
Abstract
Diatomite is a kind of biomass sedimentary rock, which is widely used in chemical engineering, petroleum, building materials, biomedical medicine, health care and environmental protection, and other fields due to its characteristics of lightweight, large specific surface area, super adsorption, noise and abrasion resistance, thermal properties, and corrosion resistance. The diatomite is similar to silica in the composition structure and can be used as a substitute for silica to reinforce the rubber materials. In this work, the diatomite was modified with different modifiers to fill the rubbers such as natural rubber, styrene–butadiene rubber, butadiene rubber, nitrile butadiene rubber, ethylene propylene diene monomer (EPDM), chloroprene rubber, methyl vinyl silicone rubber, fluorine rubber (FKM), and acrylic rubber (ACM). The results showed that the obtained formula is the most suitable diatomite modifier for various rubber is Si69, and its amount is 2.5 parts per hundred rubber (phr), and the diatomite content is 20 phr. The diatomite is more suitable for FKM, ACM, and EPDM. The diatomite has better reinforced effect on FKM, EPDM, and ACM than silica, and FKM is the most prominent. The modified diatomite can be uniformly dispersed in the matrix of FKM, EPDM, and ACM; the compatibility is good; and the mechanical properties are excellent. It was demonstrated that the modified diatomite with green environmental protection and low cost can replace silica to reinforce and fill the three kinds of rubbers.
Introduction
With the development of the rubber industry, more and more requirements are needed for rubber products, but pure rubber is not only expensive but also has low strength, 1 poor heat resistance, and corrosion resistance. 2 Therefore, it is usually necessary to add fillers to it, which can improve its mechanical properties by reducing the cost of rubber production greatly. The suitable filler to reinforce rubber has been a hot research topic. At present, the rubber fillers mainly include carbon black and silica, 3 –5 silicate inorganic fillers, 6 carbonate inorganic fillers, and so on. 7 However, carbon black will cause serious air pollution during rubber processing, 8 –11 and silica also has pollution problems such as waste water and residue in the production process. 12 –15 At present, diatomite is used as silicon source to refine silicon dioxide (SiO2) to produce silica in the market. 16 To solve this problem, the diatomite, with which silica is similar in the composition and structure, is directly used to replace silica to reinforce rubber, 17 –19 which greatly shortens the production process of silica and saves the cost. The size of diatomite changes from dozens of nanometer to dozens of micrometers, 20 and the porous structure of diatomite surface is in the nanometer category, which is a natural nanomaterial. 21 Diatomite, as a biological sedimentary rock, 22 is lightweight, has large specific surface area, has super adsorption capability, 23 does not produce pollution like silica, and has great value in rubber modification, and so it is helpful to improve the heat resistance and corrosion resistance of rubber. At present, at home and abroad, the diatomite is mainly used in sewage treatment, filter aid, catalyst carrier, building materials, and other fields, 24 but it is still in the exploration stage in filling rubber.
In this work, a new diatomite (Figure 1) produced by Heihe in Heilongjiang Province of China was modified by high temperature treatment and ultrasonic dispersion technology, and it was used to reinforce various rubbers. Through the comparative study of mechanical properties of silica-filled rubber composites with modified diatomite–filled rubber nanocomposites, the most suitable kind of rubber reinforced with diatomite was determined.
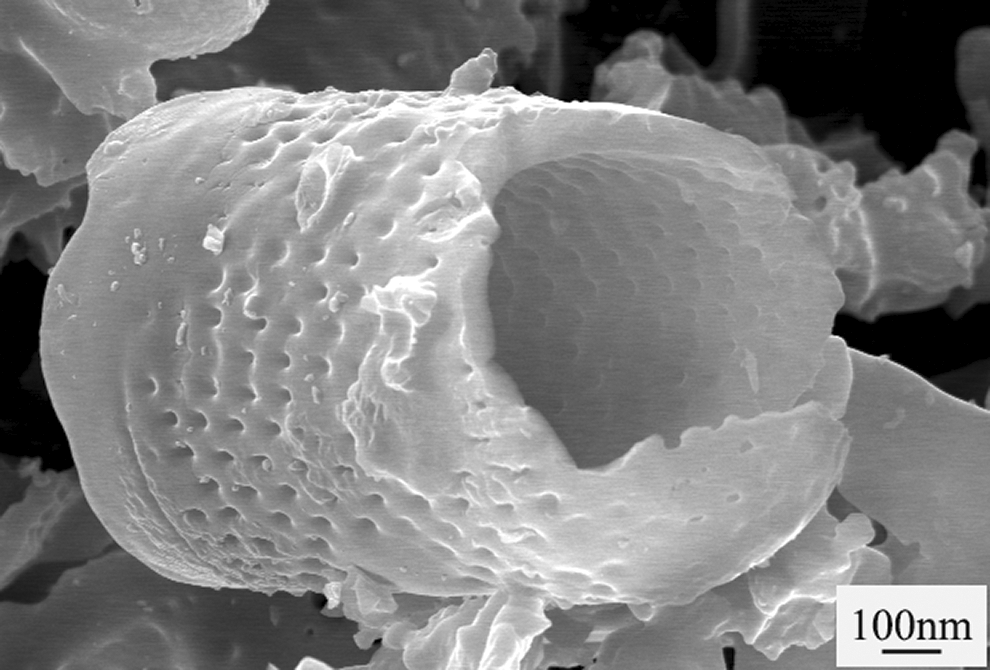
SEM photos of original diatomite.
Experiment
Materials
Natural rubber (NR) was obtained from Hainan Natural Rubber Industrial Group (China). Styrene–butadiene rubber (SBR) of grade 1500 and ethylene–propylene–diene monomer (EPDM) of grade 3080 were supplied by Jilin Chemical Industrial Ltd (China). Butadiene rubber (BR) of grade 9000 was provided by Jinzhou Petrochemical (China). Butadiene–acrylonitrile rubber or nitrile butadiene rubber (NBR) of grade 230 was supplied by Lanzhou Petrochemical Company (China). Chloroprene rubber (CR) of grade A-90 by Dongguan Tenghui Plastic Material Trading Ltd (China). Methyl vinyl silicone rubber (MVQ, ethylene content, 0.09 wt%, number-average molecular weight 5.8 × 106 g/mol) was supplied by DC Chejue Organic Silicon Aggregation Group (China). Fluorine rubber (FKM, FE2602-1), industrial grade, was purchased from Shanghai 3F New Materials Co., Ltd (China). Acrylate rubber (ACM) was purchased from Suining Qinglong Poryacrylate Rubber Manufactory (China). Diatomite (density 1.9–2.3 g cm−3, specific surface area is 40–65 m g−1, and SiO2 content is 88 wt%) was produced by Heihe in Heilongjiang Province of China, silica, antioxidant D (N-phenyl-2-naphthylamine), accelerator M (2-mercaptobenzothiazole), barium stearate, stearic acid, zinc oxide (ZnO), butter, 3# curing agent (N,N-dicinnamylidene-1,6-hexanediamine), sulfur, iron oxide, silane coupling agent KH550 (3-triethoxysilyl-1-propylamine), KH590 (3-mercaptopropyl trimethoxysilane), and Si69 (bis-γ-(triethoxysilane) propyl tetrasulfide), in which butter is used to plasticize in the formulation for mixing, all of which are commercially available. Magnesium oxide, calcium hydroxide, dicumyl peroxide (DCP), 98% concentrated sulfuric acid, anhydrous ethanol, turpentine, all of which are analysis pure and were obtained in the market. The experimental water is distilled water.
Sample preparation
Modification of diatomite
First, diatomite was washed with distilled water at 60°C and washed with 20% sulfuric acid solution under the ultrasonication, then filtered and dried, after that, subjected to high-temperature treatment at 400°C. The diatomite was then coated with a modifier KH550 (KH590 or Si69) as 2.5 parts per hundred rubber (phr), with which mechanically stirred at 60°C for 2 h until the modifier was coated evenly on the surface of diatomite, and dried in an oven at 50°C. Finally, the modified diatomite, of which 2.5-phr modifier modified 20-phr diatomite, was obtained.
Preparation of diatomie/rubber nanocomposites
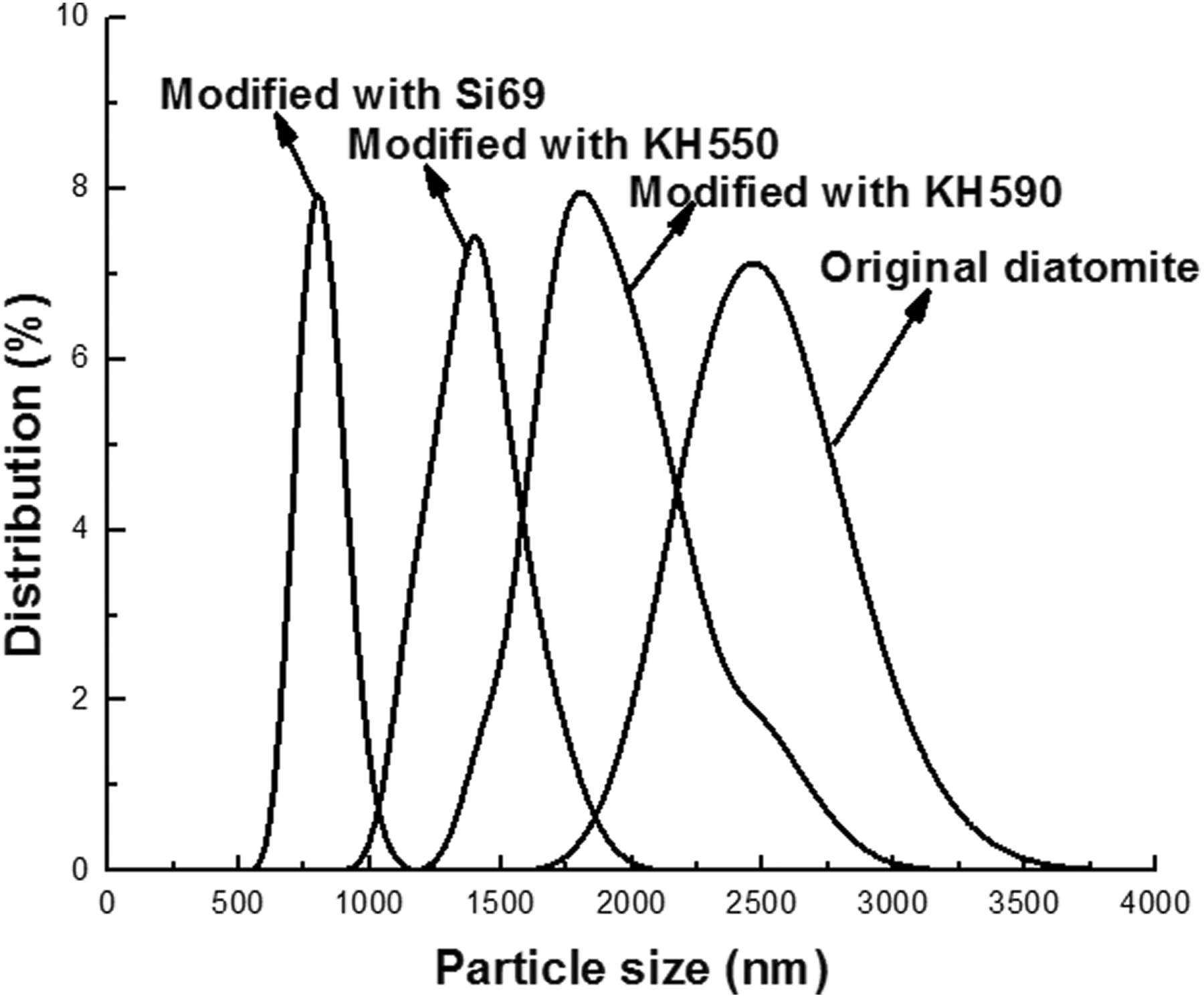
Rubbers were cut into short and dried and were masticated on an XK-160 two-roll mill (Tianjin Electrical Machinery Plant) with the nip gap about 0.5 mm, at 45°C for 10 min at the speed ratio 1:1.27. Subsequently, the mixed rubber was obtained by adding various ingredients (Table 1, phr), the filling process is raw rubbers masticated, ZnO, stearic acid, antioxidant D, DCP, diatomite (or silica), sulfur, and accelerant M. The mill was adjusted up into 50–60°C for 20 min, while the nip gap was about 4.0 mm at the speed ratio of 1:1.1. Finally, the mixtures of different compositions were molded in an electrically heated hydraulic press (XLB-D350×350, Shanghai First Rubber Machinery) in 150–180°C for 30 min under pressure 10 MPa. In addition, special rubber (FKM or MVQ) needs a postcuring at 200°C for 2 h.
Experimental formulation (mass phr).
NR: natural rubber; SBR: styrene–butadiene rubber; BR: butadiene rubber; FKM: fluorine rubber; EPDM: ethylene propylene diene monomer; CR: chloroprene rubber; NBR: nitrile butadiene rubber; MVQ: methyl vinyl silicone rubber; DCP: dicumyl peroxide; Fe2O3: ferric oxide.
Characterization
The particle size analysis of the treated diatomite was carried out using a nanoparticle size analyzer manufactured by New Patek Co. Ltd (Germany).
The infrared (IR) spectra of the samples were recorded using Fourier transform infrared spectrometer (FTIR; model Spectrum One, PerkinElmer Co. Ltd, Waltham, Massachusetts, USA), FTIR spectra were collected after 256 scans at 2 cm−1 resolution among the region of 4000–450 cm−1 at room temperature.
Mechanical properties of the nanocomposites such as tensile strength and elongation at break were determined with a Changchun Test Instruments Co (China). CSS-2200 universal testing instrument (China) according to ISO37. Shore A hardness was measured on 6-mm-thick specimens according to ISO 48. The thermal properties were studied using a Jiangsu Test Mechanical Ltd (Jingdu) aging oven at 200°C for 24 h according to ISO188. Wear attrition was examined according to BS903A9 using a Gaolin Testing Instruments Ltd (China) MN-74 Akron instrument. For each of the measurements, with the average reported at least five readings were taken, errors in the measurement of mechanical properties were within 10%.
The samples were fractured in liquid nitrogen, and the fracture surfaces of the specimens were examined by scanning electron microscopy (SEM, model S-4300, Hitachi Limited, Japan). The specimens were coated with a thin layer of gold before SEM examination.
The cure characteristics of the blends were performed using a Mooney viscometer (model JC-2000G, Jiangcheng Jingcheng Testing Instrument Factory, Yangzhou city, China), according to ISO 3417:1991.
Results and discussion
IR analysis of diatomite
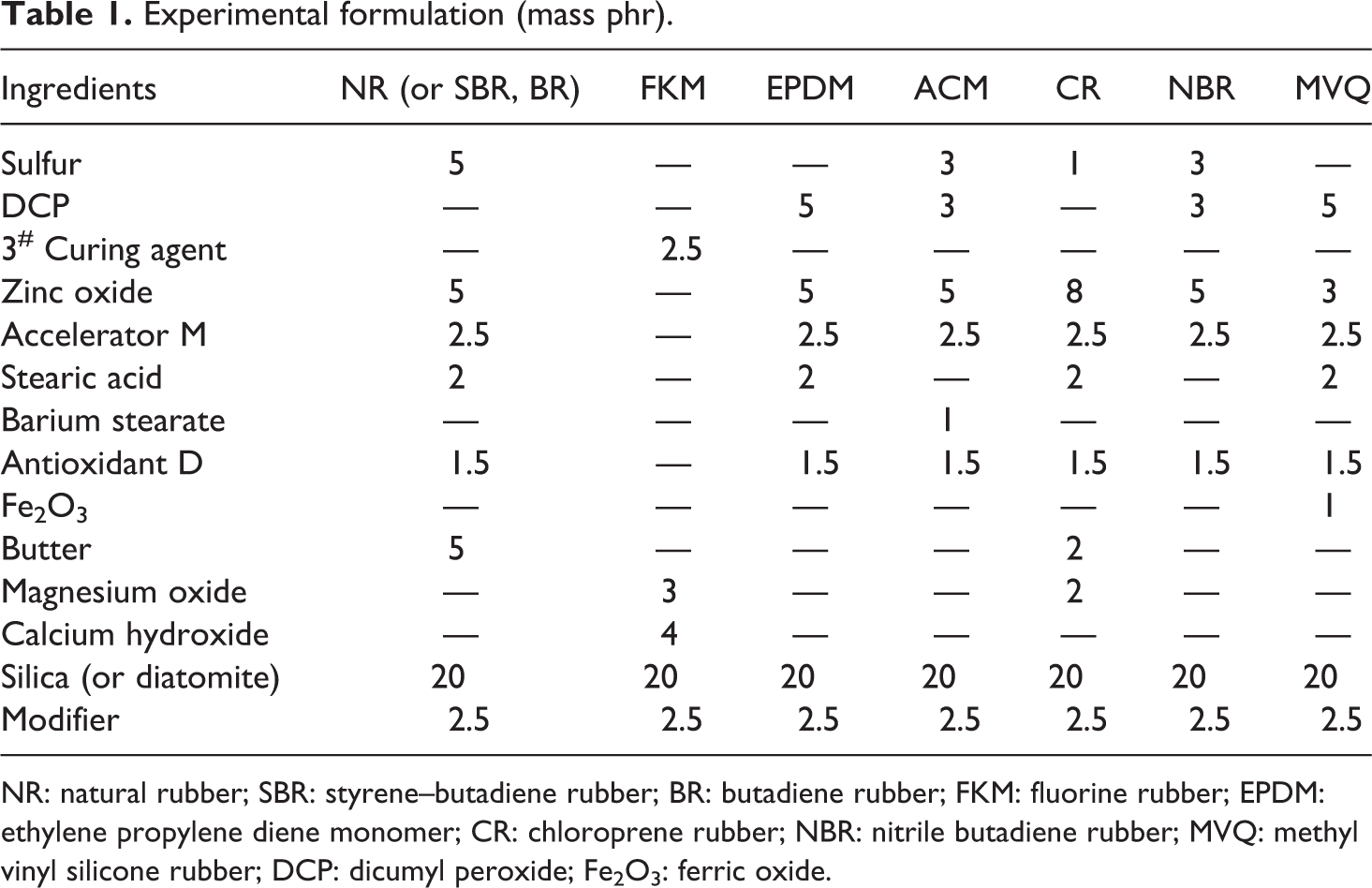
There is a strong IR absorption peak at 1090 cm−1 for the original diatomite in Figure 2, and the reason is the stretching vibration and bending vibration of Si–O bonds. For the modified diatomite, the peak at 1090 cm−1 did not change significantly, indicating that the modifier and diatomite did not chemically bond. Compared with the original diatomite, the absorption peaks of –CH2 and –CH (except KH550) appeared at 2920 and 2850 cm−1, which indicated that the modifier was deposited on the surface of diatomite. Since the absorption peak of the Si–O bonds does not move, it does not generate chemical bonding and may only be physically adsorbed. After the modification of KH550 or Si69, the absorption peak of –OH (3430 cm−1) disappeared obviously, it indicated that the modifier generates chemical bonding with –OH on the surface of diatomite, and KH590 still retained absorption peak of –OH at 3430 cm−1, so the Si69 and KH550 have modified results.
IR spectra of the modified diatomite.
Particle size analysis of diatomite
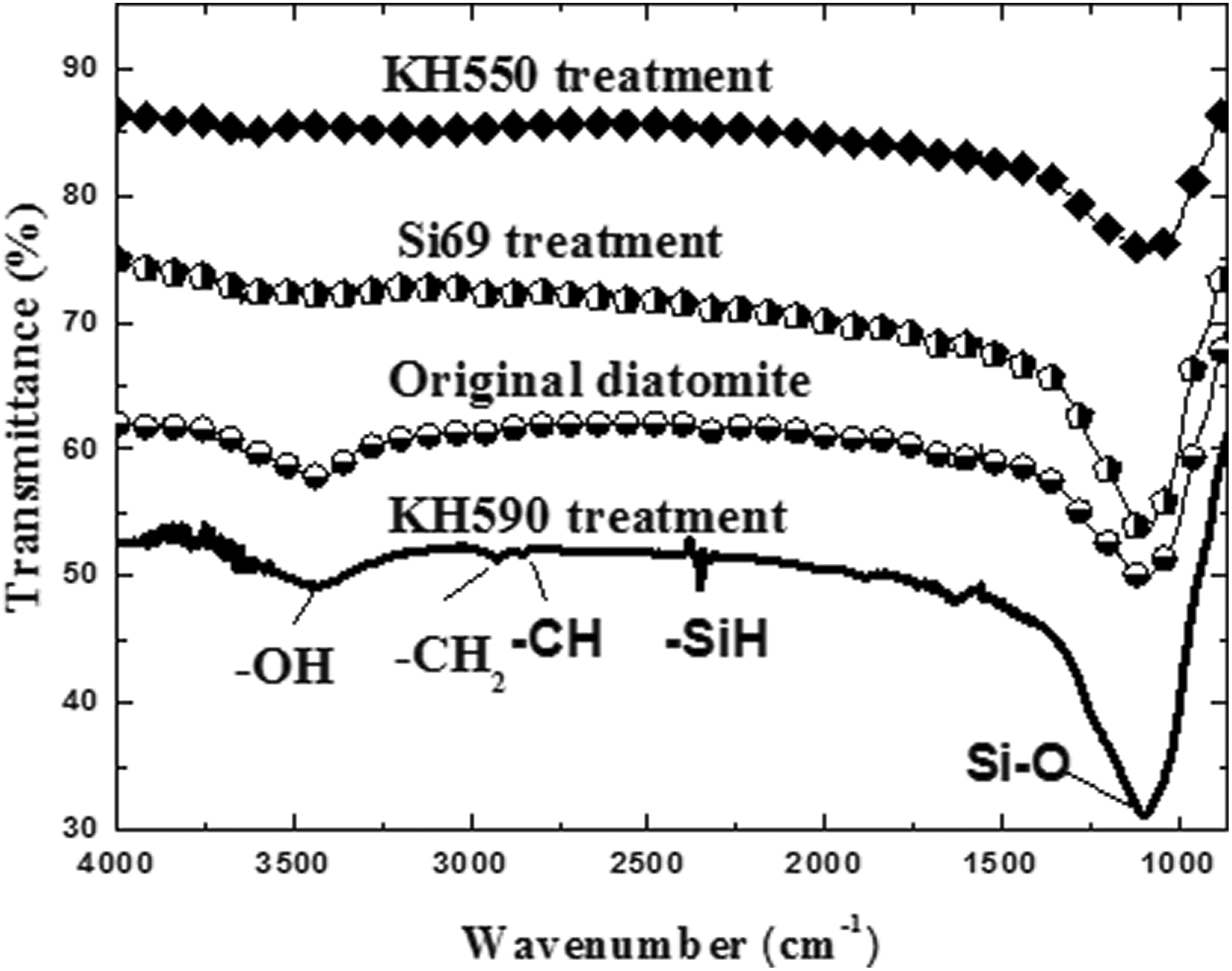
For particle-reinforced composites, the smaller the particle size is, the better the reinforcing effect. The particle size distribution of diatomite can be seen in Figure 3, no modification is from 2100 nm to 3400 nm, in which 90% is distributed at 2880 nm, and its distribution range is wide. However, the particle size distribution of the KH550-modified diatomite is also narrow, which is from 800 nm to 2100 nm, and 90% is about 1350 nm. the particle size distribution of the KH590-modified diatomite is wider, which is from 1250 nm to 3200 nm, and 90% is about 1900 nm, the particle size distribution of the Si69-modified diatomite is narrow, which is from 520 nm to 1200 nm, and 90% is about 925 nm. So the modification result of Si69-modified diatomite is the best.
Particle distribution of diatomite before and after modification.
Properties of diatomite/rubber nanocomposites
Curing characteristic parameters of diatomite/rubber nanocomposites
The scorching time (T 10) of various rubbers filled with diatomite have little difference as such showed in Table 2, the curing time (T 90) of FKM, NR, ACM, and EPDM is longer because the molecular weight of NR, ACM, EPDM, and FKM is larger, which is not easy to cure. The maximum torque (M H) of NR, FKM, ACM, and EPDM is larger because the cross-linking density of NR, FKM, ACM, and EPDM increases by adding modified diatomite. The ideal rubber vulcanization needs to meet the T 10 for a long enough time to fully ensure the safety of production and processing, the T 90 is short, and the production efficiency is improved, maximum torque (M H)− minimum torque (M L) is as small as possible. So the diatomite is more suitable for FKM, ACM, and EPDM.
Curing characteristic parameters of diatomite/rubber nanocomposites.
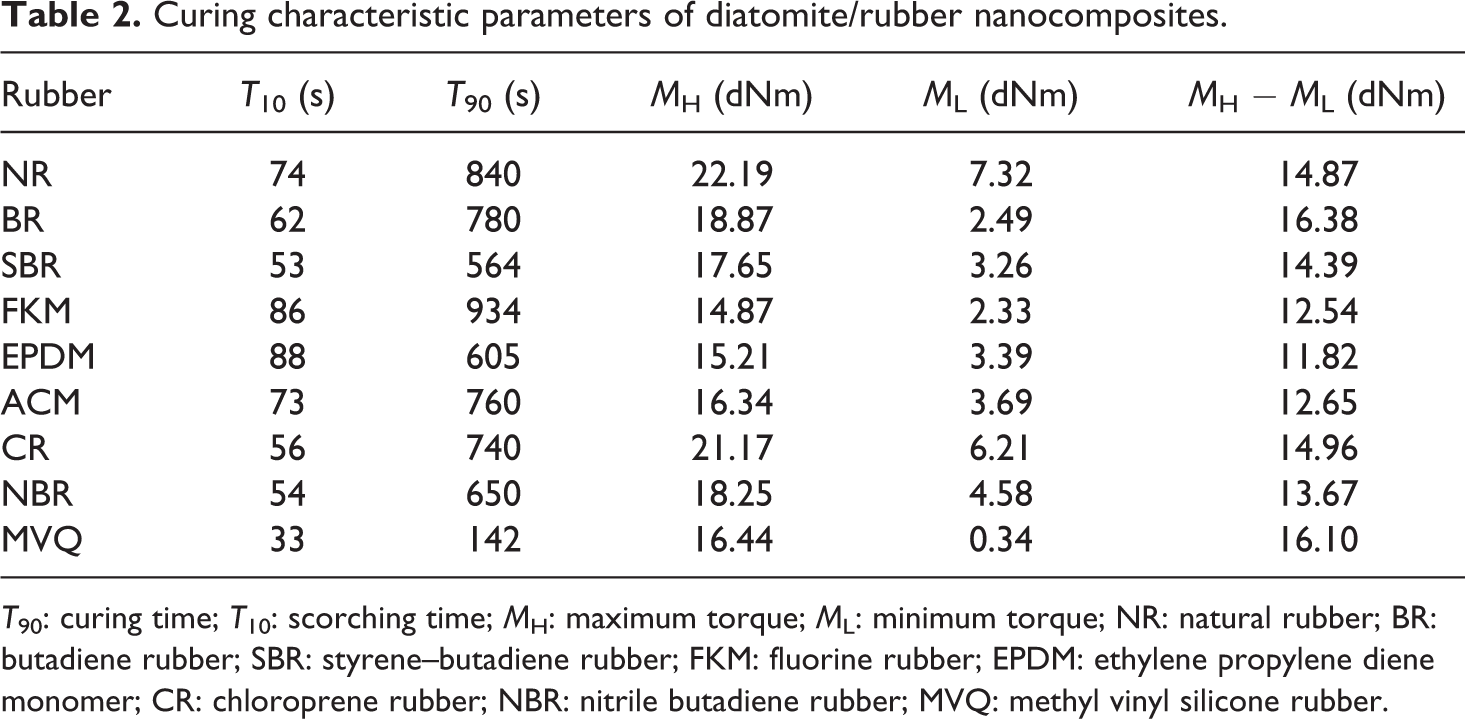
T 90: curing time; T 10: scorching time; M H: maximum torque; M L: minimum torque; NR: natural rubber; BR: butadiene rubber; SBR: styrene–butadiene rubber; FKM: fluorine rubber; EPDM: ethylene propylene diene monomer; CR: chloroprene rubber; NBR: nitrile butadiene rubber; MVQ: methyl vinyl silicone rubber.
Effect of modifier on the mechanical properties of diatomite/rubber nanocomposites
The effects of different modifiers (KH550, KH590, and Si69) on the mechanical properties of diatomite/rubber nanocomposites were investigated in Table 3. Compared with the samples without modifiers, the tensile strength of the modified diatomite/rubber nanocomposites increased significantly, and the elongation at break and hardness (except modified with Si69) did not change much and wear reduced, it indicates wear resistance increase. Through the comparison of mechanical properties before and after heat aging, it can be found that the reinforced effect of Si69 on the mechanical properties of the nanocomposites is the best.
Effect of modifier on the mechanical properties of diatomite/rubber nanocomposites.
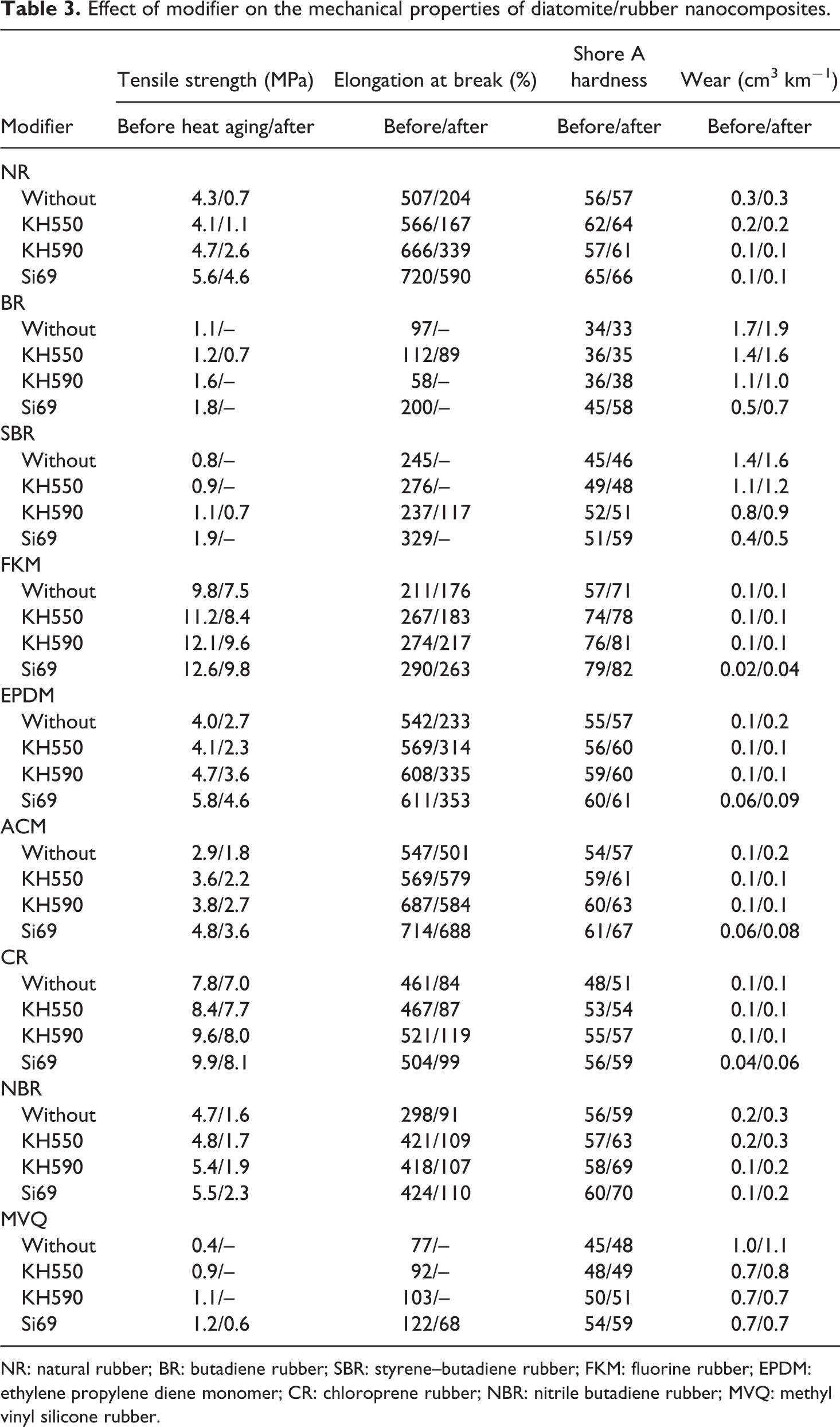
NR: natural rubber; BR: butadiene rubber; SBR: styrene–butadiene rubber; FKM: fluorine rubber; EPDM: ethylene propylene diene monomer; CR: chloroprene rubber; NBR: nitrile butadiene rubber; MVQ: methyl vinyl silicone rubber.
Effect of Si69 content on mechanical properties of diatomite/fluorine rubber nanocomposites
The abovementioned study found that the reinforced effect of diatomite with silane coupling agent Si69 was better than that without modifier and other modifiers, but the modifier content was not taken into account. Therefore, we studied the effect of Si69 content on the mechanical properties of diatomite/fluororubber nanocomposites (Figure 4). It can be seen that the mechanical properties are the best when Si69 content is 2.5 phr, it can be explained that the increase of free radicals is due to the decomposition of coupling agents when the content of coupling agents is less than 2.5 phr, the excess free radicals will have auto-agglutination and antagonize when the content of coupling agents is more than 2.5 phr.
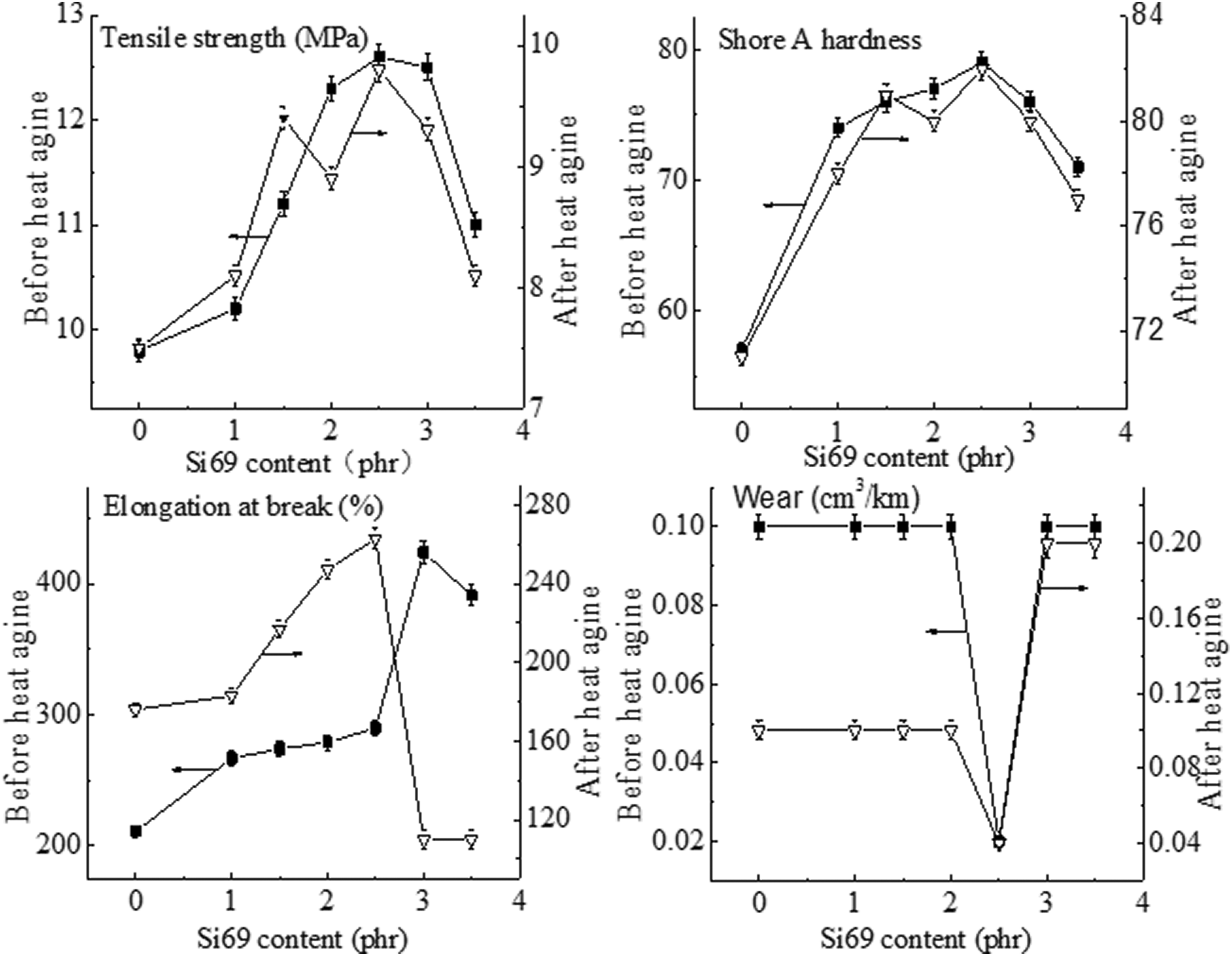
Effect of Si69 content on the mechanical properties of diatomite/fluorine rubber.
Effect of diatomite and silica on mechanical properties of various rubbers
The comparison between the mechanical properties of various rubber composites reinforced with silica (using Si69 as a treating agent) and 20 phr diatomite was investigated (Figure 5). We found that the reinforced effects of modified diatomite on the rubbers are not obvious except fluororubber. For some rubbers, the reinforcement was even not good as silica such as BR and SBR, and the mechanical properties were so poor that a little force can break them after heat aging, so there were no measured data. It was also found that diatomite had better reinforced effect on FKM, EPDM, and ACM, and FKM was the most obvious, it indicates that diatomite is the most suitable for reinforcing FKM. So the most suitable diatomite modifier for various rubber is Si69, and the addition amount of modifier is 2.5 phr and the diatomite content is 20 phr.
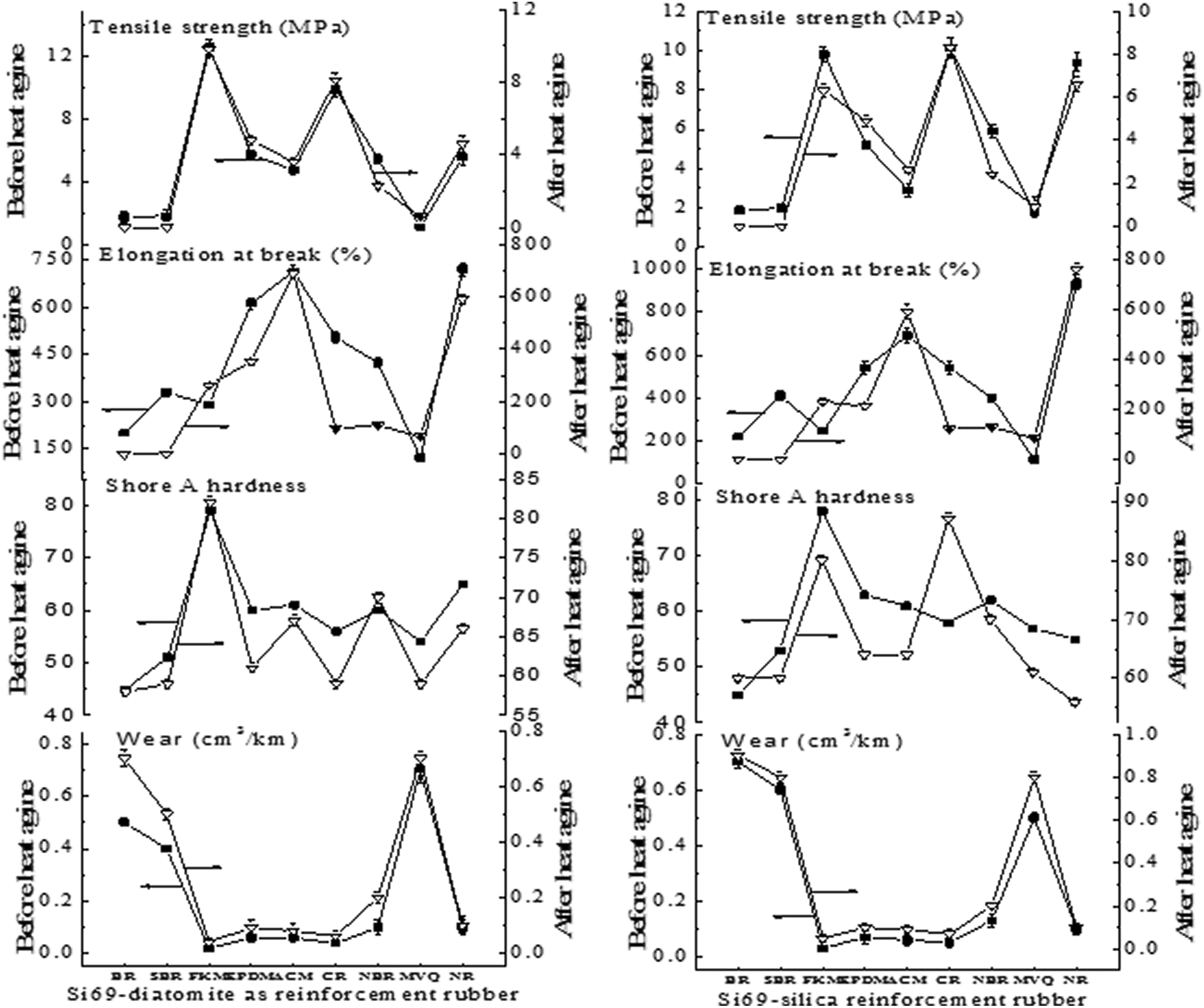
Effect of silica and diatomite on the mechanical properties of various rubbers.
SEM analysis of modified diatomite composites
It can be seen from Figure 6 that there is obvious uneven dispersion when modified diatomite mixed with NR, BR, SBR, MVQ, and NBR, the phenomenon of agglomeration and a large number of gaps appeared in the rubber matrix, and the surface of the specimen is serious roughness. However, for FKM, EPDM, ACM, and CR, the degree of agglomeration is small, the voids are reduced, and the section is relatively flat. It indicates that the modified diatomite is more easily compatible with FKM, EPDM, and ACM, so diatomite can be used to reinforce FKM, EPDM, and ACM, and it can not only reduce costs but also make rubber have excellent mechanical properties.
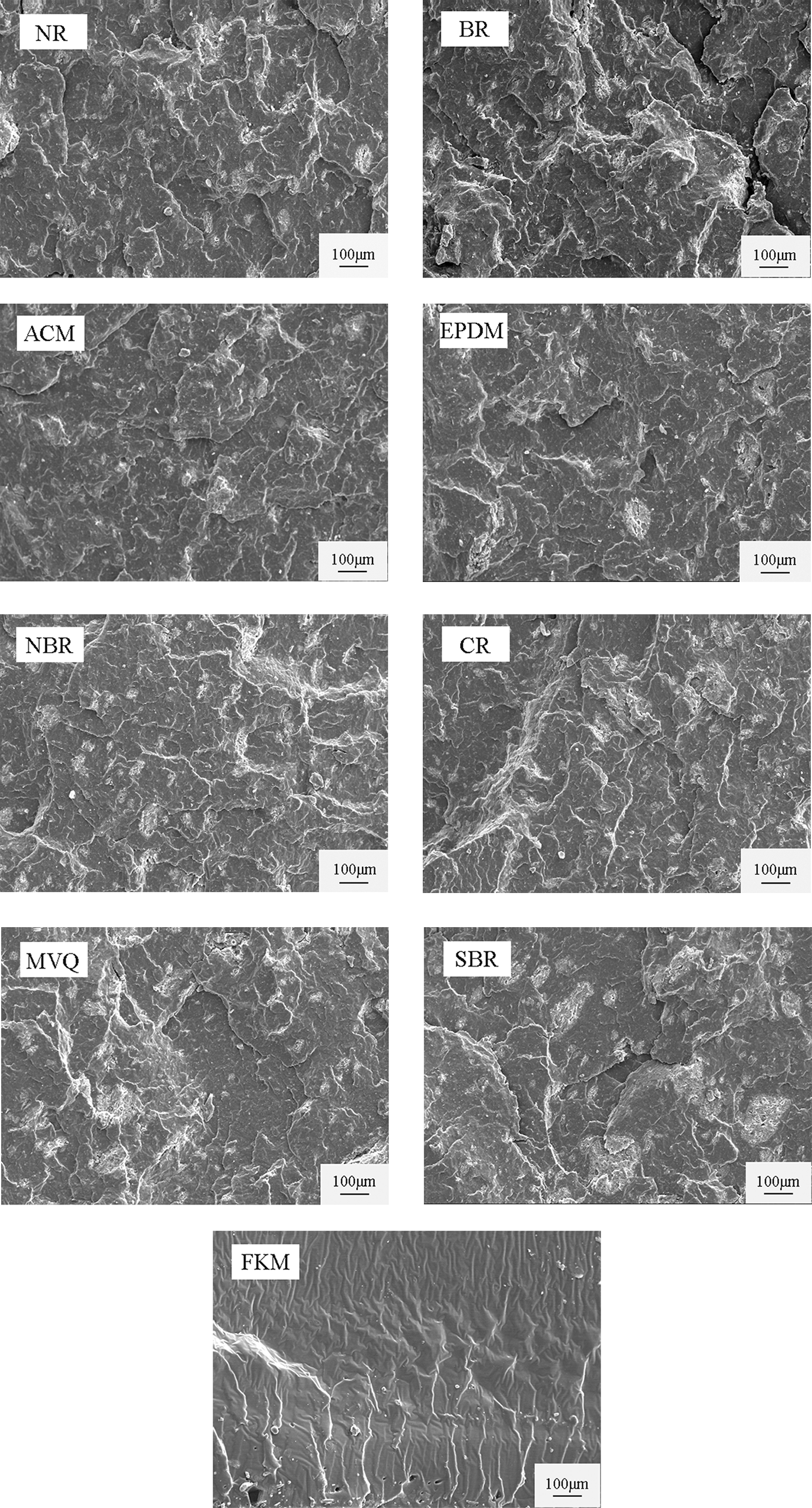
SEM photographs of different rubber composites reinforced by modified diatomite:
Conclusions
NR, SBR, BR, FKM, NBR, EPDM, MVQ, CR, and ACM composites modified and filled with diatomite were investigated. The surface modification of diatomite was studied by high temperature treatment and ultrasonic dispersion technique; in addition, the IR spectroscopy and particle size analysis of diatomite were carried out. The effect of various modifiers on the mechanical properties of diatomite-reinforced rubber nanocomposites was studied, and the obtained formula is that the most suitable diatomite modifier for various rubber is Si69, and the addition amount of modifier is 2.5 phr and the diatomite content is 20 phr. The curing characteristic parameters of diatomite/rubber nanocomposites were studied; the diatomite is more suitable for FKM, ACM, and EPDM. The diatomite has better reinforced effect on FKM, EPDM, and ACM than silica, FKM is the most prominent. The modified diatomite can be uniformly dispersed in the matrix of FKM, EPDM, and ACM, the compatibility is good, and the mechanical properties are excellent. Through this work, it is found that silica can be replaced by green and low-cost diatomite for the reinforcement or filling of FKM, EPDM, and ACM.