
Abstract
Waste natural fibers, bit coir fiber residue of traditional coir industries, and sugarcane bagasse fibers were subjected to chemical modifications via alkaline steam explosion treatments toward the extraction of reinforcing fibers with better compatibility and reinforcing characteristics in the polymer matrix. The treated fibers were utilized in the fabrication of composites with polypropylene (PP) as the base polymer with the aid of maleic anhydride–grafted PP as the compatibilizer. Percent composition of fiber in the composites was decided to facilitate maximum replacement of the matrix and further applicability in large-scale continuous polymeric production processes. Mechanical, thermal, and morphological characterization of the composites reveals the best composition to be of 30% composition, in the added view of maximum replacement of polymer matrix with the reinforcing filler, retention of requisite properties, reduced cost of manufacture and inventory, and reduction in the carbon footprint per unit dimensions in comparison with the wholly polymer component. The thermal properties of coir fiber-reinforced composites showed good improvement up to 134.5°C increase in onset degradation temperature while retaining matrix properties for sugarcane bagasse-reinforced composites.
Introduction
Usage of natural fibers in the development of polymeric composite materials has gathered tremendous international attention in view of the reduction in usage of nonrenewable petroleum-derived materials and its substitution with renewable biodegradable alternatives. In addition, natural fibers are inherently laden with promising characteristics of low cost, environmental friendliness, and non-toxicity. Various natural fibers such as Alfa, 1 bamboo, 2 flax, 3 jute, 4 sisal, 5 banana, 6 pineapple leaf fiber, kenaf, 7 and so on have been tested as reinforcement in polymeric composites. However, direct application of natural fibers in polymeric composites manifests itself drawbacks of natural fibers, such as poor moisture resistance, low microbial resistance, tendency to form aggregate gates during processing, and poor surface adhesion for association with polymeric matrices.
The major consumers of coir fiber are industries for the manufacture of ropes, mats, and weaved products. However, the methods employed in the industries produced large quantities of short coir fiber, bit fibers, as a by-product. In the case of sugarcane bagasse, even though technologies like its utilization for production of the bioethanol and usage as boiler fuel is being practiced, the environmental viability is questioned for its economics and its calorific value which, in turn, depends on its water content, crop sucrose content, and extraneous materials from harvesting technique employed. Waste coir fiber is also used as a burning fuel and fares similar to bagasse. The reported calorific value of 18.2 MJ kg−1 for coir and 18.99 MJ kg−1 for sugarcane bagasse in addition to the high volatile content of >70% 8 limits their usage as fuels. Therefore, using these waste fibers for the development of sustainable polymeric composites holds promise to the future of fiber-reinforced composites.
Long coir fibers have been extensively used as reinforcement in composites. Several composite materials have been put forward, such as high-strength high-density board materials, 9 its composites with epoxy and cementitious matrix to form structural materials, 10 and acoustic absorbers. 11 It has been reported that the mechanical properties of coir-based green composites—modulus at rupture and internal bonding—increased as a result of chemical composition and surfacemodifications. 12 By comparing the properties of coir-based composites with those of jute and kenaf, it was observed that coir composites display the lowest mechanical properties with exception of impact strength. 12 As in the case of coir fibers, sugarcane bagasse has also been used for soft boards, 13 medium density boards or particle boards, as well as high-density hard boards. 14 However, the major challenge in the usage of sugarcane bagasse as reinforcement remains the decrease in mechanical properties with effective removal of lignin. 15,16 Therefore, suitable coupling agents need be used so as to chemical modified the polar nature of fiber surface and render it more compatible with nonpolar polymeric matrices.
Thereby, the development of versatile and industry viable method for fabrication of waste coir- and sugarcane bagasse-based polymeric green composites can be termed as an environment-friendly means of efficient wastage handling as well as value addition to the biodegradable waste products. The aim of this work was the maximum replacement of nonrenewable matrix with the bio-sourced renewable reinforcements to the limit of property diminution to that of the inherent matrix characteristics and enhancement of specific properties of the composite, characteristic to the fibers used. In the present study, synthesized polymeric compatibilizer was used with the polypropylene (PP) matrix and alkaline pretreatments on the fibers, in view of developing property enhanced and/or retained natural waste fiber-reinforced PP composites.
Materials and methods
Acetic acid, dicumyl peroxide, maleic anhydride, toluene, acetone, potassium hydroxide (KOH), and sodium hydroxide (NaOH; 97%) were procured from Sigma Aldrich (Bengaluru, India). All chemicals used were of AR grade and used as received. The bit coir fibers were obtained from a local mat industry and sugarcane bagasse collected from a local vendor. The PP used was Repol H110MA.
Preparation of coir and sugarcane bagasse fiber
The depithed coir fibers and sugarcane bagasse fibers were cleaned via pressurized water for about 1 h so as to remove any fine dust particles, sugars, and so on. The fibers were then dried in an air oven at 80 ± 5°C for 24 h. The bagasse fibers were then sized so as the average size of the fibers is 3–5 mm, comparable to that of short coir fibers. The fibers were then stored in airtight polybags.
Delignification
The fibers were dipped in 1% NaOH solutions for 60 min and subsequently exposed to steam at 1.02 ± 2 kPa pressure and 121 ± 2°C over a steaming period of 60 min. The fibers were then cooled to room temperature, neutralized with 1% acetic acid, dried in an air oven at 85 ± 5°C, and stored in airtight polybags.
Preparation of MAPP
Preparation of maleated PP (MAPP) was carried out using an extruder at zone temperatures of 175–205°C, employing free radical initiation for grafting. Purified dicumyl peroxide was used in this study in 0.3% composition to the 10% content of maleic anhydride. A twin screw extruder (model-ZV20; Specific Engineering, Vadodara, Gujarat, India) of screw diameter of 21 mm at 40 r min−1 was used for the purpose of melt blending. The extruded polymer was pelletized using a pelletizer, dried in a hot air oven at 80°C for 4 h, and stored in airtight polybags for further characterization and usage.
Preparation of composite
The delignified fibers were dried at 100°C for 2 h and the moisture content was controlled at 1±0.5% prior to the treatment. PP and MAPP are also pre-dried before processing.
The fibers were mixed with PP and MAPP granules at 10%, 20%, 30%, and 40% compositions (Table 1). Compounding of the matrix, the reinforcing phase, and compatibilizer were carried out using an extruder at zone temperatures of 165–195°C. A twin screw extruder (model-ZV20; Specific Engineering) of screw diameter of 21 mm at 40 r min−1 was employed. The extruded composites were pelletized using a pelletizer in line to the extruder. The granules were dried in a hot air oven at 80°C for 4 h and then fed into an automatic injection molding machine (model-OMEGA 80 WIDE; Ferromatik Milacron, Milacron India Pvt. Ltd, Gujarat, India) for making specimens. All specimens were prepared according to the ASTM standards from dried granules, at a molding temperature profile of 160–190°C.
Composites terminology and composition.
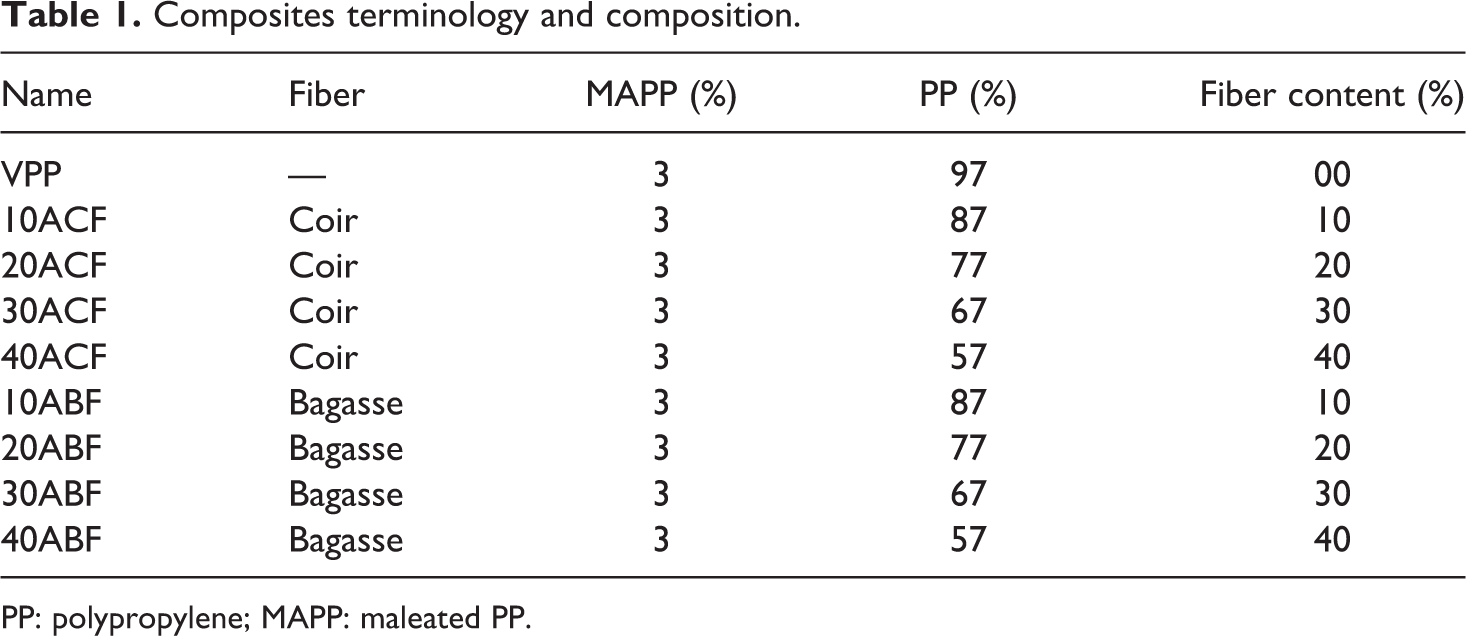
PP: polypropylene; MAPP: maleated PP.
Characterization
Characterization of the MAPP, chemical and mechanical characterization of the fibers at different stages of their treatment, and that of the fabricated composites were performed by the following methods.
Characterization of MAPP
Grafting degree (GD)
GD was calculated by finding the equivalent KOH required for neutralizing a solution of the polymer in toluene. 17 Approximately, 0.2 g of MAPP was dissolved in 50 ml of toluene and heated under reflux for 30 min. The solution was cooled to about 60°C, and 100 ml of 0.1 M KOH/ethanol standard solution was added followed by heating under reflux for an additional 15 min. The residual KOH concentration was determined by acid titration with 0.1 M hydrochloric acid/isopropanol standard solution using 0.1% phenolphthalein/ethanol solution as an indicator. A blank determination was also carried. GD was obtained as

where M is molar concentration of KOH, W is weight of sample (g), Vb is volume of KOH for blank titration (ml), and Vs is volume of KOH for sample titration (ml).
Acid number
About 0.1g of MAPP sample was transferred into a volumetric flask containing 10 ml acetone, 10 ml (0.1 M) hydrochloric acid, and 100 ml demineralized water. The solution was then titrated against 0.1 M standard KOH solution using phenolphthalein as an indicator. A blank titration was also done. Acid number (AN) 18 was estimated using the relation

where W is weight of the sample (g), S is volume of KOH for sample titration (ml), B is volume of KOH for blank titration (ml), and M KOH is molar concentration of KOH solution.
Scanning electron microscopy
Morphological studies of the impact-fractured surfaces were done by scanning electron microscopy (SEM) (JEOL model: JSM-6390 LV). The dried samples were sputter coated with gold for 30 s using a Cressington sputter coater 108 auto under an argon atmosphere. After sputter coating, the samples were placed in aluminium stubs inside the SEM chamber for viewing surface morphology. An accelerating voltage of 10 kV was used for imaging.
Fourier transform infrared spectroscopy
Fourier transform infrared (FTIR) spectroscopy is an effective analytical instrument for detecting the functional groups present in the sample and characterizing covalent bond information. A profile of the sample is produced by the spectra which are a distinctive molecular fingerprint that can be used to scan and screen samples for identifying different components.
In this study, chemical modification suffered by coir and bagasse fibers on alkali treatment was evaluated using FTIR analysis. FTIR spectroscopy investigations were carried out using Avatar 370 FTIR Thermo Nicolet (Thermofisher Scientific, MA,USA) spectrophotometer. Dried samples were mixed with potassium bromide in a ratio of 1:200 (w/w) and pressed to form pellets. The FTIR spectrum of the samples was recorded in percent transmittance mode, in the range of 4000–400 cm−1 with a resolution of 4 cm−1.
Tensile testing
Tensile properties of composite samples were measured using universal testing machine Tinius Olsen H50KL (Tinius Olsen India Pvt. Ltd, UP, India) according to ASTM D638-14. 19 The load capacity was 50 kN and cross-head speed was 50 mm min−1. The results reported are the average of five replicate measurements of the property.
Tensile strength micromechanics
The tensile strengths of the composites were evaluated by simulation of micromechanics computed by the modified rule of mixture 20 employing Kelly–Tyson model 21 (equations (3) to (5)) and Bowyer–Bader model 22 (equation 6)



Where
Equation (6) is obtained by considering the fibers shorter to and longer than the critical fiber length contributing separately toward the composite tensile strength.
Interfacial shear strength (τ) represents the maximum load that the can be transferred between matrix and reinforcement by the interphase. Von Mises criterion 24 was used to adjust the interfacial strength between the fibers and the PP to be

Flexural testing
Flexural strength was measured using universal testing machine (Tinius Olsen H50KL). For bending tests, cross-head speed was 2.5 mm min−1 and span distance was 96 mm. The three-point bending test was carried out following ASTM D790-03 25 standard method. For each composite, five replicate testing was carried out.
Impact test
Impact test measures the resistance to failure of a material when subjected to a suddenly applied force such as collision, falling object, or instantaneous blow. It measures the impact energy, the energy absorbed prior to fracture. Notched Izod impact strength of the composites was measured according to ASTM D256-10e1 26 standard using Tinius Olsen Model Impact 104 machine (Tinius Olsen India Pvt. Ltd., UP, India). The impact energy of the pendulum used was 2.82 J and notches of 2.54 mm depth were cut on the impact samples using a Tinius Olsen specimen notcher model 899.
Thermogravimetric analysis
Thermogravimetric analysis (TGA) experiments were performed on TGA-Q50 thermogravimetric analyzer (TA Instrument Inc., New Castle, Delaware, USA). Tests were done under nitrogen at a scan rate of 10°C min−1 in a programmed temperature range of 200–600°C. A sample of 5–10 mg was used for each run. The weight change was recorded as a function of temperature. Derivative peak temperature (T max) was taken as the maximum temperature acquired from the differentiation of the weight change as a function of time.
Results and discussion
Maleation of PP was characterized to be of the required GD 1.427 and AN 0.817 eq kg−1. Percent composition of the composites to be fabricated was estimated based on the characterization results for MAPP and visual homogeneity of the components fabricated. The methodology followed resulted in the manufacture of high-performance composite materials with great environmental viability and properties, better or at par with that of its polyolefin matrix polymer. The scheme of reaction followed in the maleation of PP and its reaction with lignocellulosic alkali-treated fibers is shown in Figure 1.
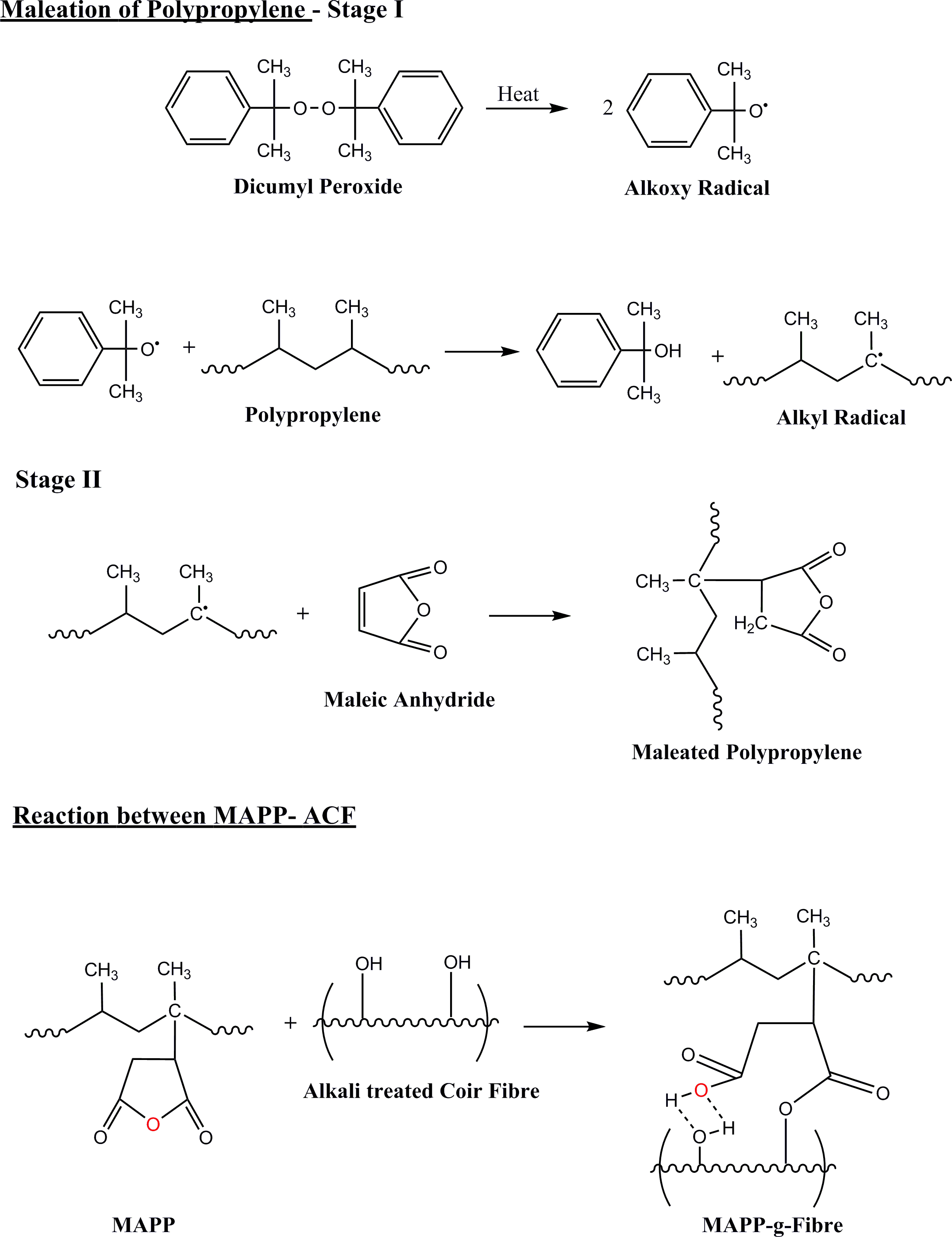
Reaction scheme between (a) maleic anhydride and PP and (b) MAPP and lignocellulosic fiber. PP: polypropylene; MAPP: maleated PP.
Microscopy
Surface characterizations of the coir and bagasse PP composites were investigated by SEM studies of their impact fractured surface. Figure 2 presents the perfect fiber dispersion in the composites and rules out any possibility of differential local concentration.
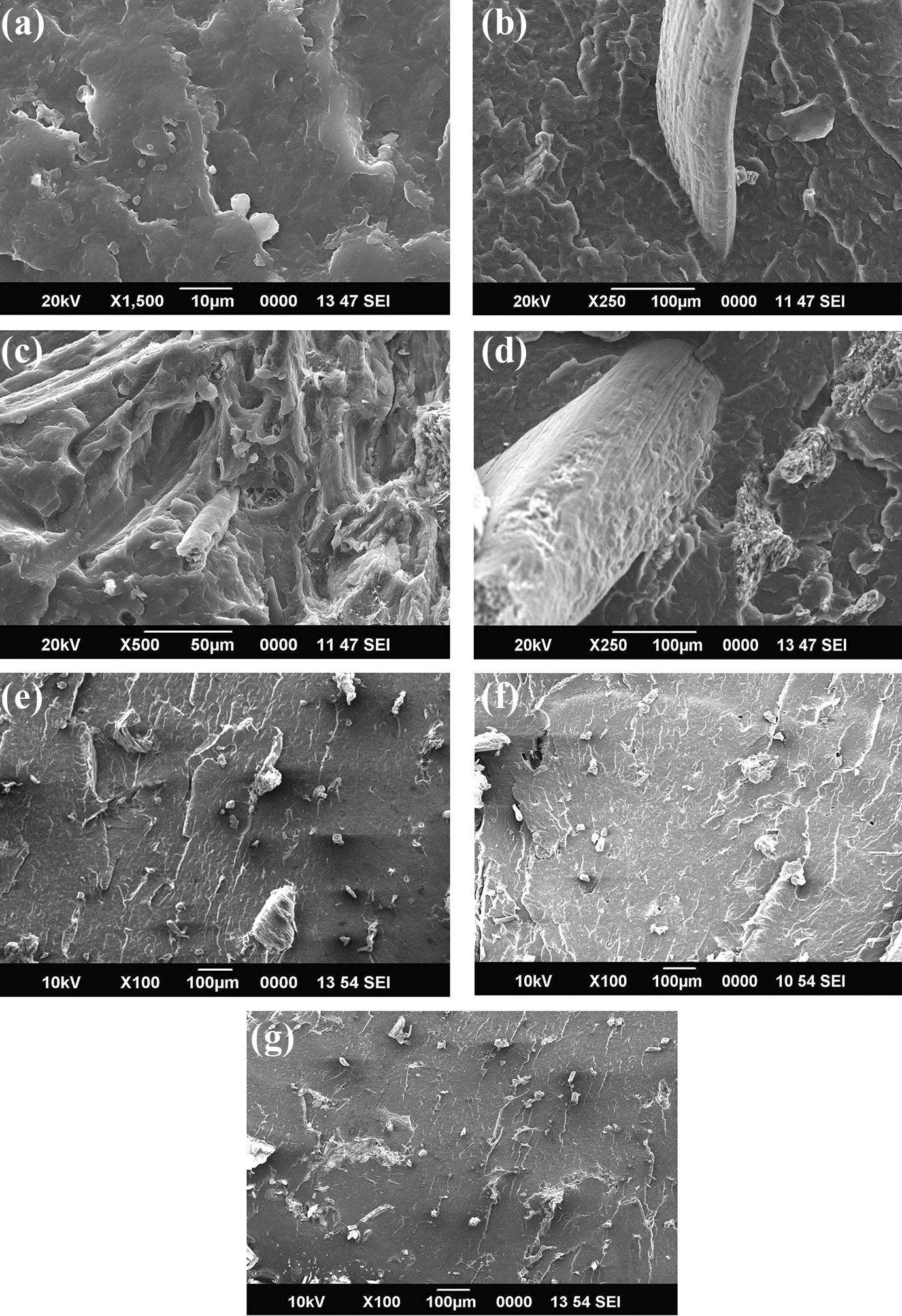
SEM images of (a) VPP, (b) 20ACF, (c) 30ACF, (d) 40ACF, (e) 10ABF, (f) 20ABF, and (g) 30ABF. SEM: scanning electron microscopy; VPP: virgin polypropylene; ACF: a?lkalitreated coir fiber reinforced polypropylene; ACF: alkalitreated coir fiber reinforced polypropylene; ACF: alkalitreated coir fiber reinforced polypropylene; ABF: alkalitreated bagasse fiber reinforced polypropylene; ABF: alkalitreated bagasse fiber reinforced polypropylene; ABF: alkalitreated bagasse fiber reinforced polypropylene.
The results confirm that the increase in properties is caused by improved fiber–matrix adhesion, which is further attributed to the improved surface roughness of the fiber as compared to the untreated fiber. This is due to the reduction of fiber diameter which increases the aspect ratio, thereby developing a rough surface. Also because of the removal of the surface impurities and a decrease in percent composition of cementing materials like lignin and hemicelluloses, it can be observed that separation of the ultimate cells has increased which lead to the increase in the effective surface area of the fiber, thus the enhanced compatibility with matrix. However, on comparing coir and bagasse fibers, the chemical action of treatments on ABF seems to be much pronounced than in ACF. It is evident that although the surface of ACF is rough, FTIR analysis had not predicted any changes in the chemical nature of the fiber, thereby confirming the alkali treatment to have only served as a surface treatment, without affecting the overall strength properties of the fiber. On the other hand, the surface roughness is much enhanced in the case of ABF, which may have facilitated better wetting by the polymer matrix and thus increase in specific properties, in comparison with virgin PP and the comparable properties to ACF reinforced PP.
All images visualize the rough fractured surfaces. However, the extent of fiber pullouts is seen to vary with the type and compositions of the fibers. In the case of ACF composites, traces of fiber pullouts decreased with increasing fiber content. Some fiber debonding lines are also observed on the image and are suggestive of higher fiber–matrix adhesion.
ABF composites, on the other hand, reveal an increasing trend in fiber pullout holes with increasing bagasse fiber content, indicating the lack of interfacial adhesion between the fiber and the matrix. Consequently, it leads to fiber pullout during the impact.
FTIR
Figure 3 shows the FTIR spectrum of the fibers before and after alkali treatment. Upon examining the spectrographs, it was observed that no considerable change in functionality has occurred in coir fibers. This suggests that the treatment has not resulted in any drastic changes in chemical nature of the fiber and cellulose and moreover that the chemical treatment will not have negatively affected the fibers inherent mechanical properties. The reason for the less effective alkali treatment, as shown in microscopy, is due to the higher wax content in coir fibers which strongly resists the chemical action on the fibrils. 27 Also as a result of the fibers being mechanically defibrillated, the surface of the raw fiber is much smoother, when compared to the traditional retted fibers, which hampers the effectiveness of chemical treatment.
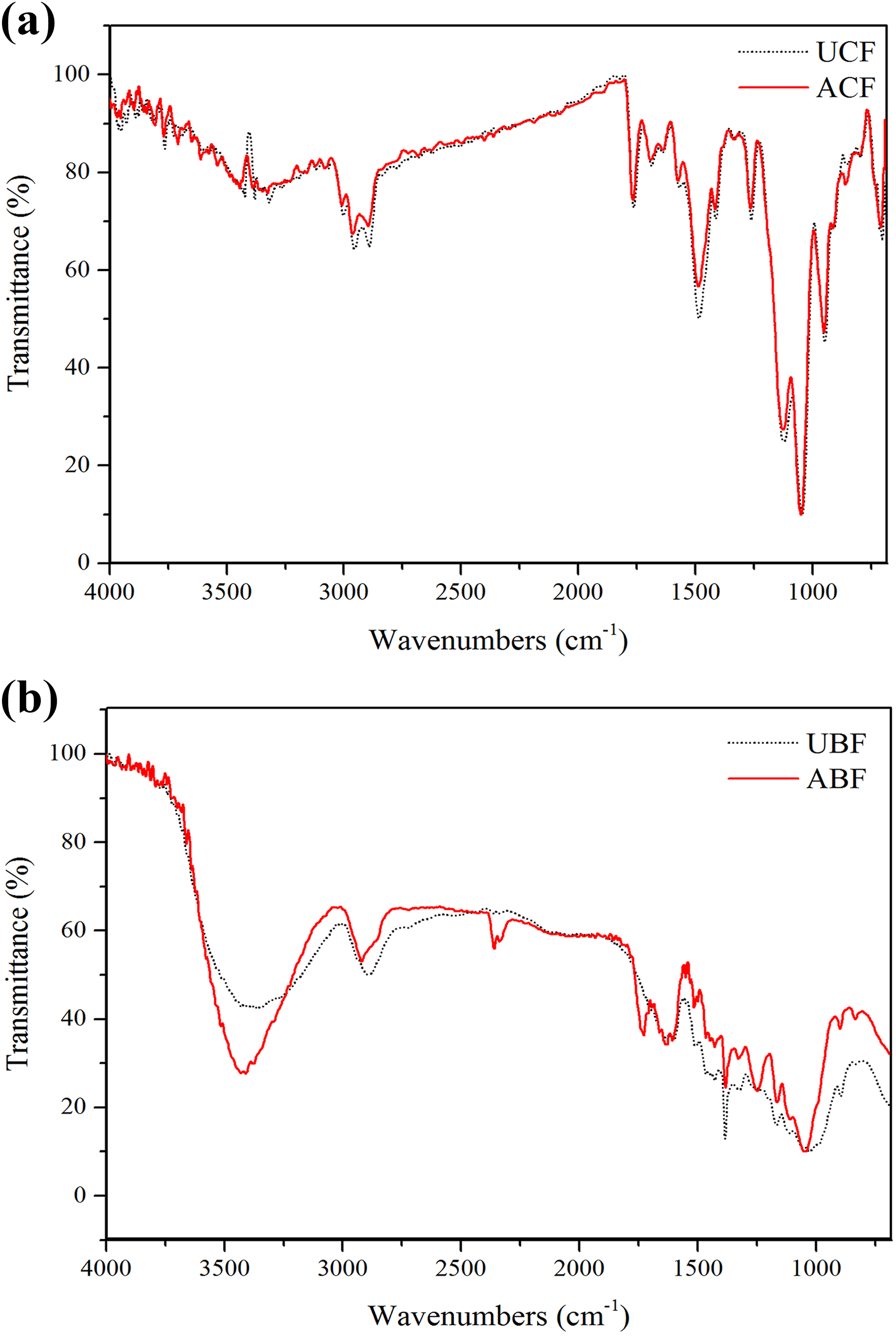
FTIR of (a) UCF, ACF and (b) UBF, ABF. FTIR: Fourier transform infrared.
On the other hand, sugarcane bagasse showed greater chemical changes upon alkali treatment. This may be due to the lesser percent wax content in bagasse fibers and also may be enhanced by the sugar extraction techniques employed, which lead to the mechanical disruption of the fibril and thus facilitating a better action of chemical treatment. The examination of spectra for UBF and ABF signifies that cellulose in the fiber has not suffered any chemical changes. Hemicellulose content of the fiber, which is denoted by its alkyl ester and carbonyl group peak at 1727 cm−1, has a reduced peak intensity, which is suggestive of the decrease in hemicelluloses content, as is also the decrease in peaks corresponding to the aromatic content of lignin shown by the peaks at 1536 cm−1 corresponding to the aromatic C–O stretching mode and at 1226 cm−1 corresponding to the C–O–H deformation and C–O stretching of phenolics. It is also evident that the alkali treatment of sugarcane bagasse fibers resulted in an increase in percent available cellulose for hydrogen bonding, as highlighted by the increase in the intensity of peaks at 3431 and 3375 cm−1.
Tensile properties
Figure 4 presents the effects of virgin PP, fiber, and fiber content on the tensile properties of fiber/PP composites. In the study, PP composites were shown to retain tensile strength even after the introduction of high weight percent short coir and bagasse fibers in the composites, although there was a steady decrease in elongation at break. The overall trend is that of sustenance of tensile strength of virgin PP, with 2.6% increase in tensile strength for ACF20 and 7.95% increase for ABF30 being the maximum improvements. Several competing factors contributed to the tensile characteristics, such as the usage of compatibilizer and consequent decrease in polarity of the fiber, the extend of surface roughness induced by chemical treatment, and the reduction in the inherent tensile properties of the natural fiber and thereby the decrease in the maximum reinforcing effect of the treated fiber. The greater decrease in tensile strength for bagasse fiber composites was due to the greater effect of alkali treatment in competition with the compatibilization effect of MAPP on the bagasse fibers, compared to the bit coir fiber. Tensile modulus, on the other hand, displays a linearly increasing trend for both coir- and bagasse-reinforced PP, and this is attributed to the usage of high tensile modulus-reinforcing fibers in comparison with virgin PP. The above results also indicated that the short fibers were finely distributed and the interfacial bonding between the fiber and the matrix was good, resulting in the observed tensile strength and tensile modulus values.
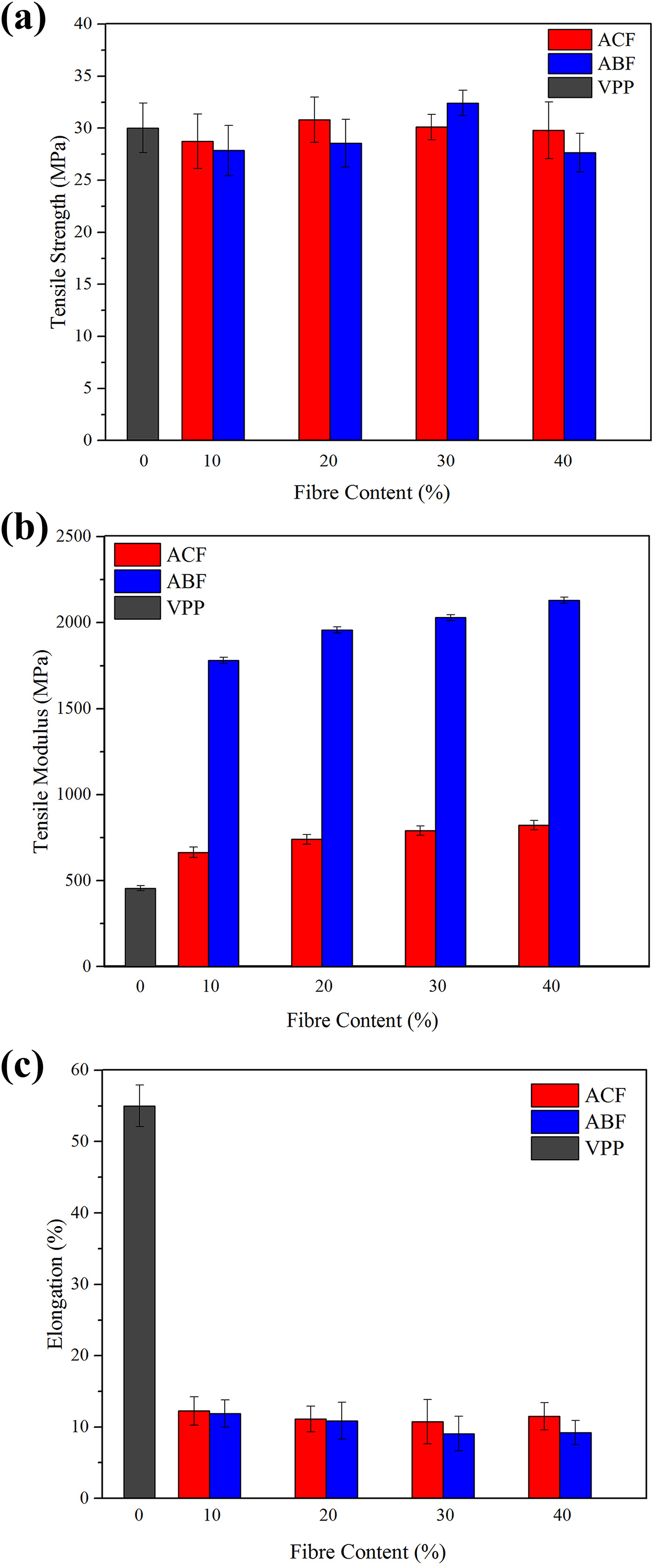
Tensile properties of ACF and ABF composites: (a) tensile strength, (b) tensile modulus, and (c) elongation at break.
Fiber tensile strength factor fσ was calculated as the net contribution of reinforcements to the final strength of the composite. By definition,

and thence modified rule of mixture (equation (3)) may be rearranged as

Thus, fσ was obtained from slope of the curve; in the range of σm and net contribution of fibers, the final composite strength against Vf 28 amounts to 48.67 and 45.7 MPa for coir and bagasse fibers, respectively. The values of fσ obtained by estimating critical fiber lengths and corresponding elucidations, however, show a lower value. The fσ values calculated are shown in Table 2 and affirm of the decreasing strength value with increasing fiber compositions, wherein the attrition suffered by the fiber during processing is reflected. However, the bagasse fiber is shown to have a better strength factor than the corresponding composition coir fiber composite.
Micromechanical characteristics for tensile strength of coir fiber- and bagasse fiber-reinforced PP composites.
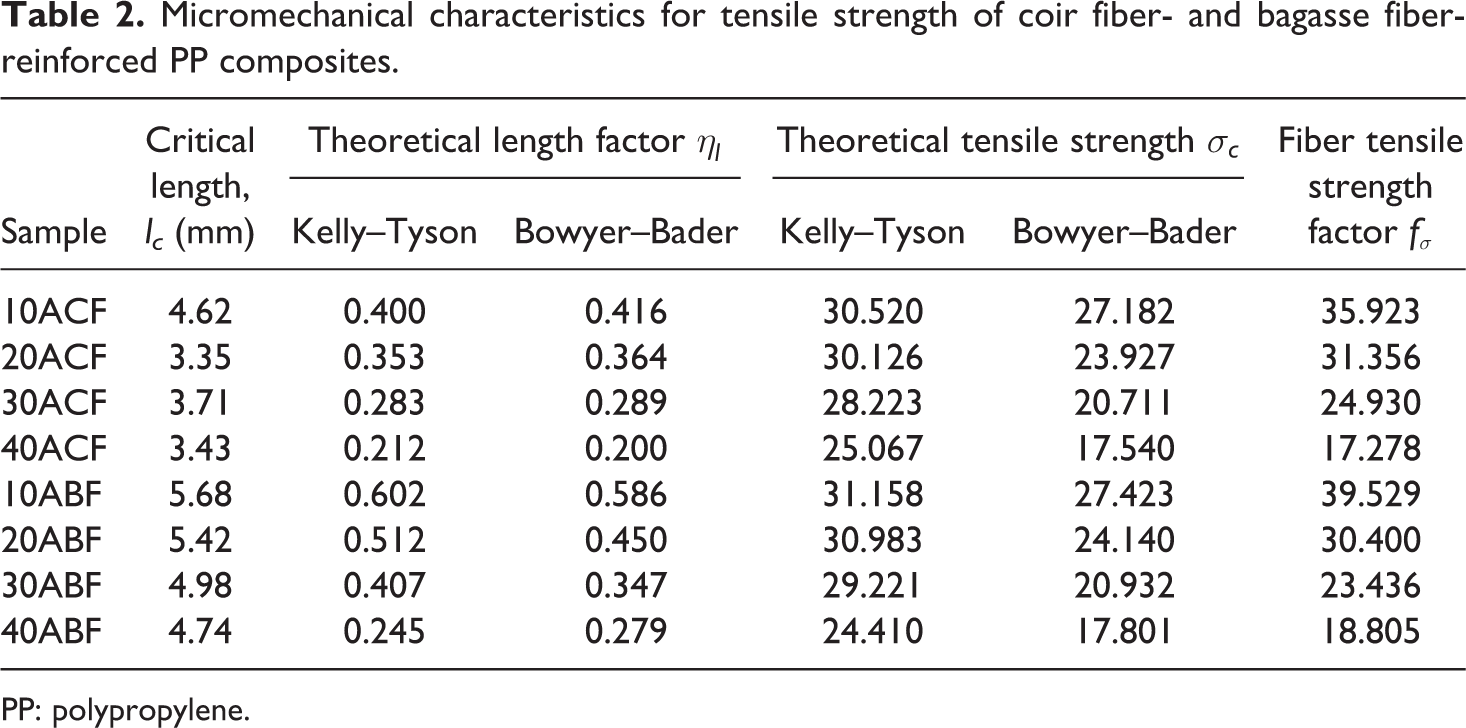
PP: polypropylene.
The intrinsic tensile strength of the fibers within the polymeric composites is a function of its intrinsic characteristics, mean orientation, and degree of adhesion with the polymer matrix. One of the main characteristics, length of the fiber, underwent diminution due to attrition during composite fabrication. Thus, the weighted fiber length experienced a substantial reduction with increasing percent concentration of fiber in the composite. With the available values of fiber diameter, composite tensile strength, matrix tensile strength,
It is observed that the theoretical predictions of tensile strengths made using Bowyer–Bader model underestimate, whereas Kelly–Tyson model estimates (approximately) the experimental values. Thus, the fracture mode of alkali-treated coir or bagasse short fiber-reinforced PP is found to be in correlation with the slip-based theory proposed by Kelly–Tyson model. This may be in negative correlation to the findings of Vallejos et al. 24 and López et al., 29 wherein the interactions of the reinforcing phase within itself were considered to be the reason for deviations from theoretical values.
Flexural properties
Figure 5 shows the variance of flexural strength and modulus of the coir- and bagasse fiber-reinforced PP composites through variable composition and virgin material. The diagram suggests that the addition of both fibers resulted in an increase in flexural properties from the base matrix, with the magnitude of increase depending on the fiber composition. 30 The flexural properties exhibit a linearly increasing trend with the 1165.2 MPa flexural modulus of virgin matrix increased to a maximum of 2780.5 MPa for ACF40 coir composite and 2748.5 MPa for ABF30 bagasse-filled composite. Also, the flexural strength value of virgin PP was enhanced by 53.9% for ACF30 and 55.8% for ABF30, the highest values for varying coir and bagasse fiber contents, respectively.
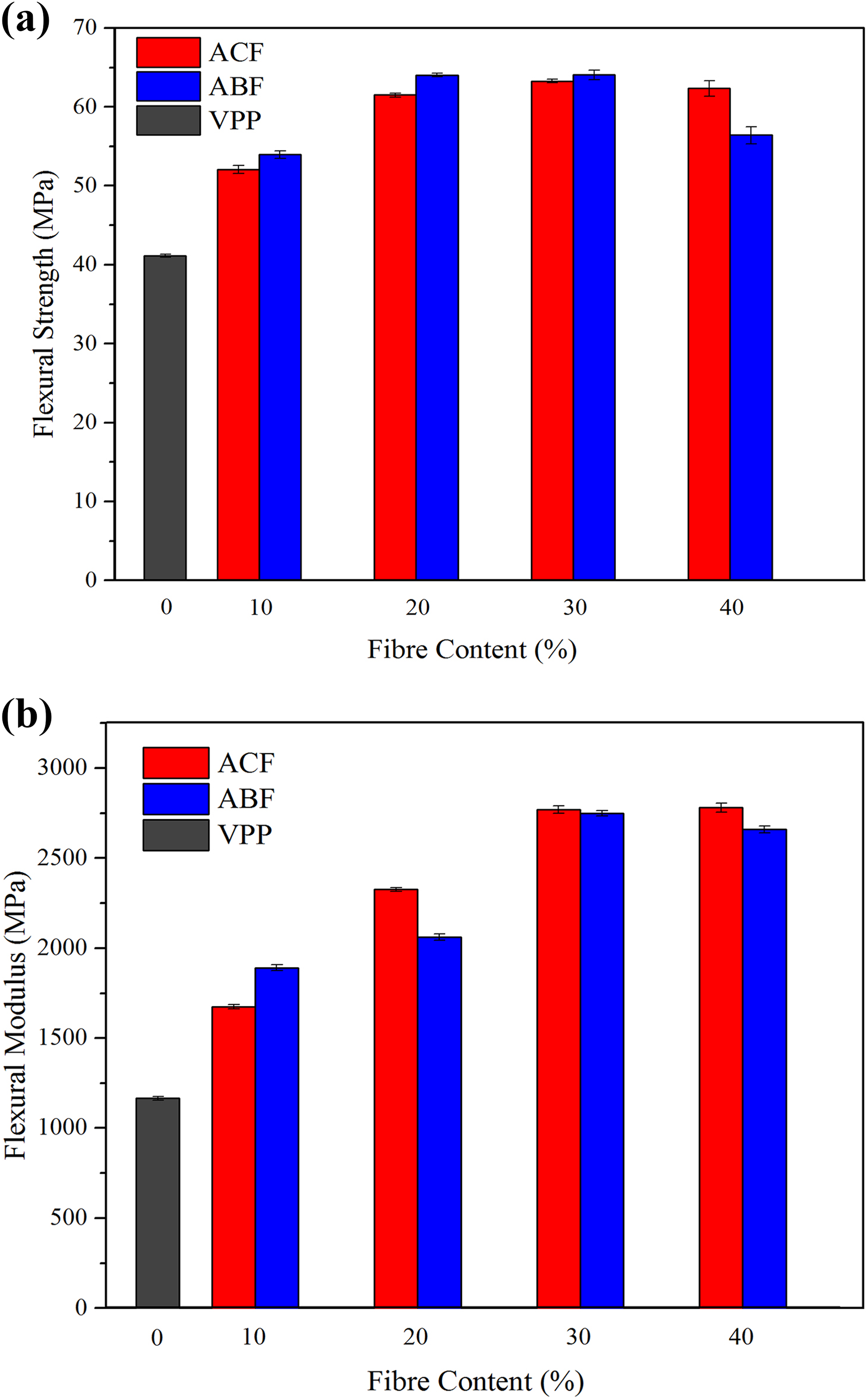
Flexural properties of ACF and ABF: (a) flexural strength and (b) flexural modulus.
The increased flexural modulus values indicate a very efficient means of stress transfer between the matrix and the reinforcement. A good interaction mechanism, for the effect of compatibilizer and consequent development of local high interaction areas under compressive stresses, also contributed to the increase in the flexural modulus. 31 The flexural strength has also been increased significantly with the addition of fibers, and this may be attributed to the good wetting of the fiber by the matrix. 32
Impact properties
Figure 6 represents the trend in notched Izod impact strength variance with increasing values of fiber content. For coir fiber-reinforced PP, the increase in impact strength is 102% for ACF30, while ACF40 shows the first decrease in impact strength in the otherwise linearly increasing trend. However, in the case bagasse fiber reinforcement, only ABF10 composition showed an increase of 44.9%. The decrease in impact strength of composites is governed mainly by two factors: first, the capability of the fiber to absorb energy that can stop crack propagation and second, poor interfacial bonding which induces micro-spaces between the fiber and the matrix, resulting in easy crack propagation. 33 The results suggests that the treated coir fiber was the better impact modifier than treated bagasse fiber, and this is evident in that greater effect of chemical changes on the bagasse fiber upon chemical treatment, although making the surface more feasible for polymer wetting, decreased the inherent strength of the fiber, and thereby decreased the strain to failure aspect of the fiber. The higher strain rate determines the amount of energy absorbed by the material during the application of stress to fracture. 34 Also, this suggests the strong matrix bagasse fiber surface interactions and the consequent ductile mode of failure. The improvement in impact strengths for coir composites also signifies a higher stress transfer from matrix to fiber and ability to absorb energy effectively.
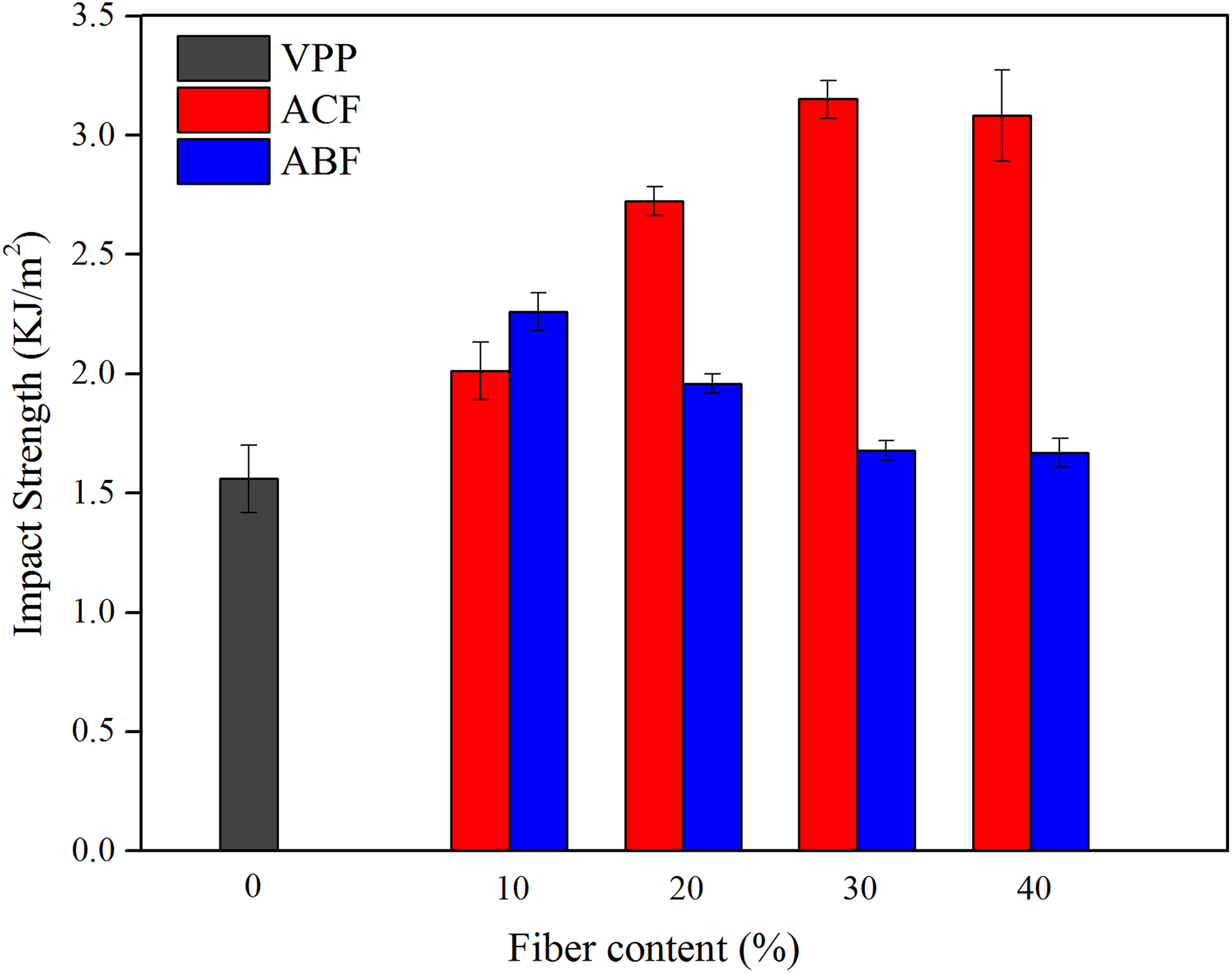
Impact properties for ACF- and ABF-reinforced PP composites. PP: polypropylene.
However, it has been reported extensively that compatibilized systems with the strong interface between the fiber and the matrix negatively affect the impact properties at high fiber contents owing to an overall decrease in the percent content of reacted fiber. The increased impact properties of coir composites at high fiber compositions may be explained to be the result of a weak interface which dissipates more energy unlike for uncompatibilized composites. 35
Thermogravimetric analysis
TGA was carried out to analyze the thermal performance of the composites. The TGA and derivative thermogravimetric curves of coir/PP and bagasse/PP composites are presented in Figure 7.
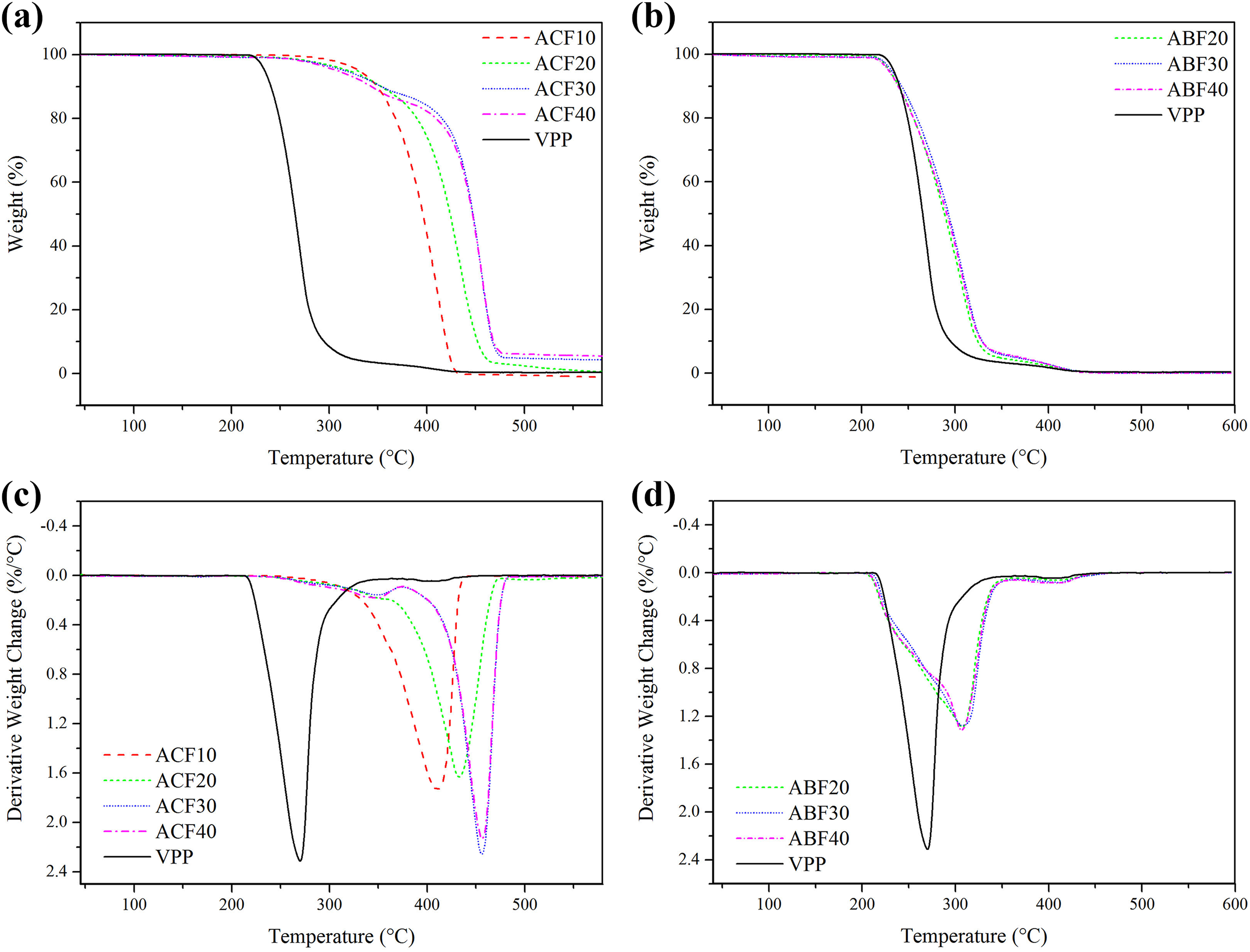
Thermograms of (a) ACF, (b) ABF and differential thermograms of (c) ACF and (d) ABF composites.
The decomposition profiles comprise of three characteristic peaks. The first one is attributed to the evaporation of water (dehydration) occurring between room temperature and 175°C. The second step, which corresponds to hemicellulose degradation, started at about 200°C, and the third step occurring between 310°C and 400°C corresponded to the thermal degradation of cellulose. Lignin presented a broad peak throughout the range, degrading between 290°C and 500°C. Thereby, hemicellulose and cellulose components that degrade at lower temperatures are the main contributors to the evolution of volatiles, while lignin is detrimental to the thermal degradation characteristics and char yield. 36
In view of the increased thermal degradation parameters (Table 3) of the composites reinforced with treated fiber, it is evident that the changes occurring in the fibers due to the chemical treatments led to a positive effect on the thermal degradation behavior of the composites, as indicated by the higher thermal stability of the treated composites. Natural coir fibers inherently have higher lignin and wax content to sugarcane bagasse fibers and thus suffer lesser changes upon chemical treatments, as shown by FTIR studies. Thereby, on comparing the alkali-treated fibers, coir fibers will have a greater percent lignin than bagasse fibers. Also, the residual lignin in the treated fibers acts as a micro additive, increasing the thermal stability parameters of the composites. 37,38 In the case of coir fiber-reinforced composite, the onset degradation values increase to 134.5°C for ACF10 and decrease with increasing fiber composition, even though all composition had superior values to that of the matrix. The decrease in onset temperature with increasing fiber composition may be due to the increasing cellulose percent in the composition and thereby the role of lignin micro additive being correspondingly negated. For bagasse-reinforced composites, however, the onset of degradation was found to be within ±2°C that of the virgin matrix.
Thermal characteristics of ACF- and ABF-reinforced PP composites.
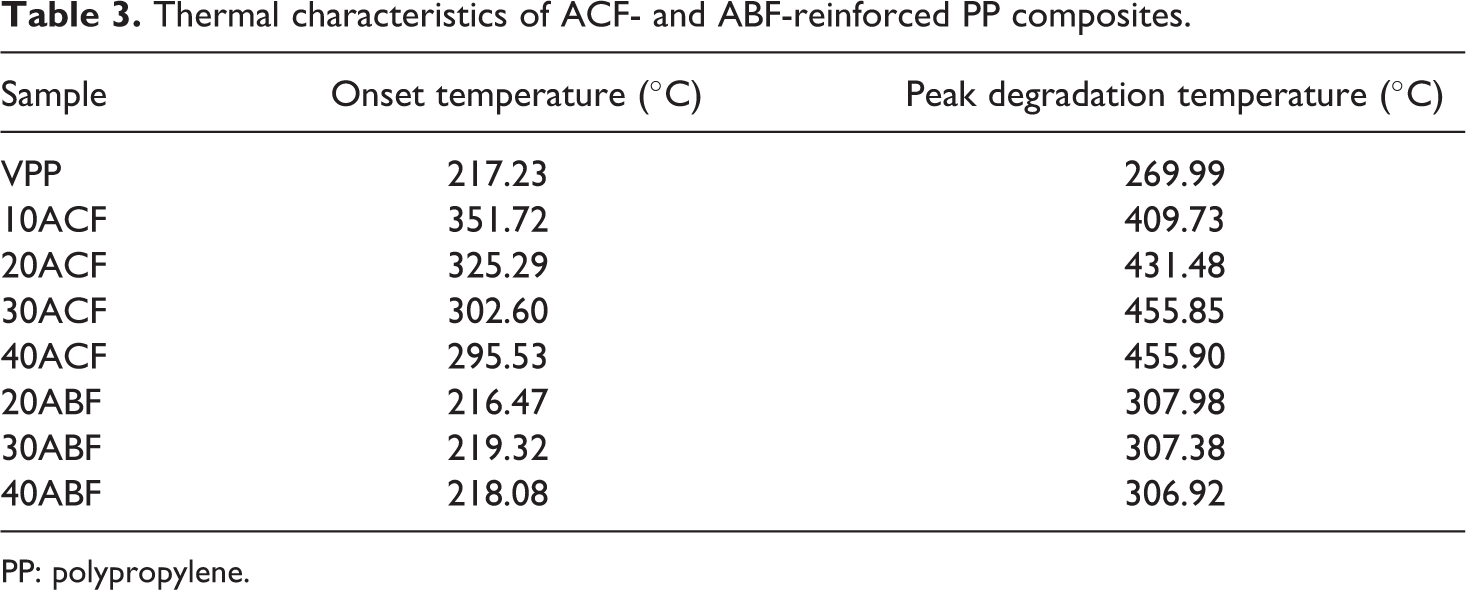
PP: polypropylene.
Peak degradation temperature showed a vast improvement from the virgin PP values, with 68.9% increase in peak degradation stability for ACF40 being the highest. Bagasse fiber composites also showed an increasing trend of peak degradation temperature; however, the increase was lower in magnitude when compared with coir fiber composites and also showed a slight decrease with increasing fiber composition. The maximum increase was for ABF 20 with 14% increase from virgin PP. It has been reported by Morandim-Giannetti et al. 38 that the addition of lignin as an independent micro additive leads to its functioning as a protective barrier for the fiber and thus improving the degradation characteristics, while in the presence of MAPP compatibilizer, fiber was not coated by the lignin, which became dispersed in the matrix. In our study, as the lignin present in the system is predominantly on the fiber surface, it acts as the protective barrier for fibers, consequently raising the onset and peak degradation temperatures.
Conclusion
This study confirms that bit coir fiber and sugarcane bagasse, two underutilized waste fibers, upon chemical treatments, could be used in the development of value-added composites with PP as the matrix. Subsequent characterization of composites revealed the excellent properties associated with them. Upon spectroscopic investigation, it was shown that coir fibers underwent the least chemical modification in comparison with sugarcane bagasse fibers which revealed an increase in cellulose content to its raw state. Mechanical characterization showed that while the tensile strength for coir fiber reinforced composites, moreover, was retained to the highest percentage composition, the properties of bagasse-reinforced composites were higher than virgin for only ABF30. Flexural properties for both fiber reinforcement were enhanced to a range of 30% with highest values observed for ACF30 and ABF20. The impact studies for coir fiber-reinforced composites showed ACF30 having the highest wherein bagasse fiber-reinforced counterparts exhibited and initial increase but an overall decreasing trend, even though all composition have superior impact properties to the virgin. Thermal degradation behavior studies reveal coir-reinforced composites to be increasing in thermal stability with increasing percentage coir content, while the addition of bagasse did not show a considerable change. With consideration of the characterization results, the compositions ACF30 and ABF30 are the most recommendable for the best retention and/or improvement of mechanical properties.
Waste fiber-reinforced PP green composites are thus a very promising and viable alternative to the wholly polymeric parts and are best suited for applications with valued esthetic appeal in addition to its possible commercialization toward the manufacture of products in engineering and thermal resistant applications with evidence from the present study.