
Abstract
Nowadays, biomaterials have attained great importance in medical sector owing to the urgent requirement of the material systems which can be suitable for different sorts of human body treatments. Among the various biomaterials available, commercially, polymeric materials occupy great importance because of their near-to-organ characteristics, biocompatibility, corrosion resistance, and other essential mechanical features. The current applications of biopolymers include scaffolding, load-bearing implants, intraocular lenses, artificial heart valves, cardiovascular prostheses, cardiopulmonary bypass, hemodialysis, and dental and orthopedic applications. Although there exist numerous established fabrication routes for biopolymers, yet, their post processing is often required in order to achieve required geometrical and topographical performances. Therefore, machining of the processed biopolymers is often required. The aim of this article was to present a crisp review of the machining of different biopolymers. Further, being an ultraprecision machining operation, specific attention has been paid on the diamond turning technique as well as a case study has been performed to study the effect of process parameters on the resulting characteristics. Overall, the current work will provide a unique platform which could be helpful for young biomedical engineers and scientists focusing on precision surface engineering.
Introduction
Biomaterials play an important role in improving the human health and life via supplementations in the form of an artificially constructed medical device. It is necessary for the qualifying biopolymer to replace the damaged or non-functioned part of the human body, considerably, and is expected to perform the work as an actual body part. The evolution of the advancements in manufacturing processes and material science has enabled the development of such devices, efficiently. However, the selection of the suitable material is always crucial for the biomedical applications1–3 (Figure 1). The use of polymeric materials in biomedical industries, all across the globe, has witnessed a tremendous increase because of their various desirable quality characteristics including high rigidity, excellent dimensional stability, good impact resistance, corrosion resistance, low thermal expansion, among others (Table 1). 4 Biopolymers are the materials that have been engineered to cooperate with biological arrangements for medical purposes. Worldwide research is going on for the development of new biopolymers and their processing in order to enhance life of performance standards of the medical products.5–7 Polymeric materials have made a significant impact on biomedical engineering and will continue be the major workforce for biomedical materials in coming future. 8 The polymers have advantage over other biomaterials such as ease of manufacturing, easy to generate different products, cost effectiveness, and no compromise of physical/mechanical properties.9,10 As a consequence, biopolymers captured the 45% applications in biomedical domain, followed by metals and composites with 30 and 15% usage, respectively.
Characteristics of commonly used biopolymers.
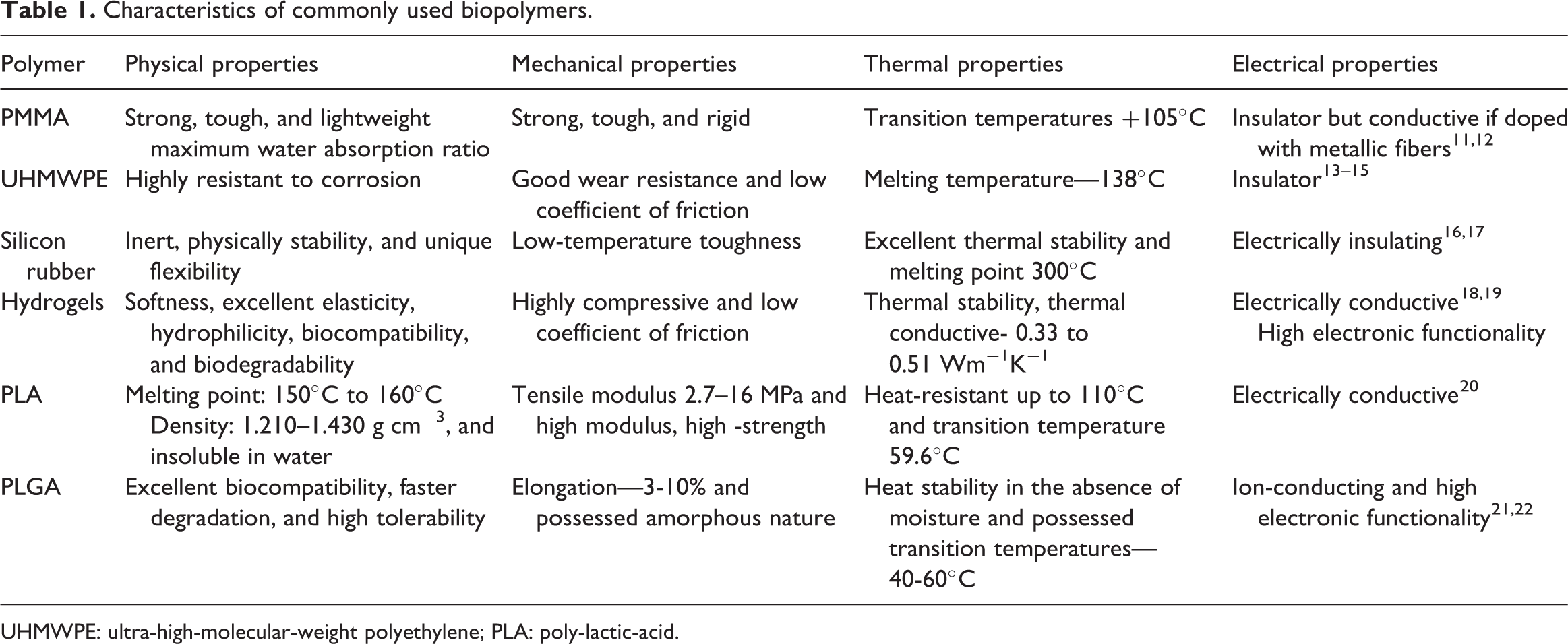
UHMWPE: ultra-high-molecular-weight polyethylene; PLA: poly-lactic-acid.
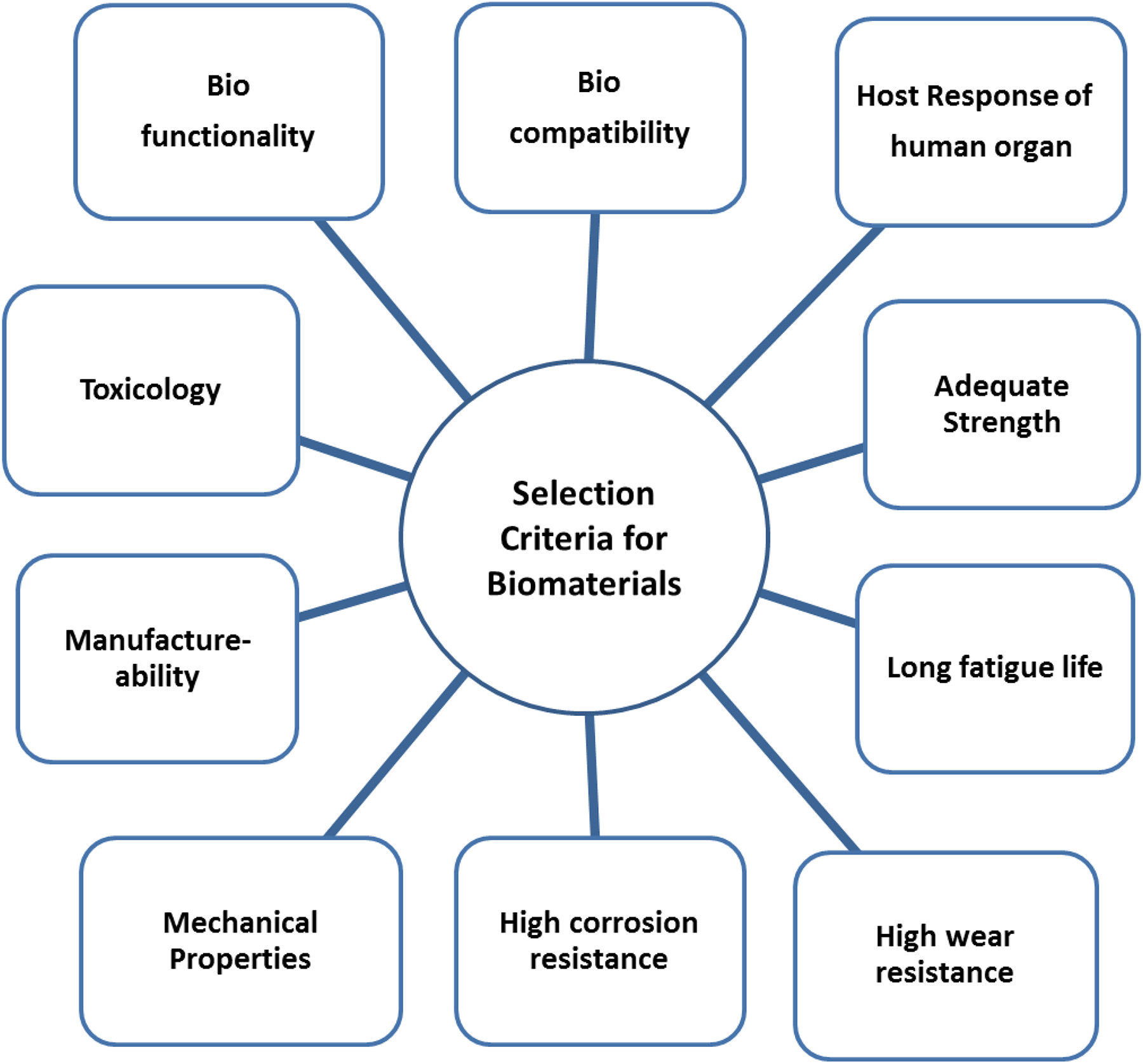
Selection criteria for biopolymer.
Polymers and their composites can be easily processed through blow molding, extrusion, injection molding, transfer molding, electro-spinning, three-dimensional (3-D) printing, casting, thermoforming, and so on.23–26 Indeed, injection molding is the primarily process used for manufacturing of plastic products in mass and, however, suffers through the problems such as warpage, poor weld lines, sink marks, and poor surface finish. Therefore, post processing or machining is an urgent demand of the processing industry for removing burr, runners, and flash as well as to ascertain dimensional accuracy and surface finish requirements, especially for precision, implants, and optics. Here, precision machining processes like turning, drilling, and milling play an utmost important role in case of different types of biopolymers and polymeric coposites.27–33 Various review articles are available that extensively reviewed the effect of machining processes in case of polymeric material systems for different end user applications.30,34 Table 2 presents a comprehensive list of different machining operations, conventional and nonconventional, which have been investigated in terms of their feasibility to process polymers and composites.
List of machining activities conducted on polymers and Polymer Matrix Composites (PMCs).
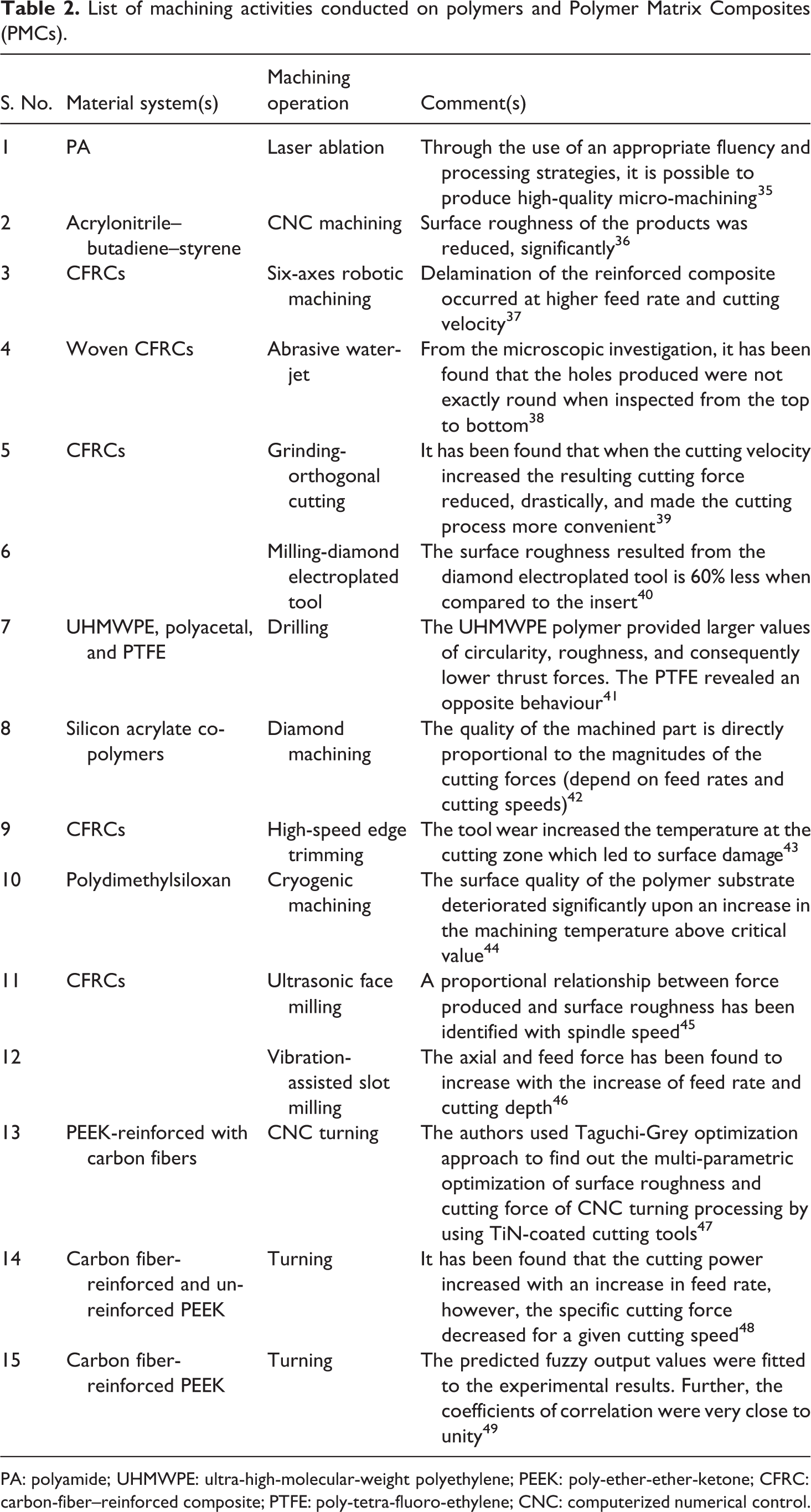
PA: polyamide; UHMWPE: ultra-high-molecular-weight polyethylene; PEEK: poly-ether-ether-ketone; CFRC: carbon-fiber–reinforced composite; PTFE: poly-tetra-fluoro-ethylene; CNC: computerized numerical control.
From Table 2 above, it has been found that a variety of machining operations have been found suitable for precision manufacturing of the polymeric material systems for routine engineering applications. However, a very few has been reported on the precision machining of the biopolymers or the fabrication of the biomedical devices through precision machining operations. Therefore, in this article, an attempt has been made to compile the available literature as a review report which can provide valuable insights to the concerned research fraternity. In the coming section, a brief introduction of the basic class of biopolymers and their precision machining technologies has been outlined. In “Diamond turning of IOL: A case study” section, a comprehensive and concise review of the diamond machining has been presented. Further, this section highlights an in-house case study to study the effect of process parameters of diamond turning on quality feature of the processes polymer system. Finally, the review ends by providing the concluding remarks.
Biopolymers and their precision machining
Biopolymers
Polymers are generally classified as discrete building blocks, monomers, and combined together form of giant molecular chains. 50 The word “polymer” was first coined by Sir J.J. Berzelius in the year 1833. Polymers can be classified on the basis of their source of origination which can be natural as well as synthetic. For instance, proteins, cellulose, starch, silicones, and resins are the examples of natural polymers, while polyamide (PA), polyethene (PE), polystyrene, synthetic rubber, polyvinylchloride, and Teflon are the synthetic polymers. 51 Generally, almost all types of natural polymers can be considered as biopolymers owing to the contribution of natural organisms in their evolution, 52 while polycaprolactone, poly-lactic-acid, poly-ether-ether-ketone, and others are also biomaterials and offer their intrinsic merits for dentistry, drug packaging, and implantation applications. The most important characteristics of biopolymers are their degradability in human body environment.53,54 Both biodegradable and nonbiodegradable polymers have their own merits and demerits with regard to biomedical implications. 55 In general, polymeric biomaterial possesses versatile chemistry, superior physicochemical, biological properties, and controlled biodegradation nominating these as potential materials for biomaterials. Further, Table 3 lists the various applications of biopolymers. 51
Biomedical applications of the potential polymers.
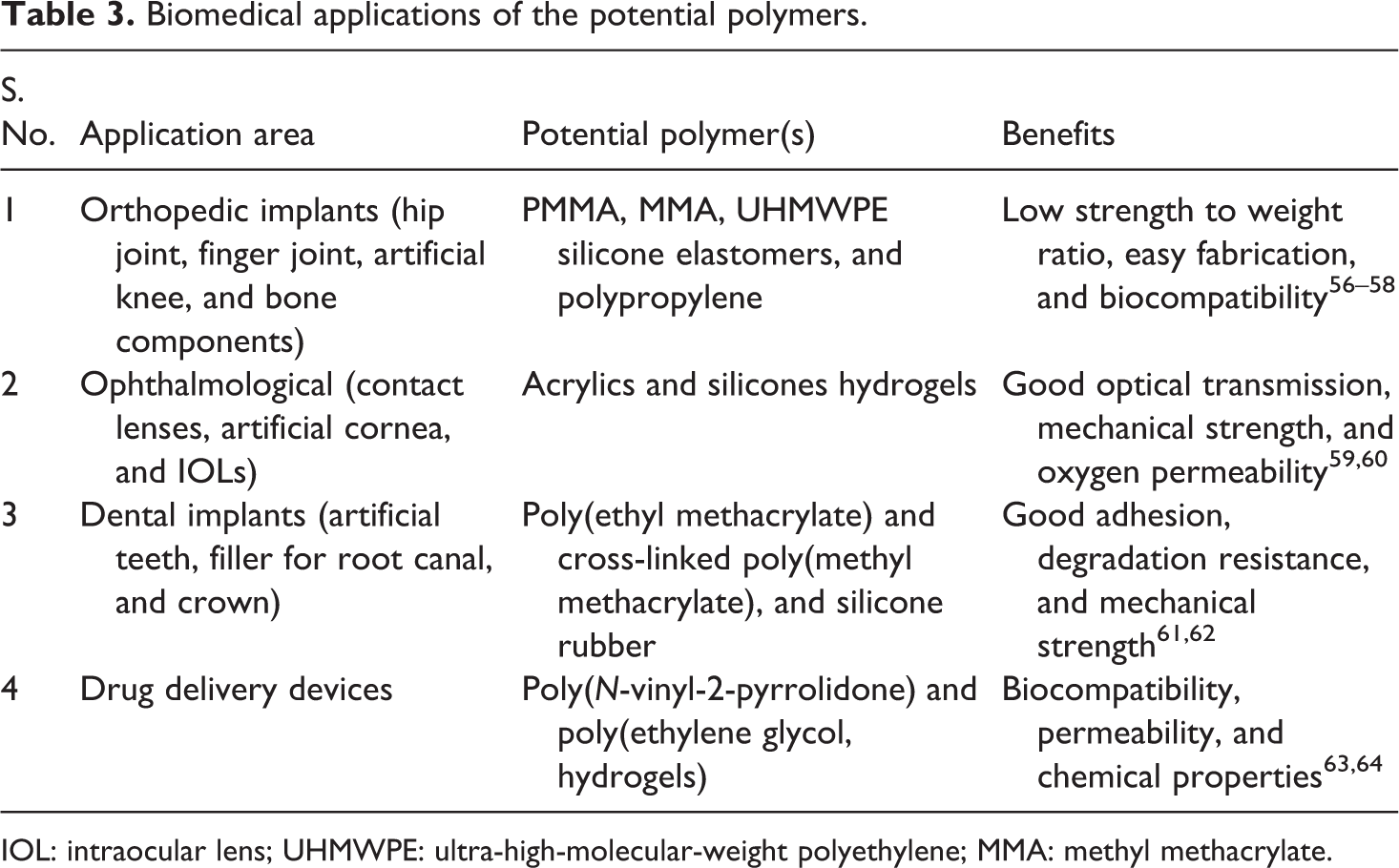
IOL: intraocular lens; UHMWPE: ultra-high-molecular-weight polyethylene; MMA: methyl methacrylate.
Despite having various materials over a wide range of biomedical applications, most biomaterials lack the preferred functioning to interact with biological arrangements. Thus, demand for novel two-dimensional (2-D) and 3-D materials has increased in biomedical and tissue engineering to overcome the limitation of other available materials. Standard 2-D and 3-D materials are new generation biomaterials, having applications for biomedical systems such as 3-D tissue scaffold for biosensors, drug supply, and tissue engineering. 65 Poly-methyl-vinyl-ether, poly-tetra-hydro-fulfuryl-acrylate, polyvinylpyrrolidon, poly2-methacryloyloxyethy-l-phosphoryl-choline, and polyethylene glycol are the various 2-D and 3-D polymers (Table 4).
2-D/3-D polymeric materials of their properties and applications.
NF: nano filtration; 2-D: two-dimensional; 3-D: three-dimensional; UV: ultraviolet; PDMS: polydimethylsiloxane.
Precision machining routes
The surface texture of the polymers plays a vital role in terms of the various essential bio-performances. Therefore, considerable efforts have been focused on surface engineering to enhance surface abilities of the polymers in terms of promotion in cell adhesion and proliferation, and to maintain cell normal phenotype and functions. 70 On the other hand, in vitro cell culture is the only universal method applicable to predict cell behaviors to characterize the obtained surfaces; thus, the most frequently obtained data by cell culture are cell morphology, adhesion, and proliferation. Therefore, importantly, cell phenotype and functions relevant to the tissues to be regenerated should be elucidated either in protein or gene level by using various molecular biological techniques. Surface of the polymer implants is the primary thing to interact with the human organ, so it is crucial to ensure the suitable texture and its quality should ensure the good life and functionality. Nowadays, there are many methods available to achieve the biocompatible surfaces. The process categories falling under the category of machining are presented elsewhere. 69 Table 5 highlights the fundamental information about the acknowledged machining operations.
Various techniques to process the polymers for biomedical applications.
3-D: three-dimensional.
It has been highlighted 91 that the use of ultraprecision machining techniques has been fueled by demand of the various manufacturing sectors. Similar to polymer machining, the wear of the tool during the process is also a lucrative field of research.92–95 For stable precision machining process, the cutting of polymer, especially by a single-point diamond tool, is important to create the united requirement for value of the maximal possible tool wear without disastrous effects for machined surface quality. 96 Grabchenko et al. 97 investigated the different types of precision machining of poly(methyl methacrylate) (PMMA) and polystyrene for optical applications. It has been found that in case of grinding, the use of buffing is highly effective than the other competent methods. Similarly, Feng et al. 98 studied the feasibility of the rotary ultrasonic machining for carbon-fiber–reinforced composites (CFRCs). The quality of the chips obtained was characterized and it has been found that at the cutting interface, the lateral face of the tool was rotated and vibrated against the hole wall that acted as a milling process and caused decomposition of the same in epoxy powder. Rao et al. 99 reported the chip formation mechanism in orthogonal machining. Similarly, Davim et al. 100 understood the machinability of PA-66, with and without reinforcement of glass fibers, on a precision turning at variable rates of feed and tool materials. Their results outlined the reduction in specific cutting force by increasing the feed rate. A similar work has been presented by Cai et al. 39 Laser machining also provides a broad scope for the polymeric products in order to manufacture complex geometries. 101 Further, a complex systematic approach to the highly effective precision cutting of optical polymer materials has been proposed in terms of cutting mechanics, process description, and characteristics of polymer optics. 102
Generally, in precision machining processes, diamond tools are being used because of their standardized sharp cutting edges.103–105 Diamond turning is a nano-metric sharp tool which offers a huge potential of ultraprecision machining of the polymers, especially for the optical products. 106 Diamond turning technology is also needed to meet the requirements of the common human needs such as medical products including vision aids, implants, and ophthalmic tools. 107 Nowadays, advancements in automation have brought multi-axis diamond turning machines for fabricating complex shapes, 85 up to nonmetric accuracies. For polymers, diamond turning is economical as compared to other processes as well as associated tool wear is significantly low. During diamond turning, at glass transition temperature, polymers become softened. 108 At this stage, the material removal is converted from brittle to ductile, as shown in Figure 2. Diamond turning process has a potential to process various polymers for verity of biomedical applications where the high surface finish and close dimensional tolerance are critical parameters. Intraocular lens (IOL) is the most suitable example of biomedical implant where nano-metric surface finish and submicron profile accuracy are essential for required performance.108–110 The diamond turning of IOL implant is demonstrated in the next section. To achieve the better surface quality, it is required to set the optimum machining parameters. Indeed, cutting speed, feed rate, and depth of cut are the main input parameters that are explored by many researcher.85,103–112 The combination of low feed rate, high spindle speed, and moderate depth of cut is found optimum for better surface finish in most of the cases.
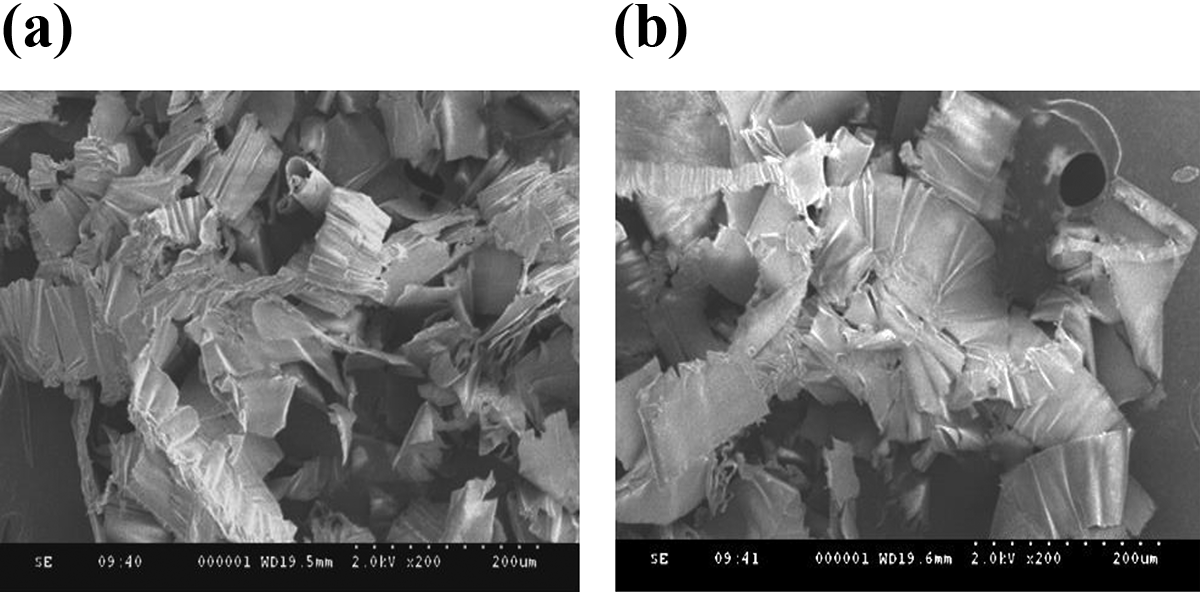
Machining chips (a) brittle removal (b) ductile removal. 107
Xiao and Zhang were among the pioneer researchers who investigated the relationship between the surface roughness and polymers’ properties by studying the shear bands produced during machining with a diamond tool. 113 It has been observed from their study that the viscous deformation is a function of strain rate and temperature; therefore, proper selection of the machining parameters is very crucial with regard to the surface roughness. Palanikumar 114 studied the effect of cutting speed, feed rate, and depth of cut on surface roughness of machined glass fiber-reinforced composites, using a polycrystalline diamond (PCD) tool, through the use of Taguchi-based experimental design technique. Figure 3 shows the comparison of surface profile of an un-machined and machined surface of the composites. In a similar work performed with diamond grinding wheel, the authors have found that the saturation of the diamond abrasive cutter occurred when too high feed rate has been used.
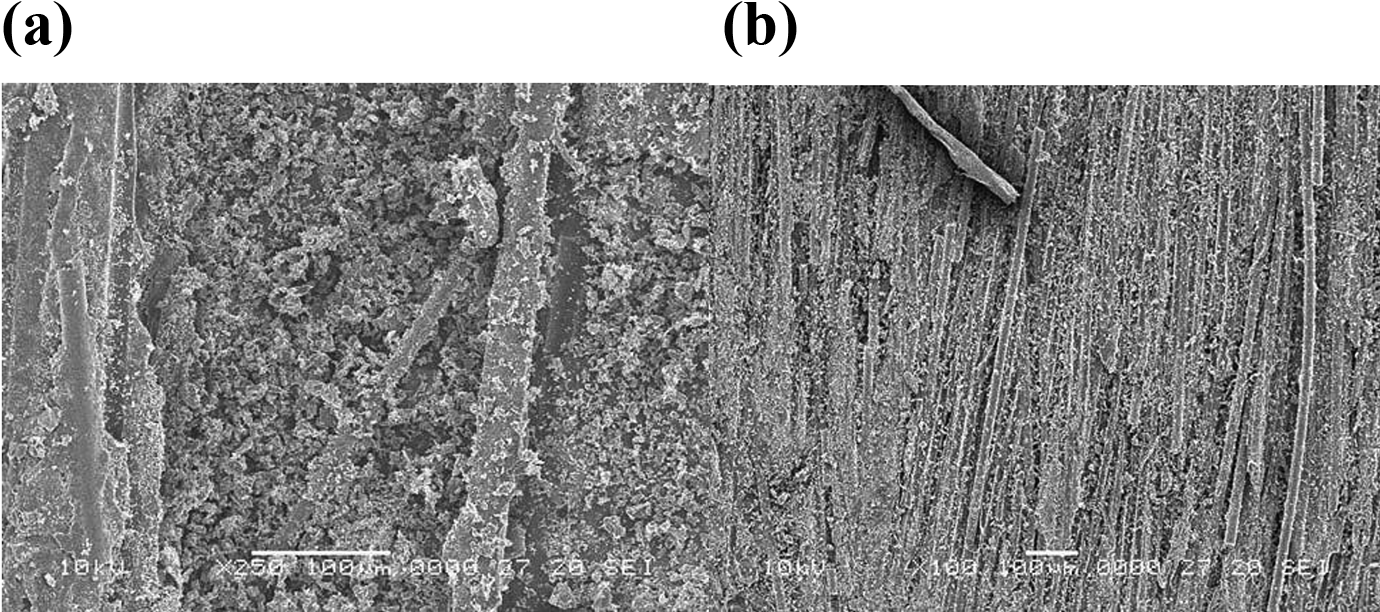
Surface profile of un-machined composite (a) and machined composite (b). 114
Korkmaz et al. 115 presented the micro-machinability characteristics of PMMA by using diamond crystal micro-end mills toward enabling rapid, accurate, and reproducible fabrication of PMMA. Experiments were performed, under variable conditions, to find out the effects of cutting conditions on cutting force, surface roughness, burr formation, and also the shape retention of the PMMA. Further, it has presented an extensive study of the frictional characteristics of work material/cutting tool contact zone during machining of CFRCs with crystalline diamond tool.116,117 The results of a work showed a significant improvement in the polymeric composites after machine with diamond tool. 118 Davim and Reis 119 compared the cutting efficiencies of diamond and carbide tool and calculated the precision index in terms of the international tolerance grades. Their study highlighted that the PCD tool presented a better performance than carbide tool. Haddad et al. 120 highlighted that the mechanical strength of the composites trimmed by using abrasive water jet machining, a nonconventional machining operation, is higher than diamond cutting and conventional machining. In case of ultra-high precision machining using monocrystalline diamond tools, wear mechanism formed at the tip of the tool during machining may influence the accuracy and thus surface integrity of optical surfaces. 121 Figure 4 shows a pictorial view of diamond micro milling setup for machining lens. 122
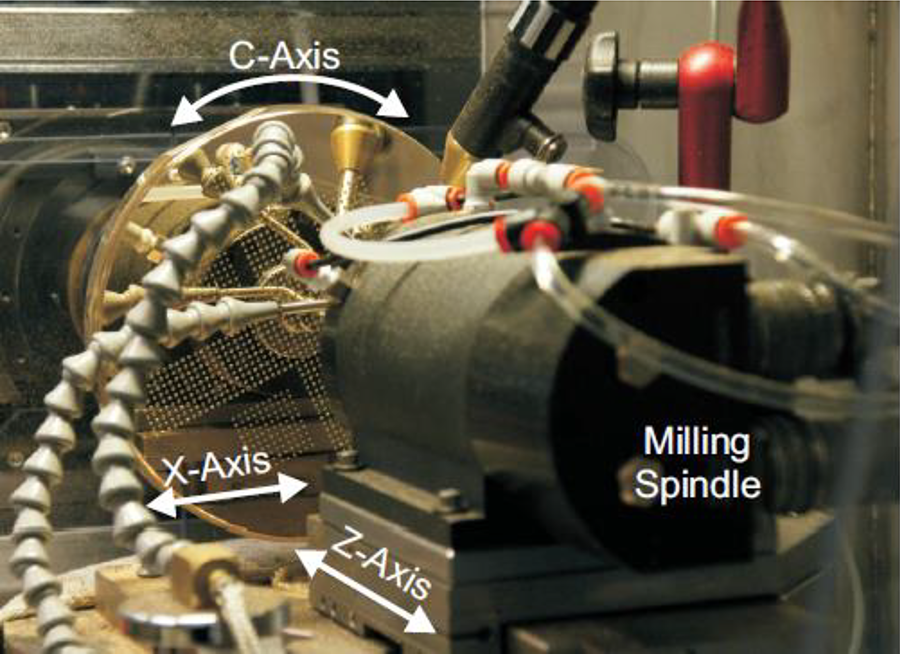
Pictorial view of diamond micro milling system for lens machining. 122
This setup consists of a diamond ball end mill that rotates about its own axis at a very high speed and thereby removes material in microns.
Diamond turning of IOL: A case study
An IOL is a type of implant used for correction of refractive errors of an eye. It is essential to select the material which could act near similar to the natural crystalline eye lens and also ensure the biocompatibility while providing the required optical and mechanical properties. Commonly used materials for IOL are PE, polypropylene (PP), poly-vinyl-alcohol (PVA), PMMA, and poly-carbonate (PC). Since PMMA is the most widely used material owing to its suitable chemical and mechanical properties, therefore, it has been considered for the present case study. The schematics of typical IOL and diamond turning process are shown in Figure 5. In this case study, the precision turning of the PMMA-based IOL surface has been performed, by using Nanoform-200 diamond turning machine, along X–Z coordinates (Figure 5(b)). The surface design is provided to the machine in the form of machine coordinates. The effects of the spindle speed (1000, 2000, and 3000 r min−1), feed rate (1, 5, and 10 µm rev−1), and depth of cut (5, 20, and 35 µm) have been studied in terms of the obtained surface finish of the IOL. The experiments were performed as per standard Taguchi L9 array, a commonly used design of experimentation approach (see Table 6), and on the basis of observed signal/noise ratios, the trends of the input process variables have been plotted (Figure 6).
Systematic control log of experimentation and recorded surface roughness.
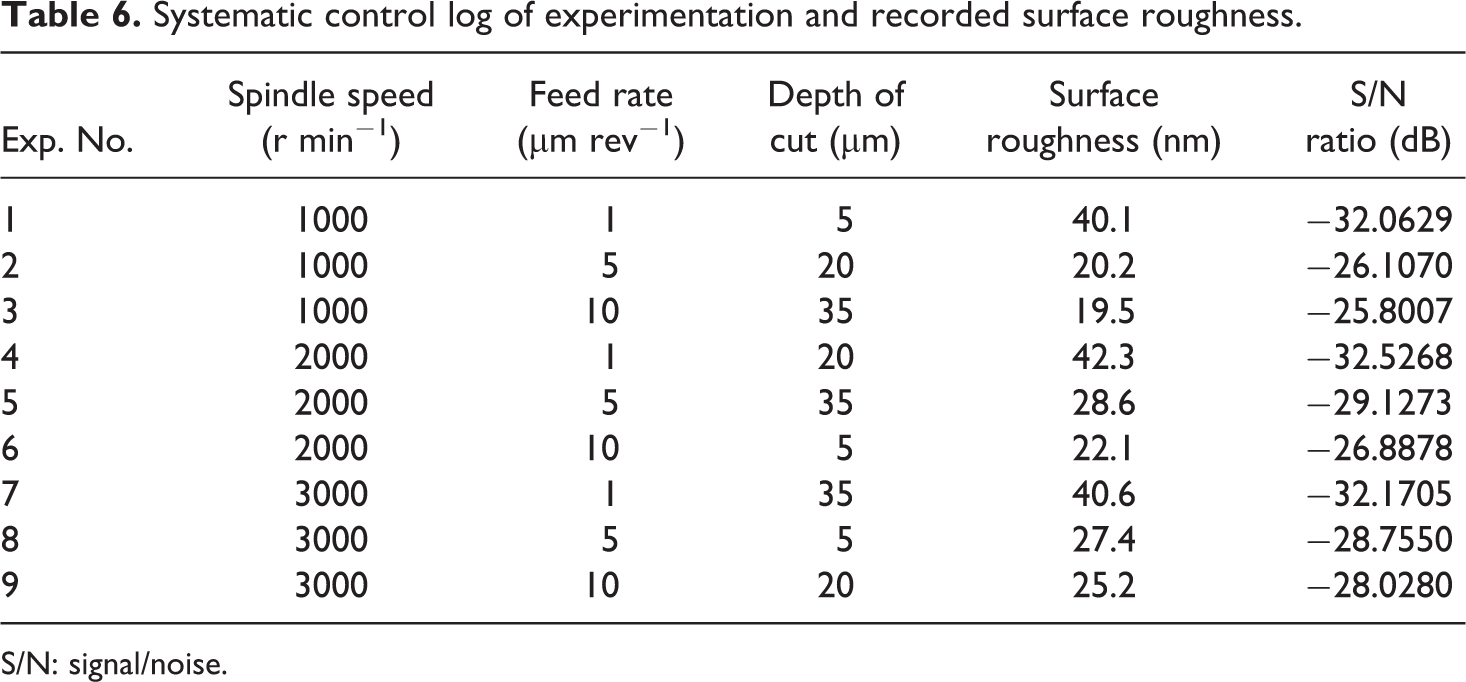
S/N: signal/noise.
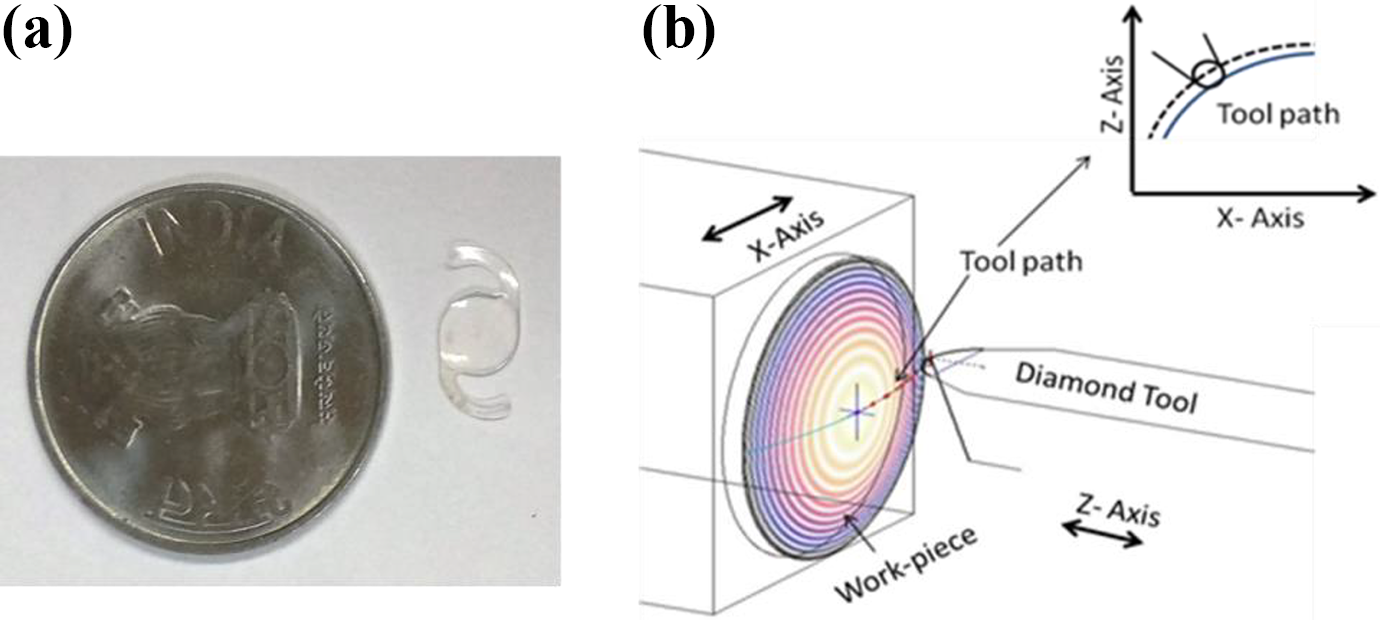
Image of typical IOL implant (a) and schematic of diamond turning process (b). IOL: intra-ocular lens.
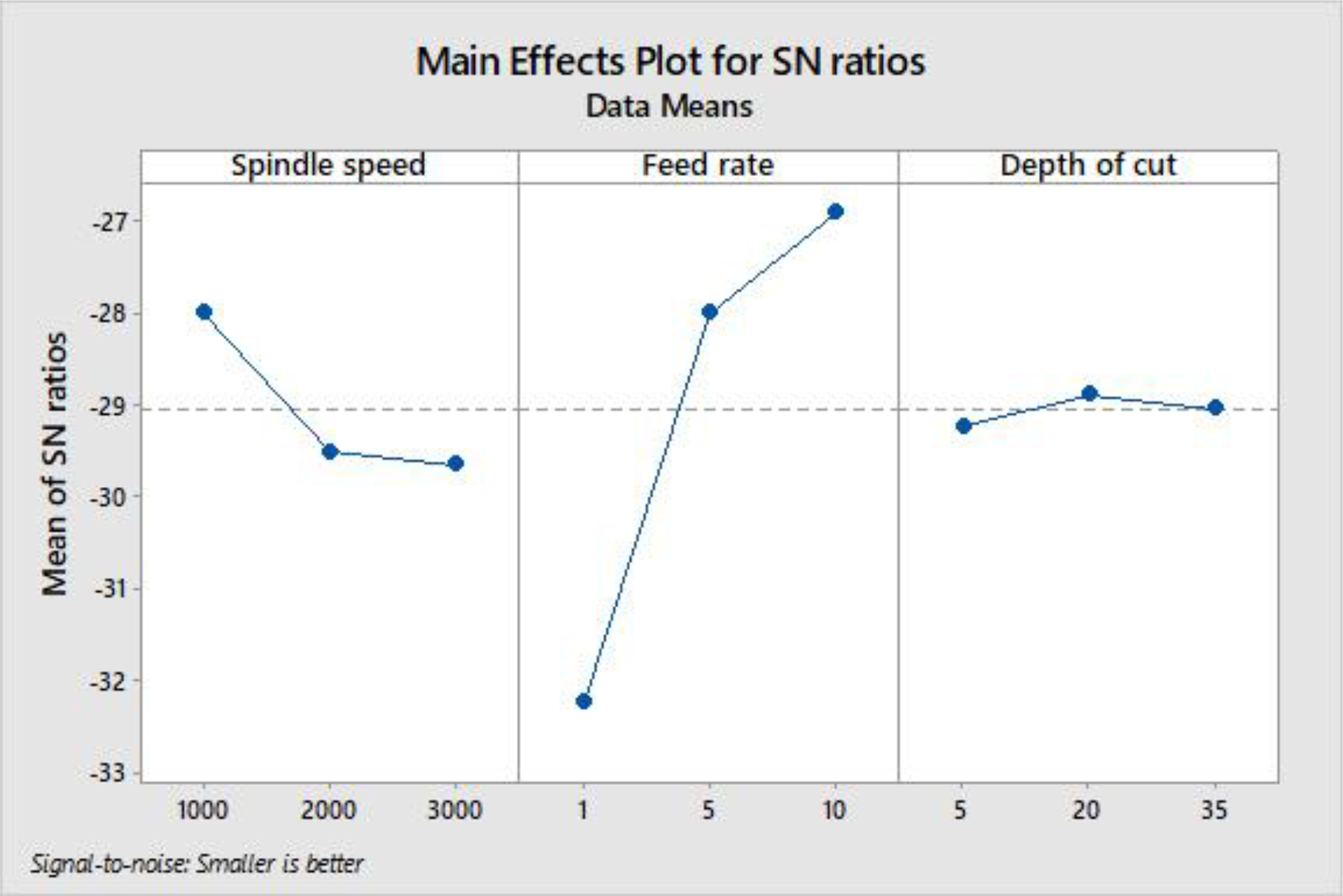
Effect of machining parameters on surface finish of IOL. IOL: intra-ocular lens.
Based on optimized machining parameters, the actual IOL is fabricated. The fabricated surface is measured by contact-type profiler for surface roughness. The diamond tool used in the case study consisted of 1-mm nose radius and 0° rake angle. From Figure 6, it has been found the surface roughness of the processed IOL is increased with an increase in the spindle speed from 1000 r min−1 to 2000 r min−1. However, during the shift of the spindle speed to the third level, the roughness decreased. Further, increase of the spindle speed to 3000 r min−1 has caused a fracture on the IOL (Figure 7). In case of feed rate, it has been found that with an increase in the feed rate during the turning, the resulting roughness level of the IOL samples also increased. For this parameter, a direct relationship between the feed rate and the surface roughness has been observed. Moreover, in case of depth of cut, no noticeable shift of the trend has observed. Overall, the optimized surface finish has been obtained at a spindle speed of 3000 r min−1, a feed rate of 10 µm rev−1, and a depth of cut of 5 µm. The best level surface roughness (Ra) of 19.5 nm is achieved after machining, as shown in Figure 8. To measure the form error of full surface, optical profiler (coherence correlation interferometer) is utilized. The form error of 0.13 μm is found on surface.
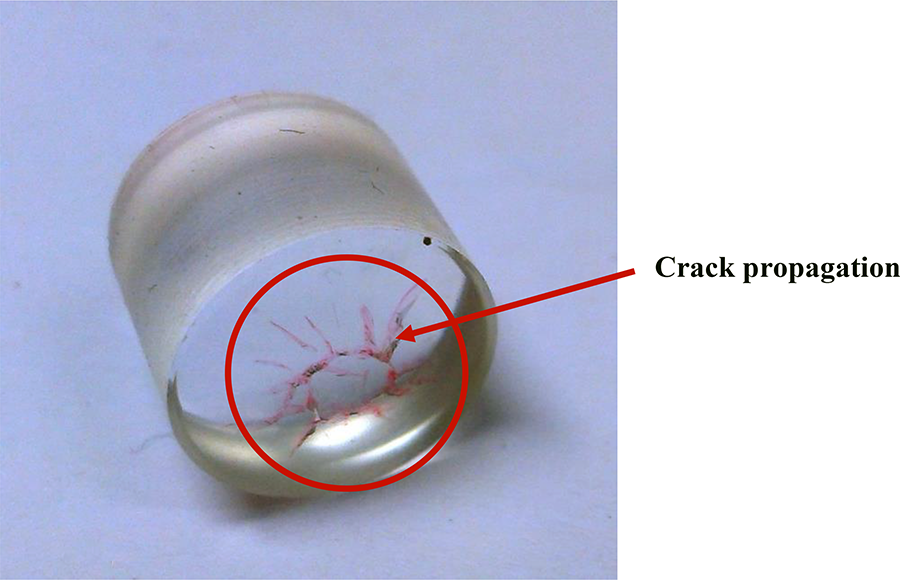
Fracture occurrence in IOL while unsustainable turning conditions. IOL: intra-ocular lens.
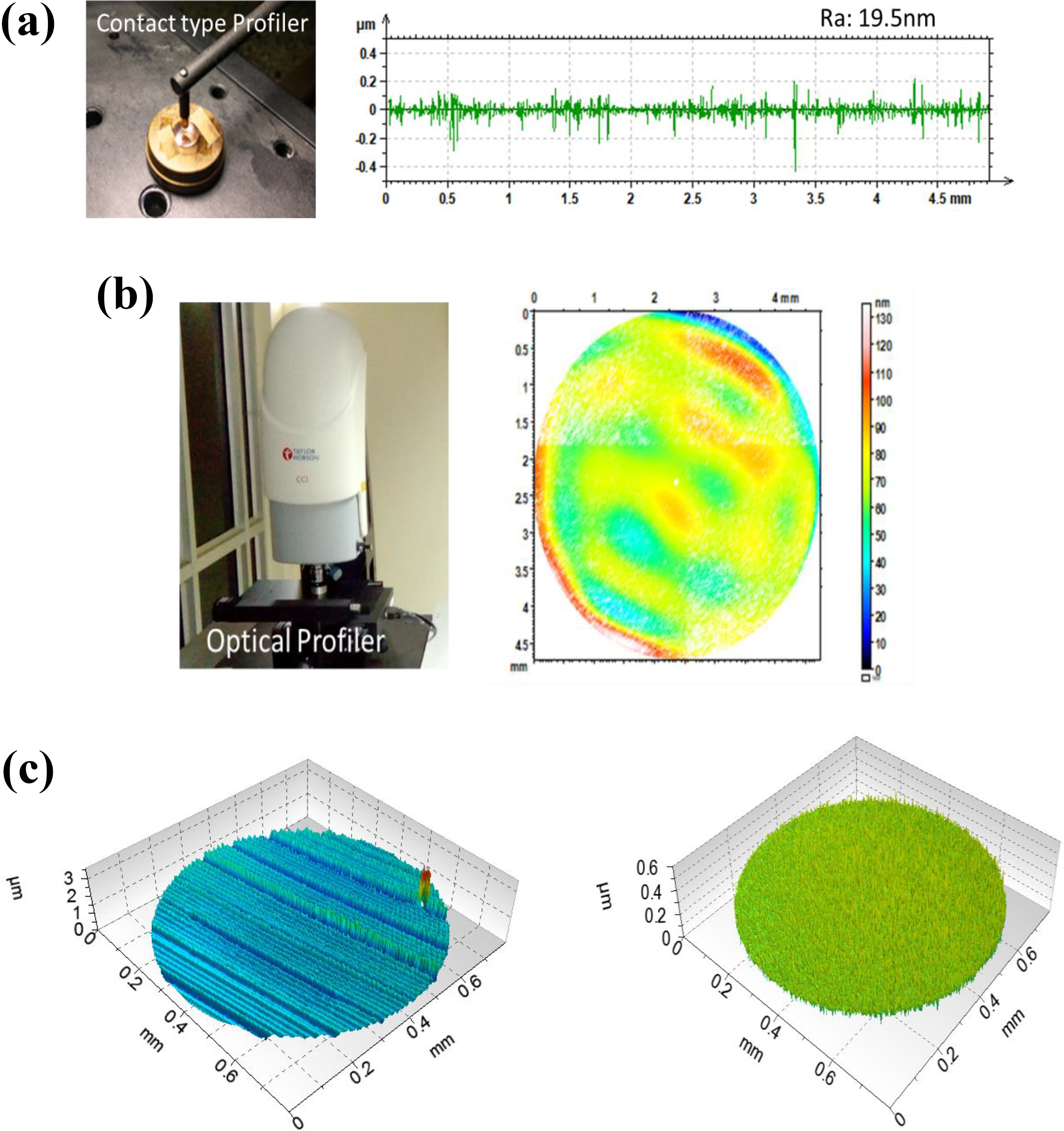
Surface roughness of machined IOL (a), optical profiling plot (b), and surface roughness comparison before and after diamond turning (c). IOL: intra-ocular lens.
Further, analysis of variance has been performed in order to find out the significance of the considered process parameters (Table 7). It has been found from Table 6 that only feed rate, among others, has contributed to the process at 95% significant level. This means that there existed only 5% chance where the feed rate might not affect the process “diamond turning of PMMA.” Furthermore, the percentage contribution of the input process parameters in the observed surface roughness is spindle speed of 9.11%, feed rate of 85.65%, and depth of cut of 0.32%, respectively. As observed, the residual error presented in the experiment is only 4.89%, which is less than 5%, justifying the accuracy of the statistical calculations.
ANOVA of S/N ratio for surface roughness.a
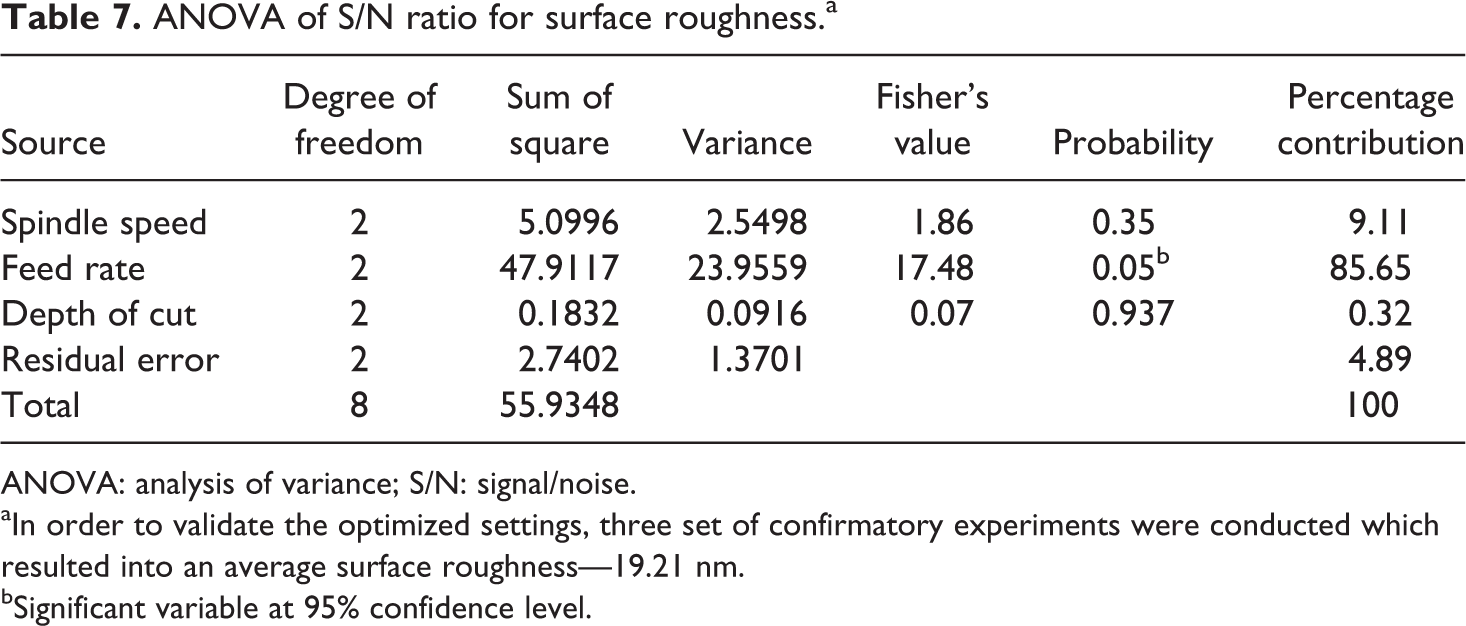
ANOVA: analysis of variance; S/N: signal/noise.
aIn order to validate the optimized settings, three set of confirmatory experiments were conducted which resulted into an average surface roughness—19.21 nm.
bSignificant variable at 95% confidence level.
Conclusion
In the present review, a brief literature review of the precision machining of the biopolymers has been discussed. The review precisely presented the key insights of the various sorts of machining operations in terms of the physical, geometrical, and mechanical characteristics of the polymers and their composites. It has been found that the machining of the polymeric composites is widely considered for producing different sorts of dimensional features when compared to the polymer matrices. Further, it has been found that combination of work material and machining tool does not solely depend on the quality characteristics of produced product but also on the wear mechanism of the cutting tool. Diamond machining is one of the most trustworthy processes which has been used for obtaining ultraprecise products along with reasonably smooth surfaces, owing to which considerable volume of research has been done on the tool wear modes, optimum selection of tooling, and understanding the cutting mechanics. Furthermore, the case study of the diamond turning of IOL presented illustrated the effect of spindle speed, feed rate, and depth of cut on the surface finish. The design of experimentation technique used in the case study highlighted the set of optimized process parameters with regard to the surface finish which are verified through the confirmatory experimentation. The 3-D surface plots confirmed the significant reduction in the waviness and roughness after diamond turning.