
Abstract
Boron carbonitride (BCN) coatings were prepared using radio frequency (RF) magnetron sputtering via adjusting substrate bias voltage from −50 V to −200 V. The mechanical and tribological properties of the coatings were investigated. The coexistence of B–N, B–C, and N–C bonds was detected in coatings according to X-ray photoelectron spectroscopy analysis, indicating the formation of ternary BCN hybridization. The hardness of BCN coatings increased from 14.4 GPa to 24.3 GPa with an increase of substrate bias voltage, while their adhesion strength on substrate decreased. The friction behavior of BCN coatings sliding against different wood (acerbic, beech, and lauan) balls was examined using a ball-on-disk tribometer. The average friction coefficient fluctuated in a range of 0.74–1.02. The wear track of BCN coating sliding against hardwood (acerbic) presented obvious scratches, which were not noted as sliding against other softwood balls in comparison.
Introduction
It was reported that carbon and boron nitride could hybridize in sp2 or sp3 configuration to form a ternary boron carbonitride (BCN) hybridization. 1 –3 Among these bonds, the “hard” phases, that is, B–C and sp3N–C bonds, were beneficial to improve BCN coatings’ hardness, while the “soft” phases, that is, sp2B–N and N=C bonds, helped to improve their toughness. 2,3 So, in conclusion, mechanical properties depended on bond type; the mechanical properties of BCN coatings could be tailored by constructing different bonding structures via manipulating the different deposition techniques, such as dual ion beam sputtering, 1 pulsed laser deposition, 2 magnetron sputtering, 3 –5 and chemical vapored deposition. 6 For example, BCN coatings deposited by pulsed laser deposition had the maximum hardness of 25.2 GPa at a N2 pressure of 3.5 Pa due to their high fraction of C–B and sp3N–C bonds as well as low fraction of sp2h–B–N bond. 2 Furthermore, when BCN coatings were deposited using dual ion beam sputtering at different ion assist source beam energy (200 eV, 400 eV), the coatings’ hardness reduced from 28 GPa to 23 GPa, and the corresponding sp2C=N bond changed to sp2C–N bond. 1
In terms of friction behavior, the high carbon content (26.9→61.3 at.%) in BCN coatings could reduce the friction coefficient (µ = 0.4→0.2), the improved friction behavior was attributed to its increased sp2C–C and sp2C–N bonds. 4 Similarly, BCN coatings co-deposited with boron carbide (B4C) and graphite targets (additional carbon source) showed a lower friction coefficient of 0.1 than coatings (µ = 1.0) deposited with B4C target alone as sliding against ruby balls. 3 However, the boron content in BCN coatings had no effect on friction coefficient (0.2–0.3) as sliding against silicon nitride ball at room temperature, while B0.05CN x coating showed the lowest friction coefficient (approximately 0.1) due to the lubrication of graphitized carbon transfer layer at 300°C. 7 Some literature 1,8 –10 pointed out that the tribological property of the BCN film was sensitive to air humidity or water lubrication. For example, Zhou et al. 10 compared the friction and wear behavior of BCN coatings as sliding against ceramic and steel balls in various environments (e.g. air, N2, and water), the good friction behavior in water was related to the formation of boric acid film on the friction surface regardless of mating balls. Low friction coefficient (0.1) and stable wear rate (1–2 × 10−7 mm3/Nm) were obtained for BCN/WC tribo-pairs in the humility of 25–75% RH, whereas the high friction coefficient of 0.45 and high wear rate of 1 × 10−5 mm3/Nm were shown in dry air. 8
In wood cutting, coolants cannot be used due to their adverse effect on the surface quality of finished wood. However, the moisture content of wood is higher than 10%; thus, BCN coatings are expected to have good tribological properties as sliding against wood. The coefficient of friction, frictional forces, and cutting temperature are important factors to influence the wear resistance of cutting edge of tool. 11 In this study, BCN coatings were prepared using radio frequency (RF) magnetron sputtering, and their mechanical and tribological properties sliding against different wood were discussed. The aim of this study is to reveal the friction behavior between BCN coatings and wood and to promote the BCN coatings application as woodworking tools.
Experimental details
Deposition of BCN coatings
BCN coatings were deposited on 316L stainless steel substrates using RF magnetron sputtering via adjusting substrate bias voltage. The polished stainless steel disks (Φ30 × 4 mm) were cleaned ultrasonically in deionizer water and ethanol for 20 min successively. After the chamber was evacuated to 9 × 10−4 Pa, substrates were cleaned with Ar plasma at a bias voltage of −100 V for 30 min. The substrate temperature, B4C target power, and N2 flow were set at 100°C, 100 W, and 10 sccm, respectively. The substrate bias voltage was set at −50, −100, −150, and −200 V, respectively. Accordingly, BCN coatings were named as BCN-50, BCN-100, BCN-150, and BCN-200. The total depositing time for each BCN coating was about 1 h.
Characterization of BCN coatings
The bonding structures of BCN coatings were examined using X-ray photoelectron spectroscopy (XPS, AXIS UltraDLD, KRATOS). The hardness (H) and Young’s modulus (E) of BCN coatings were measured using a nanoindentation tester (DUH-211S, Japan) with an indentation penetration depth of 100 nm, and the average of six readings was recorded. The coating adhesion to the 316L stainless steel substrate was measured using a scratch tester (WS-2005, Scratch Tester, China) equipped with a hemispherical diamond tip (R = 0.2 mm), the normal load was gradually increased from 0 N to 30 N in a minute, and the scratch length was 3 mm. The scratch tests were repeated three times to obtain an average value.
Tribological properties of BCN coatings
The friction behavior of BCN coatings was investigated using a ball-on-disc tribometer. The normal load, sliding speed, and sliding distance were set to 3 N, 0.1 m/s, and 300 m, respectively. The mating balls were acerbic, beech, and lauan balls with a diameter of 8 mm. After friction testing, the morphologies of wear tracks were observed by an optical microscope.
Results and discussion
XPS analysis of BCN coatings
In order to reveal the chemical structures of the BCN coatings, the corresponding XPS spectra are shown in Figure 1. As seen in Figure 1(a), three deconvoluted peaks located at about 284.4–284.7 eV, 285.2–285.7 eV, and 288.4–288.8 eV were detected in C1s spectra, which were assigned to C–C (sp2), 2,7,12 C–N (sp2), 2,5,12 and C–N (sp3), 5,12 respectively. For N1s spectra, two deconvoluted peaks located at 397.7–398.8 eV and 399.5–400.1 eV were attributed to N–B bond 10,13 and N–C bond, 7 respectively. Some literature 10,13 pointed out that the binding energies of 397.3–398.0 eV and 400.5–401.5 eV were attributed to sp2N–B and sp2N–C bonds, respectively. Thus, the N–B and N–C bonds located at binding energies of 398 and 400 eV were sp2 hybridization. As seen in Figure 1(c), B–C, B–N, and O–B bonds were detected in B1s spectra. 14,15 The B–B bond appeared clearly in BCN-200 coating, which was attributed to its high boron content. XPS peak area analysis (Table 1) further revealed that, except for BCN-200 coating, the B content decreased from 13.1 at.% to 5.5 at.% with an increase of substrate bias voltage from −50 V to −150 V, and the C and N contents all slightly increased. The coexistence of B–N, B–C, and N–C bonds in BCN coatings indicated the formation of a ternary BCN hybridization. 2 Furthermore, the apparent changes in intensity and position of shoulder peaks indicated the evolution of bonding structure in the BCN coatings with an increase of bias voltage, which would affect the mechanical properties of the coatings.

XPS spectra of BCN coatings: (a) C1s spectra, (b) N1s spectra, and (c) B1s spectra. XPS: X-ray photoelectron spectroscopy; BCN: boron carbonitride.
Chemical composition, hardness (H), and Young’s modulus (E) of BCN coatings.

BCN: boron carbonitride.
Mechanical properties of BCN coatings
As presented in Table 1, the hardness and Young’s modulus fluctuated irregularly with an increase of substrate bias voltage. The highest hardness of 24.3 GPa was obtained for BCN-200 coating, which was attributed to its high B4C content. As is known, H/E reflects elastic strain to failure 16 while H3/E2 represents the resistance to plastic deformation. 17 These coatings with the high H/E and H3/E2 ratio usually have excellent mechanical and tribological properties. 18,19 Here, both parameters first decreased and then increased gradually with an increase of substrate bias voltage as listed in Table 1. BCN-50 and BCN-200 coatings might possess better tribological properties due to their higher H/E and H3/E2 ratios by comparison.
The coating adhesion on 316 stainless substrate was measured using a scratch tester. As seen in Figure 2, in order to eliminate the impact of deposition defects and surface roughness, the critical load was determined by the acoustic emission signal, friction force curve, and scratch morphology. The low critical load (L c1) was determined by a sudden fluctuation of acoustic emission signal which indicated the appearance of microcrack. 20 Results showed that the low critical load (L c1) decreased from 6.0 N to 1.6 N for BCN coatings with an increase of bias voltage, indicating a decrease of crack initiation resistance. As seen in Figure 3, the flake cracks became serious with an increase of normal load, where the high critical load (L c2) was determined by the initiation of continuous cracks, which decreased from 23.4 N to 12.2 N. Zhang et al. 21 pointed out that the scratch crack propagation resistance (CPR) could be used as a qualitative indication of the coating toughness. The CPRs could be determined by the following formula


Variation of acoustic emission signals and friction force versus applied load for BCN coatings by a scratch tester: (a) BCN-50, (b) BCN-100, (c) BCN-150, and (d) BCN-200. BCN: boron carbonitride.

Optical morphologies of scratches (a) and corresponding amplification optical photographs (b) in scratch testing.
As a result, the CPR values of coatings were determined to be 104.4, 38.6, 42.6, and 17.0 N2, presenting a reduced CPR as the substrate bias voltage increased. As seen in Figure 1(b), BCN-50 coating had a high fraction of N–C bond (79.5%) according to area in deconvoluted peaks, which helped to improve its adhesion strength on substrate. Furthermore, the high values of H/E (0.19) and H3/E2 (0.54) in Table 1 also proved that, namely, high H/E and H3/E2 were consistent with a superior crack inhibition. 22 In contrast, a poor adhesion strength was observed in BCN-200 coating, which was related to its high B content and high fraction of B–C bond.
Tribological properties of BCN coatings
The friction behavior of BCN coatings sliding against different wood balls is shown in Figure 4. The initial friction coefficient was very low, and then increased quickly. This result was caused by the high adhesion of the accumulated debris on the friction interface. As sliding against acerbic ball in Figure 4(a), the friction coefficient reached a steady state after the running-in period of 25 m. As sliding against beech ball in Figure 4(b), a long running-in period was observed for BCN-50 and BCN-100 coatings as compared with other coatings, and a low friction coefficient was obtained for BCN-150 coating. As sliding against lauan ball in Figure 4(c), the friction coefficient fluctuated after the running-in period, which might be attributed to their complex friction interface. As seen in Figure 4(d), the average steady-state friction coefficient fluctuated in a range of 0.74–1.02. That result was similar to the former reports, 23,24 where the friction coefficient was higher than 0.8 for dry wood. By comparison, high friction coefficients were obtained as sliding against beech or lauan balls. That was because softwood (beech, lauan) easily adhered on wear tracks, resulting in a complex deformation phenomenon under normal load, which resulted in a high adhesion force.

Friction behavior of BCN coating as sliding against wood balls: variation of friction coefficient versus sliding distance. (a) Sliding against acerbic ball, (b) sliding against beech ball, (c) sliding against lauan ball, and (d) average steady-state friction coefficient. BCN: boron carbonitride.
The optical morphologies of wear tracks are shown in Figures 5 to 7. As sliding against acerbic balls (Figure 5), some scratches and wood debris were observed on the wear scars. As sliding against beech balls (Figure 6), a few flaky cracks and scratches appeared on the wear track except for BCN-100 coating, which resulted from the stress concentration because of the irregular local deformation of softwood. As sliding against lauan balls (Figure 7), a deep groove with some wood debris was observed on the wear track of BCN-50 coating, which was not noted on the other coatings in comparison. Generally, wood contains some calcium, magnesium, and potassium oxides, and these oxides could play the role of abrasive particles in the friction process. In terms of morphologies of wear tracks, the abrasive wear was alleviated as sliding against beech or lauan balls, because the oxide particles were easily embedded into softwood (beech or lauan balls), and then their cutting action was alleviated. However, the relatively high friction coefficient obtained was attributed to the great contact deformation generated, which resulted in a certain adhesive force on the friction interface. Gilewicz et al. 24 had analyzed the tribological and cutting properties of chromium nitride–based coating as woodworking tool and found that a coating with low friction coefficient had good wear resistance. Differently, the lowest friction coefficient of 0.74 was obtained for BCN-150 coating as sliding against acerbic ball as seen in Figure 4(d), while obvious scratches appeared on its wear track as seen in Figure 5(c). As sliding against soft wood (beech and lauan balls), BCN-150 coating presented the lowest friction coefficient (µ = 0.84, 0.79), while tiny flack cracks were observed on its wear track as seen in Figure 6(c). Those results indicate that the friction behavior is a complex process influenced by coating hardness and plasticity of wood. Usually, the high hardness of coating helps to improve its wear resistance, and the adhesion strength reflects the ability to resist crack or spalling failure. As a coated tool, once the coating was too brittle, it could cause a premature failure of the cutting edge, because wood is a highly abrasive and nonhomogeneous material with a high amount of hard particles inclusions. 25 Here, BCN-50 coating presented higher adhesion strength in scratch testing but lower hardness than other coatings, while the obvious scratches or grooves that appeared on its wear tracks (Figures 6 and 7) indicated a poor wear resistance. So the conclusion was that the coating hardness was an important factor to determine its wear resistance. Blugan et al. 11 pointed out that the abrasion resistance of tool and the intact cutting edge could improve the surface finish. Here, smooth wear tracks with minor scratches as sliding against softwood implied a positive feature to increase the quality of machined wood surface.

Optical morphologies of BCN/acerbic tribo-pairs: BCN coatings (a), (b), (c), and (d) versus acerbic balls (a′), (b′), (c′), and (d′). BCN: boron carbonitride.
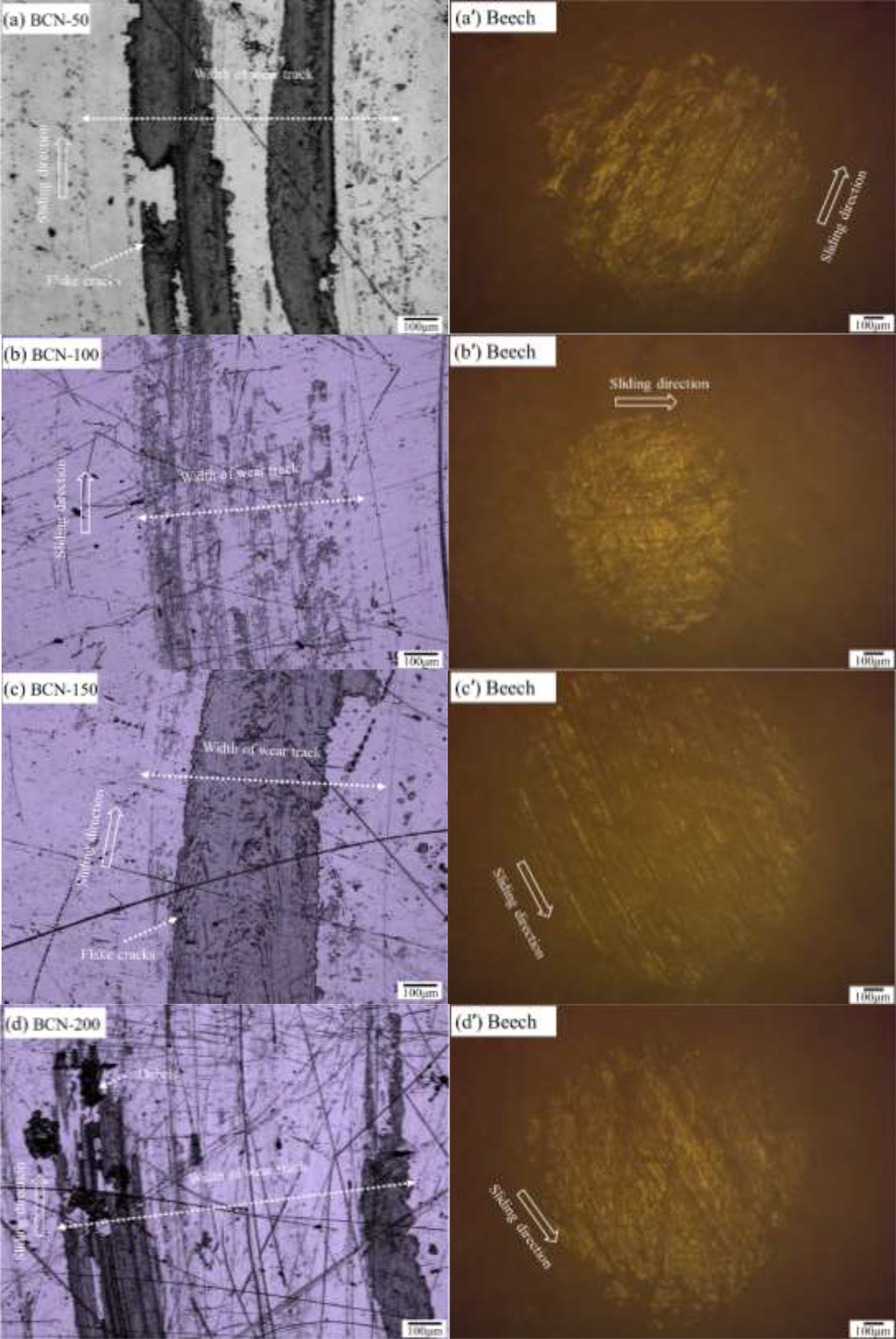
Optical morphologies of BCN/ beech tribo-pairs: BCN coatings (a), (b), (c), and (d) versus beech balls (a′), (b′), (c′), and (d′). BCN: boron carbonitride.

Optical morphologies of BCN/lauan tribo-pairs: BCN coatings (a), (b), (c), and (d) versus lauan balls (a′), (b′), (c′), and (d′). BCN: boron carbonitride.
Conclusions
BCN coatings were prepared using RF magnetron sputtering via adjusting substrate bias voltage. The influence of substrate bias voltage on chemical structure and mechanical and tribological properties was discussed. The following conclusions were obtained: B–C, C–C, C–N, and B–N bonds in BCN coating indicated the formation of a ternary BCN hybridization. The highest nanohardness of 24.3 GPa was obtained for BCN-200 coating. The critical loads and CPRs determined by scratch testing indicated a decreased CPR with an increase of substrate bias voltage. A low friction coefficient of 0.74 was obtained for BCN-100 coating as sliding against hardwood (acerbic balls) but accompanied by obvious abrasive wear. In contrast, a low friction coefficient was observed for BCN-150 coating as sliding against softwood (beech or lauan) and intact wear tracks were observed for BCN-100 and BCN-150.
Footnotes
Acknowledgment
The author would like to thank the Jiangsu university brand professional construction projects funded projects, Jiangsu province college students practice and innovation training plan, and Excellent Science and Technology Innovation Team of Jiangsu Universities in 2015 (2015SJTD-01) for their financial support.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Jiangsu university brand professional construction projects funded projects (PPZY2015A087), Jiangsu province college students practice and innovation training plan (number 2018NFUSPITP166, 201710298010Z), and Excellent Science and Technology Innovation Team of Jiangsu Universities in 2015 (2015SJTD-01).