
Abstract
In the present work, polypropylene (PP)- and polyethylene (PE)-based composites were cured using microwave energy with 15% weight percentage of jute and kenaf fibres. The detailed mechanism of microwave curing of the composites has been discussed with suitable illustrations. The mechanical characterization of the microwave-cured composites was carried out using various tests. The scanning electron microscope (SEM) fractographs were used to study the mechanisms of failure. The ultimate tensile strength of various microwave-cured composites was in the range of 44–50 MPa. The interlaminar shear strength of the PP-based composites was 62% higher than the PE-based composites. The impact energy of the microwave-cured composites was in the range of 18–24 kJ. The mechanical performance of the microwave-cured composites was comparable to the composites obtained through traditional manufacturing routes.
Introduction
Over the past two decades, there has been a renewed interest in the use of natural fibre–reinforced composites in applications ranging from aerospace, automotive applications, construction material, sports equipment to consumer goods. 1,2 The two principle drivers for this renewed interest are environment and cost. Ecological concerns such as recyclability and environmental safety have been stimulating research in clean and energy-efficient manufacturing processes for natural fibre–reinforced composites. 3 The recent obvious choices for materials are biological origin fibres and recyclable polymers to emulate the natural cycle of material use. Thermoplastic-based natural fibre–reinforced composites offer advantages like biodegradability, reduction in greenhouse emissions, availability of variety of fibres, job creation in rural areas, low energy utilization and consumption and low cost. 4,5 Presently, in India, more than 400 million tons of natural fibres are used in various applications ranging from infrastructural to traditional applications such as ropes, nets, brushes, textiles and so on. 6,7
Improving the manufacturing technology is the greatest challenge in the field of composites. 8 At present, the composite manufacturing industry is looking for a cost-effective environmentally sustainable manufacturing process that yields improved mechanical properties. The energy costs most relevant to composite manufacturers are the electricity costs. Traditionally, composites materials are manufactured using the conventional curing technologies in which the heat is transferred from the electrical resistance coils to the material via conventional modes of heat transfer. Issues like non-uniform temperature distribution, poor curing efficiency, generation of the in-process scarp, long process cycle and high energy consumption and cost make traditional manufacturing route a difficult choice to select. 9 Recently, microwave material processing has emerged as a promising manufacturing route for sintering, joining, cladding and casting for a wide variety of materials. 10 In case of microwave heating, the material to be processed is heated due to the direct energy transfer to it through dielectric heating on the volumetric scale. Volumetric heating of the material being processed results in short cycle times, improved material properties and energy savings. Furthermore, it is also known that microwaves can accelerate the curing rates of polymers at a frequency of 2.45 GHz. 11
Nightingale and Day studied the flexural and interlaminar shear strength (ILSS) of carbon fibre/epoxy composites cured thermally and using microwave radiation. 12 Mechanical properties of the microwave cured specimens were observed to better than the autoclave-cured specimens. Zhou and Hawley applied microwaves to bond polymer composites with an epoxy-based adhesive. 13 It was observed that microwaves reduced the bonding time dramatically due to faster curing of the adhesives. Mooteri reported enhanced mechanical properties of microwave-cured glass fibre–reinforced composites with a significant reduction in process cycle time. 14 Rao et al. compared the tensile and ILSS of the microwave-cured glass–epoxy composites to the thermally cured specimens. 15 They reported that the properties of the microwave-cured specimens were either comparable or superior to the thermally cured specimens. A substantial saving in the form of cycle time and energy was also observed due to the uniform heating characteristics of the microwave energy. Siggrica and Hawley investigated the thermal, morphological and electrical characterization of microwave-processed natural fibre composites. 16 They observed that microwave-cured specimens got cured faster than the specimens cured in a convection oven. Microwave energy was also used to cure polypropylene (PP) and ethylene vinyl acetate–based natural fibre composites. 17 The reported results suggest that microwave energy could be a feasible, environmental friendly option for curing of natural fibre-based thermoplastic composites. Vikas and Sudheer investigated the impact behaviour of the basal fibre–reinforced furan composites cured via the thermal and microwave curing route. 18 The microwave-cured composites exhibited improved performance in terms of various parameters such as ILSS, maximum load, penetration threshold and so on. Kwak et al. studied the effect of penetration depth while microwave curing carbon–epoxy composites. 19 The results suggested that the correct hardware and operating procedure is required for the production of parts with consistent quality. Li et al. extended microwave curing of carbon fibre–reinforced composites for aerospace applications via a cyclic heating and cooling methodology. 9 The cure-induced residual strains were significantly reduced with the proposed methodology.
Natural fibres have a relatively low decomposition temperature point compared to carbon or glass fibres. Microwave energy is known for its fast heating rates and improved properties of the processed products. Therefore, the present work has been attempted to optimize the process parameters for microwave curing of the natural fibre–reinforced composite. In the present work, kenaf and jute were used as the fibres to develop composites with 15 wt% reinforcement in PP and polyethylene (PE) matrix. The microwave-cured composites were characterized for their phases, crystallinity index (CI) percentage and mechanical performance using various techniques.
Experimental procedure
Materials
In the present work, homopolymerized pellets of polypropylene (PP HOMO-H110MA) and polyethylene (HDPE-50MA180) were supplied by Reliance Chemicals, Mumbai, India. Jute and kenaf fibre mats were sourced from Go Green Products, Chennai, India.
Fibre treatment
The fibre mats were washed with distilled water (at 60°C) and hot dried to remove pith and dirt off the fibre surface. The surface of the natural fibres is hydrophilic in nature. To minimize the hydrophilic tendency of the natural fibres, they were treated in an alkaline (sodium hydroxide (NaOH)) environment. The surface treatment of the fibres is also necessary for improved wettability (adhesion) between the fibre and the matrix. Improved adhesion between the fibre and matrix material is helpful for effective load transfer from the matrix to the fibre. Fibre mats were cut in sizes of 9 cm × 2.5 cm and were soaked in 10 wt% NaOH solution for 4 h in ambient conditions. The soaked fibre mats were washed with running tap water to remove any traces of alkali. The detection of alkali was done using a litmus paper test. The alkali-treated fibres were then further hot dried in an oven for 12 h at 60°C to remove any traces of moisture. Fourier transform infrared (FTIR) spectroscopy (Make: Agilent Technologies, Germany; Model: K8002AA carry 660 FTIR) was obtained for both alkaline-treated fibres and untreated fibres in the wave number range of 400–4000 cm−1. Presence of unaffected cellulose was observed in FTIR results that could increase the mechanical performance of the microwave-cured composites.
Composite fabrication
Polymer composites come in the category of mixed microwave absorbing materials as absorption of microwave energy is dependent on the dielectric properties of the matrix as well as reinforcements. 10 Figure 1(a) shows the time–temperature profile of kenaf fibre, jute fibre, PP pellets and PE pellets obtained by microwave heating. From Figure 1(a), it is clear that the microwave heating of jute and kenaf fibre is faster as compared to the PP and PE pellets. The reason behind this is the dielectric constant of natural fibre is in the range of 3–6, whereas for the PP and PE pellets, the dielectric constant is 2.26–2.4. 20 As the dielectric constant of the material increases, the microwave absorption capacity of the material will increase. Therefore, the jute and kenaf fibre shows higher slope on the time–temperature graph as compared to the PP and PE pellets. The basic principle of the mechanism of microwave absorption in polymer composites is due to the reorientation of the dipoles in the imposed electromagnetic filed field as shown in Figure 1(b). Figure 1(b) depicts natural fibre as a microwave absorber. The microwave absorbed in natural fibre gets converted into heat due to resistant occurred during dipole moment within the fibre. This heat conducted into the PP and PE matrixes, and finally, the composite gets cured.
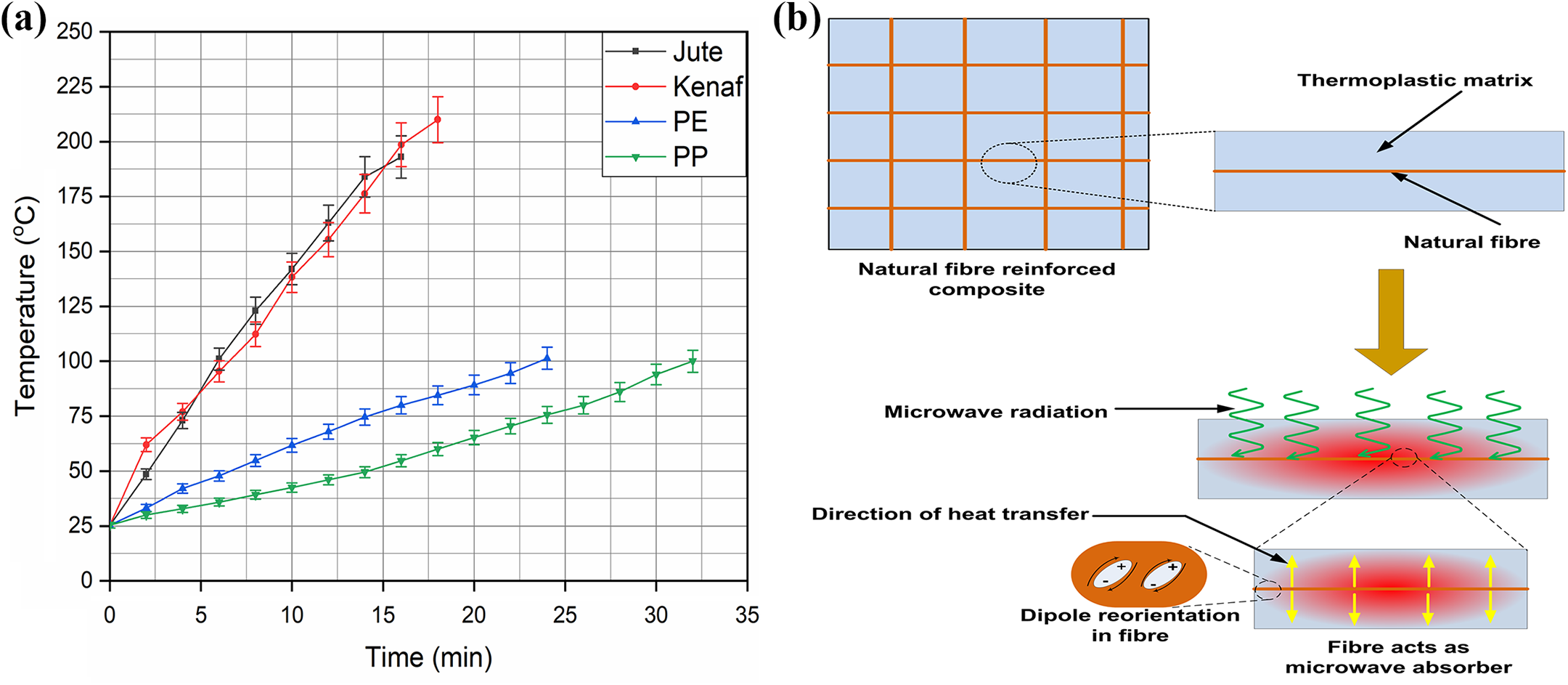
Schematic of (a) time–temperature profile of microwave heating for jute, kenaf, PE and PP and (b) mechanism of microwave curing of natural fibre–reinforced polymer composites.
Pre-weighed pellets of PP and PE were cured in an alumina mould while exposing them to microwave irradiation to prepare the polymer sheets of size 90 × 25 × 1 mm3. Great care was exercised to prepare the polymer sheets to avoid the formation of micropores ensuring maximum process efficiency, minimal scrap and smooth surface finish that is necessary for the curing of the polymer composites. A multimode industrial microwave applicator (Make: VB ceramics, Chennai; Model: 700 DEG °C Premium) with a maximum output power of 1.1 kW was used to cure the natural fibre composites in an alumina mould of size 90 × 25 × 2.2 mm3. Alumina was used as a mould material, owing to its microwave transparent characteristics, chemical inertness and excellent surface finish. 21 The alumina mould was stacked with alternating layers of polymer (matrix) sheet and fibre in a sandwich manner. The size of the fibre mat was 90 × 25 × 0.5 mm3 and polymer matrix sheets were 90 × 25 × 1 mm3. The mould was kept inside the microwave oven at the selected microwave power and time of exposure. The pressure was applied using dead weight as schematically illustrated in Figure 2(a).
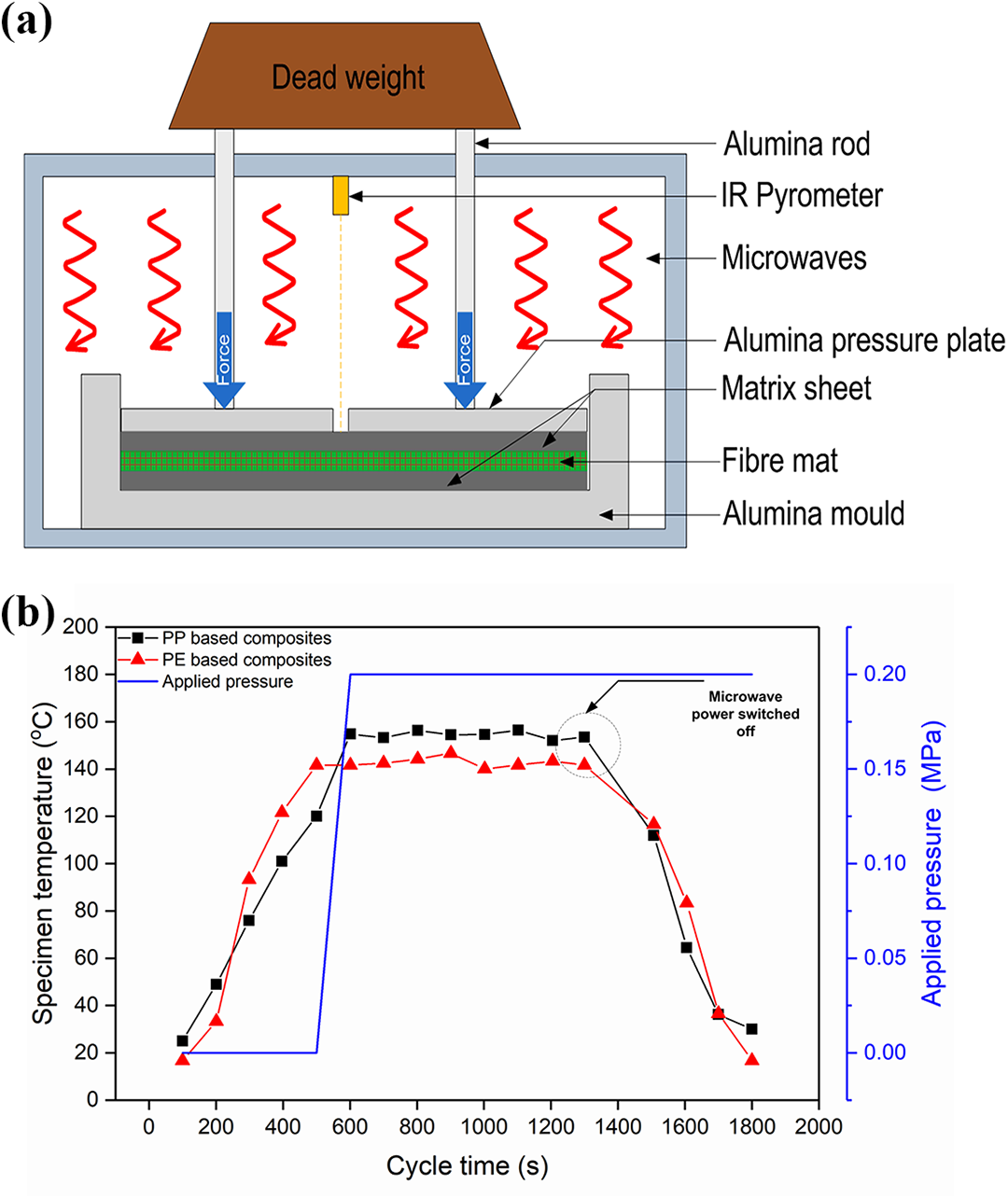
Schematic of (a) microwave applicator for curing of natural fibre–reinforced polymer composites and (b) typical time–temperature–pressure curve during microwave curing.
Owing to uniform heating due to microwave irradiation and application of external pressure, excellent bonding between the matrix and fibre was obtained at the end of the microwave curing process. Percentage composition of fibre in composite and the optimized process parameters for microwave curing are presented in Table 1. Parametric optimization for microwave curing of polymer composites was carried out using trial and error technique. Microwave power and exposure time are the primary process parameters involved in microwave processing of materials. The glass transition temperature (Tg) was considered as the basis of optimization of the parameters of microwave curing. The Tg for the PP and PE was determined using a standard Differential scanning calorimeter (DSC) equipment (Make: NETZSCH, Germany; Model: STA 449 F1 Jupiter) according to ASTM D 3418. After intensive trials, the microwave cure process was optimized so as to yield the Tg comparable to that obtained in the DSC analysis by manipulating the microwave power and exposure time. The temperature obtained after DSC analysis programmed fed in the microwave applicator to tune the applied power for a specific time to maintain an apparently steady temperature for the curing to get complete. The observations of the trials and error of the different combinations of process parameters for the PP- and PE-based Natural fibre reinforced polymer composites (NFRPC) are summarized in Tables 2 and 3, respectively. Below 900 W, there was no melting of PP due to insufficient microwave interaction. But PE-based NFRPC was cured when irradiated at 720 W for 1200 s. Based on the trial and error parametric optimization, the process parameters to cure PP-based NFRPC were microwave power: 900 W and exposure time: 1500 s. While to cure PE-based NFRPC, microwave power of 900 W and exposure time of 1200 s were chosen.
Optimized process parameters for microwave curing of various NFRPCs.
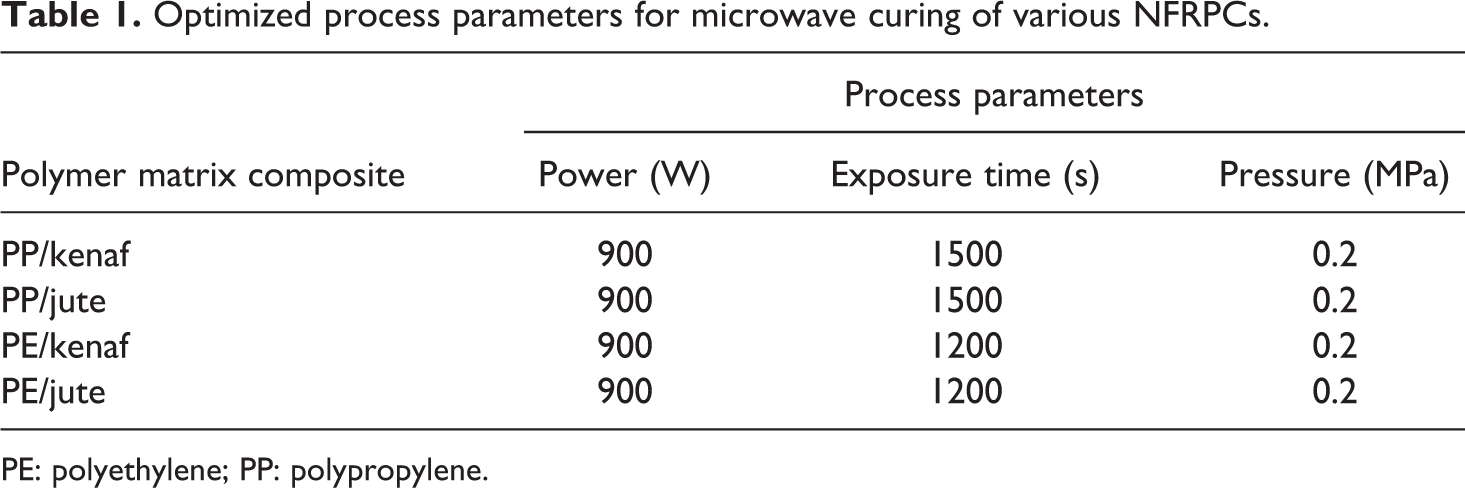
PE: polyethylene; PP: polypropylene.
Parametric optimization for microwave curing of PP-based NFRPCs.
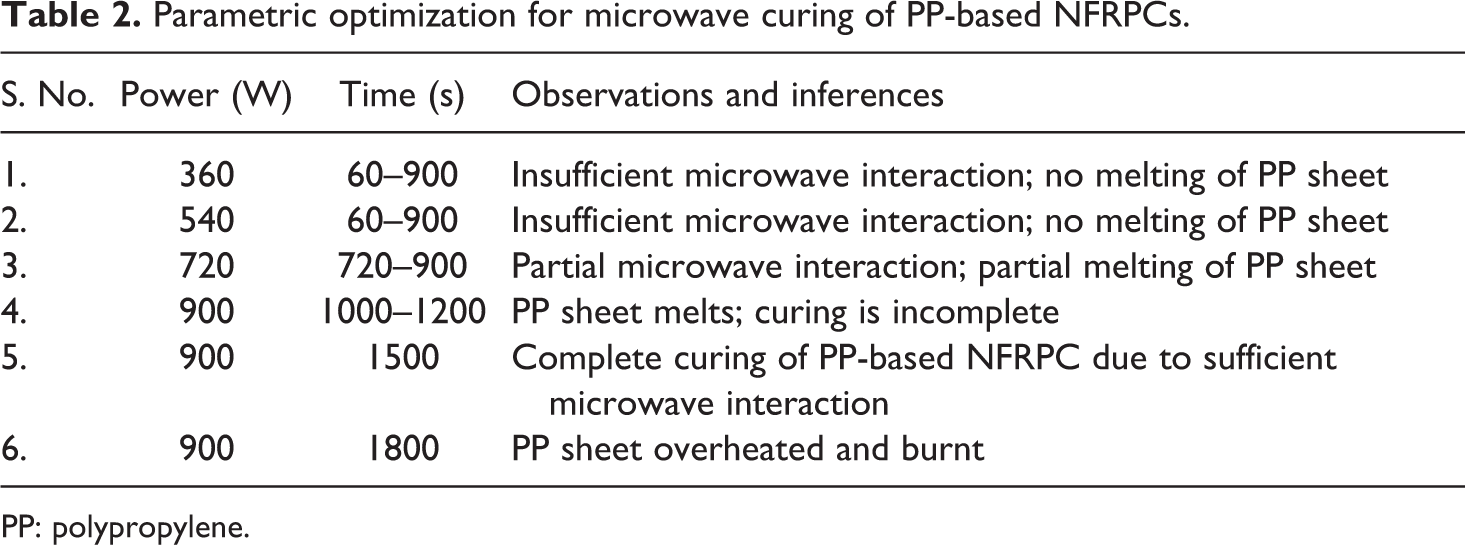
PP: polypropylene.
Parametric optimization for microwave curing of PE-based NFRPCs.
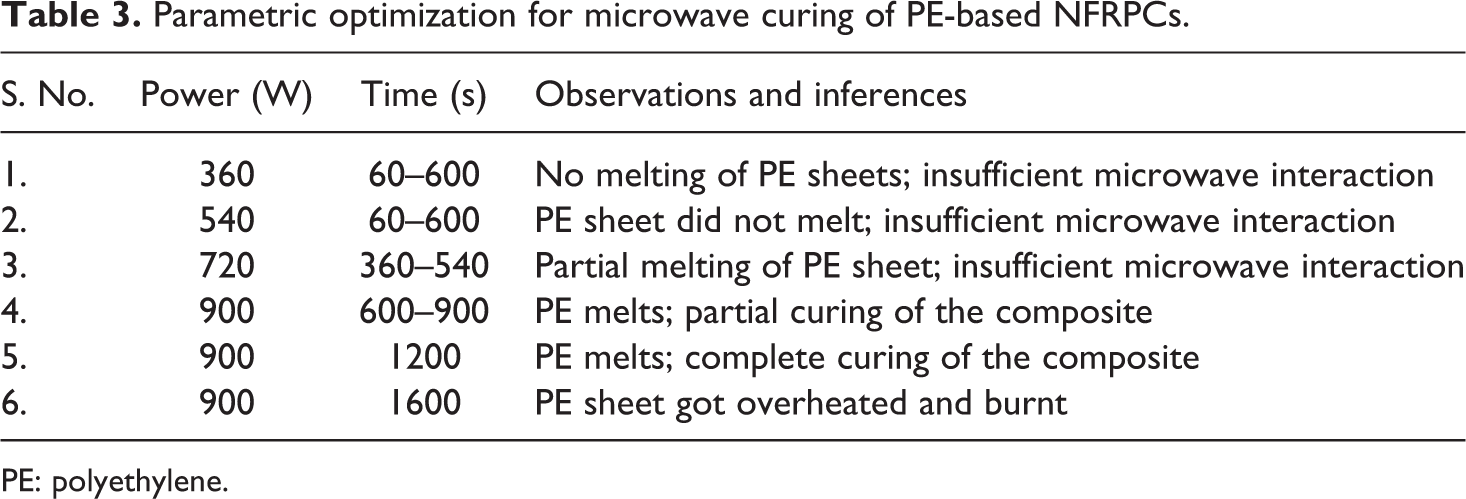
PE: polyethylene.
The temperature of the specimen plate was monitored using an IR pyrometer mounted on the microwave applicator (Make: Raytek, Germany; Model: RAYXRTG5SFA) through a 0.7-mm hole in the alumina pressure plate as shown in Figure 2(a). It was ensured that the curing temperature of the microwave-cured composites matches with the Tg for PP and PE was 155°C and 130°C, respectively. The temperature of the specimen was measured as a function of time to approximate the temperature inside the mould using a non-contact IR pyrometer. The temperature dependence on relaxation time (τ) can be described by Arrhenius equation as shown in equation (1)

where τ0 is the pre-exponential factor, Ea is the activation energy, k is the Boltzmann’s constant and T is the temperature. However, the presence of surface treatment, as in case of composites it is the fibres, complicates the dielectric behaviour, as new interfaces may give rise to additional interfacial and ionic and dipole relation processes. Based on equation (1), it can be observed that temperature rise in microwave heating follows an exponential trend, which reaffirms energy and cost saving. The power dissipated inside the applicator cavity can be represented as the heat generated (Qe) within the non-magnetic heated material through equation (2) 21

where ω = 2πf is the angular frequency (s−1), ERMS is the root mean square value of the electric field (V m−1), εo is the permittivity of free space (8.854 × 10−12 F m−1) and P is the power absorbed per unit volume (W m−3).
The time–temperature–pressure curve of the microwave curing process is shown in Figure 2(b). It has also been reported that in case the fibres absorb the microwave energy, increasing the temperature of fibres results in a change in bonding between the fibre and matrix, which results in increased adhesion between the matrix and fibres. However, it is interesting to note that curing time in case of microwave curing was about 6% of the curing time as required in conventional autoclave-based curing process. 22 The optical images of PP- and PE-based microwave-cured NFRPCs are shown in Figure 3.
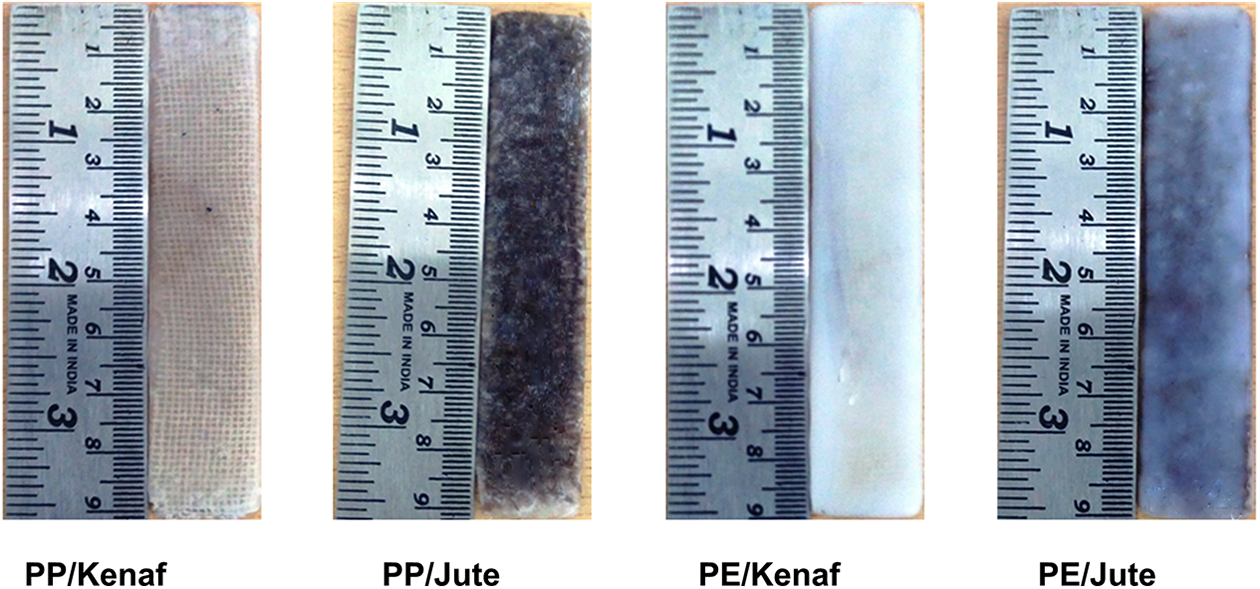
Typical optical photographs of microwave-cured Natural fibre reinforced polymer composites (NFRPCs).
Characterization of the composites
X-ray diffraction
The X-ray diffraction (XRD) analysis was performed to evaluate the phases and degree of crystallinity in the microwave-cured NFRPCs. The XRD diffractograms of the composites were obtained on an X-ray diffractometer (Make: Agilent Technologies; Model: Super Nova E(Dual)Diffractometer System) equipped with copper (Cu) Kα radiation (1.54
Mechanical characterization
The specimens were conditioned under the ambient environment for 24 h before the mechanical characterization. The mechanical characterization was performed in terms of ultimate tensile strength (UTS), ILSS and impact energy (IE). The UTS of microwave-cured NFRPC was assessed via uniaxial tensile tests on a universal testing machine (Make: Tinius Olsen, UK, Model: H50KS) at a uniform extension rate of 1 mm min−1 as per ASTM D3039. The gauge length was maintained at 50 mm for all the specimens.
The ILSS of the microwave-cured NFRPCs was evaluated using a three-point bending fixture on the universal testing machine (Make: Tinius Olsen, UK, Model: H50KS). The interlaminar shear tests were performed as per ASTM D2344. A span of 30 mm was chosen for the tests that were performed at a fixed crosshead speed of 1 mm min−1.
The IE of the microwave-cured NFRPCs was determined as per ASTM D4812 using a pendulum-type low-energy impact tester (Make: Tinius Olsen-IT504). At least five specimens of each NFRPC were tested to ensure repeatability of the test data. A scanning electron microscope (SEM) (Make: FEI, USA; Model: NOVA 450) was used to assess the mechanisms of failure in the fractured specimens.
Results and discussion
XRD analysis
The wide-angle X-ray diffraction pattern of the microwave-cured NFRPCs is shown in Figure 4. The diffraction peaks at 2θ = 21.98° and 2θ = 24.40° in case of PE/jute and PE/kenaf composites correspond to d-spacings of 4.4 and 3.6 Å, respectively. In case of PP/kenaf and PP/jute composites, intensity change was found at the peaks 2θ angles: 14.65°, 17.23°, 19.15° and 22.32°. These peaks were earlier detected and reported in most of the natural fibres. 23 The peak 2θ = 17.2° revealed the presence of non-cellulosic materials such as amorphous cellulose, hemicellulose and lignin in the fibre, while the peak at 2θ = 21.98° indicates the content of cellulose fibre.
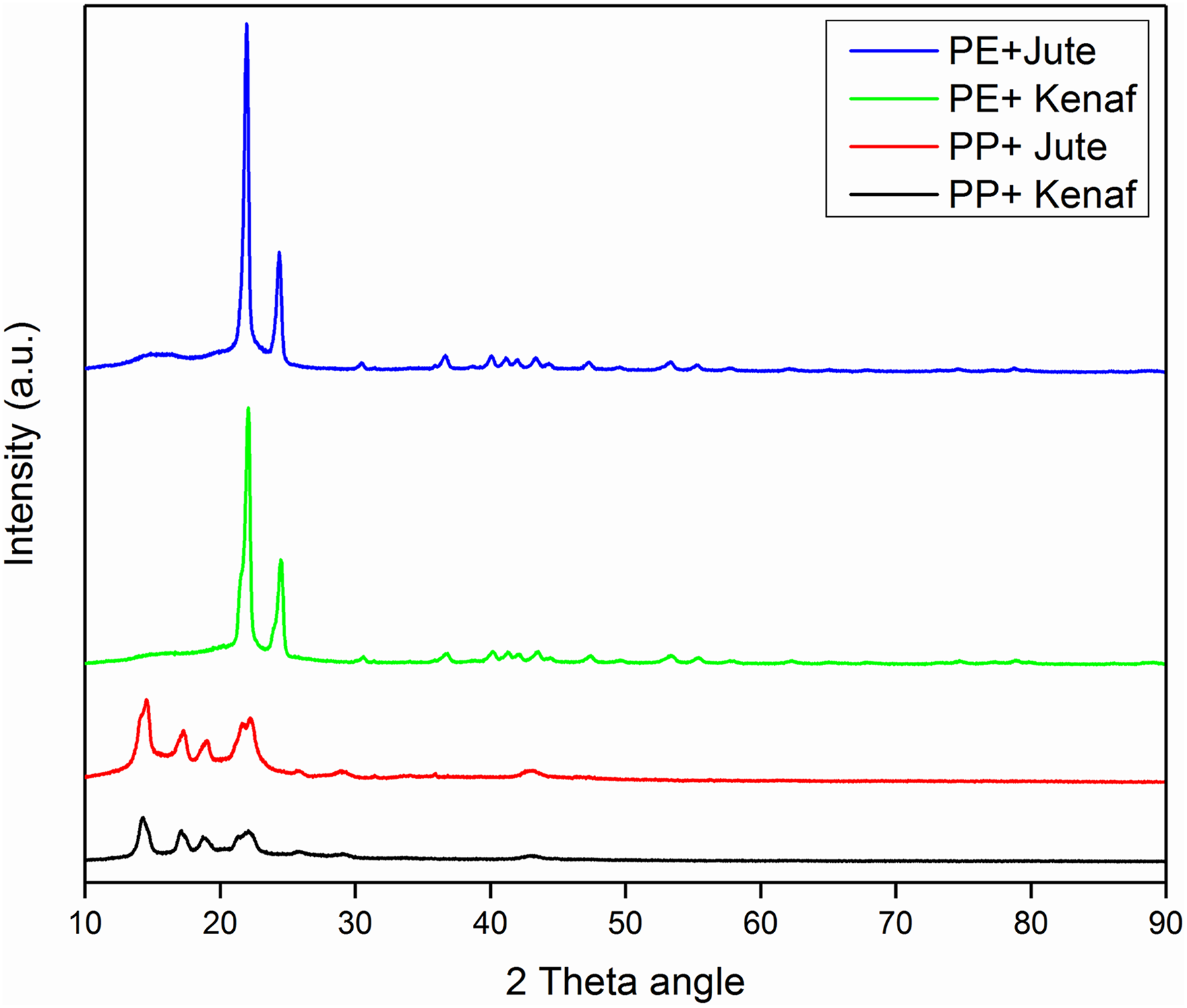
X-ray diffractograms of (a) PP/kenaf, (b) PP/jute, (c) PE/kenaf and (d) PE/jute.
The CI percentage in the microwave-cured NFRPCs was calculated using equation (3) 23

where I002 is the intensity of the crystalline peak and IAM is the intensity of an amorphous peak in the XRD spectrum.
The CI percentage for PE/jute and PE/kenaf was 68.73 and 62.63%, respectively. The value of CI percentage obtained for PP/jute and PP/kenaf was 44.24 and 16.58%, respectively. The CI percentage values were lower than PE/kenaf and PE/jute composites. The higher value of CI percentage in the case of PE/kenaf indicates that polymer is associated with cellulose, relating the mechanical strength of the composite. As the cellulose content increases, the CI increases, which may contribute to enhanced mechanical properties. 24
Mechanical characterization
Tensile test
The UTS of the microwave-cured NFRPCs is presented in Table 4. It can be observed that PP/kenaf composite exhibited maximum UTS of 49.75 MPa, while the PP/jute composite exhibited UTS of 44 MPa that was minimum. The higher UTS of the PP/kenaf specimen could be attributed to the higher strength of kenaf fibre (930 MPa) as compared to jute fibre (393–773 MPa). 24
Mechanical properties of microwave-cured NFRPCs.
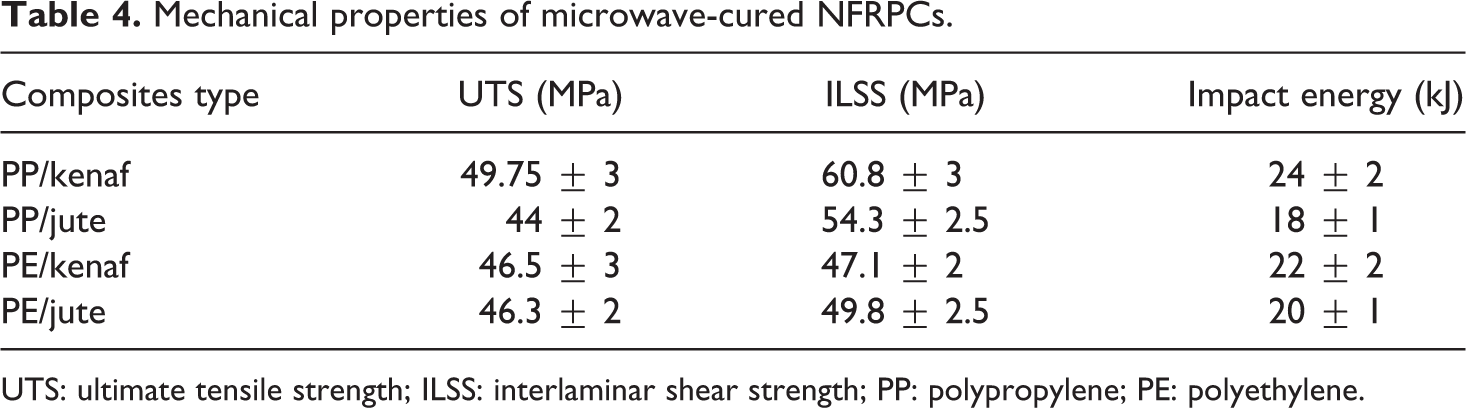
UTS: ultimate tensile strength; ILSS: interlaminar shear strength; PP: polypropylene; PE: polyethylene.
The improved strength of the composite specimens could also be attributed to the enhanced interfacial adhesion between the reinforcement (fibre) and matrix due to uniform heating characteristics of microwave energy during the curing process. The mechanism behind heat generation in the polymer composite due to the polarization of molecules or dipole reorientation of functional groups in the presence of external electric field. Inertial, elastic, frictional and molecular interaction forces resist the dipolar moment and due to this heat will generate. As a result, heat is generated within the molecule, and, thereby, a homogeneous heating pattern is created in the materials. This process is attributed to inside-out solidification of curing polymer. On the other hand, in conventional thermal heating, heat energy is transferred from the surfaces (outside) to inside of the material by the conduction of the heating medium, resulting in outside-in solidification. Due to this reason, there may be improper wetting of fibre in case of conventional heating. Therefore, better load transfer from fibre to the matrix can be anticipated in the microwave-cured NFRPCs. Similar reason may also be responsible for enhanced ILSS and impact strength of the microwave-cured composites. It is interesting to note that the UTS of microwave-cured NFRPCs was equivalent or better than similar bio-composites developed by other methods (injection moulding and compression moulding) having same or higher percentage of fibre reinforcement. 25 –27 The reason behind the enhancement of mechanical properties of microwave-cured composites. The microwave heating is different from thermal heating.
The SEM micrographs of the fractured microwave-cured NFRPCs are shown in Figure 5. Figure 5(a) shows the fractured PP/kenaf composite in which PP matrix is seen to be tightly bonded to the kenaf fibre. This could be the reason for the maximum value of UTS in the PP/kenaf composite. The reason for the maximum UTS of PP/kenaf composite is the enhanced load transfer capability of kenaf fibre to the PP matrix. Figure 5(b) shows the fractured surface of PP/jute composite. It can be observed that the fibre pull-out took place within the PP/jute composite specimen during tensile loading (Figure 5(b)). This may be due to the relatively weak bonding between jute fibre and PP matrix. This corresponds to the minimum UTS of PP/jute composite among the various microwave-cured NFRPCs. Figure 5(c) and (d) shows the SEM micrographs of PE/kenaf and PE/jute, respectively. Figure 5(c) shows fractured PE/kenaf composite in which the kenaf fibre bridge helps in transferring the load to the PE matrix that got eventually torn under the influence of increased load. Figure 5(d) shows the fibre imprints on PE matrix, which signifies good interfacial bonding between jute fibres and PE matrix compared to the PP/jute-based composites. This can be correlated to the higher UTS of the PE/jute composites as compared to PP/jute composites. Few fibre cracks were also noted in PE/jute microwave-cured natural composite (Figure 5(d)).
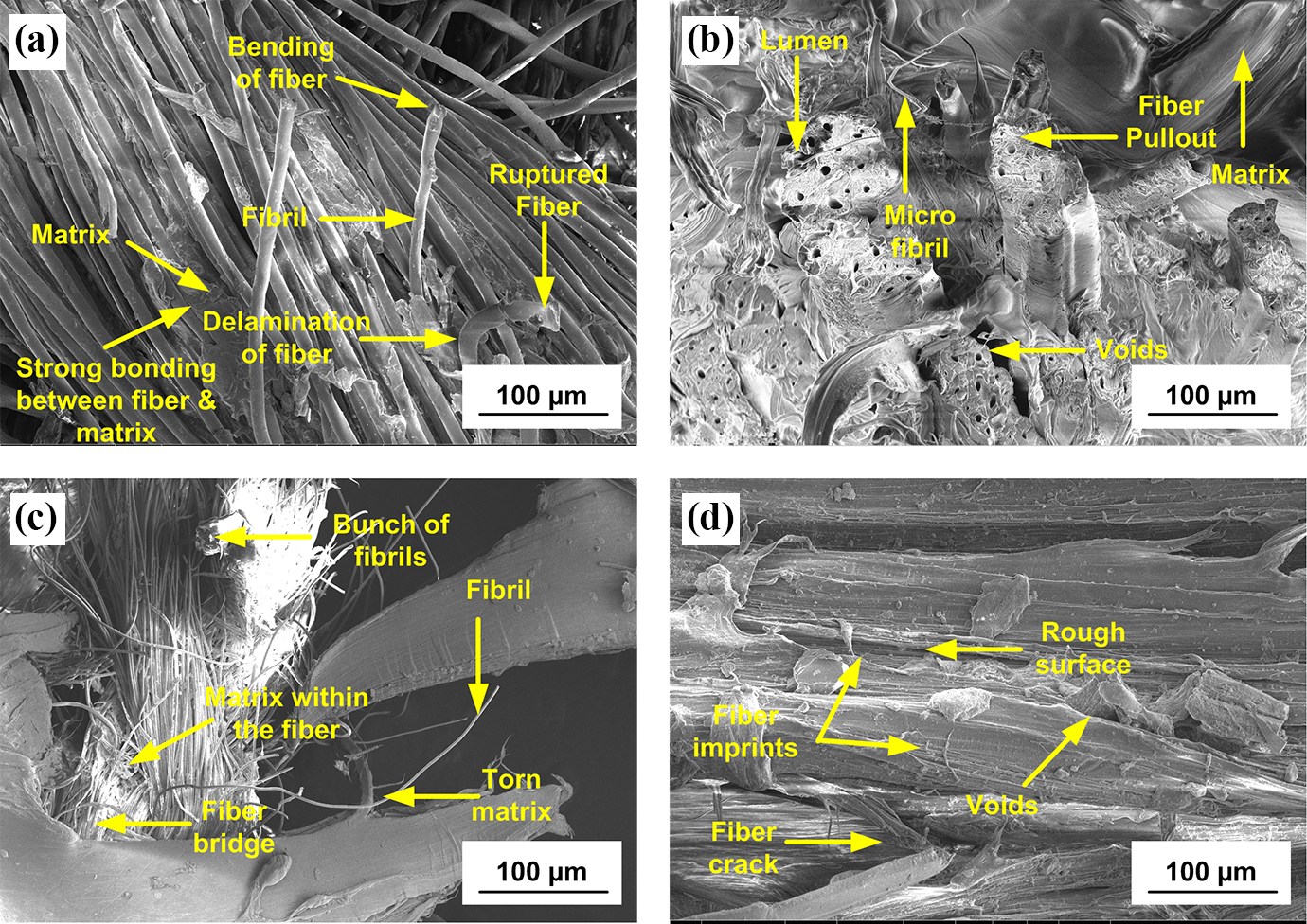
Typical scanning electron microscope (SEM) fractographs of tensile-fractured microwave-cured Natural fibre reinforced polymer composites (NFRPC) specimen of (a) PP/kenaf, (b) PP/jute, (c) PE/kenaf and (d) PE/jute.
Interlaminar shear strength
The ILSS of the microwave-cured NFRPCs is shown in Table 4. The ILSS can be obtained using equation (4) 28

where P is the maximum load at failure, b is the width of specimen and h is the height of specimen.
The PP/kenaf composite exhibits a maximum ILSS (60.8 ± 3 MPa) as shown in Table 4. Typical SEM fractographs of microwave-cured NFRPCs are shown in Figure 6. Figure 6(a) shows the SEM micrograph of fractured PP/kenaf composite, which exhibits better adhesion between PP matrix and kenaf fibre. Figure 6(b) illustrates the crack bridging in PP/jute microwave-cured composite which depicts the cracks propagated through the matrix and transfers to the jute fibre. Rupture of the jute fibre was the main reason for failure due to their lower compressive strength compared to their tensile strength. 29 This is because the fractured surfaces bear the entire compressive load which passes through the neutral axis. Enhanced rupture in kenaf fibre is shown in Figure 6(c), which may be the main reason for the minimum ILSS of PE/kenaf composite. Figure 6(d) indicates delamination between the PE matrix and jute fibre. Thus, the ILSS of PE/jute composite was 6.8% lower than PP/jute composite.
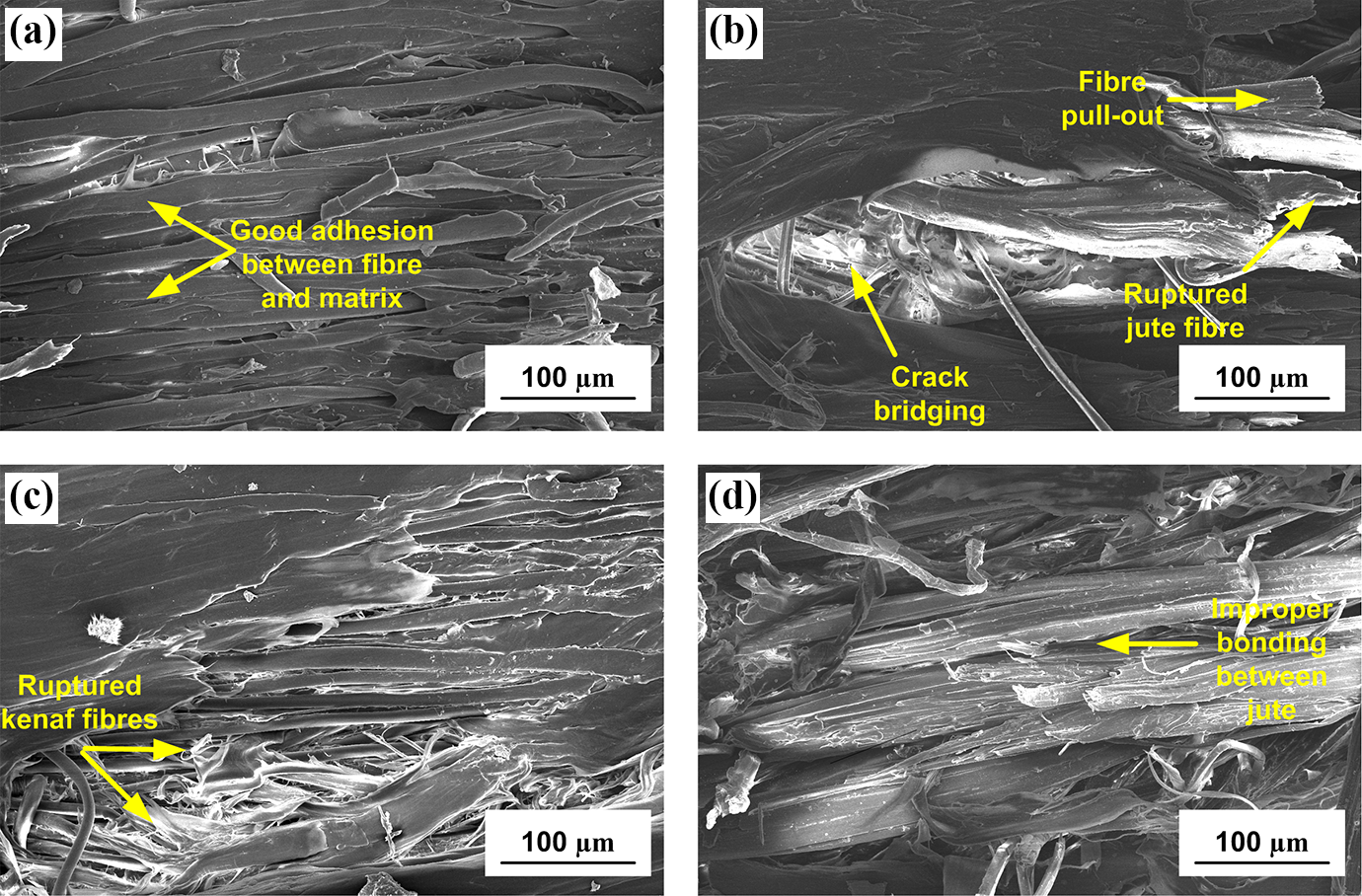
Scanning electron microscope (SEM) fractographs of interlaminar shear fractured microwave-cured Natural fibre reinforced polymer composites (NFRPC) specimen of (a) PP/kenaf, (b) PP/jute, (c) PE/kenaf and (d) PE/jute.
Impact energy
Table 4 shows the IE of the unnotched microwave-cured NFRPCs. PP/kenaf composites exhibited the maximum impact energy of 24 kJ, which is 33.3% more than the PP/jute composites. The increase in impact energy can be attributed to the strong bonding between PP polymer and kenaf fibre. Debonding, pull-out and fracture of the fibres occurred during the impact test. It is assumed that the strain energy which is released by fibre debonding and fracture is proportional to the debonded length. For good impact strength, an optimum bonding level is necessary. The matrix can diffuse energy by converting the impact energy to some other energy form, preferably heat and motion. 30 This is done when the matrix stretches, rotates, vibrates or otherwise moves in response to the impact. Hence, the more efficient the movement and the spreading of the movement widely among the atoms of the molecules, the more likely the material is to diffuse the energy and thus prevent a localized accumulation, which may be sufficient to break the matrix or the fibres at some specific location. The best situation is to have both the matrix and reinforcements spread the energy. 30 The SEM fractographs shown in Figure 7(a) and (b) indicate that there is less fracture of kenaf fibre as compared to jute fibre. The enhanced fracture of jute fibre (Figure 7(b)) may be due to its inability to bear impact energy as compared to kenaf fibre. Thus, kenaf fibre transfers the impact energy efficiently as compared to jute fibre. The SEM micrographs indicate that both fibres (kenaf and jute) were broken instead of getting pulled out during the impact test. This is also an indication of the excellent bonding developed between the fibre and matrix during the microwave heating while curing the composites.
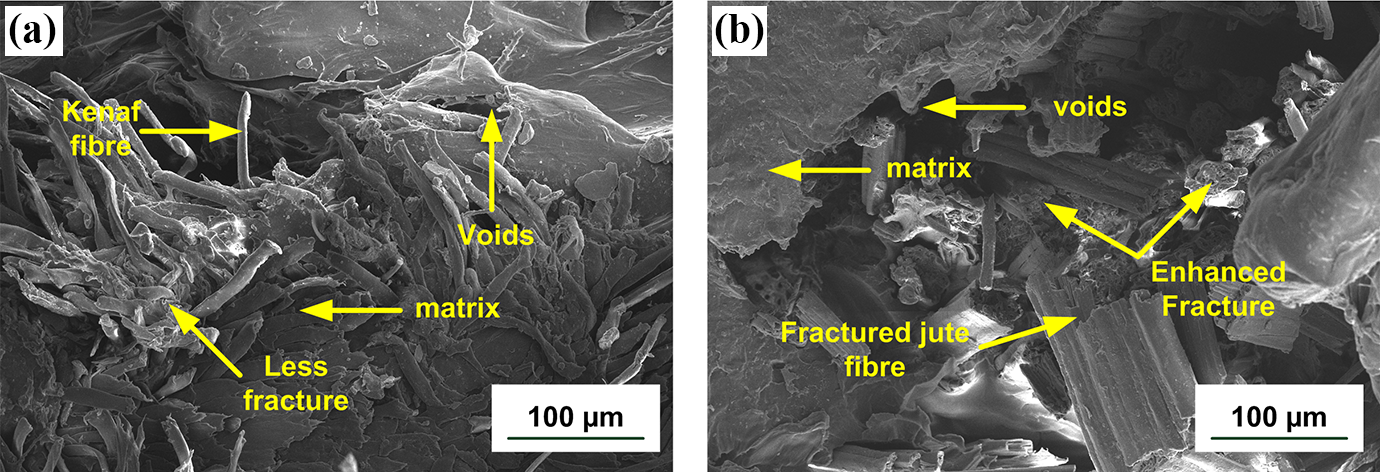
Typical scanning electron microscope (SEM) fractographs of microwave-cured Natural fibre reinforced polymer composites (NFRPC) after impact test. (a) PP/kenaf and (b) PP/jute.
Conclusion
In the present work, microwave curing has been explored to develop NFRPCs. The NFRPCs were developed using combinations of the PP and PE as matrix with 15 wt% reinforcement of kenaf and jute fibres. The discussed results support the following conclusions. It is possible to develop natural fibre–reinforced polymer composites using microwave curing, which is a clean, efficient and sustainable manufacturing process. The process parameters of microwave curing were successfully optimized using the trial and error method. The PP-based composites were cured at 900 W in 1500 s, while the PE-based composites were cured in 1200 s at the same power. The pressure of 0.2 MPa was applied in both cases to avoid the formation of voids. The CI percentage for PE/jute and PE/kenaf was 68.73 and 62.63%, respectively. The UTS of PP/kenaf composite is maximum (49.75 MPa), whereas it is minimum for PP/jute composite (44 MPa). PP/kenaf shows maximum ILSS (60.8 MPa) and minimum in the case of PE/kenaf (47.1 MPa). The impact energy for PP/kenaf is maximum (24 kJ) and minimum for PE/jute (18 kJ). The mechanical performance of the microwave-cured NFRPCs is comparable to the mechanical performance of similar composites obtained via conventional polymer manufacturing processes.
Footnotes
Acknowledgements
The author, Manoj, gratefully acknowledges the Ministry of Human Resource and Development (MHRD), Government of India, for providing fellowship for the PhD work.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The work of Manoj was supported by the Ministry of Human Resource and Development (MHRD), Government of India by providing fellowship for the PhD work.