
Abstract
In this study, short carbon fiber (CF) surface was coated with jeffamine, isocyanate, and polyamide (PA). Surface-coated layers of CF samples were confirmed by infrared spectroscopy. Desized and coated CFs were incorporated to PA6 by melt-compounding method with a constant ratio of 20 wt%. Tensile testing, shore hardness, dynamic mechanical analysis (DMA), and melt flow rate (MFR) test of composites were performed. Adhesion of CF to the polymer matrix was investigated by scanning electron microscopy (SEM) of composites. Mechanical characterization of composites implied that tensile strength, tensile modulus, percent elongation, and shore hardness of unfilled PA were extended to higher values by the addition of surface-coated CFs. The highest improvement was observed for isocyanate-modified CF-loaded PA-based composites. According to DMA results, storage modulus and loss modulus of PA increased with the incorporation of sized CF into polymer matrix. CF containing composites showed higher glass transition temperature with respect to unfilled PA. Addition of CF caused no significant change for MFR of PA. Poor adhesion of desized CF and relatively strong adhesion of surface-coated CFs to PA matrix were confirmed by SEM analysis.
Keywords
Introduction
Carbon fibers (CFs) have been used for advanced materials due to their novel properties such as high mechanical strength and low density. Exhibition of desired properties of CF-reinforced polymer composites depends on some factors including fiber orientation, concentration, aspect ratio, fiber distribution, and most importantly good interfacial adhesion between CF and polymer phases. Surface coating process of CF is widely used application to form an effective adhesion fiber to polymer matrix. CF surface are coated with several thermoset resins as a part of the production of CF yarns. 1 –5
Research studies related with CF containing thermoplastic composites have gained potential for the purpose of fabrication of lightweight and strong composites materials. The main applications of CF-reinforced thermoplastics include transportation, 6 –12 electromagnetic interference shielding, 13 –16 construction, 17 –19 and cable manufacturing fields. 20 The use of conventional techniques such as extrusion, injection, and compression molding during processing of short fiber-reinforced thermoplastics provides the opportunity to easily develop lightweight and mechanically strong polymeric composite parts.
Because of having high dimensional stability, toughness, and flexibility, PA6 can be used in several application areas including automotive, electronics, transportation, and sport industries. According to the literature, PA6 gains significant improvements on tensile, thermomechanical, and tribological performances by the addition of CF in its structure. 21 –25 There is no doubt that increasing compatibility and interfacial adhesion between fiber and polymer levels up these properties of PA6-based composites. 26 –29
This work is focused on the effects of four types of coatings of short CF surface to mechanical, thermomechanical, morphological, and melt flow properties of PA6-based composites. Surface coating materials were used first time for CF and different from the resins applied in the literature. Polyamide (PA)-, isocyanate-, and jeffamine-coated and desized CF surfaces were characterized with Fourier transform infrared spectroscopy (FTIR). CF samples were incorporated in PA6 matrix using melt blending method. Mechanical behaviors, thermomechanical properties, melt flow characteristics, and morphological studies of composites were evaluated by tensile, impact and shore hardness tests, dynamic mechanical analysis (DMA), melt flow rate (MFR) test, and scanning electron microscopy (SEM), respectively.
Experiment
Materials
Short CF (AC 1101) was purchased from Dowaksa (Yalova, Turkey). CF was obtained as commercially epoxy sized and chopped form of 3 mm. PA6 resin was obtained from PolyOne Corp (Avon Lake, Ohio, USA) under a trade name of Bergamid B65 Natur-TP. It has a density of 1.20 g cm−3. PA coating resin (Versamid 140) was supplied from Cognis GmbH functional products (Monheim, Germany). Polymeric isocyanate (pMDI) resin with the commercial name of Isonuh PM-200 was obtained from Nuhpol (Kocaeli, Turkey). Polyetheramine was purchased from Huntsman Corp (Dayton, Texas, USA) under a trade name of Jeffamine T-403. Nitric acid (65%), 1,2-dichloroethane, diethylether, and toluene were supplied from Merck (Darmstadt, Germany).
Surface coating process of CFs
Commercially sized CF was annealed at 500°C for 5 h to remove epoxy layer at fiber surface. Annealed CF was mixed with 1,2-dichloroethane solvent and coded as CF (D). A portion of CF (D) sample was mixed in 5% versamide/diethyl ether solution for 60 min. After several washing with ether sample, it was dried at 70°C for solvent removal and named as CF (V). Isocyanate sizing of CF was applied using modification route in the literature 30 ; CF (D) was mixed in 5% pMDI/toluene solution for 80 min at 55°C. Excess pMDI contamination of fiber surface was removed by washing with toluene and named as CF (M). A portion of CF (D) was mixed in 5% jeffamine/diethylether solution for 60 min during polyetheramine treatment. After washing and drying process this sample was coded as CF (J).
Preparation of CF-reinforced PA6 composites
PA6 was dried at 90°C in vacuum oven for 1 h prior to compounding. Composites were fabricated using counterrotating twin-screw extruder (15 ml micro-compounder; DSM Xplore, the Netherlands) at a screw speed of 100 r min−1 at 230°C for 5 min. CF samples were incorporated into PA6 at a constant composition of 20 wt%. Test samples were prepared using lab-scale injection molding instrument (Micro-injector; DACA Instruments, Santa Barbara, California, USA) at a barrel and mold temperature of 240°C and 80°C, respectively. Injection pressure of 5 bar was applied. Injection molded dog-bone–shaped specimens with dimensions of 7.4 × 2.1 × 80 mm3 were prepared for tensile testing, impact testing, hardness measurements, and DMA tests.
Characterization techniques
FTIR measurements in attenuated total reflectance mode were performed using IR-spectrometer (Bruker VERTEX 70, Massachusetts, USA) at a resolution of 2 cm−1 with 32 scans between 600 cm−1 and 3800 cm−1 wave numbers. Modified and untreated surfaces of CF and cyro-fractured surfaces of composites were examined by field emission scanning electron microscope (FEI Quanta 400F, Oregon, USA). The SEM microimages were taken at different magnifications varied from ×500 to ×10,000. The measurements of the tensile properties were carried out by Instron 5565A (Buckinghamshire, UK) tensile testing machine with the digital indicator and the load cell of 5 kN at the strain rate of 5 mm min−1 according to the standard of ASTM D-638. Tension tests were conducted on dog-bone–shaped samples (7.4 × 2.1 × 80 mm3). Tensile strength, percentage elongation at break, and tensile modulus values were recorded. All the results represent an average value of five samples with standard deviations. Impact energy values of PA and composites were measured by Coesfeld-Material impact tester (Dortmund, Germany) with the pendulum of 4 J according to ASTM D256 standard. Shore hardness measurements were performed using shore hardness tester (Zwick digital hardness tester, Ulm, Germany) according to ISO 7619-1 standard. Dynamic mechanical properties of composites were determined by dynamic mechanical thermal analyzer (DMA 8000; Perkin Elmer, Massachusetts, USA) from −70°C to 150°C in dual cantilever bending mode at a constant frequency of 1 Hz and heating rate of 10°C min−1. DMA test samples with dimensions of 50 × 7.5 × 2.5 mm3 were obtained by injection molding. MFR measurements were studied by using Coesfeld Material Test, Meltfixer LT, Dortmund, Germany. The test was carried out at 230°C under specified load of 5 kg. The MFR values of PA and its composites were reported as the average of 10 measurements.
Results and discussion
FTIR analysis
FTIR spectra of desized and coated CF samples are shown in Figure 1. The absorption peak approximately 2900 cm−1 indicates the –CH vibrations. This peak appears on the spectra of CF (J) and CF (V) due to the –CH x portions of amide groups. Another characteristic peak of amide group can be seen around 1700 cm−1. This peak present for CF (J) and CF (V) and corresponds to N–H stretching vibrations of amide layer. 31 The absorption bands centered at 1300 cm−1 stem from modification of CF surface and appear for coated samples. Hydroxyl group peaks around 750 cm−1 can be seen from spectra of coated CF samples O–H stretching vibrations. 32 Surface coatings of CF samples were confirmed by these findings.
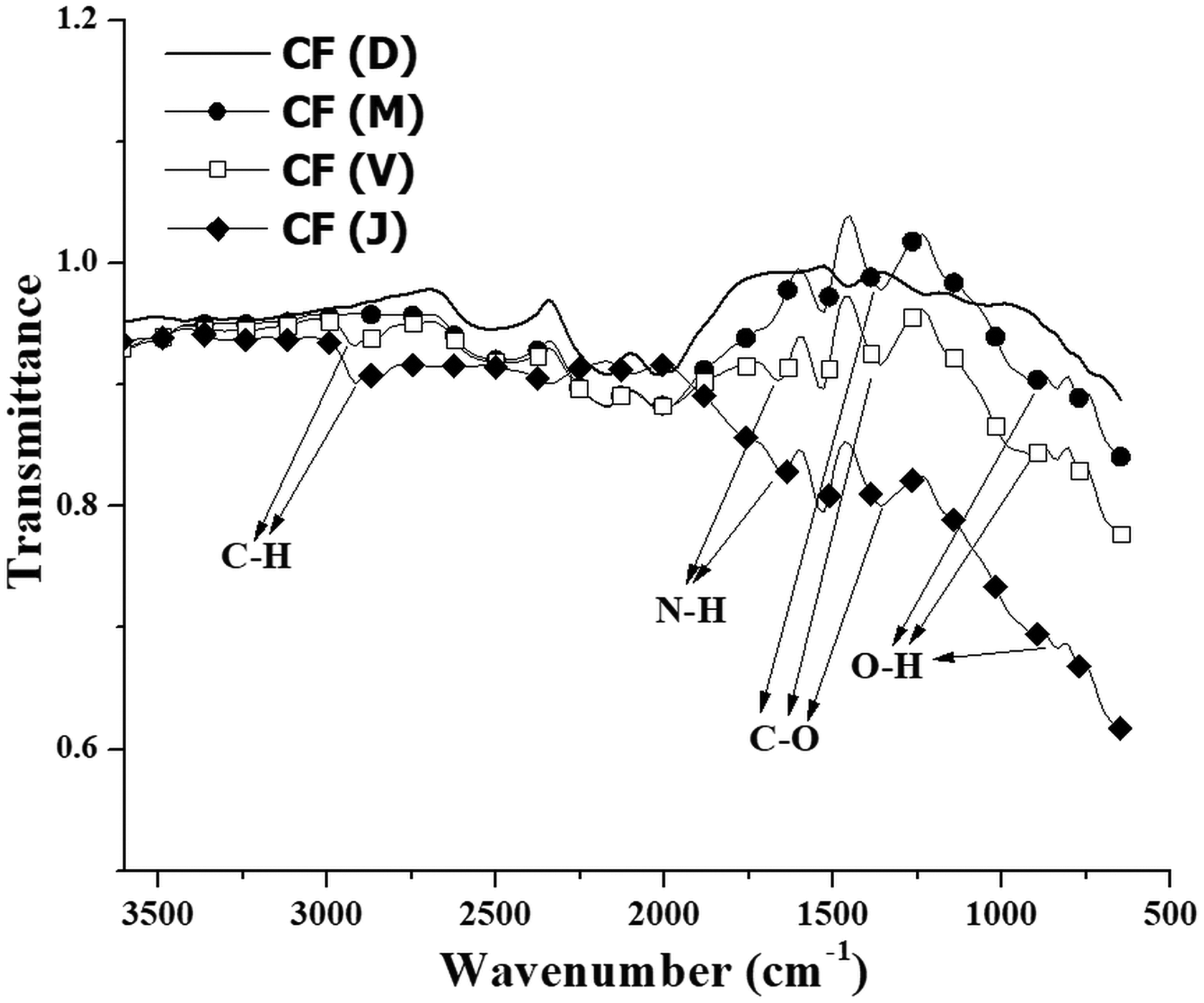
FTIR spectra of CF samples.
Tensile test
Characteristic stress versus elongation curves PA and composites are displayed in Figure 2 and related tensile test parameters are listed in Table 1. Tensile strength and modulus significantly increased by the addition of CF. The improvement of strength values found as relatively higher for coated CF containing composites. CF (M)-reinforced PA showed the highest strength, modulus, and elongation parameters among composites. More than twofold improvement in tensile strength of PA was obtained for that PA/CF (M) composite. According to this result, isocyanide containing layer at CF surface displayed maximum compatibility with PA structure. The existence of strong adhesion between coated CF and matrix promotes the uniform fiber distribution due to the reduction of interfacial micro-failure around fibers. 33,34 Incorporation of coated CF to PA resulted with significant increase in tensile modulus and slight reduction in elongation at break. Coated CF containing samples exhibited higher modulus values compared to desized CF ones. This finding indicates that influence of interfacial adhesion on tensile modulus of composites was more dominant than the effect of fiber orientation. 35 –38 It was observed from similar studies in the literature that CF additions caused increase in strength and decrease in strain values. 39 –41 According to tensile test results, multi-functionality for PA-based composites was achieved in this current study, which represents the enhancement on both tensile strength and elongation values.
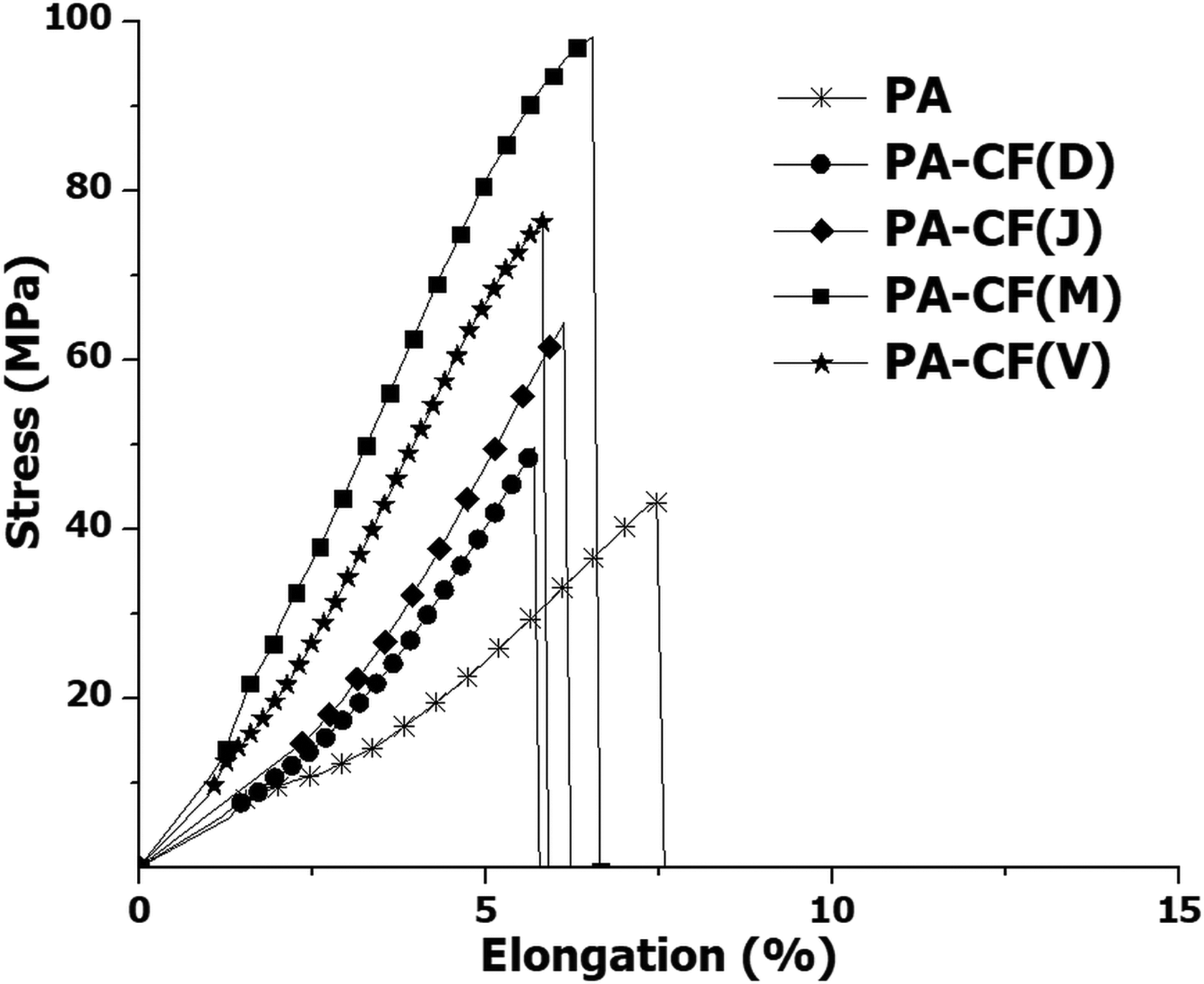
Tensile strength versus elongation curves.
Tensile test results of PA and composites.
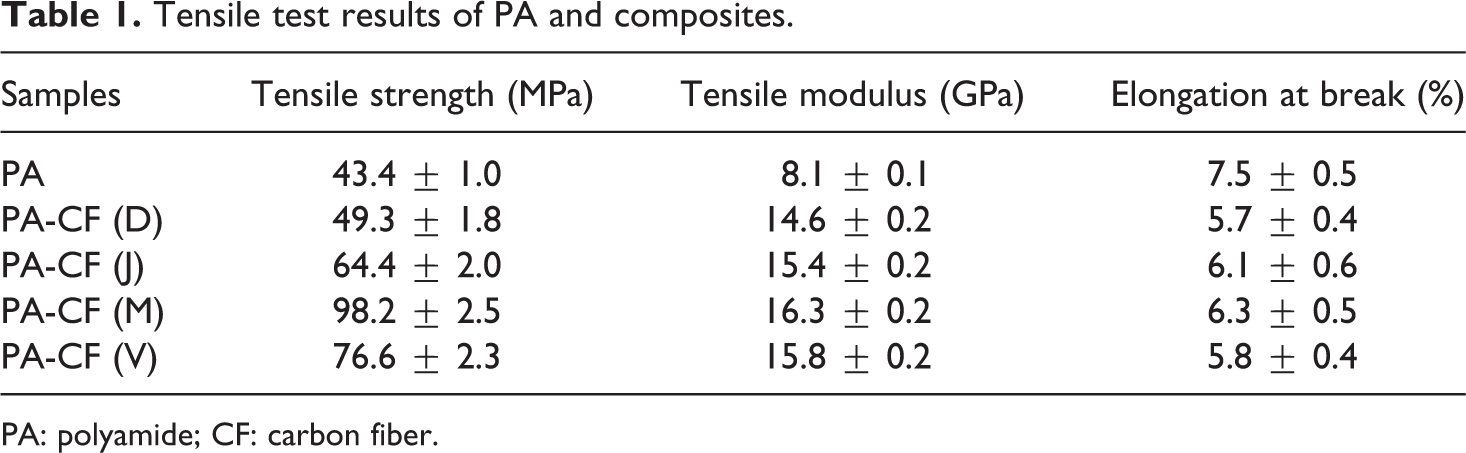
PA: polyamide; CF: carbon fiber.
Impact test
Impact energy represents the energy absorbed by material during the initiation and propagation of deformations including fracture and crack. Impact test results of PA6 and composites are shown in Figure 3. Impact energy of unfilled PA decreased with the addition of CF samples. The inclusion of CF to PA at high amounts caused formation of concentrated areas at the fiber ends which favors to fiber/fiber interactions. For this reason, energy of impact fracture decreased dramatically. 42 –45 CF (D)-loaded composite gave a sharp reduction. The poor adhesion of desized CF to the matrix may promote fracture initiation during test and this caused to observe lower impact resistance relative to unfilled PA. 46 –48 Addition of surface-coated CFs caused increase in impact energy. Thus, CF (M)- and CF (V)-reinforced composites yield almost identical impact energy values with that of unfilled PA according to Figure 3.
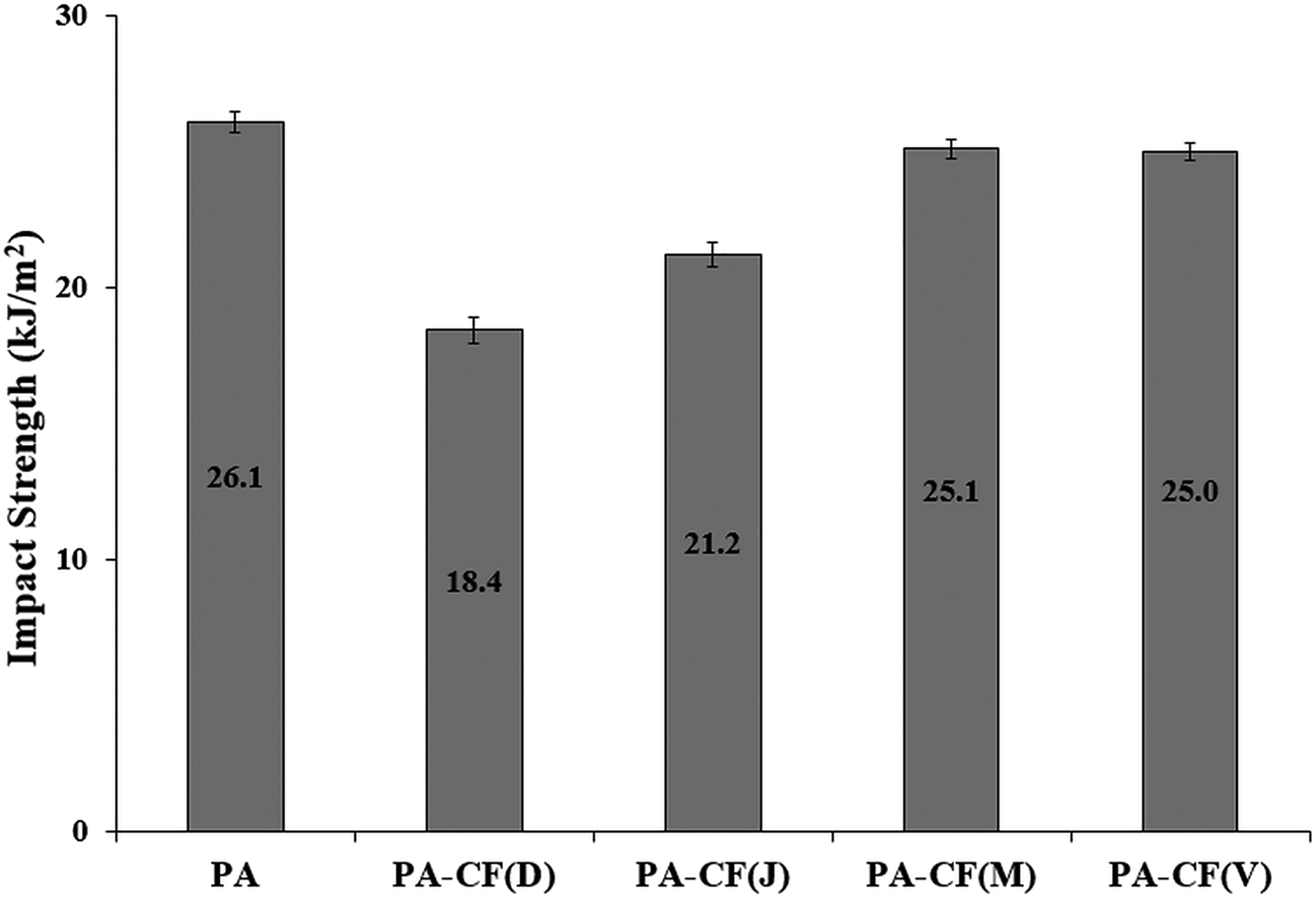
Impact test results.
Hardness measurements
Shore D hardness values of PA and composites are presented in Table 2. Hardness of PA was found as 80.2 shore D. Addition of CFs gave higher hardness values relative to PA. As hardness results of the composites containing CFs are compared, CF (M)-filled composite displayed the highest parameter in which more than five-unit increase was observed. It is known fact that the formation of effective load transfer at fiber–matrix interface leads to increase in hardness values. 22,49 Because of this, coated CF samples exhibited higher hardness performances relative to desized CF.
Hardness results of PA and composites.

PA: polyamide; CF: carbon fiber
Dynamic mechanical analysis
Storage modulus, loss modulus, and tan δ versus temperature graphs are represented in Figure 4. It can be seen from these curves that storage modulus of all the composites gave higher values than unfilled PA. Surface-coated CF samples showed higher storage modulus than that of CF (D). This result may be explained by the restriction of polymeric chain movements due to interfacial interactions between coated CF and PA. 50 –52 Moreover, storage modulus results found as in accordance with the tensile modulus.
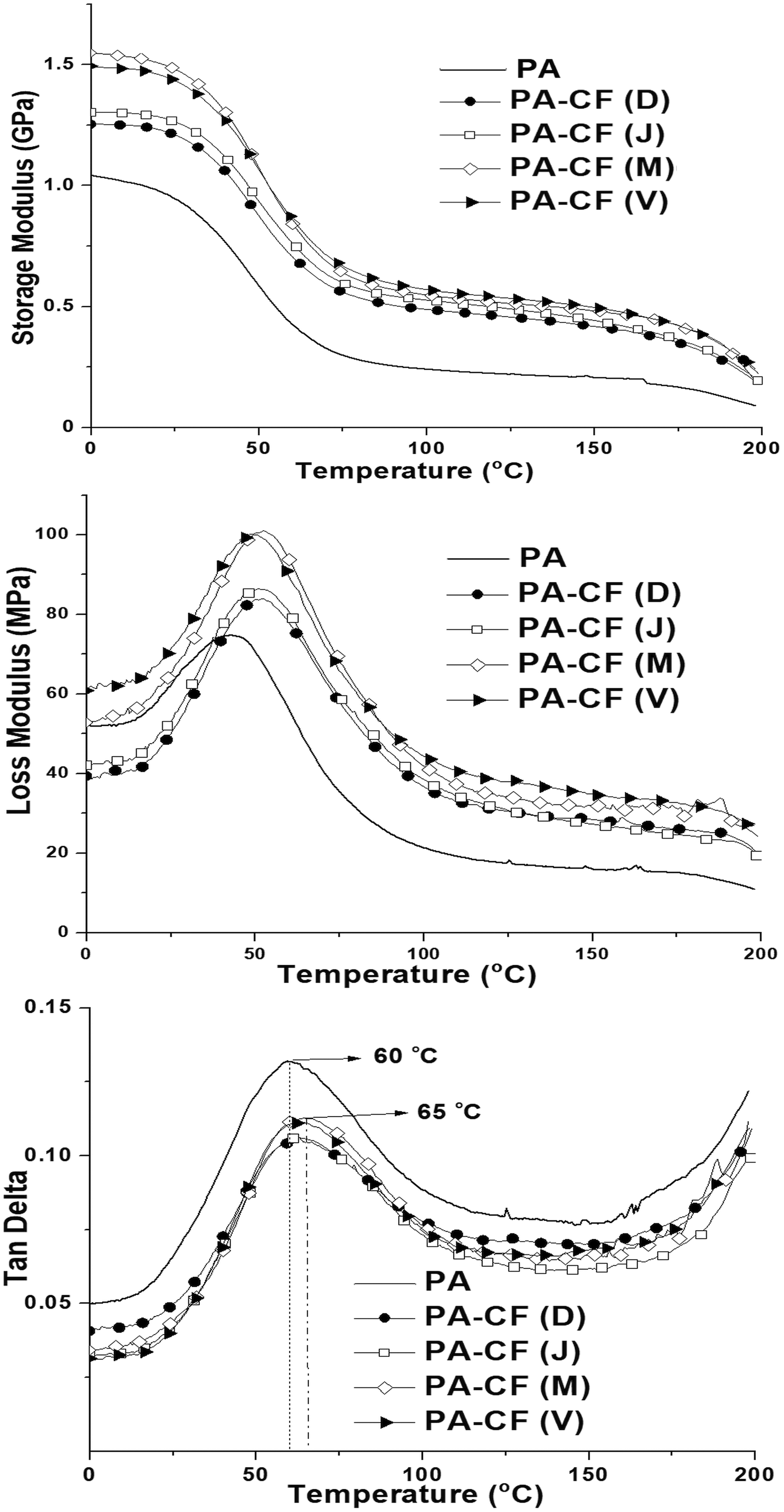
DMA curves of PA and composites.
Loss modulus parameter is related with the energy dissipation ability of the material in the form of heat under the deformation. Loss modulus of composites displayed similar trend with their storage modulus results. Restriction of molecular mobility of polymer chains caused increase in loss modulus of coated CF containing composites with respect to CF (D). CF (M)- and CF (V)-filled composites gave relatively higher modulus values.
The maximum peak temperature of tan δ curve indicates the glass transition temperature (T g) of polymeric material. At this temperature, thermal transition occurs associated with the molecular mobility of material. 53 –56 According to tan δ curves of PA and composites shown in Figure 4, the peak temperature of PA increased from 60°C to 65°C as indicated. This means that addition of CFs led to increase in T g of PA6.
MFR measurements
MFR values are indication of viscosity and processing conditions for thermoplastics and related composite materials in plastics industry. MFR parameters of PA and CF-reinforced composites are shown in Figure 5. The desized CF addition caused slight reduction in MFR of unfilled PA. Surface-coated CF-filled composites gave higher MFR than CF (D)-reinforced composite. The polymer melt displays both elongation and shear flows during processing of short fiber-filled thermoplastics. 57 According to Figure 5, isocyanate-coated CF-loaded composite displayed the highest value among composite, and this sample showed almost identical MFR with that of unfilled PA. It can be clearly said from these findings that addition of coated CF samples caused no significant difference on the viscosity and processing conditions of PA6.
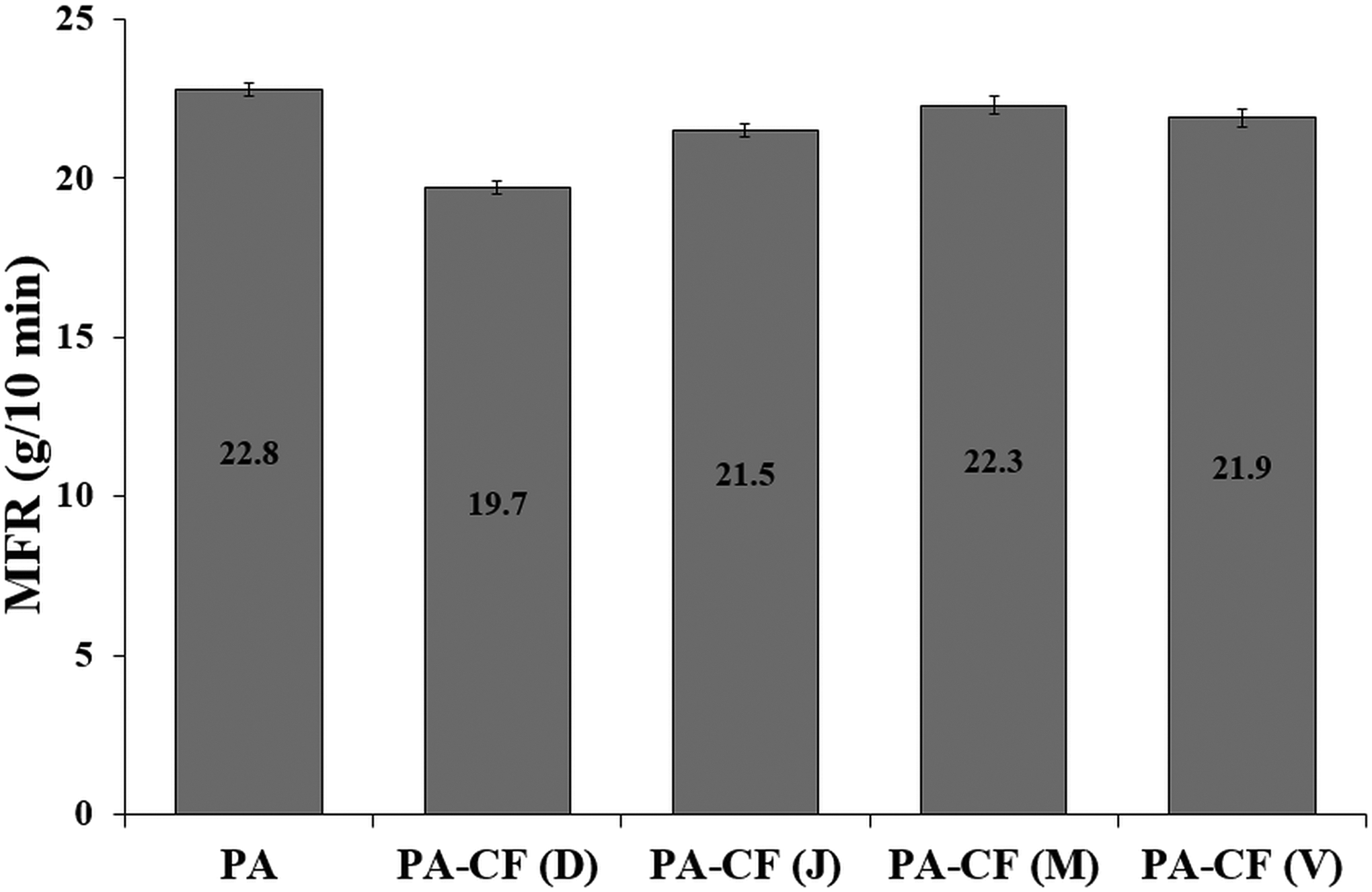
MFR of PA and composites.
Morphological study
The influence of coating layer of CF samples on the morphology of the prepared composites was examined by SEM microimages as represented in Figure 6. According to these SEM microimages, it can be seen that debonding was observed between fiber surface of CF (D) and polymer phase due to the poor adhesion on their interface. Desized fibers pulled out of the PA matrix as indicated at SEM microimage of PA/CF (D) as shown in Figure 6. On the other hand, coated surfaces of CF were surrounded by PA matrix, and good adhesion of phases was achieved, thanks to the increase in compatibility. In addition, fiber orientations in coated CF-filled composites were found as more uniform relative to desized CF sample. Improvements on tensile and impact properties of CF (M) and other coated CF-reinforced composites can be explained by these findings.
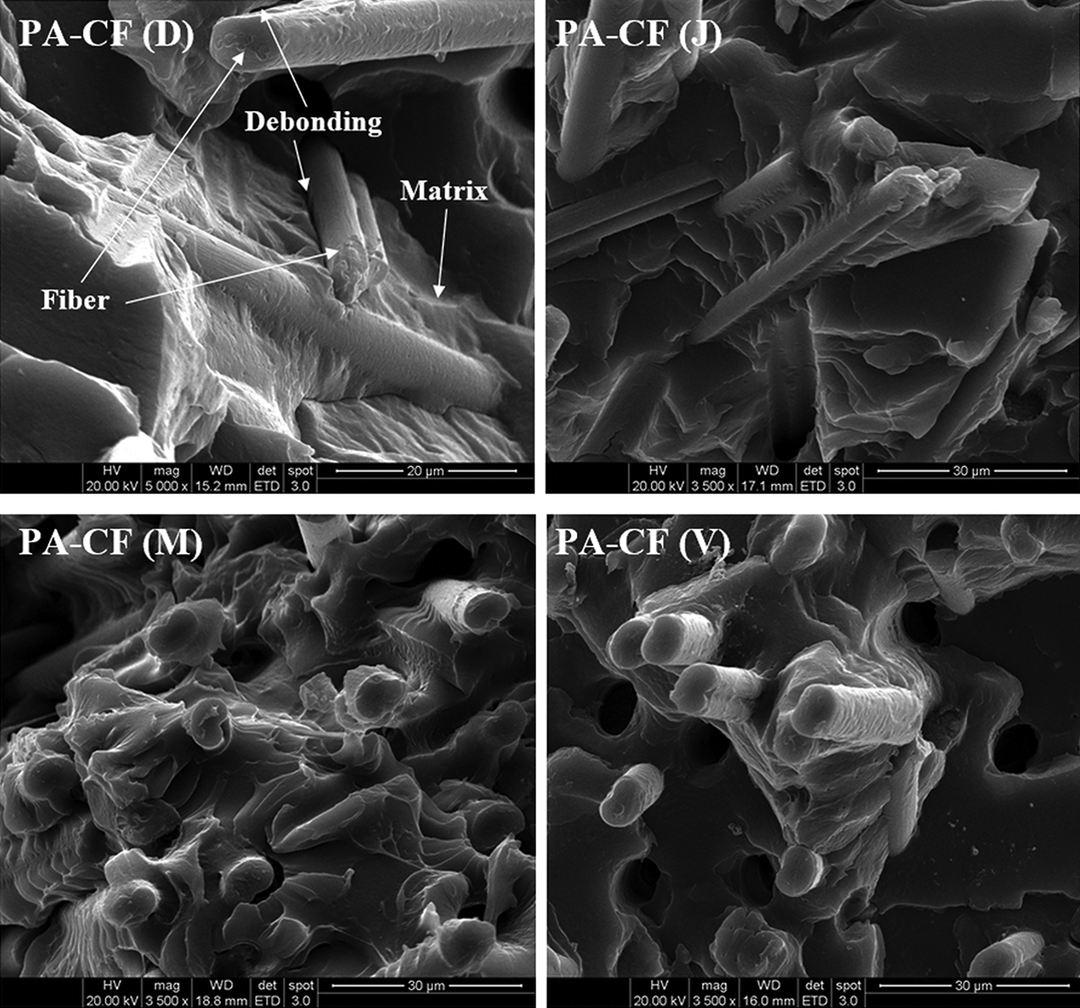
SEM images of composites.
Conclusion
In this current study, PA6 was reinforced with desized and three different coated short CFs, and mechanical, thermomechanical, processability, and morphological investigations of prepared composites were reported. Tensile strength and tensile modulus of PA were improved by the incorporation of coated CF samples. Higher strength and modulus were observed on coated CF containing composites than unfilled PA. The highest improvement was observed on isocyanate-coated CF containing composite in which more than twofold increase was achieved compared to CF (D) sample. CF additions led to a significant increase in hardness of unfilled PA. On the contrary, impact energy of PA reduced with CF loadings. The reductions were found as relatively small for CF (M) and CF (V) samples. According to DMA study, the addition of CF increased the storage and loss modulus values and caused enhancement of T g of PA. It was revealed from MFR parameters that no considerable effect of CF addition was observed on the MFR of PA. This result indicated that incorporation of CF caused no any processing problem during production of composites. Morphological analysis performed by SEM microimages displayed that debonding and fiber pullout were observed for desized CF-filled composites due to the poor adhesion between phases. On the other hand, coated CFs exhibited good adhesion and uniform fiber orientation to PA matrix due to the improvement of interfacial interaction between phases. All the coated CF samples yield better results compared to desized CF. Isocyanate-coated CF gave the highest improvement, whereas jeffamine coating displayed the lowest increase among composites.