
Abstract
Ever since the development of lightweight polystyrene foam, the material has become an attractive single-use product packaging in various industries. Despite its high versatilities, post consumed polystyrene foam has very low rate of recycling due to the high cost during transportation and there is hardly any established economical recycling route. The purpose of this research is to investigate the potential of converting the polystyrene foam waste as raw material for producing wood plastic composite (WPC). In the present study, predefined formulation of recycled polystyrene (rPS), durian husk fiber (DHF) and processing aid Ultra-PlastTM WP516 were melt blended with the aid of Haake internal mixer. The homogenous mixtures were subsequently compression molded to form WPC. The effect of material compositions on tensile, thermal, and morphological properties of the rPS/DHF composite was highlighted. The results showed that tensile strength and modulus increase with fiber content, while elongation at break and thermal stability were decreased. With higher loading of Ultra-PlastTM WP516, both tensile and thermal properties decreased. This research found that WPC with optimum strength of 18.8 MPa can be produced from rPS having 60 parts per hundred resin (phr) of DHF and 0.5 phr of Ultra-PlastTM WP516, albeit the measured tensile strength is lower compared to commercial alternatives. The resulting WPC possess great potential in none high strength, structurally demanding application.
Introduction
With an ever increasing deforestation for wood around the world, researchers are constantly trying to come up with new ideas to derive wood-based alternative to fulfill the demand on this natural resource and save the future well-being of the nature earth. One of the proposed solutions to replace depleting natural wood is by creating wood plastic composites (WPC) made up of wood fiber and plastic material. 1 The market demand for WPC is growing rapidly with an increase of 1046.1 kilotons to an estimated 1728.9 kilotons from year 2014 to 2019 and making a compound growth rate of about 10.5%. 2 WPC is widely used as natural wood replacement in construction industry, especially in structural area (such as window fitting, door frame, and flooring panel) as well as non-structural area (for skirting board and wall trim). In addition, WPC is particularly suitable for non-structural applications as it offers similar strength but high modulus compared to commercial plastics. There are plenty of potential where WPC could improve its green credential and further expand its market share in non-structural applications. In this context, producers of WPC have started to integrate natural fiber produced from agricultural waste and recycled plastic materials into WPC. 3,4
Natural fiber exhibits numerous benefits as it is renewable, abundant, has low density, and cost-effective. 5 In addition, the agricultural industries produced significant volume of by-product that could be reused as a source of natural fiber, for examples, palm oil empty fruit bunch, husks fiber, coconut shells, and many other alternatives. 5 –10 In fact, manufacturers such as Seven Trust Co., Ltd. have developed their product lines of WPC with a variety of natural fibers, including coconut shell, rice husk, and rice straw. 10 This research aims to further explore alternative sources of natural fiber that can be harvested from agricultural waste, as it is found abundantly in Malaysia. Every durian fruit has 30–40% of flesh which can be consumed while the rest of the fruit such as the husks are discarded. 11 These parts make up for 60– 70% content of the fruit, are discarded, and usually end up in landfills or burnt, which in turn poses environmental issues. Back in 2016, 3800 metric tons of durian were produced in Malaysia alone and it is estimated that 2280–2660 metric tons of durian husk waste were produced. The production of durian was also estimated to reach 22,000 metric tons by year 2020, which indicates that a substantial amount of durian husk waste will be produced. 12 The major components of durian husk are lignin, cellulose, and hemicellulose, and those components are similar to natural wood. 13 In this regard, the durian husk fiber (DHF) can be used as natural fiber to produce WPC.
Polystyrene foam, also known as Styrofoam, is commonly used in many industries for packaging and storage purposes. Besides, polystyrene foam is cheap in production cost, lightweight, has high energy absorption properties and makes a good heat insulator. 14,15 Unfortunately, due to its high demand and production, it is reported that at least 1000 tons of polystyrene foam are being disposed into landfills and this causes environmental issues. Recycling rate for polystyrene is relatively low due to its size to weight ratio. Being made up of 98% of air, polystyrene foam takes up space with minimal weight and this causes difficulties in recycling due to high transportation costs. 16 –18 Hence, the development of new value-added WPC using DHF and recycled polystyrene (rPS) foam is investigated in the current study.
One of the main challenges in compounding WPC is dealing with the difficulty to control homogenous fiber dispersion and ensure good adhesion between fiber and plastic material. To improve the processibility of WPC compound, additives such as coupling agent, lubricant, and processing aid are typically added during the compounding process. The chosen processing aid, Ultra-PlastTM WP516, is a fatty acid amides compound produced by Performance Additives. This light brown pellets of processing aid has an amide reactive site capable of forming hydrogen bonds with hydroxyl group of the natural fiber, leading to a more homogenous mix of WPC. However, studies related to the effect of Ultra-PlastTM WP516 on WPC are yet to be reported in open literatures.
This research focused on producing WPC from rPS foam and DHF. This study investigated the effect of fiber and Ultra-PlastTM WP516 content on mechanical, thermal, and morphological properties of WPC.
Methodology
Materials
The polystyrene foam was retrieved from post consumed Styrofoam wastes used for protective packaging of electrical appliances. The durian husks were obtained from local durian retailers around the Petaling Jaya district in Malaysia. The processing aid Ultra-PlastTM WP516 was sponsored by Performance Additives Sdn Bhd (Selangor, Malaysia). The acetone that function as a solvent for the polystyrene foam was supplied by Evergreen Engineering & Resources (Selangor, Malaysia).
Preparation of rPS
The collected polystyrene foam waste was first processed into smaller crumbs and subsequently dissolved in acetone, where air from the foam can be removed during the dissolution process. The fully dissolved polystyrene foam was filtered and dried within an oven maintained at 70°C to remove acetone. The rPS was cut into smaller pieces and made ready for compounding process.
Preparation of DHF
Prior to cutting into smaller pieces, the collected durian husks were cleaned under running tap water to remove dirt and any contaminant. There small pieces of durian husk were subsequently dried within an oven maintained at 70°C. The dried durian husks were further ground into short fiber with the aid of mechanical grinder. The homogeneity of the DHF was controlled by passing through a sieve with a mesh size of 600 μm. The DHF was subjected to further drying to remove moisture before compounding take place.
Preparation of biocomposites
The rPS/DHF composite was prepared via melt blending process using a Haake Rheomix 600p internal mixer (Thermo Fisher Scientific Inc., Waltham, MA, USA). The operation temperature was set at 190°C and rotor speed of 80 r min−1. The composite was blended according to the formulation listed in Table 1. The composite compound was molded into sheet of 1 mm in thickness using a hot press machine (model: Moore, Taiwan). The molding temperature was similar to compounding process and the pressure was set at 100 kPa. The operating procedures are as follows: (i) preheat the compound for 4 min, (ii) fully compress the compound for 1 min, (iii) cool the specimen to temperature below 50°C, (iv) remove the composite sheet from mold. The composite sheet was cut into tensile specimen and the dimensions of tensile specimen were in accordance to ASTM D638 standards.
Formulation of rPS/DHF composite with and without Ultra-PlastTM WP516.
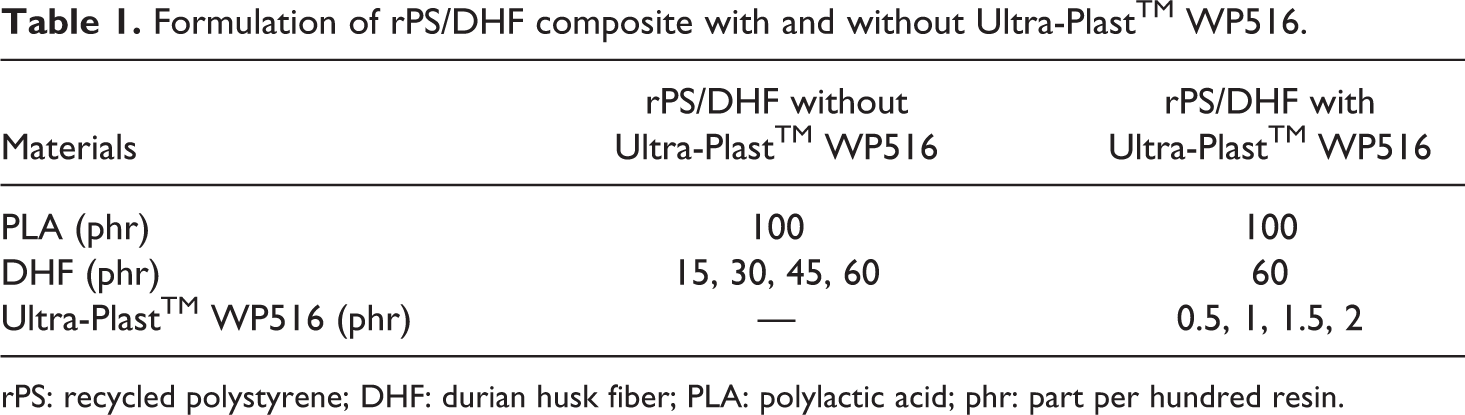
rPS: recycled polystyrene; DHF: durian husk fiber; PLA: polylactic acid; phr: part per hundred resin.
Testing and analysis
The tensile properties of the rPS/DHF composite were measured based on the ASTM D638 standards using an Instron universal testing machine (model 5596, Norwood, Massachusetts, USA). The crosshead speed was set at 5 mm min−1 and a 15 kN load cell was used to perform the test. A minimum of seven specimens were tested for each formulation. The tensile modulus and tensile strength of the composites were automatically analyzed.
The fracture specimens of rPS/DHF composites were examined using FEI Quanta 400F Field Emission Scanning Electron Microscope (FESEM, Thermo Fisher Scientific Inc., USA). Before examination, the fracture specimens were sputter coated with ultrathin layer of palladium to prevent charging of the specimen. The acceleration voltage was set at 10 keV.
The thermal properties of the composites were analyzed using thermogravimetric analysis (TGA). A Pyris Diamond TGA (brand: PerkinElmer, Shelton, CT, USA) was used to evaluate the thermal stability of the composite. The cut tiny pieces of specimen weighting 7 ± 2 mg were placed into an enclosed ceramic pan and heated from 30°C to 600°C at a heating rate of 10°C min−1. The entire process was carried out under nitrogen atmosphere where the nitrogen gas flow rate was set at 20 ml min−1.
Result and discussion
Tensile properties
Figure 1 shows the tensile strength of rPS/DHF composite with different content of DHF and Ultra-PlastTM WP516. The tensile strength of neat rPS was about 40% higher compared to the rPS/DHF composites with 60% DHF, measured at 26.4 MPa. The tensile strength of rPS/DHF composite has approximately 27% enhancement when the composition of DHF was increased from 15 parts per hundred resin (phr) to 60 phr. In discontinuous fiber-reinforced composites, the tensile strength is highly influenced by the fiber length and orientation, for example, higher aspect ratio has a much reduced end effect, which facilitates improved transfer of interfacial shear stress to tensile stress and provides better reinforcement. In the context of fiber orientation, fiber with orientation in direction parallel to the applied force would contribute to higher reinforcement and improve the tensile strength of the composite. 19 However, for composite with short fiber having subcritical length, full stress transfer (from shear to tensile stress) could not be established and hence the composite would normally fail at tensile strength much lower than the reinforcement. Furthermore, a homogenously dispersed short fiber composite has random fiber orientation within its bulk volume, an effect which could further reduce the efficacy of reinforcement. The DHF used in this work has relatively low aspect ratio (i.e. low fiber length/diameter), hence the addition of DHF caused reduction in tensile strength of the composite from Figure 1(b), the result revealed an approximately 10% increase in tensile strength of the rPS/DHF composite with the addition of 0.5 phr of Ultra-PlastTM WP516. However, further increases in the concentration of Ultra-PlastTM WP516 beyond 0.5 phr caused the tensile strength to gradually reduce. The enhanced tensile strength as observed in 0.5 phr Ultra-PlastTM WP516 can be attributed to the fatty acid amide components of the processing aid whereby the amide group possesses reactive head that can form hydrogen bonding with hydroxyl group of the fiber and its fatty acid alkyl tail offers oleophilic properties to enhance homogeneity of fiber dispersion, as shown in Figure 2. The composite without any additive has much poorer interfacial bonding as the rPS matrix and DHF were incompatible, as illustrated in Figure 3(a). With the addition of 0.5 phr of Ultra-PlastTM WP516, the fatty acid amide component tends to partially cover the fiber surface, leading to a better wetting of rPS matrix on the surface of DHF surface, Figure 3(b). In contrast, excessive Ultra-PlastTM WP516 content above 0.5 phr resulted in the fiber surface being fully covered by the fatty acid amide component and hardly wetted by the rPS matrix. Thus, poor interfacial bonding between fiber and matrix at higher Ultra-PlastTM WP516 and the low tensile strength. Similar observation was reported by Chun and Husseinsyah. 20
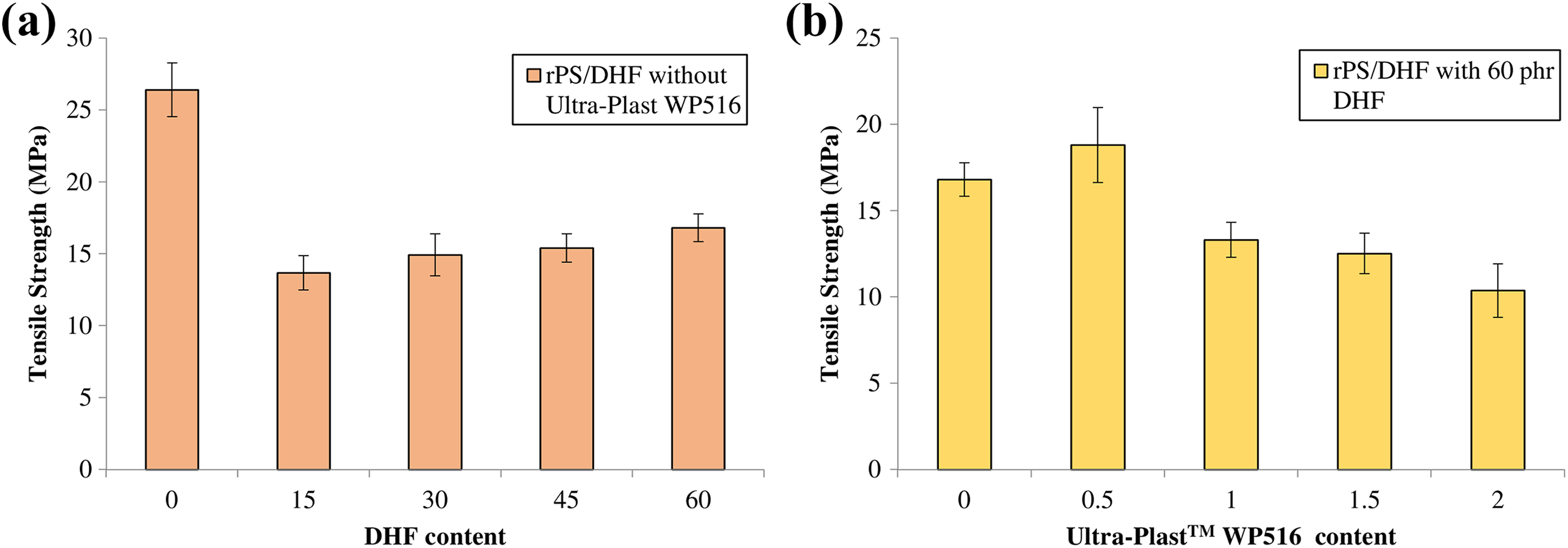
Tensile strength of rPS/DHF composite with (a) different fiber content and (b) Ultra-PlastTM WP516 content.
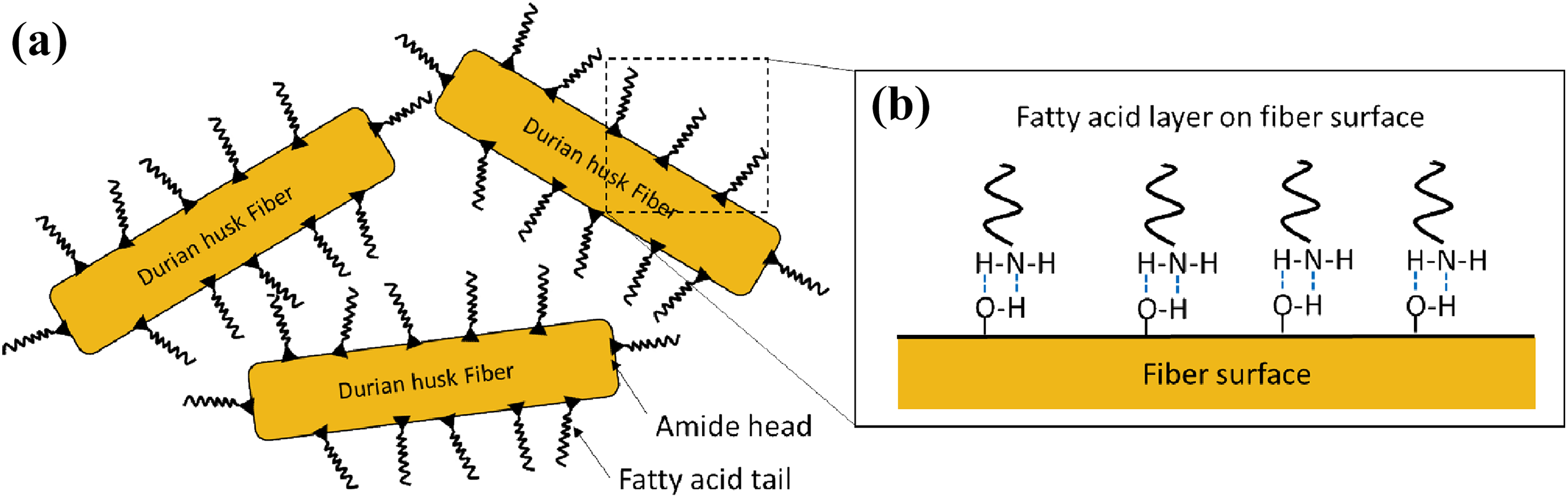
(a) Ultra-PlastTM WP516 formed a fatty acid layer on fiber surface and (b) it attached on fiber surface via hydrogen bonding.
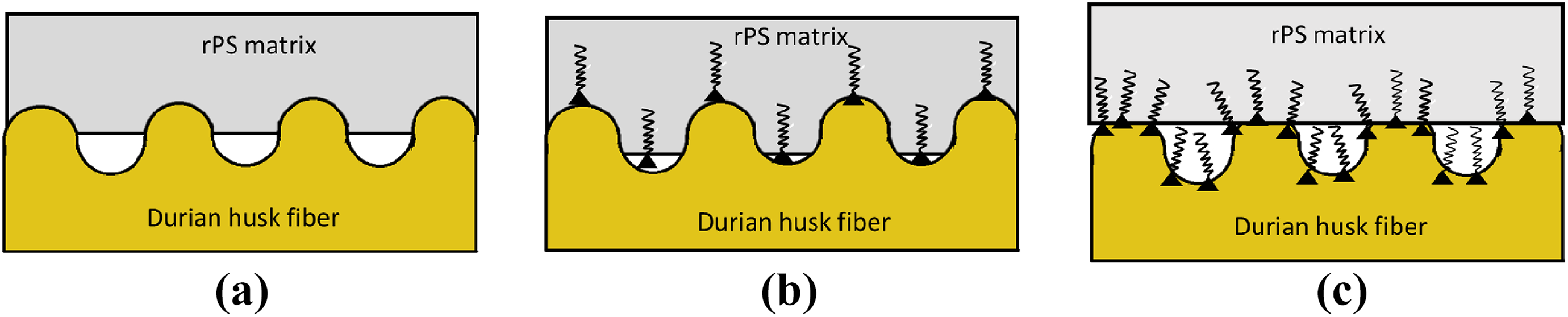
Different idealized wettability and adhesion between of rPS matrix on DHF surface at various Ultra-PlastTM WP516 content. (a) rPS matrix slightly wetted the fiber surface and formed a poor adhesion; (b) added with 0.5 phr of Ultra-PlastTM WP516, fiber surface is partially wetted by fatty acid, and rPS matrix is also better in wetting the fiber to form stronger adhesion; (c) added with 2 phr of Ultra-PlastTM WP516, fiber surface is completely covered by fatty acid, and rPS matrix is unable to wet the fiber surface and have poor adhesion with fiber.
Figure 4(a) shows the tensile modulus of neat rPS and rPS/DHF composites with 15–60 phr content of DHF. It can be seen that the neat rPS has lowest tensile modulus measured at 1.8 GPa. The rPS/DHF composites with 60 phr recorded the highest tensile modulus, stood at approximately 32% greater than the neat rPS. Overall, the tensile modulus of rPS/DHF composites follow an increasing trend, whereby a rise of nearly 30% in tensile modulus can be observed when DHF content was increased from 15 phr to 60 phr. In general, natural fibers are known to have higher modulus compared to conventional thermoplastic. Thus, the inclusion of natural fiber with greater stiffness tend to produce higher modulus which is commonly observed in composite materials. 21 Besides that, the addition of DHF also restricts chain mobility of the rPS matrix, owing to the presence of friction at the interface region between the DHF and rPS matrix. Hence higher content of DHF tends to increase the stiffness of the composite. The tensile modulus with varying concentration of Ultra-PlastTM WP516 is depicted in Figure 4(b). The results demonstrated that rPS/DHF with 0.5 phr of Ultra-PlastTM WP516 produced the highest tensile modulus, measured at 3.1 GPa. This observation is similar to that of the tensile strength where composite with low content of Ultra-PlastTM WP516 could impose much better interfacial bonding to aid the stress transfer at interfacial region and improve the modulus of the composites. However, the modulus of composites reduces when the content of Ultra-PlastTM WP516 was further increased beyond 0.5 phr, which could be attributed to the oleophilic properties of the Alkyl tail that acts as a lubrication layer between the interface of DHF and rPS. Other researchers have reported similar observation in composite added with different type of fatty acid compound. 22,23
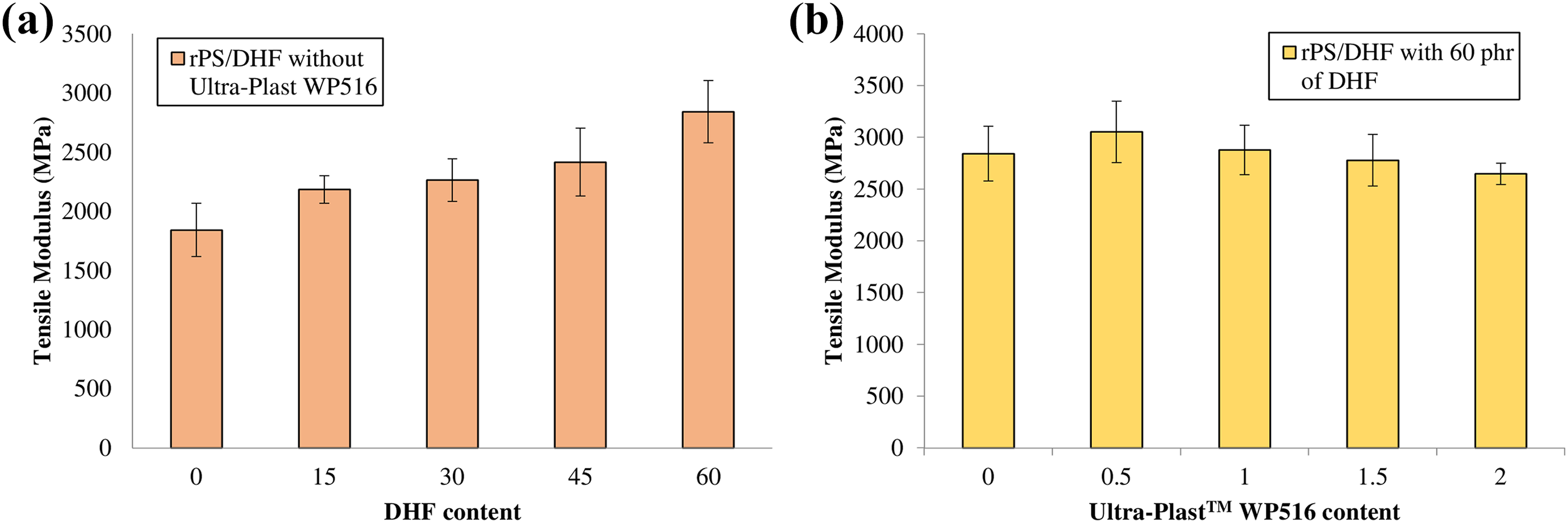
Tensile module of rPS/DHF composite with (a) different fiber content and (b) Ultra-PlastTM WP516 content.
Morphological properties
Figure 5(a) and (b) displays SEM micrographs taken at the fracture surface specimen of rPS/DHF composites with 30 and 60 phr of fiber content, respectively. The results revealed the presence of small gap between the fiber and rPS matrix, suggesting imperfect interfacial adhesion between rPS and DHF. However, there isn’t any fiber pullout across the fracture surface and fractured fibers remain embedded within the rPS matrix indicating that DHF is capable of providing reinforcement to the composite. This observation supports the finding in tensile properties of the composite discussed in earlier section. The SEM micrographs of fracture specimens of the rPS/DHF composites with 0.5 and 2 phr content of Ultra-PlastTM WP516 are shown in Figure 6(a) and (b), respectively. It can be observed in Figure 6(a) that there are negligible gaps at the interface region, which provide evidence of the improved interfacial adhesion with 0.5 phr of Ultra-PlastTM WP516 and hence the greater tensile strength and modulus. In contrast, larger gaps and numerous holes were found in rPS/DHF composite with 2 phr Ultra-PlastTM WP516 signifying the existence of lubrication effects which in turn cause poor adhesion between the fiber and matrix with excessive amount of Ultra-PlastTM WP516. From Figure 6(b), the observed ductile tearing region (highlighted using circle) could be due to the lubricating effect of the Ultra-PlastTM WP516.
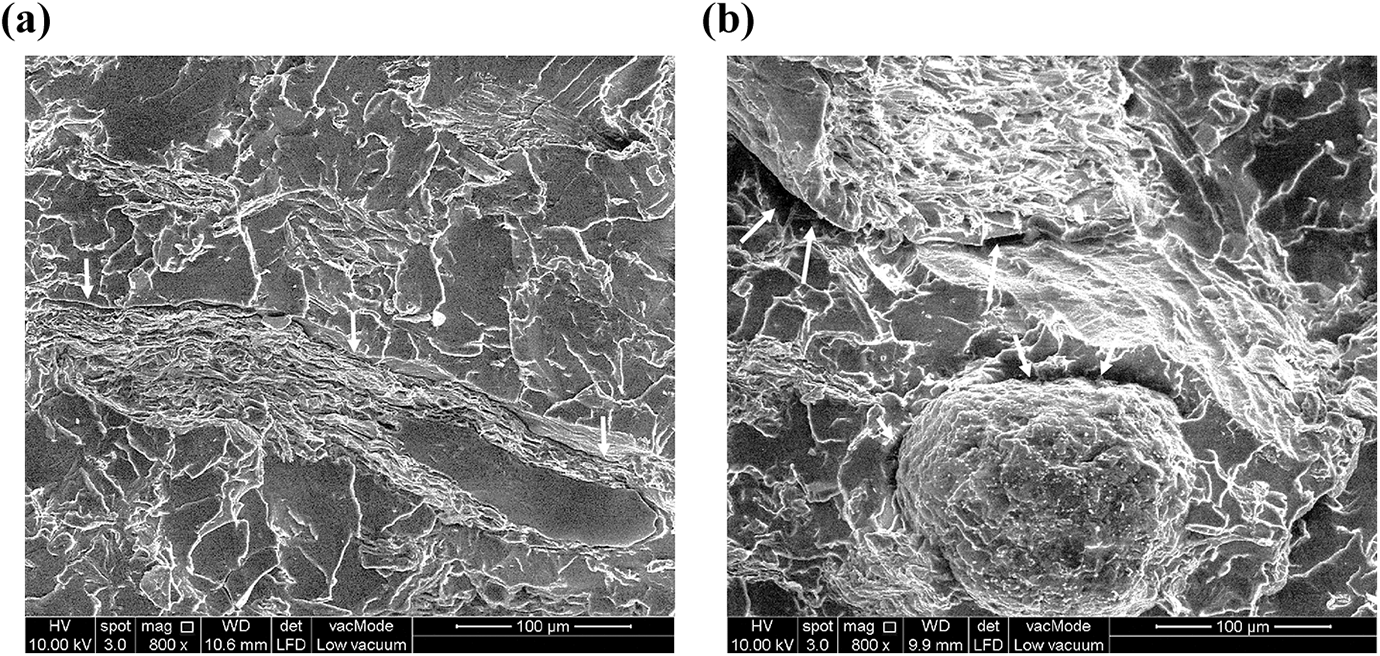
SEM micrographs of rPS/DHF composite with (a) 30 phr and (b) 60 phr of fiber content.
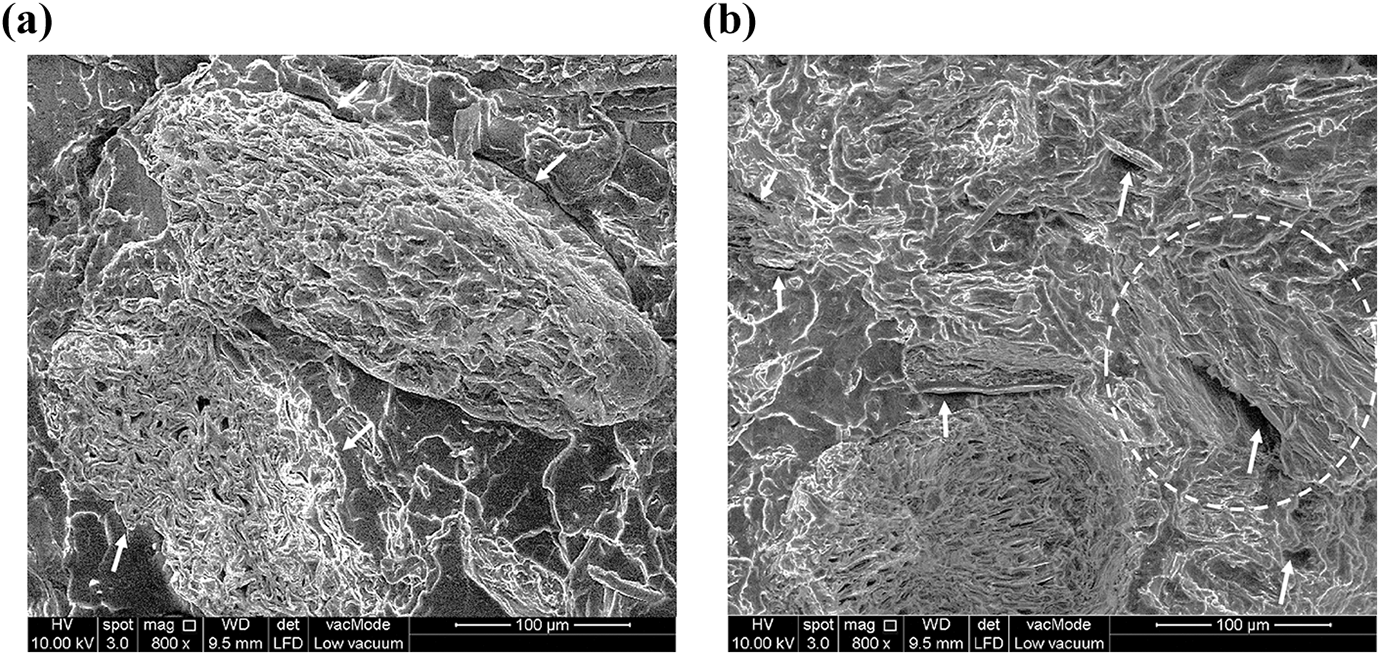
SEM micrographs of rPS/DHF composite with (a) 0.5 phr and (b) 2 phr of Ultra-PlastTM WP516 content.
Thermal properties
The TGA curves of DHF, rPS, and rPS/DHF composites at predefined fiber content are displayed in Figure 7(a). The data obtained from the TGA analysis are listed in Table 2. From the results, it can be shown that the DHF had lower thermal stability compared to rPS. At temperature approaching 100°C, the DHF experienced much higher weight loss which attributed to the evaporation of moisture and volatile compound from the DHF. With further increase in temperature up to 400°C, DHF consistently displayed highest weight loss, which could be related to degradation of hemicelluloses (degradation temperature ranging from 150°C to 250°C), followed by lignin and cellulose (degradation temperature ranging from 350°C to 450°C). 24 It is worthwhile to note that degradation of lignin and cellulose yield high amount of char residue at 600°C, thus, the total weight loss of DHF shows only 77.3%, and the remaining 22.7% being the char residue. At temperature range of 100°C–400°C, the rPS/DHF composites show greater weight loss compared to the neat rPS. This could be due to the addition of DHF which experiences thermal degradation of volatile compound and hemicellulose. On the other hand, the weight loss of the composite at 600°C was observed to be lower compared to the neat rPS and the weight loss decreased with higher DHF content. This reduction in weight loss of the composite was mainly due to the char formation of lignin and cellulose in DHF. WPC usually has a lower thermal stability compared to virgin plastic material and similar observation was also found by many others researchers. 25 –27
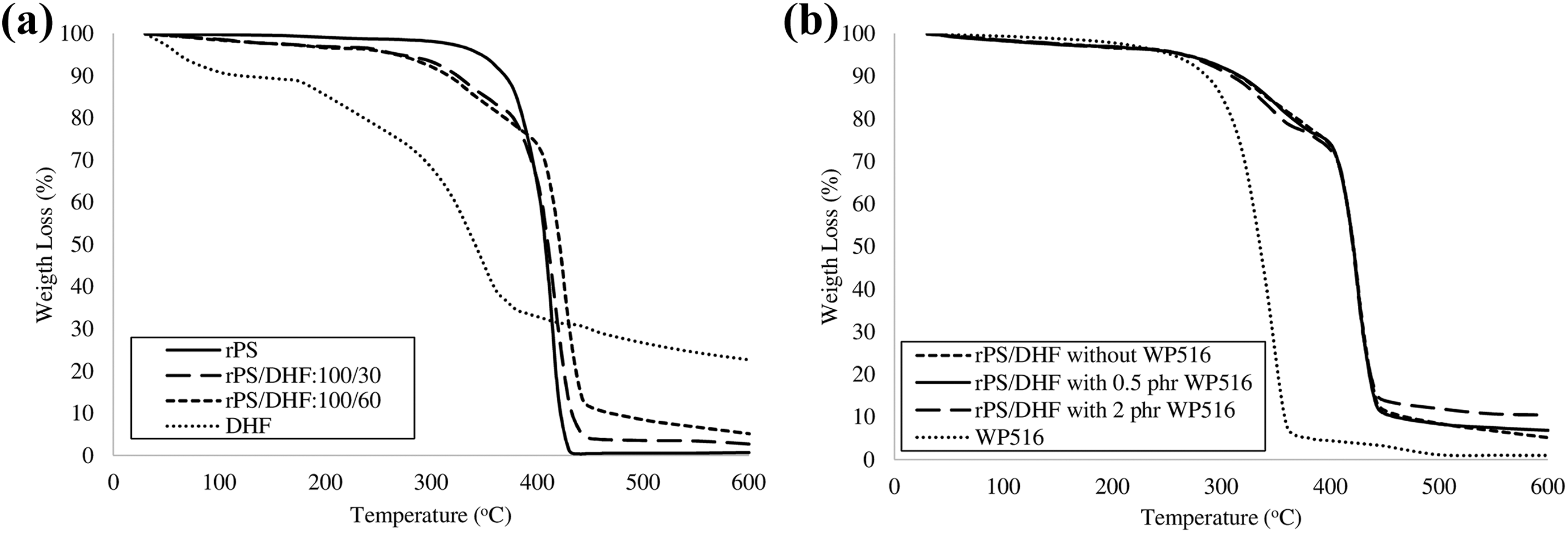
TGA curves rPS/DHF composites (a) without and (b) with Ultra-PlastTM WP516.
TGA data of rPS/DHF composite with and without Ultra-PlastTM WP516.
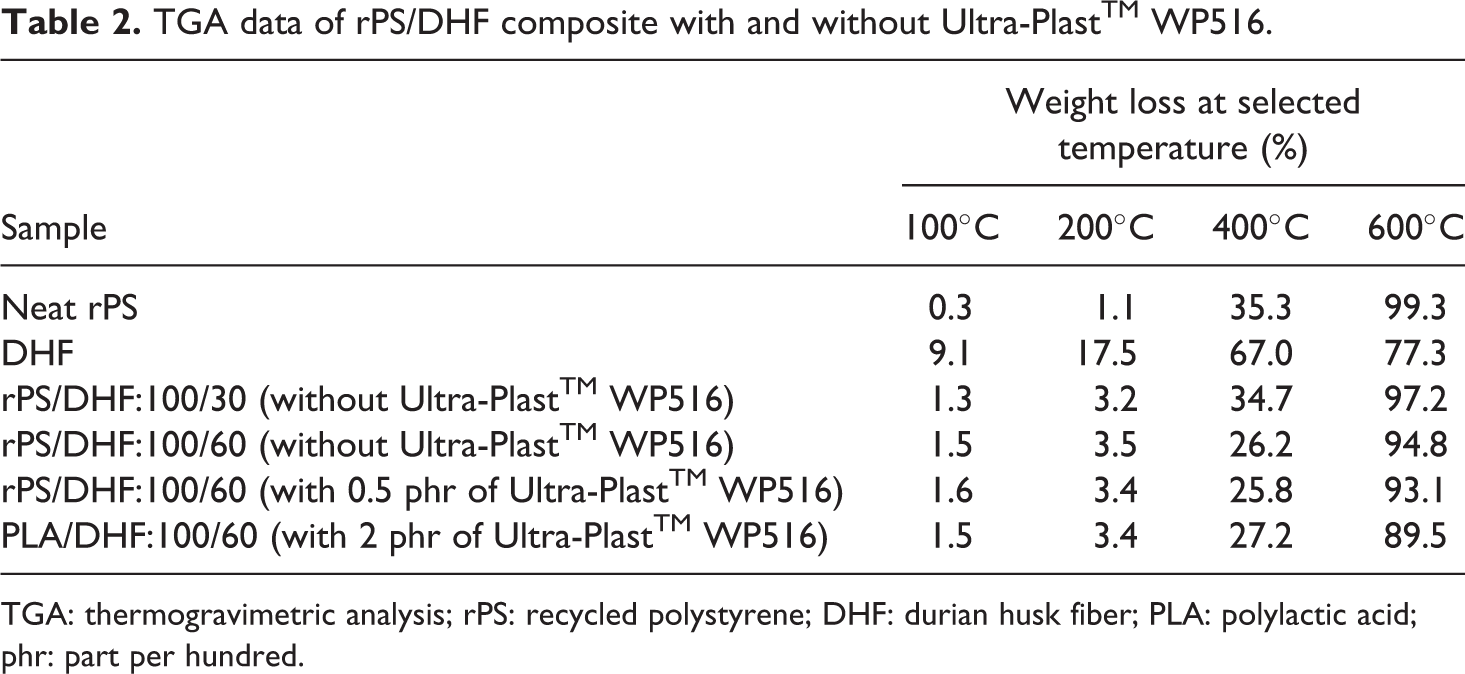
TGA: thermogravimetric analysis; rPS: recycled polystyrene; DHF: durian husk fiber; PLA: polylactic acid; phr: part per hundred.
Figure 7(b) shows the TGA curves of neat rPS and rPS/DHF composite with different content of Ultra-PlastTM WP516. It can be observed from Figure 7(b) that the thermal stability of Ultra-PlastTM WP516 was lower compared to rPS/DHF composite as the processing aid begin to degrade at temperature above 250°C. At temperature range of 100°C–400°C, the thermal stability of rPS/DHF composites was not significantly influenced by the differences in Ultra-PlastTM WP516 content. At 600°C, the weight loss of composites reduced with higher Ultra-PlastTM XP516 content. The Ultra-PlastTM WP516 contains mainly fatty acid amine and the addition of fatty acid amine compound contributed to char formation. Similar phenomenon was also found by Chun et al., 9,28 where the authors reported that the addition of fatty acid amine led to higher char residue on cocoa pod husk-filled polypropylene composite.
Conclusion
The rPS/DHF composites have lower tensile strength but higher tensile modulus compared to neat rPS. Increases in DHF content also increased the tensile strength and modulus of the rPS/DHF composites. However, the thermal stability reduced due to premature thermal degradation caused by the presence of volatile compound and hemicellulose in the DHF. Optimum loading of Ultra-PlastTM WP516 was 0.5 phr. The rPS/DHF composites with 60 phr of DHF achieved highest tensile strength of 18.8 MPa and tensile modulus of 3.1 GPa when added with 0.5 phr of Ultra-PlastTM WP516. The tensile strength and modulus of composite were further reduced when loading of Ultra-PlastTM WP516 is beyond 0.5 phr. The addition of Ultra-PlastTM WP516 did not contribute to any significant improvement in thermal stability of the composite. However, the composite yields higher char residue with higher concentration of Ultra-PlastTM WP516. The rPS/DHF composites show great potential to be utilized in non-structural applications.
Footnotes
Acknowledgement
The authors would like to acknowledge Performance Additives Sdn. Bhd. (Malaysia) for providing the processing aid for this research.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.