
Abstract
Manufacturing hybrid composites using polyethylene (PE) matrix is the main focus of this present research. Physico-mechanical testing of betel nut and glass fiber-reinforced hybrid composites was subsequently performed. Random orientation and short fiber-reinforced composite was manufactured using a hot press machine for 80% PE-20% fiber at a ratio of betel nut and glass fiber 1:3, found from previous research. Therefore, the effect of nanofiller on that ratio was mainly explored in this research. As a result, more samples were fabricated by the addition of titanium oxide and zeolite nanopowder as a nanofiller for this fiber ratio of betel nut and glass 1:3 by keeping the fiber short with random orientation. The fabricated composites were characterized based on mechanical testing, scanning electron microscopy (SEM), and Fourier transform infrared spectroscopic analysis (FTIR). FTIR analysis ensured the presence of nanopowder and –OH group in the respective composites. Therefore, the addition of titanium oxide nanopowder enhanced all mechanical properties of the composites, except % elongation at break. SEM analysis revealed better interfacial bonding and uniform dispersion of nanofiller in the PE matrix. Composites containing betel nut and glass at a ratio of 1:3 with titanium oxide nanopowder would provide the optimum set of mechanical properties among all fabricated hybrid composites.
Introduction
Fiber-reinforced plastics hold a vital position in the production of lightweight materials. 1 Therefore, structures made by these lightweight materials can reduce the weight of vehicles, thereby offering fuel savings. 2 Due to their strong and lightweight characteristics, polymer matrix composites (PMCs) are used widely. Matrix holds the fiber in place and transfer load between them as fibers provide strength and stiffness to the material. However, hybrid composites behavior depends on the weighed sum of the individual types of components. It contains two or more types of fiber, and they complement each other lacking. A balance in cost and performance can be achieved through appropriate material design. 3 Therefore, hybrid composites have received considerable attention in the scientific community recently. Hybridization of natural fiber with stronger synthetic or natural fiber can be performed for enhancing the mechanical strength. 4
The betel nut is the fruit of areca palm tree (Areca catechu), a species of palm that is available and grows widely across Asia. Betel nut fibers are collected from the husk of the fruit. These fibers are mainly composed of hemicellulose. It is well-known for its strength, lightness, and renewable nature. 5 Incompatibility between the hydrophilic nature of natural fibers and the hydrophobic properties of the polymer matrix often leads to poor fiber–matrix interfacial adhesion, which is a big problem and also challenging. 6
On the other hand, glass fibers are widely used as reinforcement for PMCs. Their main advantages are their high tensile strength, high chemical resistance, low cost, and insulating properties. E-glass fibers have the lowest cost of commercially available reinforcing glass fibers. As a result, in the fiber-reinforced plastic industry, they have widespread application. 7 Thermoplastic composites are attractive for their excellent properties such as high specific strength, high specific stiffness, superior toughness, and recyclability. 8 Polyethylene (PE) is the most widely used linear hydrocarbon polymer with various types of applications due to its low cost. PE is very available and varying densities from 0.91 g cm−3 to 0.97 g cm−3. 9 A lot of research has been already carried out on natural fibers hybridized with synthetic fibers.
In addition, various properties of polymeric systems can often be improved with the addition of organic or inorganic fillers. 10 –13 The mechanism of reinforcement in filled polymer composites depends on various factors, such as properties of the polymer and filler, size and shape of the filler (particulate, fibrous, fabric, etc.), phase state of the polymer (crystalline, rubbery, etc.), and process by which the filled polymer composite is fabricated. 14 As a result, variety of nanofiller can act in a different way for a particular set of fabricated hybrid composite. Material pollutants are a major concern today, hence research has been conducted to study the effect of nano-titanium oxide on the environment. 15 Titanium dioxide (TiO2) is a white, solid, nonhazardous, inorganic substance used as a nanofiller for mechanical properties modification. Nanofillers, such as zeolite which are porous, and hydrated aluminosilicates are also used in many research studies with thermoplastic matrices. 16 From our previous research, 17 a new combination of matrix–fiber was fabricated that includes betel nut–glass (1:3) fiber-reinforced hybrid PE composite for 80% matrix–20% fiber. However, the aim of this work is to enhance the mechanical properties further by the addition of titanium oxide and zeolite nanofiller. This newly fabricated hybrid composite as well as the modification of mechanical properties will surely bring positive scientific outcomes for the research community. Aspect ratio (S = l/d) of both the short fibers were kept around (5–8) with random orientation. 18,19
Materials and methods
Materials
Firstly, commercial-grade PE, betel nut, and glass fibers were collected from the market. The PE was white in color having a melting point of 140°C in a granular shape. Hand stripping method was used for the extraction of betel nut fiber. Aluminum die was used to fabricate composites. The die was made by machining aluminum plate to a desired shape. Betel nut and glass fiber are shown in Figures 1 and 2.

Betel nut fiber.

Glass fiber.
Titanium oxide nanopowder (size: <25 nm, density: 3.9 g cm−3) and zeolite (size: <80 nm, density: 2.2–2.4 g cm−3) has been imported from Sigma-Aldrich company from Malaysia. Therefore, 2 phr (phr—parts per hundreds grams) nanopowder are added for conducting this research.
Fabrication of composites
PE matrix and raw fiber were used for fabrication of a composite. Composites were prepared for fixed fiber loading 20% inside an aluminum die. Dimension of the die was 150 × 150 × 5 mm3. Composites were fabricated for betel nut and glass fiber ratio of 1:3 with the addition of nanofiller to enhance the properties. Firstly, fiber was weighted according to the required weight fraction needed and cut into 3–5 mm size. After that required amount of commercial PE was taken on a beaker and weighted. Mold-releasing agent was sprayed over the die surface for easy removal of the product. Therefore, mixed short fiber and PE were poured into the die. Mixed short fibers are mainly randomly distributed. In addition, for the fabrication of nanofiller (2phr) added composites, the powders were dispersed uniformly throughout the whole surface inside the die. Finally, the die was then placed inside a hot-pressing machine at 140–160°C temperature, and 30 kN pressure was applied simultaneously for about 15–20 min. The die with the composite was cooled slowly using water cooling system.
FTIR spectroscopy
Infrared spectra of betel nut–glass fiber-reinforced PE composites were recorded on a Nicolet 380 spectrophotometer with co-addition of 32 scans in this research. Firstly, samples were scratched by a knife to get it in powder form. Mortar and pestle was used for mixing potassium bromide (KBr) with sample (KBr:sample = 100:1) in the mentioned ratio. After that, a dice of 13 mm diameter was used for pellet formation by pressing at 8 tons of pressure, and finally, the spectroscopy was conducted.
Scanning electron microscopy
A JEOL field-emission scanning electron microscope analyzer (model no: JSM-7600F) was used for observing the tensile fracture surface of the fabricated composites. The interfacial bonding characteristics between the fiber, PE matrix, and nanofiller was examined in this process.
Mechanical testing
Tensile, flexural, impact, and hardness test of the manufactured composites were performed. Five specimens were tested, and the average values are reported for each test and type of composite and these are shown in Figures 3 to 6.Tensile test was conducted using a universal testing machine at a crosshead speed of 4 mm min−1 (system ID 3369J8567, maximum capacity 50 kN) according to ASTM D 638-01. 20 Each test was continued until tensile failure.

Tensile test specimen.
Flexural test specimen.

Impact test specimen.
Hardness test specimen.
Static flexural tests were also carried out using the same testing machine mentioned above at the same crosshead speed according to ASTM D 790-00. 21
The dynamic Charpy impact test of the composite was performed using an impact tester MT 3016 according to ASTM D 6110-97. 22
Durometer hardness tester in Shore (A) scale was used for hardness measurement of the composites.
Results and discussion
FTIR spectroscopic analysis
FTIR spectra analyses of the fabricated composite shows characteristic absorption peak at around 3477 cm−1, corresponding to the presence of –OH group as shown in Figure 7(a). Other peaks are found at 1633 cm−1 for aromatic C=C in plane alkenes (lignin), 1373 cm−1 for C–H bending bond structure of cellulose, hemicelluloses, lignin, and 1107 cm−1 for glass fiber-reinforced composites, respectively. 23
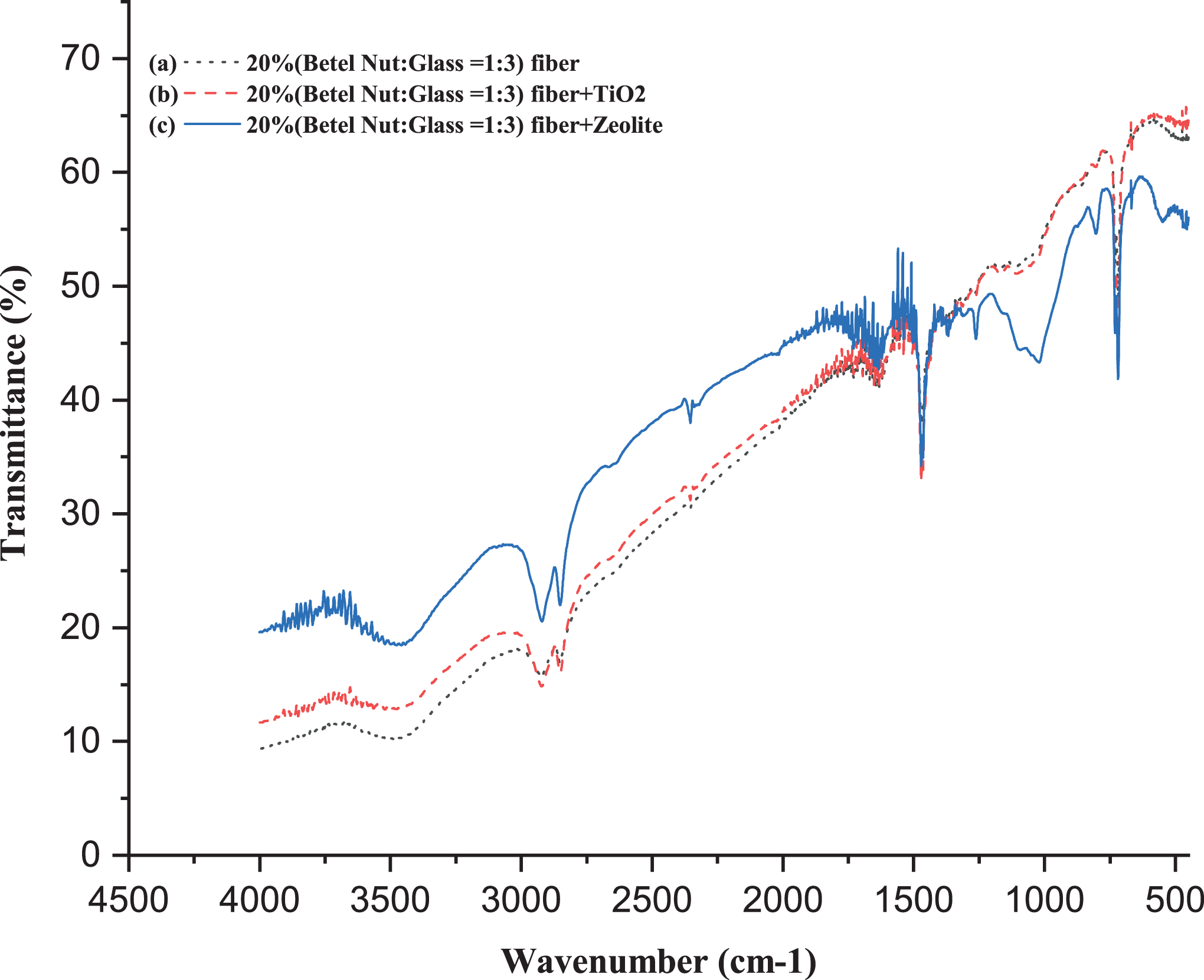
FTIR spectrum of (a) 20% raw betel nut–glass (1:3) fiber-reinforced PE composite, (b) 20% betel nut–glass (1:3) fiber-reinforced PE composite with titanium oxide nanopowder (2phr), and (c) 20% betel nut–glass (1:3) fiber-reinforced PE composite with zeolite nanopowder (2phr).
FTIR spectra analyses of titanium oxide nanopowder-added composite shows broad absorption band around 3459 cm−1 corresponding to the presence of –OH group as shown in Figure 7(b). Another important peak is found at 2353 cm−1 due to the presence of traces amount of CO2. Peaks at 667 and 467 cm−1 corresponds to Ti–O, Ti–O–Ti absorption, which indicates the presence of titanium oxide nanopowder in the composites. Finally, absorption peak at 1021 cm−1 corresponds to glass fiber-reinforced composites. 24
FTIR spectrum of zeolite-added composite shows 3627 cm−1 peak overlap with peaks in the range of 3100–3500 cm−1. Here, absorption band around 3459 cm−1 indicates the presence of –OH group as shown in Figure 7(c). Another important peak is found at 2353 cm−1 due to the presence of traces amount of CO2. Peaks at 1653 cm−1 shows OH bonding vibration due to hydrated aluminosilicates of zeolite nanopowder. Finally, peaks at 1312 cm−1 and 1264 cm−1 correspond to the presence of glass fiber-reinforced composites, respectively. 25
Tensile and flexural properties
For composites reinforced with betel nut and glass at a ratio of 1:3, it was found that composite showed good amount of tensile strength. This is due to high tensile strength of glass fiber (2.0 GPa) with respect to betel nut (166.03 MPa). On the other hand, failure occurred due to bending and shearing in a three-point flexural test. The obtained flexural strength of the hybrid composites was mainly due to the increased resistance to shearing of the composites because of inclusion of more rigid glass fiber 17 as shown in Figure 8. However, due to high dispersion of titanium oxide and zeolite nanopowder, the interaction between the polymer matrix and the particles increases which tend to enhance the tensile strength. The increase in flexural strength may be due to the plasticizing behavior of titanium oxide and zeolite into the matrix 26 as shown in Figure 8.
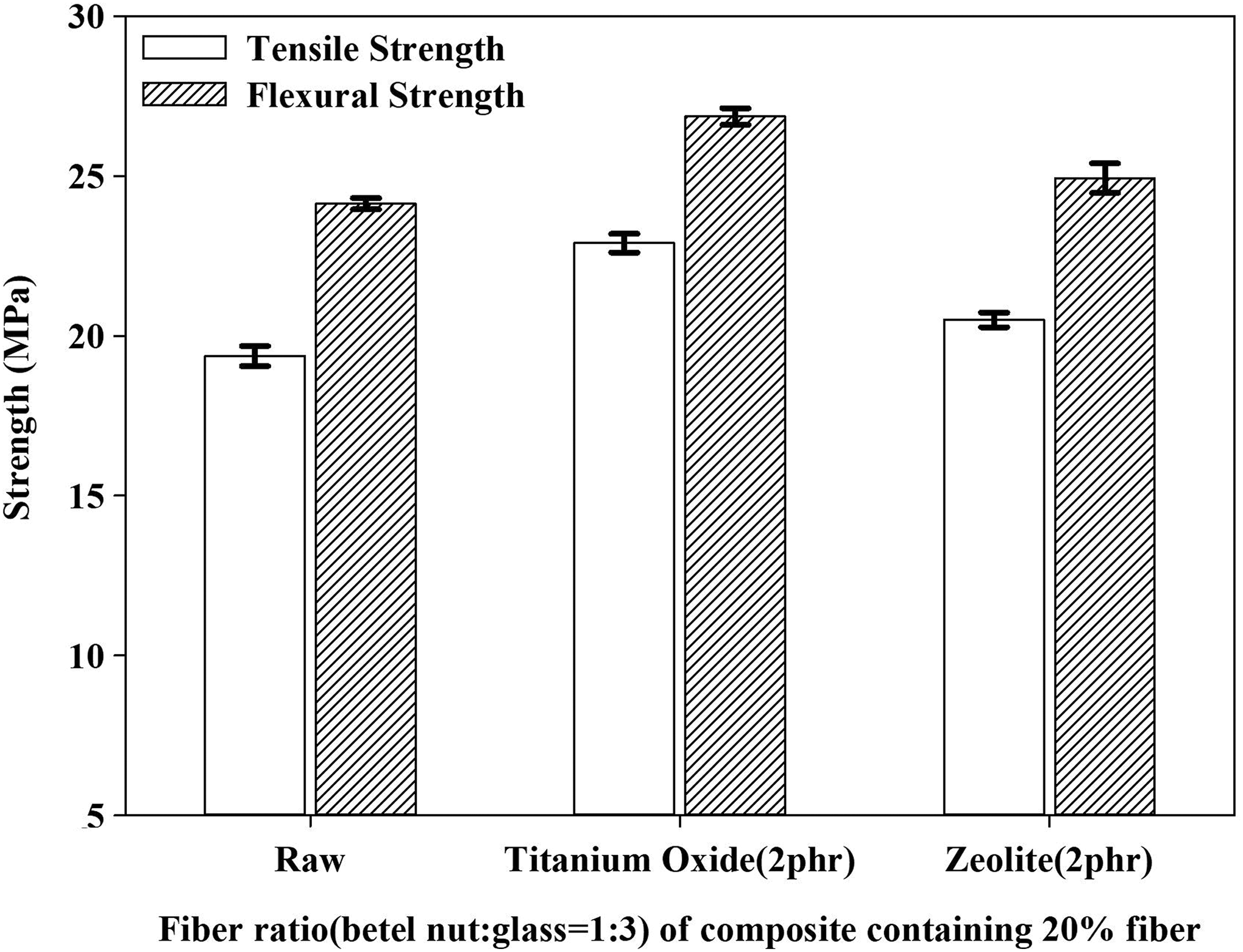
Variation of tensile and flexural strength for 20% betel nut–glass (1:3) fiber-reinforced PE composite.
Furthermore, tensile and flexural modulus variation is shown in Figure 9. A higher proportion of high modulus fiber demands more stress for same deformation. Thus, it increases the tensile and flexural modulus of the composite. As a result, the load-bearing capability of the hybrid composites also increased and provided improved stiffness. This also implies that flexural modulus of the composites depends largely on the ratio of glass fiber, which could be due to the high modulus of glass fiber (72.3 GPa) with respect to betel nut fiber (1.381–1.93). 18,19 These were also due to the presence of sufficient amount of fiber that provided the effective stress transfer between the fiber and the matrix. 27 In addition, incorporation of rigid nanofiller such as titanium oxide and zeolite nanopowder into the PE also increased stiffness and hence increases Young’s modulus and flexural modulus. 28
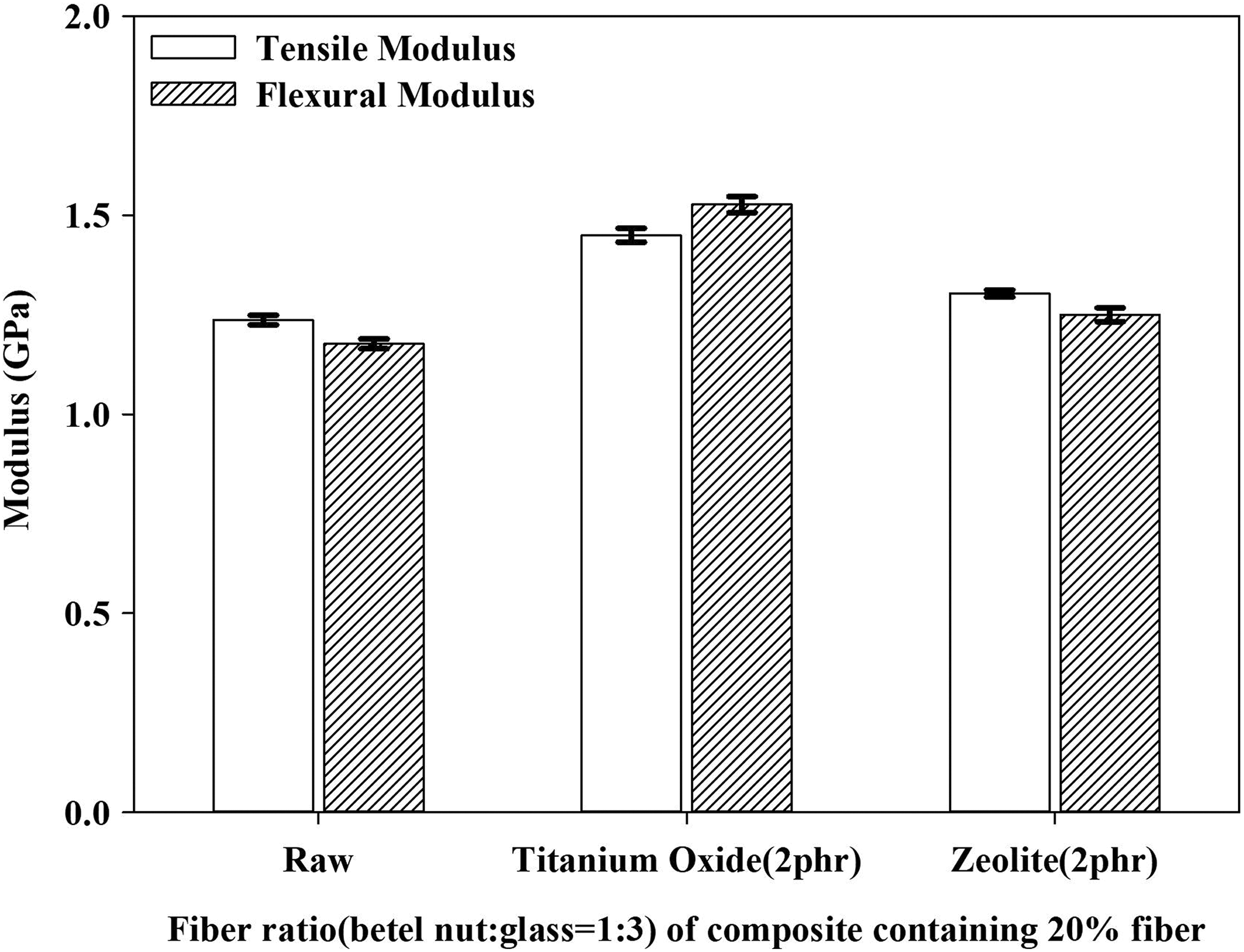
Variation of tensile and flexural modulus for 20% betel nut–glass (1:3) fiber-reinforced PE composite.
Variation of % elongation at break with betel nut and glass fiber ratio (1:3) is shown in Figure 10. The incorporation of more glass fiber causes low value of % elongation at break because glass fiber individually has low % elongation at break (4.8%) in comparison with betel nut fiber (23.21%). 17 –19 However, further drop in % elongation at break values of the composite with nanofiller content could be explained as the elastic properties of the composite depend on the polymer matrix, which shows brittle behavior in the presence of the nanofillers and also it restricts the mobility of the PE in the composite as shown in Figure 10.
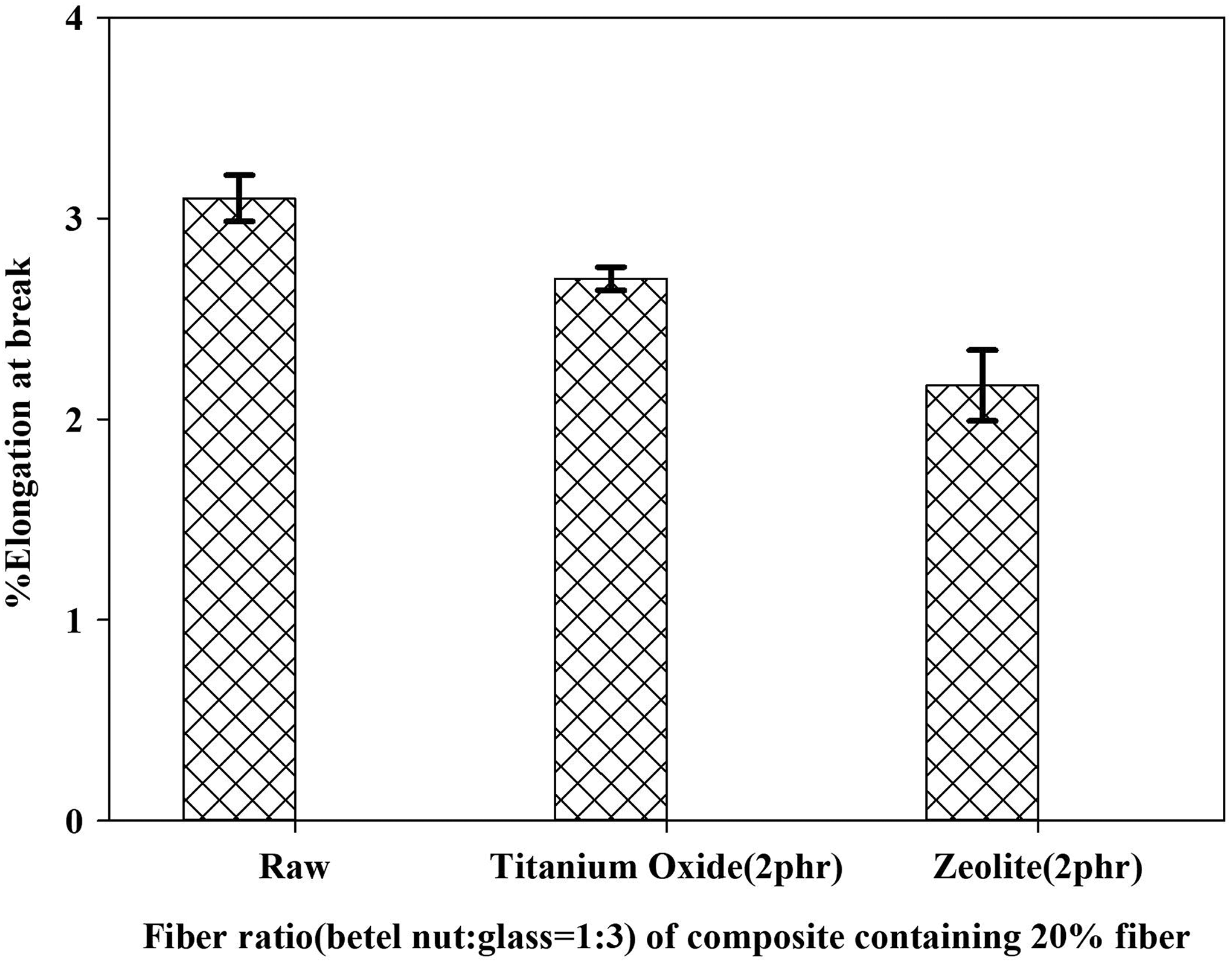
Variation of % elongation at break for 20% betel nut–glass (1:3) fiber-reinforced PE composite.
Impact properties
Composite materials are often failed in an environment where they face impact load. Therefore, impact damage resistance is such an important property for composite materials. Charpy impact testing has been performed for this research. For composite of betel nut and glass fiber at a ratio 1:3 for 20% fiber loading, impact energy has low value because of its brittle nature and rigid nature, which in turn is not capable of absorbing more energy due to impact force. 17 On the other hand, well-dispersed nanopowder such as titanium oxide and zeolite into the matrix tends to increase the impact energy of the composites 26 as shown in Figure 11.
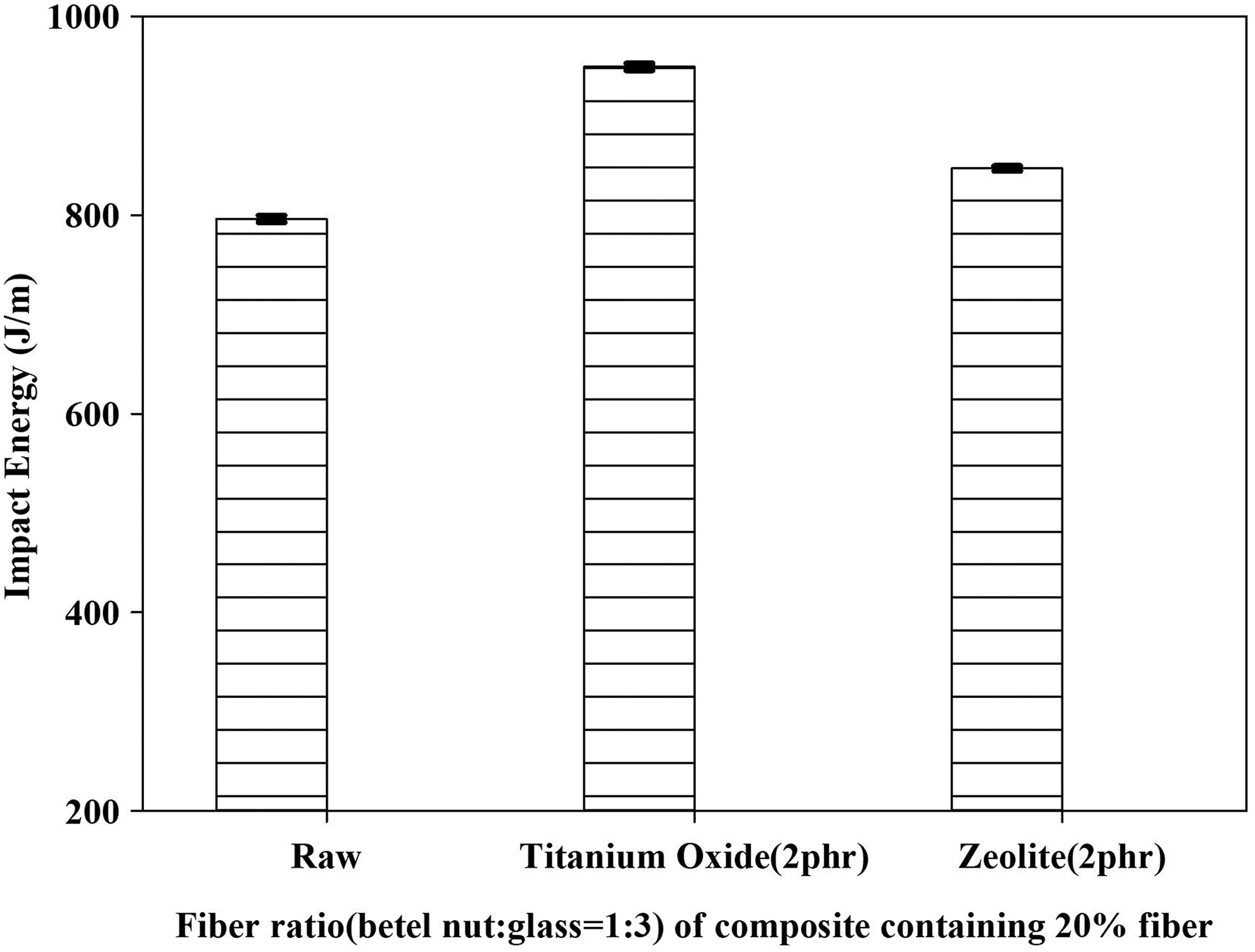
Variation of impact energy for 20% betel nut–glass (1:3) fiber-reinforced PE composite.
Hardness
Hardness of a composite depends on the uniform distribution of the fiber into the matrix. Composite rigidity increases when strong fiber is incorporated into the soft matrix which results high hardness. Better dispersion of the fiber into the matrix with minimization of voids between the matrix and the fiber enhanced hardness. 17 It is clear that the hardness of the composites increased with nanofiller content. 28 The rigid nanofillers such as titanium oxide and zeolite nanopowder increased the hardness of the respective composite as shown in Figure 12.
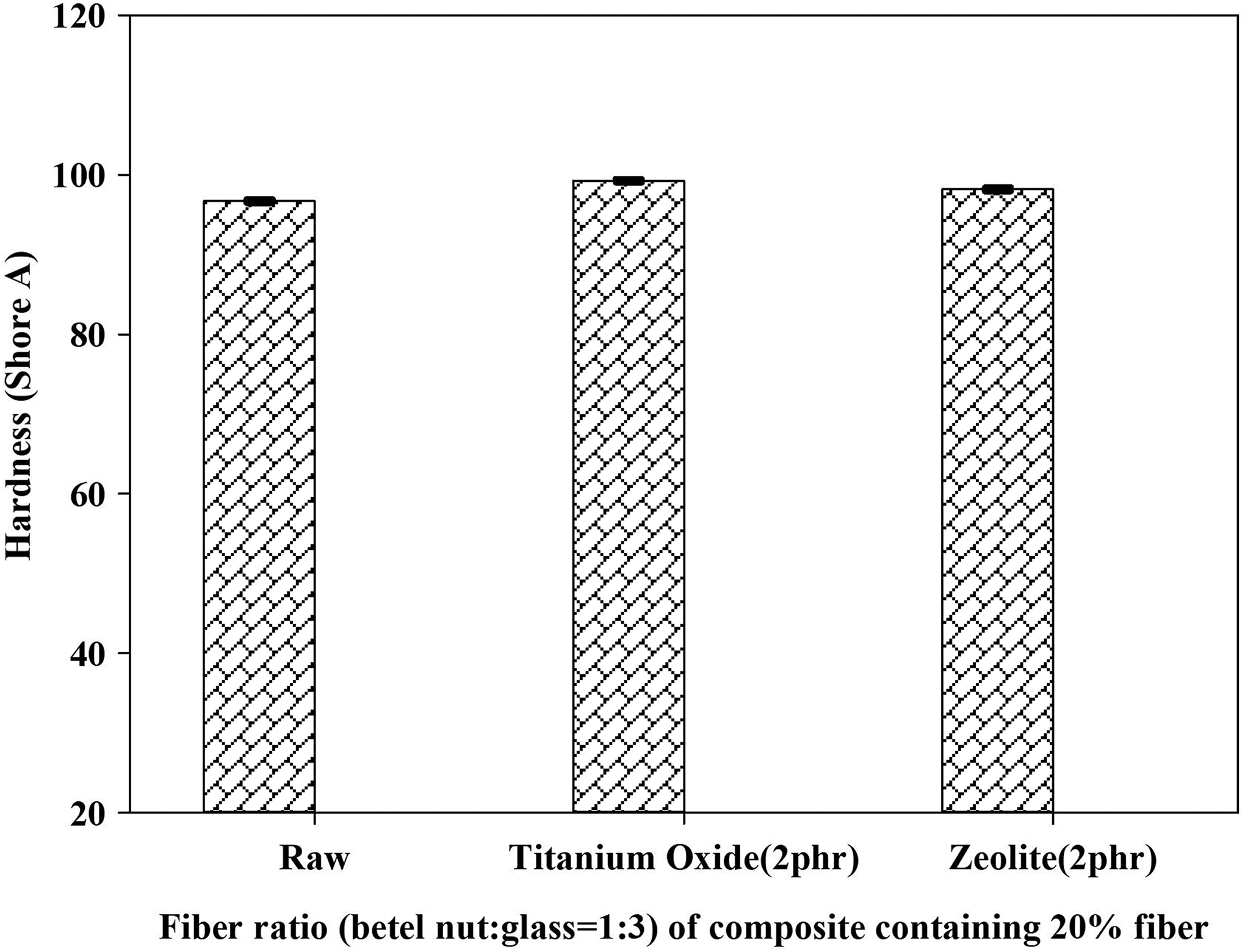
Variation of hardness for 20% betel nut–glass (1:3) fiber-reinforced PE composite.
Surface morphology
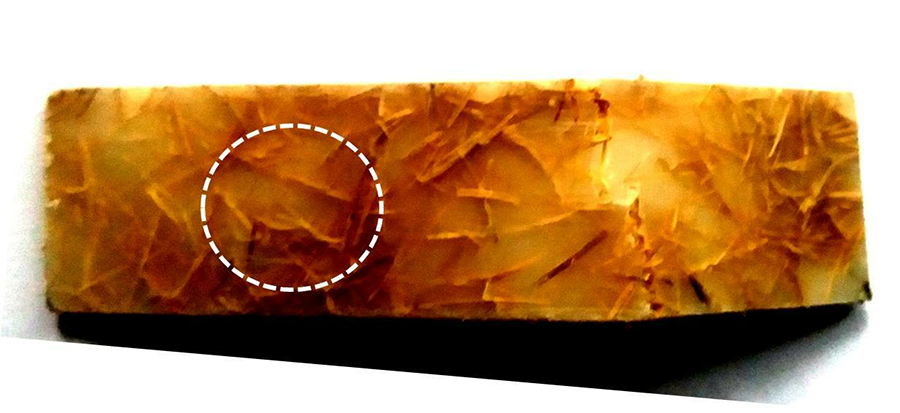
Tensile fracture surface of 20% fiber (betel nut:glass = 1:3)-reinforced PE composites shows better dispersion of the fiber into the matrix as clearly shown in Figure 13(a). Fiber pullout traces and the agglomeration of the fibers in the matrix is reduced, but some voids are occupied. The tensile fracture surface morphological characteristics of 20% fiber (betel nut:glass fiber = 1:3)-reinforced hybrid PE composites with the addition of titanium oxide and zeolite nanopowders are shown in Figure 13(b) and (c), respectively. From those micrographs, the presence of fiber matrix bonding and uniform dispersion of nanofiller in the matrix was quite evident. Fiber agglomeration along with voids was also found in the later micrographs than former one. Therefore, both fiber pullout traces and the agglomeration of fiber in the matrix have substantially reduced providing evidence of better dispersion of nanopowder in the matrix of fiber-reinforced composites. 29
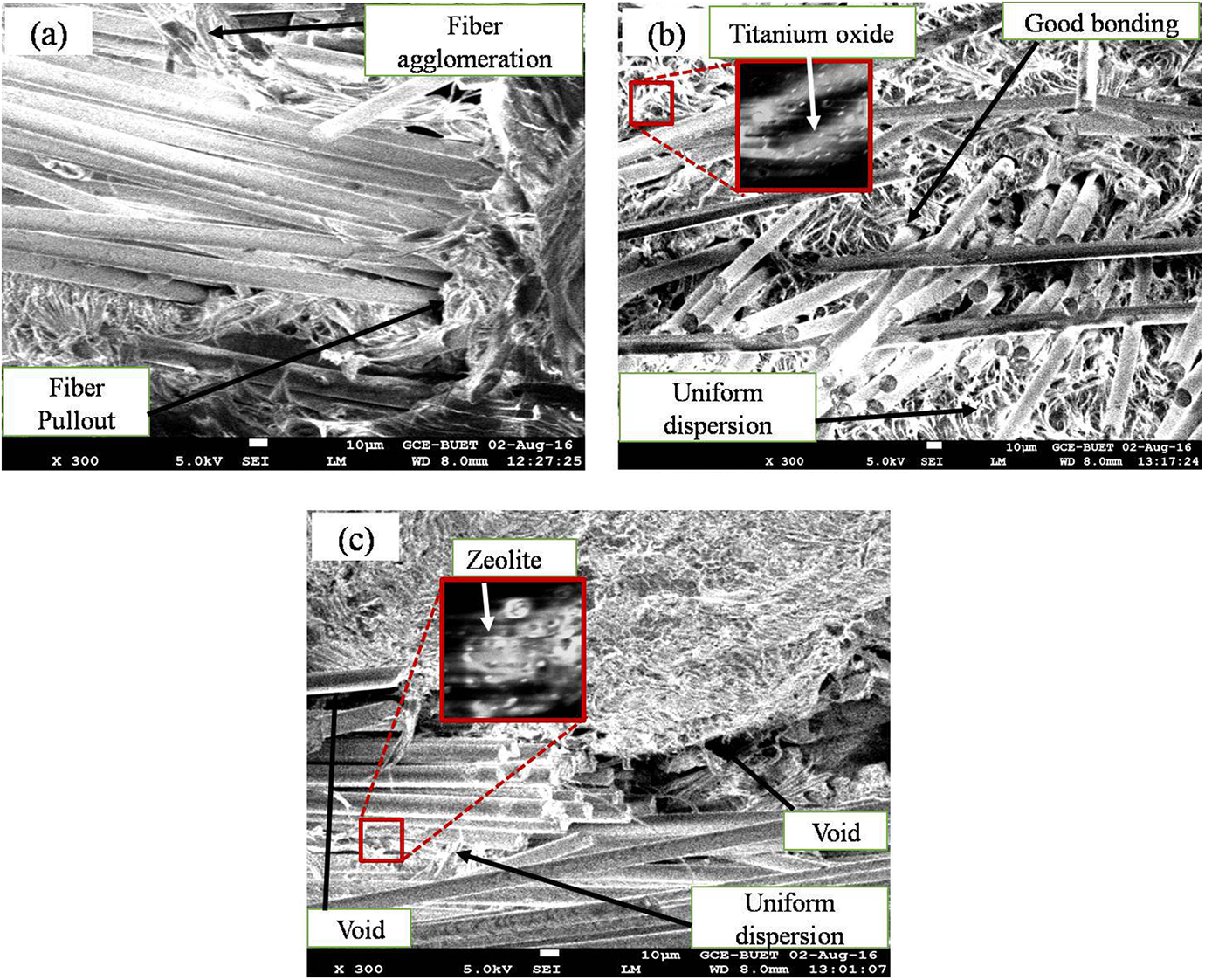
SEM micrographs of (a) tensile fracture surface of 20% raw betel nut–glass (1:3) fiber-reinforced PE composite, (b) tensile fracture surface of 20% betel nut–glass (1:3) fiber-reinforced PE composite with titanium oxide nanopowder (2phr), and (c) tensile fracture surface of 20% betel nut–glass (1:3) fiber-reinforced PE composite with zeolite nanopowder (2phr).
Conclusion
In the present research, betel nut and glass fiber-reinforced PE composites were fabricated using hot press method. Titanium oxide and zeolite nanopowder was added to maximize the properties of composites. Significant improvement of mechanical properties is observed after the addition of titanium nanopowder. FTIR spectroscopic analysis of the composites showed the presence of nanofiller, which promoted better properties. Good interfacial fiber–PE interaction and uniform dispersion of nanofiller into the matrix was also obtained for composites as confirmed by scanning electron microscopy (SEM). Tensile strength, Young’s modulus, flexural strength, flexural modulus, impact energy, and hardness increased more due to the incorporation of titanium oxide nanopowder. Therefore, it has showed the optimum set of mechanical properties among all fabricated hybrid composites, except % elongation at break.
Footnotes
Acknowledgements
The author would like to thank Bangladesh University of Engineering and Technology (BUET) for providing financial support for conducting this research work.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.