
Abstract
The aim of this study is to evaluate the effect of some experimental variables such as the content of styrene–ethylene–butylene–styrene (SEBS) and talc, processing conditions and mixing protocol on the properties of polypropylene (PP). To achieve this objective, PP/SEBS blends and PP/SEBS/talc composites were processed in a corotating twin-screw extruder. A masterbatch of PP/talc was prepared before the extrusion of PP/SEBS/talc composites. The morphology of blends and composites was evaluated by scanning electron microscopy, which revealed the dispersion of small rubber droplets in the PP matrix. Moreover, the micrographs also showed that SEBS and talc particles were uniformly dispersed and distributed in the polymer matrix. Results of thermal properties showed that talc had a nucleating effect, which promoted the increase of both PP crystallization temperature and crystallinity degree. The incorporation of talc in PP/SEBS blends led to an expressive increase in the impact resistance by 70% as compared with the reference blend: PP/SEBS 80/20% (w/w). This result reveals that although the PP/SEBS/talc composites showed a separated morphology, the good dispersion and distribution of this mineral filler in the polymers contributed to avoid crack propagation and increase the impact properties. The tensile properties in the elastic region were not significantly affected.
Introduction
Polypropylene (PP) is one of the most important commodity polymers due to its excellent properties, such as good processability, mechanical properties, thermal stability, high chemical resistance, recyclability, low density, and low cost.1–3 It has strong potential for applications in automobiles, appliances, and other commercial products, in which creep resistance, stiffness, and some toughness are required in addition to weight and cost savings. 4 However, the relatively poor impact resistance, due to the high crystallinity and high glass transition temperature, limits its application as engineering thermoplastic, especially at low temperatures. 5 The development of PP/elastomer blends is one of the most commonly used methods to overcome this problem.1,3,6–10
Thermoplastic elastomers (TPEs) are materials that combine the typical good elastic properties of cross-linked elastomers with the melt processability of thermoplastic polymers.10,11 Moreover, TPEs present higher service temperature and better solvent resistance than classic elastomer systems. 6 Consequently, there are many published studies on blends of PP and TPEs, such as styrene–butadiene–styrene (SBS) or styrene–ethylene–butylene–styrene (SEBS) triblock copolymers, aiming to improve the toughness of PP.1,3,5–10,12–15
Partial and selective hydrogenation of SBS leads to obtaining SEBS elastomers, with better thermal stability at high temperatures and resistance to weathering and oil, but weaker mechanical properties. 16 Therefore, there is a need to combine them with other polymers to enhance their performance. Common applications of these materials include their use as compatibilizing agents for binary blend systems and toughening agents for brittle polymers. 6
When incorporated in the PP matrix, SEBS elastomers promote an increase in impact strength and elongation at break due to the attaining of a suitable morphology with small rubber domains dispersed in the polymer matrix. However, the elastic modulus and tensile strength are greatly reduced as these SEBS mechanical properties are significantly lower than those of PP.5,6,17,18 On the other side, the crystallization behavior and the mechanical properties depend on the content of SEBS incorporated in the polymeric matrix. 19
The blend morphology accounts for the fracture behavior of rubber-toughened PP, and any changes in microstructure can influence the properties obtained. Therefore, the size, shape, distribution of elastomer particle size, elastomer volume fraction, nature of the elastomer, processing conditions, and blend crystallinity are important factors in designing materials with good impact properties.6,14,15 Small and well-dispersed rubber domains (<1 µm) are required to obtain high impact resistance.6,12,14
Some studies6,7,19 have shown that SEBS acts as a nucleating agent for PP, raising the crystallization temperature. This effect depends on SEBS content and is attributed to the rigid styrenic blocks with higher glass transition temperature than PP. 19 On the other hand, the interfacial adhesion between the matrix and SEBS also causes good impact properties of PP/SEBS blends. SEBS has good interaction with the PP matrix due to its ethylene-butylene (EB) mid-blocks, which have chemical and structural similarity with the polymer. Therefore, the segmental diffusion between the PP matrix and the TPE molecules on the interfaces is favored. 6
Thermoplastic composites filled with inorganic particulate fillers have been developed to obtain superior performance properties, such as increases in stiffness, hardness, abrasion resistance, and thermal conductivity, among others, allowing the use of the resulting composites in various applications. These fillers, however, do not have a positive influence on the impact properties and toughness. Therefore, the incorporation of inorganic fillers in PP/SEBS blends may promote a balance of stiffness-toughness properties, improving the dimensional stability and reducing the cost of the final product.7,20,21
In recent years, PP/elastomer/filler composites containing different fillers, such as calcium carbonate, talc, clay, and silica, have been investigated.3,15,20,22–24 Talc is a plate-like layered structure of magnesium silicate, a mineral commonly used as a reinforcing element in PP composites. 22
The PP/elastomer/filler composites can give rise to three types of microstructure: (1) a separate structure, with filler and rubber particles independently dispersed in the polymer matrix; (2) a core-shell structure, with the filler mostly dispersed in the elastomer phase; and (3) a mixed structure of the former two. The incorporation of maleic anhydride (MA)-grafted PP in the polymer matrix promotes obtaining a separate structure, while the introduction of MA-grafted elastomer leads to a core–shell microstructure. The microstructure, and consequently the mechanical properties, depends on the processing conditions and/or the chemical modification of the constituents of the composites. A core–shell structure promotes better impact properties, while a separated microstructure increases the stiffness.25,26
There are few published studies of PP/SEBS/talc composites.5,7,18,21,25,26 The location of the filler is the most important factor in controlling the morphology of PP/elastomer/filler hybrids. According to Long and Shanks, 26 the crystallization temperature of a separate particle structure is higher than that of a core–shell structure. In the core–shell microstructure, the elastomer interlayer causes reduction of the interfacial area between the filler and the PP, explaining this result.
PP/SEBS/talc and PP/SEBS-grafted with MA (SEBS-g-MA)/talc composites, under certain experimental conditions, form core–shell morphology. According to Denac et al., 7 the SEBS-g-MA elastomer encapsulates and disorients the parallel talc crystals more effectively than the SEBS elastomer.
The incorporation of talc in PP and in PP/SEBS blends disturbs the well-developed spherulitic morphology characteristic of compression-molded PP. The talc crystals affect the crystallization behavior of PP composites and the orientation of α-lamellae. 7 There is no formation of β-phase in ternary PP composites due to the strong α-nucleating effect of the talc.5,7 The increase in crystallinity promoted by the nucleating effect of talc leads to the improvement of tensile properties of PP. 20
According to Denac and Musil, 18 the stress transfer from talc to PP matrix is more effective than the stress transfer from SEBS to PP. The surface treatment of talc with an aminosilane, as well as the use of SEBS-g-MA as a constituent of the PP composites, improves the adhesion between the filler and polymer and between the elastomer and polymer, respectively. However, the resulting PP/SEBS/talc composites present higher values of yield stress than the PP/SEBS-g-MA/talc composites or PP/SEBS/surface-treated talc. The better encapsulation of talc in the PP/talc/SEBS-g-MA composites than in PP/talc/SEBS composites accounts for these results.
The development of PP/SEBS/talc composites enables obtaining a balance of tenacity and impact properties.5,21 Denac et al. 5 verified that the incorporation of SEBS and SEBS-g-MA elastomers along with talc in PP matrix affects mechanical properties in different ways. Different effects of these components on the mechanical properties of the composites obtained are a function of the nature and content of the components and of the final composite morphology. In general, the Young’s modulus values of PP/SEBS/talc composites decrease with increasing elastomer volume fraction. The joint use of talc and SEBS-g-MA promotes a synergistic effect on some properties, such as elongation at yield and impact strength at high elastomer content. The high interactivity and miscibility of SEBS with PP chains seem to contribute to the high values of impact strength, while the lower molecular weight of SEBS-g-MA may contribute to the higher elongation at yield of SEBS-g-MA/talc/PP composites. 5
In general, talc that exhibits a narrow particle size distribution improves the mechanical performance of the composites obtained. A micronizing technology that generates ultrafine talc with a high specific area is used to produce the grade of talc used in this work. 27 In most of the published works,5,18,20,25 the particle size of the talc used is higher than that used in this study.
The processing tools and conditions have a decisive effect on the mechanical properties of PP/SEBS blends. 14 The extrusion is a continuous process. The high shearing allied to the flexibility in changing the screws design of twin-screw extruders promotes a better mixing of the components and the attaining of a stable morphology. In consequence, the size and shape of the dispersed phase depend on the processing step. In most of the studies on PP/SEBS/talc composites, intensive mixers (Brabender or Haake kneading chamber)5,7,18 or extruders with low length/diameter (L/D) ratio25,26 were used to obtain these composites.
To the best of our knowledge, there is a lack of studies involving the preparation of PP/SEBS/talc composites in robust corotating twin-screw extruders. These machines offer high throughput and good mixing capabilities. Therefore, it is very interesting to correlate the microstructures of the PP/SEBS/talc composites processed in corotating twin-screw extruders with the mechanical properties.
Experiment
Materials
PP (H501HC, with melt flow index of 3.5 g/10 min at 230°C/2.16 kg) was supplied by Braskem S.A., Brazil. The TPE used in this study was Kraton G1657 (SEBS) from Kraton Polymers do Brasil S.A., Brazil, a block copolymer with a styrene content of 13% and melt flow index of 22 g/10 min (230°C/5 kg). The natural talc used (Jetfine® 1H), with mean particle size d50 (Sedigraph) of 0.9 μm, was supplied by Imerys Talc™, France. According to the supplier, this talc grade is not coated with any coupling agent. All samples were used as supplied.
Talc characterization
The talc used in this study was characterized using multiangle laser light scattering (MALLS) and scanning electron microscopy (SEM).
Determination of particle size distribution of talc by MALLS
The particle size distribution of the talc was determined by MALLS using a Mastersizer Hydro 2000SM analyzer from Malvern Instruments, UK. A small amount of sample was added to a beaker containing approximately 500 mL of deionized water under stirring at 1700 r/min. Then, the dispersion was improved by ultrasound application for 5 min before analysis.
Scanning electron microscopy
A Jeol model JSM-6490LV scanning electron microscope (Jeol Brasil Instrumentos Científicos, Brazil) was used to study the morphology of the talc. The sample was dried and then sputter-coated with gold. Micrographs were taken at the acceleration voltage of 30 kV and magnifications of 3000× and 9000×.
Preparation of blends and composites
Prior to blending, PP, SEBS, and talc were oven dried at 60°C for 24 h. Binary PP/SEBS blends were physically mixed and then extruded in a Leistritz ZSE 18 MAXX corotating twin-screw extruder (Leistritz Extrusionsterchnik GmbH, Nuremberg, Germany) (L/D ratio of 40, D = 18 mm). The extrusion was performed using a temperature profile from the feed to the die equal to 200/210/190/190/190/190/200/220/220/230°C. The screw speed was set at 500 r/min and the global throughput was kept constant at 5 kg/h. The elastomer concentrations in the blends were 10, 15, and 20 wt%. 5
PP/SEBS/talc composites were prepared via a masterbatch process. A 70/30 wt% PP/talc masterbatch was compounded in a TECK TRIL (DCT 20) corotating twin-screw extruder (Teck Tril Indústria e Comércio de Máquinas LTDA, Brazil) (L/D ratio of 36, D = 20 mm). The samples were extruded using a temperature profile of 90/120/160/180/180/190/190/200/200/210°C and a screw speed of 300 r/min. In a second step, the masterbatch was diluted in the Leistritz extruder to obtain the PP/SEBS/talc composites with 2.5, 5, and 7.5 wt% of talc. The PP/SEBS/talc composites were processed in the extruder using the same experimental conditions as for the PP/SEBS blends.
Samples for mechanical testing were injection molded in an Arburg model Allrounder 270 S injection molder (Alburg, Germany) with a temperature profile of 210/200/190/180/170°C. The test specimens dimensions were those specified in ASTM D638 and ASTM D256. Table 1 presents the samples’ formulations and codes.
Sample codes and formulations of all the prepared PP/SEBS blends and PP/SEBS/talc composites.
PP: polypropylene; SEBS: styrene–ethylene–butylene–styrene.
Characterization of blends and composites
Differential scanning calorimetry
The thermal behavior of the materials was analyzed in a TA model Q1000 differential scanning calorimeter. The samples were heated to 200°C, kept at this temperature for 5 min, and then cooled to room temperature at 10°C/min. They were then reheated to 200°C at the same heating rate. The crystallization and melting thermograms were recorded from the cooling and second heating cycles, respectively. The melting temperature (Tm) and crystallization temperature (Tc) were determined from the DSC diagrams. Sample crystallinity content was calculated using a PP melting enthalpy reference value of 190 J/g. 6
Scanning electron microscopy
A Hitachi model TM3000 scanning electron microscope (Hitachi High Technologies America, Inc., USA) was used to study the morphology of the materials. The samples were cryogenically fractured after 2 min of immersion in liquid nitrogen. The SEBS phase on the fractured surfaces was etched with tetrahydrofuran (THF) at 40°C for 60 min. Then, the samples were dried to remove the solvent and coated with gold in a sputter coater. Micrographs were taken at the acceleration voltage of 20 kV and magnification of 15,000×. The rubber droplet size was determined by the ImageJ software (ImageJ bundled with 64-bit Java 1.8.0_112, National Institutes of Heath). 28 The compositions of samples and the dispersion of the filler in the PP/SEBS/talc composites were evaluated and confirmed by energy-dispersive X-ray spectroscopy (EDS) analysis.
Mechanical characterization
The tensile properties of PP, PP/SEBS blends, and PP/SEBS/talc composites were measured using a Shimadzu AG-X Plus universal testing machine (Shimadzu do Brasil, Brazil) with a 5 kN load cell. Tests were conducted in accordance with ASTM D 638 using Type I test specimen dimensions. A crosshead speed of 30 mm/min was employed. The Izod impact strength of notched specimens was determined in a CEAST model 9050 impact machine (Materials Testing Instruments, Instron, Italy) according to ASTM D 256.
Results and discussion
Characterization of talc
The morphology of talc depends on its lamellarity, which is a function of the individual platelet size. There are different talc morphologies, ranging from long, well-defined and stacked platelets (“macrocrystalline” type, high lamellarity) to a heterogeneous stack of small and irregular platelets (“microcrystalline” type, low lamellarity). 29 To maximize the final performance of polymer composites, the production process of this filler must preserve its natural lamellarity, and if possible, enhance the lamellar aspect ratio. 30
Microcrystalline talc has small irregular platelets (approximately 10 μm), lower crystallinity, and is easily milled to very fine products with higher specific surface area (10–20 m2/g). 29 The talc sample used in the present work (Jetfine® 1H) is a high brightness grade, which has been developed using micronizing technology that produces ultrafine talc with a high specific surface area. 27
Figure 1 shows the morphology and particle size distribution of the talc.
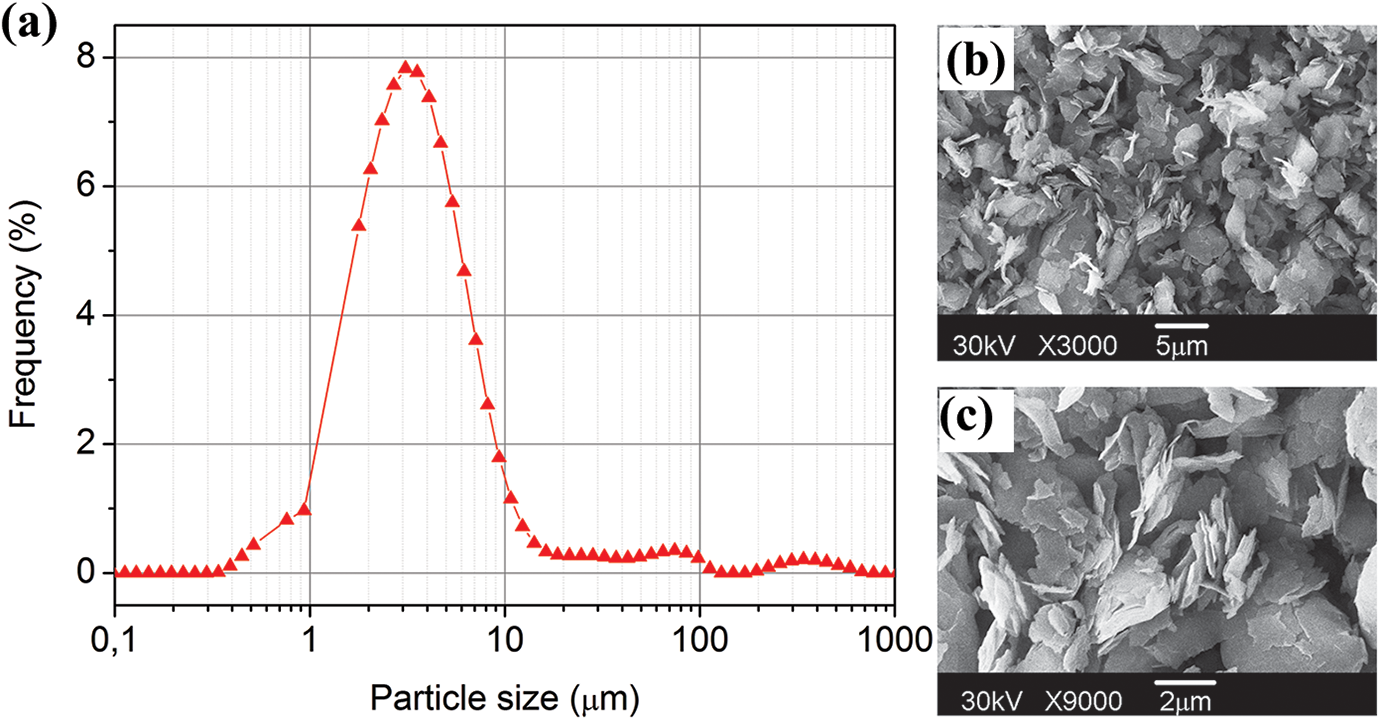
(a) Particle size distribution and (b) and (c) SEM micrographs of talc.
The size of the talc aggregates can be estimated by measuring their dimensions through dispersion in an aqueous medium. The talc sample presents an average particle size (d50) of about 3.19 µm and a specific surface area of 2.43 m2/g. The value of d50 obtained in this work for the talc sample was slightly higher than that reported by the manufacturer (2.8 μm). This result can be attributed to some agglomeration of this sample in water. Figure 1 also shows that the distribution curve for the talc sample was practically monomodal, with a small shoulder in the region of larger particle size.
The micrographs show that the lamellar structure of the talc was preserved after the micronizing process. According to Malacari, 30 a production process that is not able to preserve the natural lamellarity of talc will not produce a functional filler. SEM micrographs obtained in the present work are very similar to micrographs of a sample of micronized talc considered to be a functional filler. 29
Characterization of PP/SEBS/talc composites
Morphological properties
Morphology is an important factor determining the mechanical properties of thermoplastic/elastomer blends obtained by melt blending. Numerous factors affect the morphology of blends, such as interfacial tension, viscosity ratio of the dispersed phase to the matrix, mixing efficiency, and other processing parameters. 31 Like other rubber-modified polymers, PP/TPE blends separate into distinct phases. The PP matrix and TPE chemical nature influence the rubber droplet size, shape, and distribution, resulting in blends with different morphologies, particularly for higher TPE contents. 6 In this work, SEM was used to investigate the dispersion and distribution of SEBS elastomer and talc particles in the PP matrix. Before starting the morphological analysis, fractured samples were immersed in THF to extract the rubbery phase. The mean diameter values of SEBS particles in PP/SEBS blends and PP/SEBS/talc composites were determined by image analysis software and are shown in Table 2.
Mean diameter of SEBS particles (µm) in PP/SEBS blends and PP/SEBS/talc composites.
PP: polypropylene; SEBS: styrene–ethylene–butylene–styrene.
SEM images of PP/SEBS polymer blends containing 10, 15, and 20 wt% elastomer are shown in Figure 2. The dark regions correspond to the surface area occupied by the elastomer domains before extraction with THF.
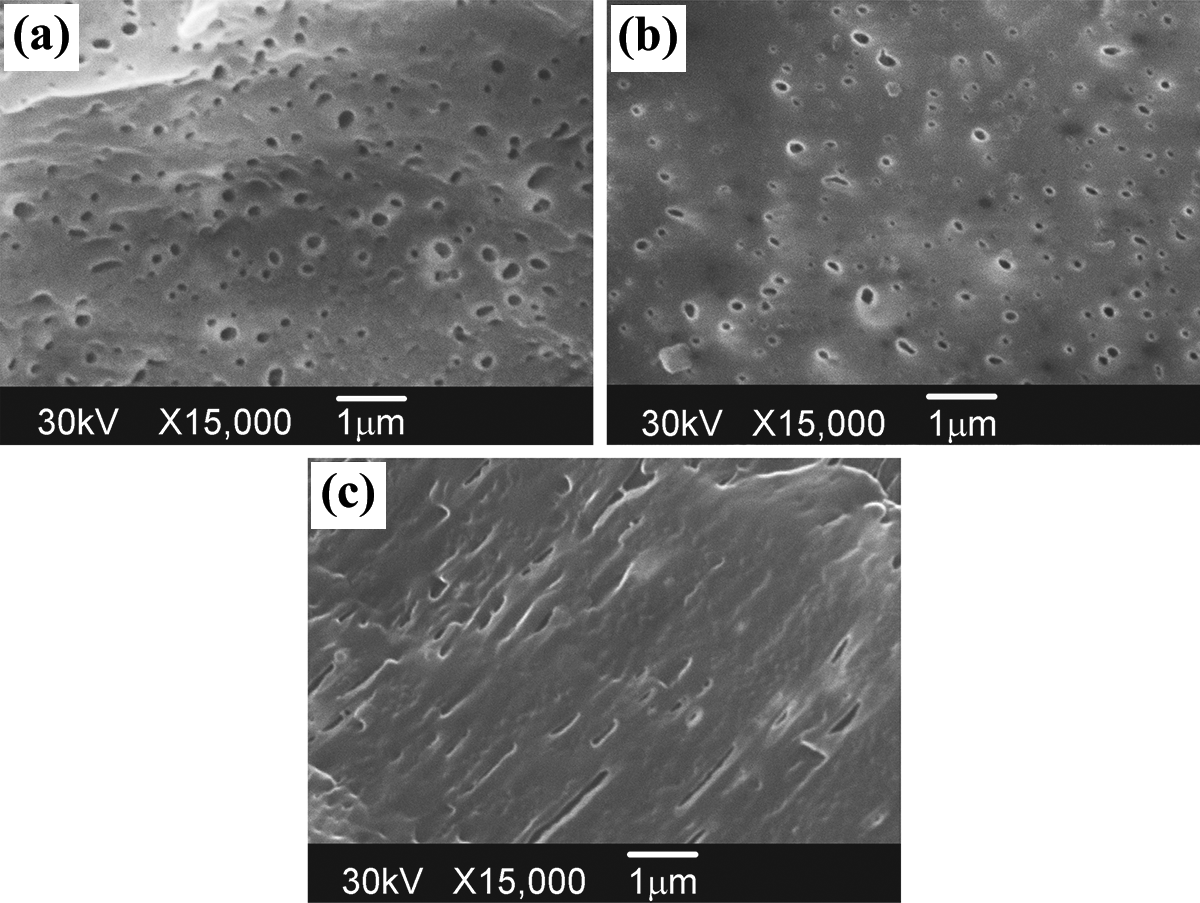
SEM micrographs of PP/SEBS blends with different compositions after SEBS extraction with tetrahydrofuran: (a) 90/10, (b) 85/15, and (c) 80/20% (w/w).
SEM micrographs (Figure 2) show the morphology of the PP/SEBS blends. A two-phase morphology is evident. The distribution of the SEBS phase in the PP matrix was extremely homogeneous. SEBS particles were mostly spherical, but some ellipsoids were also observed, especially at higher SEBS concentration.
The mean diameters of SEBS in the PP/SEBS blends were determined through image analysis. The very low mean diameter of SEBS particles is related to a more effective breakup of the TPE in the PP matrix. Even when the SEBS content in the blend was increased, the average particle size did not change significantly (Table 2). This result demonstrates that the transfer of stress from PP to SEBS occurs in a very effective way, promoting the breakup of the SEBS domains. According to Abreu et al., 6 the EB blocks in the SEBS have more affinity with PP macromolecules, contributing to disperse the TPE in the melted state and avoiding the rubber particles’ coalescence.
Figure 3 shows the morphologies of PP/SEBS/talc composites. In the morphological pictures, the gray and black regions correspond to PP and SEBS phases, respectively. It is also possible to observe in the micrographs a white region that can be attributed to talc particles. In Figure 3(b) to (d), talc particles are identified by the black circles.
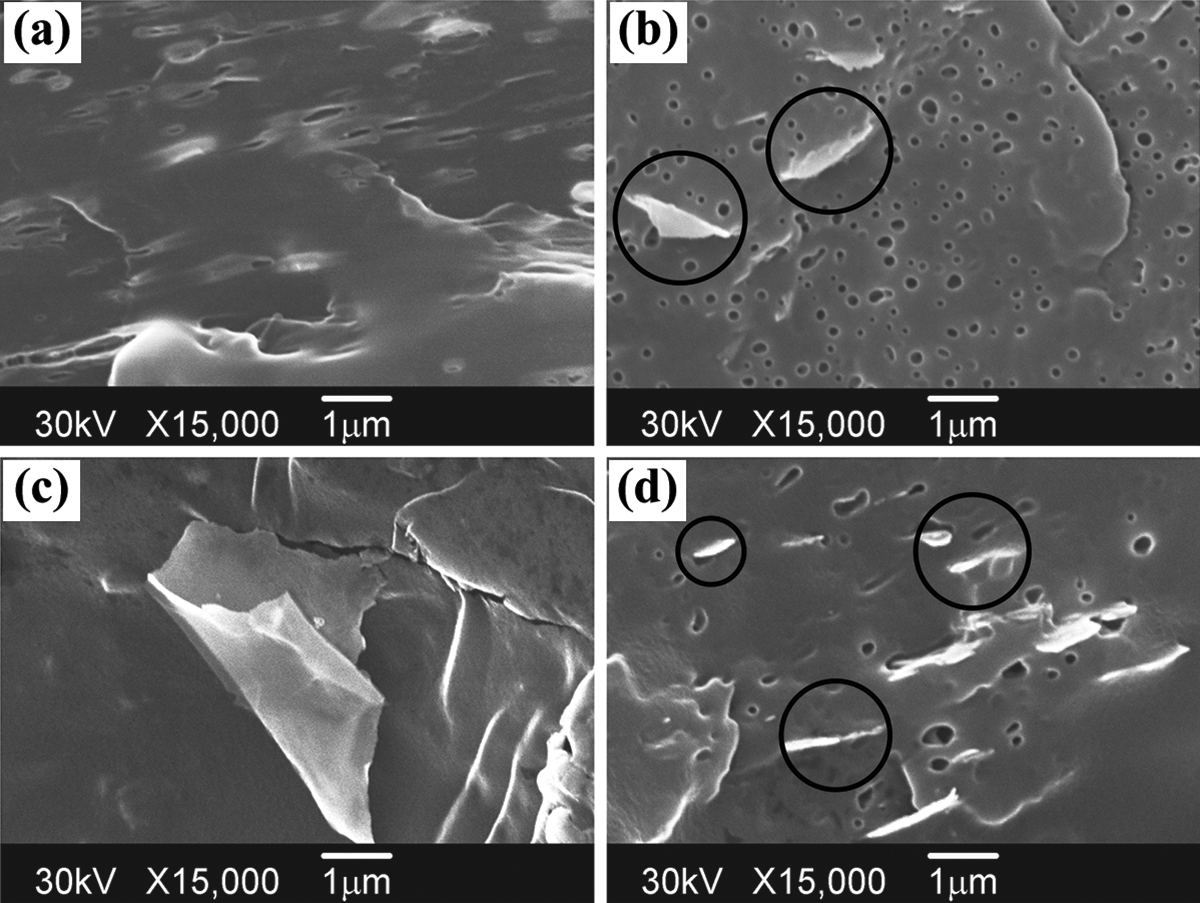
SEM micrographs of PP/SEBS/talc composites with different compositions after SEBS extraction with tetrahydrofuran: (a) 80/20/0, (b) 77.5/20/2.5, (c) 75/20/5, and (d) 72.5/20/7.5% (w/w).
SEM micrographs of the PP/SEBS/talc composites show three-phase morphology (separated morphology), with separately dispersed SEBS and talc particles. The spherical shape and size of the SEBS domains are similar to those of the respective reference blend: PP/SEBS 80:20% (w/w) (Table 2). However, the distribution of the SEBS phase in the PP matrix is not homogeneous as in the binary blend.
As mentioned before, the microstructure of PP/elastomer/filler composites depends on the mixing protocols and the processing conditions. The micrographs (Figure 3) show that the particle layers of talc are uniformly dispersed and distributed in the polymer matrix. The PP/talc 70:30% (w/w) composite was initially processed in a twin-screw extruder that promoted the dispersion of this filler in the PP matrix. The resulting masterbatch was further diluted in a twin-screw extruder giving rise to PP/SEBS/talc composites with different talc contents. These processing steps contributed to the dispersion of talc in the PP/SEBS blend.
The EDS spectra obtained from SEM micrographs show that the fine granulometry of the talc did not prevent its good dispersion in the PP/SEBS blends (see Online Supplemental Figure S1). Only the blends with higher amounts of talc presented some filler agglomerates.
Racca et al. 32 evaluated the distribution and dispersion of two grades of talc with different features (aspect ratio, particle size distribution, and surface area) in a PP matrix, by SEM. Composites of PP filled with talc were produced in a twin-screw extruder employing different methods of filler addition to the polymer matrix, with and without the masterbatch dilution step to compare both procedures. According to the authors, the filler addition to PP by using a masterbatch improves the dispersion of talc in the PP matrix. This mixing protocol promotes the segregation of the filler particles as platy structures and contributes to the alignment of the talc lamellae during processing. The results obtained by these authors showed that the processing method influences the dispersion of the filler in the polymer matrix, and consequently the final properties of the composite. 32
In the SEM micrographs of the composites (Figure 3), it is also possible to notice that the layers of talc are aligned along the injection flow direction. According to Ammar et al., 22 during injection molding of PP/talc composites, the platelets of talc become aligned in the direction of the applied stress in the tensile specimen.
Thermal properties
The thermal behavior of the neat PP, PP/SEBS blends, and PP/SEBS/talc composites was evaluated by differential scanning calorimetry (DSC). All results obtained from the DSC thermograms are summarized in Table 3.
Thermal properties of PP, PP/SEBS blends, and PP/SEBS/talc composites.
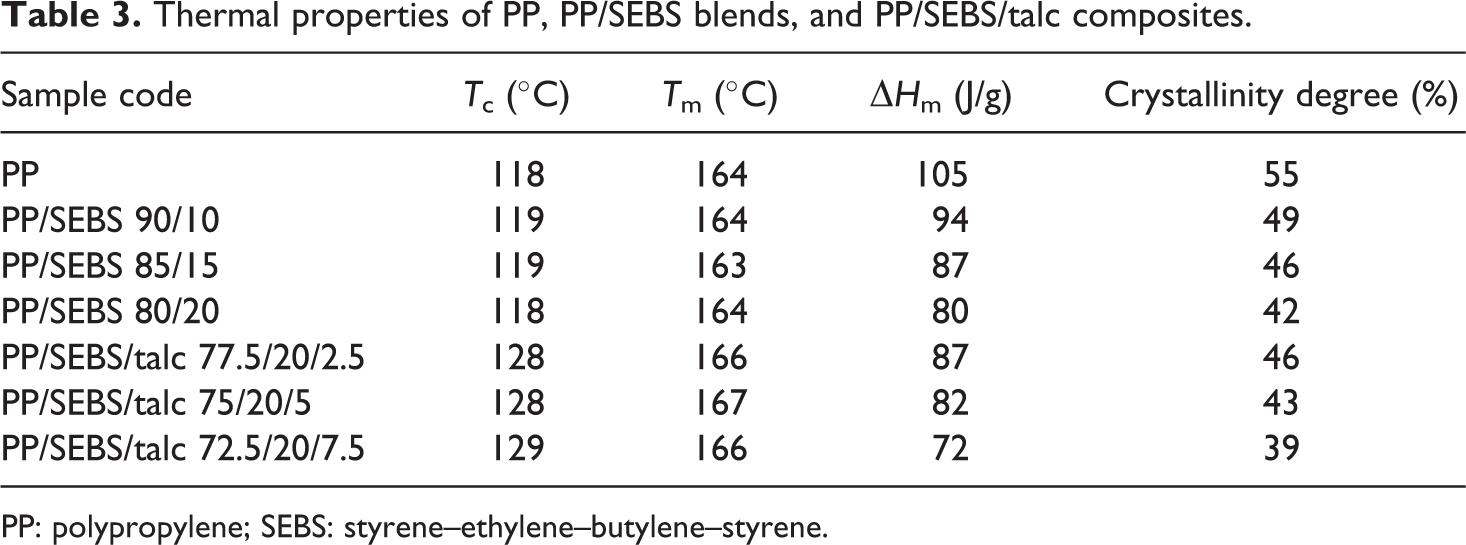
PP: polypropylene; SEBS: styrene–ethylene–butylene–styrene.
Figure 4 shows the melting peaks (Tm) and the crystallization peaks of the DSC curves for PP and its blends with SEBS.
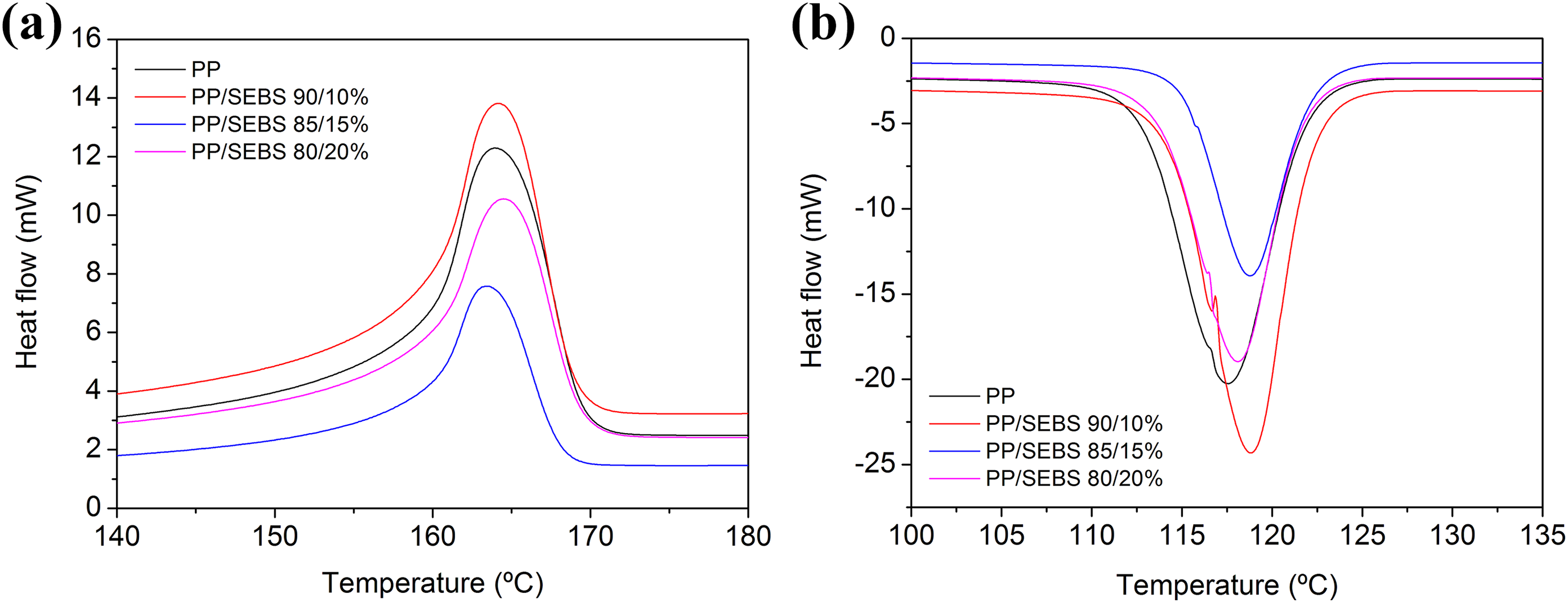
(a) Melting and (b) crystallization peaks of the DSC curves of polypropylene and PP/SEBS blends.
There is no significant difference in the melting temperature (Tm) of PP due to the incorporation of TPE. However, there is a reduction in the width of the endothermic peak. The width of the endothermic peak for PP is 11.55 a.u., while for the PP/SEBS 85:15% (w/w) is 9.01 a.u. Abreu et al. reported similar behavior in a study of thermal properties of PP/SBS and PP/SEBS blends. 6 This finding is the result of a narrower distribution of the crystallites’ size.
The crystallization temperature (Tc) remains practically constant with the incorporation of the elastomer (Table 3). Saroop and Mathur evaluated the crystallization and thermal behavior of PP of unvulcanized blends of PP with SBS through DSC. According to these authors, there was no change in the PP crystallization peak width and temperature due to the incorporation of different SBS contents. 33
Table 3 shows the values of the melting enthalpy (ΔHm) and the crystallinity degree of the samples. The melting enthalpy values of the PP/SEBS blends decreased as the SEBS content increased. This result indicates that the incorporation of SEBS affects the crystallinity of the polymer matrix. The PP/SEBS 80:20% (w/w) blend has a crystallinity degree 25% lower than that of PP.
The study of Abreu et al. showed that the incorporation of SBS and SEBS elastomers in PP promoted changes in the polymer crystallinity. The incorporation of high concentrations of SEBS caused a decrease of ΔHm. 6 However, when high concentrations of SBS were added to the PP, ΔHm remained constant. According to the authors, the EB segment of the SEBS has a higher affinity or compatibility with the PP macromolecules, preventing access of the PP segments to the growth nucleus, thus reducing the crystallinity of the PP.
In the present work, the effect of the talc on the crystallization and thermal behavior of the PP/SEBS 80:20% (w/w) blend was also investigated. Figure 5 shows the melting peaks (Tm) and the crystallization peaks of the DSC curves for PP, PP/SEBS 80:20% (w/w) blend and PP/SEBS/talc composites.
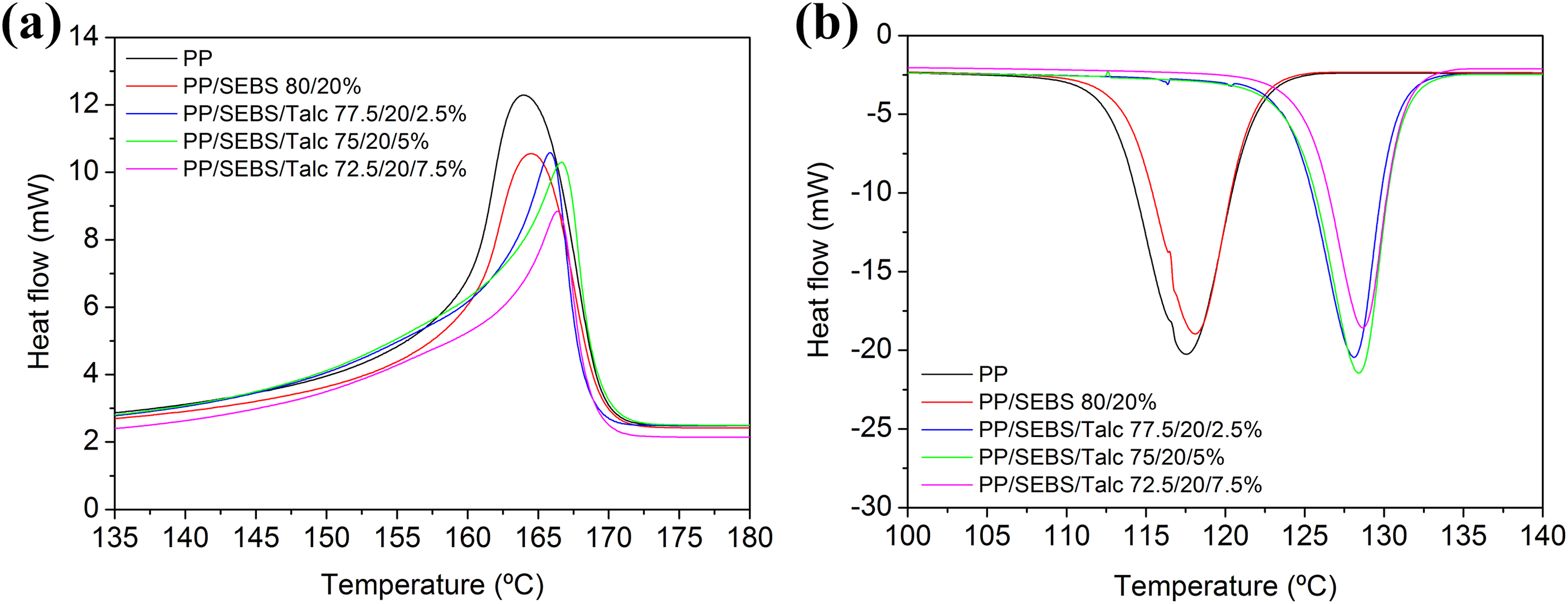
(a) Melting and (b) crystallization peaks of the DSC curves of polypropylene, PP/SEBS 80:20% (w/w) blend, and PP/SEBS/talc composites.
Table 3 shows no changes in the melting temperature of the PP/SEBS blend with the incorporation of the talc. Nekhlaoui et al. observed similar behavior in their evaluation of the thermal behavior of PP-SEBS-g-MA with different contents of talc. 20 As observed in the DSC curves of PP/SEBS blends (Figure 5(a)), the width of the endothermic peak decreased as the talc content increased. The width of the endothermic peak for PP/SEBS 80:20% (w/w) is 11.01 a.u. The composite obtained with addition of 7.5% talc had width of the endothermic peak of 9.41 a.u.
The incorporation of talc in the PP/SEBS blend increased the crystallization temperature (Tc) by 10°C. This increase in the Tc indicates faster crystallization of polymer chains after cooling. The addition of a nucleating agent provides sites for the onset of crystallization, which increases the crystallization temperature. 34 Ammar et al. observed an increase of 8°C in the crystallization temperature of PP/talc composites when 30% talc was added to the PP matrix. 22 According to the authors, a higher crystallization temperature indicates that the talc is a good nucleating agent.
Table 3 also shows the values of the melting enthalpy (ΔHm) and the crystallinity degree of the PP/SEBS/talc composites. The addition of 2.5 wt% talc to the PP/SEBS blend increased the PP melting enthalpy (ΔHm) from 80 to 87 J/g. However, as the talc content increased from 2.5 to 7.5 wt%, the ΔHm of the composites decreased from 87 to 72 J/g. Thus, the incorporation of high contents of talc in the PP/SEBS blends introduced some defect in the polymer crystal lattice. Nekhlaoui et al. observed similar behavior in the evaluation of PP-SEBS-g-MA/talc composites’ thermal properties. 20
Tensile properties
The mechanical properties of PP, PP/SEBS blends, and PP/SEBS/talc composites were investigated by tensile testing. Figure 6 shows the stress–strain curves of the PP/SEBS blends and PP/SEBS/talc composites.
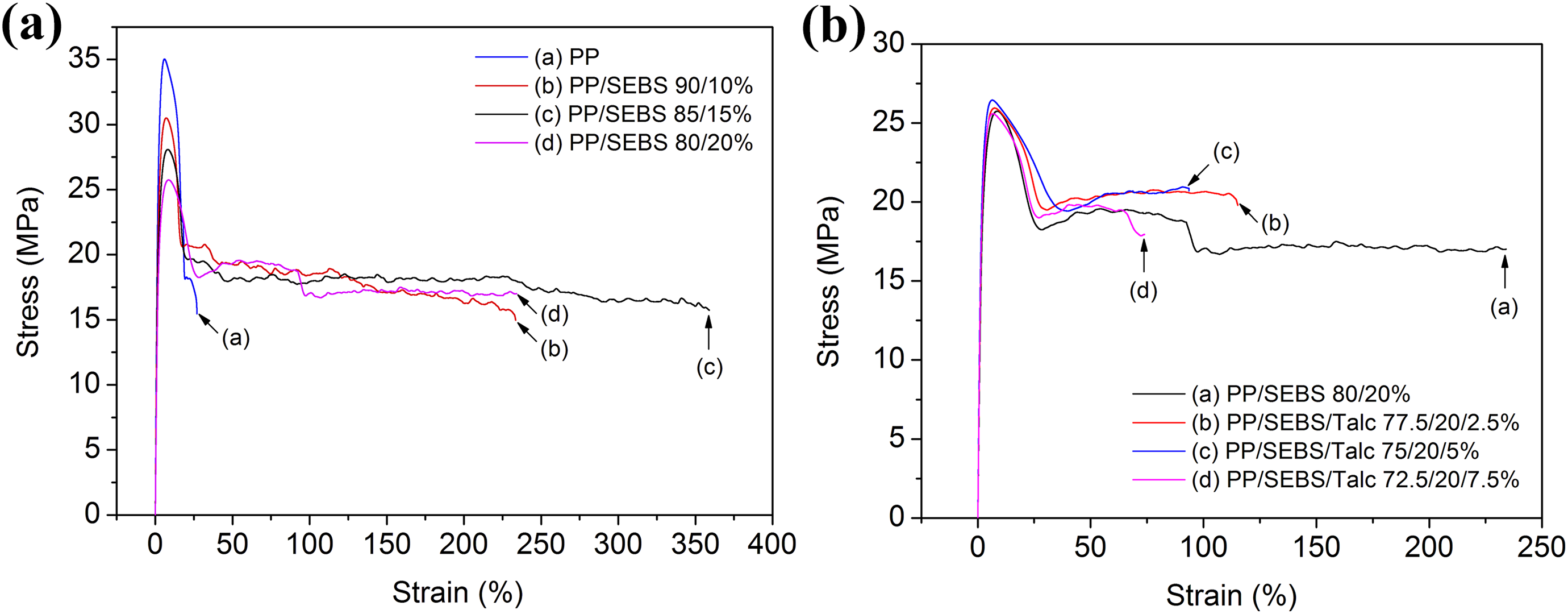
Stress–strain curves of the (a) PP/SEBS blends and (b) PP/SEBS/talc composites.
The PP/SEBS blends (Figure 6(a)) show a stress–strain behavior similar to those found in the literature.5,6,34 The results obtained indicate that the addition of SEBS in the PP caused reduction in the tensile strength and an increase of the elongation at break. The incorporation of different concentrations of SEBS promoted changes in the values of PP/SEBS blends. Studies of PP/TPE blend properties show that the decrease in the values of the mechanical properties depends on the relative composition of styrene in the copolymer and the added TPE content. The SEBS used in the present work contains 13% styrene in its composition. This fraction, which is rigid due to the high glass transition temperature of the polystyrene block, makes these elastomers more rigid than the conventional ones commonly used in blends with PP. This occurs because of their two-phase morphology, where the SEBS polystyrene particles are dispersed in the elastomeric phase. 35 Table 4 shows the values of the mechanical properties obtained from the stress–strain curves of PP and PP/SEBS blends.
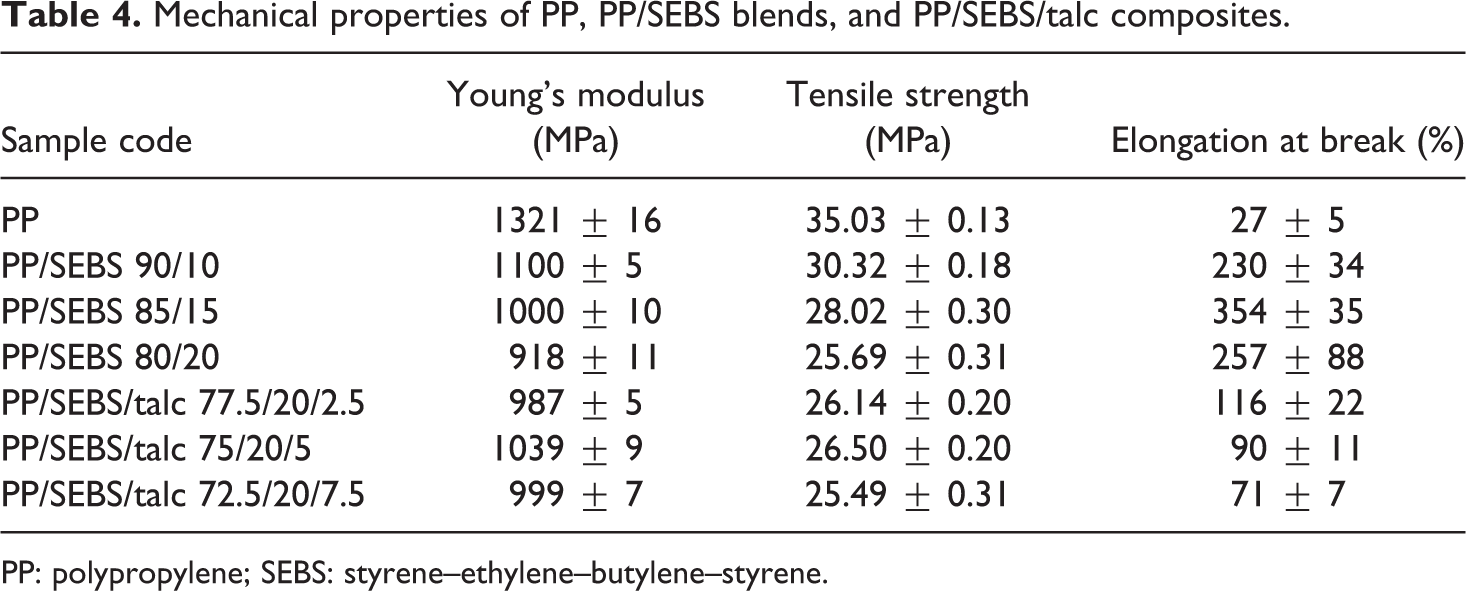
Mechanical properties of PP, PP/SEBS blends, and PP/SEBS/talc composites.
PP: polypropylene; SEBS: styrene–ethylene–butylene–styrene.
In blends of semicrystalline polymers and elastomers, the presence of an elastomeric phase causes a reduction in the stiffness of the obtained materials. As expected, the results obtained show the Young’s modulus of the blends decreased as the concentrations of TPE increased. Despite this, the fall in modulus was not so marked. The mechanical data also show that the addition of 10% (w/w) SEBS to the PP caused a reduction of only 17% of the Young’s modulus value (Table 4). However, the addition of higher TPE contents did not significantly change the modulus values. Denac et al. also observed a very small reduction in the Young’s modulus values of PP with the incorporation of SEBS. 5 This finding is attributed to the nature of the elastomer used in the preparation of the blends.
The tensile strength of the blends decreased linearly with increasing elastomer content (Table 4). The PP/SEBS 90:10% (w/w) blend showed tensile strength of 30.32 MPa, 13% lower than the tensile strength of PP. The results also showed that the incorporation of 20% SEBS in the PP decreased the tensile strength of the matrix by 27%. A previous study of PP/SEBS blends also reported this linear decrease in the PP tensile strength values with increasing SEBS content. 2
The elongation at break of PP/SEBS blends increased significantly with the addition of the TPE. However, the elongation at break value of the PP/SEBS 80:20% (w/w) blend was similar to those obtained for other samples with lower content of SEBS. The blend obtained with the addition of 15% SEBS to the PP showed an elongation at break of 354%. This value is 13 times higher than the elongation at break of PP.
The results obtained from the stress–strain tests of PP/SEBS blends are in agreement with those reported by Abreu et al. 6 They observed that the yield peak became gradually lower and broader with increasing concentration of TPEs. Moreover, the addition of TPEs to the PP caused a decrease in tensile strength and elastic modulus, with a gradual increase in elongation at break. Such tensile behavior of blends can be explained by the replacement of the plastic component with the elastomeric one. These results are also consistent with the morphologies presented by the blends. The SEM micrographs show that the elastomeric phase was well dispersed and distributed in the PP matrix (Figure 2).
To assess the influence of talc on the composites’ mechanical performance, the tensile properties of the PP/SEBS/talc composites were determined. Figure 6(b) shows the stress–strain curves of the PP/SEBS/talc composites. According to Denac et al., only the incorporation of high amounts of the SEBS elastomeric component increases the ductility of PP/talc composites. 5
The stress–strain curves show a significant reduction in the elongation at break with increasing talc content. It is also possible to observe that the tensile strength of the composites did not undergo a significant change with the increase of the talc concentration. Table 4 shows the values of the mechanical properties obtained from the stress–strain curves of PP/SEBS/talc composites.
The Young’s modulus of the PP/SEBS/talc composites slightly increased with rising talc content (Table 4). The composite prepared with the addition of 5% talc to the PP/SEBS blend showed a Young’s modulus of 1039 MPa. This value is 13% higher than the Young’s modulus of the PP/SEBS 80:20% (w/w) blend. This result was expected, since the addition of inorganic fillers restrains the mobility of the polymeric chains. 36 However, the addition of high concentrations of inorganic fillers to polymer matrices sometimes does not promote higher tensile modulus due to the formation of agglomerates, which reduces the surface contact area of the filler with the polymer.
The talc particle orientation, which depends on the processing method, also plays an important role in the material’s stiffness.29,37 In this work, all the specimens were injection molded. During mold filling, the talc/molten PP/SEBS suspension flows and laminar particles align straight in the flow direction. The SEM micrographs showed an alignment of the talc layers along the injection flow direction (Figure 3).
The tensile strength of PP/SEBS/talc composites (Table 4) increased slightly compared to the PP/SEBS 80:20% (w/w) blend. The tensile strength depends on both the surface contact area and interfacial strength. The micrographs obtained (Figure 3(b) to (d)) show good interfacial adhesion between the phases and good talc dispersion in the matrix.
The elongation at break of composites seems to be the property most affected by the morphology of talc. 29 In the present work, the elongation at break of PP/SEBS/talc composites decreased significantly with the addition of the inorganic filler. This behavior is a result of the restriction of the macromolecules’ mobility caused by the talc incorporation.
Impact strength
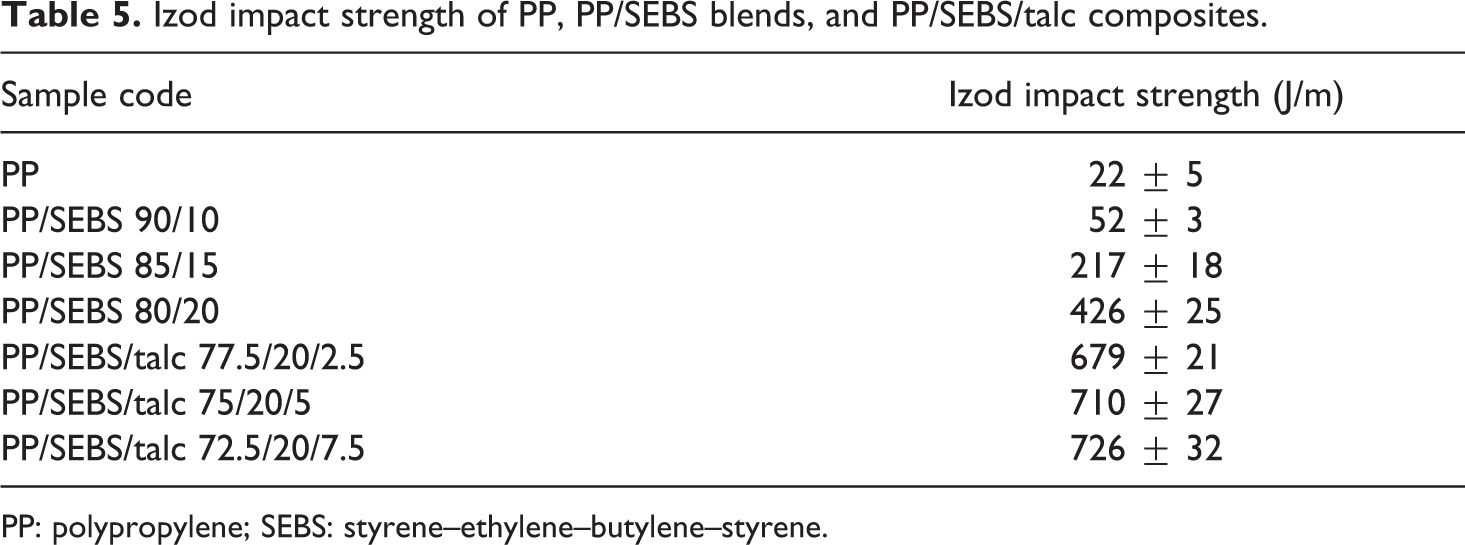
The incorporation of elastomers into polymer matrices to increase their impact strength is a practice commonly used in the polymer industry. However, the results can vary significantly according to the content of elastomer incorporated and the final morphology of the blends. In PP/elastomer blends, the increase of the impact strength observed is attributed to the rubbery nature of the second phase, which absorbs part of the impact energy and undergoes viscoelastic deformation. In this work, the mechanical behavior of the PP/SEBS blends was evaluated by Izod impact strength. Table 5 shows the values of PP/SEBS Izod impact strength at 23°C.
Izod impact strength of PP, PP/SEBS blends, and PP/SEBS/talc composites.
PP: polypropylene; SEBS: styrene–ethylene–butylene–styrene.
The impact strength value of the PP was 22 J/m. This result is in agreement with the fragile behavior presented by the polymer. The addition of the TPE significantly increased the impact properties of the PP. The PP/SEBS 90/10 blend showed impact strength of 52 J/m, which is twice that of PP. The incorporation of 15% and 20% SEBS in PP generated increases of 9 and 19 times in relation to the PP.
The morphology presented by the PP/SEBS blends is responsible for the good impact properties presented by the final material. According to Abreu et al., 6 the blend morphology reflects directly on the impact strength of the material, and any changes in microstructure cause properties to change. A suitable morphology with smaller, well-dispersed rubber domains is desirable to yield high polymer toughness. 6 SEM images of the different PP/SEBS blends (Figure 2) showed the presence of the elastomeric phase in the form of droplets or domains with a very low mean diameter of SEBS particles. PP blends with small rubber particles are tougher and more ductile than those processed with large rubber particles, due to their more efficient action in inducing crazing and/or shear yielding in the matrix. 12
Table 5 also shows the results of the impact strength of the PP/SEBS/talc composites. Different factors can contribute to the improvement of the impact strength of composites, like particle size, filler rigidity and concentration, aspect ratio of filler, interaction between components and matrix phase, nucleation, orientation, and consequent structural changes in the matrix. 5
The impact strength of the reference blend increased significantly with the addition of talc. The composite obtained with the addition of 2.5% talc had impact strength of 679 J/m, 60% higher than that of the PP/SEBS 80:20% (w/w) blend. In addition, this impact strength is 30 times higher than that of the PP (Table 5). Denac et al. 5 reported a substantial increase of impact strength for PP/talc/SEBS composites prepared with 20 vol.% of TPE. According to the authors, high impact strength values at higher elastomer content imply that the SEBS elastomer (as impact modifier or/and coupling agent) is the most influential factor of the notched impact strength of the investigated composites.
The micrographs obtained show that the incorporation of talc in PP/SEBS blends did not promote significant changes in the size of the rubbery domains. On the other side, there was very good dispersion and distribution of the small talc particles in the polymers. These factors contribute to avoid crack propagation and increase the impact properties. Although the core–shell morphology was not observed in the present work, very good impact properties were obtained.
Conclusions
The processing conditions and mixing protocol used to develop PP/SEBS/talc composites led to obtaining a three-phase morphology, in which both the SEBS and the micronized talc particles were uniformly dispersed and distributed in the polymer matrix. As a result, the incorporation of talc in PP/SEBS blends led to superior mechanical and thermal properties. Talc acted as a nucleating agent, increasing the PP crystallization temperature and crystallinity. Although the core–shell morphology was not obtained, the impact properties were quite satisfactory.
Supplemental Material
supplement_figure_s1 – Supplemental Material for Morphological, mechanical, and thermal properties of PP/SEBS/talc composites
Supplemental Material, supplement_figure_s1 for Morphological, mechanical, and thermal properties of PP/SEBS/talc composites by Carlos Ivan Ribeiro de Oliveira, Marisa Cristina Guimarães Rocha, Joaquim Teixeira de Assis and Ana Lúcia Nazareth da Silva in Journal of Thermoplastic Composite Materials
Footnotes
Acknowledgements
The authors thank Conselho Nacional para o Desenvolvimento Cientítico e Tecnológico (CNPq) and Fundação de Amparo à Pesquisa do Estado do Rio de Janeiro (FAPERJ) for financial support and BRASKEM, Kraton Polymers do Brasil S.A., and Imerys companies for providing the PP resin, the SEBS, and talc, respectively.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Coordenação de Aperfeiçoamento de Pessoal de Nivel Superior—Brazil (CAPES) (finance code 001).
Supplemental material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.