
Abstract
The objective of this work is to study the effect of the addition of the compatibilizing agent poly(ethylene-alt-maleic anhydride) (HDPE-alt-MAH) on the mechanical properties and morphology of HDPE/PA12 blends. The amounts of compatibilizer used were 0, 2, and 3 wt% and HDPE/PA12 blends were manufactured in three ratios, namely: 75/25, 50/50, and 25/75. It was observed that the blends with 2 wt% of HDPE-alt-MAH presented the best mechanical performance. As the proportion of PA12 in the blend increased, the mechanical strength and elongation at break also increased. The creep behavior of the blends was also evaluated, and it was verified that the steady-state creep rate decreases with the increase of PA12 showing the greater resistance to deformation of PA12 compared to HDPE. The viscoelastic behavior of the materials varied with the composition, but by creep compliance analysis, it was observed that the elastic behavior of the blends was similar. The rheology of the blends was analyzed, and it was concluded that the 75/25 HDPE/PA12 blend had the best processability. From the analysis of the microstructures of the blends, it was possible to correlate the phase dispersion with the mechanical and rheological properties.
Introduction
Many research studies have been performed to study polymer blends in order to develop new materials with technologically attractive properties. 1 The basic goal is to combine the best properties of each component into a single material which, consequently, will have intermediate properties to those of the homopolymers, such as tensile strength, for example. In some cases, it is even possible that the blend generates superior properties to those of the individual components. Another purpose of the blends is to optimize the cost/benefit ratio and to improve the processability of high temperature polymers. Since the early 1980s, there has been an increase in the use of polymer blends for the economic purpose.2,3
Although polymer blends seem to be a very attractive way to obtain new materials, most polymer blends are immiscible and/or incompatible. The reason for the incompatibility is the high interfacial tension and, consequently, poor interfacial adhesion. Miscible blends are homogeneous and therefore have a single phase, while the immiscible blends present phase separation, with heterogeneous morphology. Therefore, the miscibility between the homopolymers is a very important issue in the development of the blend.4,5
However, immiscible binary systems can be made compatible by the introduction of a third component, called compatibilizing agent, which will chemically interact with both phases or have specific interaction with one phase and physical interaction with the other. One of the effects of the compatibilizer is the decrease in the interfacial tension between the dispersed phase and the matrix, facilitating the dispersion of one phase in the other. Another effect is increased interaction and, therefore, adhesion between phase boundaries, making stress transfer more efficient. A third effect is to stabilize the dispersed phase avoiding its coalescence. Thus, from a practical point of view, compatibilization can promote a useful balance of physical properties, as well as tailor the mixture rheology for subsequent processing. The compatibilizing agent may be a block copolymer or a grafted one.4,6–9 In fact, Markham 10 stated that compatibilizers may also preserve the morphology resulting from the mixing process on the compatibilized blend, preventing delamination, agglomeration, and other undesirable phase effects that may operate in the blend.
The polymers to be used in this work are high density polyethylene (HDPE) and polyamide 12 (PA12). Both have great industrial importance, since polyethylene is the most widely used plastic and polyamide has very attractive properties, which are responsible for its increasing application. Polyamide finds applications in electrical, mechanical, and automotive parts due to its high mechanical and wear resistance as well as heat resistance, ease of manufacture, and processing.11–13 However, polyamide is relatively expensive and has low impact strength and dimensional stability, as well as poor moisture barrier properties. 13 Early attempts to produce polyamide blends came from the textile industry, where nylon fibers blended with other polymers have been used for years. For example, polyethoxylated compounds such as poly(ethylene glycol) were blended with polyamides to produce fibers with durable antistatic properties. Melt extrusion of PE/nylon blends is used commercially in the preparation of filaments, plastic containers, and molding resins.11,12
Polyamide blends with polyolefins lead to an immiscible two-phase system. Therefore, compatibilizers such as polyethylene carboxylate and also some copolymers formed by polyethylene chains grafted with polar groups, such as maleic acid or its anhydride, are constantly used in PE/PA blends to provide interfacial bonds and improve the mechanical properties.11,14,15
Yao et al. 16 showed that the interface between the PA6 matrix and the PE domains in the PA6/UHMWPE blend was steep and that after the addition of HDPE-g-MAH the domains became better dispersed, with an indistinct interface. This was attributed to the chemical reaction between the anhydride groups of the copolymer and the amino groups of PA6, which improved the compatibilization between the polymers. Consequently, both tensile strength and modulus significantly increased with the addition of the compatibilizer. Hamid et al. 17 performed mechanical tests on 70/30 PA6/HDPE blends containing 0, 2, 4, 6, and 8 wt% of HDPE-g-MAH (HDPE-grafted copolymer with maleic anhydride). The results showed that both the Young’s modulus and the tensile strength of the blends increased with the addition of 2 wt% of the compatibilizer, decreasing with the addition of an amount greater than 2 wt%. This result shows that 2 wt% of compatibilizer was enough to bond the polar polyamide to HDPE and thus led to an optimized structure. Excessive addition of compatibilizer destabilizes the structure of the blend, decreasing its mechanical performance.
Palabiyik and Bahadur 18 showed that the tensile strength of the PA6/HDPE blend with addition of MAgPP (maleic anhydride grafted polypropylene copolymer) slightly decreased if compared to the blend without compatibilizer, showing that although MAgPP produces adhesion between the two polymer phases, it also makes a weak boundary. These authors also showed that the tensile strength improved with the increase in the proportion of PA6.
Leite et al. 19 characterized the mechanical properties of PA12/HDPE blends obtained by selective laser sintering and observed that the increase of HDPE in the blends leads to a reduction in tensile strength and flexural modulus.
Salmoria et al. 20 performed creep and stress relaxation tests on PA12/HDPE blends obtained by selective laser sintering. The blends tested had varying amounts of PA12/HDPE, namely: 80/20, 50/50, and 20/80. It was observed that HDPE showed higher plastic deformation and lower elastic recovery than PA12. The creep curve of the 80/20 PA12/HDPE blend showed considerable elastic recovery and a plastic deformation similar to that of neat PA12. The 50/50 blend showed intermediate behavior compared to the other blends tested (i.e., 80/20 and 20/80).
Studies of compatibilization with random and block copolymers were also presented in the literature. Quitadamo et al. 21 compatibilized PLA/PE blends with random copolymer of ethylene and glycidyl methacrylate (PE-g-GMA) and polyethylene grafted with maleic anhydride (PE-g-MA) and concluded that both led to dispersed phase/matrix morphology, but the former provided a higher homogeneity in the morphology and better adhesion between the PE particles’ boundaries and the PLA matrix, leading to improved mechanical properties. Chirawithayaboon and Kiatkamjornwong 8 reported effective compatibilization of HIPS/HDPE blends with SEBS block copolymer, which provided improved impact and tensile strengths and elongation at break as well as fewer voids and finer dispersion of dispersed phase with the addition of the compatibilizer.
Several aspects related to the mechanical behavior of PA12/HDPE blends have not yet been discussed, in the literature including the use of alternate copolymer compatibilizer for this blend. Therefore, the objective of this work was to evaluate the variation of the mechanical properties of PA12/HDPE blend with the addition of HDPE-alt-MAH (maleic anhydride alternate polyethylene copolymer) compatibilizing agent and its relationship with the morphology of the blends. The creep behavior of the blends was also evaluated. Creep is also a topic little discussed in the literature of blends, especially those with compatibilizers. The relationship between the rheological properties and the morphologies of the blends was also analyzed. To perform these objectives, specimens of PA12/HDPE blends were extruded and injected in three polymer ratios: 75/25, 50/50, and 25/75. HDPE-alt-MAH was added to the blends at 0, 2, and 3 wt% to obtain a qualitative comparison of its compatibilizing effects on the blend and to define its ideal percentage among the proportions tested.
Materials and methods
Materials
Two commercial polymers were used, namely: HDPE (IA59U3, BRASKEM) which has a density of 960 kg.m-3 and a melt flow index of 7.3 g/10 min and PA12 (CAS 24,937-16-4, Sigma Aldrich) which has a density of 1010 kg.m-3 and a melt flow index of 2.38 g/10 min. The compatibilizer used was HDPE-alt-MAH manufactured by Sigma Aldrich (CAS 9006-26-2), which has a density of 920 kg.m-3 and 0.2 wt% of MAH in its content.
Fabrication
The homopolymers were used in pellets and the compatibilizer in powder. All blends, as well as the homopolymers, were mixed in a mini-screw extruder DSM Xplore 5,5cc, in which the inlet, homogenization, and outlet temperatures were, respectively, 200, 230, and 250°C. The rotation used for the mixture was 160 r/min. The homogenization of the blends was done with a residence time of approximately 3 minutes in the extruder, under constant N2 flow. After extrusion, specimens were injected using a DSM Xplore 5.5cc mini injector, with the injector nozzle at 250°C and the mold at 80°C. The mold used manufactures Type V specimens as specified by ASTM D638 22 .
Ten specimens of each homopolymer (HDPE and PA12) were manufactured. HDPE/PA12 blends were formulated in three ratios (75/25, 50/50, and 25/75) and initially an analysis of the effect of the compatibilizing agent was performed using two amounts of compatibilizer. For this initial analysis, five specimens of each blend were fabricated without compatibilizer and with 2 and 3 wt% of HDPE-alt-MAH in order to see which compatibilizer ratio gives the best mechanical properties. These HDPE-alt-MAH ratios were chosen due to results in previous articles, in which the authors used several compatibilizer ratios, including 2 and 3 wt%.17,23 In addition, as said before, Hamid et al. 17 obtained 2 wt% as the ideal compatibilizer ratio for PA6/HDPE blends and a further addition of compatibilizer provided a decrease of mechanical properties. After determining the optimum compatibilizer ratio, five more specimens of each blend that match the optimal ratio were fabricated for tensile and creep characterization tests.
Mechanical tests
The tensile tests were performed in an universal tensile machine (Oswaldo Filizola, AME-2kN), the test speed used was 50 mm/min, and the distance between grips was 25 mm, following the recommendations of ASTM D638-14 standard. 22
The creep tests were performed on the same tensile testing machine, applying a constant load equal to 50% of the yield stress of each material for 24 h. The results were analyzed using three viscoelastic models (i.e., three-parameter model, four-parameter model, and Stretched Burgers Model 24 ). The model that best fits the experimental creep behavior was evaluated, and the steady-state creep rates were determined.
The three-parameter model used in this work, also known as the standard linear solid model, consists in a spring and a Kelvin–Voigt element connected in series. The variation of the strain with time is described by equation (1)
24

The four-parameter model used, also referred to as Burgers Model, consists in a Maxwell element and a Kelvin–Voigt element connected in series equation (2)
24

The Stretched Burgers Model is based on the mathematical and schematic construction of the Burgers Model. However, in this model, a distribution of relaxation times is considered, instead of only one relaxation time as in the previous model. Equation (3) describes the variation of the strain with time
24

Both tensile and creep tests were performed at room temperature (23 ± 2°C).
Scanning electron microscopy
In order to observe the structure of the blends, allowing the evaluation of the interface between polyamide and polyethylene phases and also phase distribution, the samples were fractured in liquid nitrogen and analyzed by scanning electron microscopy (SEM) (JEOL JSM-6510 LV). The analysis was performed with secondary electrons and an electron beam acceleration voltage of 20 kV, on gold sputtered samples.
Rheology
The rheology of the homopolymers and of the blends was evaluated in a parallel plate rheometer (Anton Paar, Physica MCR 501) at 200°C, using a shear rate range varying from 10–100 s-1.
Results and discussion
Tensile tests—effect of the compatibilizer
Figure 1 shows the typical stress–strain curves of the three blends with and without compatibilizer addition. These curves were taken from random specimens just as an attempt to illustrate the effects of the compatibilizer. Stress x strain curves of the compatibilized HDPE/PA12 blends. 75/25 HDPE/PA12 (a), 50/50 HDPE/PA12 (b) and 25/75 HDPE/PA12 (c). HDPE/PA12: high density polyethylene/polyamide 12.
Mean values and standard deviations of the mechanical properties of the neat and compatibilized blends.

The overall behavior of blends with 2 wt% HDPE-alt-MAH, considering the balance between ductility and mechanical strength, was considered as the most appropriate. The observed behavior agrees with the results of Hamid et al., 17 although in their work the blend studied was PA6/HDPE and the HDPE-g-MAH compatibilizer was used.
Tensile tests—influence of HDPE/PA12 ratio
Figure 2 shows the typical stress–strain curves of the homopolymers and their blends compatibilized with 2 wt% compatibilizer. These curves were taken from random samples to avoid any bias. As shown in the comparison made in Figure 3, it can be seen from these curves that PA12 has higher tensile strength and slightly less elongation at break than HDPE. The blends presented lower toughness and elongation at break compared to homopolymers, and the increase in PA12 ratio increases these properties. It can be noticed from the slope of the curves that PA12 has a greater strain hardening than HDPE, which is reflected in the blends, as the increase in the proportion of PA12 increases this characteristic, showing that the 25/75 blend has a greater increase in strength when submitted to plastic deformation. Stress Comparison of the mechanical properties of the blends compatibilized with 2 wt% of poly(ethylene-alt-maleic anhydride) with the properties of the homopolymers.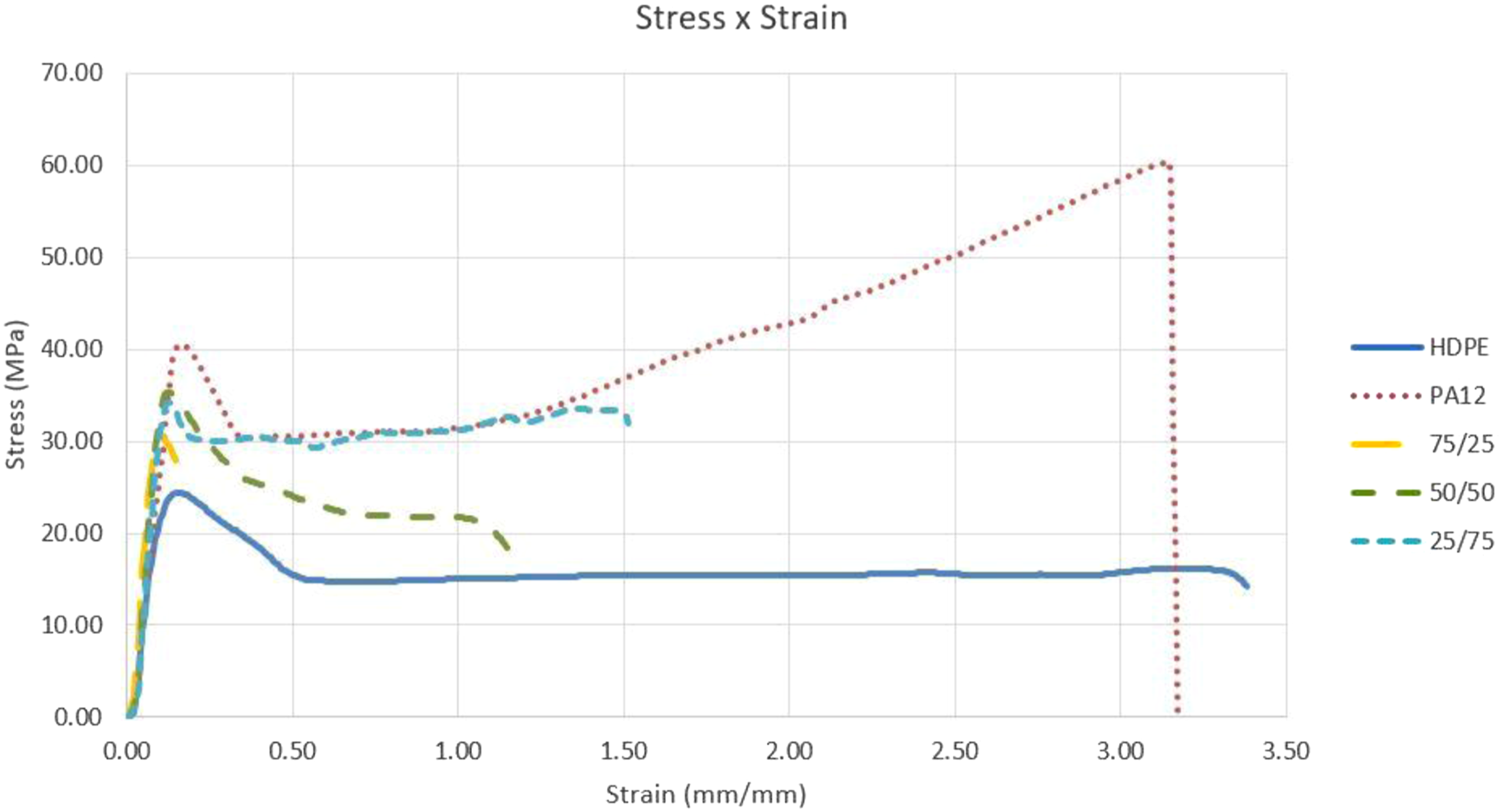

The results of the tensile tests of ten specimens of each of the blends compatibilized with 2 wt% of HDPE-alt-MAH and the comparison of their mechanical properties with the homopolymers are shown in box-plot graphs in Figure 3.
From the graphs shown in Figure 3, it is observed that PA12 has greater strength than HDPE, confirming what was seen in the curves in Figure 2. This is due to the intrinsic structure of each polymer, but it should also be noted that the Tg of PA12 is much higher than that of HDPE (37°C for PA12 and
It is noteworthy that the elongations at break of the blends were lower than those of the neat polymers. However, this property increased with the increase in the proportion of PA12 in the material, which reinforces the strong influence of polyamide on the mechanical behavior of the blends.
Creep tests
Figure 4 shows the strain versus time graphs representing the creep behavior of homopolymers and blends compatibilized with 2 wt% HDPE-alt-MAH. In this graph, the primary and secondary creep regions are evident, but 24 h were not sufficient to fracture the materials. It can be observed that the initial strains were different for each material, due to the different applied load (corresponding to 50% of the yield stress value). In addition, there is a difference in the elastic response of each material, as observed in Figure 3. Thus, creep compliance (J(t)), which is obtained by the ratio between the strain at each instant t and the stress applied in the creep test, was also evaluated using the equation (4)
29
Strain versus Time graphs of HDPE, PA12, and the HDPE/PA12 blends during 24 h of creep test. HDPE/PA12: high density polyethylene/polyamide 12.

Comparison of steady-state creep rates.

Figure 5 shows that the creep compliances of the blends and polyamide were very similar, indicating that in the tensile range used (50% of the yield stress value), the elastic responses of these materials were reasonably close. The HDPE and the 75/25 blend showed slightly higher creep compliance values than the other materials. It was concluded that the HDPE and the 75/25 blend have lower modulus than the others, which is confirmed by the tensile data. Creep compliance of high density polyethylene, polyamide 12, and their blends.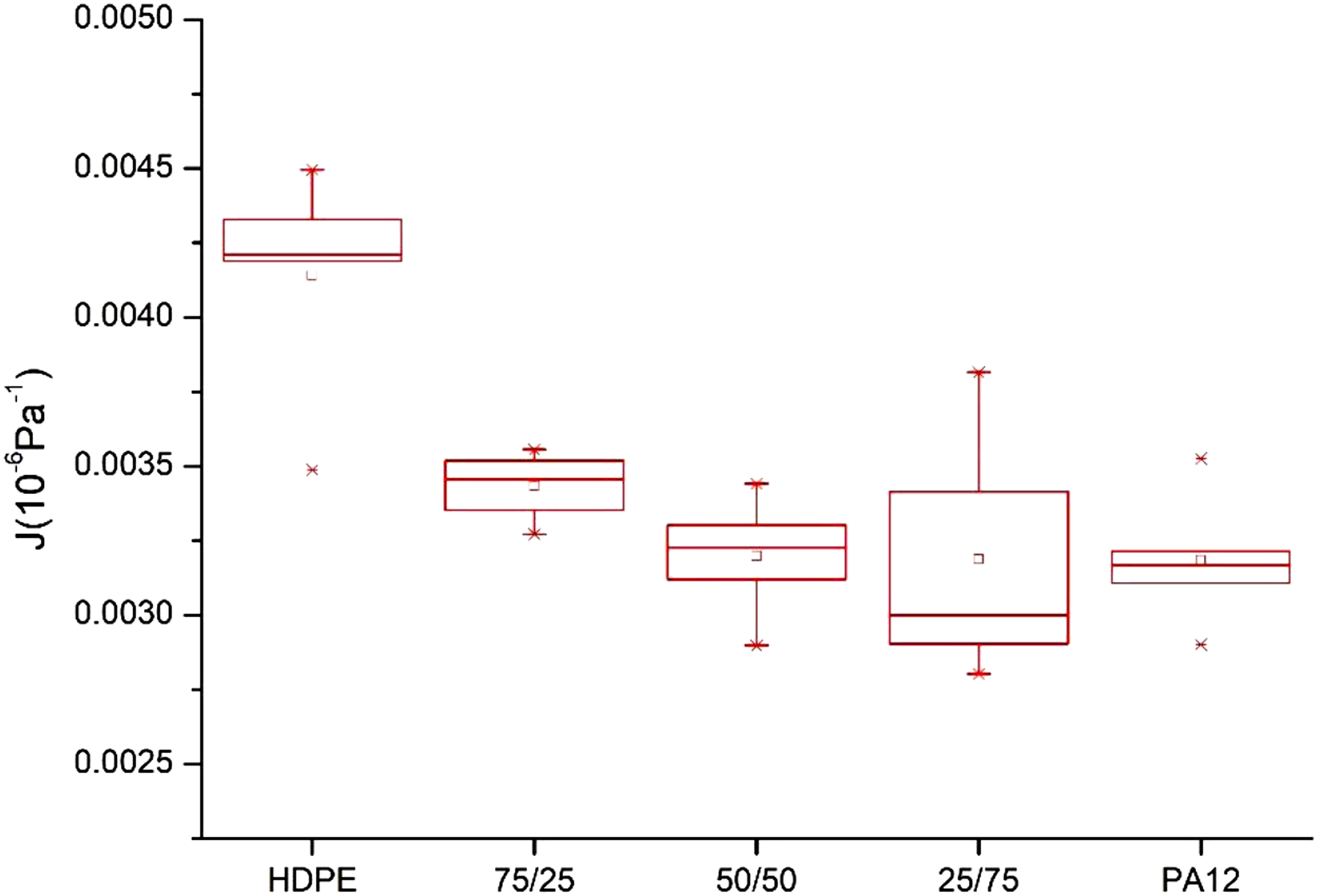
Correlation coefficients of the experimental data of blends and homopolymers to the viscoelastic models. Bold values indicate the model that best described the experimental behavior.
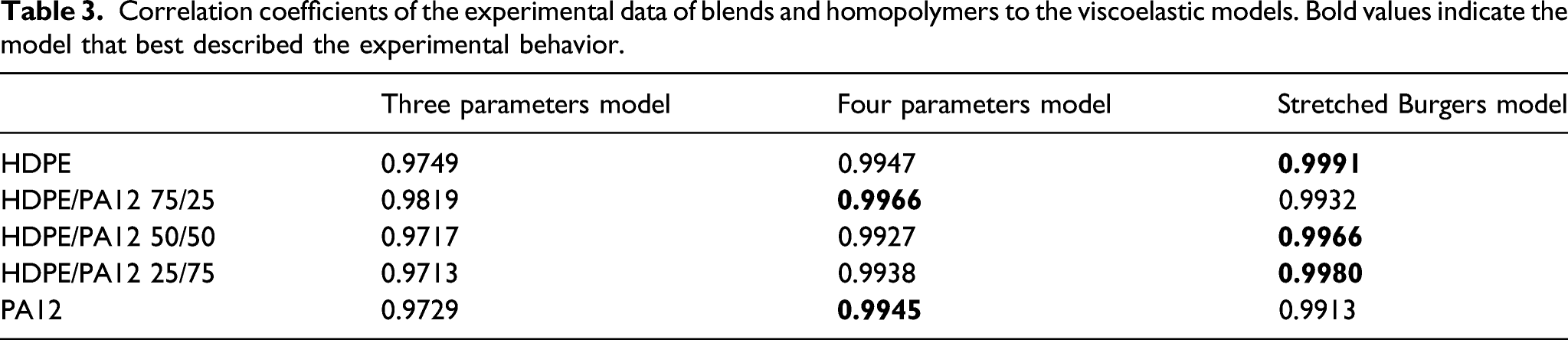
From the results obtained, it can be observed that HDPE definitely presented a better correlation with the Stretched Burgers Model and PA12 presented a better correlation with the four-parameter Model. Although it is possible to correlate the best fit of the 50/50 and 25/75 blends with the Stretched Burgers Model and the best fit of the 75/25 blend with the four-parameter Model, the difference between R2 for the adherence of the experimental points to these models is small.
Polymers that best fit to the four-parameter Model would have only one relaxation time, while those that best fit to the Stretched Burgers Model would have several relaxation times due to a more complex structure. 24
Not all points of the observed variation in behavior are clear, but HDPE can be expected to exhibit various relaxation times because of its semicrystalline structure and because the amorphous region shows very different mobility, depending on whether the molecules in this region are more or less constrained by the rigid crystalline structure.
31
With a similar approach, all blends are expected to exhibit various relaxation times due to the presence of a two-phase structure (blends 75/25 and 25/75, Figures 6 and 7, to be discussed later) or the presence of a co-continuous structure (50/50 blend, Figure 8). For this specific structure, the presence of continuous and intercalated phases implies different mobilities of the polymeric chains, as reported in the work of Gong et al.
32
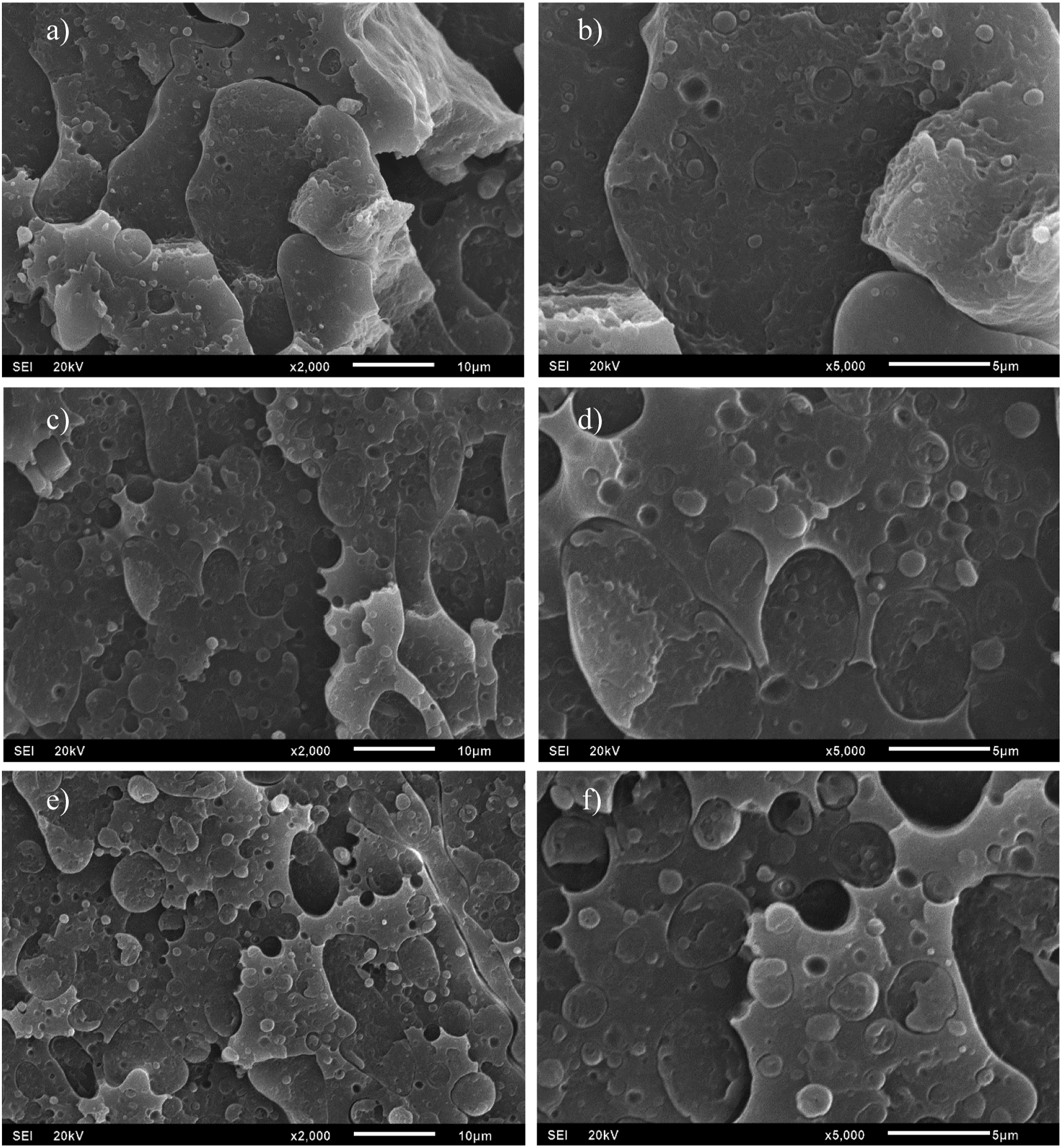
From Table 3, it is observed that only the 75/25 blend would not behave in this way. 75/25 HDPE/PA12 blend morphology with: (a) and (b) 0wt%, (c) and d) 2wt%, (e) and (f) 3wt% of HDPE-alt-MAH, magnified by ×2000 (a, c, and e) and ×5000 (b, d, and f). 25/75 HDPE/PA12 blend morphology with: (a) and (b) 0wt%, (c) and (d) 2wt%, (e) and (f) 3wt% of HDPE-alt-MAH, magnified by ×2000 (a, c, and e) and ×5000 (b, d, and f). 50/50 HDPE/PA12 blend morphology with: (a) and b) 0wt%, (c) and (d) 2wt%, (e) and (f) 3wt% of HDPE-alt-MAH, magnified by ×2000 (a, c, and e) and ×5000 (b, d, and f).

On the other hand, the crystallinity value of PA is low, 33 which reduces the influence of the amorphous phase distribution on the creep response. Moreover, as Texp < Tg, the viscoelastic response of the material has predominance of the elastic component. Therefore, it seems reasonable that just one relaxation time is sufficient to explain the observed behavior.
Morphology
Figures 6–8 show the morphologies of HDPE/PA12 75/25, 25/75 and 50/50 blends, respectively, where is possible to observe the presence of a dispersed phase and a matrix. It can also be observed that the dispersed phase has been detached from the fracture surface in many places, leaving behind dimple-like features. The number of these dimples indirectly implies the strength of the interface between the dispersed phase and the matrix. If there are a large number of dimples, there is a low interface resistance.
In Figures 6–8 it is noteworthy that the addition of compatibilizer increased the adhesion between phases and, particularly in Figure 7(c), the structure has fewer voids with the addition of 2 wt% of compatibilizer, showing cohesive failure in the HDPE elements without separation of the particles from the matrix, as seen in the study of Dencheva et al. 34 This result also agrees with the studies of Quitadamo et al. 21 and Aranburu and Eguiazábal, 28 who observed a fine dispersion of particles and a good adhesion between the dispersed particles’ boundaries and the matrix. Furthermore, the authors observed an improvement in the mechanical properties of the blends. These observations show that the compatibilizing agent fulfilled its role in improving adhesion and, consequently, improving the load distribution, which implies in an increase in mechanical properties. In fact, the addition of 2 wt% of HDPE-alt-MAH improved the strength of the blends, as shown in Figure 1 and Table 1.
It is important to note that in the 75/25 HDPE/PA12 blend, the dispersed phase is PA12, while in the 25/75 HDPE/PA12 it is HDPE, since the blend volume ratio plays a predominant role in determining which of the two component forms the dispersed phase and which forms the matrix phase. 8 No significant difference was observed in the morphology of the blends with 3wt% of compatibilizer compared to those with 2wt%, except for the slight increase in the dispersed particle diameter, which may have resulted in the decrease in mechanical properties.
Analyzing the morphology of the 50/50 blend, it is noted that this material has a very different microstructure from the other two compositions, since the structure is more homogeneous, has a reduced number of dimples, and it is not possible to clearly distinguish the dispersed phase from the matrix. This structure is called co-continuous, where each phase is continuous and interlaced. 35 Typically, a matrix/dispersed phase morphology is observed when one of the polymers is at low concentration, as is the case of 75/25 and 25/75 blends. However, with the increase of the phase in smaller concentration, the particles become very close and begin to coalesce, reaching the percolation point. Above the percolation point concentration, higher contents of the lower concentration component are incorporated into the percolation structure until both components of the mixture become a single structure. Several theories and mathematical relationships have been proposed to estimate the phase inversion point, based on the torque ratio or the viscosity ratio between the components of the mixture. According to these theories, when the viscosity ratio between the components is different from one, the lower viscosity component encapsulates the higher viscosity component and becomes the continuous phase of the blend.
All these theories predict that the co-continuous morphology is achieved at a single concentration value. However, several experimental results have shown that this type of morphology is not formed in a single volume fraction, but rather in a composition range. 35
Willis et al. 36 evaluated the relationship between morphology and processability of PP/PA6 blends and established a relationship between dispersed particle diameters and PA6 mass fraction in the blend.
For the PP/PA6 blends, it was observed that in the range of approximately 45–65 wt% of PA6 there is a co-continuous phase, where there is no matrix/dispersed phase morphology. The same appears to occur with the HDPE/PA12 blend, where in the 50/50 ratio, a similar behavior is observed. Therefore, there may also be a variety of compositions for the HDPE/PA12 blend in which there is a co-continuous structure.
Rheology
The dynamic viscosity versus shear rate graph is shown in Figure 9 in log Dynamic viscosity versus shear rate of HDPE, PA12, and their blends.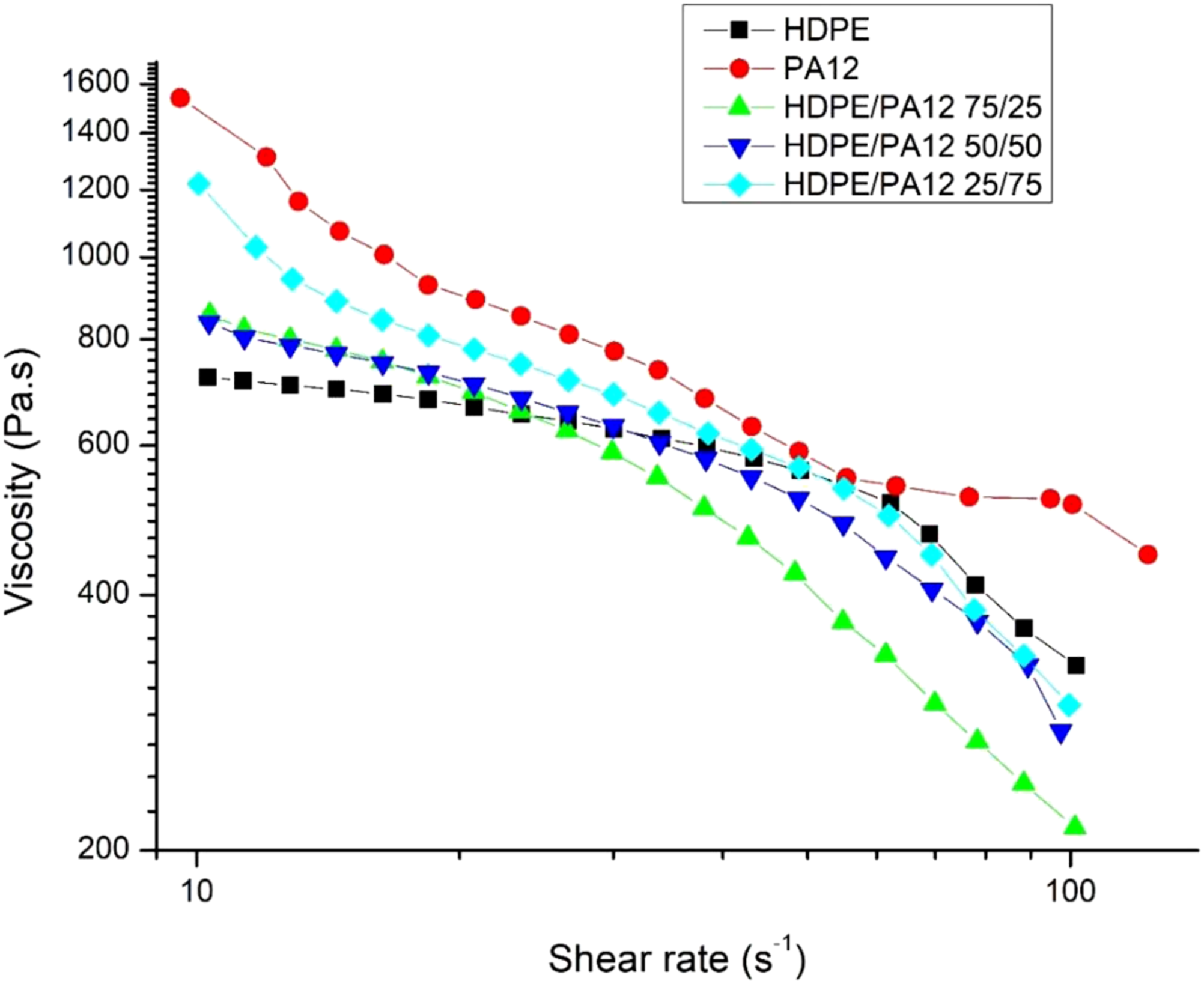
This behavior is the most common in melt polymers and is a consequence of the uncoiling and reorientation of the macromolecules. The higher the shear rates, the more the molecules undo the knots between them and the viscosity decreases. 37
In Figure 9, it is noticeable that PA12 has higher viscosity than HDPE, not only at low shear rates but also at high shear rates, and this difference in viscosity is greater at low shear rates. This behavior was, indeed, expected due to more complex macromolecular structure of polyamide.
At low shear rates, the blends present intermediate viscosity values in relation to the homopolymers, and the 25/75 blend has higher viscosity than the other two blends. The 75/25 and 50/50 blends have similar viscosities between them. These results show the great influence of PA12 on the rheology of the blends. This increase in viscosity of the 25/75 blend over the other two may also be associated with either better interactions between the polymers or better phase dispersion in the polymeric matrix. 38
On the other hand, at higher shear rates the blends had lower viscosity values than the homopolymers and the 75/25 had the lowest viscosity of all materials. Low viscosity implies good processability under various processing conditions, such as extrusion and injection, which use shear rates higher than 102 s-1. 39
The 75/25 blend has improved processability, but as can be inferred from Figures 6 and 7, the particles in the 25/75 blend are more evenly distributed. This corroborates the high viscosity of this blend, where the more viscous PA12 matrix encapsulates the dispersed phase of the less viscous HDPE. The poor phase dispersion in 75/25 blend may also be responsible for its higher steady-state creep rate, leading to a lower strain resistance of this blend when subjected to creep.
Conclusions
In this work, initially, the effect of the HDPE-alt-MAH compatibilizer on the mechanical properties of HDPE/PA12 blends was analyzed. It was observed that the addition of 2wt% of compatibilizer is sufficient to produce blends with optimized mechanical properties.
It was also observed that polyamide has a great influence on the mechanical behavior of the blends, because the higher the proportion of PA12, the greater the resistance and the deformability of the material.
It was also observed that the blends presented a decreasing steady-state creep rate with the increment of PA12, showing that polyamide increases the creep resistance of the blends. From the creep compliance results, it can be seen that the elastic responses of the tested materials are similar.
The composition of the blend also influenced the viscoelastic behavior, since, depending on the composition, the creep behavior was better adjusted by a different viscoelastic model.
The morphology of the blends was evaluated and it was concluded that the 50/50 blend had co-continuous morphology, while the 75/25 and 25/75 blends presented matrix/dispersed phase morphology, and the dispersed phases were PA12 and HDPE, respectively. It was also shown that the compatibilizer improved the adhesion between the phases, reflecting in the improvement of the mechanical properties.
Overall, among all the blends compositions tested, the 25/75 showed to be the most suitable for engineering applications for its higher stiffness, toughness, strength, and resistance to long-term deformation. However, the 75/25 blend presented the best processability of them all due to its lowest viscosity at high shear rates.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the CAPES and CNPq.
Data availability
The data used to support the findings of this study are available from the corresponding authors upon request.