
Abstract
Hybrid composites composed of polypropylene (PP) or high-density polyethylene (HDPE), different flax fibers (unidirectional, biaxial, and twill2 × 2), and silicon dioxide (SiO2) were produced by hot-press technique. The ternary polymer composite was effectively fabricated by spraying SiO2 solvents onto the surface of flax fiber. The dispersion of SiO2 particles and flax in the composites was studied by scanning electron microscopy. The related PP- and HDPE-based composites were subjected to instrumented falling weight impact test. The thermal and mechanical properties of the composites were determined by thermogravimetric analysis, dynamic mechanical thermal analysis, creep and stress relaxation tests, respectively. It was found that thermal decomposition temperature of the PP or HDPE/flax composites increased by the addition of SiO2 particles. The impact energy, stiffness, creep resistance, and relaxation modulus value of all flax composites increased markedly compared with the PP and HDPE matrix. Time–temperature superposition was applied to estimate the creep and relaxation modulus of the composites as a function of time in the form of a master curve. The activation energies for all the PP and HDPE composites systems studied were also calculated using the Arrhenius equation. The generalized Maxwell model was fairly applicable to the stress relaxation results.
Introduction
Polypropylene (PP) and high-density polyethylene (HDPE) have attracted interest of the most industrially successful thermoplastic polymers due to its excellent cost to performance mechanical properties. Nowadays great effects are undertaken to improve the mechanical and thermal properties of thermoplastic polymer further, particularly through reinforcement with using natural fibers of various shape factors. HDPE and PP based on natural fiber composites have received great interest in academic and automotive industry sectors to make parts such as body panels, underbody structures, dashboards, front ends, and bumpers. For example, the door panels of the Ford Mondeo are manufactured by kenaf/PP composites. 1,2 The study of Zampaloni et al. 3 concluded that the kenaf/PP composites manufactured had a higher ratio of modulus/cost and a higher specific modulus than E-glass. Wambua et al. 4 demonstrated an overview of several different natural fiber–PP composites in order to evaluate as replacements for glass fiber-reinforced materials. They found that the natural fiber composites have a potential to replace glass in many applications. The tensile strengths of most natural fiber composites compared well with glass fiber ones. An increase of fiber weight fraction increased the impact strength and stiffness. The natural fibers have been receiving considerable attention as substitutes for synthetic fiber reinforcement. Their advantageous properties compared with other materials are low cost and density, acceptable specific strength, good thermal insulation properties, reduced tool wears, thermal and respiratory irritation and renewable resources. Although natural fibers have outstanding properties, major problem of using them with thermoplastic is the poor interfacial bonding between the natural fiber and thermoplastic. The reinforcing action is given when good adhesion between the natural fiber surface and matrix exists. Džalto et al. 5 demonstrated that the porosity of flax/furan biocomposites had negative influence in the stiffness and strength as well as the impact resistance and water absorption. The improvement of the mechanical properties such as impact strength to prepare toughened PP and HDPE have been widely studied in research and development, for example, chemical functionalization and modification, addition of synthetic fiber and filler, blending with both PP and HDPE, and so on. 6 –8 Haque et al. 9 studied a chemical treatment with several fiber types and observed an improvement in mechanical properties of PP composites. Palm and coir fibers were chemically treated with benzene diazonium salt to increase their compatibility with PP matrix. Chemically treated palm/coir composites yielded improved impact, flexural, and hardness properties compared with the raw ones, while coir fiber composites yielded better mechanical properties, except tensile strength increased with fiber loading. They also suggested that the 30% palm and coir fiber-reinforced composites had the optimum set of mechanical properties. van de Velde and Kiekens used treated or untreated flax fibers for maleic acid anhydride-modified PP (MAA-PP). It was observed that the apparent shear stress of treated flax with MAA-PP composites were higher than that of untreated fiber composites. 10 A similar method was also applied to improve the composite properties of flax fiber and MAA-PP matrix. 11 Moreover, hybridization of fiber with fillers often exhibited better physical and mechanical properties compared with that of PP and HDPE. Example of plastic hybrid composites includes HDPE/wood flour/organoclay, 12 PP/hemp fiber/nanoparticles, 13 and PP/reed flour/nanoclay. 14
Flax fibers are tough and found to be a potential reinforcement in polymer. Flax fiber was used as the reinforcing material since they are abundant in nature and have minimal effect on the environment because of their biodegradable properties. Many researchers have reported the use of flax fibers, which is in the form of short fibers in order to reinforce polymers. 15,16 Arbelaiz et al. 16 indicated that the mechanical strength for unmodified flax fiber bundle/PP composites decreased with flax fiber bundle, due to a poor interfacial adhesion. However, while the MAA-PP copolymer was used as a compatibilizer in related composites, an opposite trend was observed. Only few works used continuous flax fibers that behave as better reinforcement materials than short fibers. Recently, the addition of flax structures reinforcement is being given more attention because of their cost effectiveness for producing thermoplastic composites compared with the chemical modification method and can dramatically improve selected properties of the related composites. The potential of using continuous natural fiber for composites to improve the toughness of natural flax-reinforced HDPE was demonstrated by Siengchin. 17 Previous work has shown that the impact energy and stiffness value of woven flax fiber composites increased markedly compared with HDPE matrix but reflect to the weave styles. The goal of this study was to demonstrate the feasibility of the production of various flax-reinforcing PP and HDPE composites with silicon dioxide (SiO2) using the hot press technique and compare the structures, impact, thermal, and mechanical properties of the related composites. It can be noticed that SiO2 became under spot of interest and has increased its substantial use as binary and ternary composites in construction and automotive applications due to its high stiffness facture energy and compressive strengths. 18,19
Experimental
Materials and preparation of composites
SiO2 solubility with 40 wt% SiO2 concentration (Nanopol XP of Nanoresins AG, Geesthacht, Germany) was used as the filler. Three types of the flax fiber structures (unidirectional (UD)(−), ± 45° biaxial, and twill2 × 2 flax) supplied by Composites Evolution (Chesterfield, UK) were used as reinforcement which had a yarn size of 250 tex. The density of UD− and biaxial flax was 1.5 g cm−3 and 1.24 g cm−3 for twill2 × 2 flax (according to suppliers’ information). HDPE (Finck&Co, Krefeld, Germany) and PP (Borealis AG, Vienna, Austria) sheets were used as polymeric matrix for all composite systems that had the density of 0.95 g cm−3.
There are many possibilities to produce polymer composites. Accordingly, the reinforcement composites can be introduced into polymer films with quenching in order to guarantee the necessary temperature window during hot press process, as demonstrated by Karger-Kocsis and Siengchin. 20 This is the principle of hot press technique that has been practiced so far. Therefore, the PP and HDPE binary and ternary composites were prepared by nano-spraying and hot press technique. For the SiO2 spray technique, the flax fiber structures were positioned on a dish and the SiO2 slurries were sprayed by hand lay-up onto both the surface of the flax fiber. The distance between the sample and the nozzle was approximately 10 cm. The amount of SiO2 was set for 8 wt% by weight control. After the nano-spray system, the samples were dried for 48 h at room temperature and then for 24 h at 80°C in oven. PP or HDPE/flax/SiO2 composites were prepared using hand lay-up technique. The binary and ternary composites is first placed by a hand lay-up layer of flax fibers and then by a layer of PP or HDPE sheet. The laminates were then produced into 1-mm thick sheets by hot pressing in a laboratory press (P/O/Weber, Maschienen und Apparatebau, Remschalden, Germany) at a temperature of 190°C with a fixed holding time of 8 min under a pressure of 10 MPa. The composites produced are listed in Table 1.
Recipe and designation of the PP and HDPE-based flax composites systems studied.
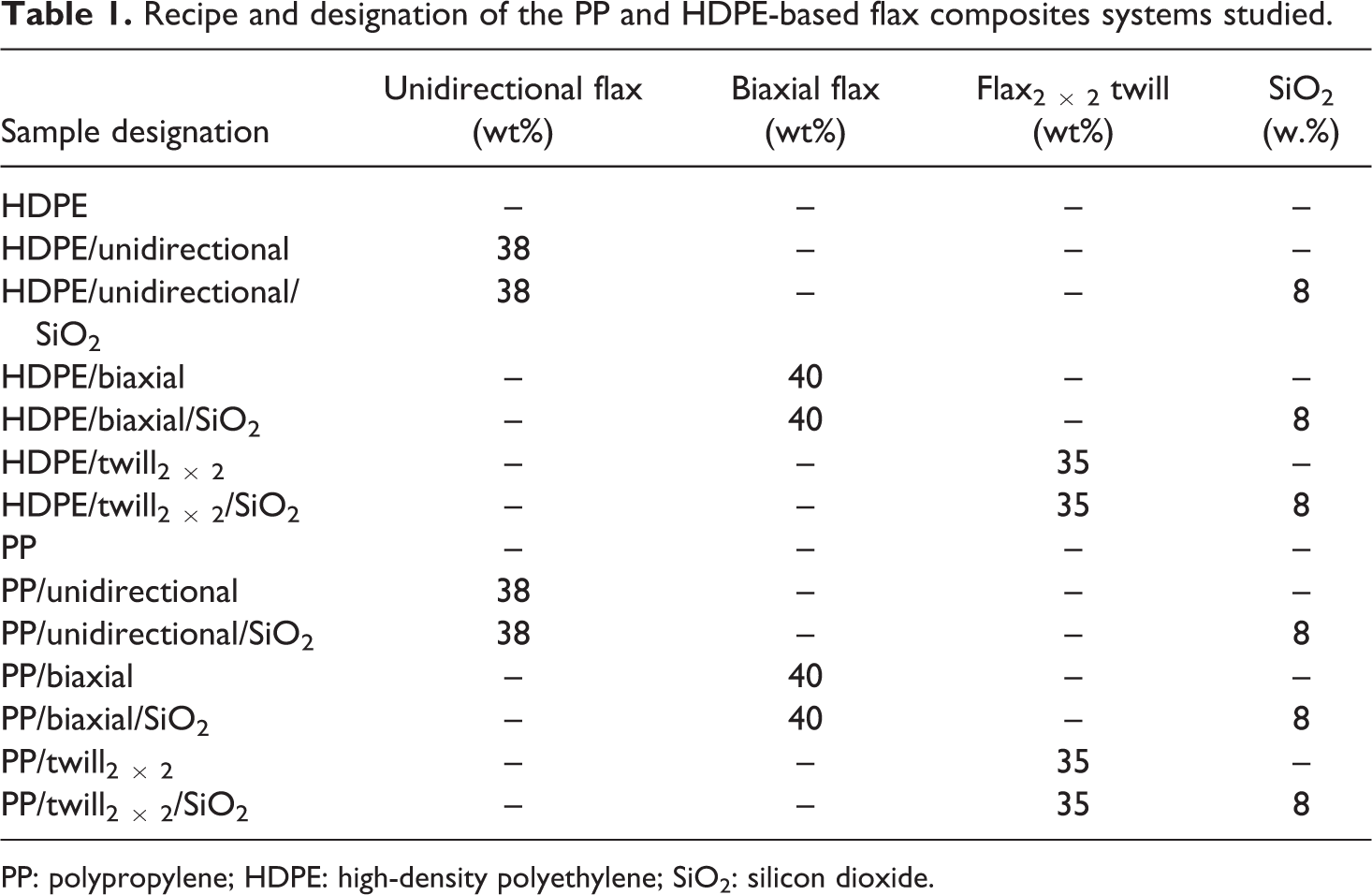
PP: polypropylene; HDPE: high-density polyethylene; SiO2: silicon dioxide.
Characterization and testing
Morphology detection
The fracture surfaces of tensile-loaded specimens were subjected to scanning electron microscopy (SEM) inspection in a SupraTM 40VP SEM (Carl Zeiss GmbH, Oberkochen, Germany). The surface was gold coated prior to SEM inspection performed at low acceleration voltage.
Thermogravimetric analysis
Thermogravimetric analysis (TGA) was performed on a DTG-60 Shimadzu device (Kyoto, Japan). TGA experiments were conducted in the temperature range from 30°C to 500°C under nitrogen atmosphere at a heating rate of 10°C min−1.
Instrumented falling dart impact
Instrumented falling weight impact (IFWI) tests were performed on a Fractovis 6785 (Ceast, Pianezza, Italy) using the following settings: incident impact energy, 20 J; diameter of the dart, 20 mm; diameter of the support rig, 40 mm; weight of the dart, 10.357 kg; drop velocity, 1.97 m s−1. IFWI tests were performed on quadratic specimens of 60 × 60 mm2 at room temperature.
Dynamic mechanical thermal response
Dynamic mechanical thermal analysis (DMTA) was performed in tensile mode at 1 Hz, using a dynamic mechanical analyzer Q800 apparatus (TA Instruments, New Castle, Delaware, USA). The storage modulus (E′) was determined as a function of the temperature (T = −100 to +150°C). The strain applied was 0.1% and the heating rate was set for 3 °C min−1. The specimen dimensions were 35 × 10 × 1 mm3 (length × width × thickness).
Creep and stress relaxation response
Short-time creep and stress relaxation tests were made in single cantilever mode at different temperatures using the above DMTA apparatus. The temperature dependence of the creep compliance and stress relaxation was studied in the range from 20°C to 50°C. Isothermal creep tests were run on the same specimen, under 2 MPa load, in the above temperature range. For the stress relaxation measurement, the strain applied was 1%. The temperature was increased stepwise by 10°C, and the specimen equilibrated at each temperature for 2 min. During the isothermal tests, the duration of the relaxation testing was 30 min. Creep and stress relaxation tests were performed on the rectangular specimens (30 × 10 × 1 mm3—length × width × thickness).
Results and discussion
Morphology
SEM pictures taken of the HDPE/UD−flax, HDPE/UD−flax/SiO2, PP/UD−flax, and PP/UD−flax/SiO2 composites are shown in Figure 1(a) to (d), respectively. One can observe from Figure 1(a) and (c) that the flax fibers were better embedded in the PP matrix compared with the HDPE matrix. This well bonding supports in the enhancement of mechanical and thermal properties. The SEM images permit also the evaluation of the quality of the SiO2 dispersion, and this was apparently better for PP than for HDPE. For the PP composites, there appeared to be a more uniform distribution of SiO2. The location and its dispersion of the SiO2 is mostly controlled by their surface energetics and the driving force for the migration of the particles during preparation. However, this aspect was not addressed in this work and requires further investigations.
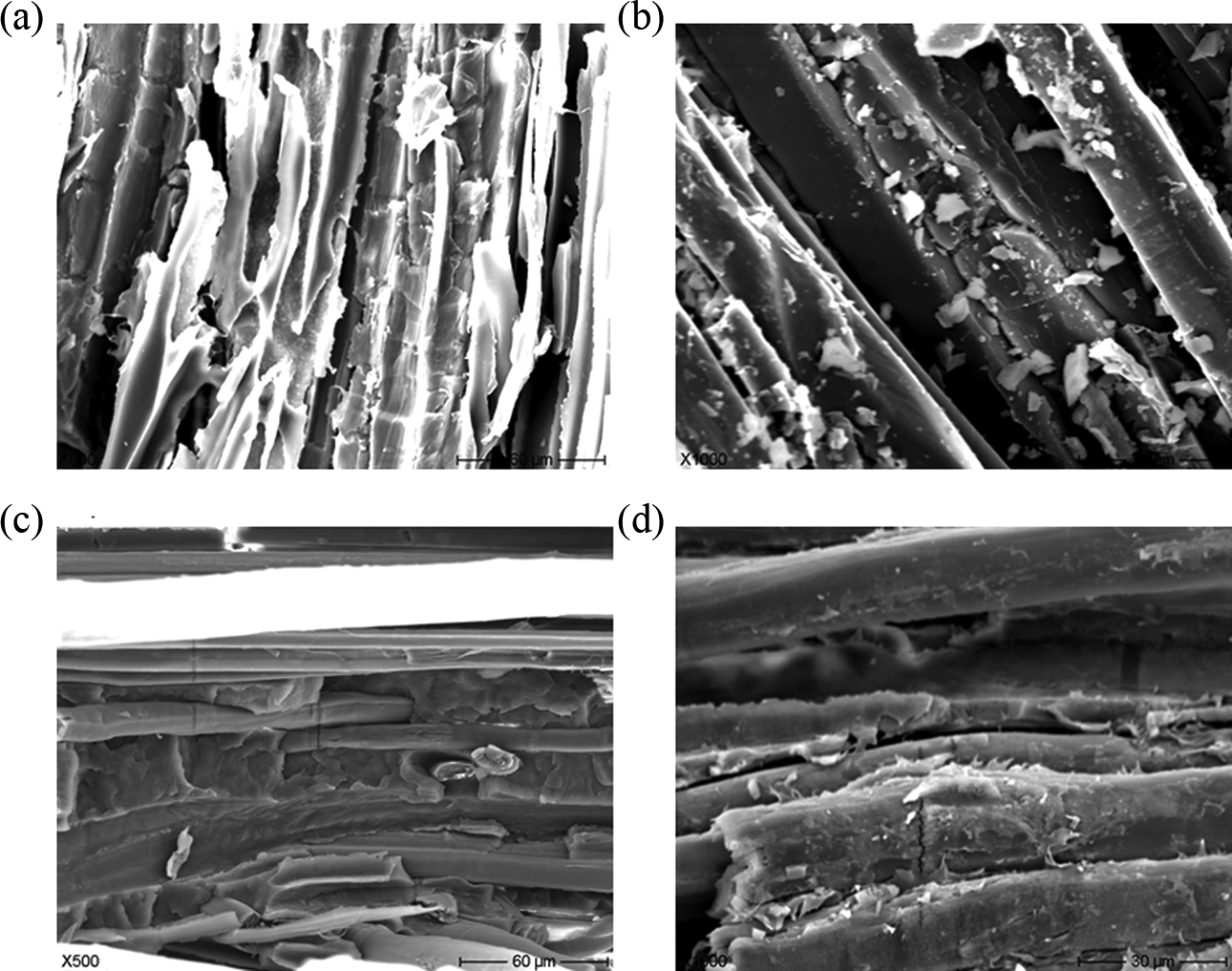
SEM pictures taken for HDPE/UD(−) flax (a), HDPE/UD(−) flax/SiO2 (b), PP/UD(−) flax (c), and PP/UD(−) flax/SiO2 composites (d). SEM: scanning electron microscopy; UD: unidirectional; HDPE: high-density polyethylene; SiO2: silicon dioxide; PP: polypropylene.
TGA response
TGA spectra in form of weight loss as function of temperature for the PP- and HDPE-based flax composites systems studied are demonstrated in Figure 2(a) and (b), respectively. It can be seen from the Figure 2(a) and (b) that the thermal degradation of the neat PP and HDPE started at 356 and 455°C, and 100% degradation was noticed at 487 and 500°C, respectively. The degradation of neat PP and HDPE was a one-step process without residue. Clearly, two-step thermal degradation of weight loss for flax composites resulted in the temperature range of 300—500°C. All the flax composites showed lower onset temperature for the thermal degradation than that of even the neat PP. It is well known that the thermal stability of flax composites exhibited three stages from its TGA spectra, with an initial degradation decomposition peak was due to the moisture removal and further decompositions at high temperature was usually attributed to the degradation of hemicelluloses and noncellulosic materials, respectively. 21 It can be noticed that all the investigated flax composites showed reduced thermal stabilities as the flax content increased. This was the result of low thermal stability of the flax compared with that of the PP and HDPE matrixes. However, there was no direct relation between the thermal stability and flax structures, as similar to our previous work on flax stuructures based on polylactic acid composites 22 However, incorporation of SiO2 substantially enhanced the thermal stability of all the flax/PP and HDPE composites. The increase in the thermal stability of ternary composites was attributed to an interaction between the polymer and SiO2, where the SiO2 delays volatilizations of the products generated at the temperature of –C–C– scission of the polymer matrix. This indication of physical interaction between polymers and SiO2 is probably related to the increase of the cross-linking density. These SiO2 particles serve as a bridge to make more molecules of PP and HDPE interconnected. The overall melting temperature of PP and HDPE in the related systems is shown in Figure 3. One can see that the melting point of the PP/UD/SiO2 composite was about 3°C higher than that of the neat PP, while the melting point of HDPE/UD binary− and HDPE/UD/SiO2 ternary composites showed a slight reduction compared with that of the neat HDPE. This change in the melting point may be assigned to some SiO2 composite effect that was expected from the quality of nano-dispersion. As shown in Figure 1(d), SiO2 was mostly better dispersed in the PP matrix.

Weight loss versus temperature for the PP- (a) and HDPE-based flax composite systems studied (b). HDPE: high-density polyethylene; PP: polypropylene.
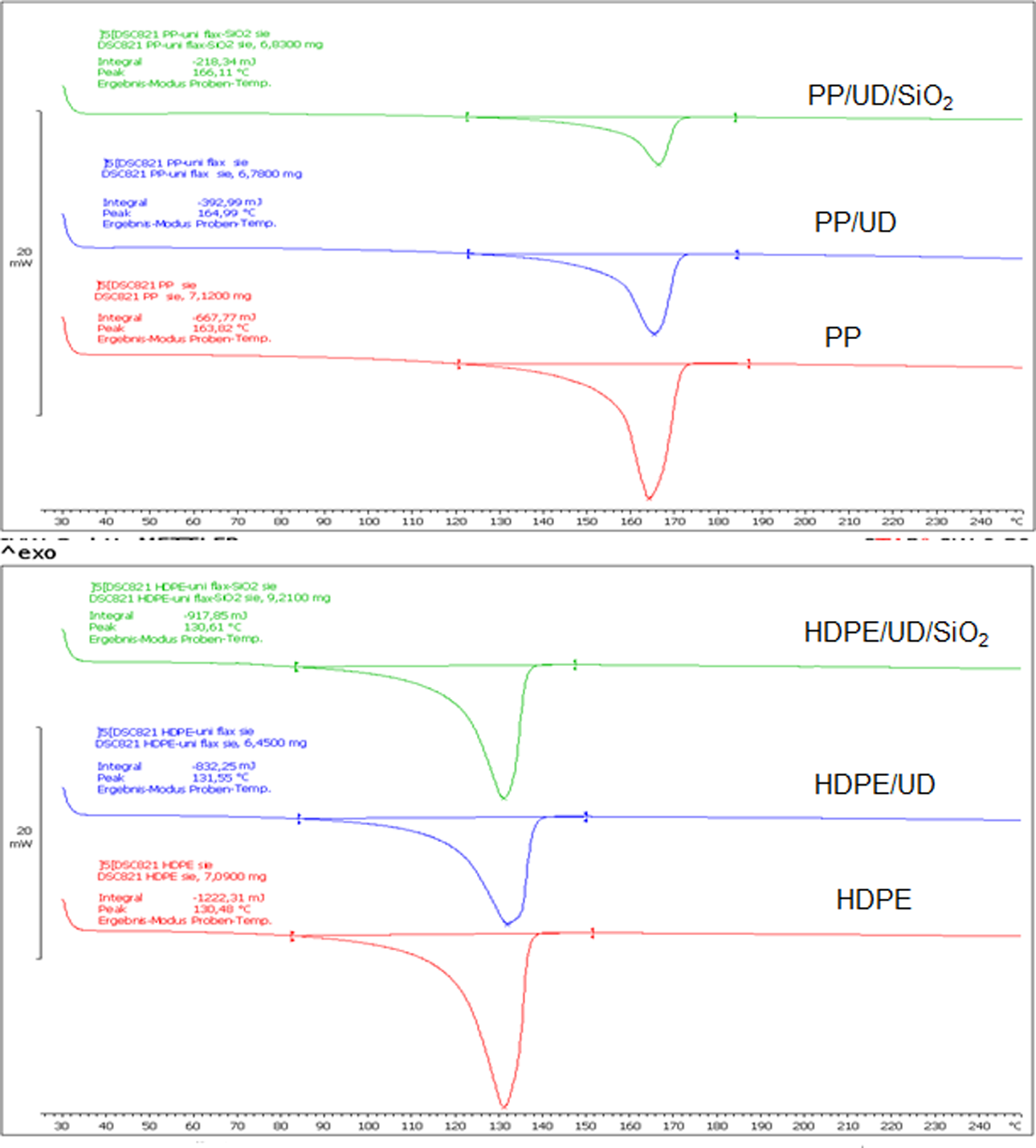
Characteristic DSC curves for the PP- and HDPE-based flax composite systems studied. DSC: differential scanning calorimetry; PP: polypropylene; HDPE: high-density polyethylene.
Impact performance
Figure 4(a) and (b) displays characteristic fractograms (force as a function of time) for the PP- and HDPE-based flax composites systems studied, respectively. One can recognize that incorporation of biaxial flax showed a dramatic increase in the force peak and toward higher the fracture time of the neat PP and HDPE. The maximum load for the biaxial flax binary composites increased by approximately 50% and 80% as compared to PP and HDPE matrix, respectively. This can be assigned to the higher flexible deformation of biaxial flax which was able to diffuse into the matrix contributing to the mechanical impact continuity of the composites system. In comparison with the PP-and HDPE/UD flax composites, this maximum of force peak of PP- and HDPE/biaxial composites indicated a marginal decrease from 539 to 504 N and 850 to 769 N, respectively. This slight reduction can be assigned to some containing of the flax in related composites (cf. Table 1). The impact strength was directly influenced by the weight fraction of related composites. This suggestion is in accordance with previous experimental result by Siengchin and colleagues, as recently demonstrated on examples of the HDPE/flax matrix and PLA/woven flax composites. 23,24
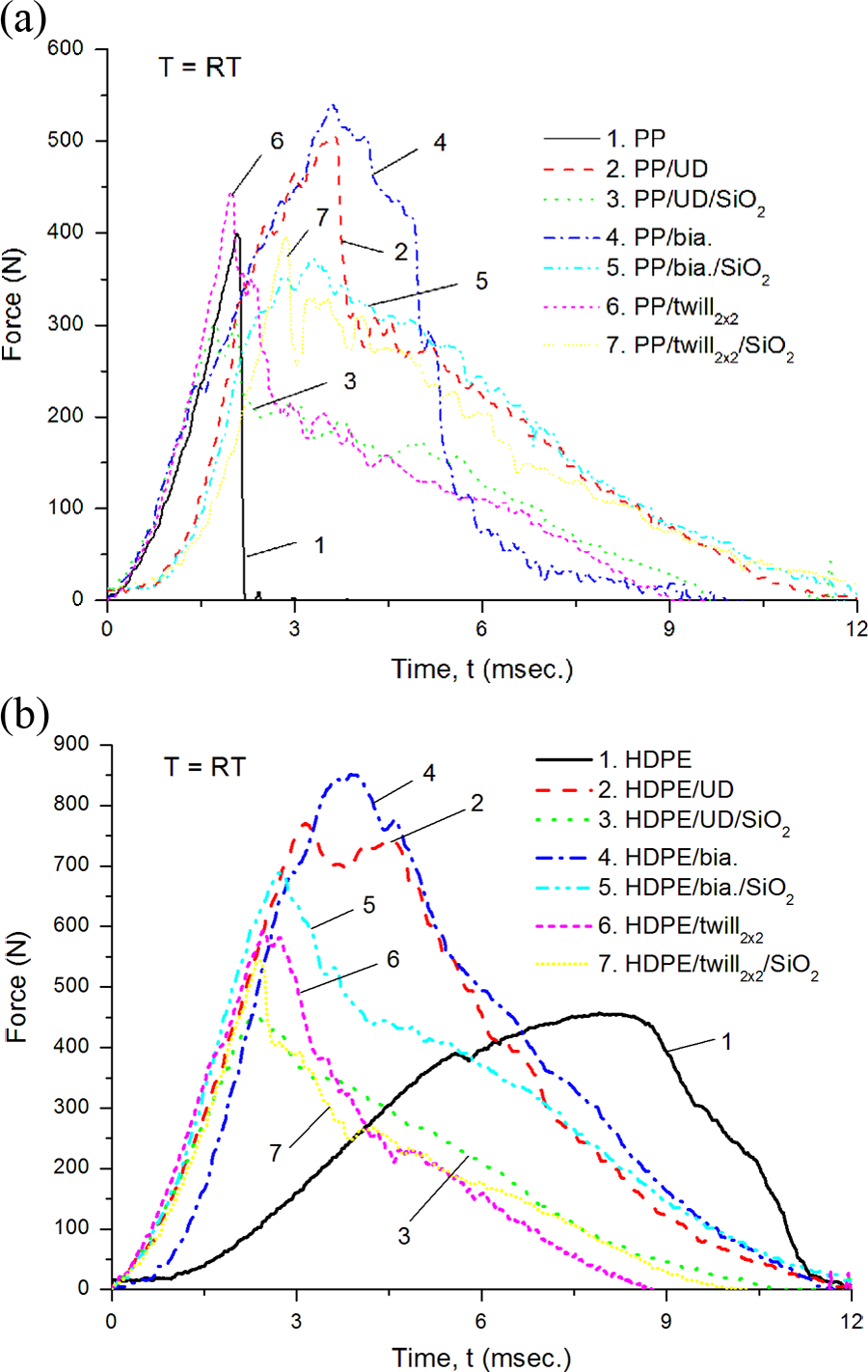
Characteristic force–time curves for the PP- (a) and HDPE-based flax composite systems studied (b). PP: polypropylene; HDPE: high-density polyethylene.
Moreover, the force peak of twill2 × 2 flax/PP and HDPE composites was 445 and 580 N, respectively, which were nearly comparable to the force peak of PP and HDPE matrix. An increment in the fracture time revealed that flax fibers had the capability to support effective mechanical loading transformation in the matrix. This relative increment of force peak and fracture time should be traced to the difference in the flax structure characteristics of biaxial, UD, and twill2 × 2 flax (cf. Figure 4(a) and (b)). Incorporation of additional SiO2 decreases the fracture toughness for all PP and HDPE flax composites systems. A decrease in peak force and fracture time at SiO2 loading could be a reflection of decreased segmental motion in the boundary amorphous layers of the crystals between SiO2 and matrix as well as SiO2 agglomeration. Meanwhile, numerous cavitation sites can be created at the interface between the SiO2 particles and the amorphous layers which promoted micro-crack formation. Similar investigations have also been reported in the work by Siengchin. 17
Dynamic mechanical thermal response
Figure 5(a) and (b) depicts the E′ as a function of temperature for the PP- and HDPE-based flax composites systems studied. It is clear from Figure 5(a) and (b) that PP and HDPE showed the lowest E′ value. The E′ increased with addition of flax in PP and HDPE at all evaluated temperatures. The reinforcing effect of composite structure twill2 × 2 and biaxial(−)flax resulted in a pronounced stiffness slightly enhancing compared with the matrix. Interestingly, the E′of the PP- and HDPE/UD flax composites for the between temperatures −100 to 60°C was in the range of 5–25 GPa. This was due to the preferential reinforced direction of UD flax. This stiffness value was very high for any meaningful structural applications of the biocomposites. Incorporation of SiO2 particles in PP/biaxial(−), PP/UD(−), HDPE/biaxial(−), and HDPE/twill2 × 2 composites resulted in increase the stiffness, while PP/twill2 × 2 and HDPE/UD composites showed an SiO2 influence slightly in the E′. This improvement of modulus was probably due to the reduction of chain mobility and deformation within the polymer matrix. It can be noticed that the addition of SiO2 showed the highest increase in E′ for PP/UD flax composite. The incorporation of all flax and flax/SiO2 had a marginal effect on the overall primary and secondary glass transitions and reoriented defect in crystalline phases of PP and HDPE in the related systems (tan δ—not reported here).
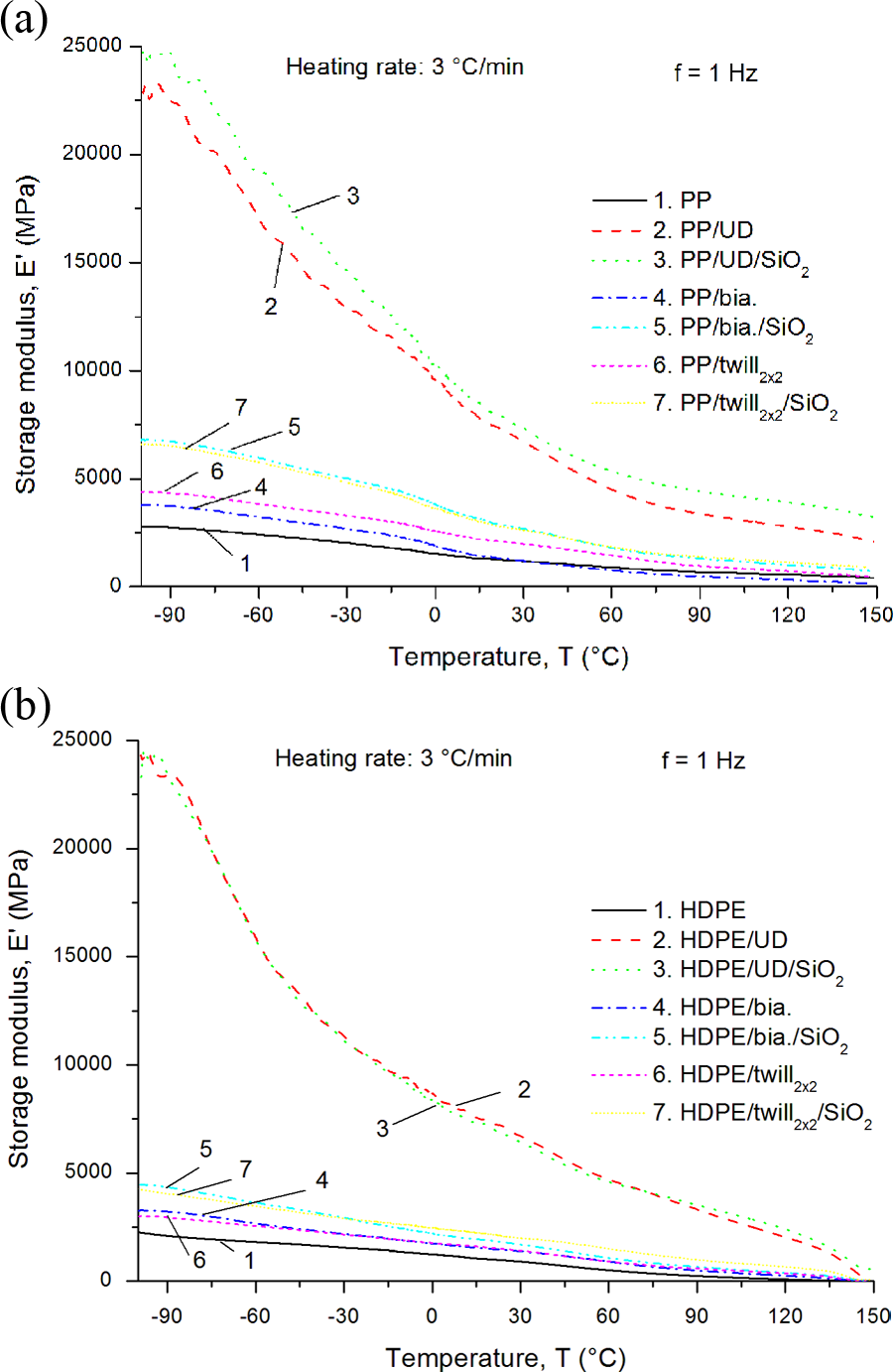
E′ versus T traces for the PP- (a) and HDPE-based flax composites systems studied (b).
Creep and stress relaxation response
Creep behavior is one of the most fundamental considerations of the physical properties critical to product acceptance in many engineering applications. Generally, viscoelastic properties of creep and stress relaxation response depend on the composite structure and applying temperature. The mobility of the chains of polymer decreases with decreasing the temperature.
25
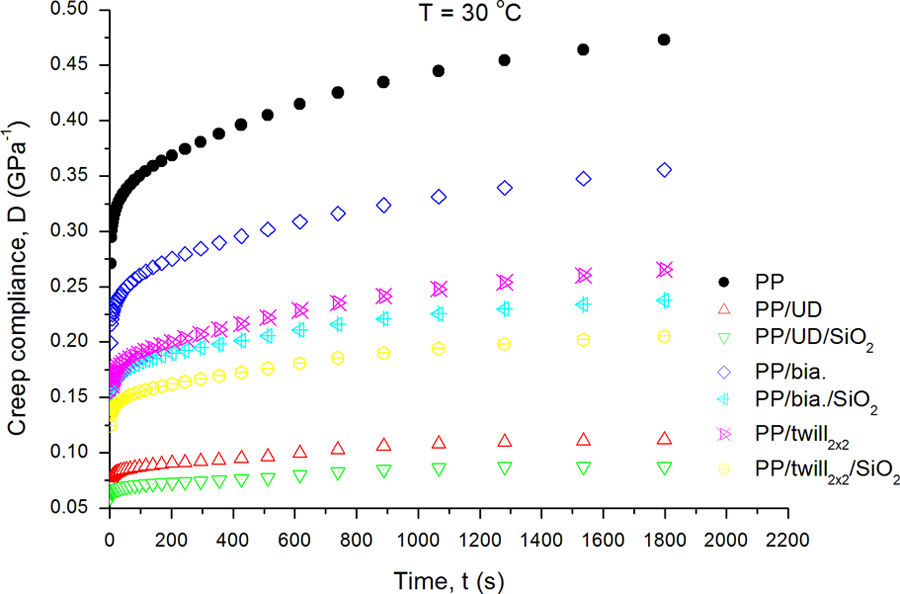
Figure 6 displays the creep compliance values at 30°C for the PP-based flax composites. One can notice that the presence of flax fiber and SiO2 particles decrease the creep compliance compared with the neat PP. The principle of the total creep compliance of a polymer composite is expressed as the sum of elastic (D
e) and viscoelastic (D
v) components.
26
The total creep compliance (D) is: Compliance versus time for the PP-based flax composites systems studied. PP: polypropylene.
where σ is the applied stress, T is the temperature, and t is time.
With the addition of flax, it was observed that both D e and D v were lower than neat PP. For the flax composites containing SiO2, the enhancement of the D v was observed at all flax structure composites. It is also noted that with the addition of PP/UD(−)flax/SiO2 composite, the most beneficial effect on D e and D v decreased. It can be also observed in Figure 6 that the result of creep resistance was a suitable indicator for the flax fiber orientation. The fiber orientation such as twill2 × 2 flax resulting in early force–deformation may increase substantially the creep resistance of PP composites previously subjected to biaxial flax fiber. The ternary composite of PP/UD/SiO2 showed lower creep compliance in the whole time investigated compared with the neat PP and all flax/PP with additional SiO2. This suggests that, which was as expected, whatever their geometry of UD flax be, they had some effect in hindering the early viscoelastic deformation of the flax fiber-reinforced composites. Moreover, the SiO2 particles can act as several aspects like to delay the stretching of molecular chain segments and enhanced friction polymer chains. This observation agrees with Siengchin et al. 25 who reviewed that the nanoparticles influence was more significant on the instantaneous creep. This became more pronounced with increasing temperature.
The effect of testing temperature on the creep compliance, this is in accordance with our creep response observation that the creep resistance in the neat PP and its composites increased with increasing testing temperature and parallel to that also the D
e and D
v (not reported here). It is well known that the shift factors (aT) are linked with time–temperature superposition (TTS) via the Arrhenius and Williams–Landel–Ferry (WLF) functions. Temperature dependence of the shift factor is corrected using the WLF or the Arrhenius equations.
27
The WLF equation follows:
where C1 and C2 are constants and T 0 is the reference temperature, in this case it is 50°C.
The Arrhenius equation follows:
where E a is the activation energy, R is universal gas constant, and T 0 is the reference temperature 50°C).
Figure 7 displays the course of the experimentally determined aT values as a function of the temperature. One can recognize that the experimental aT data and their slope decreased with increasing temperature and addition of flax fiber. It is noted that this may be linked with the difference in flax structures. The decrease in slope of aT was mostly due to the reinforcing effect of SiO2 particles. The parameters of the Arrhenius (E a) and WLF (C1, C2) equations are listed in Table 2. One can observe that the practical results of E a are influenced by the structures of the flax composites. The most striking finding is that the UD structure of the flax fiber likely affected the shift factors. Note that the E a, C1, and C2 of PP/UD (−)flax composite decreased when compared with the biaxial and twill2 × 2 composites. Moreover, the SiO2 reinforcing effect was accompanied with a reduction in the experimentally determined E a, C1, and C2 values. The creep master (followed by TTS principle) as a function of time selecting T ref = 50°C as the reference temperature is depicted in Figure 8. The aforementioned difference in the flax structures was well reflected and confirmed in the creep master curves. The same statement holds for the PP/UD/SiO2 composite with most increasing creep resistance. For example, the creep compliance of PP/UD/SiO2 ternary composite at 1800 s was reduced by approximately 5 times and 3 times compared with the PP/biaxial and PP/twill2 × 2 composites, respectively. The studies on binary and ternary PP composites show that creep compliance at short term and calculated master curve was believed to be controlled by the deformation of the flax fiber phase.
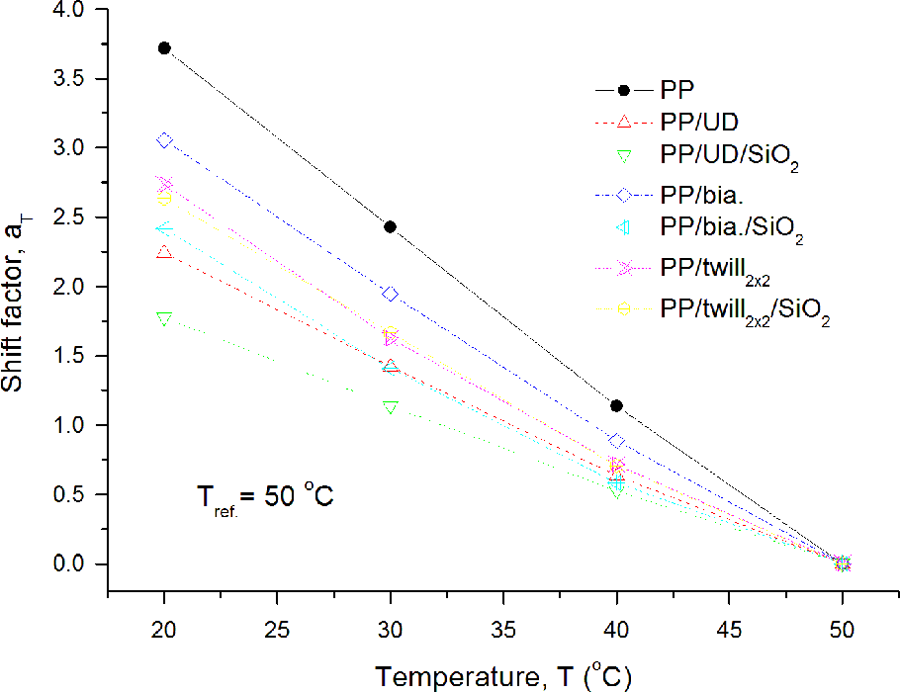
Experimental shift factors along with the related Arrhenius fits in the creep temperature range T = 20–50°C for the systems studied.
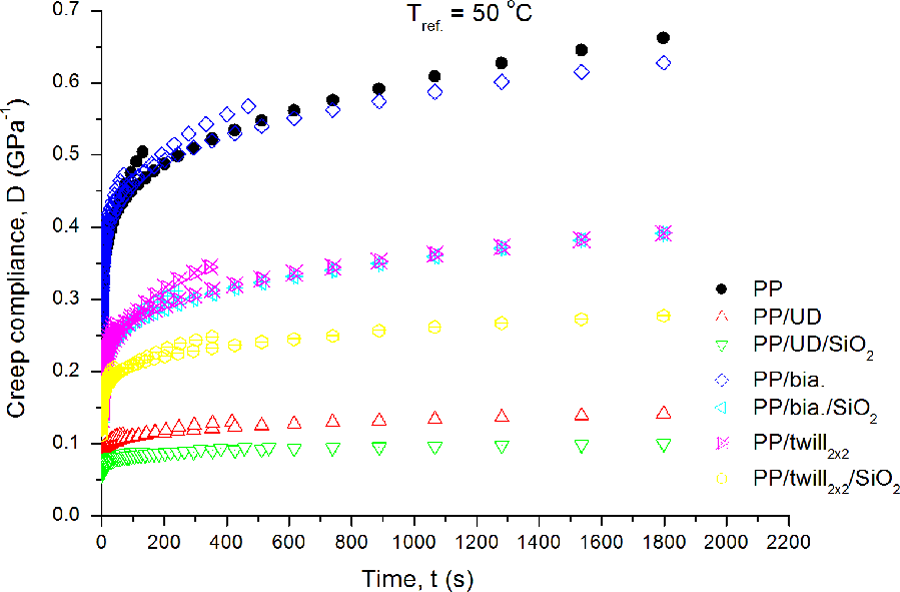
Creep master curves constructed by considering the TTS—selecting T ref = 50°C. TTS: time–temperature superposition.
The shift factor (aT) based on experimental results of the Arrhenius and WLF equations for creep and stress relaxation tests–selecting Tref = 50°C.
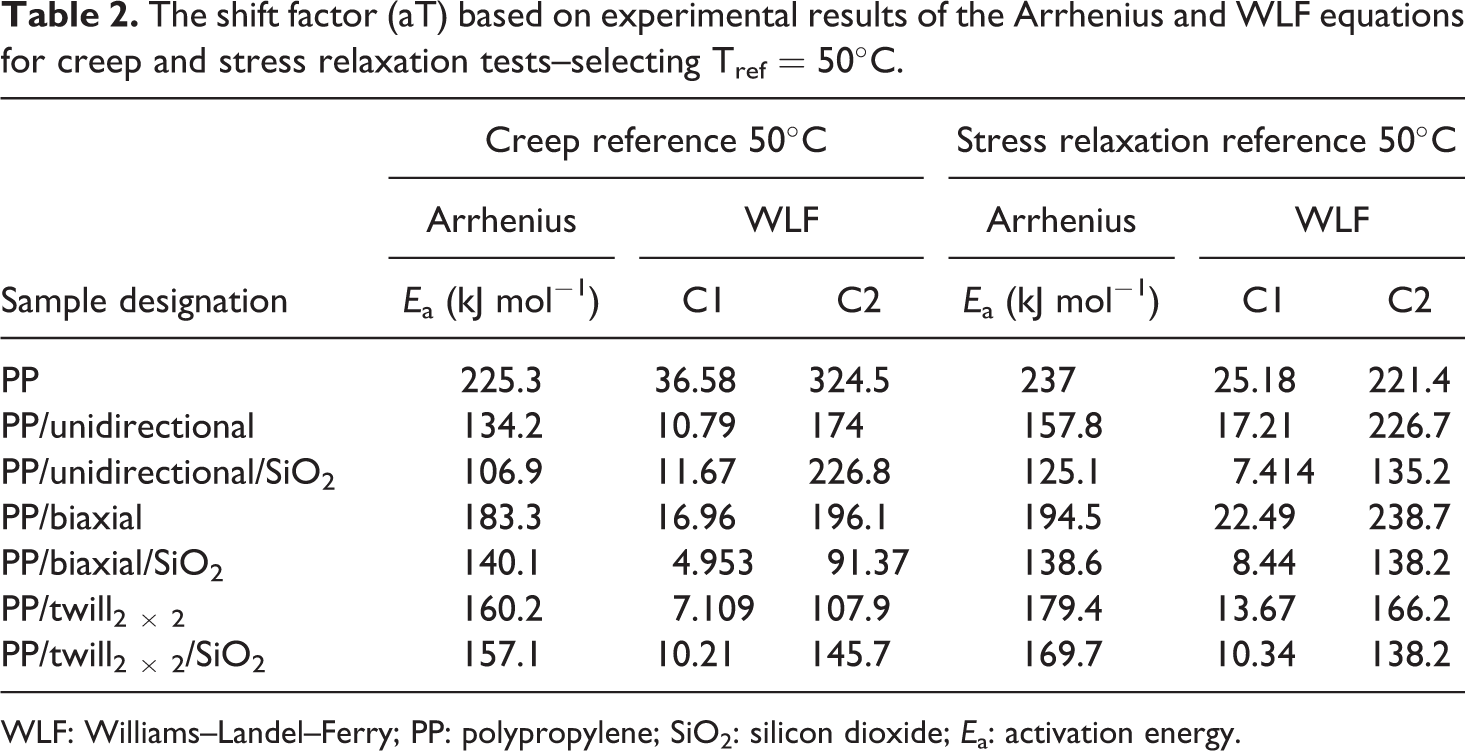
WLF: Williams–Landel–Ferry; PP: polypropylene; SiO2: silicon dioxide; E a: activation energy.
Similar to the creep response, the total stress relaxation used to gain deeper insight of PP and HDPE composites systems studied. The principle of the total relaxation modulus (E
r) is expressed as the sum of elastic (E
re) and viscoelastic (E
rv) components. The stress relaxation of composite materials is separated in two stages. In the first stage of instantaneous relaxation, this starts at time closer to zero. In the next stage, it is time-dependent relaxation. Therefore, the total relaxation modulus can be expressed usong the following equation:
where ε is the applied stress, T is the temperature, and t is time.
In addition, to describe the relaxation modulus versus time traces the generalized Maxwell model can well be used.
28
The generalized Maxwell model consists of an elastic spring and a viscous dashpot in series given by
where
Figure 9(a) and (b) depicts the relaxation modulus as a function of time for binary and ternary PP and HDPE composites systems studied and their fitting by the generalized Maxwell equation, respectively. It is well resolved that there was a good agreement between the relaxation curves and those predicted by the generalized Maxwell equation. The corresponding parameters of the generalized Maxwell model are summarized in Table 3 using the related rheology advantage data analysis software. To fit the data with the generalized Maxwell model, the experimental results can be assumed that the parameters of
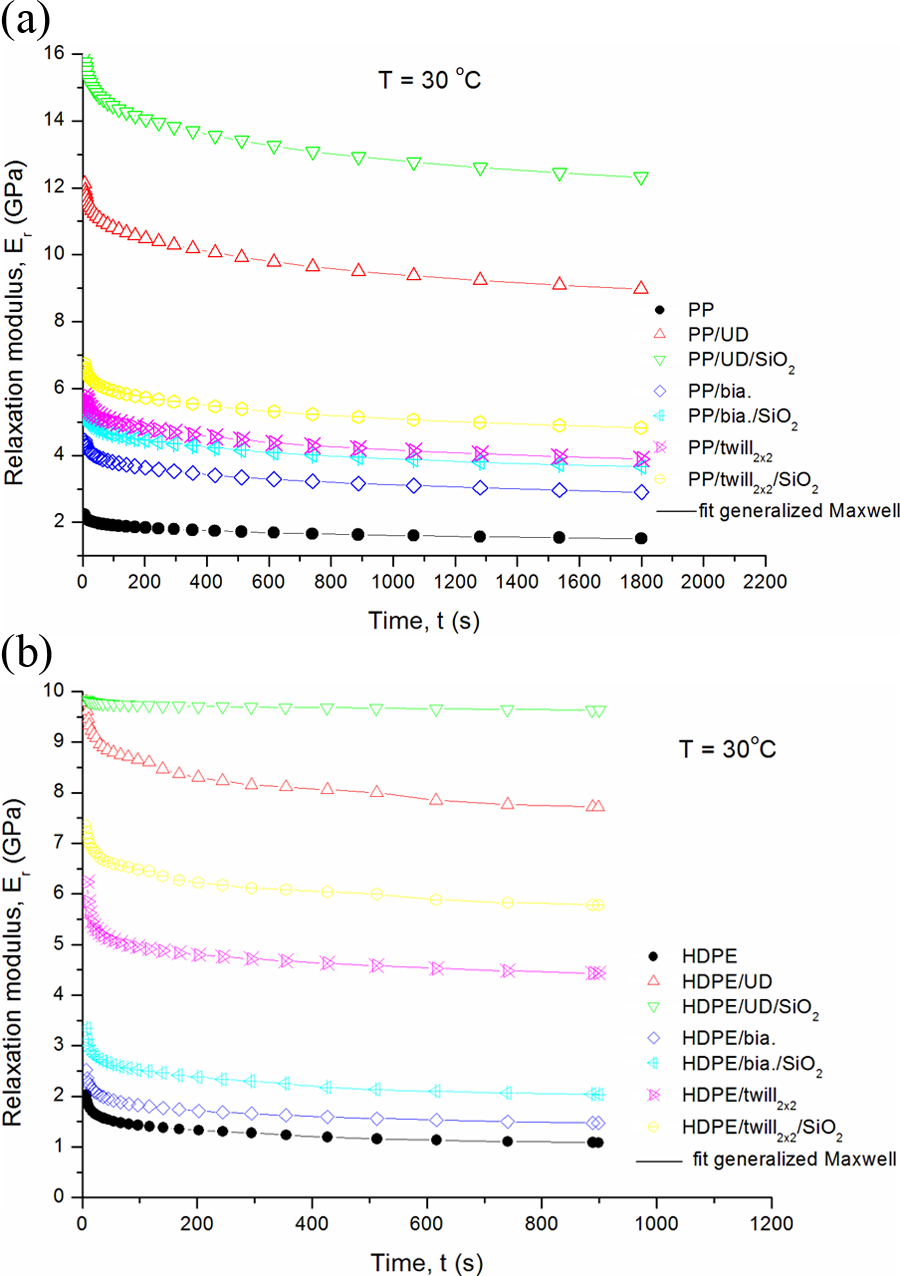
Relaxation modulus versus time at T = 30°C and their fitting by the generalized Maxwell equation for the PP- (a) and HDPE-based flax composites systems studied (b). PP: polypropylene; HDPE: high-density polyethylene.
Fitting parameters of the generalized Maxwell model.
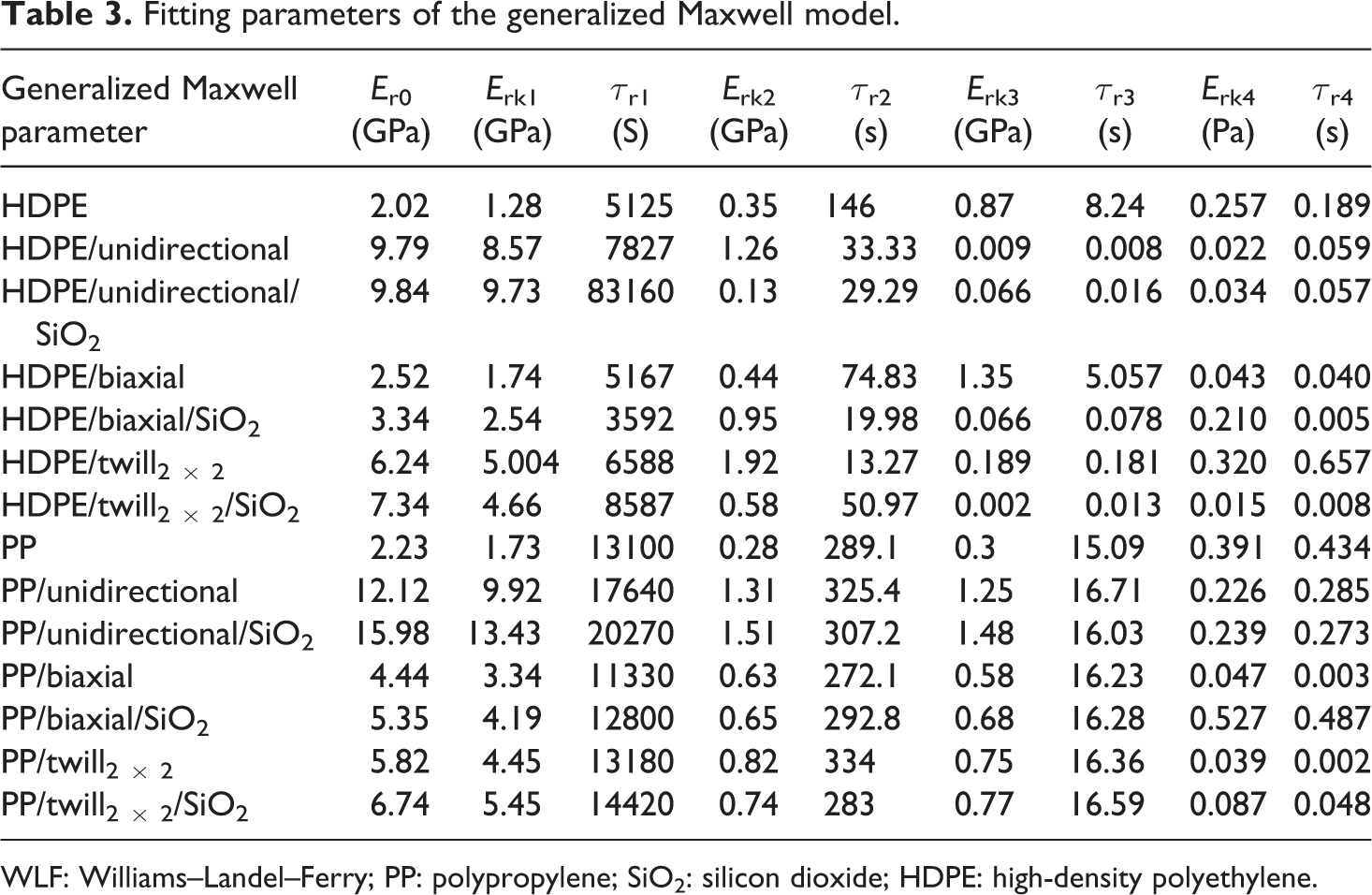
WLF: Williams–Landel–Ferry; PP: polypropylene; SiO2: silicon dioxide; HDPE: high-density polyethylene.
One can see from Figure 10(a) and (b) that due to the softening of the PP and HDPE matrix, the E rv decreased with increasing temperature. Note that the stiffness was decreased with diminished instantaneous relaxation modulus (E re). The large E r (t) difference for the PP/biaxial/SiO2 composite (cf. Figure 10(a)) during temperature change suggests that the relaxation response was far more sensitive to the PP matrix in the related specimens than in the HDPE matrix. For the stress relaxation test of the PP and HPDE matrix, the E a of 237 and 167.5 kJ mol−1, respectively (cf. Figure 11(a) and (b)), can be calculated by TTS. Incorporation of flax structures and SiO2 particles decreased the E a compared to both matrices PP and HDPE. The obtained E a was in the range of 125–195 kJ mol−1 for PP-based composites and 29–142 kJ mol−1 for HDPE composites system studied. This depended upon the type of composite structures. Comparing these E as with those from stress relaxation and creep tests of PP composites system studied, similar trends to reduce E a can be noticed when the SiO2 particles were added in all PP/flax composites. This can be confirmed to the reinforcing effect of SiO2.
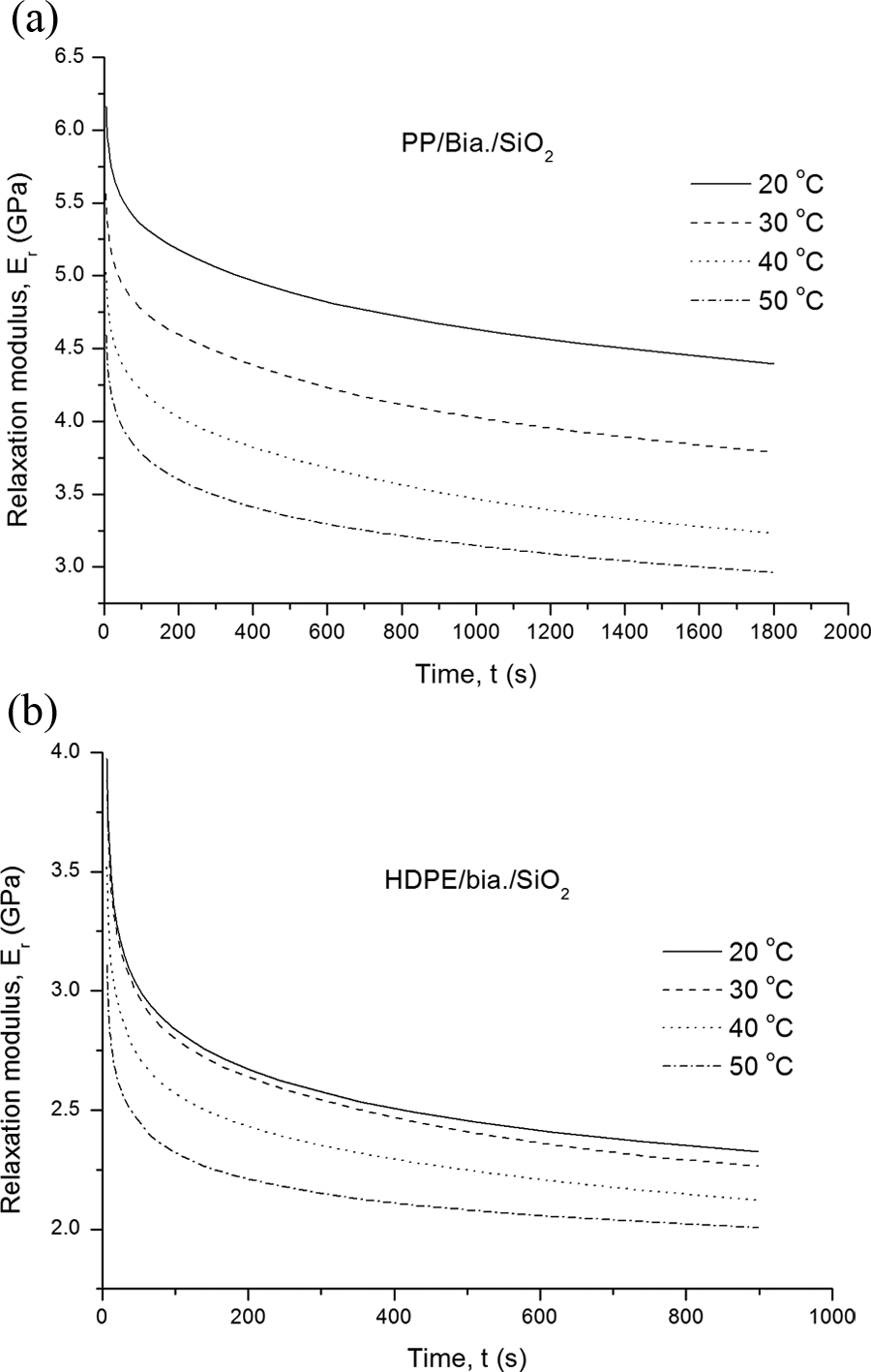
Effect of temperature on the relaxation modulus of the PP- (a) and HDPE-based flax composites systems studied (b). PP: polypropylene; HDPE: high-density polyethylene.
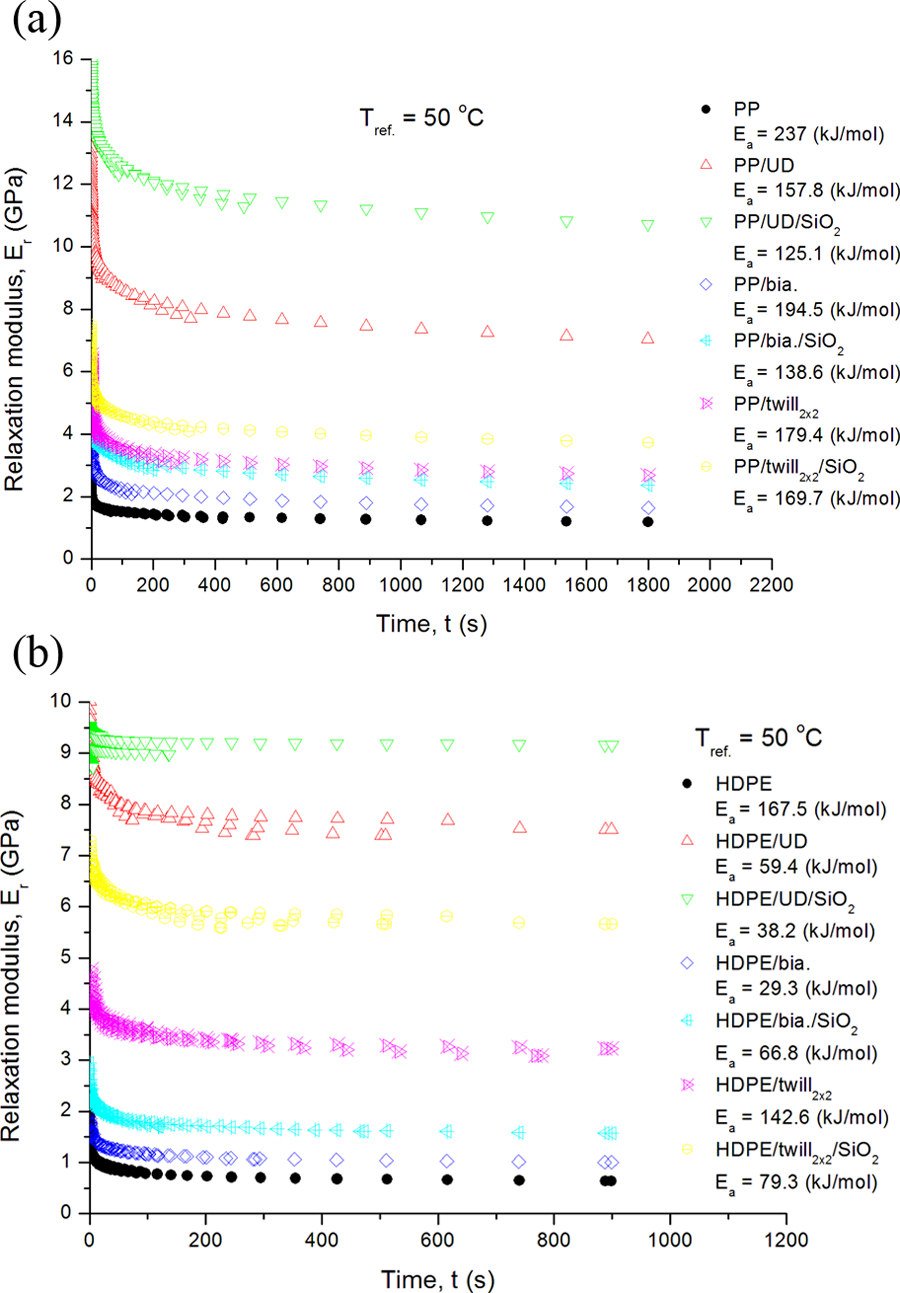
Relaxation modulus—master curves were constructed by considering the TTS and selecting T ref = 50°C for the PP- (a) and HDPE-based flax composites systems studied (b). E a was calculated by the Arrhenius equation. TTS: time–temperature superposition; PP: polypropylene; HDPE: high-density polyethylene.
The related master curves, namely, stress relaxation modulus as a function of time, selecting T ref = 50°C as reference temperature are depicted in Figure 11(a) and (b). One can recognize that according to the TTS principle satisfactorily fits to the stress relaxation data for all systems. Incorporation of UD flax enhanced markedly the relaxation modulus of PP and HDPE but less affected for biaxial flax systems. This improvement in relaxation modulus was associated due to the arrest of segmental motion between at interfacial with their neighborhood, thus increased in both elastic and viscoelastic components of the total stress relaxation. The improvement in relaxation modulus was more pronounced for the PP and HDPE/UD/SiO2 ternary composites.
Conclusion
This work devoted to study the morphology, thermal, mechanical, creep, and stress relaxation properties of PP or HDPE hybrid composites based on different flax fiber (UD(−), biaxial, and twill2 × 2) and SiO2. The SiO2 was introduced in the PP or HDPE/flax fiber in 8 wt% using a hot press. Based on this work, the following conclusions can be drawn: Addition of SiO2 significantly increased the thermal decomposition of PP-HDPE/all flax fiber composites. This can be attributed to the reinforcing effect of SiO2. The impact strength, stiffness, and viscoelastic properties of PP-HDPE/all flax fiber laminates increased profoundly in the presence of SiO2. However, this improvement of mechanical properties influenced strong on the flax structure characteristics. Incorporation of SiO2 particles and all flax fiber into the PP or HDPE matrix resulted in a considerable increase of the creep resistance and relaxation modulus. The improvement in creep and relaxation properties of PP and HDPE hybrid composites was attributed to the interfacial interaction of SiO2 in the hybrid composites. Moreover, the improvement in creep compliance and relaxation modulus was more pronounced for the PP and HDPE/UD/SiO2 ternary composites. Based on the TTS principle, experimental master curves in form of creep compliance and relaxation modulus versus time were constructed. The related master curves of relaxation modulus could be satisfactorily described by the generalized Maxwell model.
Footnotes
Funding
The research leading to these results has received funding from the Office of the National Research Council of Thailand under the grant KMUTNB-GOV-57-44 agreement of King Mongkut’s University of Technology North Bangkok (KMUTNB), Bangkok, Thailand.