
Abstract
Cutting force measurement in manufacturing is very important to optimize the machining process. The parameters, such as the type of material, feed rate, cutting speed, and cutting tool, affect the cutting forces in the turning operation. In this study, an artificial neural network (ANN) model is used to predict the cutting forces during the turning operation of unreinforced and reinforced polyamide (PA) with 30 v/v% carbon fibers using the cutting tools K15 and polycrystalline diamond (PCD). The cutting speed (50–200 m/min), feed rate (0.05–0.2 mm/rev), type of material, and cutting tools (K15 and PCD) are defined as input parameters of the system. The predicted values obtained from ANN model and experimental results are compared in terms of the coefficient of determination (R2) and the mean absolute percentage error. The results of the model are in good agreement with the experimental data and show the effectiveness of the ANN method in predicting cutting forces in the turning operation of PA.
Introduction
Among thermoplastics, polyamide (PA), known as nylon, is one of the most used in industry, and it is divided into six different grades; PA 6/6 grade is commonly employed, followed by PA 6. However, plastic composite instead of metals or alloys is increasingly used due to the demand for advanced/high-performance materials. The main reinforcements of PA thermoplastic composites are glass and carbon fibers. These composites are usually employed in the automotive and aerospace industries because of their good mechanical, cheapness, and lightweight properties. 1 –3 Air intake manifolds, sliding bearings, cover engineer, and so on are used in the automotive industry. Belly fairing skin, household, vertical stabilizer skin, and so on are used for aerospace applications. These are all made of PA composite. 1 –5
In general, carbon fibers between 10 wt% and 40 wt% are incorporated in PA thermoplastics, which have some advantages compared to fiberglass, such as being dimension stable during molding (no swelling), corrosive, and ultraviolet resistant, with high fatigue resistance, and so on. 2 On the other hand, the main superior aspects of carbon fiber-reinforced PA composite versus metals are weight, corrosion resistance, longer working period, and energy reduction. However, the final product made of carbon-reinforced PA composites should have a better surface finish to perform this longer working period.
Machining (turning, milling, drilling, etc.) of carbon fiber PA composite can lead to fatigue and reduce the life and mechanical properties. As cited in various studies, 6 –10 the fibers are abnormally abrasive during machining. In addition, machining composite materials reinforced by fibers is complicated because of their anisotropic nature, heterogeneity, and material discontinuity. As mentioned above, all these factors affect surface quality. For this reason, it is fundamental to observe the effect of cutting tools and cutting parameters on the final product. Variables such as tool life, tool type, cutting forces (Fx, Fy, and Fz axes), surface roughness (Ra), power, and specific cutting pressure should be evaluated.
Using artificial neural network (ANN) models, Mata and colleagues 11 investigated the effect of cutting parameters on reinforced PA with 30 v/v% glass fibers (PA66 GF30) and unreinforced polyamide (PA6). Their study showed that to reduce the specific cutting force, it is essential to fix high values of the feed rate and cutting speed for PA66 GF30 PA machining.
Davim and Mata 12 found that the addition of glass fibers on composite PA causes higher values of normal stresses, friction angle, and cutting forces compared to polymer PA6. In addition, Silva et al. 7 investigated the behavior of cutting forces with polycrystalline diamond (PCD) and chemical vapor deposition (CVD) diamond-coated carbide tools while micro-turning PA66 GF30. The best result was obtained by PCD tools; it reduced turning forces, and better Ra was obtained compared to the rivals. Some studies 13 –16 were carried out to enhance the surface quality using different methods such as design expert, fuzzy logic, 17 analysis of variance, 16 and ANNs, 8 to model by interlocking the cutting conditions to the Ra. For example, Bozdemir studied the cutting parameter (six factors) effects on the Ra of PA6G materials. Their findings showed that the ANN model is a good tool to predict the Ra. 18 Jenarthanan et al. 19 proposed an ANN model to predict the machining force in milling glass fiber-reinforced plastic. In the development of the prediction model, feed rate, fiber orientation, cutting speed, and helix angle were considered input data to predict the machining force of glass fiber-reinforced plastic.
Hanief et al. 20 developed a model to determine the impacts of cutting parameters (cut depth, feed rate, and speed) on cutting forces during the turning operation. The multiple regression approaches and the ANN model were proposed for the prediction of the cutting forces. The ANN model was obtained to be more accurate than the regression model. Chen et al. 21 developed a nested-ANN model for predicting Ra. This model was compared with statistical and mathematical models based on response surface methodology and conventional ANN. It is obtained that the nested-ANN uses fewer input variables to achieve high-prediction accuracy than other models. Ramezani and Afsari 22 used an ANN model to predict cutting forces and Ra with input variables including feed rate, cutting speed, tool-noise radius, and cut depth. The machined Ra and cutting force parameters related to input variables are considered outputs of the ANN model. It was found that ANN was an accurate and reliable method for predicting computer numerical control (CNC) turning parameters.
As reflected by Yang et al. 23 and Jiang et al., 24 the dimension of the fibers in polymer influences greatly the properties of the composite. The PA reinforcement of short and long carbon fibers enhances its properties compared to unreinforced PAs. Besides this, the machinability of the PA composite should be different compared to unreinforced PA. For this reason, the selection of cutting parameters and cutting tools plays an important role in the quality of PA composite parts. Thus, the prediction of cutting forces is substantial to increase the surface quality of the final product. The aim of this study is to predict the cutting forces when machining carbon-reinforced PA composite using ANN models. The following parameters, cutting speed, feed rate, tool type, and material type, are used in the ANN model to predict Fx, Fy, and Fz. The interaction (cutting forces) between tool and workpiece can lead to tool wear. Consequently, it will cause/generate product failure. For this reason, it is essential to optimize the machining process to find the most appropriate values to have a better yield.
Tests for measurement of the cutting forces and the parameters affecting these forces are costly and take a long time to perform them. Prediction models can be used to solve such problems and to observe the effect of input parameters on output. The generation of the ANN model provides benefits in terms of labor costs and processing time. The remainder of this article is organized as follows. The experimental study is defined in the second section. The ANN model for predicting cutting forces is proposed in the third section. The results and discussion are presented in the fourth section. Finally, further research issues and a summary are given in the last section.
Experimental study
Workpieces with unreinforced PA and PA reinforced with 30 v/v% carbon fiber with a length of 100 mm and a diameter of 50 mm were supplied by ERTA1 (Spain). The tests were performed using a K15 tool (DCMW 11T304H13A) and a PCD insert tool (DCMW 11T3 04FPDC10). The tool geometry was as follows: clearance angle 0, rake angle 7, cutting edge inclination angle 0, and cutting edge angle 93. The experimental setup follows Mata et al. 6
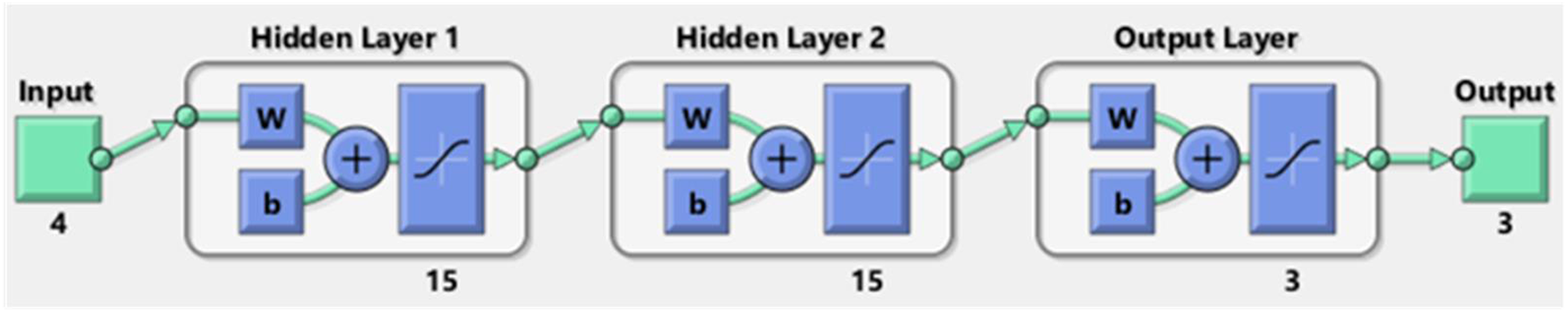
The database of inputs and outputs is established for training and testing the ANN. The experimental setup needed for the ANN model is arranged using the full factorial design (FFD) of experiments to model the turning process. 25 The experimental layout contains 48 sets of process parameter combinations as per FFD, and each experiment is done twice. Thus, 96 sets of processes are used for the experiments. For ANN models, 75% of data is used for training, whereas 25% of data is used for testing. 19 In this study, the total number of experiments is 96 data among which 70 (two-thirds) data have been considered for training and 26 (one-third) data for testing. The input parameters and levels used for the experiments are given in Table 1.
Input variables used in the ANN model.
ANN: artificial neural network.
In the experiments, four levels (0.05, 0.1, 0.15, and 0.2) for the feed rate, three levels (50, 100, and 200) for cutting speed, two types of cutting tools (PCD and K15), and two types of material (reinforced PA with 30 v/v% carbon fibers (PA66 GF30) and unreinforced (PA6)) are used.
ANN modeling for the prediction of cutting forces
A turning operation involves a highly complex process, and it is hard to develop an extensive model that includes all parameters for this operation. Recently, nonlinear problems have come to the forefront with the development of artificial intelligence techniques. The ANN is used as an effective method for modeling processes, such as machining, which involve complex input–output relationships and require numerous data sets that are expensive to obtain. In this study, an ANN model is developed to obtain the effects of the parameters (type of material, feed rate, cutting tool, and cutting speed) on the cutting forces during the turning operation of PA using K15 and PCD tools.
Artificial neural networks
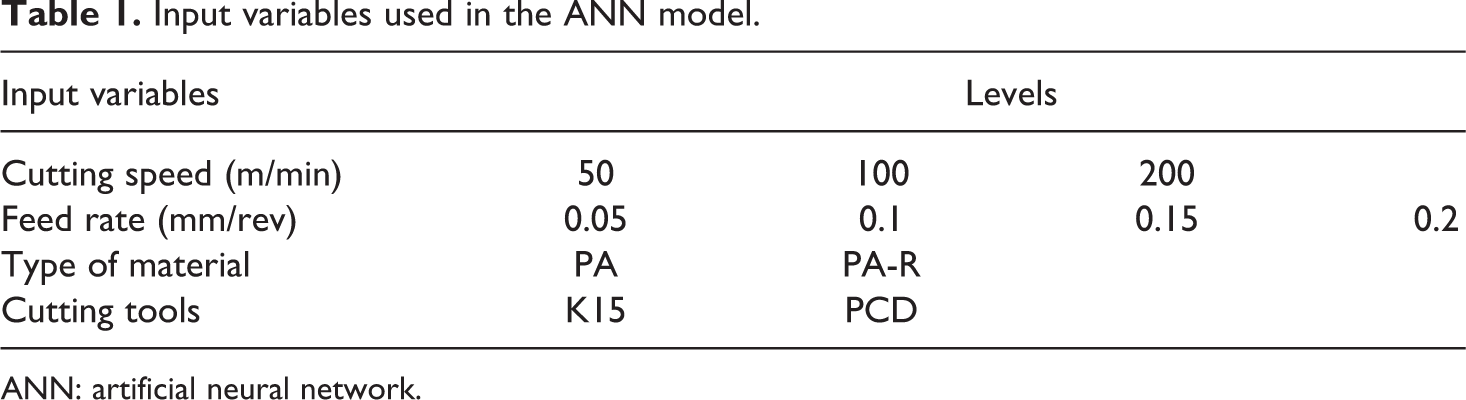
ANN is a mathematical model that simulates the biological brain. It is also a parallel computing mechanism that contains a number of neurons, learning rules, and interconnections. This mechanism gives the weights to each connection according to some learning rules. The knowledge of the network acquired during training is stored as the weights of connections. 26 In this study, the ANN model has three neurons in the output layer and four neurons in the input layer. It contains two hidden layers consisting of 15 neurons. The prediction results of the network that are the components of the cutting forces (Fx, Fy, and Fz) are produced by the neurons in the output layer. The cutting speed (Cs), feed rate (Fr), cutting tool (Ct), and type of material (Tm) are defined as input variables for testing and training the ANN model. The architecture of the ANN model is depicted in Figure 1.
ANN architecture.
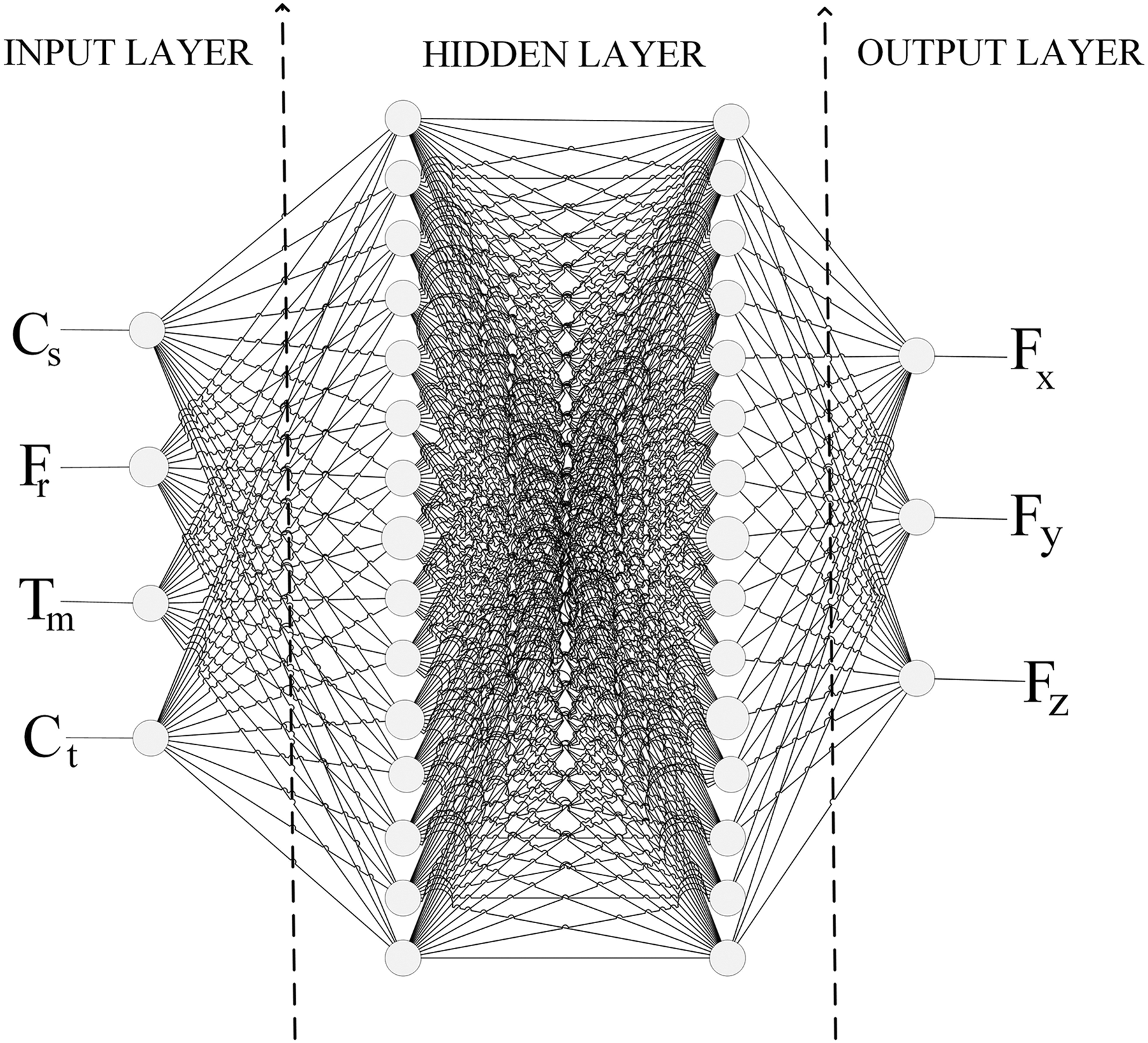
The first layer is called the input layer, which sends received data to the ANN. The second layer is the hidden layer, which is between the output layer and the input layer; the neurons in the hidden layer receive signals from the input layer and forward them to the output layer. These neurons have no connection to the outside. The output layer is the last layer and allows the transmission of information to the outside (Figure 1). 27 An artificial neuron consists of five main units: the sum function, an activation function, inputs, weights, and outputs (Figure 2).
The artificial neuron structure.
The weights show the effect of a set of inputs or the process elements in the previous layer. The inputs are information that comes to the neurons from the outside. The activation function processes the net input obtained from the sum function and specifies the neuron output. The sum function evaluates all the effects of weights and inputs on the processing element. 28
ANN model and parameters for the prediction of cutting forces
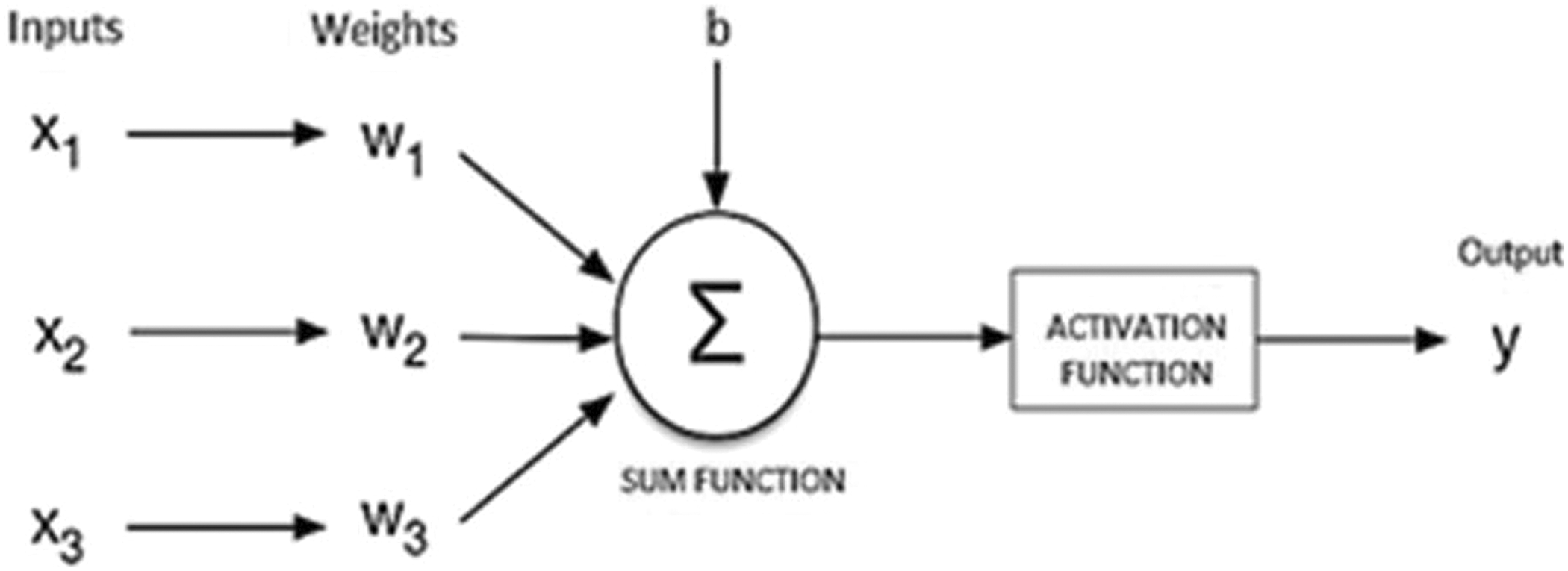
The ANN model contains two hidden layers consisting of 15 neurons. The neurons in the output layer generate the prediction results of the network. The cutting speed, feed rate, cutting tool, and type of material are defined as input variables, while the cutting forces (Fx, Fy, and Fz) are defined as output variables for testing and training the ANN. The designed ANN model is shown in Figure 3.
ANN model for predicting cutting forces.
The ANN models, different learning algorithms with different epochs, were tested to find the model that has the best potential prediction ability to predict the experimental results. The ANN model (Figure 3) is developed using the feed-forward back propagation algorithm, Levenberg–Marquardt as the training function, learngdm as the adaptation learning function, tansig as the transfer function, and the mean squared error as the performance function. The sensitivity analysis is carried out using SPSS 20.0 software (Analyze—Neural Networks—Multilayer perception—Independent variable importance analysis).
After the effects on the dependent variables are obtained, independent variables are used as inputs for the developed ANN model. The importance rates of the cutting speed, cutting tool, type of material, and feed rate are determined as 0.402, 0.249, 0.210, and 0.139, respectively (Figure 4). All the input variables are used in our study since the results of the analysis are almost identical and affect the output variables. Importance rates are obtained to determine the effects of input variables on output.
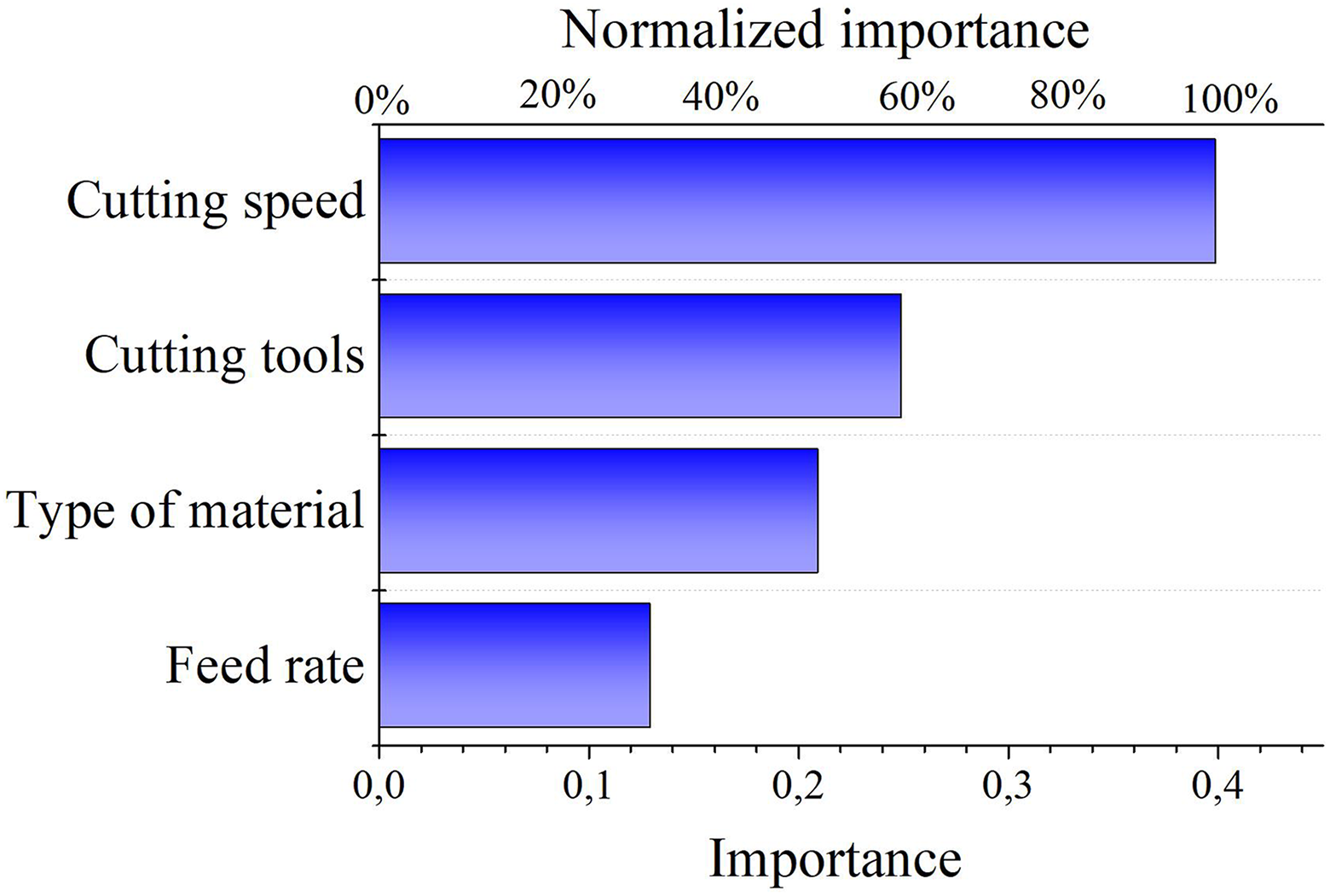
Importance rates of the input variables.
Results and discussion
The ANN model is developed to investigate the effects of the parameters (type of material, feed rate, cutting speed, and cutting tool) on the cutting forces during the turning operation in this study. The MATLAB toolbox is used for ANN training and testing cutting forces. Seventy data are used for training, and 26 are used for testing in the ANN model. The comparisons of the predicted values with the experimental results are depicted in Figure 5.
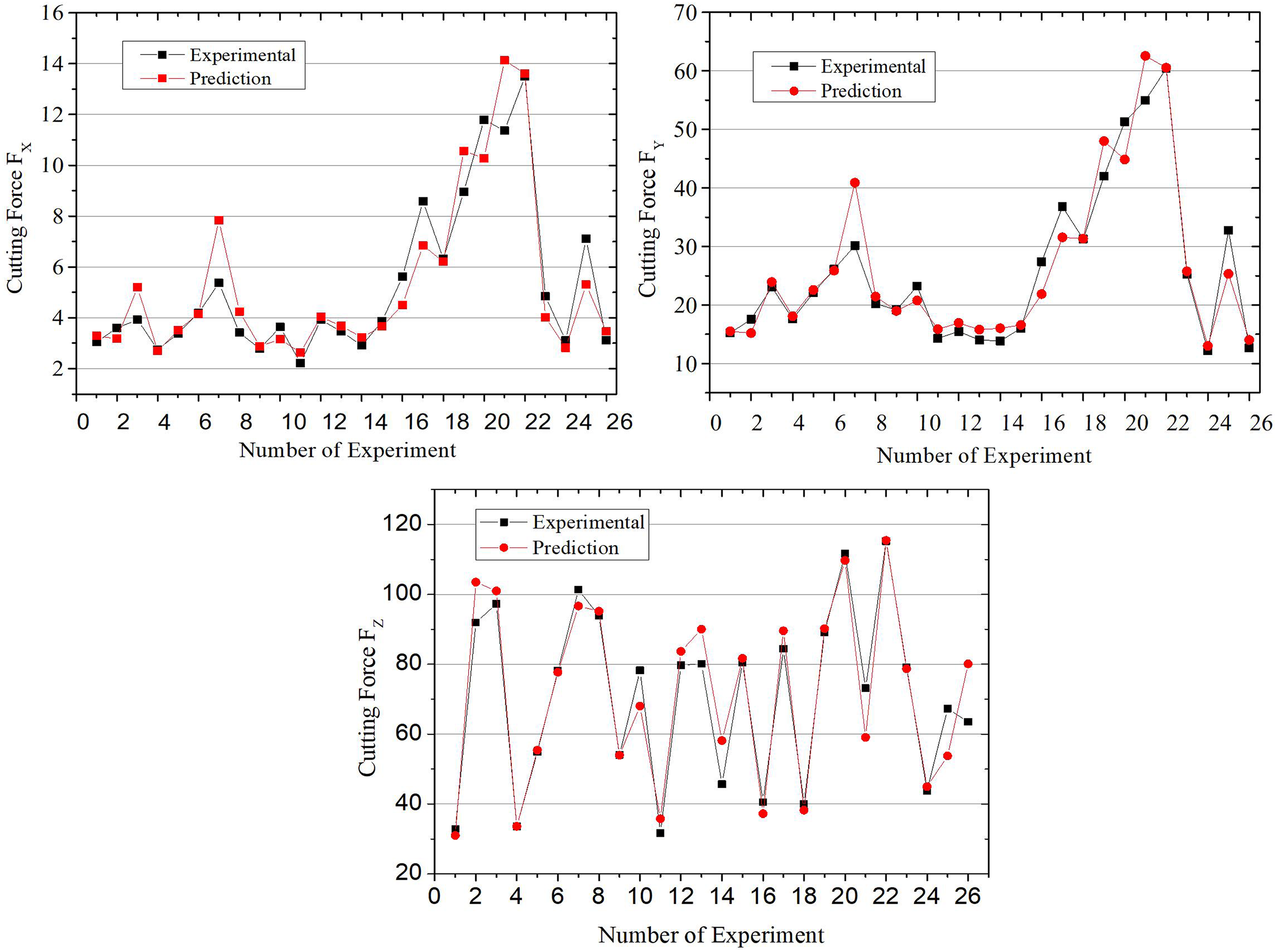
Comparison of experimental and predicted values of cutting forces.
These graphs demonstrate that there is no significant difference between the predicted values and the experimental results of the cutting forces (Figure 5). The experimental results are very close to the predicted values of the testing in the ANN model. The results of the ANN model (predicted values) and the experimental results (training and testing data) are compared in terms of the R2 and the mean absolute percentage error (MAPE)


Here,
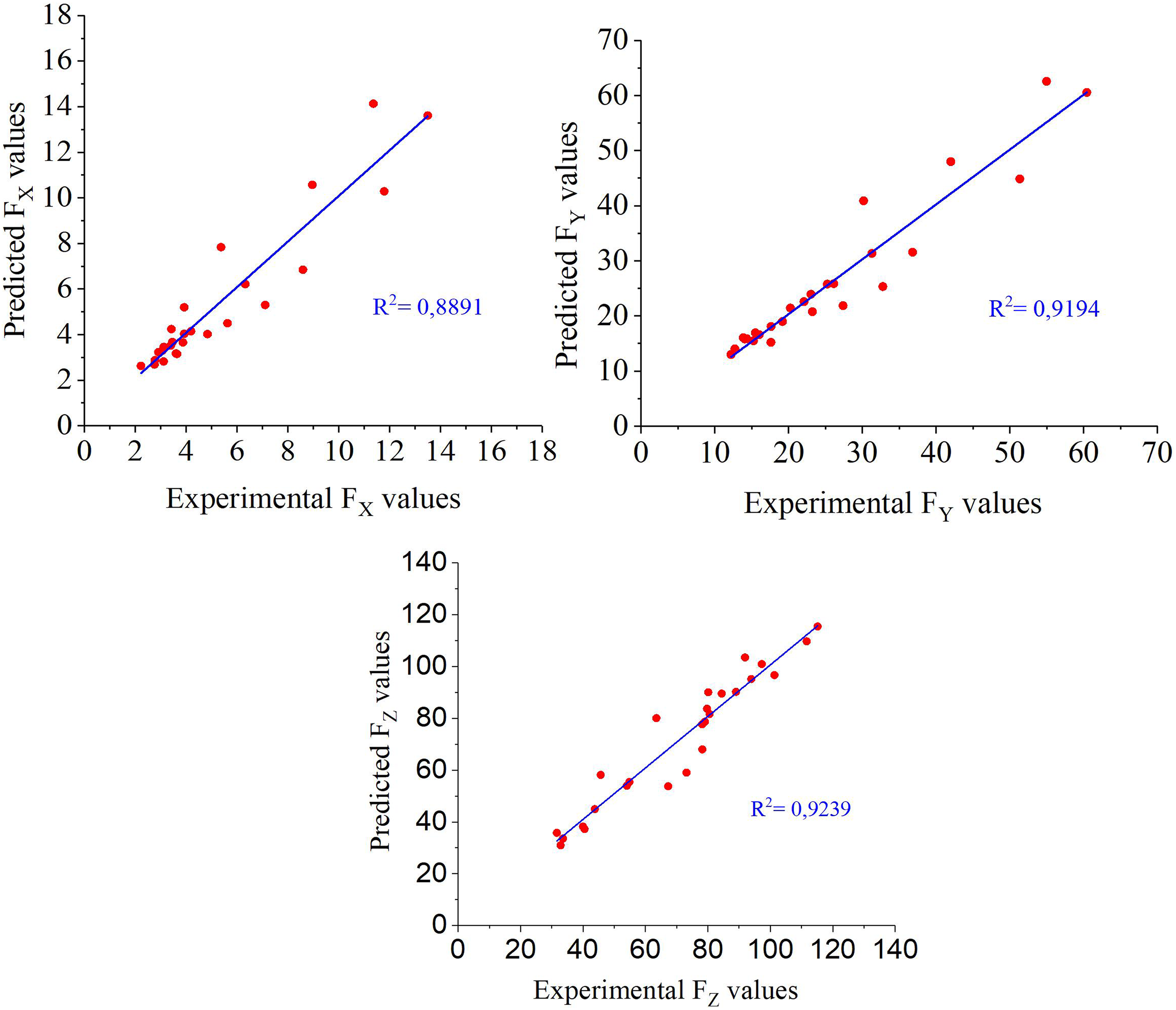
The predicted and experimental values for cutting forces.
The values obtained from the testing in the ANN model are very close to the experimental results (Figure 6). The R2 values are 0.8891, 0.9194, and 0.9239 for Fx, Fy, and Fz, respectively. The results show that the ANN model is capable of generalizing between the output and input variables with reasonably good predictions.
The results of the testing stage in Figure 6 show that the ANN model is suitable for reasonably good predictions of cutting forces. The statistical values, such as R2 and MAPE, for both testing and training, are presented in Table 2. While the statistical values of R2 and MAPE from training in the ANN model were obtained as 0.9199, 0.9463, and 0.9720; and 0.0840, 0.0473, and 0.0395, respectively, these values were obtained in testing MAPE as 0.1302, 0.0949, and 0.0728, respectively. All the statistical values in Table 2 show that the proposed ANN model is suitable and predicts the cutting force values as very close to the experimental results.
Cutting force statistical values of the designed ANN model.
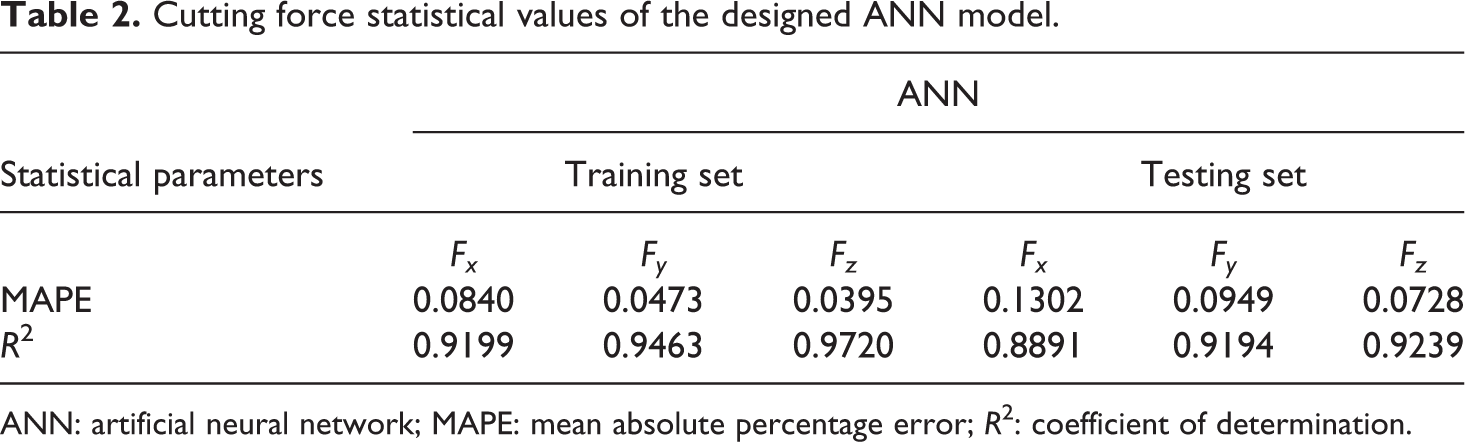
ANN: artificial neural network; MAPE: mean absolute percentage error; R2: coefficient of determination.
In the literature, there are some studies comparing the ANN model and conventional methods such as regression analysis. For example, in the Hanief’s study, the effect of depth of cut, feed rate, and cutting speed on cutting forces is determined for a different material (red brass), and the model is more accurate than the regression model. 20 In addition, it is shown that ANN models are reliable to predict cutting forces in the milling of glass fiber-reinforced plastic composites 19 and in turning steel workpieces 22 with high accuracy. For these reasons, the ANN model is used in our study. In comparison to the previous studies conducted in this area, this study contributes to predicting cutting forces considering the type of material, cutting speed, feed rate, and cutting tools in turning of reinforced and unreinforced PAs.
Conclusion
In this study, an ANN model is used to predict the cutting forces during the turning operation of unreinforced PA and PA reinforced with 30 v/v% carbon fibers using the cutting tools K15 and PCD. The feed rate, cutting speed, type of material, and cutting tools are defined as input parameters of the system. After finding the best ANN model results, MAPE and R2 statistics were used as evaluation criteria. To compare the experimental and predicted values of training, MAPE and R2 were obtained (0.0840, 0.0473, 0.0395 and 0.9199, 0.9463, 0.9720), while for testing, values for MAPE and R2 were obtained (0.1302, 0.0949, 0.0728; and 0.8891, 0.9194, 0.9239). As a result, the predicted values of the cutting forces are very close to the experimental results obtained from both the training and testing stages of the ANN model. As a conclusion, the ANN model is a practical method to predict the cutting forces during the turning operation of unreinforced and reinforced PA using the cutting tools K15 and PCD in a short period of time with small error rates. For future research, the other parameters (Ra, specific cutting force, etc.) can be predicted using more input parameters.