
Abstract
Machining processes face two major challenges: sustainability and cleaner production. However, the effective utilization of tool and methods of lubrication system in sustainable machining have been dealt in depth in earlier investigations. This work aims to optimize sustainable machining parameters in drilling process for recyclable carbon fiber-reinforced polypropylene (CFR-PP) composites. This work is focused on modeling and optimization of drilling parameters for sustainable machining with respect to thrust force and torque for CFR-PP composites. The response surface method based on D-optimal design of experiments is used for modeling and optimization with variables such as drill spindle speed and drill feed rate as numerical factors, which includes different drill material as the categorical factor. The influences of tool materials on the sustainable machining are also discussed in detail. Further, the sensitivity analysis is applied to compare the relative impact of control parameters (spindle speed, feed rate, and drill materials) on thrust force and torque. The scanning electron microscope images are used for analyzing the morphologies of drilled surfaces.
Keywords
Introduction
Sustainable production deals with the entire product life cycle starting from design, manufacturing, and service till the disposal of a manufactured component. Sustainable manufacturing system is a worldwide concept, which includes significant elements belonging to many engineering applications, particularly for various machining processes. Earlier studies focused on developing cost-effective technological developments without much consideration to the environmental effects. But today, significant importance is given to ecology to reduce the waste produced because of the chemical and mechanical reaction during machining process. The environmental performance and economic position are improved for composite machining industries through the sustainable manufacturing system. 1 The energy utilization is measured for the cleaner production, and the overall energy efficiency is increased for sustainable CNC machining by Tao and Xu. 2 Hanafi et al. 3 have achieved the sustainability target in terms of minimum surface roughness and less power consumption through the sustainable machining of FRP composite materials. Pusavec et al. 4 have compared the different lubrication conditions on the sustainable machining of nickel alloy and desirability function is used for machining performance optimization. Tao and Xu 5 have discussed the various effective energy management strategies and comprehensive energy models for a machining system, especially sustainable.
Pramendra Kumar et al. 6 have conducted drilling studies on green composites consisting of sisal fiber and polylactic acid. They have studied the induced thrust force and damage of drilled hole in terms of delamination. Ali et al. 7 have conducted drilling experiments to examine the influence of drilling process variables and drill tool specifications on induced drill force in carbon fiber-reinforced polymer (CFRP) composites. The study reported that increase in drill speed increased the induced force in hole making of CFRP laminates. Anant and Javali 8 have studied the influence of machining parameters on specific cutting energy and delamination for unsaturated polyester resin and chopped glass fibers (GFs). Srinivasan et al. 9 have used the thermoplastic composite materials for studying its machinability. Palanikumar et al. 10 have focused on the drilling of thermoplastic composites. The drill feed rate affects the quality of the drilled hole in terms of surface finish and oversize. 11 Ali et al. 12 have examined the glass fiber-reinforced (GFR) epoxy composites using uncoated carbide drills. It is observed that the drill geometry is crucial in the cutting load and surface quality of drilled hole. A 6-mm diameter twist drill made of coated carbide drill develops less thrust force and better surface quality than the larger diameter drill. 13 Palanikumar et al. 14 have conducted drilling experiments in glass fiber-reinforced plastic (GFRP) composites using four-flute twist drill made by high-speed steel (HSS). It is reported that feed rate and fiber orientation of the workpiece materials play a significant role in the thrust and surface irregularities of the drilled hole and they have developed the empirical model to predict the process responses using response surface methodology (RSM). Samuelraj and Karunamoorthy 15 have obtained better hole quality and higher dimensional accuracy of drilled hole using a candlestick drill compared to twist drill in CFRP composite materials.
Liping et al. 16 have conducted the drilling experiments in GFRP composites using 10 types of candlestick drills. The effect of thrust force on delamination is examined in detail and concluded that the exit delamination significantly depends on the exit thrust force rather than the maximum thrust force. The geometry of candlestick drill such as inner drill tip angle 70° and outer drill tip angle 20° induces less exit thrust force and drilling-induced damage in terms of delamination. Due to the sharpness of the outer drill tip and fiber tension beneath the outer drill, candlestick drill produces smooth and easier cutting action on the composite workpiece. 15,17 Robert et al. 18 have correlated the induced thrust force, drill tool wear, and delamination factors with hole quality. Zitoune et al. 19 have investigated the cutting forces and quality of holes with respect to the machining variables and double cone drill geometry and concluded that less thrust force is induced by using a double cone drill. Latha et al. 20 have examined spindle speed tool feed on delamination and concluded that the tool travel and tool diameters influence the process. Marathe and Javali 21 have made drilling experiments to find the influence of tool geometries, drill speeds, and feed rates on delamination damages. Tan et al. 22 have conducted drilling experiments on hybrid composite made by CF/GF to evaluate their machinability.
Latha and Senthilkumar 23 have formulated the fuzzy-based empirical model to estimate the quality of drilled hole surface in GFRP composites. Palanikumar et al. 24 have developed fuzzy model to forecast the quality of surface for carbon particle-based polyamide composites. The formulated mathematical model exhibits the best correlation with experimental values. Cabrera et al. 25 have optimized the machining process variables and have developed the mathematical model using a multi-criteria optimization technique. Basavarajappa et al. 26 have developed the RSM model for quantifying the process responses with essential input parameters. Tan et al. 27 have formulated the regression model using RSM to forecast process responses in drilling of CF/GF hybrid composite material and they have concluded that the quality of drilled holes is highly affected by drill geometry and feed rate. Rajmohan and Palanikumar 28 have developed a model and optimized the drilling process parameters through RSM-based D-optimal design. This method is “alphabetic” optimal design 29 formulated to choose the valuable design points to minimize the variance related to selected model coefficients. The RSM-based four-factor D-optimal design is applied for tribological behavior of PEEK with reinforcement by Rajmohan et al. 30 Muhammad et al. 31 have developed the axial and feed cutting force model to predict process responses. This model is also used to optimize the process control factors to meet the need of the industry. Kamlesh et al. 32 have formulated the finite element model for CFRP composite materials. Mohr–Coulomb failure criteria are used to simulate the relative damage zone accurately with regard to the thrust force.
Extant literature revealed that the studies on drilling performances of carbon fiber-reinforced polypropylene (CFR-PP) composites are extremely limited, and there is scope to analyze the machinability of CFR-PP thermoplastic composites. Although renovation of the manufacturing systems is expensive, it can be done with enhancing energy efficiency, which is affordable with available machineries. During drilling of CFR-PP, the thrust force and related drilling torque consume more power and hence an optimum condition should be applied.
A sustainable manufacturing process is designated as the creation of manufactured products efficiently with minimum negative environmental impacts. It also conserves the energy and natural resources. Productivity and unit cost of production play a major role for sustainability in manufacturing. The present investigation discusses the reduction of thrust force and torque, so as to reduce the power consumption in machining of CFRP composites to achieve the sustainability target. The experiments are conducted in a comprehensive way considering three different drill bits. D-optimal experimental design is used by incorporating the both numerical and categorical factors. Regression models (RSM-based D-optimal method) are developed to achieve the sustainability target through desirability optimization technique Feature plan is used to ascertain the relation between thrust force and torque in drilling. Sensitivity analysis is carried out for finding the factor influence.
The objective of reducing the power consumption is achieved in terms of reduced thrust force and the respective torque. This involves, in practice, reducing the environmental footprint related to the manufacturing process while providing enhanced functional performance in terms of thrust force and torque of machined parts. The obtained results have indicated that feed rate is the most influential parameters. The optimal setting of drilling parameters achieves sustainability target in terms of minimum thrust force and torque.
Materials and methods
The woven carbon fabric of 200 g/m2 as reinforcement and a matrix made of PP film of 120 g/m2 are used to fabricate the CFR-PP thermoplastic laminates. PP of grade homopolymers (HOMO)—Repol SS80 N is used to make fiber-reinforced thermoplastic laminates. Homopolymers are characterized by a high isotactic index, resulting in a high melting point, which leads to excellent stiffness, superior scratch resistance, and good chemical resistance against most inorganic acids, alkalis, and salts. In addition, it provides strong resistance to environmental stress cracking when in contact with alcohols, esters, detergents, or polar hydrocarbons. Using film stacking technique, a 3-mm thickness of CFR-PP laminate is fabricated from six layers of prepregs using hot compression molding machine. The mold is heated electrically by platen plates and pressure is applied. The temperature of 200°C, pressure of 10 bars, and dwell time of 5 min are used to make the laminates. The fabricated laminate is taken out of the mold, and the edges are sized to cut the specimens to assess the mechanical and physical properties according to ASTM standards.
The tensile properties are determined by ASTM D3039 standard. 33 –35 The composite material forms are limited to continuous fiber- or discontinuous fiber-reinforced composites in which the laminate is balanced and symmetric with respect to the test direction. The flexural strength is determined by ASTM D790 standard 35 –37 in which test specimen is supported as simply supported beam and loaded at the midpoint. The maximum stress in the outer surface of the test specimen occurs at the midpoint. The ASTM D 256 standard 33,34,38 is used to find the impact strength, and ASTM D 2583 39,40 is used to find Barcol hardness of the CFR-PP composite material. The moisture absorption is determined by ASTM D 570 standard 41 –43 and ASTM D 792 44 –46 is used to find the density of the composite material. From the results, it is asserted that the mechanical properties of CFR-PP laminates are much superior to GFR-PP composite laminates, 11 owing to the fact that the specific strength/modulus of CF is greater than GF. The tested results are listed in Table 1.
Properties of CFR-PP and GFR-PP laminates.
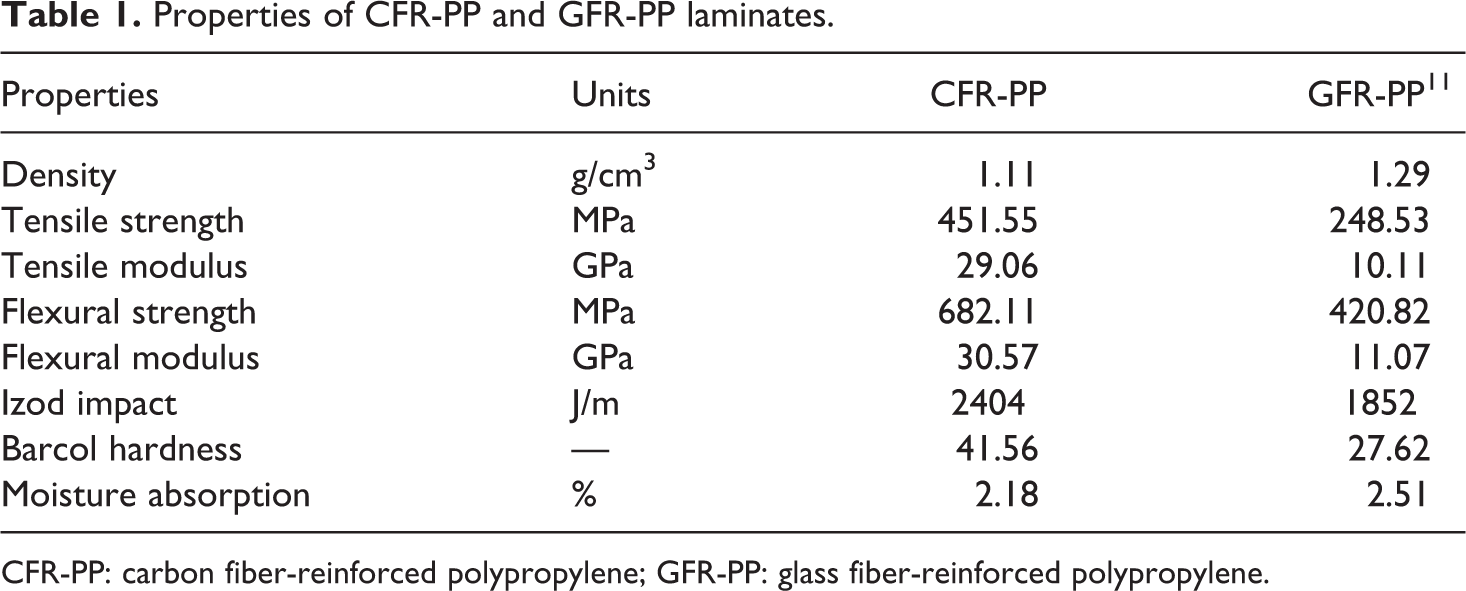
CFR-PP: carbon fiber-reinforced polypropylene; GFR-PP: glass fiber-reinforced polypropylene.
The plan of drilling experiments is designed using RSM-based D-optimal design. The effects of the qualitative and quantitative factors are considered in this experimentation. The design scheme of experimentation is presented in Table 2.
Design of drilling parameters and its levels.
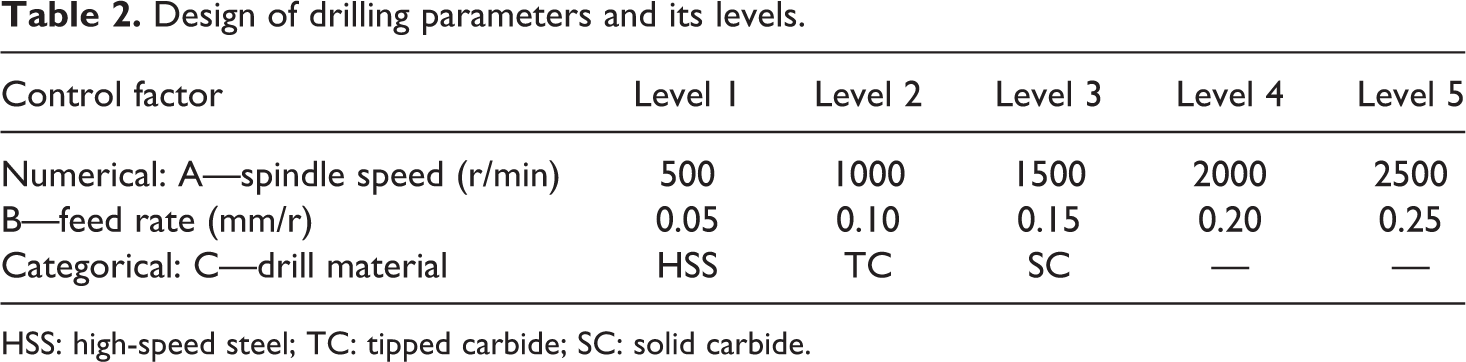
HSS: high-speed steel; TC: tipped carbide; SC: solid carbide.
Experimentation includes one categorical factor and two numerical factors, which are varied for three levels and five levels, respectively. The experiments are planned in a three-axis vertical machining center according to D-optimal design. Three types of drill materials with a diameter of 6 mm are used for this analysis based on the extensive usage in an industry. They are (i) HSS twist drill of point angle 118° and helix angle 28°, (ii) tipped carbide (TC) twist drill of point angle 118° and helix angle 18°, and (iii) solid carbide (SC) twist drill of point angle 140° and helix angle 28°. The drill tools used for the experimentation are presented in Figure 1. During drilling of CFR-PP laminate, thrust force (Ft) and torque (Tq) are evaluated using the Kistler piezoelectric dynamometer. The induced force is converted into a respective voltage signal and then the voltage signals are amplified by a charge amplifier as shown in Figure 2. The experiments are repeated for three times to get a concurrent value as shown in Table 3.

Drill tools used for experiments: (a) HSS, (b) TC, and (c) SC.
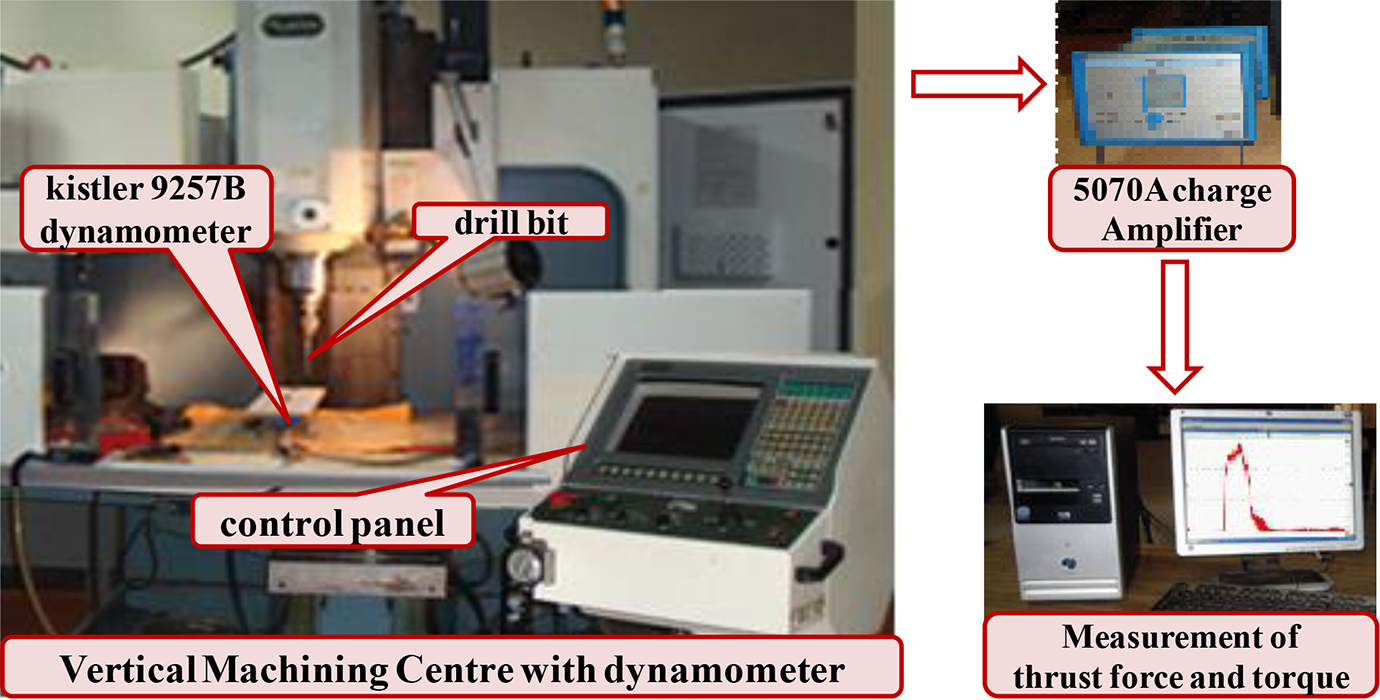
Experimental setup.
D-optimal experimental design and results.
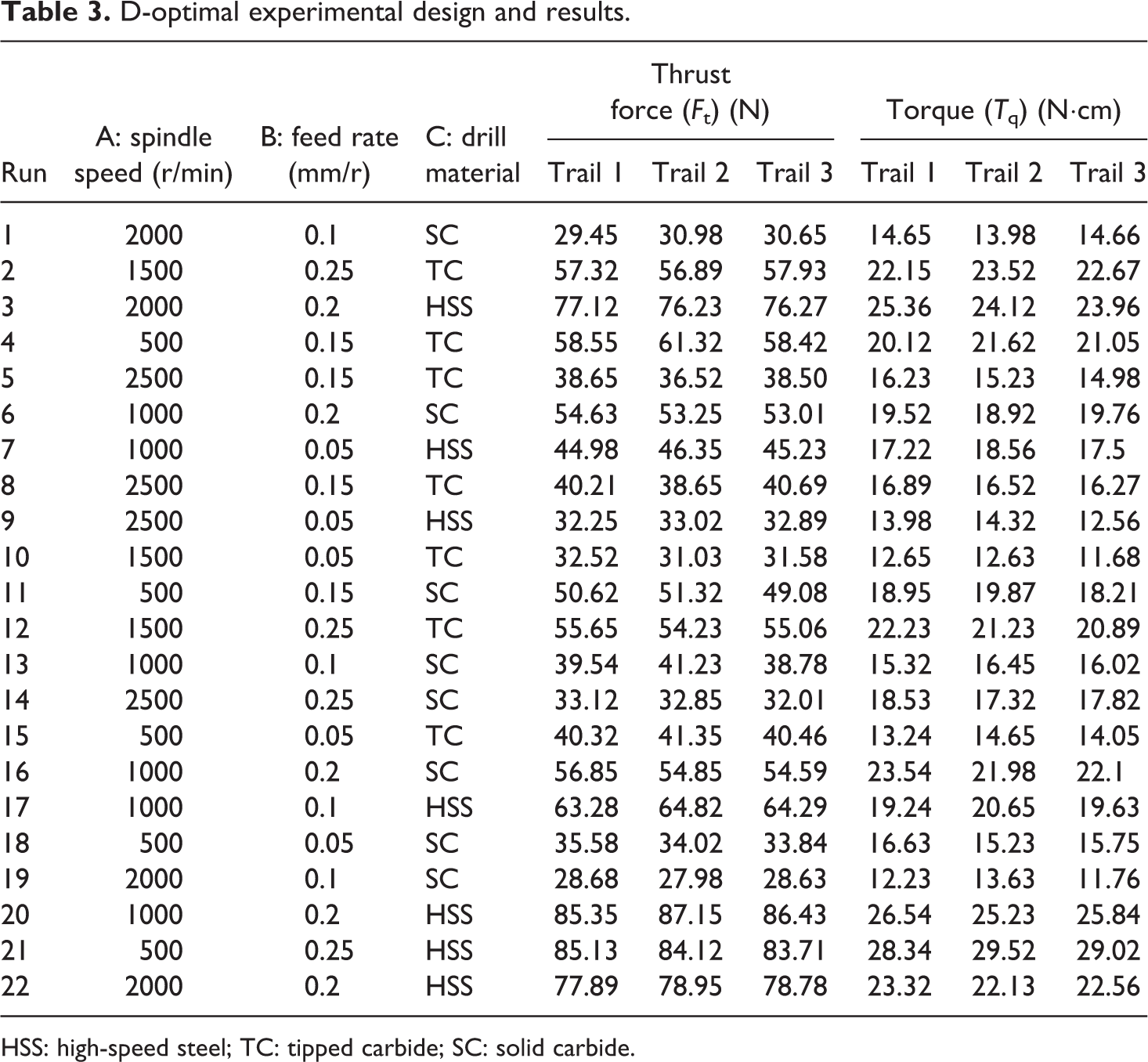
HSS: high-speed steel; TC: tipped carbide; SC: solid carbide.
Modeling and optimization of process parameters using RSM-based D-optimal design
Superior properties of CFR thermoplastic lead to a more desirable material for engineering applications. The drilling-induced force and the respective torque are the most important process responses to analyze the machining process. The machinability of the composites in the drilling process is described by drilling-induced thrust force which directly affects the base fiber, matrix material, and the quality of holes. To reduce the drilling-induced defects, the thrust force must be minimized. This investigation presents the drilling of CFR-PP composite with three types of drill materials such as HSS, TC, and SC.
RSM is an important technology in developing new processes to optimize the process parameters. It is frequently used in the process improvement sector, because the improvement of objectives in the process is directly obtained through RSM design. This design is a very useful tool to correlate the quantification relationship among the measured responses with significant control factors. D-optimal design reduces the variations related to the model coefficient.
29,47
More number of runs is to be conducted with general optimal design, when it is compared with D-optimal design. The sequence of steps involved in D-optimal technique are: defining the various levels of numeric and categorical factors, identifying the best fit model, and identifying the design points.
RSM is in functional association with y and the set of process control variables {x1, x2,…xn}. If the correlation is known, the model may be presented as

where ε represents the noise or error observed in the response y. Normally, the second-order equations are used in RSM to formulate the correlation between the parameters and are mathematically expressed as

where y is the corresponding response and xi are the values for the ith machining process parameter. The “β….” is the regression coefficient, which is determined using the least square technique. The unbiased predictor “ε” indicates the experimental error. The regression coefficient is determined by the method of least square. 47
The Design Expert® software is used to develop the quadratic model for output responses. The absolute quadratic model is formulated in terms of actual responses such as thrust force and torque for HSS, TC, and SC drill material for CFR-PP composite materials, which are presented in Table 4. The effectiveness of the equations is arrived using analysis of variance and correlation coefficient. In D-optimal design, the chosen quadratic model used a minimum of 22 design points, of which 5 design points are for lack of fit and other 5 points are replicates. In this investigation, all the regression equation R2 values are greater than 0.95, which indicates that the developed empirical models are very effective to assess the process responses with respect to process variables. Table 4 also indicates the adjusted R2 values and predicted R2 values. The relationships of experimental and predicted values of responses are plotted as correlation graph, which are presented in Figure 3.
Model equations of response for CFR-PP composite laminate.
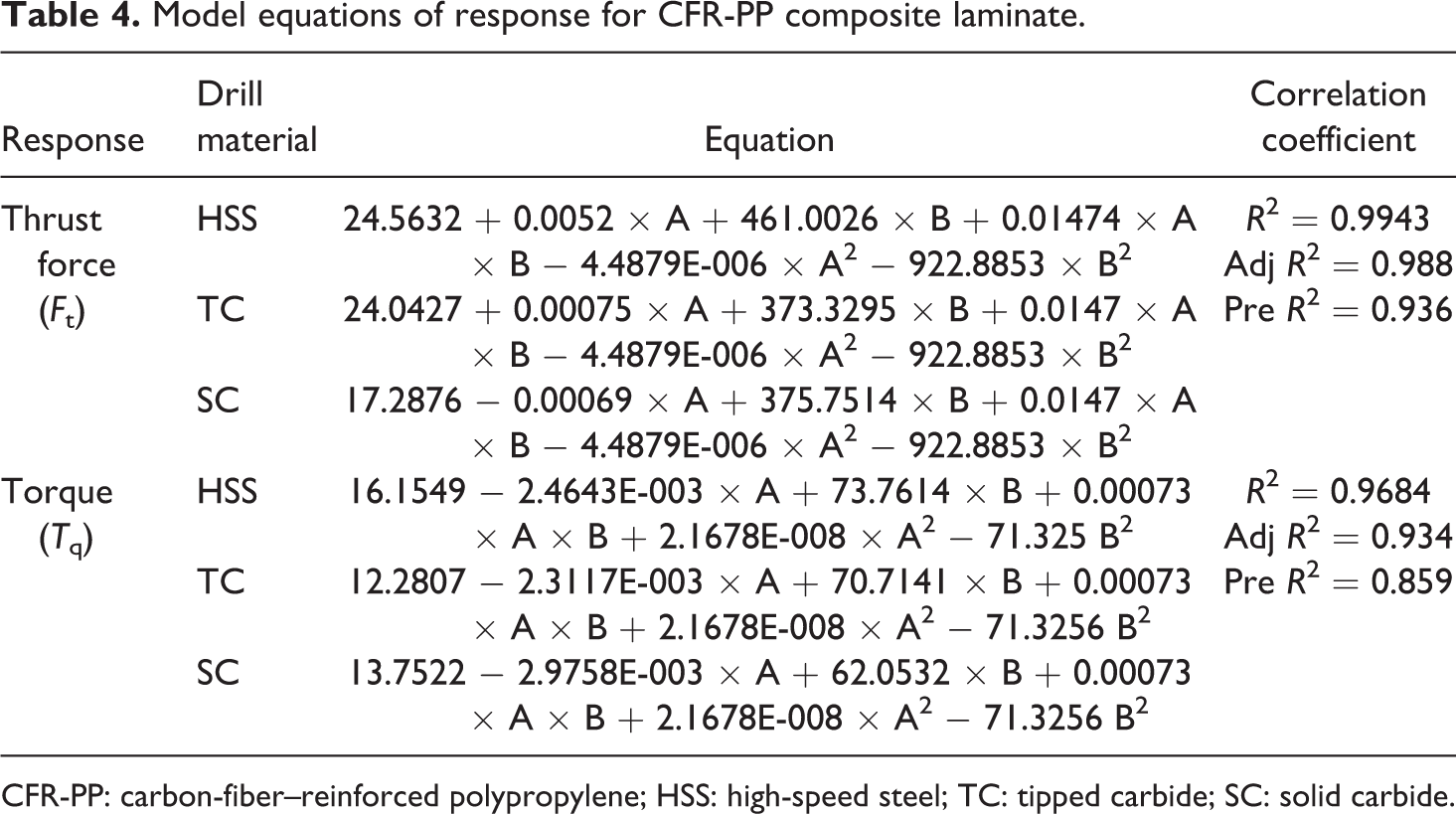
CFR-PP: carbon-fiber–reinforced polypropylene; HSS: high-speed steel; TC: tipped carbide; SC: solid carbide.
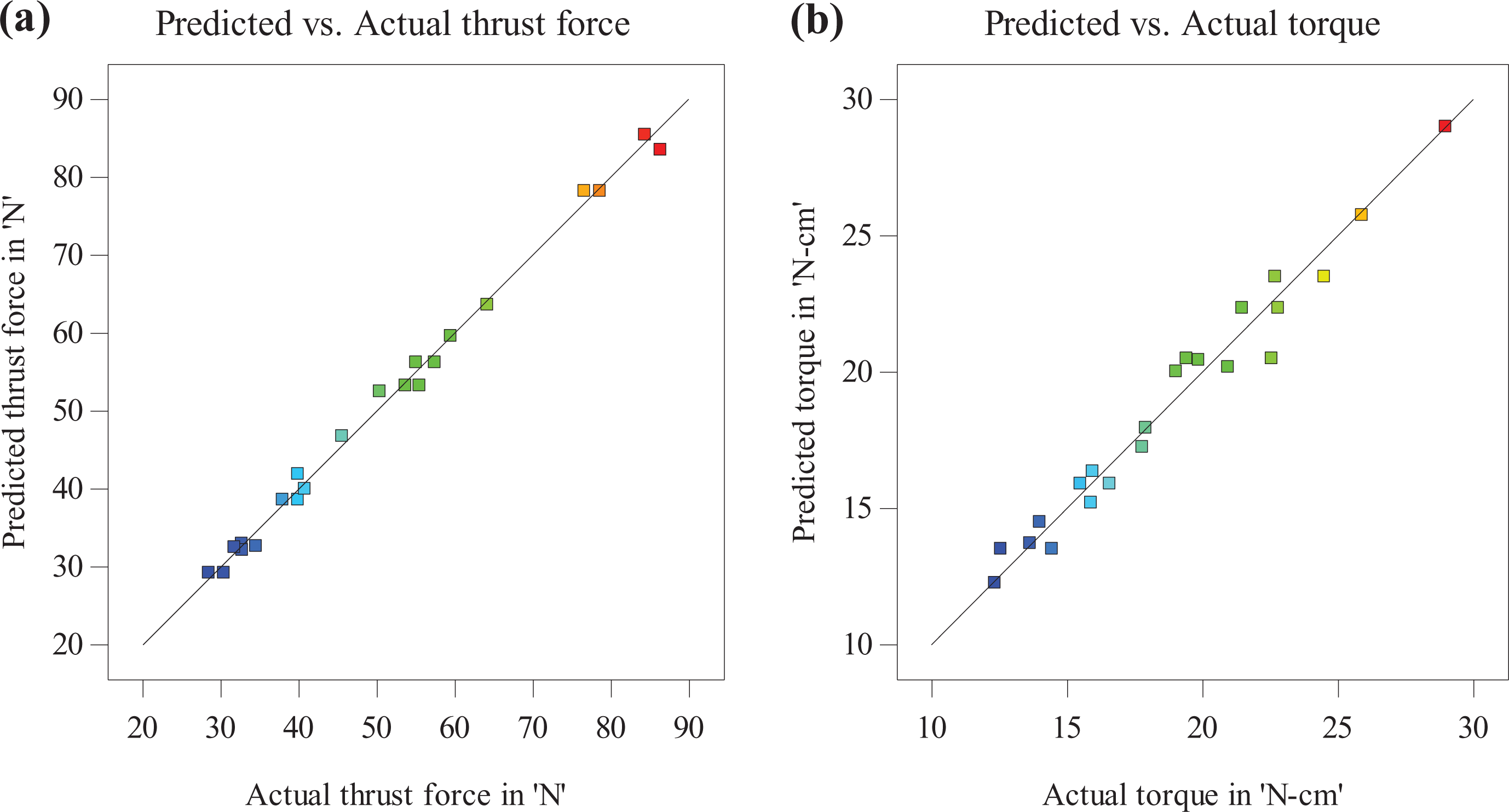
Correlation plot for responses: (a) thrust force and (b) torque.
The positive coefficient represents the increasing value, whereas the negative represents the reverse trend. The values of the coefficient represent the major relative influence of the process control factors on responses. Table 4 asserted that the drill tool feed has more influential factor.
The optimization for the best multiple performances of drilling process variables is conducted using RSM-based desirability function approach. In this approach, each and every predicted outcome is transformed into a dimensionless desirability value d. The arbitrary value of d varies between 0 and 1. If d = 0, the process is not under control, and if d = 1, the process is in good control. In this method, the objective function is considered as D(X) and transforms of responses are represented as desirability (di). Desirability values vary from 0 to 1. The geometric mean of all transformed responses is called as a simultaneous objective function 48

where there are n responses. The design variables are selected to maximize the desirability. This approach uses the one-side transformation. Transformation considered for thrust force and torque is smaller-the-best characteristic.
The following equation is used for transformation 48 :

where α is weight, L is lower limit, and U is upper limit.
The multi-performance optimization is carried out which involves two stages: obtain the desirability for the responses and maximization of desirability for identifying optimal values.
The importance of control factors, set values for the goal, and lower and upper limit values are shown in Table 5.
Setting of goals and limits for optimization.
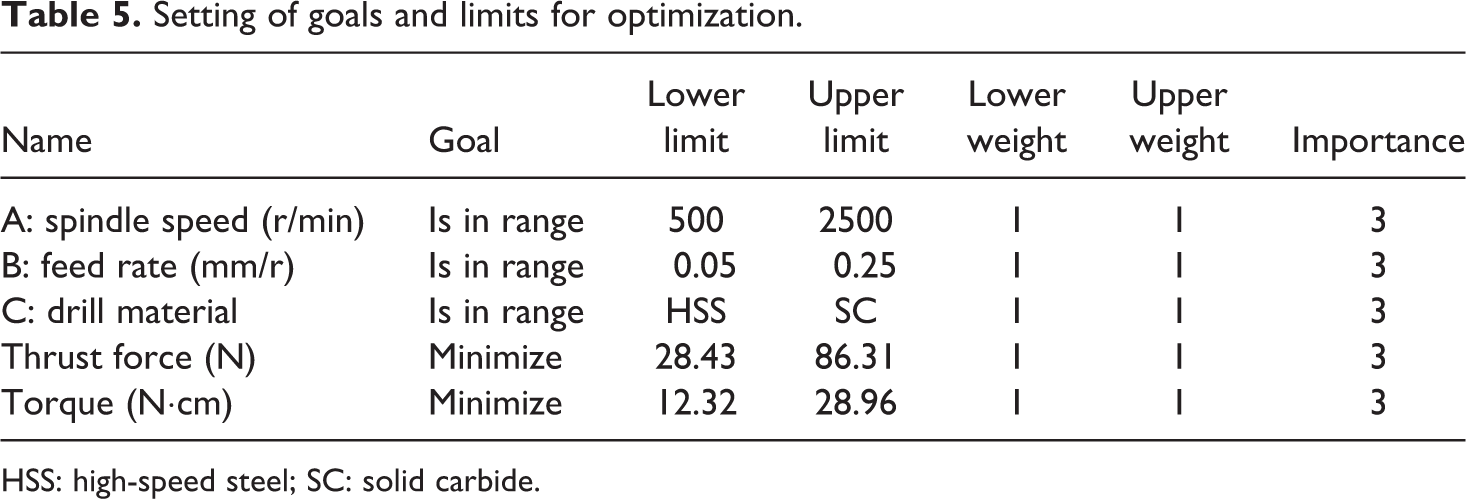
HSS: high-speed steel; SC: solid carbide.
The various solutions are obtained from the desirability approach and the solution with higher desirability value is preferred. The optimal results are derived from the Pareto optimal solutions, which is presented in Figure 4.
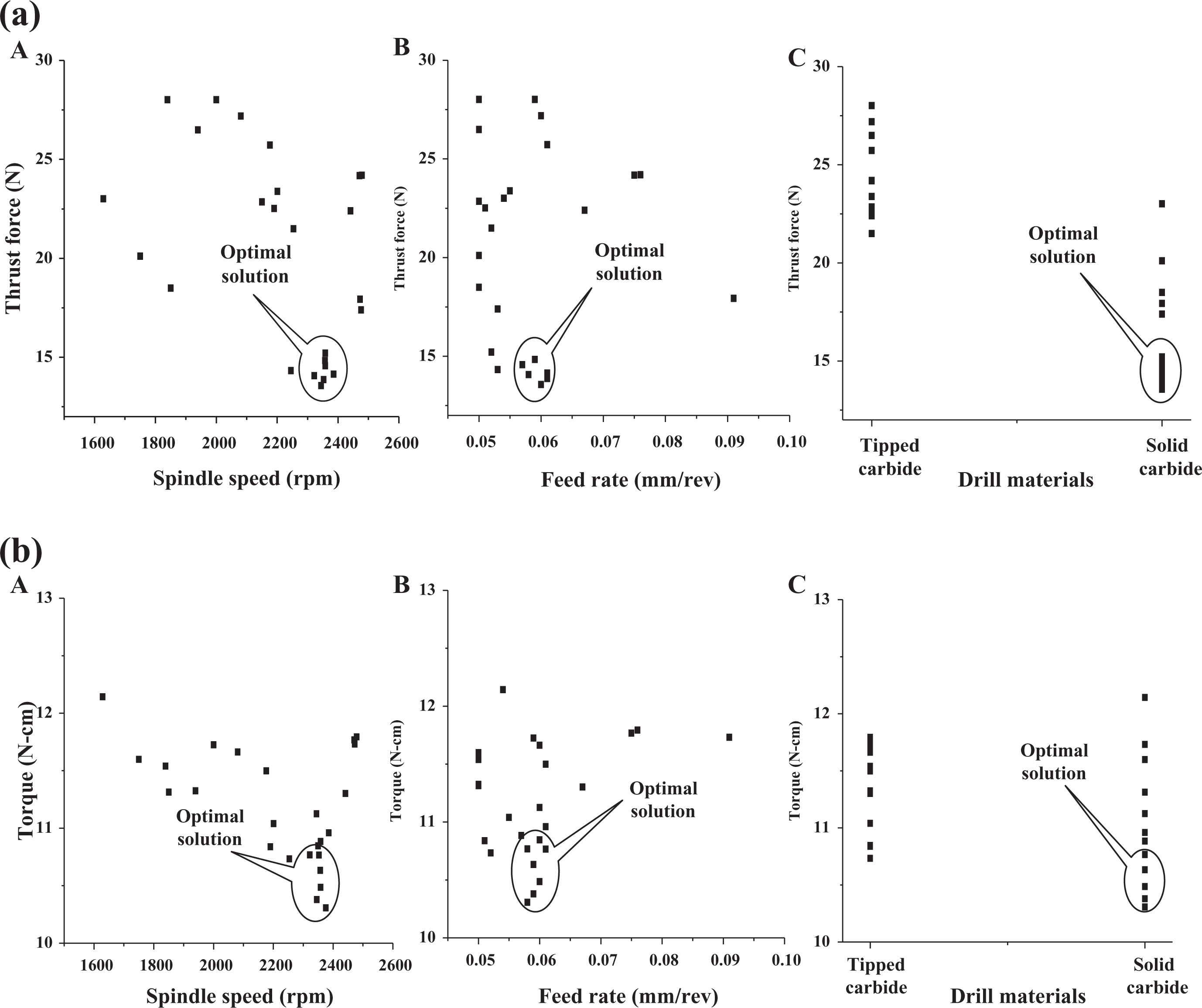
Optimal solution arrived for thrust force and torque in drilling of CFR-PP composites. (a) Optimal solution for thrust force. (b) Optimal solution for torque.
Figure 4(a), inset (A) presents the optimal solution which is obtained for thrust force with regard to drill speed. The thrust force decreases by increasing the drill speed and vice versa. The result shows that 2350 r/min is the best drill speed to get lower thrust force. Figure 4(a), inset (B) indicates the thrust force with respect to drill feed rate, which shows that 0.06 mm/r is observed as the best solution. Figure 4(a), inset (C) presents the thrust force with respect to drill material. The results show that the SC drill exhibits lower thrust force than TC drill. Figure 4(b), inset (A) shows the best optimal solution, which shows that 2350 r/min is the better drill speed to get lower torque. Figure 4(b), inset (B) indicates the torque with respect to drill feed rate, where 0.06 mm/r is observed to be the best optimal solution. Figure 4(b), inset (C) shows the torque with respect to drill material. It is observed from the results that SC drill encounters lower torque than that of the TC drill. The consistent and reliable optimization solutions are obtained using desirability-based approach. The value of high desirability is preferred. The desirability analysis carried out for the responses is presented in Figure 5. The best solutions obtained are presented in Table 6.
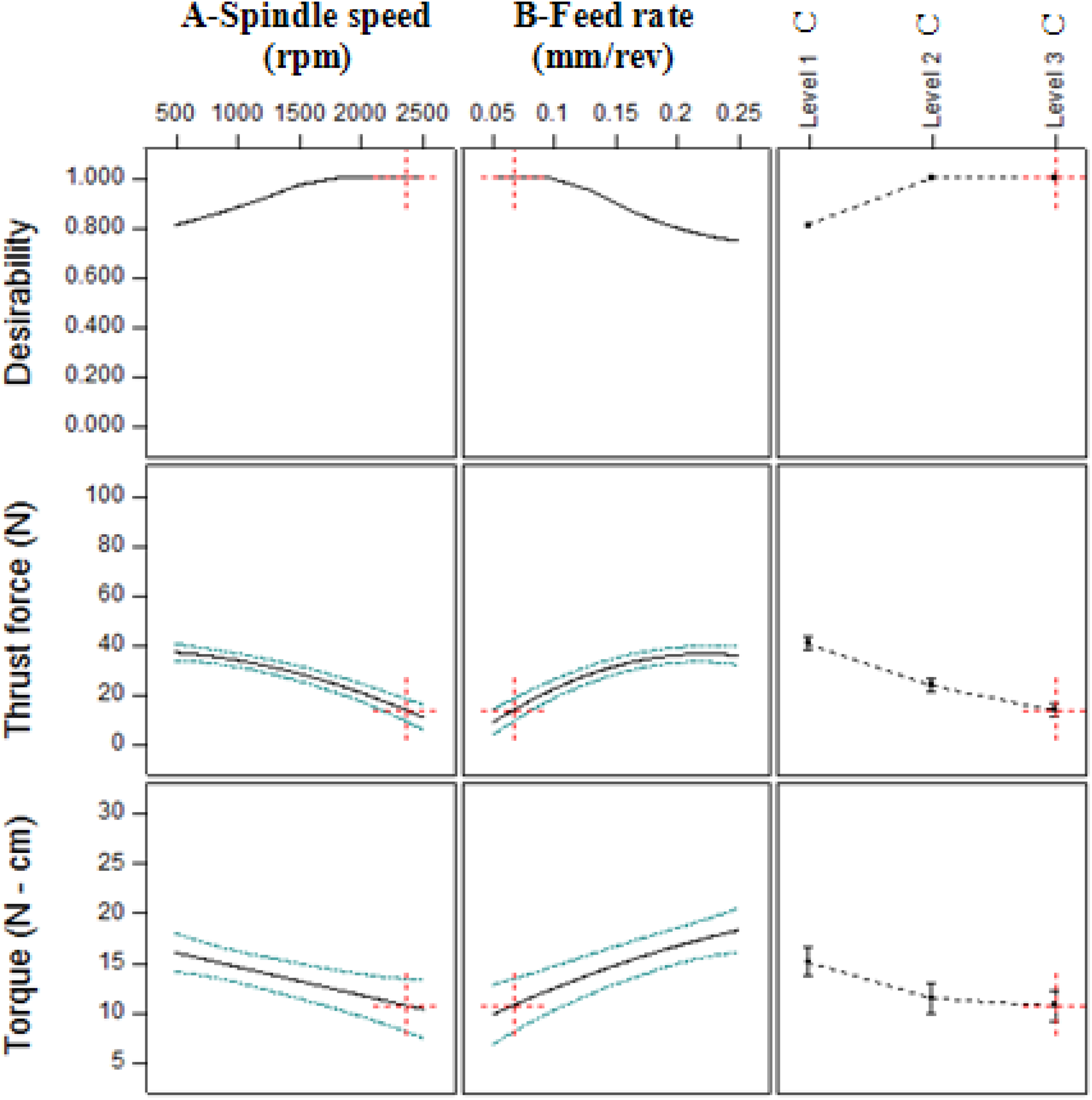
Desirability analyzes of responses. A: spindle speed = 2352.75; B: feed rate = 0.065939; C: drill material = SC; Desirability = 1; Thrust force (N) = 13.869; Torque (N·cm) = 10.765.
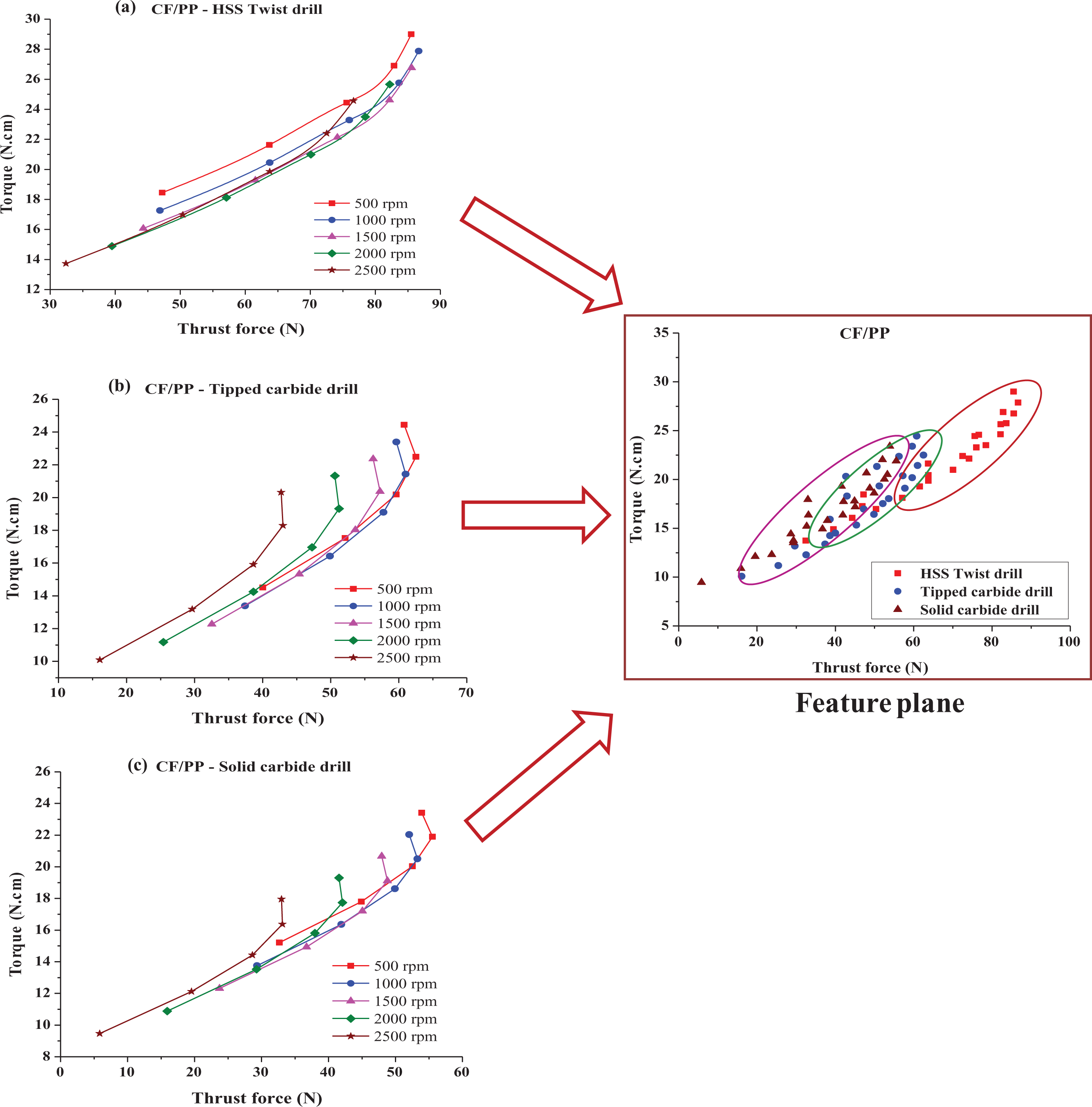
The best global solution obtained from optimization.
SC: solid carbide; TC: tipped carbide.
From the analysis of Figure 5 and Table 6, the following levels of parameters are considered for getting the sustainable optimal solution: Spindle speed is approximately 2350 r/min. Feed rate is approximately 0.06 mm/r. Tool material is SC.
The solutions obtained above are the near optimal solution. In this investigation, the desirable parameters are obtained for minimization of responses.
Results and discussion
Drilling of CFR-PP encounters relatively higher order thrust force. This is attributable to enhance the stiffness/strength of CFs, when it is compared to GFs. It is noticed that feed accelerates the thrust gradually, but it reduces with increasing speeds of the spindle for all type of drill materials.
In the present investigation, three different types of drills are used. In the case of HSS drill, the thrust force gradually rises up to 0.15 mm/r feed rate, which is followed by a drop rate at a higher feed rate due to the thermal softening of matrix material. Moreover, with higher speed from 2000 r/min to 2500 r/min, a rapid rise in thrust force can be seen attributable to increased tool wear, whereas the thrust force reduces by increasing the drill speed, attributable to higher order heating of the matrix and consequent softening/loss of matrix strength. By increasing the speed, the reinforcing fiber is cut with less force (the absence of bouncing of drill metal and reduced bending/deformation of fiber). In the case of TC drill, the trend of thrust force variation with a feed rate is attributed to enhanced sliding/rubbing of the drill flank with work material up to 0.15 mm/r feed rate, and thermal dominate cutting is associated with tool wear and softening of matrix material. Drilling of CFR-PP composite with SC drill is observed to show better performance. The influence of drilling conditions on thrust force of SC drill tends to rise at a feed rate up to 0.15 mm/r, but drill speed shows a reduction in thrust force. It is clearly observed that the drilling-induced thrust force at 2500 r/min is relatively less than that of the 500 r/min for all three drill materials. The effect of drill material at 2500 r/min is shown in Figure 6.
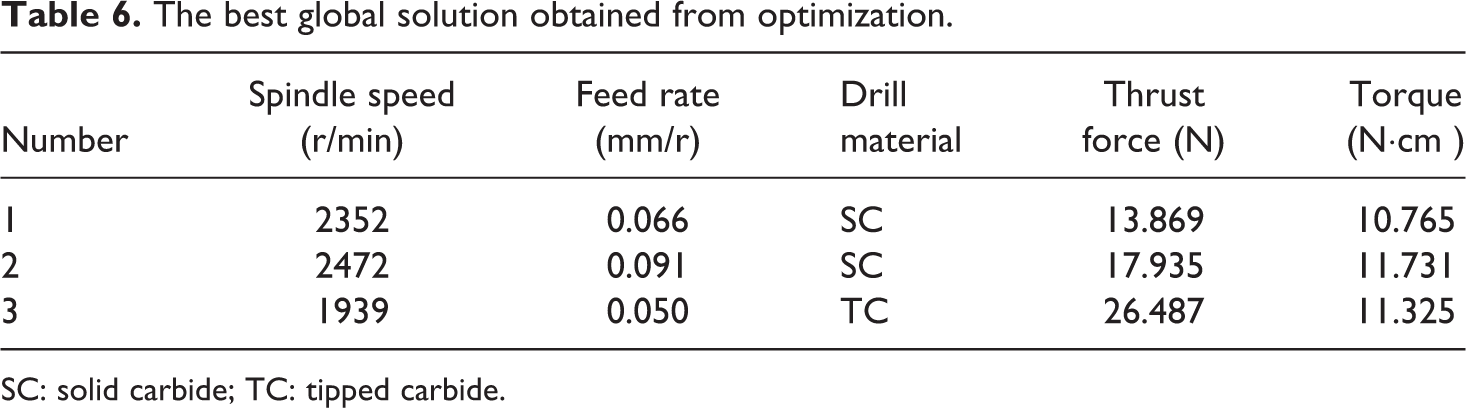
Effect of drill materials on the responses at 2500 r/min: (a) thrust force. (b) Torque.
From the observed result, it is noted that the increase of feed rate for all three types of drill materials increases the response, whereas a rapid increase of responses is observed for HSS drill material. The marginal variation is observed in TC and SC drill. From the interaction graph, it is clearly observed that HSS drill develops high thrust force and torque. It is also noted that SC tool induces least thrust and torque, when it is compared to other two types of drilling materials. The predicted value of drilling-induced thrust force with torque for different drill materials are presented in Figure 7.
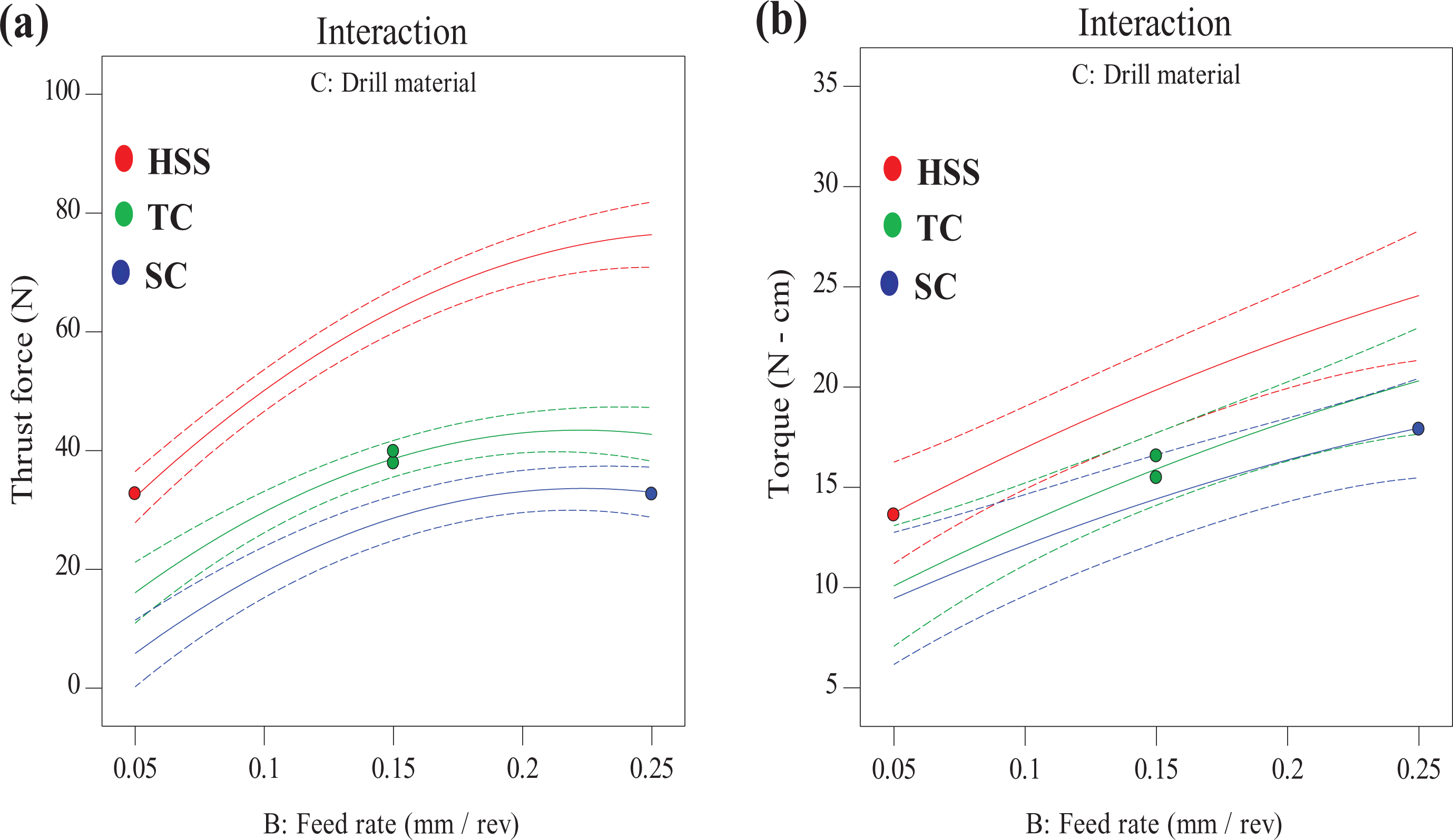
Drilling-induced thrust force versus torque for different drills and arrived feature plane with relation to thrust force and torque: (a) CF/PP—HSS twist drill, (b) CF/PP—TC drill, and (c) CF/PP—SC drill.
The predicted torque value increases with an increase of thrust force irrespective of drill material. Figure 7(a) represents the influence of drilling, which induces thrust force on torque for HSS drill. The results shown indicate a wide-range of drilling-induced thrust force (32–78 N) and torque (14–24 N·cm) at 2500 r/min with HSS drill material. But marginal variations are observed in drilling with SC drill for all range of spindle speed and drill feed rates. This may be attributed to high hardness, high stiffness, and keenness of cutting edge of SC drill than that of other drill tool materials considered.
The feature plane representation for predicted responses in Figure 7 indicated that, for the higher order of thrust force, the consequent higher order of torque is seen irrespective of drill material. As compared to HSS drill material, the other two drill materials induced the lower thrust force and torque. This attributes the high hardness and less tool wear rate of SC and TC drill. The marginal variation of torque is observed within the thrust force range of 40–60 N.
Sensitivity analysis
Sensitivity analysis is a method to recognize the most significant control parameters on the process responses. 49 The qualitative and quantitative effectiveness of control variables have been measured using this analysis. The influence of milling process parameters on the surface residual stress is determined by sensitivity analysis and reported that residual stress along the x-direction is more sensitive than y-direction with the milling control factors. 50 Sun et al. 51 have reported that the residual stress on the coated layer of cutting tool is greater with increase of cutting speed. Senthilkumar and Kannan 52 have carried out the sensitivity analysis in arc-welding process to analyze the sensitivity of welding voltage; wire feed rate; welding speed; nozzle to plate distance; and welding gun on percentage dilution, reinforcement height, and bead width. It is concluded that welding speed influences the sensitivities of wire feed rate, nozzle to plate distance, and welding gun angle. In this work, sensitivity equations are developed by differentiating the regression model equations (Table 4) with respect to drilling process parameter such as feed rate and drill speed. The sensitivity equations of drill spindle speed are






The sensitivity equations of drill feed rate were






The sensitivity of spindle speed on the process responses is calculated using equations (5) to (10) and sensitivity of drill feed rate is determined by equations (11) to (16). The sensitivity of spindle speed and drill feed rate for thrust force and torque are presented in Figures 8 to 10.
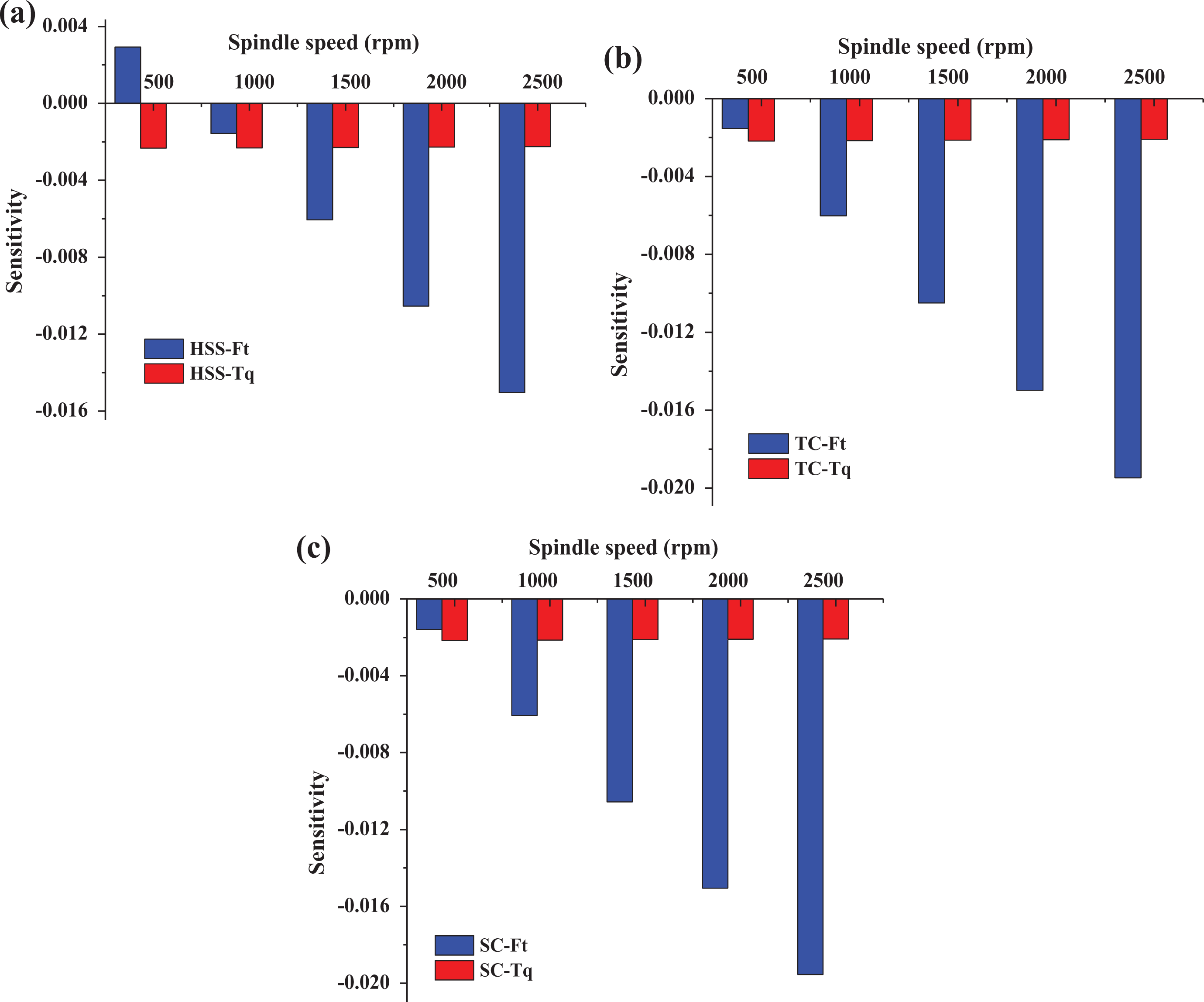
Sensitivity of spindle speed for thrust force and torque: (a) HSS, (b) TC, and (c) SC.
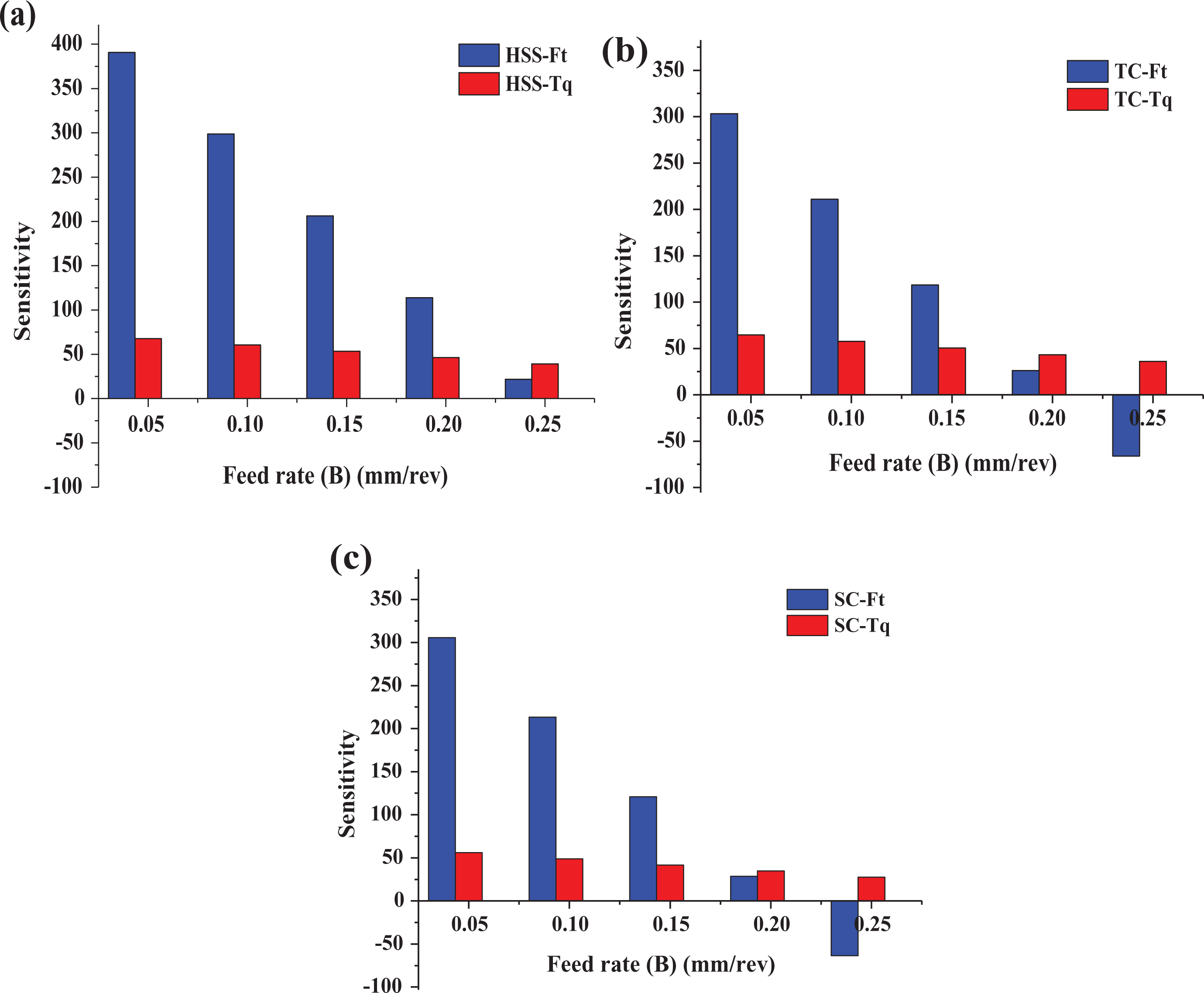
Sensitivity of drill feed rate for thrust force and torque: (a) HSS, (b) TC, and (c) SC.
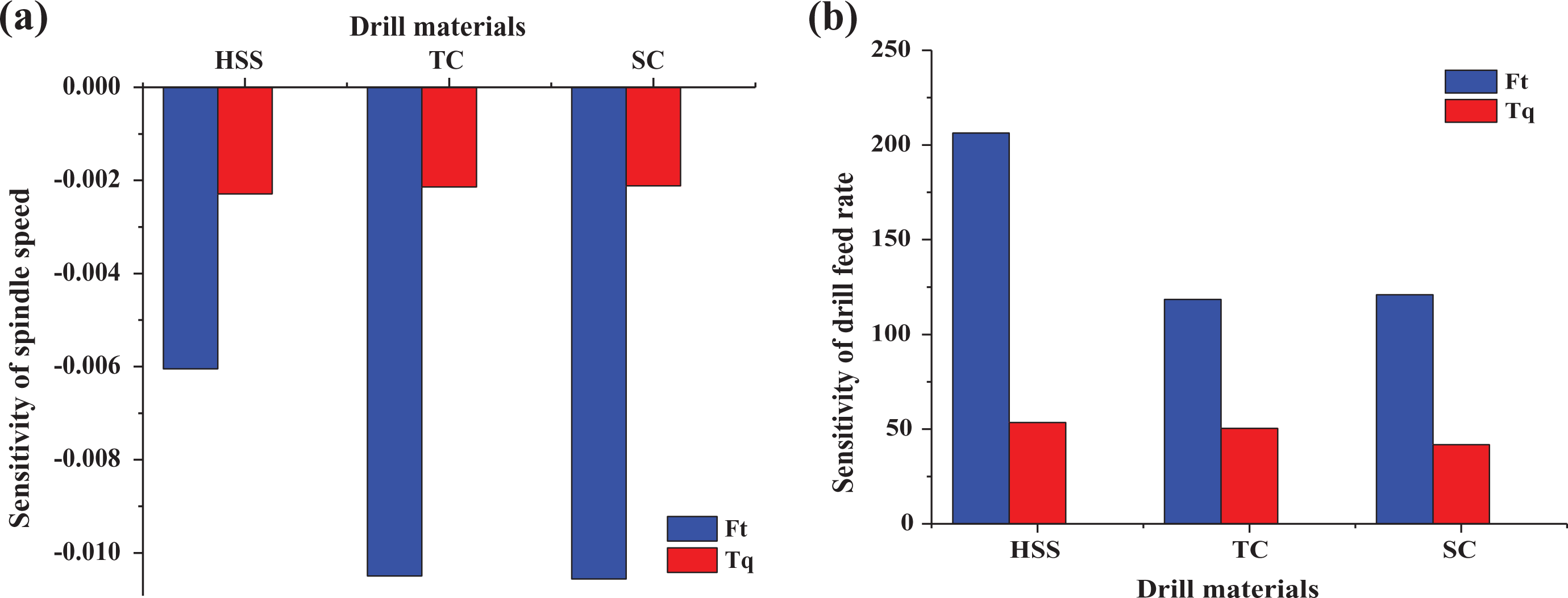
Sensitivity of parameters for thrust force and torque: (a) spindle speed (1500 r/min) and (b) feed rate (0.15 mm/r).
The sensitivity of spindle speed on thrust force and torque for three different drills are shown in Figure 8. The negative value of sensitivity indicates the decreasing response with an increasing value of input variables. Figure 8 shows that increasing spindle speed attributes the decreasing trend of thrust force and torque for all three drill materials. The sensitivity of drill speed does not affect the torque, whereas thrust force is highly influenced. The decreasing trend of sensitivity is observed with an increase of feed rate which indicates high impact on thrust force at higher feed rate. Higher sensitivity of spindle speed is observed for thrust force in TC and SC drill when compared to HSS drill.
The sensitivity of feed rate on process responses for three different drills is shown in Figure 9. The positive value of sensitivity indicates the increase of responses with an increasing value of control factors. The less sensitivity of feed rate is observed for torque when compared to thrust force. The sensitivity of feed rate for torque slightly decreases with increase of drill feed rate while highly decreases for thrust force. The less sensitivity of drill feed rate is observed for thrust force at higher levels of feed rate which means that variation of thrust force at higher level of feed rate is less. Higher sensitivity of feed rate is observed for thrust force in HSS drill when compared to TC and SC drill.
The sensitivity of process parameters with respect to thrust and torque is shown in Figure 10. It represents the sensitivity of feed rate on process responses, which is greater than the sensitivity of spindle speed. The negative sensitivity is observed for spindle speed, whereas positive sensitivity is observed for drill feed rate. Among the drill materials, higher sensitivity of spindle feed is observed for thrust force and torque in TC and SC than HSS drill. Moreover, higher sensitivity of feed rate is observed in HSS drill when compared to TC and SC drill. From the analysis, it has been asserted that feed is the factor, which affects the drilling process in drilling of CFR-PP composites.
SEM image
The scanning electron microscope (SEM) images of drilled hole cut section for CFR-PP material is presented in Figure 11. Figure 11 shows the drilled wall of the CFR-PP composites using carbide drill. The cut section in the composite material indicates cut fibers, which are sheared during the cutting process. In some region, matrix cracking and insufficient distribution of the resin and/or fiber materials are observed, which is happened during the cutting process. Fiber pullout, matrix cracking, and voids are formed in the drilled section. The SC tools have comparatively performed better than the other two drill tools considered. The SC tool induces less damage, fiber pullout than the other considered tools. This may be due to the high hardness and stiffness of SC tool, when it is compared to the HSS drill. Using the proper drill materials and having the reliable cutting conditions, the quality of the drilled hole can be improved for the drilling of CFR-PP composites.
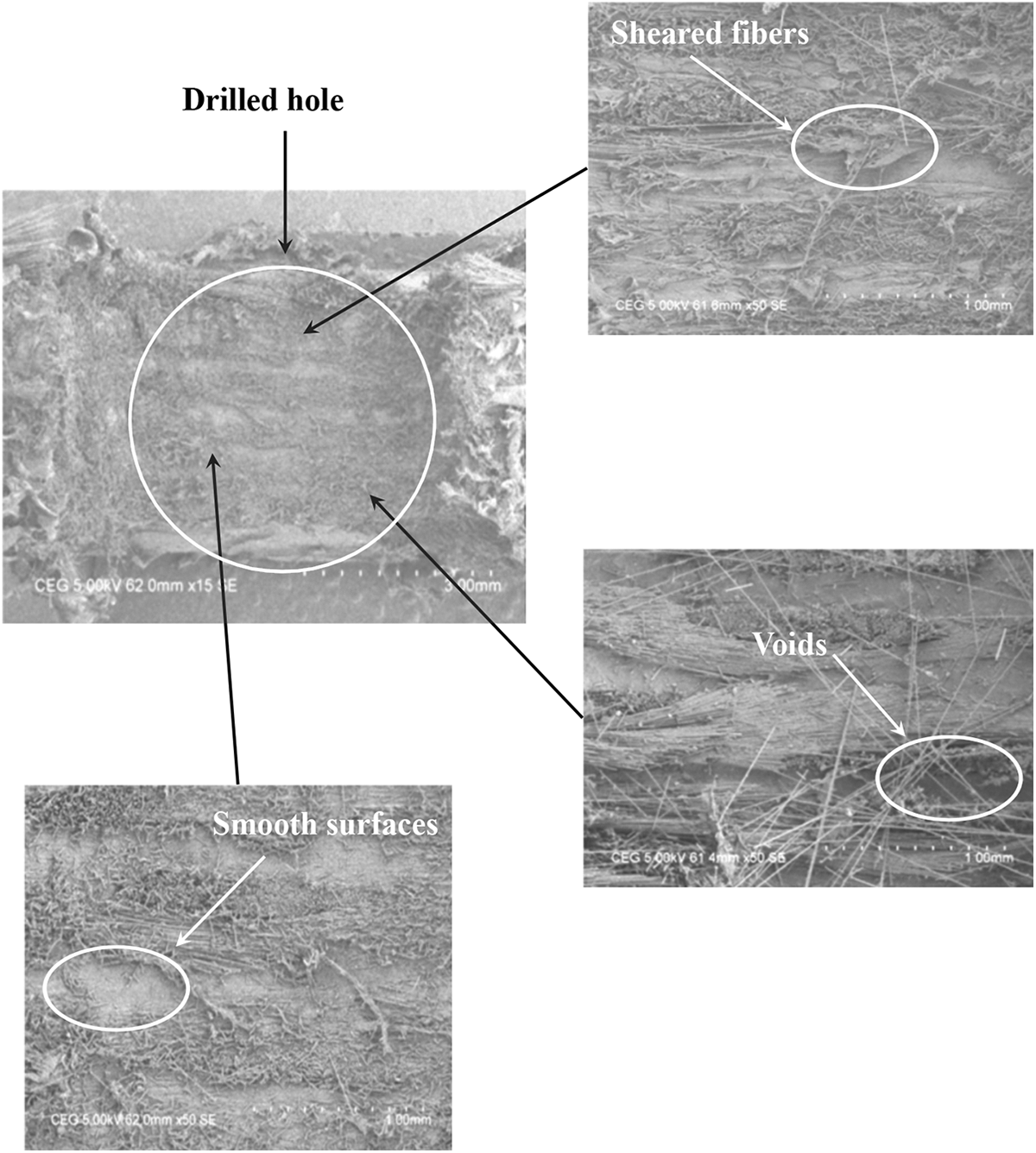
SEM images of drilled surface using SC drill.
The confirmation experiments are carried out for statistical validation. The confirmation experiment results are presented in Table 7.
Confirmation test—selected conditions.
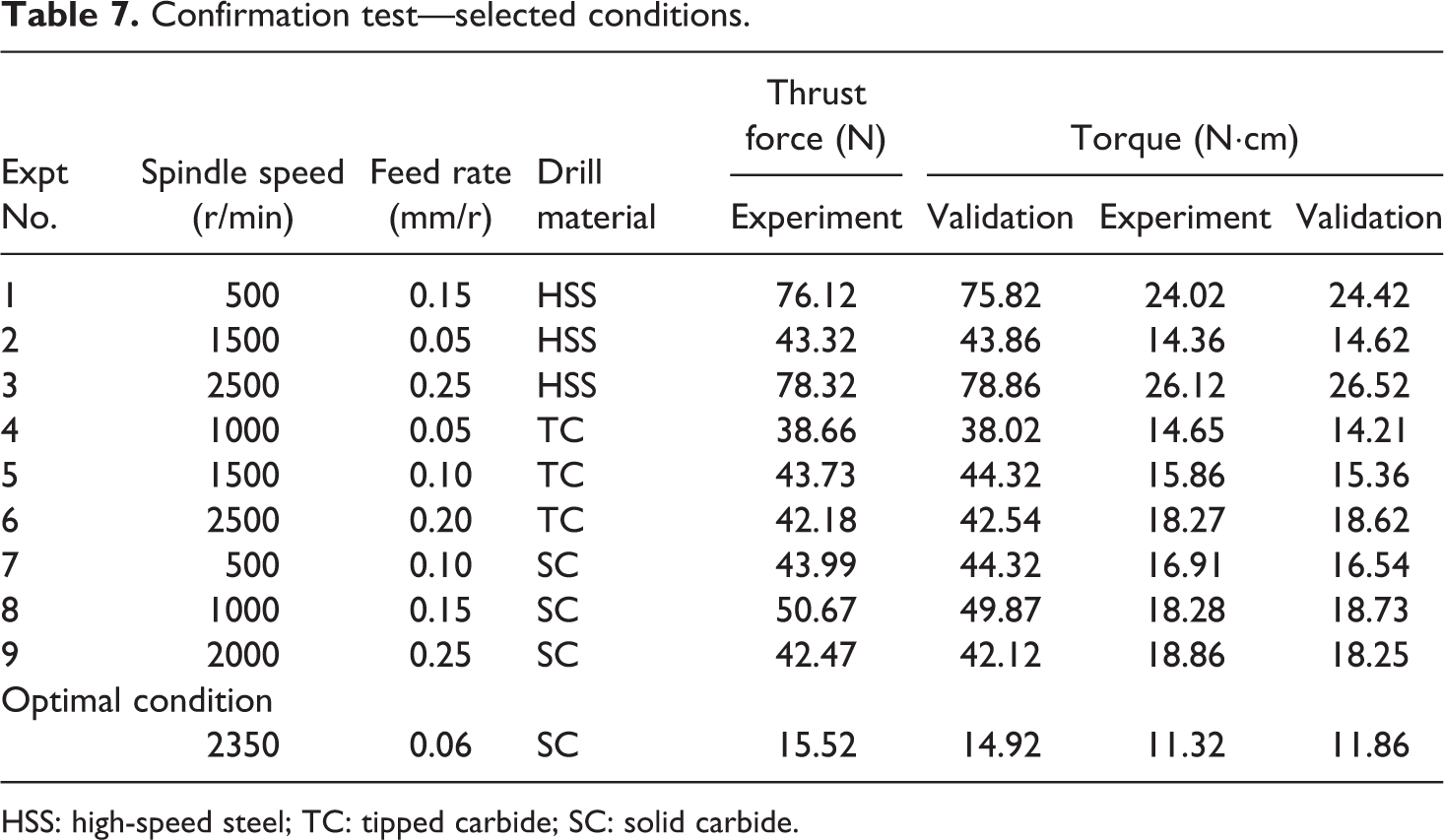
HSS: high-speed steel; TC: tipped carbide; SC: solid carbide.
Three experimental runs are selected for each drill material to validate the developed mathematical model, which are not conducted in the D-optimal design of experiments. The confirmation experiments are conducted at optimal level of control factors. The confirmation and validation results are shown in Figure 12. Figure 12 shows that the developed RSM (D-optimal) model highly correlates with the experimental values and also the optimal process conditions develop less thrust force and torque. The correlation indicates that the developed relations are highly reliable for predicting the responses in drilling of CFR-PP composite material.
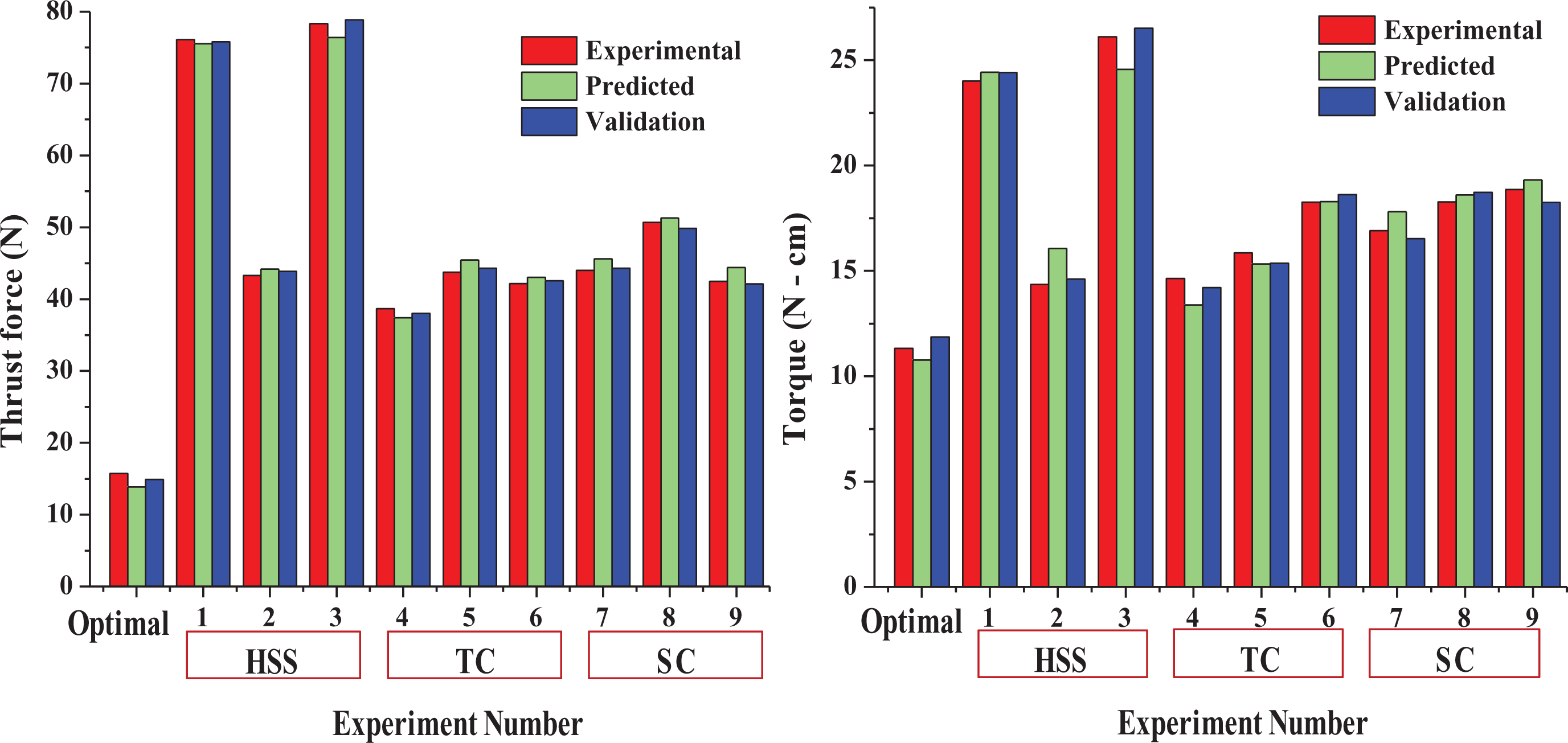
Observations of thrust force and torque on confirmation test.
Conclusions
The sustainable machining studies are carried out using RSM-based D-optimal design of experiments in drilling of CFR-PP composites material. Three different drill materials are used for this experimentation, namely, HSS twist drill, TC, and SC drill. The influence of drill feed and spindle speed on sustainability target such as thrust force and torque is observed simultaneously for different tool materials through D-optimal experiment plan. The relative impact of process parameters on thrust force and torque is studied through sensitivity analysis. A mathematical regression equation is also developed to study the impact of control variable on process responses. The conclusions arrived are summarized below: The increase in thrust force and torque is observed with drill speeds up to 0.15 mm/r, for all drill materials considered. But further increase in drill feed reduced the rate of variation of responses. This may attributes the softening of the matrix at higher feed rate due to high cutting temperature. The increase in drill speed may also result in cutting of fibers owing to the absences of drill tool bouncing and softening of matrix martial which may results in lower order of responses. The wide range of thrust force (40–85 N) and torque (15–28 N·cm) was observed with HSS drill material for the tested limits of spindle speed (500–2500 r/min) and feed rate (0.05–0.25 mm/r). But SC drill material showed marginal variations initially due to its high hardness, high stiffness, and keenness of cutting edge. The regression equation indicates that the drill feed rate has higher/significant impact on responses. In addition, it is observed that as the feed rate is higher (0.02–0.25 mm/r), there is no significant variation in torque. Sensitivity analysis is carried out to identify the significant control parameters of the process. The analysis reveals that the drill feed rate impacts more on thrust force than the torque. When compared to the different drill materials investigated, the spindle speed showed higher sensitivity to the thrust force especially with TC and SC drills. Based on the desirability analysis, it is asserted that 2350 r/min of drill spindle speed and 0.06 mm/r of drill feed rate with SC drill tool are preferred to get the better machinability of CFR-PP in the view of suitability target in drilling of CFR-PP composite material. Among the drill materials investigated, the SC drill is preferred owing to their high hot hardness, stiffness, and keenness of their cutting edges.
This work clearly indicates the significance of sustainable machining parameters in minimizing thrust force and torque and hence, it reduces the energy and environmental footprint. Also, this work explores the cost-effective and ecological considerations in addition to the effect of sustainable machining conditions by determining optimum machining conditions for sustainability.