also, MRP is a kind of synergist for flame retardant and can be used with other flame retardants such as Al(OH)3 and Mg(OH)2 in producing flame-retardant–filled polymer composites. 23 Recently, Liang et al. 14 tested mechanical and flame-retardant properties of PP/MRP/Mg(OH)2/Al(OH)3 composites and found that the synergistic effects of the MRP on the flame-retardant properties of the composites were significant.
The introduction of MRP into resins will affect the flow behavior and processing properties of the composite melts. Liang et al. 24 investigated the effects of extrusion conditions on the melt flow properties during die flow of PP/MRP composites; the results showed that the melt volume flow rate of the composites increased nonlinearly with increasing temperature and load. However, there have been relatively few studies on the shear flow properties for the PP/MRP composite melts, especially on the shear flow behavior in torque rheometer. The objectives of this study are to investigate the effects of the MRP content and operation conditions (e.g. temperature and torque) on the melt flow behavior of the PP/MRP composites during shear flow using a torque rheometer to characterize the processing properties and to provide useful data for processing.
Experimental
Raw materials
The PP with a trademark of CJS-700G was used as a matrix resin in the present work. This resin was supplied by the Guangzhou Petrochemical Works in Guangdong Province (Guangzhou, China), and its density in a solid form and melt flow rate were 910 kg/m3 and 10 g/10 min (190°C, 2.16 kg), respectively.
The MRP with an FRP-950-9 trademark, produced by the Guangzhou Yinsu Flame-Retardant Materials Co. Ltd (Guangzhou, China), was used as the filler. The mean diameter was about 10 μm; the density and melting temperature of the MRP were 1200 kg/m3 and 140°C, respectively.
Preparation
To improve the uniformity of the dispersion of the MRP in the PP matrix, the PP resin and the MRP were blended in a twin-screw corotation extruder supplied by the Nanjing Chengmeng Machinery Co., Ltd (model SHJ-26; Nanjing, China) within the temperature range from 165°C to 180°C and at a screw speed of 200 r/min. The diameter and length to diameter ratio of the screw were 24.5 mm and 40, respectively. The extrudates of the PP/MRP composites were granulated after water cooling. The weight fraction of MRP (φMRP) was 2, 4, 6, 8, and 10 wt%. The granulates of the prepared PP/MRP composites were dried for 5 h at 80°C before the rheological tests.
Apparatus and methodology
The shear flow tests were performed by means of a torque rheometer supplied by the Hapu Electrical Technology Ltd (model RM-200A; Harbin, China) at temperatures ranging from 180°C to 220°C, and roller speeds were 35 and 50 r/min, respectively. The roller radius (Ri) and the length (L) were 47.2 and 39 mm, respectively. The apparent shear viscosity of polymer composite melts in these tests is given by

where Mb is the torque at balance state in Newton meter, Rr is the roller radius in meters, and V is the roller speed in revolutions per minute. There have been some quantitative descriptions of the shear viscosity of polymeric materials for torque rheometry, 25,26 while equation (1) is relatively simple and convenient to use.
Results and discussion
Curves of torque versus time
Curves of torque versus time present the variation of the energy consumption during shear flow of polymer melts under operation conditions including temperature and roller speed. The variation of the energy consumption in shear flow is related closely to the viscous and elastic properties of polymer melts; thus, the torque versus time curves can characterize the viscous and elastic properties of the melts. Figure 1 illustrates the curves of the torque versus time of the composite melts under test conditions with a temperature of 180°C and a roller speed of 50 r/min. It can be observed that the values of the torque increase quickly at the beginning stage and then decrease rapidly; when the time is more than 100 s, the values of the torque decrease slightly. In addition, the maximum torque increases and its position move to the left of the abscissa axis with increasing the MRP weight fraction. This is because the flow resistance increases with increasing the filler concentration, and the viscosity of the composite melts increases correspondingly, leading to the position of the maximum torque moving to the left of the abscissa axis with increasing the MRP weight fraction.
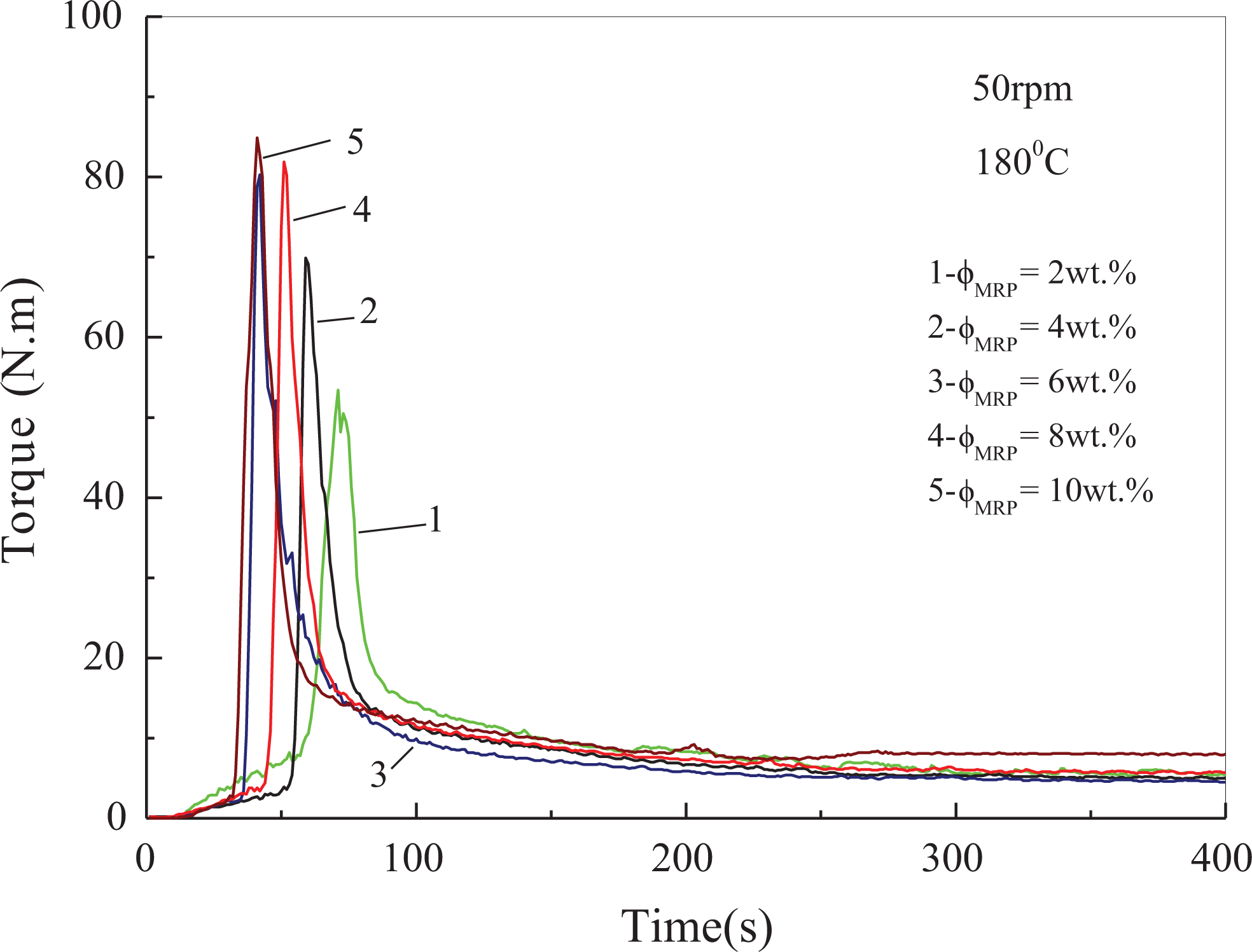
Curves of torque versus time of the composite melts (180°C, 50 r/min).
Figure 2 shows the curves of the torque versus time of the composite melt with the MRP weight fraction of 6 wt% under different test temperatures and a roller speed of 50 r/min. Similarly, the values of the torque increase quickly at the beginning stage and then decrease rapidly. The maximum torque of the composite melt decreases with a rise in test temperature. Moreover, the positions of the maximum torque are roughly same when the test temperature is higher than 180°C. This means that the influence of the test temperature on the positions of the maximum torque is insignificant under higher temperature condition. The reason should be that the mobility of the PP composite macromolecular chains tends to stability under higher temperature condition, and thus the effect of temperature on the torque is insignificant in this case.
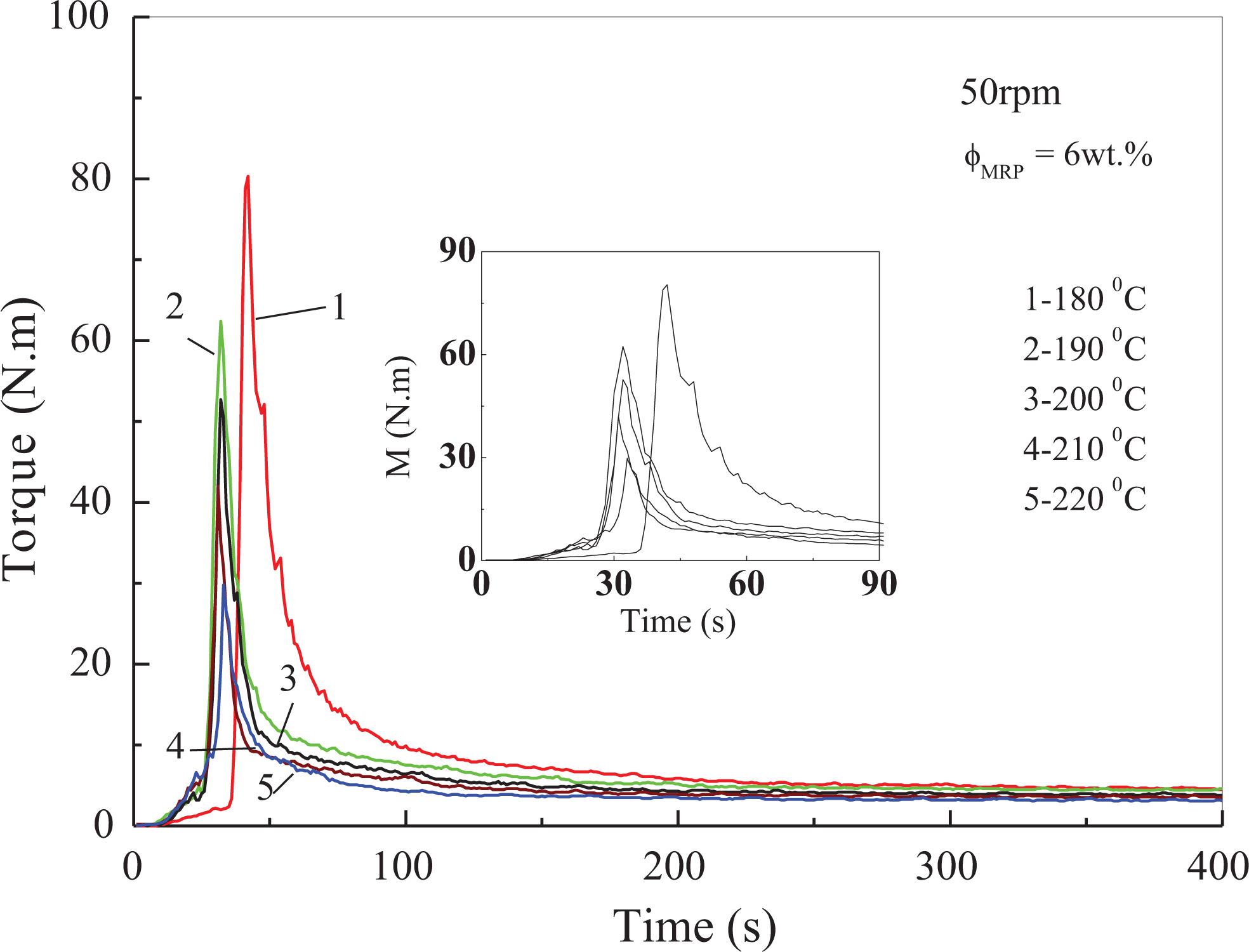
Curves of torque versus time of the composite melt under different temperatures (6 wt%, 50 r/min).
Figure 3 presents the curves of the torque versus time of the composite melt with the MRP weight fraction of 10 wt% under different roller speeds and at the test temperature of 190°C. It can be found that the maximum torque of the composite melt at a roller speed of 50 r/min is obviously higher than that of at a roller speed of 35 r/min. This is because when the molten polymer flows through the gap between the two rollers and the clearance between the roller and the chamber, the molecular chains would deviate from equilibrium conformations and orient along the flow direction due to the applied shear and extension from the shear flow field. In general, the shear flow field is enhanced with increasing the roller speed. Consequently, the torque increases correspondingly in this case.
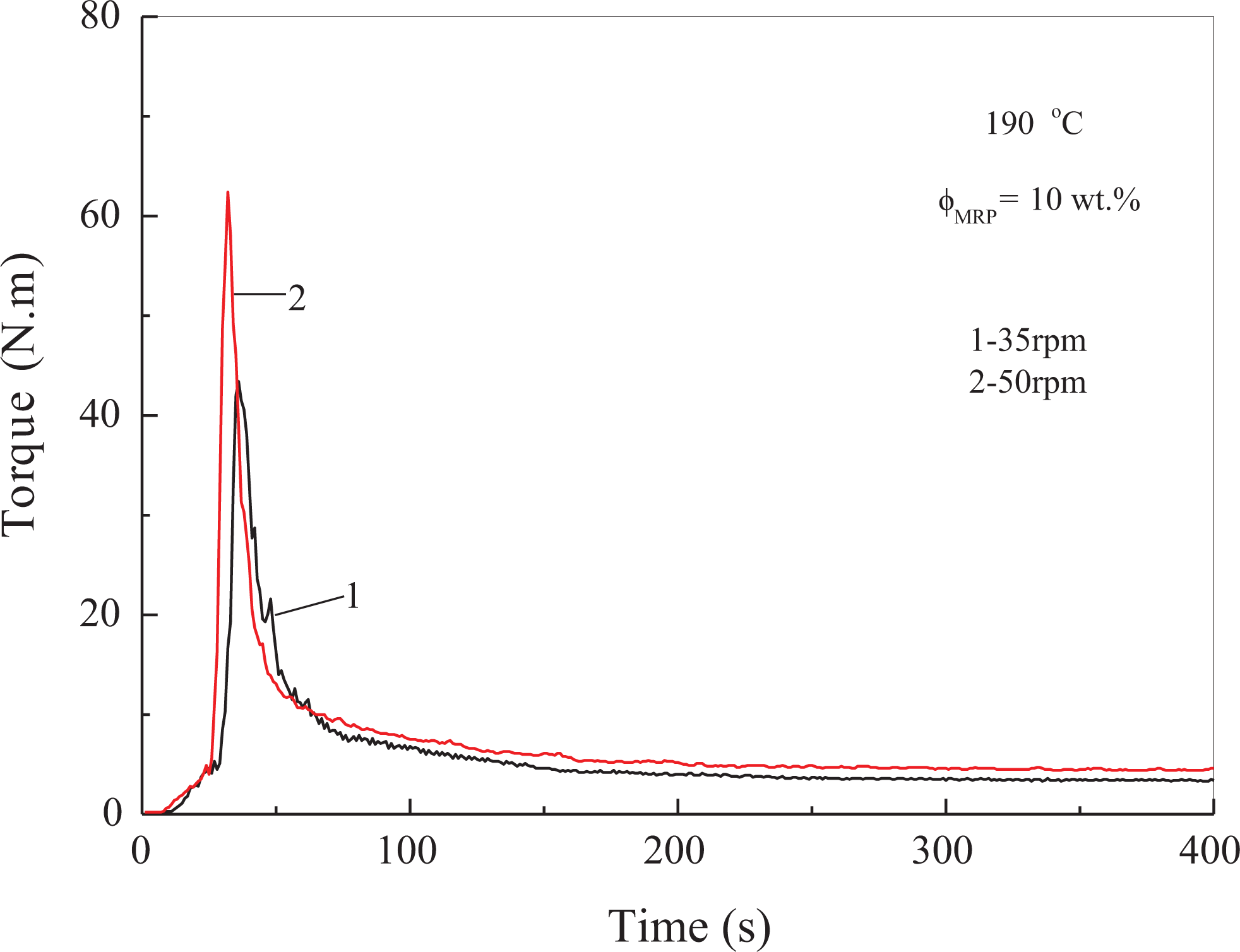
Curves of torque versus time of the composite melt under different roller speeds (6 wt%, 190°C).
Influence of filler content and operation conditions on torque
Torque at balance state (Mb) is an important parameter for characterizing the viscoelasticity of polymer melts during shear flow in the torque rheometer, and the melt shear viscosity is proportional to the torque at balance state (see equation (1)). Figure 4 presents the relationship between the torque at balance state and the MRP weight fraction of the PP/MRP composites under test conditions with a temperature of 180°C and a roller speed of 50 r/min. It can be seen that the values of Mb increase with increasing the MRP weight fraction, especially when the MRP weight fraction is more than 4 wt%. This indicates that the influence of the filler content on the torque at balance state is relatively significant at higher filler concentration. The reason should be that the mobility of the molecular chains of the composite melts is weakened with increasing the filler concentration under given conditions; and the melt shear viscosity increases correspondingly, leading to increase of the torque in this case.
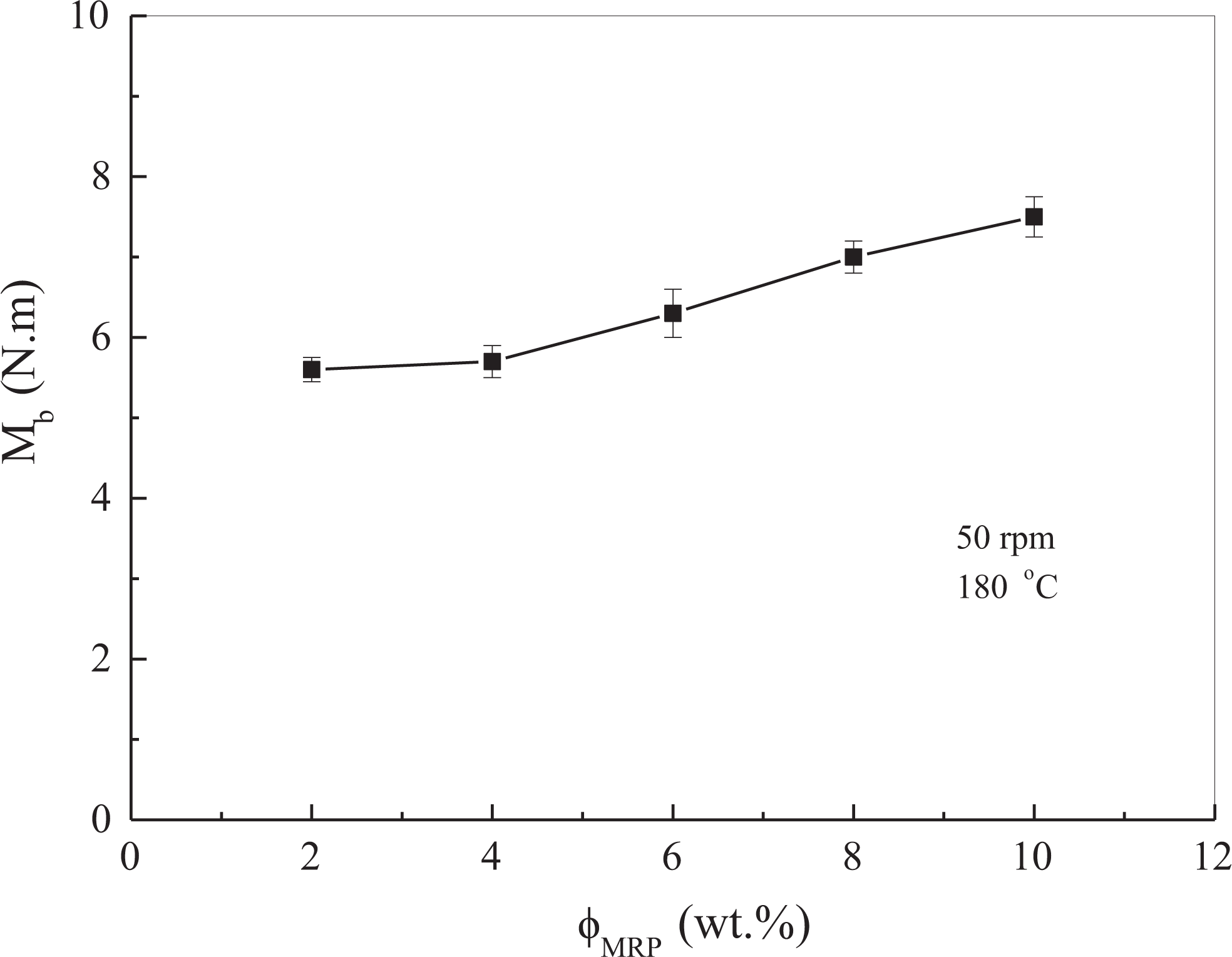
Relationship between torque at balance state and MRP weight fraction (180°C, 50 r/min). MRP: microencapsulated red phosphorus.
Figure 5 presents the dependence of the torque at balance state on the test temperatures (T) of the PP/MRP composite with the MRP weight fraction of 6 wt% at a roller speed of 50 r/min. It can be observed that the values of Mb decrease roughly linearly with a rise in temperature, that is
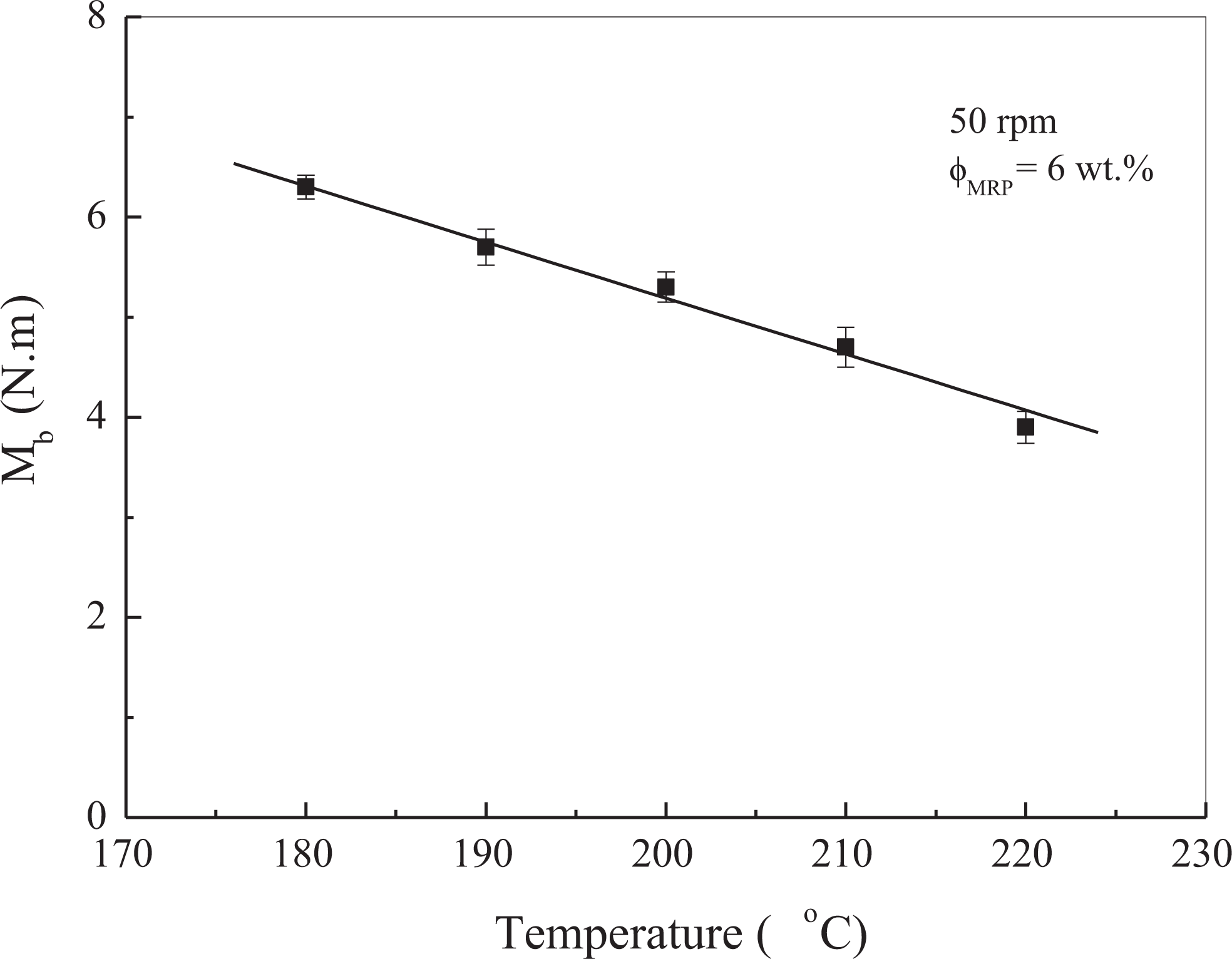
Dependence of torque at balance state on temperature (6 wt%, 50 r/min).

where α and β are the parameters related to the torque of polymer melts during shear flow, and they characterize the viscosity and elasticity properties of polymer melts in shear flow. The values of α and β can be determined by means of the linear regression analysis method. Table 1 lists the values of α and β of the composite with the MRP weight fraction of 6 wt% under experimental conditions. It can be seen that the absolute value of the correlation coefficient (Rm) is more than 0.99.
The values of α and β (φMRP = 6 wt%, roller speed = 50 r/min).

Effects of temperature and filler content on shear time at balance state
In general, polymer melt shear stress is determined based on the torque at the time when torque is in balance state, and the time is defined as the shear time at balance state (tb). Thus, tb is also an important parameter for characterizing the viscoelasticity of polymer melts during flow in the torque rheometer. Figure 6 illustrates the relationship between the shear time at balance state and the MRP weight fraction of the PP/MRP composites under test conditions at a temperature of 180°C and a roller speed of 50 r/min. It can be observed that the values of the shear time at balance state increase roughly linearly with increasing the MRP weight fraction

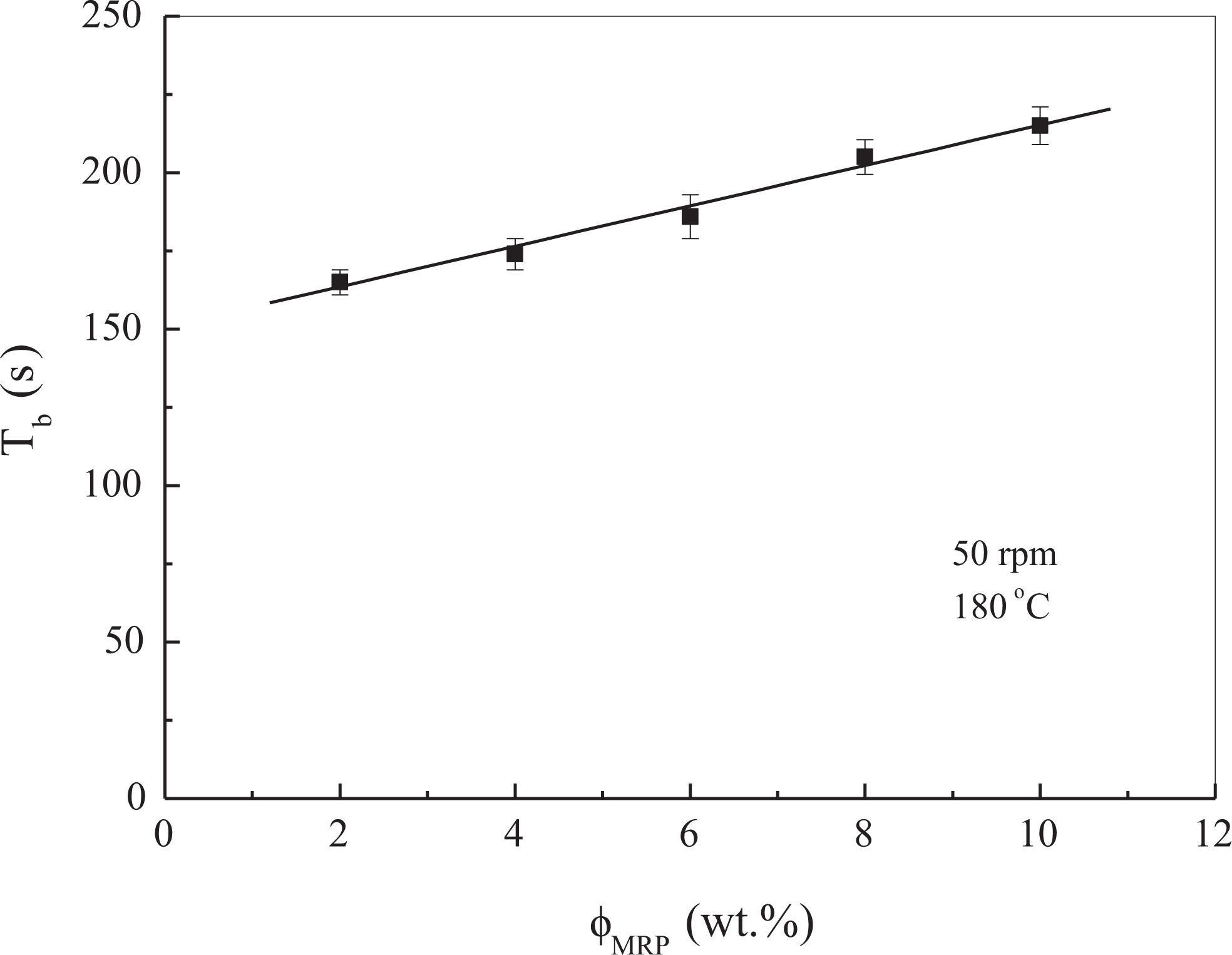
Correlation between time at balance state and MRP weight fraction (180°C, 50 r/min). MRP: microencapsulated red phosphorus.
As stated above, the melt shear viscosity of polymers is determined based on the shear stress at the time when the torque is in balance state; thus, parameters A0 and A1 are related to the viscosity of polymer melts. Among them, parameter A1 characterizes the sensitivity of shear time at balance state of the composites to the filler content. The values of A0 and A1 can also be determined by means of a linear regression analysis method. Table 2 lists the values of A0 and A1 of the composite under experimental conditions. It can be seen that the value of A1 is more than 6.4, and the value of the absolute value of the correlation coefficient (Rt) is more than 0.99. It means that the sensitivity of the shear time at balance state of the PP composites to the MRP weight fraction is strong (see Figure 6).
The values of A0 and A1 (180°C, roller speed = 50 r/min).

Figure 7 shows the dependence of the shear time at balance state on the test temperature (T) of the PP/MRP composite with the filler weight fraction of 6 wt% at a roller speed of 50 r/min. It can be found that the values of the shear time at balance state of the composite decrease roughly linearly with a rise in test temperature, and the relationship between them can be presented as follows:

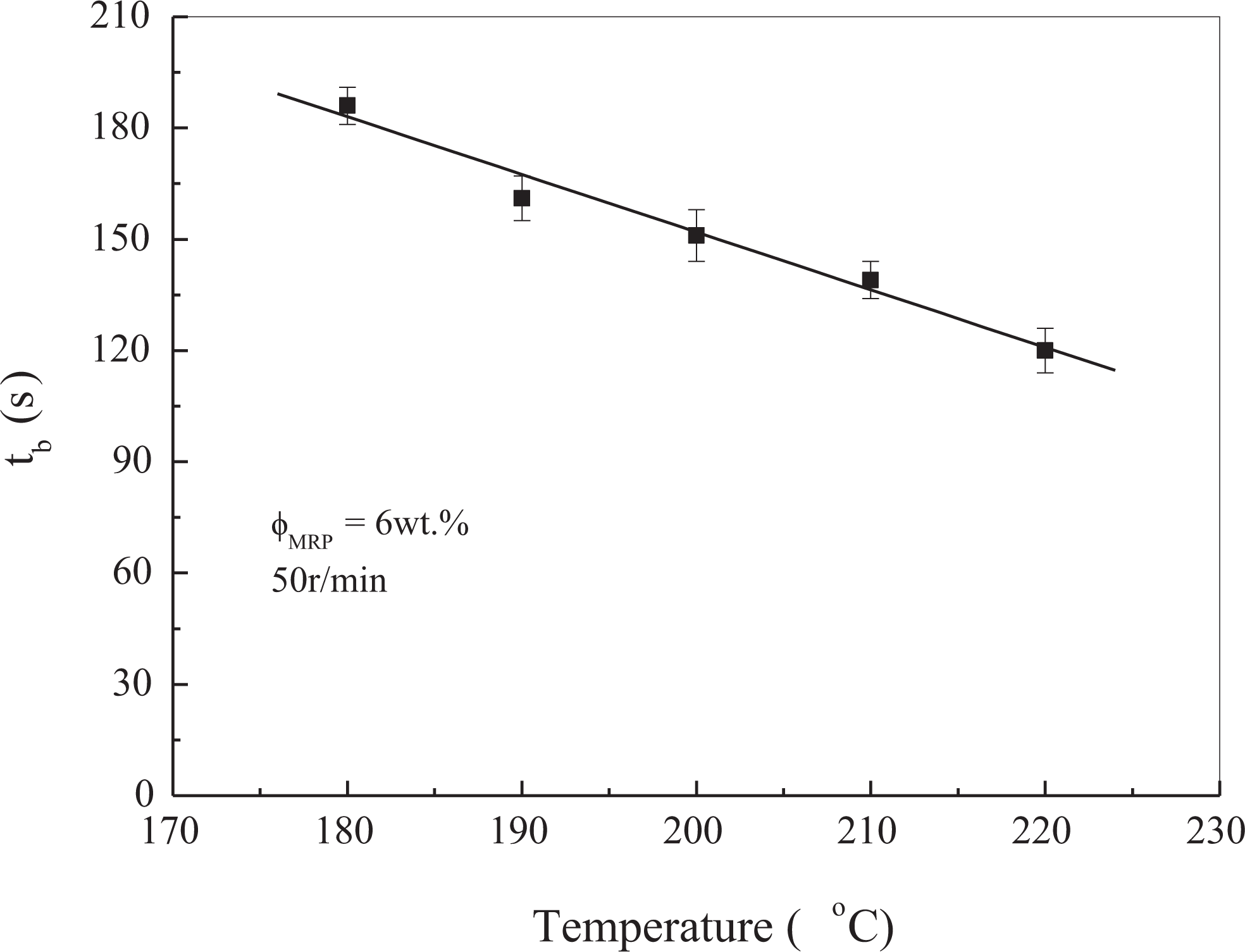
Dependence of time at balance state on temperature (6 wt%, 50 r/min).
Similarly, parameters B0 and B1 are also related to the viscosity of polymer melts. Among them, parameter B1 characterizes the sensitivity of shear time at balance state of composites to test temperature. The values of B0 and B1can also be determined by means of a linear regression analysis method. Table 3 lists the values of B0 and B1 of the composite under experimental conditions. It can be seen that the absolute value of B1 and the correlation coefficient (Rt) are, respectively, more than 1.55 and 0.98. It means that the sensitivity of the shear time at balance state of the PP composites to temperature is strong (see Figure 7).
The values of B0 and B1 (

Effects of temperature and filler content on energy consumption at balance state
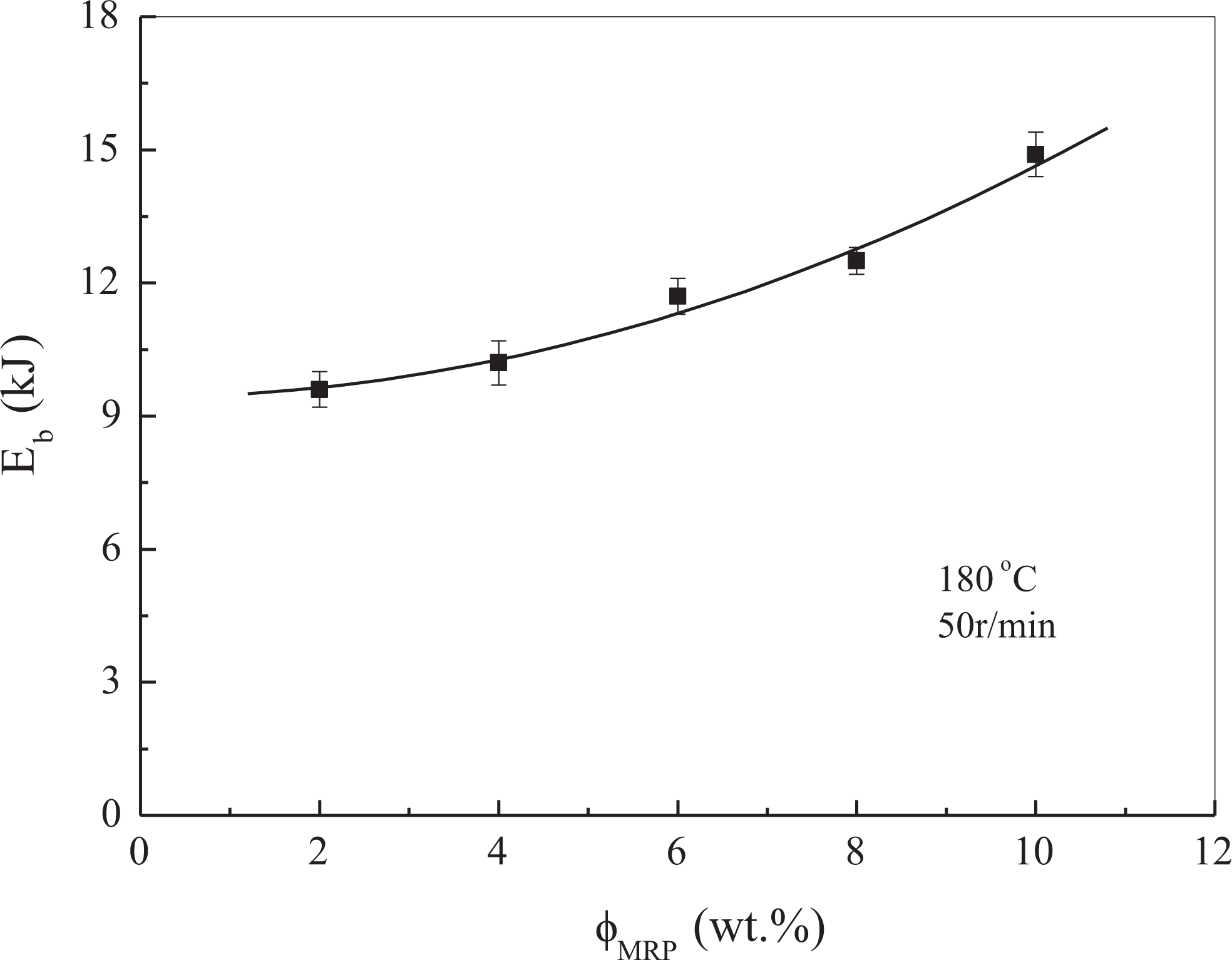
A large energy is consumed during shear flow of polymer melts due to the viscoelastic properties. Energy consumption at balance state (Eb) is an important parameter for characterizing the viscoelasticity during shear flow of polymer melts. Figure 8 presents the correlation between the energy consumption at balance state and the MRP weight fractions of the PP/MRP composites under experimental conditions with a temperature of 180°C and a roller speed of 50 r/min. It can be found that the values of the energy consumption at balance state increase nonlinearly with increasing the MRP weight fraction. It is known through further analyzing that the correlation between them obeys a quadratic equation, that is

Relationship between energy consumption and MRP weight fraction (180°C, 50 r/min). MRP: microencapsulated red phosphorus.
where C0, C1, and C2 are the parameters related to the viscosity of polymer melts. The values of C0, C1, and C2 can also be determined using a regression analysis method. Table 4 lists the values of C0, C1, and C2 of the composite under experimental conditions. It can be seen that the absolute value of the correlation coefficient (
The values of C0, C1, and C2 (180°C, roller speed = 50 r/min).

Figure 9 illustrates the dependence of the energy consumption at balance state on test temperatures of the PP/MRP composite with MRP weight fraction of 6 wt% at a roller speed of 50 r/min. It can be seen that the values of

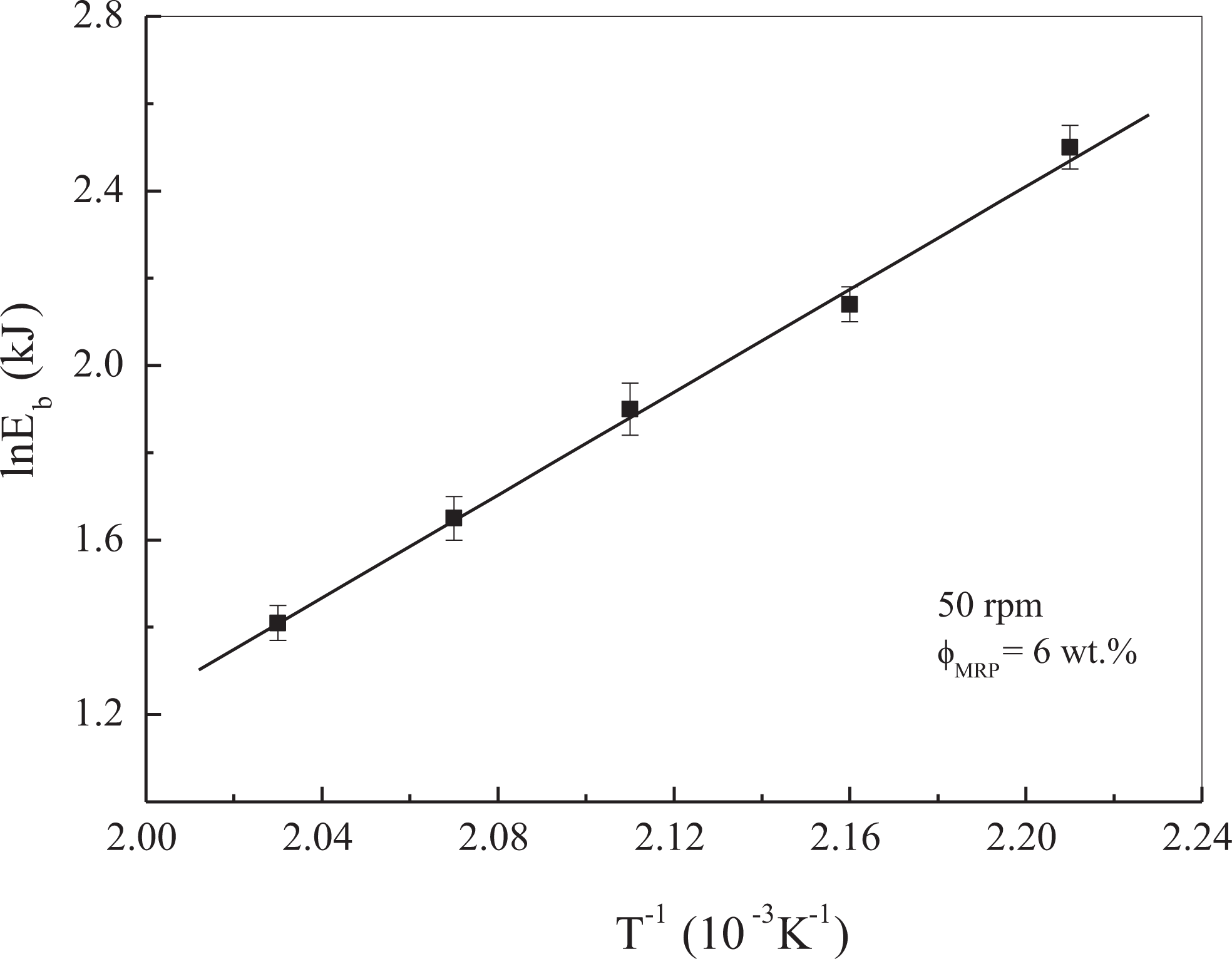
Dependence of energy consumption on temperature (6 wt%, 50 r/min).
where R is the universal gas constant. The energy consumption at balance state increases with increasing the melt viscosity under given shear flow conditions. Therefore, parameters Ke and Ee are related to the viscosity of polymer melts. The values of Ke and
The values of Ke and

In general, shear rate increases with an increase of flow rate, the resident time of polymer melt in a channel is shortened during shear flow, and the energy consumption would be increased, leading to increase in the energy consumption at balance state.
Effects of temperature and filler content on apparent shear viscosity
Apparent shear viscosity is an important parameter for characterizing the viscosity of polymer melts during shear flow. Figure 10 demonstrates the correlation between the apparent shear viscosity and the MRP weight fractions of the PP/MRP composites under experimental conditions with a temperature of 180°C and a roller speed of 50 r/min. It can be observed that the values of the apparent shear viscosity of the composite melts increase nonlinearly with increasing the MRP weight fraction. So far, there have been a number of the quantitative descriptions of the apparent shear viscosity of polymer composites. Einstein 27 proposed a simple expression as follows:

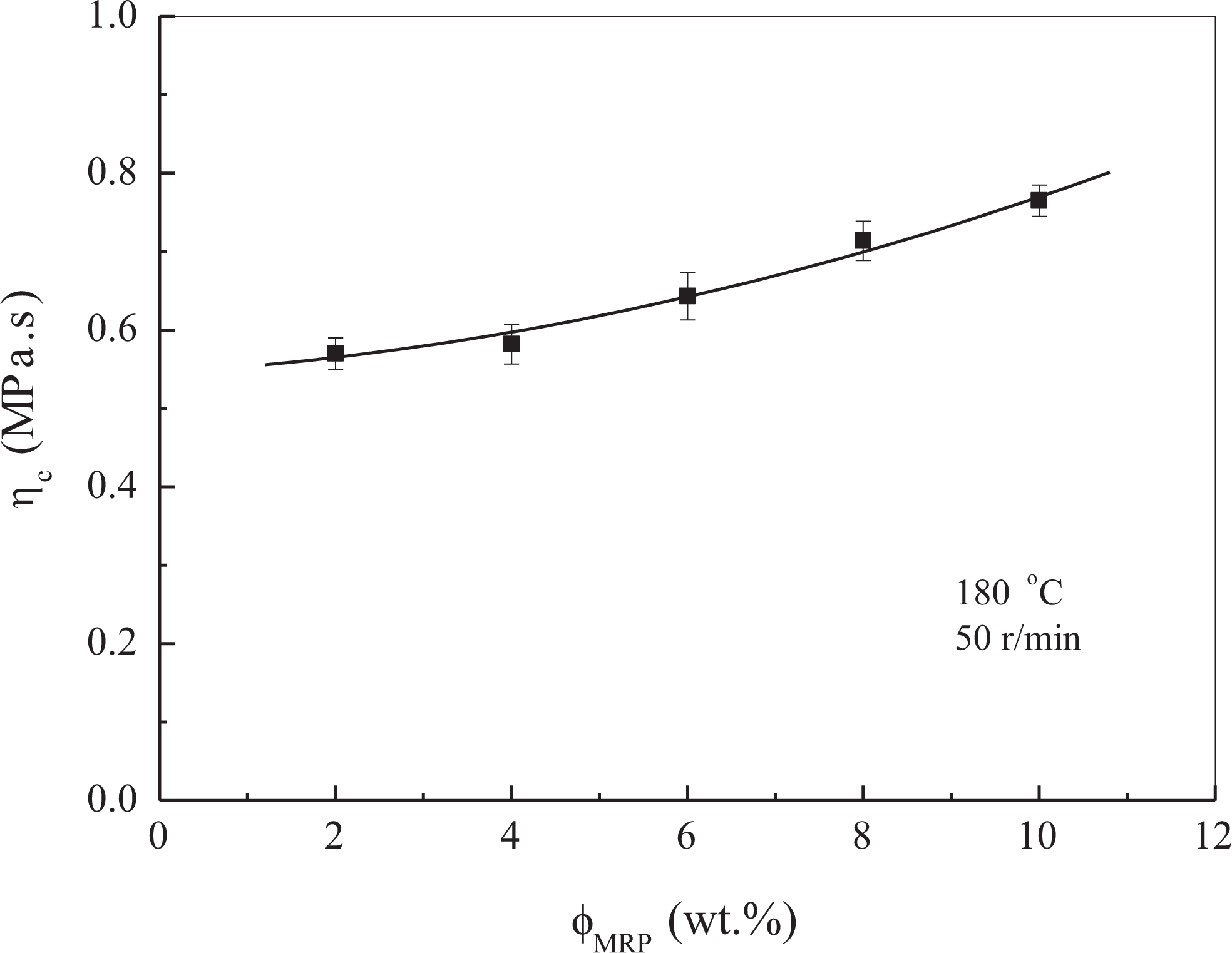
Relationship between apparent shear viscosity and MRP weight fraction (180°C, 50 r/min). MRP: microencapsulated red phosphorus.
where KE is the Einstein coefficient and ϕf is the filler volume fraction. For sphere fillers,

where ηm is the shear viscosity of the matrix resin. For a filled polymer composite system, the relationship between ϕf and φf can be expressed as follows 29 :

and

where ρf and ρm are the density of the filler and matrix, respectively.
Submitting the parameters including the weight fraction and density of the MRP, the melt shear viscosity, and density of the PP into equations (8), (9) and (10), respectively, one can estimate the melt shear viscosity of the PP/MRP composites. Hear,
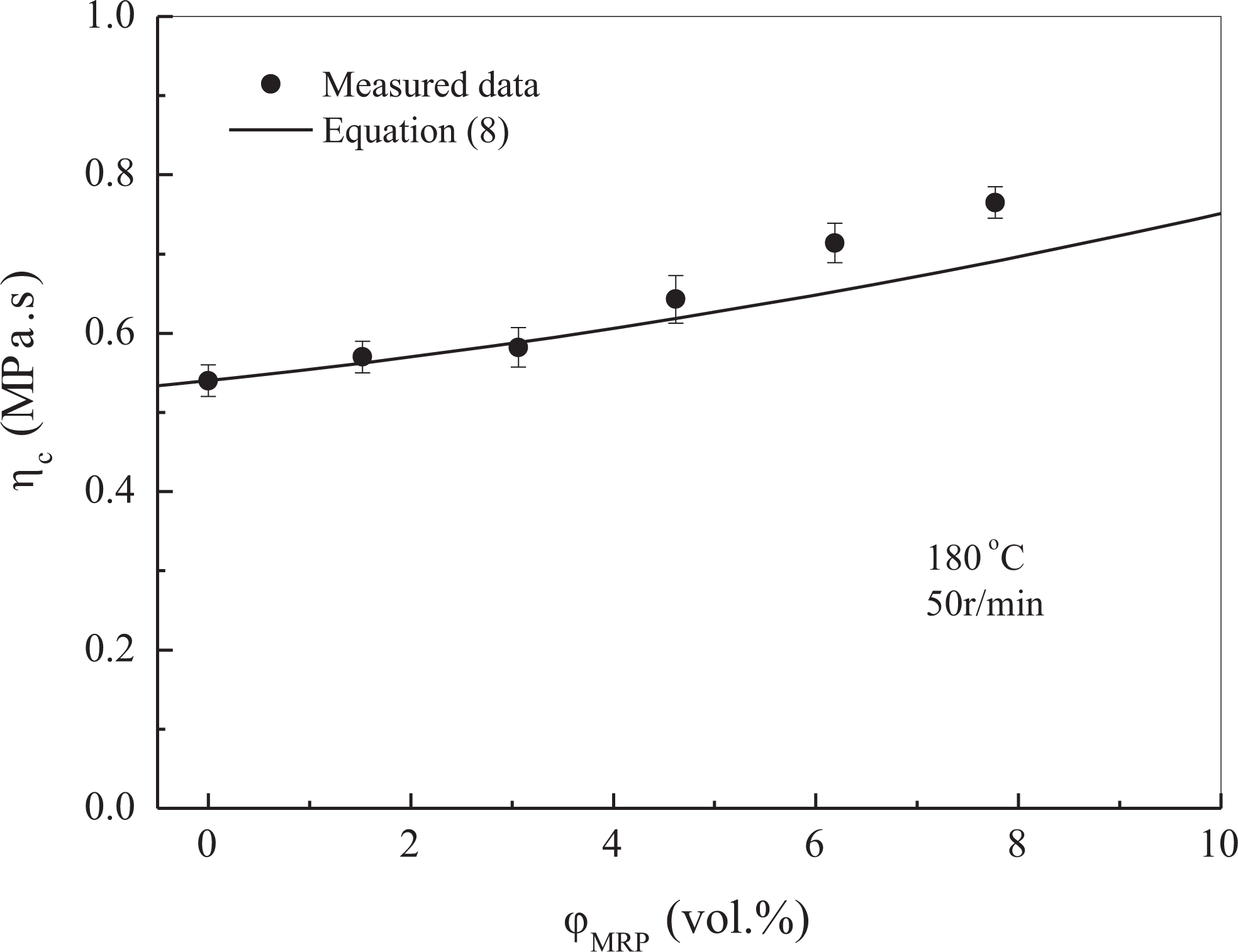
Correlation between estimated apparent shear viscosity and measured data under various MRP volume fraction (180°C, 50 r/min). MRP: microencapsulated red phosphorus.
Figure 12 presents the dependence of the apparent shear viscosity on test temperatures of the PP/MRP composite with MRP weight fraction of 6 wt% at a roller speed of 50 r/min. It can be seen that the values of

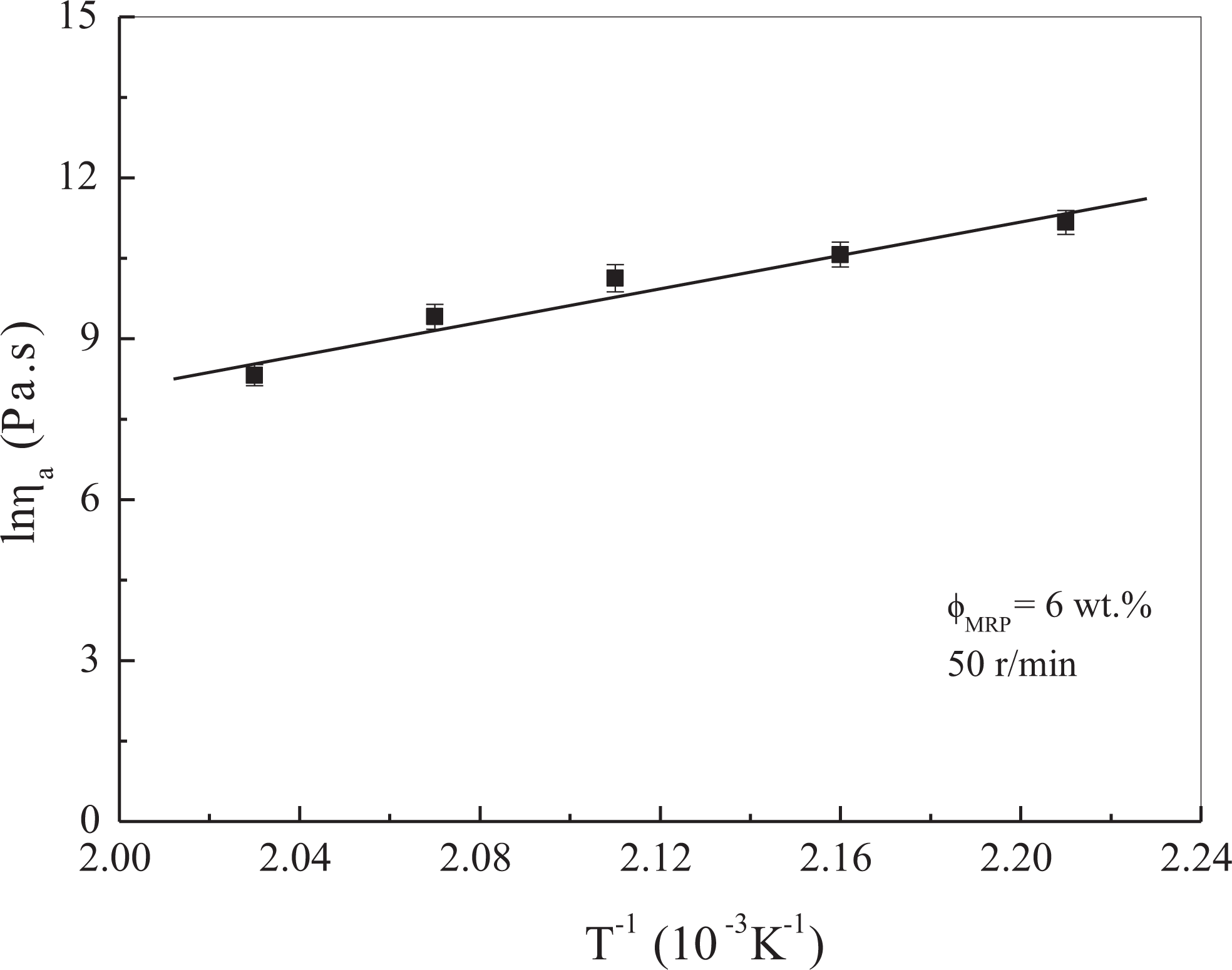
Dependence of apparent shear viscosity on temperature (6 wt%, 50 r/min).
where Ka and Ea are the parameters related to the viscosity of polymer melts; R is the universal gas constant. The values of Ka and
The values of Ka and

In general, the activities or transition ability of the macromolecular chain of the resin increase with a rise in temperature; meanwhile, the flow resistance decreases, and the melt viscosity reduces correspondingly. In this case, the viscous dissipation of the deformation energy stored in shear flow decreases, resulting in the energy consumption of the composite melts reduces. On the other hand, the activities or transition ability of the macromolecular chains of the matrix melt will be blocked to some extent by the inclusions, and the elastic recovery of the deformation during the composites melt shear flow will be weakened, leading to the sensitivity of the composite melt shear viscosity to temperature decreases with increasing the filler content.
Conclusions
The effects of the MRP content and the experimental conditions including temperature and roller speed on the melt shear flow properties of the PP composites were significant. The torque, the energy consumption at balance state, and the melt shear viscosity of the composites increased nonlinearly with increasing the MRP weight fraction while decreased slightly with a rise in temperature; the maximum torque increased with increasing roller speed; and the dependence of the melt shear viscosity and energy consumption at balance state of the composites on temperature approximately obeyed the Arrhenius equation. This study would be beneficial for processing these flame-retardant PP composite systems.