
Abstract
In this article, the feasibility of preparing high-density polyethylene (HDPE)/copper (Cu) composites by submerged friction stir processing was investigated. The results showed that the Cu powders were dispersed with the flow of matrix in the action of stir. The surface layer of the composites was more uniform than core, and the advancing side was more homogenous than retreating side. The crystalline content of HDPE/Cu composites was higher than the processing materials without Cu powders. Compared with the matrix, the tensile strength of composites was lower, however, higher than that processing samples under the same processing parameters. The microhardness of composites was higher than either the matrix of the sample without Cu powders.
Introduction
The development of modern industry enabled the range of the plastic modification spread from inorganic particles to metallic particles and nanoparticles. 1 –3 These particles, particularly metallic particles, made the preparation technology become complex and difficult due to the compatibility of metal powders and polymers. 4 Meanwhile, the performance of polymer/metal composites was affected by the shape, content, size, dispersion, and category of metallic particles. 5 However, polymer–metal composites have been widely used in many industries such as optoelectronics, electromagnetic absorbing materials, and color filter because of their comprehensive properties of both metals and polymers. Particularly, it can improve the hardness greatly. 6 The main manufacturing techniques of polymer/metal composites were mixed melt extrusion and injection moulding. 5 –7
As the extension of friction stir welding, friction stir processing (FSP) has been developed by Mishra as a tool for modifying and processing new materials. 8 In this process, a rotating tool with a special shoulder and pin slowly inserts into the monolithic sheet until the shoulder contacts with the sheet surface. During this process, the heating was from the friction between tool and sheet and the severe plastic deformation of the materials. 9 The materials were broken, mixed, and undergone severe plastic deformation. Finally, the microstructure of materials became uniformity and refinement. Now, the FSP technology had been successfully used for fabricating superplastic alloys, 10 producing in situ composite 11 and manufacturing surface composites. 12,13 However, it was difficult to fabricate polymer composites by traditional FSP method because the polymer materials have a lower melting temperature, a shorter solidified time, and a lower thermal conductivity than metallic materials. The friction heat mainly concentrated in the processed zone, which caused bigger temperature gradient. The main solution was using a special tool. Barmouz et al. used a novel method based on the FSP to produce high-density polyethylene (HDPE)/clay nanocomposites, and the results showed that the microhardness of samples increased by 62%. 14 Azarsa et al. designed a novel FSP tool to produce HDPE/Cu (copper) and polypropylene/aluminium oxide composites. 15,16 They concluded that FSP had a tremendous potential for fabricating polymer composites. Zinati et al. manufactured polyamide/multiwalled carbon nanotubes nanocomposites by FSP technology to investigate the thermomechanical behavior of composites and build a numerical model. 17,18 Now, the FSP technology was still under studying in laboratory but it look promising in producing polymer composites. It had scientific research significance and practical application value in preparing polymer composites or extending the application of FSP technology. Particularly, it has great potential in terms of manufacturing polymer surface composite.
According to above ideas, the main aim of this research was to fabricate HDPE/Cu composites via submerged FSP (SFSP), which was a new variation of FSP. The particle migration patterns, microstructure, and mechanical properties of composites were investigated. The rotational speed was 1800 r min−1, the traverse speed was 15–90 mm min−1, and the plunge depth was 0.2 mm.
Materials and methods
In this research, the commercial HDPE was used for the matrix. The partial physical properties of the HDPE were showed in Table 1. The Cu powder size was less than 5 μm, with over 99.5% purity. Figure 1 shows the microstructure of Cu powders.
The partial physical properties of the HDPE sheet.
HDPE: high-density polyethylene.
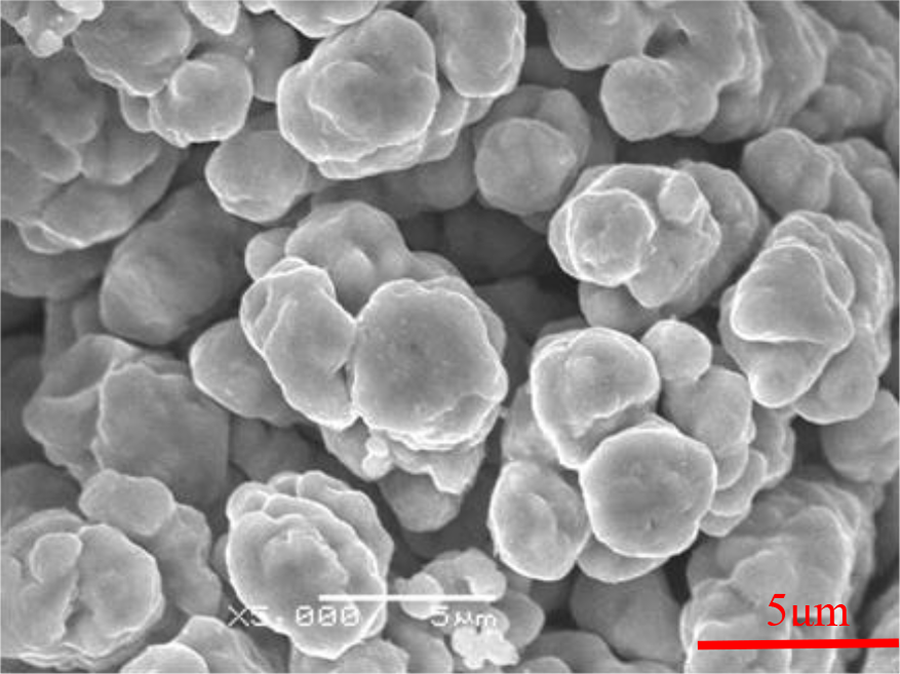
The microstructure of Cu powder.
Figure 2 shows the schematic of FSPed HDPE/Cu composites. Some special Φ2.5 mm × 2.0 mm (diameter, depth) blind holes were processed in the HDPE sheet to fill the Cu powders. When the Cu particles were put and compressed in these holes, the 4-mm HDPE sheet was put on the lower sheet in order to prevent Cu fillers from overflowing. The volume fraction of Cu was 4%. Figure 3 shows the FSP tool and parameters. The tool consisted of a 25-mm diameter shoulder and a conical screwed pin with the length of 6 mm and the diameter of 8–10 mm, which made from H13 steel.
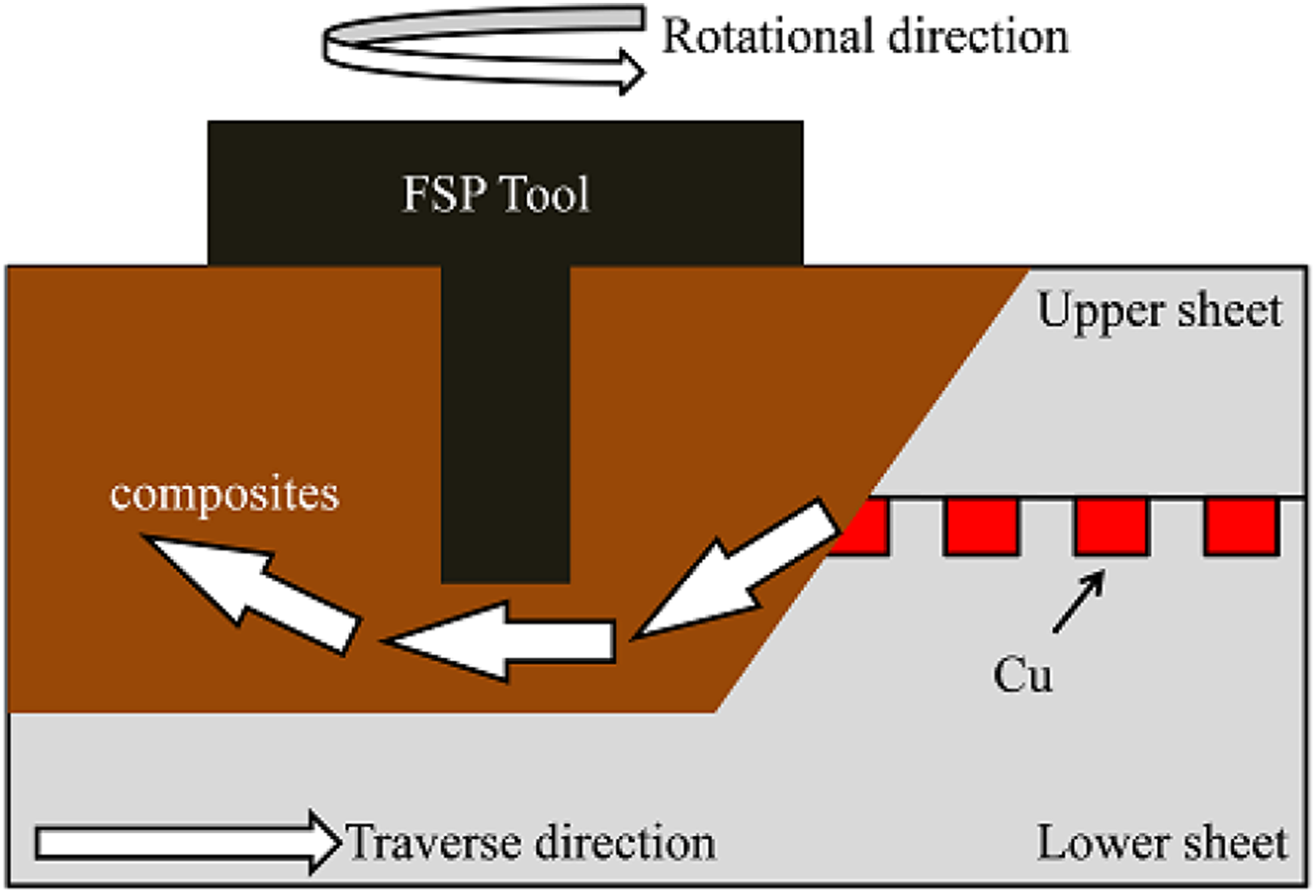
The schematic of FSPed HDPE/Cu composites.
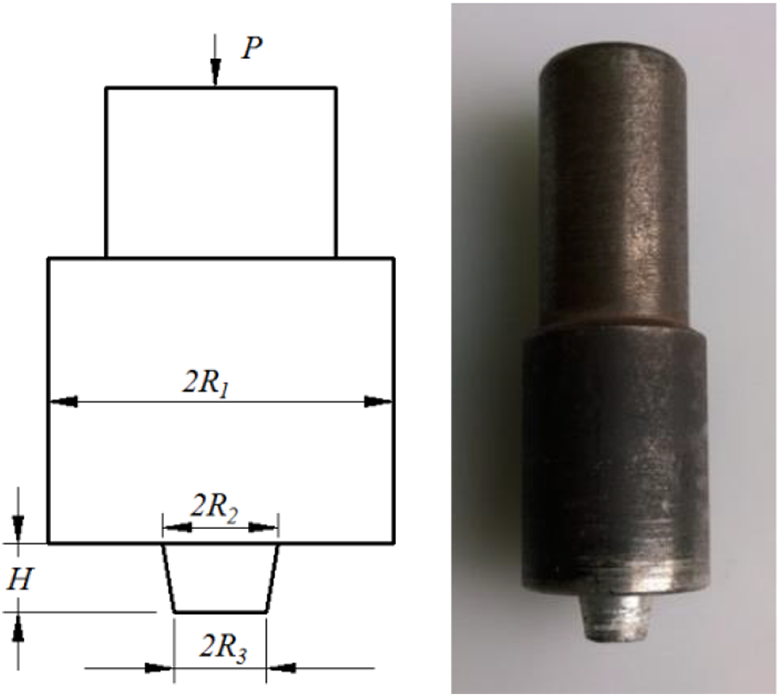
Tool geometric parameters of the FSP.
The microstructure of composites was analyzed by JSM-6360LV scanning electron microscopy (SEM). The SEM samples were fractured after freezing in liquid nitrogen (N2), which were coated using gold prior to observation.
The specimen (12–13 mg) was cut from the processing zones to calculate the crystalline of the materials via the STA 409 PC differential scanning calorimetry (DSC) in the temperature span of 60–200°C. The experiment was conducted under the atmosphere of N2 and the flow rate of N2 was 30 mL min−1. The crystallinity of materials is converted by the following equation 19 :

where
The tensile strength tests were carried out on the CMT 5105 SANS microcomputer control electronic universal tensile testing machine at room temperature according to the ASTM D638 standard. The specimens are shown in Figure 4. The strength was obtained from the average strengths of five individual specimens under the same parameters.
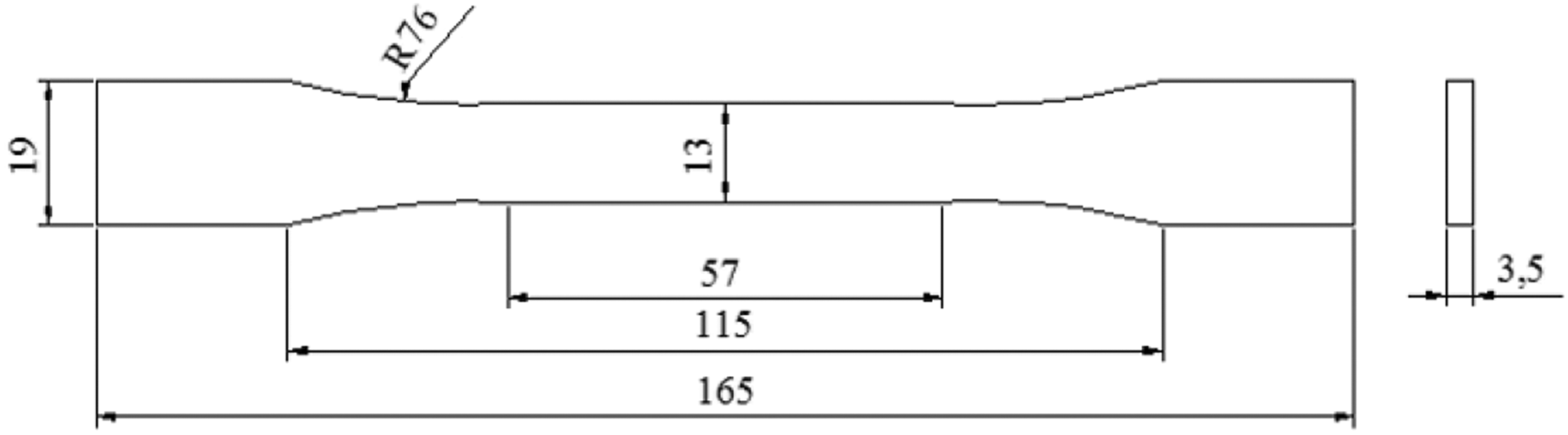
Configuration of tensile specimen (dimensions in millimeter).
The microhardness of the sample was measured using an indenter with a 50-g load for 15 s on a HV-1000 Vickers microhardness tester. The standard Vickers microhardness (H) was determined by the following equation:

where P is load, d is the average value of diagonal length of the rhombus after unload, and k is geometric factor equal to 1.854. The experimental data were the average value of 15 imprints under the same parameters.
Results and discussion
Figure 5 shows the macrostructure of HDPE/Cu composites which are prepared at the rotation speed of 1800 r min−1 and traverse speed of 30 mm min−1. It was observed that the surface and cross section of composites displayed regular and smooth. It was also evident from Figure 5(b) that there exist flash along the weld edge of the retreating side (RS). This was explained by two factors. On the one hand, the temperature of the advancing side (AS) was higher than RS, and it restricted the heat conduction from the AS to the RS due to the poor thermal conductivity of the HDPE. 21 On the other hand, the flow of material in the stir zone was asymmetric. The partially melted polymeric materials which came from the RS were extruded against the base materials of AS, which led to the lack of materials on RS. 22
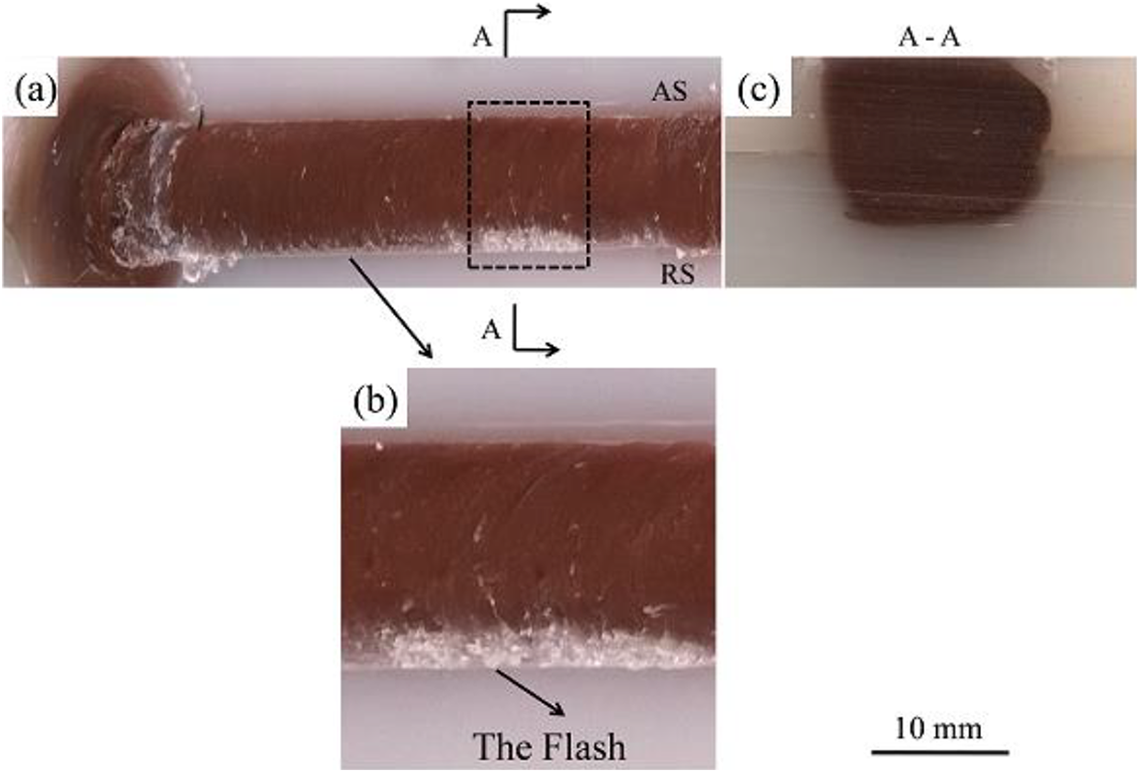
HDPE/Cu composites by submerged friction stir processing.
In FSP process, the forces applied on the processed materials mainly included the torsional shear force of shoulder and pin, forward upset force of pin, positive pressure of pin, and down force of pin, as shown in Figure 6. The Cu powders were dispersed with the flow of the deformation of softening HDPE under the influence of the torsional shear force and forward upset force. The down force of shoulder and pin as well as positive pressure of pin prevented the Cu powders and softening HDPE overflow from processing range and ensured the volume conservation.
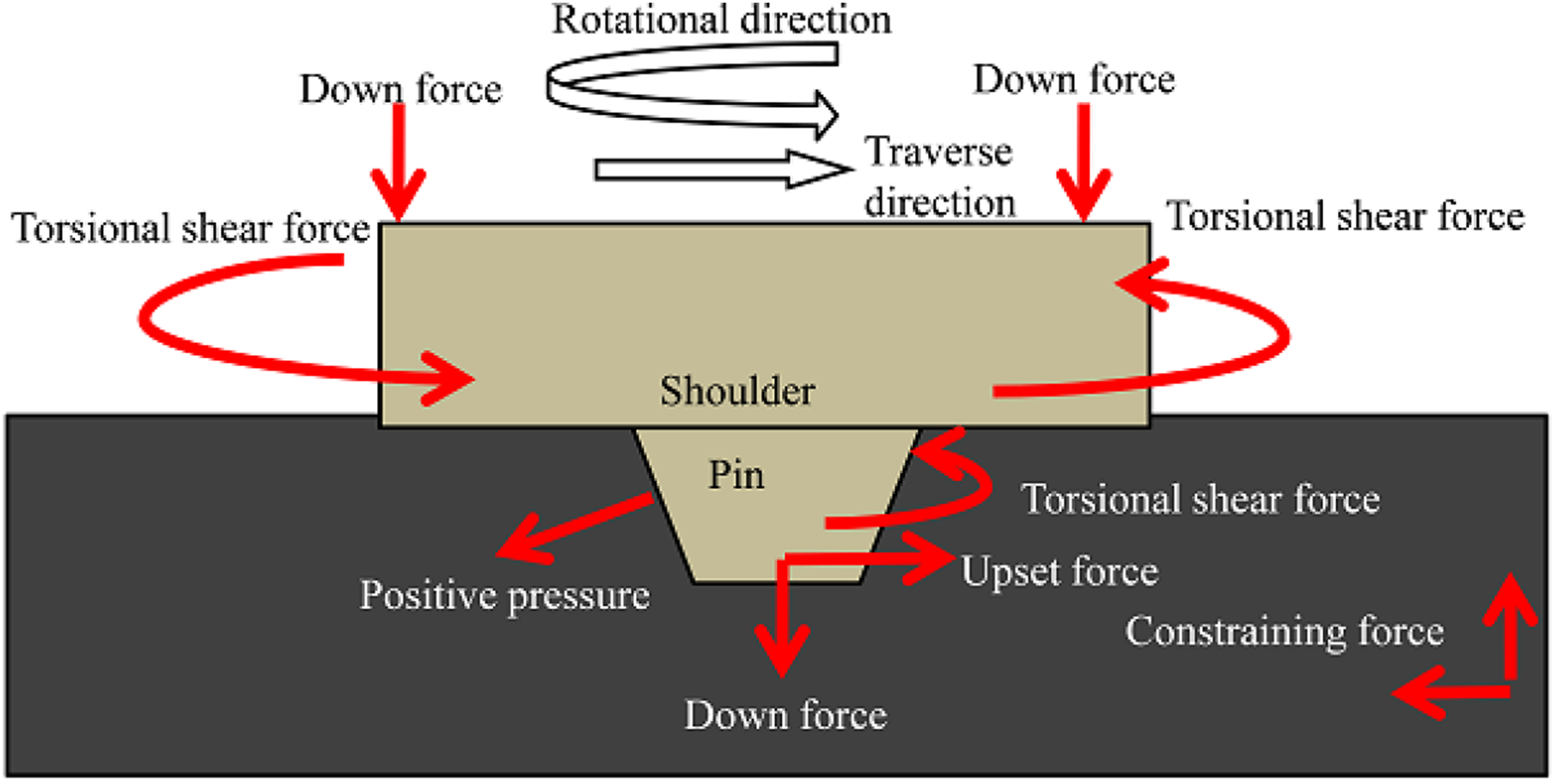
The forces applied on the processed materials in FSP process.
The positive pressure from the side of pin resulted in two effects. One is the horizontal component of the positive pressure excluded the HDPE including Cu powders near the pin, and this effect made the Cu powders dispersed along the horizontal direction, as shown in Figure 7(a). The other is vertical component of the positive pressure excluded the HDPE including Cu powders in the axial direction. The materials below the stir zone would create upward force due to counterforce, and it made the Cu powders move up and down the pin, as shown in Figure 7(b). That is, the Cu powders were dispersed with the flow of matrix in the action of stir. The dispersed direction was in accordance with the flow direction of materials. The lower the traverse speeds, the more intense the materials flow, and the more uniform the Cu powders dispersion.

Material migration near stir tool in FSP process: (a) horizontal direction and (b) vertical direction.
Figure 8 shows the schematic diagram of Cu powder migration with the movement of pin. First, the rotational pin moved forward, and the softening HDPE near the pin without contacted with the Cu powders, as shown in Figure 8(a). With the rotation of the pin, the softening HDPE started to contact with the Cu powders and pulled the Cu powders into stir zone, as shown in Figure 8(b). Subsequently, small amounts of Cu powders (marked (1) in Figure 8(c)) migrated with the action of the rotation of the softening HDPE. Then, the Cu powders (marked (2) in Figure 8(d)) were pulled into stir zone and moved back with the traversed and rotated of the pin. When the pin rotated half round, most of the Cu powders (marked (3) in Figure 8(e)) in the blind hole was pulled into the stir zone. Finally, the Cu powders were dispersed in the HDPE matrix. So, in actual machining process, it should ensure that the Cu powders in one blind hole were dispersed in the HDPE matrix more uniform when the tool rotated one round. Meanwhile, it should also ensure that the Cu powders in all blind holes were pulled into the HDPE matrix when the tool made turns.
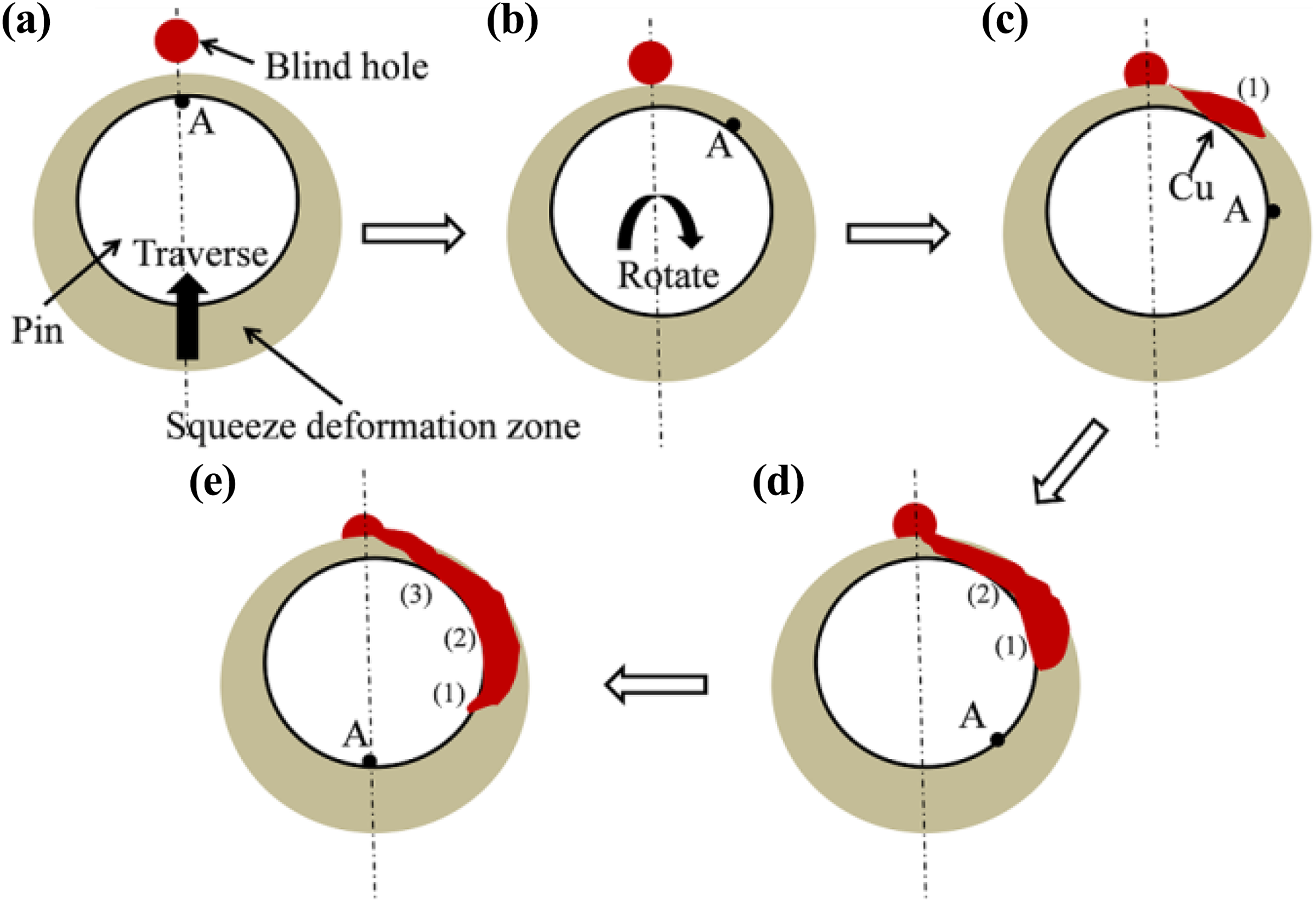
The migration path of Cu powders with the rotation of the pin.
The microstructure of stir zone on different regions is shown in Figure 9. In this study, the Cu powders were placed in the middle of two sheets, so the formation mechanism of the surface composites was related to the mechanical actions of the stir tool. It made the Cu powders disperse into HDPE via the mechanical actions of the extrusion down of the shoulder and the upward screw transmission of the pin, as shown in Figure 9(a). For the core materials, the effect of extrusion of the shoulder was weak, and the main effect came from the upward screw transmission of the pin. So the distribution of Cu powder was less uniform than surface layer. There are partially agglomerates in the Cu powders, as shown in Figure 9(b). Figure 9(c) and (d) shows the microstructure of the bottom of AS and RS, respectively. It can be seen that there are inhomogeneous on both sides, and it was more serious on RS.
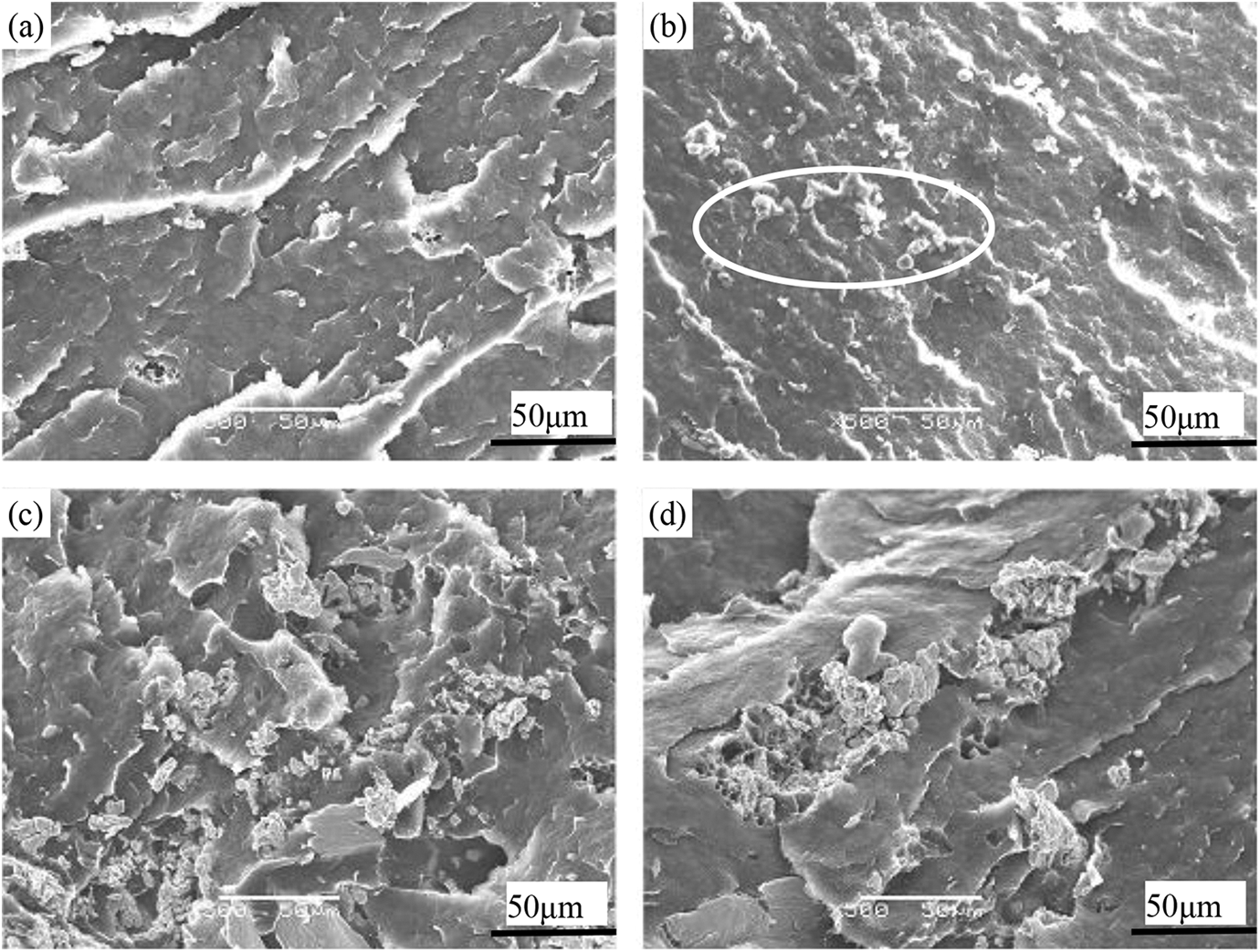
The microstructure of stir zone in different regions: (a) the surface layer, (b) the core, (c) the bottom of AS, and (d) the bottom of RS.
The SEM microstructures of HDPE/Cu composite which were fabricated via SFSP under different traverse speeds are shown in Figure 10. It can be seen that the distribution of Cu powders was highly affected by traverse speed. When the traverse speed was 15 mm min−1, the Cu powders dispersed well in HDPE matrix. However, a large amount of friction heating concentrated in the processed zone because of the low thermal conduction of HDPE, and the air bubble appeared in stir zone, as shown in Figure 10(a). When increased the traverse speed to 30 mm min−1, the pores located in stir zone disappeared, but there were some voids which may be the potholes came from the debonding of Cu particles from the HDPE matrix, as shown in Figure 10(b). Further increasing the traverse speed to 45 mm min−1, as shown in Figure 10(c), the agglomeration of Cu particles was observed. When the traverse speed was 60 and 90 mm min−1, the agglomeration aggravated, particularly at 90 mm min−1, as shown in Figure 10(d) and (e). Further analyzed in Figure 10(d), it can be seen that the interface adhesion of Cu and HDPE matrix was poor. When the composite was stressed, the stress might transfer to the matrix and reduced the strength. On the one hand, in the process of FSP, the flow form of plastic material was similar to fluid. The materials in front of stir tool tended to soften due to the action of torsional shear force of shoulder and pin as well as forward upset force of pin, and the softening effect was more severe near the pin zone than metal materials. But the volume of softening materials was less than metal materials due to the poor thermal conductivity. Meanwhile, these softening materials were easy to deformation at high temperature under the influence of friction heating. On the other hand, the FSP of polymer materials was not solid-state processing. The Cu powders were involved in the molten materials with the action of stir and upset force of pin until the tool leave, and the flow of the materials ceased due to the loss of mechanical action. It was obvious that lower traverse speeds were more easily promote the materials flow and mixing. With increasing the traverse speed, the materials flow became inadequate and the Cu and HDPE were not sufficiently mix, which resulted in the formation of agglomeration.
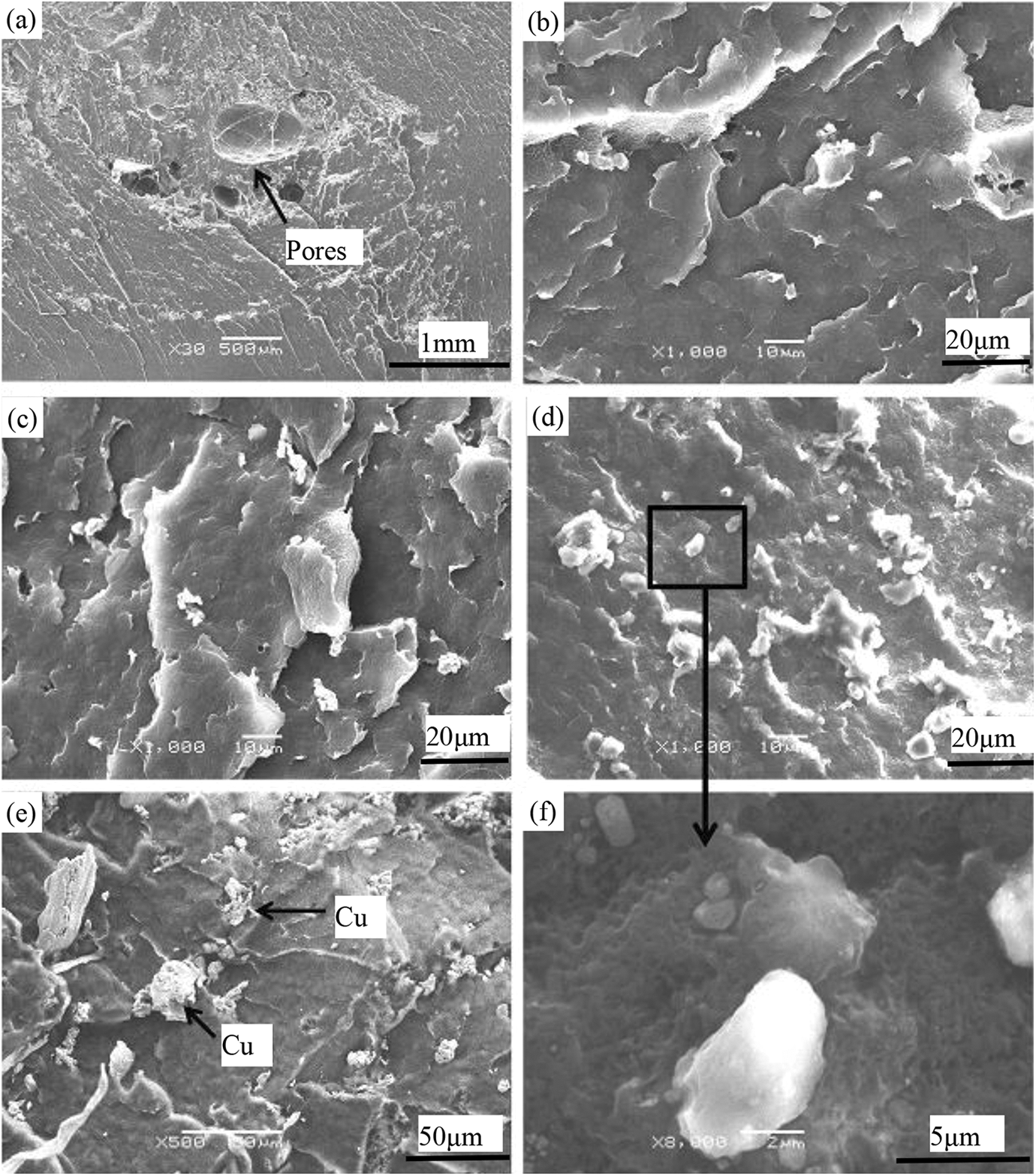
SEM images of the samples by SFSP at different traverse speeds: (a) 15 mm min−1, (b) 30 mm min−1, (c) 45 mm min−1, (d) 60 mm min−1, (e) 90 mm min−1, and (f) the magnification of (d).
The thermal properties of the HDPE and composites were evaluated via DSC, as shown in Figure 11, and the traverse speed was 30 mm min−1. The crystalline of base materials and processed materials with and without Cu powders was descending. This indicated that the Cu powders had a significant influence on the crystalline behavior of the material. First, it needed that the atoms of the macromolecular chain arrange periodically and steadily when the polymer was crystalline. However, the SFSP was a very fast process. The atoms of the macromolecular chain had not enough time to locate the specific location; meanwhile, the macromolecular chains were destroyed after FSP. So the crystalline of processed materials with Cu powders was lower than base materials. Second, the epitaxial crystallization on the Cu particle surfaces may be the major contributor to the crystalline content when the materials were processed at a same processing status. Thus, the crystalline of processed materials with Cu powders was lower than that without Cu powders.
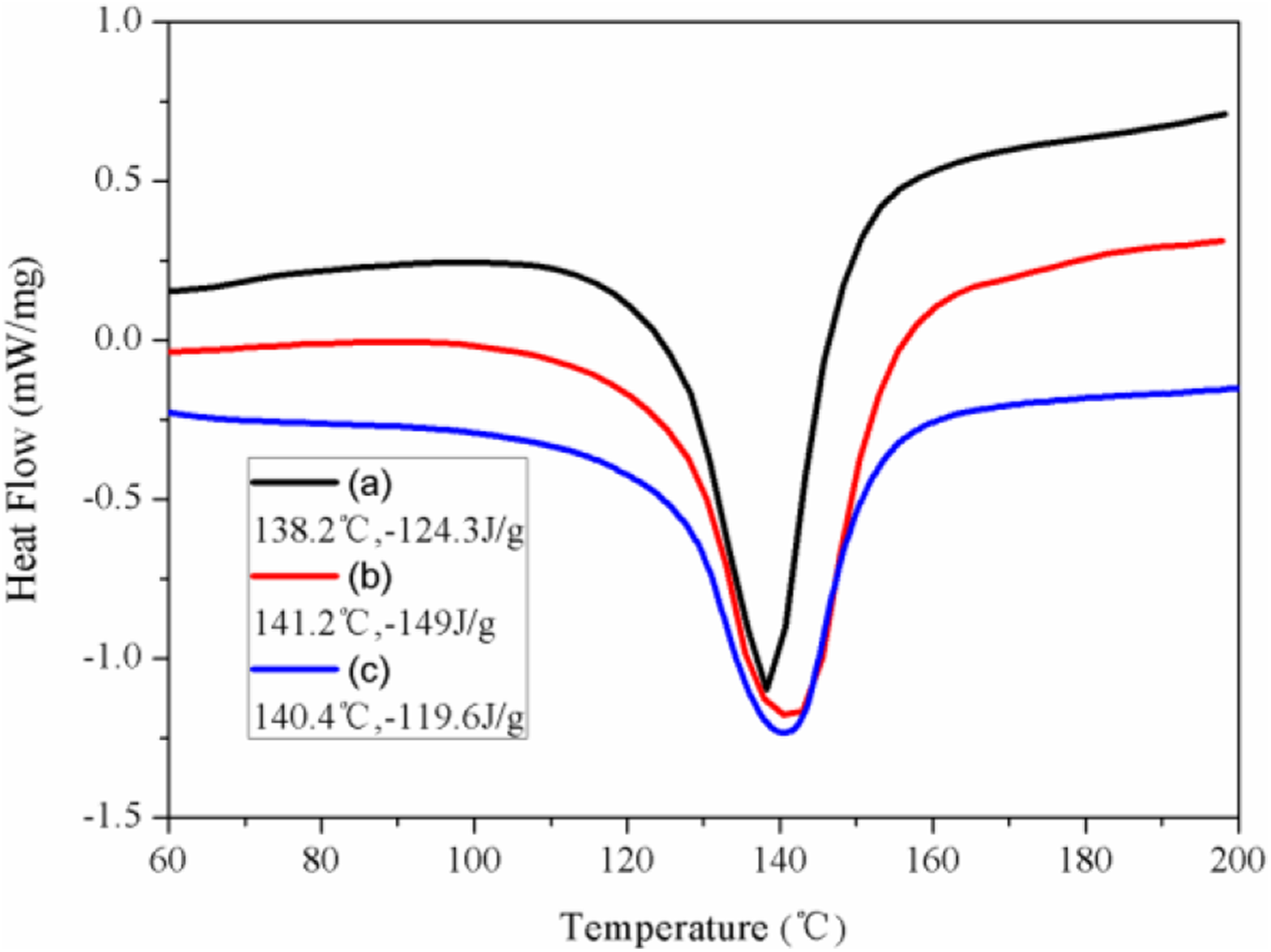
The thermal properties of the HDPE and composites.
Figure 12 shows the tensile strength of processed materials with and without Cu powders in different traverse speeds. It can be seen from Figure 12 that irrespective of whether the Cu powders was used, the tensile strength of processed materials was less than the base materials. It is because the fact which the molecular chain was destroyed via FSP technology did not change. Further analyzed in Figure 12, the tensile strength of processed materials with Cu powders was higher than that without Cu powders. It shows clearly that the tensile strength increases when adding the Cu powders. From FSP perspective, it is not easy to control the heating of polymer FSP due to polymer materials had a low melting temperature, a low thermal conductivity, and a short time of solidification. When adding Cu powders into HDPE, the heat-conducting property of materials was improved, which could decrease the number of defects (such as pores, crack, and void). Thus, the tensile strength of composites was increased. The Cu agglomeration was aggravated with the increase of the traverse speed from Figure 10, and agglomeration would be stress concentration. So the tensile increased when the traverse speed was higher.
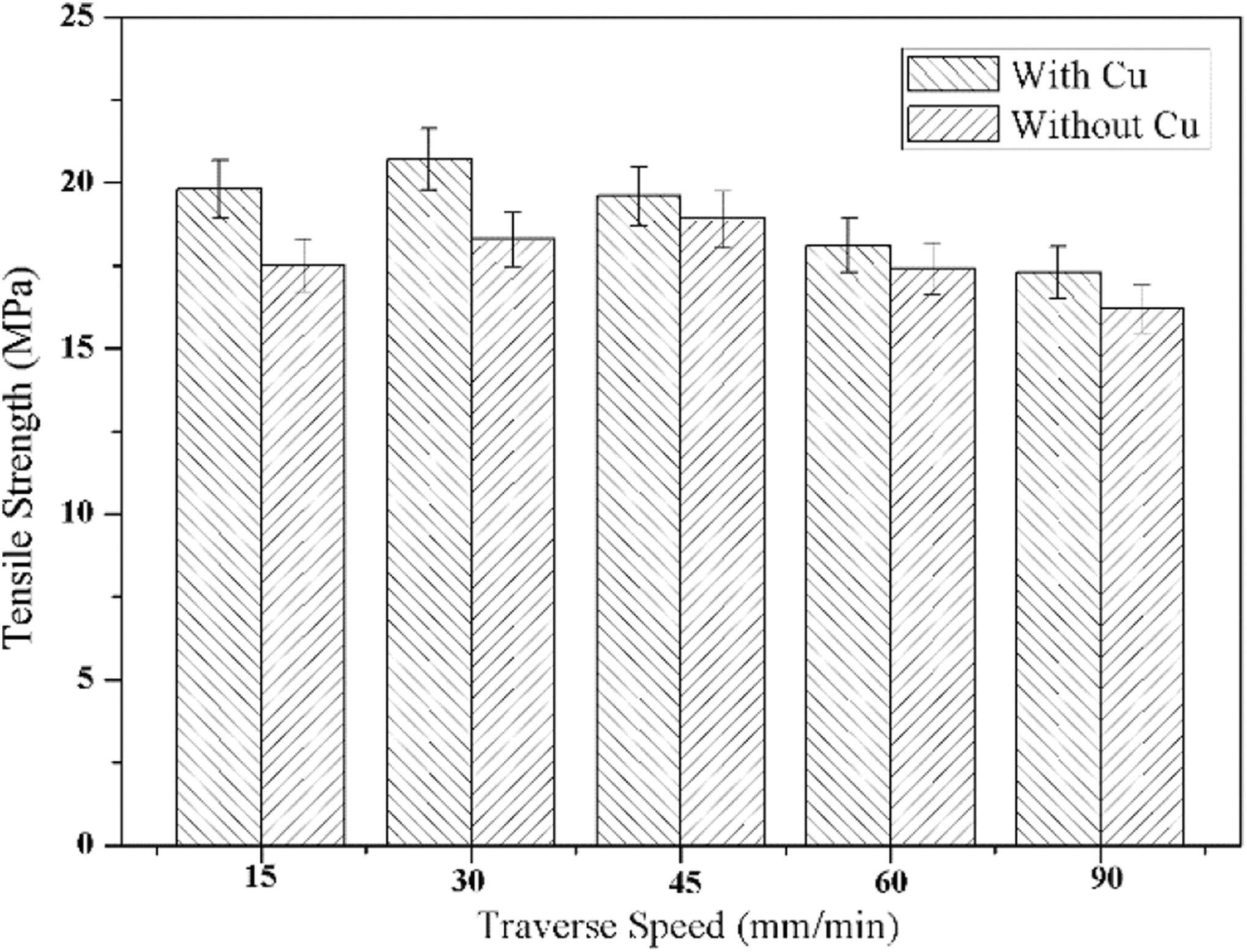
The tensile strength of processed materials with and without Cu powders at different traverse speeds.
Figure 13 shows the microhardness of the materials with and without Cu powders. According to the results, the microhardness of composites had much more higher values than that processing materials without Cu powders and HDPE matrix. It is chiefly because the Cu powders increased the material deformation difficulty. In addition, the microhardness of composites decreased with the increase of traverse speed. That is because the distribution of Cu powders was better at lower traverse speed.
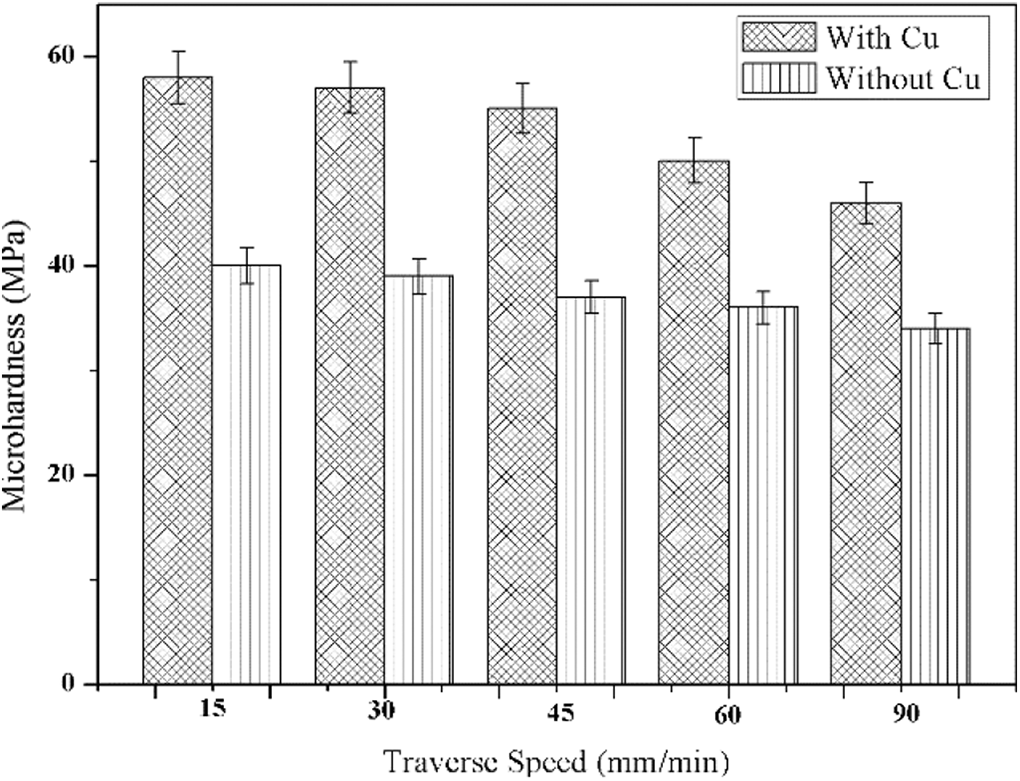
The microhardness of processed materials with and without Cu powders at different traverse speeds.
Conclusion
In this article, SFSP was used for fabricating HDPE/Cu composites. The particle migration patterns, microstructure, thermal properties, and mechanical properties of the composites were studied. The following conclusions could be drawn from the results: The Cu powders were dispersed with the flow of matrix in the action of stir. The dispersed direction was in accordance with the flow direction of materials. The homogeneity of composite surface layer was more uniform than core composites, and the homogeneity of AS was more uniform than RS. The crystalline content of HDPE/Cu composites was higher than the processing sample without the Cu but lower than base materials. The tensile strength of composites was lower than base material but higher than that processing under the same processing parameter, and the maximal value was 20.7 MPa. The addition of Cu powders increased the microhardness of the composites.
Footnotes
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Technical Nurturing Foundation of Yangzhou University (2017CXJ019), the Natural Science Fund for Colleges and Universities in Jiangsu Province (16KJB460024) and the Natural Science Fund for Colleges and Universities in Jiangsu Province (18KJB460031).