
Abstract
The dominance of fibre-reinforced plastics in industries has enhanced the need for research to develop new composites and assess their properties. Among the various property analyses, tribological characteristics of the composites help to understand the friction and wear behaviour. This article presents a comprehensive survey on the tribological behaviour of polymeric composites, which includes the influence of various working parameters such as the velocity of sliding, sliding distance, pressure applied and temperature on the friction and wear. The article also addresses about the importance of the composite constituents such as fibre composition, fibre geometry and fibre orientation on the tribological behaviour. The major reasons causing the tribological failure like the debonding between the fibre and the matrix, failure of the matrix and the fibre are also extensively addressed. This review would be an insight to the industries and tribology researchers towards achieving optimum design for the components made of polymers.
Introduction
Fibre-reinforced plastics (FRPs) are man-made materials developed using a polymer as the matrix element, and they are mainly used as a material for structural usage. The major advantages of these composite materials are their characteristics such as high strength-to-weight factor, high resistance against all types of mechanical loads, resistance to corrosion and chemicals, high self-lubrication and resistance to thermal degradation. 1 The growing requirements of automotive, marine, civil and structural industries elevate the need for new composite materials for their structural applications. 2 On the other hand, nowadays, natural fibres are being used as reinforcements in composites. These natural reinforcements have proved to have on par and sometimes better characteristics in comparison to man-made reinforcements such as glass and carbon. As a result, these natural fibre-reinforced composites enhance the possibility of biodegradability and reusability. 3,4
When a new composite is developed for structural usage, it needs to be tested for all its mechanical strengths 5 –8 and during assembly of components it also requires some kind of machining to finish the surfaces, edges and corners. 9 –12 If the same is used as a material where there are more friction, wear and tear, then the tribological analysis comes in to play to assess the ability of the material to resist the friction and wear. Friction and wear occur due to many reasons. The working conditions, nature of the material, lubricants and environmental conditions are some of the important areas to be considered in respect to the wear. The various causes of friction and wear are depicted in the fish bone diagram in Figure 1. Many engineering components such as brake shoes, bearings, shafts and so on are subjected to friction and wear due to various types of loads during motion. Hence, assessing the tribological behaviour of a material becomes vital for manufacturers of tribology-based components. This review presents a comprehensive coverage of various research studies made pertaining to tribological studies on the FRPs. Various factors influencing the friction and wear, the reasons for failure of components and the influence of material parameters are mainly addressed in this review.
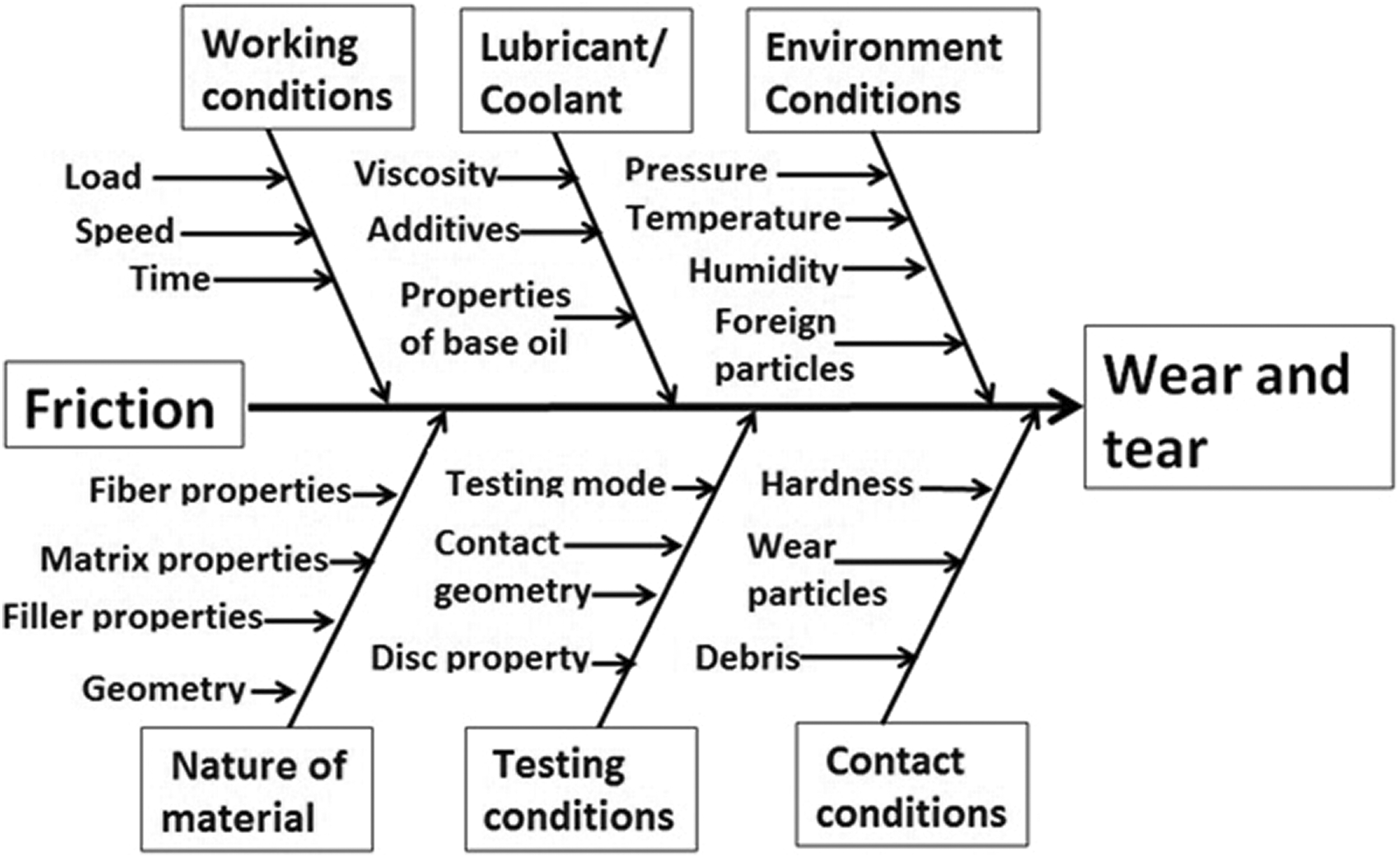
Causes of friction and wear.
Wear mechanisms in FRP
Wear is the undesirable removal of material from the surface of the components. Some common mechanisms of wear are abrasive wear, adhesive wear, cavitation wear, corrosive wear, erosive wear and fretting wear. 13 Adhesive wear takes place when a load is applied between two different sliding materials during which the particles of one material get adhered to the other. Abrasive wear is formed as a result of sliding of hard particles under pressure between the surfaces. This type of wear takes place between two mating gears in motion and could be alleviated by removing the contaminants between the friction surfaces. 14 Corrosive wear takes place due to the chemical reaction between the solid surface and the surrounding medium such as the reaction between the coolant and the work in a lathe. Erosive wear happens due to the impact of hard particles on the solid surface and cavitation wear takes place due to the impact of fluid as a result of collapse of bubbles on the solid surface. 15 This type of wear is normally observed on the interior surface of the pumps. Fretting wear is another type of wear mechanism, which happens due to vibration and sliding. This is often observed in bolts and nuts of all machines subjected to vibration during motion. Fatigue wear is another type of wear in which a series of cycles is required to generate the debris. The fatigue of components always leads to cracks in the surface and subsurface. After repeated cycles, the component is subjected to damage in the form of removal of large fragments from the surface which is called as fatigue wear. The various wear mechanisms are presented in Figure 2.
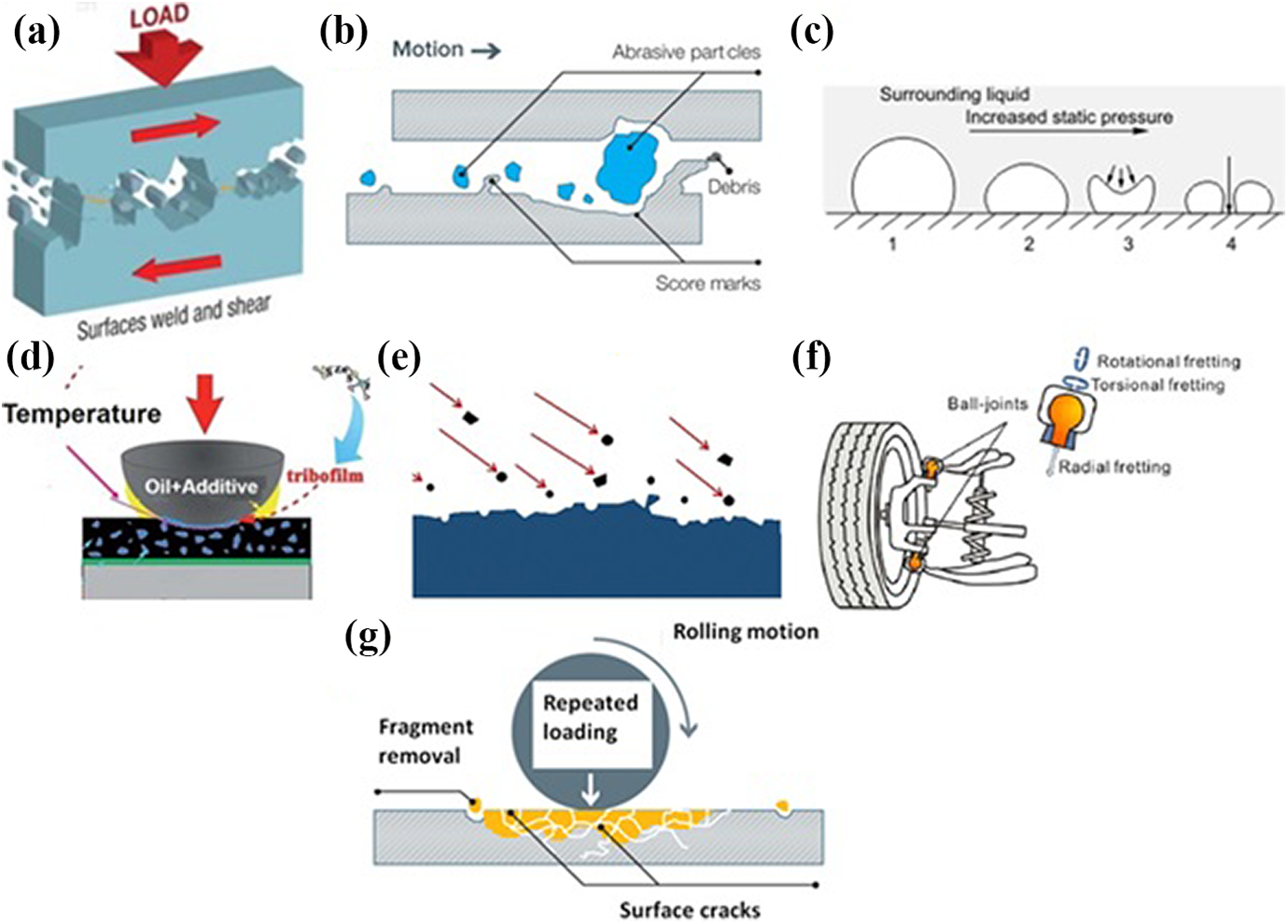
Mechanisms of wear: (a) adhesive, (b) abrasive, (c) corrosive, (d) cavitation, (e) erosive, (f) fretting and (g) fatigue wear.
A study on the effect of inclusion of carbon nanotubes in thermoplastic matrix reported that there is a significant decline in the tribological parameters due to the addition of nanoparticles. It is also observed that the failure of pure polymer takes place due to delamination and fatigue wear mechanisms, whereas the addition of nanoparticles changes the wear mechanism in to abrasive wear. 16 Experimental studies on erosive wear of carbon-reinforced polyetheretherketone composites concluded that fracture of fibre, plastic deformation of matrix, angle of impingement and orientation of fibre are the majorly influencing parameters. Also, it is suggested that the use of polymer films on the impact surface reduces the erosive wear rates in a considerable way. 17 The type of wear produced depends upon the type of polymer used as matrix material in a composite. A study has been conducted to investigate the influence of various polymers on the tribological behaviour. It has been concluded that composites made of polymethyl methacrylate (PMMA), polyetheretherketone (PEEK), polycarbonate (PC), polytetrefluroethylene (PTFE), polyamide 66, polyvinylidene fluoride (PVF), polyethylene terephthalate (PET) and polyethylene (PE) resins produced abrasive wear, whereas the composites made from polyamide 6 (PA6) and polypropylene (PP) have exhibited adhesive wear. 18 Some studies on tribology showed that the generation of transfer film is a possible way of reducing the friction. When a load is supplied to hydroxypropyl methylcellulose, a transfer layer is generated due to the ploughing effect and reduces the coefficient of friction. It has been declared that Raman spectroscopy is the best way to study the generation of transfer layer. 19
Influence of process parameters on tribology
The tribological properties are measured by means of two factors. They are the coefficient of friction and the wear rate. Majority of the research works have addressed the variation of these two factors due to the change in process parameters. Specific wear rate is measured by the expression as presented in equations (1) 20 and (2). 21 If the test is conducted using block-on-ring setup, then the specific wear rate is calculated using the model presented in equation (3). 22 The friction coefficient is measured using equation (4).




where k denotes the specific wear rate (m3/J), Δm denotes the loss in the mass during the test (g), L denotes the length of travel (m), Fn denotes the normal load applied (N), a denotes the apparent area of contact (m2), Δh denotes the reduction in thickness due to wear (m), n denotes the number of engagement and disengagement, I denotes the moment of inertia of the tester considering the spindle and configuration inertia (kg m2), ω denotes the angular speed of the tester (rad/s), l and W denote the length and width of the wear scratch, r denotes the radius of the ring, µ denotes the coefficient of friction, F denotes the frictional force against the motion (N), and R denotes the reaction offered against the applied load (N).
Several studies have been in the past to investigate the influence of various parameters on the tribology. A study on the tribological behaviour of polyamide and polyphenylene sulphide-based composites reported that a minimum coefficient of friction of 0.35 is possible at a medium level load of 15 N and at a medium level sliding speed of 1000 r min−1. It is also concluded that both the tribological parameters goes up with an elevation in load, but a hike in the sliding speed alleviates the friction coefficient and elevates the wear rate. 23 Among the material parameters, the selection of polymeric resin plays a dominant role on the tribological behaviour. A comparative study among different types of polymeric resin composites revealed that PTFE and PE composites have produced very low friction coefficient. In addition, it has been reported that PET and polyoxymethylene (POM) composites have offered highest resistance to wear rate. The reason being that, as each polymer has its own characteristics, they behave differently when they are subjected to tribological loading. 18 The carbonization temperature and fibre proportion also play a vital role in deciding the wear and friction. This has been proved in a research on rice husk char-reinforced composite. It is suggested that a carbonization temperature of 950° C and a fibre content of 30% are found to be optimum conditions for bringing down the wear rate. 24
Tribology of polymeric composites is also dependent upon the type of fibre used as reinforcement in the composite. Especially the tribological behaviour of composites with synthetic fibre is different from the composites reinforced with natural fibres. In a tribological study, a comparison has been made between PTFE reinforced with carbon and PTFE reinforced with bronze. The results proved that carbon is better than bronze for reducing the wear. Also, it has been concluded that the applied pressure and sliding distance directly affect the wear rate but as the pressure reaches 5 MPa, the rate of wear starts to go down. The decline in the wear rate is due to the formation of transfer film at the interface and it increases with the pressure applied and reduces the wear. 25 Reinforcements are of different sizes and shapes. Among the different fibre types, many research works have used woven fibres as reinforcements and showed that there is an enhancement in the mechanical strengths. In the same way, the type of braiding the fibres has a major influence on the friction and wear rate. 26
Apart from the type of reinforcement and matrix, the filler materials used in a composite also influence the tribological performance. A study has been made to analyse the effect of various fillers namely PTFE, MoS2, bronze and brass for a journal bearing application. It has been reported that the composite with PTFE and MoS2 fillers provide the least wear rate. The composite with only brass filler produced the highest friction co-efficient, whereas the composite with PTFE and MoS2 fillers produced a lowest friction coefficient. Hence, to achieve the best overall behaviour, composites must be added with multiple fillers having different characteristics. 27 The applied load, sliding speed, ambient temperature and humidity are main factors that affect the tribological performance of the composite. An investigation used mica-filled polyamide (MFP) and glass-reinforced polysulphone (GRP) as composite materials under varying input conditions. It has been noted that the coefficient of friction is highly dependent upon the material and not on the applied load. Also, considering the wear rate, MFP is not sensitive to the load, speed and material combination, whereas GRP is highly sensitive to load and material combinations. 28
Tribology testing techniques for FRP
Tribology testing is performed in several ways. Some testing methods are more specific to measure a particular type of wear and some are common to measure one or more wear type. Some important wear testing methods are discussed here under with their ASTM standards.
Dry sand rubber wheel test
The measurement of friction and wear in polymeric composites are done in several ways. When it is required to measure the abrasive wear, which happens in tire treads, bearings, bushes and so on, a dry sand rubber wheel setup would be a good option. The setup consists of a rubber wheel rotating against the specimen loaded with the help of suitable brackets. A hopper is used to introduce sand particles of specific sizes in the rubbing zone as shown in Figure 3(a). The flow rate of the sand particles could be controlled manually. The specimen size used according to the ASTM G65 standard is 70 × 20 × 70 mm3. 29
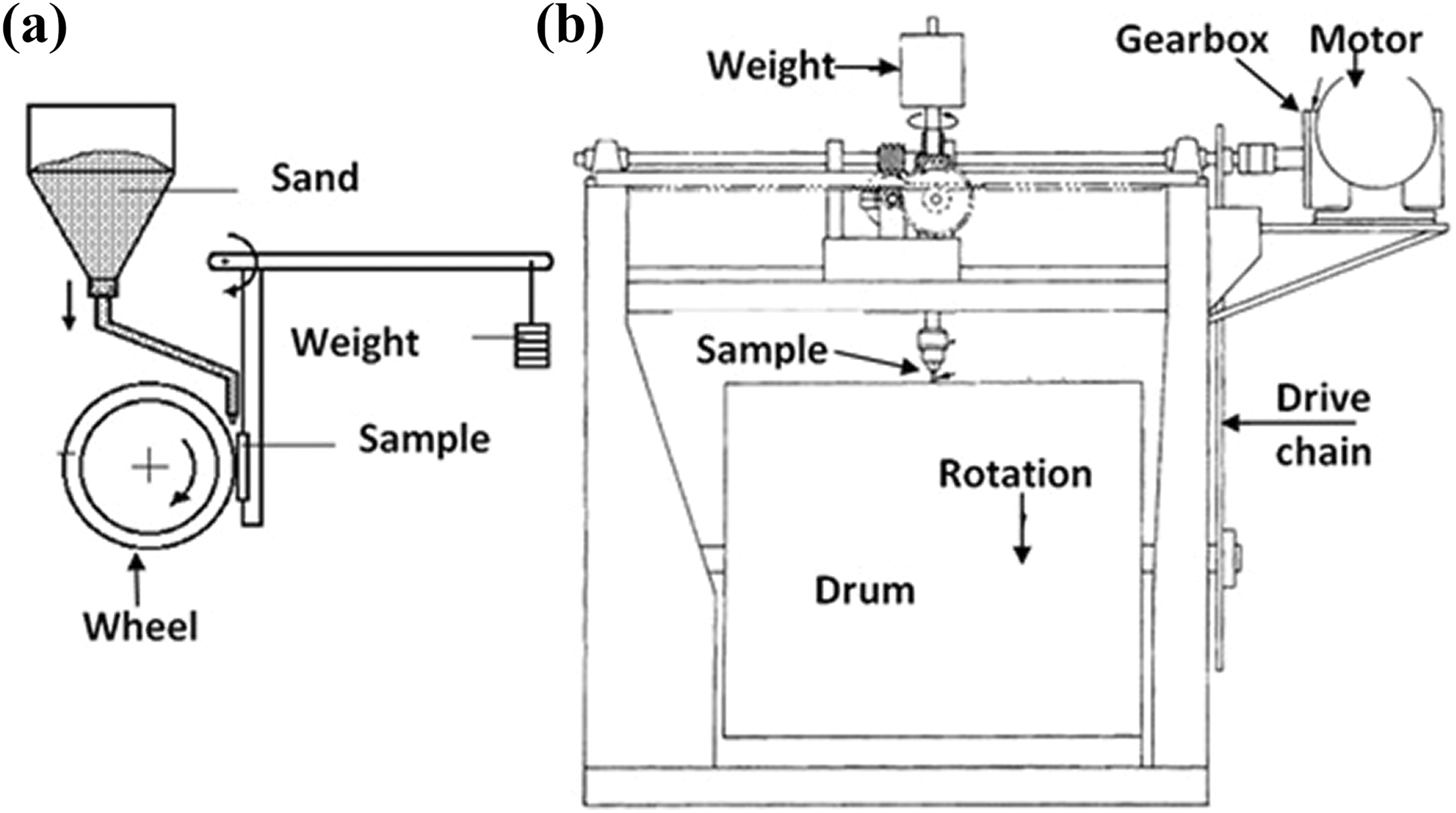
(a) Dry sand rubber wheel test. (b) Pin-on-drum test.
Pin-on-drum test
The next type of technique is the pin-on-drum testing in which a drum will be rotated with the help of a shaft and the specimen with load is made to traverse on the drum linearly by screw mechanism as shown in Figure 3(b). Both the speed of the specimen and the drum are controlled by suitable controlling mechanism in the motor. The test is abrasive when the drum is coated with abrasive otherwise the testing is adhesive. The testing standard followed in this method is ASTM A514 and the drum is made up of steel, cast iron and aluminium. Sliding of rollers and conveyor belts are tested in this setup. 30
Block-on-ring test
Block-on-ring tester is another commonly used method of testing sliding or rolling wear of parts such as camshafts, pulleys, bearings and tire treads. 31 This method uses a rotating ring against which the specimen is pressed with the help of dead weights as shown in Figure 4(a). The contact area of the specimen can be varied and a load cell incorporated is used for measuring the frictional force induced during the test. A counter weight is attached at the end of the arm in order to balance the load applied. The test is carried out in accordance with ASTM G135-95 standards, and the specimen size is 10 × 20× 50 mm3.
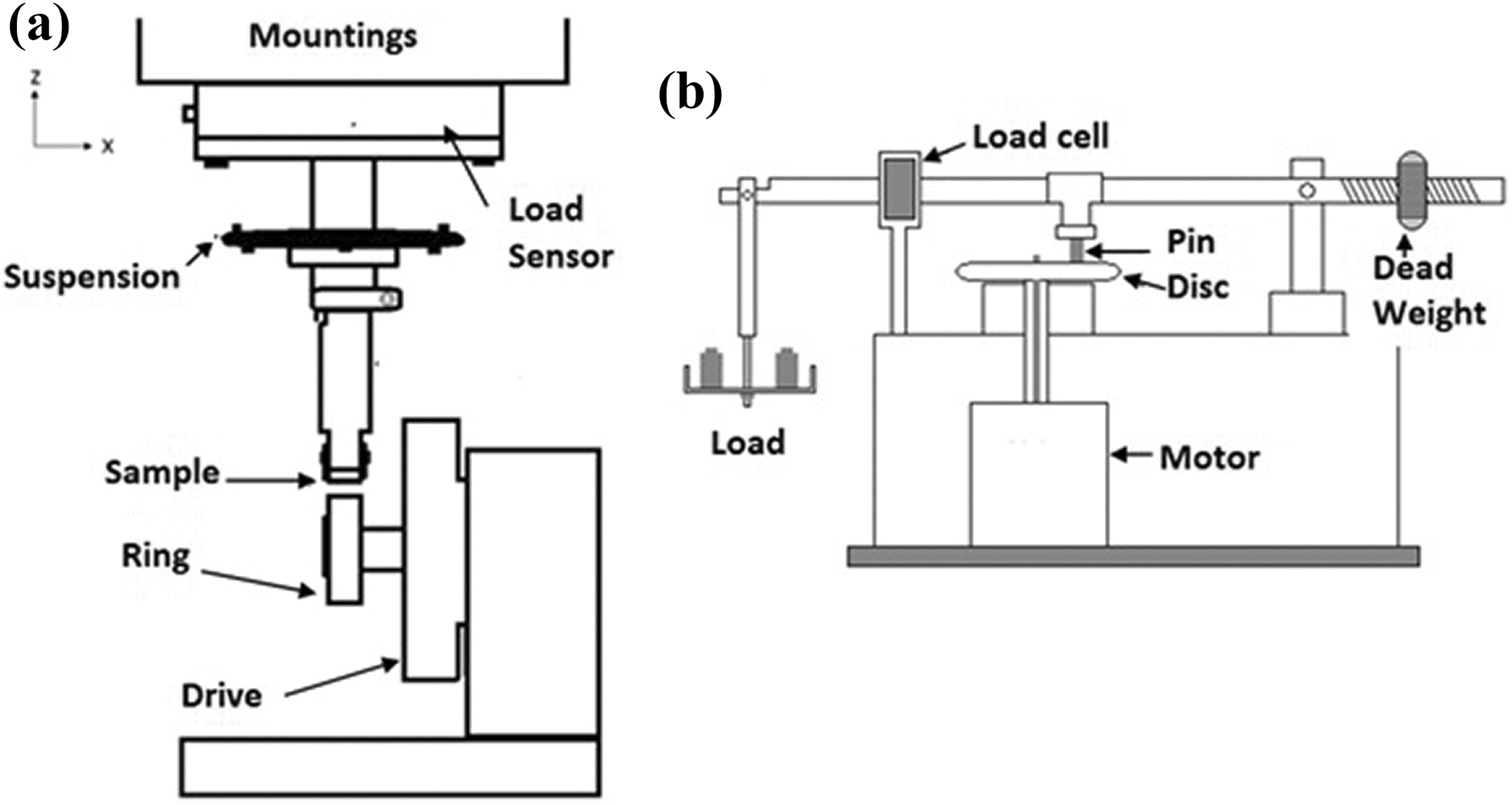
(a) Block-on-ring test. (b) Pin-on-disc test.
Pin-on-disc test
Pin-on-disc tribometer is another method used for analysing the sliding wear. 32 It uses a specimen in the form of pin in the size 10 × 10 × 20 mm3 in accordance with ASTM G99. The specimen is pressed against a rotating disc and other parts like the dead weights and load cell are similar to the block on ring tester as shown in Figure 4(b). If the shape of the specimen is in block form, then the test is said to be block on disc setup. In this setup, the temperature of the friction zone is also measured with the help of infrared thermometer. Erosion test is carried out using air jet erosion test setup. In this setup, hard particles are made to impinge at an angle on the specimen surface. Due to continuous flow of particles, the surface gets eroded and leads to wear and weight loss. The weight loss is measured by weighing the specimen.
Tribological behaviour of artificial FRP
In the beginning stage, composites are developed using man-made reinforcements such as carbon, glass, and aramid. These reinforcements have proved to be the best in respect to the mechanical strengths and durability. 33,34 A research on the influence of lanthanum salt treatment on the poly-p-phenylenebenzobisoxazole FRPs revealed that the surface treatment enhanced the amount of polar groups and improved the adhesive bonding between the fibre and matrix as a result, the friction coefficient and wear rate are considerably alleviated. 35 The addition of micro-sized particles in the composite matrix enhances the resistance to friction and wear. This has been proved by a study on graphite and silicon carbide-filled rubber composites. It has been concluded that a maximum resistance to wear is offered by the composites filled with a combination of graphite and silicon carbide. 36 Wax is a filler element used in matrix to improve the characteristics. A research on the influence of wax on the tribological behaviour revealed that the mechanical strengths of the composite goes down due to the inclusion of wax. At the same time, the friction and wear are reduced to a notable amount of 73% as result of wax addition. 37
Inclusion of glass fibre also enhances the ability of a composite to resist friction and wear. This is proved in a comparative study between pure polyetherketone (PEK) composite and glass fibre-reinforced composite in which it is reported that the wear behaviour of both the composite depends on the temperature. It has been found that the wear resistance of PEK composite at room temperature is better than at elevated temperatures. 38 An experimental work studied the influence of working temperature on the friction behaviour of Kevlar-reinforced PTFE composite and concluded that the friction coefficient is minimal at a low temperature and with the elevation in temperature the friction coefficient remains constant only until 140° C. Hence, it is suggested that to work at a lowest wear, the working temperature must be maintained below 140° C. 39 In general, the mechanical strengths and machining characteristics of a composite material could be improved by adding multiple reinforcements in the form of either fibres or fillers. 40 –44 In the same way, the tribological properties are also improved by hybridization. A comparative experimental study among glass, carbon and aluminium particles-reinforced composites concluded that the tri-phased composite containing all the three fibres provide highest resistance to friction and wear. Also, a comparison between glass- and carbon-reinforced composites revealed that glass is better than carbon in alleviating friction and wear. 45 Similarly, several works have been carried out for assessing the tribological behaviour of synthetic FRP. Some of them are listed in Table 1.
Tribological behaviour of synthetic FRP.
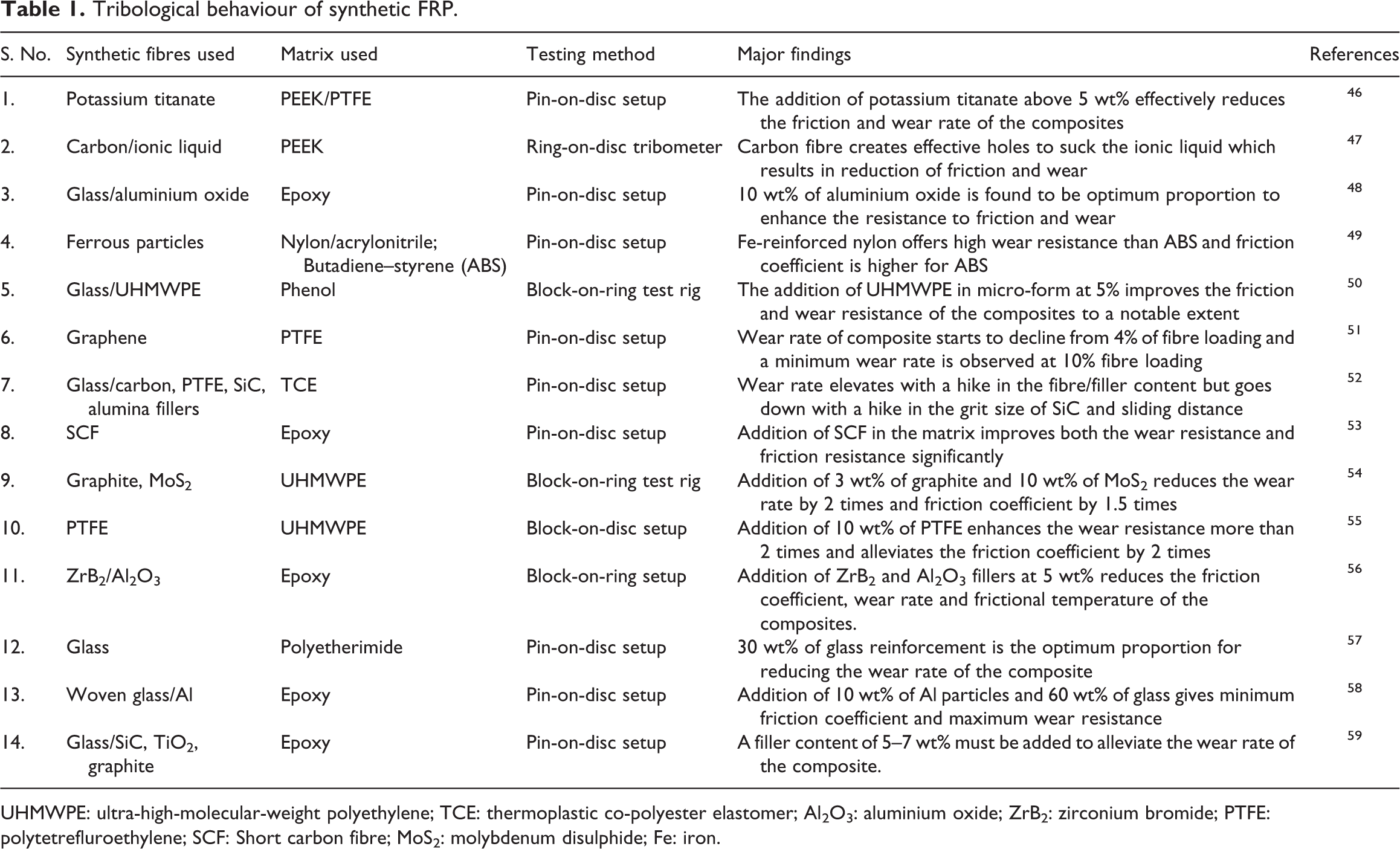
UHMWPE: ultra-high-molecular-weight polyethylene; TCE: thermoplastic co-polyester elastomer; Al2O3: aluminium oxide; ZrB2: zirconium bromide; PTFE: polytetrefluroethylene; SCF: Short carbon fibre; MoS2: molybdenum disulphide; Fe: iron.
Tribological behaviour of natural FRP
After severe usage of man-made reinforcements, natural reinforcements are introduced to elevate the possibility of recycling the composites. At the beginning stage, natural reinforcements are used alone in polymer matrix and characterizations have been done. These composites some time produced on par properties and in most cases fail to compete synthetic fibre-reinforced composites. 60 –62 As a remedy, nowadays, natural reinforcements are used along with synthetic fibres in hybrid form to enhance the properties in the best way than a synthetic fibre-reinforced composite (SFRP). Many research studies have been made in the recent past to investigate the characteristics of hybrid laminates, and most of the works have proved that the hybrid composites are better than SFRP. 63 –65 In addition, the presence of natural fibre enhances the resistance to wear and friction of the composite. A research on the influence of hemp reinforcement on the tribological behaviour proved that the addition of 30% hemp content decreased the wear rate by 95% and friction coefficient by 39%. 66 Many research investigations have been carried out in the past to assess the influence of natural fibre on the tribological behaviour of the composites. Some of them are listed in Table 2.
Tribological behaviour of natural FRP.
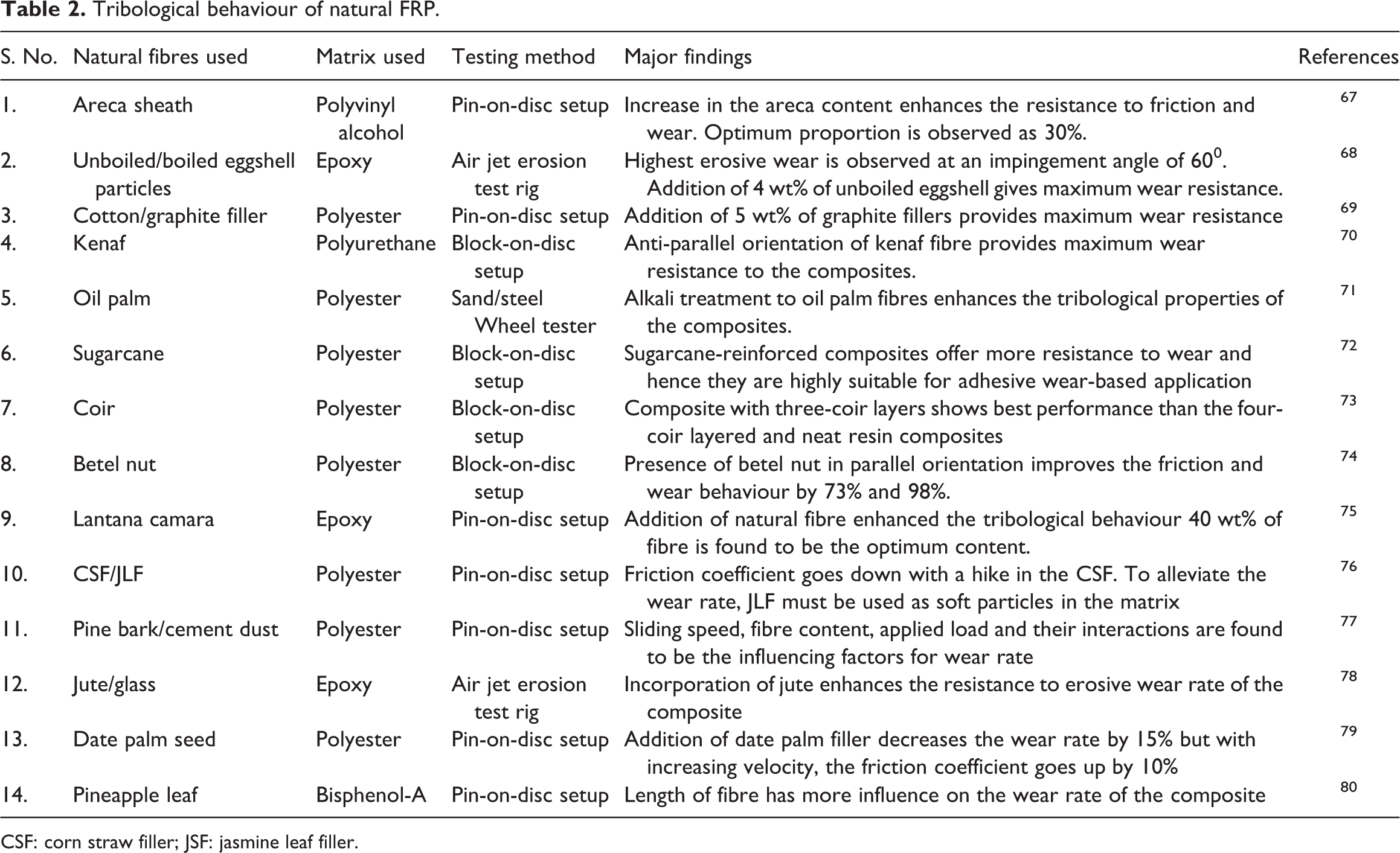
CSF: corn straw filler; JSF: jasmine leaf filler.
Influence of nanoparticles on the tribology of FRP
Friction and wear properties are affected by the characteristics of reinforcements and fillers added in the composite matrix. A research has been made for comparing the tribological properties of three different fillers in the polymer matrix namely bagasse ash, rice husk ash and silicon dioxide nanoparticles. It has been concluded that rice husk ash along with high nanoparticle content showed highest resistance to wear with a sacrifice on the impact strength and Young’s modulus. Also, it has been proved that the nanoparticles are more effective against friction and wear as compared to natural fibers. 81 A study on the tribological behaviour of calcium carbonate nanoparticle-reinforced composite showed that the inclusion of nanoparticles effectively alleviates the adhesive wear and ploughing wear. In addition, the nanoparticle elevates the generation of transfer films with its adjacent layer and thus alleviates the friction and wear of the composites. 82 A more or less similar result has been noted in another study in which a combination of nanoparticles and short carbon fibres are reinforced in both thermoset and thermoplastic matrix. Both the composites showed an alleviated wear due to the inclusion of nanoparticles and short fibers. 83 Many research works have been carried out to understand the influence of nanoparticles on the tribological performance. Some of them are listed in Table 3.
Effect of nanoparticles on friction and wear.
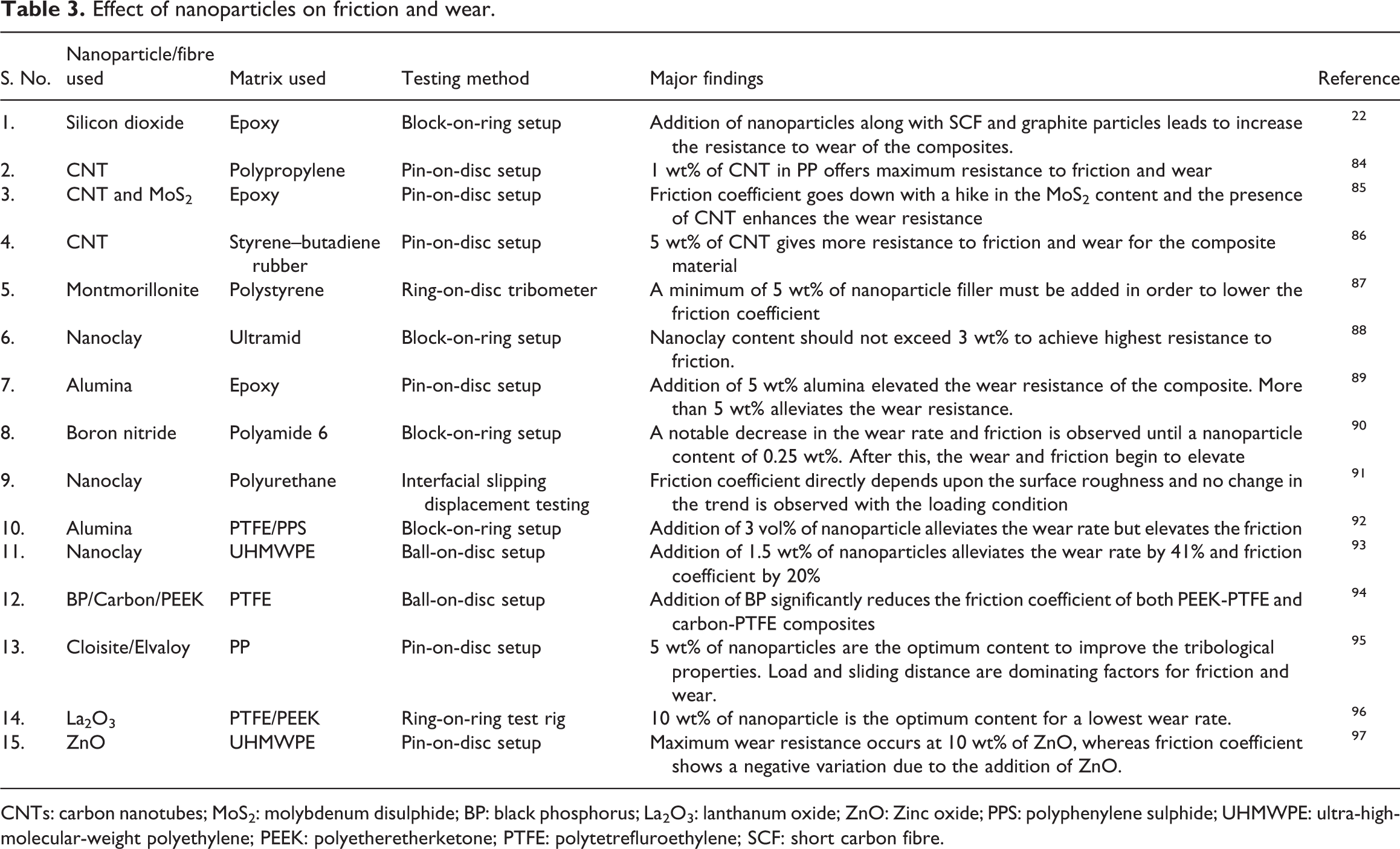
CNTs: carbon nanotubes; MoS2: molybdenum disulphide; BP: black phosphorus; La2O3: lanthanum oxide; ZnO: Zinc oxide; PPS: polyphenylene sulphide; UHMWPE: ultra-high-molecular-weight polyethylene; PEEK: polyetheretherketone; PTFE: polytetrefluroethylene; SCF: short carbon fibre.
Influence of lubrication on the tribology of FRP
Friction and wear could be alleviated in different ways. One way is by controlling the process parameters and working at an optimized condition. Other way is by any external means like lubrication. Lubrication is a common method to reduce the friction and wear for hard materials such as metals, alloys, metal matrix composites and ceramic matrix composites. Nowadays, polymeric composites are also used with lubrication but an utmost care should be taken to prevent the reaction among fibre, matrix and lubricant. Lubrication is of different types. Fluid film lubrication is one in which the load is supported by a lubricant film inside the gap between the moving parts. Elasto-hydrodynamic lubrication is applied for nonconforming planar surfaces, and the bodies are subjected to elastic strain in the contact zone. In boundary lubrication, the load is taken up by the surface asperities instead of the lubricant. Mixed lubrication is another type in which the lubricant film does not separates the moving surfaces completely. Some common lubricants used are oils, grease, water, solid lubricants and by self-lubrication. Oils may be from natural such as castor oil and rape seed oil or from mineral oils or from animal fats. Grease is made from petroleum, and synthetic oils like esters and silicones. Solid lubricants are made from polymers such as PTFE and nylon.
During a tribological study among different polymeric composites reinforced with carbon fibres, it has been noted that the friction depends upon the formation of transfer film and in the glass-transition regime, the transfer film is unstable and elevates the friction. This problem has been resolved using trinonyl trimellitate as lubricant between the sliding surfaces. 98 PEEK and polyimide (PI) are commonly used materials for bearings and silicon nitride ceramic is used as balls in bearings. A study has been conducted to investigate the effect of water lubrication on PEEK and PI against silicon nitride. It has been found that the lubrication effectively alleviates the coefficient of friction by 36% and wear rate by 32%. Also, it has been proved that the tribological behaviour of both PEEK and PI are similar in nature. 99 Many polymeric materials are self-lubricating by nature and they are used as a solid lubricant for many applications. Due to this reason, most of the polymeric composites are not tested with lubrication. A study on the tribological performance of carbon-reinforced polyester and polyphenylene composites proved that they are self-lubricating and also has the ability of self-protecting. During the test, the materials develop a polymer film on the surface, which alleviates the friction and hence they are self-lubricating. The composites are also self-protecting by developing a carbon film on the surface. 100
In an investigation, the influence of lubrication on bronze and thermoset composite for slide bearing application has been studied. It is concluded that synthetic or hydrocracked lubricant has a dominant influence on the wear rate. Also, it is suggested that the composite containing MoS2 affects the lubrication and alleviates the friction coefficient. 101 Water is a naturally available and a best lubricant for enhancing the tribological behaviour of polymeric composites. A research has been conducted to study the influence of water lubrication on the friction and wear behaviour of PEEK composites reinforced with carbon fibres. It is observed that the friction co-efficient of carbon-reinforced PEEK is less than that of the pure PEEK under both dry and lubrication conditions. A comparison between the dry and water lubrication concluded that both the friction and wear of composites are very low in water lubrication in comparison to dry conditions. 102
Statistical tools for tribological assessment of FRP
Nowadays, statistical techniques are widely used for all engineering problems for designing the experiment, analyzing the data, optimization and presentation. Statistical techniques are well proven for its accuracy in all occasions. Among the different statistical methods, Taguchi technique is a widely used method for designing and analyzing the data. A study on calcium carbonate-reinforced ABS composites used Taguchi technique to analyse and optimize the data. It has been observed that the applied load is found to be the most dominating factor for friction coefficient. Confirmatory tests proved that Taguchi technique is the best method for predicting the tribological behaviour of polymeric composites. 103 Response surface methodology (RSM) is another effective technique for designing and analysing the data. RSM reduces the number of trial experiments to be conducted and thus decreases the cost and time in an effective manner. RSM also gives quadratic equations through which the output responses are predicted for different inputs. RSM also gives three-dimensional response plots from which the behaviour of outputs under a combination of two inputs is studied effectively. Another biggest advantage of RSM is its ability to analyse input factors at different levels and also for analyzing a combination of numerical and categorical data. 104,105 Due to these reasons, RSM is a widely used technique for all engineering problems. RSM can be applied through any one of the tools like Box–Behnken Design (BBD), D-Optimal design or Central Composite Design (CCD).
A tribological investigation has been made to study the influence of different filler materials on the friction and wear using CCD technique. It has been noted that the filler content is the most dominating factor for specific wear rate. This is followed by grit size of the abrasive and sliding distance. It has been showed that the CCD model closely follows the experimental data, and it effectively predicts the output responses. 51 Another research on cotton and graphite-reinforced composites used BBD technique for design and analysis. The study concluded that graphite fillers are more essential for reducing the wear rate. In the same study, the BBD results are compared with artificial neural network (ANN) and showed that they are very close to each other. The results of confirmatory runs are also found to be close with the BBD and ANN; hence, BBD and ANN are very useful tools for investigating the tribological behaviour of polymeric composites. 68 Grey relational analysis (GRA) is another important technique for analysing and optimizing the data. It involves a series of calculation for evaluating the grey relational grades and based on this the most influential factors are determined. A study on the influence of areca fibre on the tribological performance used GRA and Taguchi methods. The optimum conditions for a minimum friction and wear are observed to be 15 N for load, 0.392 for sliding velocity and 30% for filler content. 66 Regression technique is another simplest way of modelling the output parameters in terms of input variants. This technique is based on the mathematical modelling and gives accurate prediction for output models. A study on the tribological behaviour of aramid reinforced composites used regression technique for modelling and analysis. It has been reported that the particle size is the most significant factor that controls the wear rate of the composite. 106
Fuzzy modelling is another important and easiest technique for modelling, analysing and predicting the responses. Many research problems have been solved using fuzzy technique, and it has wide applications in the field of engineering. Many times this method is used as a validation tool with which a developed model by any statistical tool may be validated by comparing with fuzzy. 107 A research on the glass fibre-reinforced epoxy laminates used fuzzy clustering technique to develop wear rate and wear transition maps with sliding speed along x-axis, applied load along y-axis and wear rate along z-axis. It has been shown that the highest wear rate occurs during micro-cutting and lowest wear rate occurs during ironing mechanism. Also, it is concluded that the volume fraction of fibres, orientation of fibres and different sliding conditions are majorly noted to control the wear rate of the composites. 108 Analysis of variance (ANOVA) is another important analysis used to know the significant factors and contribution of each factor in an engineering problem. 109 A study on the tribological behaviour of glass reinforced-PEEK composites used and Taguchi and ANOVA for analysis. From the investigation, it is revealed that the process parameters namely temperature, load and sliding travel distance have major dominance over wear rate. Also, it is shown that 30 wt% of glass fibre is the optimum proportion for a reduced wear rate of the composites. 110
Tribology-based applications of FRP
In several situations, the FRP components are subjected to friction and as a result the components are prone for heat generation and wear. One of the main applications of polymeric composites is the journal bearing for a centrifugal pump. A research used silicon carbide and aluminium oxide as ceramic reinforcements in epoxy matrix for a journal bearing application. The composite is used as a dry frictional material for supporting the rotating shaft. It has been reported that the friction and specific wear rate are minimal under a combination of 10% of silicon carbide and 5% of aluminium oxide in the composite. 111 Polymeric composites reinforced with carbon and bronze are used as radial bearings. A comparison between carbon and bronze-reinforced PTFE composites is made by testing the composites as a frictional material under dry conditions. The specimens are made in the form of pivot pin bearings and it is shown that due to a better lubricant property of carbon, carbon-reinforced composite have exhibited more wear resistance than bronze-reinforced composite. At the same time, the strength is found to be more with bronze-reinforced composites. 25 In another research, the possibility for use of FRP as a bulk material is investigated using abaca FRPs. It has proved that the hardness and hydrophobicity of abaca-reinforced composites could be enhanced by introducing a diamond-like carbon layer inside the composite. The resulting composite is more suitable for outdoor applications like flooring. 112 Ultra-high-molecular-weight polyethylene (UHMWPE) is the widely used substitute material for artificial joints in knee and hip bones. A comparative tribological study between carbon-reinforced PEEK and UHMWPE has been made by testing the specimen as frictional material with lubrication. It is observed that, at a stress below 6 MPa, the wear rate of PEEK is 100 times smaller than that of the UHMWPE. 113
Styrene–butadiene rubber (SBR) is a well-known frictional material for developing tires of light duty vehicles. A comparison between neat SBR and CNT filled SBR showed a notable hike in the Young’s modulus of the composite and has more resistance against shear deformation. Moreover, it is observed that the temperature at the frictional interface, cohesive energy density and peak stress values are of neat SBR are more than that of the CNT filled SBR. Due to these reasons, the tribological behaviour of CNT filled SBR is considerably better than that of the neat SBR. 68 Silicon carbide-reinforced carbon/carbon (C/C) composites are nowadays widely used as a frictional material like internally ventilated braking disc for cars. In this system, the flow of heat must be in a direction from outer region to the centre of the disc to prevent overheating. C/C composites reinforced with high silicon carbide content provides maximum transverse thermal conductivity and thus alleviates the friction. 114 Polymer composites are nowadays used as self-lubricating materials and thus some power transmission elements such as gears, worm wheels and pulleys are made as they are capable of resisting wear and friction. A research has been conducted to study the influence of nanoclay addition in polyamide by making the specimen in the form of spur gear. It is observed that the surface temperature of the gear tooth mainly affects the wear rate and life of the gear. Moreover, it is revealed that the addition of nanoparticles improved the mechanical properties of the gear which results in lowering the friction and heat generation. Hence the gear may be used for a prolonged life. 115 The various applications of polymeric composites which are subjected to friction and wear are presented in Figure 5.
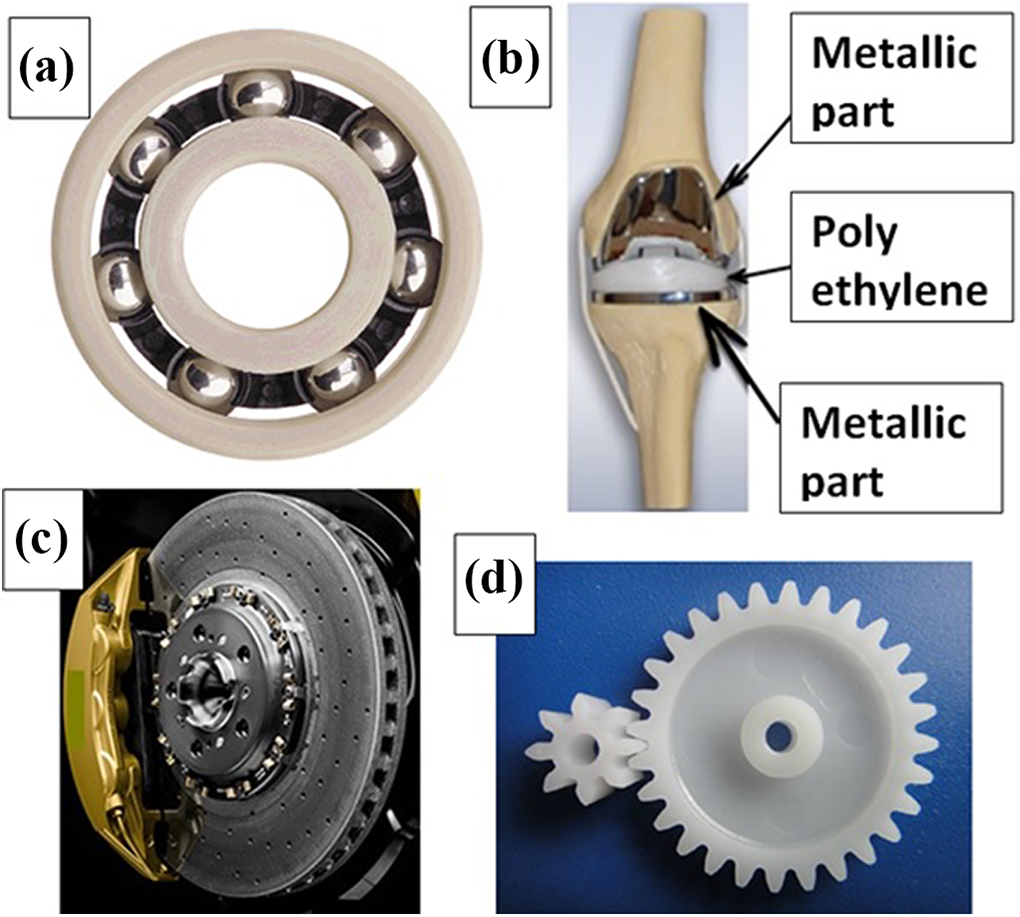
Tribo-based applications of FRP.
Conclusions
Polymeric composites are subjected to various loads depending upon the application. The present review has been made to address about various issues related to tribology of FRPs. The major conclusions obtained are as follows: As compared to the conventional materials, polymeric composites are good in terms of working under a reduced friction and wear. Process parameters, namely load, sliding speed, travel distance, impingement angle are mainly affecting the friction and wear of all types of FRPs. Material factors like the type of reinforcement, type of matrix, filler and nanoparticles and their characteristics have a major dominance on friction and wear of polymeric composites. The type of wear mechanism taking place in the component is to be carefully analysed before designing the component. Accordingly, the process parameters and their optimum conditions are to be selected. Friction and wear could be reduced by appropriately selecting the proportions of reinforcement, matrix and filler. Geometry of reinforcement also has a major influence on the tribology of the composite. The need for lubrication of FRP components is meagre, but in situations where there are more heat generation, lubrication is necessary for FRP taking in to the account of the chemical reaction between the lubricant and FRP material. Natural reinforcements have proved to be more competent than the synthetic fibres considering the reduction of friction and wear in components. In the same way, almost all the nanoparticles have a positive effect on the tribology of composites.