
Abstract
This work was intended to provide an understanding of the effect of microcrystalline cellulose (MCC) on the mechanical properties of low-density polyethylene (LDPE). The impact resistance and the tensile properties of low-density LDPE/MCC composites were investigated. The weight fraction of MCC was varied at (0, 0.5, 1, 2.5, 5, 10, 20, and 30 wt%). The obtained blends were then used to prepare the required tensile and impact testing samples by hot compression molding technique. It has been found that MCC has a strong influence on the mechanical properties of LDPE. At a low MCC weight fraction, there was a little improvement in the ultimate strength, fracture stress, and elongation at break, but at a high MCC weight fraction, the tensile properties were deteriorated and reduced significantly. The addition of 1 wt% MCC to LDPE enhanced the mentioned properties by 10, 25, and 6%, respectively. While at 30 wt% MCC, these properties were lowered by 36, 25, and 96%. The elastic modulus of LDPE composites was improved on all MCC weight fractions used in the study, at 20 wt% MCC, an increase in the elastic modulus by 12 folds was achieved. On the other hand and compared with the impact strength of pure LDPE, the addition of MCC particles enhanced the impact strength, the highest value obtained was for LDPE composites filled with 10 wt% MCC where the impact strength enhanced by two folds.
Introduction
Plastics have achieved an interesting position in packaging industry due to their favorable features such as high strength, resistance to water, light weight, resistance to corrosion and chemicals, low electrical and thermal conductivity, good durability, easy to manufacture, low toxicity, and low cost. 1,2 All these amazing features and properties for plastics give them the priority to be used in place of other materials, such as glass, wood, and metals, and the ability to be applied in various industries, such as roofing materials, doors, window frames, some sort of screws, and some part of equipment. 3
Polyethylene (PE) is one of the most commonly used artificial polymers; it is a semicrystalline thermoplastic with a high-molecular weight; it is also extremely hydrophobic. 4 PE exists as low-density polyethylene (LDPE), linear low-density polyethylene (LLDPE) and high-density polyethylene (HDPE). It is the first plastic to be used for food packaging and came into general use in the 1950s. 5 There are expanding requests for PE use in the medical field (sterile packaging), the automotive sector (HDPE automotive fuel tanks), cosmetics (innovative packaging designs), liquid food packaging, agriculture sector, and twin-sheet thermoformed HDPE pallets to replace wooden pallets. 6
However, most plastics like LDPE are nondegradable in their native form, and their accumulation in the environment is considered a threat to the planet. The more regrettable effect on the environment can be found in the huge amount of disposed plastics, where 25 million tons of synthetic plastic are disposed on the ocean coasts and the environment around. 7 Nowadays, the inversion of PE from a nondegradable material into a degradable material has attracted the intention of many researchers more than ever before as the world’s regulations are to decrease the pollution to its most reduced level or even diminish it. 5 Added substances to LDPE like plasticizers, lubricants, cellulose, stabilizers, and antioxidants might make it as a host medium for the microorganisms beside its different characteristics improvement. 6
A lot of research work has been done on biodegradation of PE that the researchers’ efforts are moving towards developing biodegradable polymers because of its importance in controlling environment management. Starch and cellulose are reckoned as one of the available sustainable resources to generate biopolymer and biodegradable plastics.
Shamsabadi et al. 8 clarified that the use of extracted cellulose nanofibers (CNFs) has positive effects on the mechanical, rheological, and biodegradation of PE/starch blends. The tensile modulus was also developed with the increase in CNFs from 0 wt% to 9 wt%. Also, because of the low dispersion and agglomerations in CNFs, there was a slight rise in the tensile modulus with the increase in the nanofibers from 10 wt% to 14 wt%. Increasing the amount of nanofibers caused a decrease in the break elongation. Sedlarik et al. 9 added lactose, with a concentration from 0 wt% to 40 wt%, to prepare metallocene LLDPE composites. The mechanical analysis of the composites showed that addition of lactose to the composite did not influence the tensile properties significantly in the range measured. Within the range of 10 wt% lactose, the tensile strength has decreased, and by increasing lactose contents up to 30 wt%, the tensile strength increased to its maximum value. The authors claimed that this was the critical lactose concentration and beyond this concentration the tensile strength was decreased again due to the formation of cavities and holes within the body of specimens.
In another research, 4 the use of cellulose from the cell walls of kenaf to produce biocomposites was investigated. LDPE and HDPE were the main elements used in this study to form the matrix, the extracted cellulose was used as a filler and polyethylene glycol (PEG) was used as a plasticizer. The effects of the filler’s concentration on the mechanical properties and the degradibility showed a reduction in the tensile strength when the cellulose content increased for both the untreated and PEG composites. Sdrobiş et al. 10 used bleached and unbleached Kraft cellulose pulp fibers treated with a long chain of carboxylic acid as reinforcements in LDPE. The impact stress showed lower values in LDPE/cellulose composites than base LDPE, especially for composites that contain bleached Kraft cellulose pulp fiber. The addition of the plasma-treated fibers as reinforcements caused the impact strength to increase in a way more than when using untreated pulp fibers. Utilizing pulp cellulose fibers improved the Young’s modulus of the composites as compared to the LDPE itself. A decrease in the strain values was recognized after adding the cellulose pulp fibers in LDPE matrix.
Pöllänen et al. 11 studied the influence of microcrystalline cellulose (MCC) fillers of different concentrations (5, 10, 20, and 40 wt%) on the mechanical, morphological, and thermal properties of HDPE. To enhance the compatibility of cellulose and HDPE blend, HDPE composites were prepared by melt mixing of malefic anhydride grafted polyethylene (PEgMA). It has been claimed that the cellulose contents altered the mechanical properties by increasing the Young’s modulus and the tensile strength while decreasing the elongation. Also, it has been found that for HDPE with 40% PEgMA-viscose fiber, the elastic modulus was about five folds and tensile strength was nearly three folds compared to pure HDPE.
Shamsuri et al. 12 treated cellulose woven with hexadecyltrimethyl ammonium bromide (HTAB) surfactants in aqueous solution at a high temperature, and then used this treated cellulose in the formation of LDPE/cellulose composites. The authors observed that the extension and strain properties of LDPE/untreated cellulose composites (0 wt% HTAB) are less than the treated composites (0.2 to 0.6 wt% HTAB). The reason, which was given as an interpretation of this observation, is the poor interfacial adhesion between polar hydrophilic untreated natural fiber woven and nonpolar hydrophobic synthetic polymer. In contrast, the increase in the extension and strain properties of LDPE/treated cellulose bio-composites were caused by the ability of HTAB to interact with both polar hydrophilic cellulose and nonpolar hydrophobic LDPE.
In the present study, the composites of interest are prepared by blending LDPE with MCC, since the addition of MCC is expected to alter the properties of LDPE. The main objective of this study is to investigate the effects of MCC addition on the tensile and impact properties of LDPE composites.
Experimental
Materials
The utilized PE was LDPE (LDPE 2102TN00 W), having a melting temperature of 115.4°C, a density of 921 kg/m3, and a melt flow index of 1.9 g/10 min. This product, produced by SABIC (Saudia Arabia), is a general purpose grade without additives, and it has excellent processability and stretchability.
MCC in a white powder form was supplied by Sigma (Aldrich Chemistry, USA), this MCC is biodegradable and carries hydrophilic hydroxyl group that interacts with oxygen atoms from another cellulose chain. The bulk density of this cellulose is 1.27–1.60 g/cm3 and the average particle size is 20 μm. The odorless cellulose has a high tensile strength and a good thermal stability, and it has a melting point between 260°C and 270°C.
Preparation of LDPE/MCC composites
In order to ensure good mixing with cellulose powder, LDPE was ground to powder. LDPE powder was mixed physically with the MCC then fed to the extruder’s hopper by direct addition. A single screw extruder (Axon ab 10 [Sweden]) was used to prepare the LDPE/MCC composites of various compositions as shown in Table 1. Extruder’s temperature zones were set at 150°C near the feeder, 175 and 190°C in the middle zones, and 210°C at the die. On exit from the extruder’s die (the point that gives the final shape) the extrudate passed through a water trough at room temperature for further cooling and solidification. The cooled laces are chopped into small granules using a pelletizing machine (Axon Pelletizer) equipped with a steel blade. The obtained LDPE granules were dried in an oven at 100°C to remove any moisture.
Composition of LDPE/MCC composites.
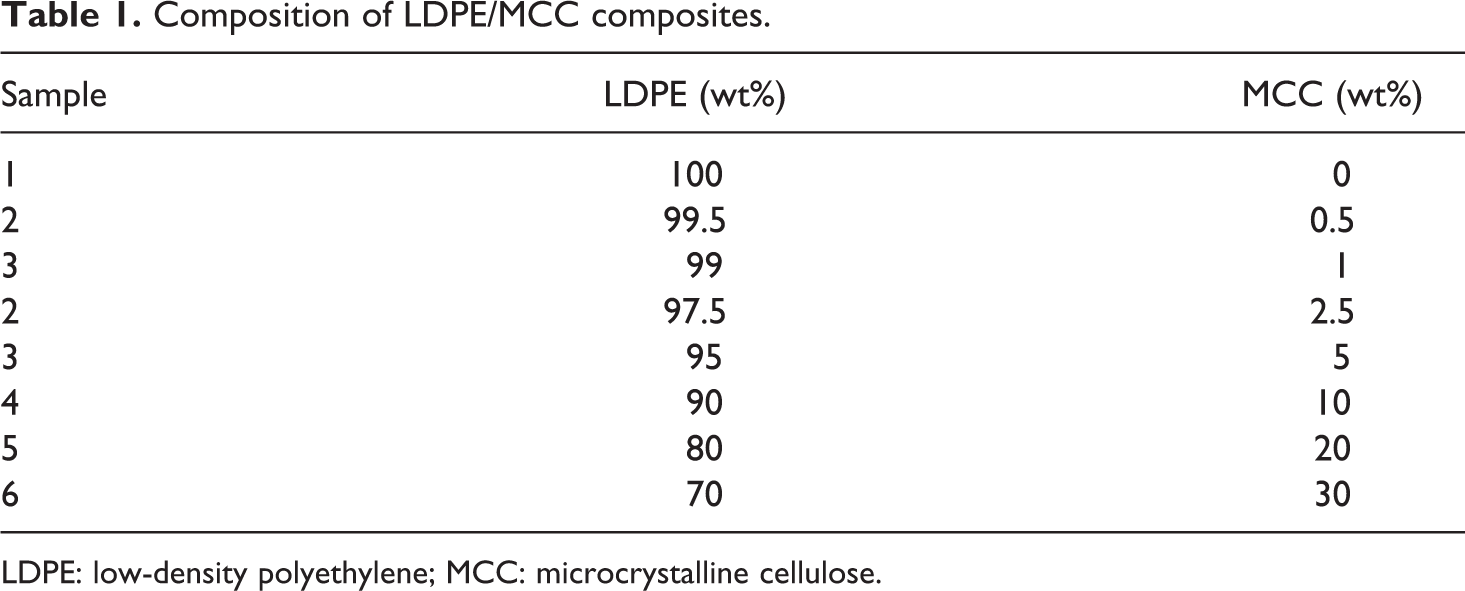
LDPE: low-density polyethylene; MCC: microcrystalline cellulose.
Scanning electron microscope
Inspect (model F50) scanning electron microscope (SEM) was employed to examine fracture surfaces of LDPE/MCC composites before and after burying in soil. The signals created by utilizing this machine will analyze the information through the surface and provide data about the surface structure, external morphology, crystalline structure, dispersion of fibers in the matrix, orientation of material sample, and to recognize the presence of any defect.
Preparation of tensile testing samples
Tensile testing samples were prepared by a hot compression molding technique using a hydrolic molding press (Carver Auto Series [USA]). For neat LDPE and all LDPE/MCC composites, the mold temperature was set at 150°C except the composite LDPE/30 wt% MCC the mold temperature for this composite was set at 180°C since it was not possible to produce acceptable samples for this composition at 150°C. After each hot pressing cycle that lasts for 5 min, the molten samples were left to solidify and cool naturally. Figure 1 shows the exact dimensions of the tensile testing sample used in the present study. 13 Tensile testing of LDPE/MCC composite samples was examined via a tensile testing machine (UTM, H50K-S [Hounsfield, NY]) using a transducer load force of 1 kN and a testing speed of 50 mm/min. The dimensions of each sample were measured via a digital calliper; each sample was clamped, tested, and the resulting curve was taken for analysis. Approximately 30 replicates of each composite were tested; the average of these results was used to represent the final result.
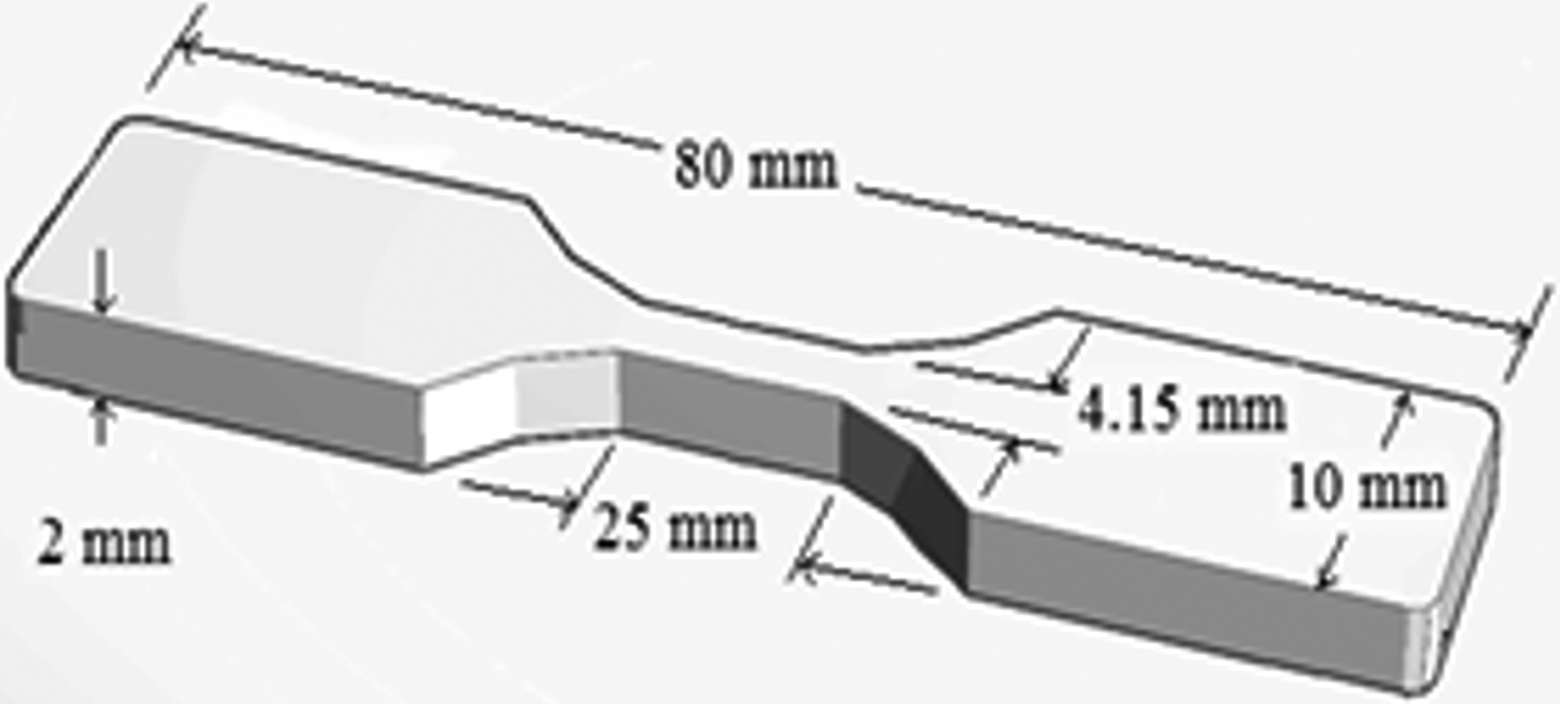
Dimensions of the tensile testing sample.
Preparation of impact testing samples
Impact testing samples were prepared by exactly the same machine and procedure used to prepare the tensile testing samples. Using a steel square mold, 14 impact rectangular samples were obtained at each hot pressing cycle. Figure 2 shows the exact dimensions of the impact testing samples used in this study according to ASTM 256. 14
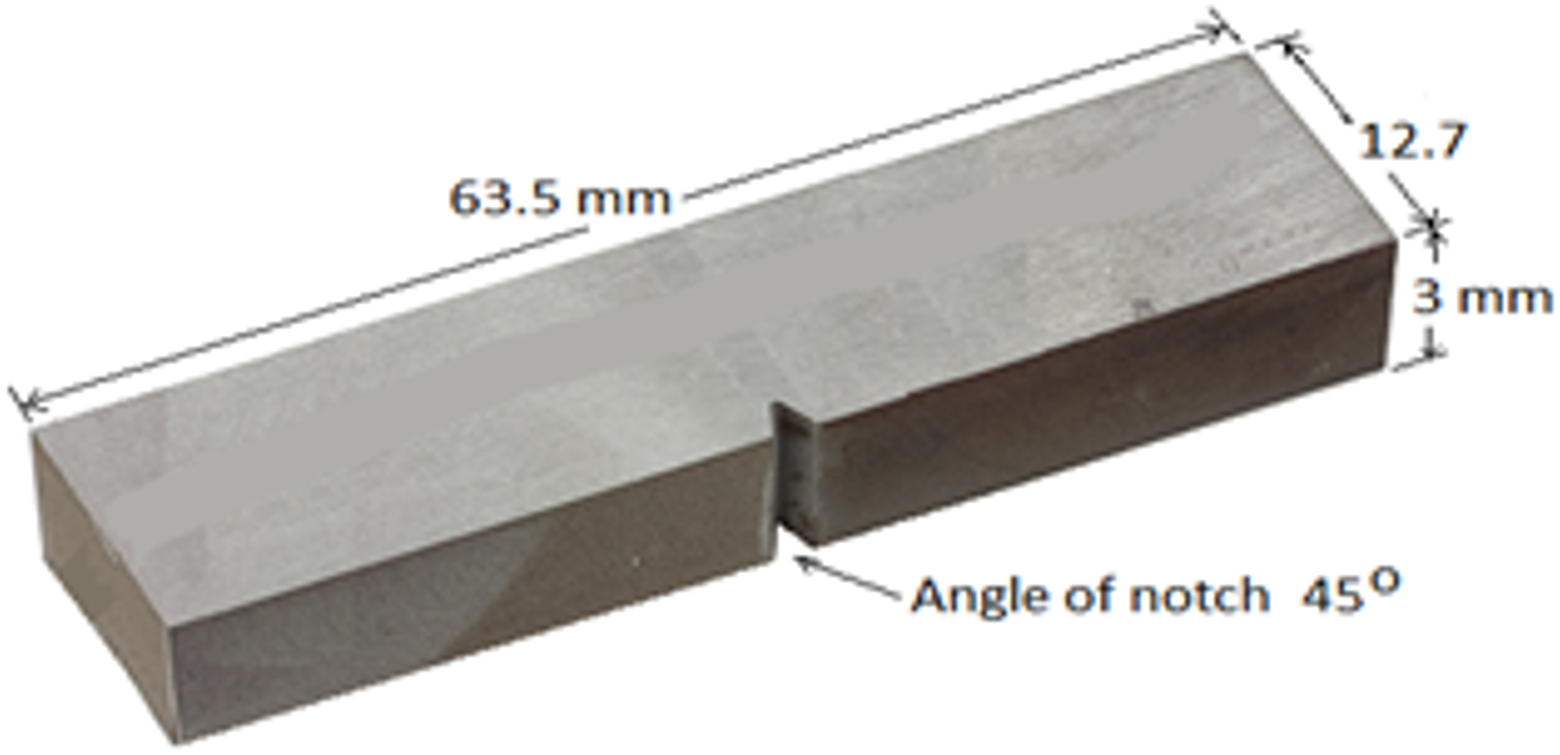
Dimensions of the impact testing sample.
The prepared impact samples were analyzed via a Hammer model Impact Tester (Ceast 6545 [Italy]). The sample was centered for testing, and a 7.5-J pendulum hammer was used to hit the sample. The energy needed for breaking each of the samples was recorded for further calculations; the results are expressed in energy lost per unit of thickness (J/m) at the notch, or energy lost per unit cross-sectional area at the notch (J/m2). Approximately 10 replicates of each sample were tested and the average of these results was used to represent the final result.
Results and discussion
Tensile properties
Figures 3 and 4 show the ultimate stress and fracture strength of LDPE composites as a function of the MCC weight fraction where it is clearly seen that both figures have nearly similar trend. Compared with the ultimate strength of neat LDPE, it is visible that increasing the weight fraction of MCC up to 1 wt% increases the ultimate stress of LDPE composites by about 10%. Further addition of MCC leads to a decrease in the ultimate stress value, and in the present study, it was found that over one-third of the ultimate stress value was lost by the addition of 30 wt% MCC. The fracture strength seems to have a nearly similar trend as the ultimate stress, increasing the percentage of MCC up to 1 wt% leads to an increase in the fracture strength by about 25%. Beyond this MCC concentration, the addition of further cellulose quantities will decrease the fracture strength; the percentage of reduction of 30 wt% of MCC is about 25% of neat LDPE.
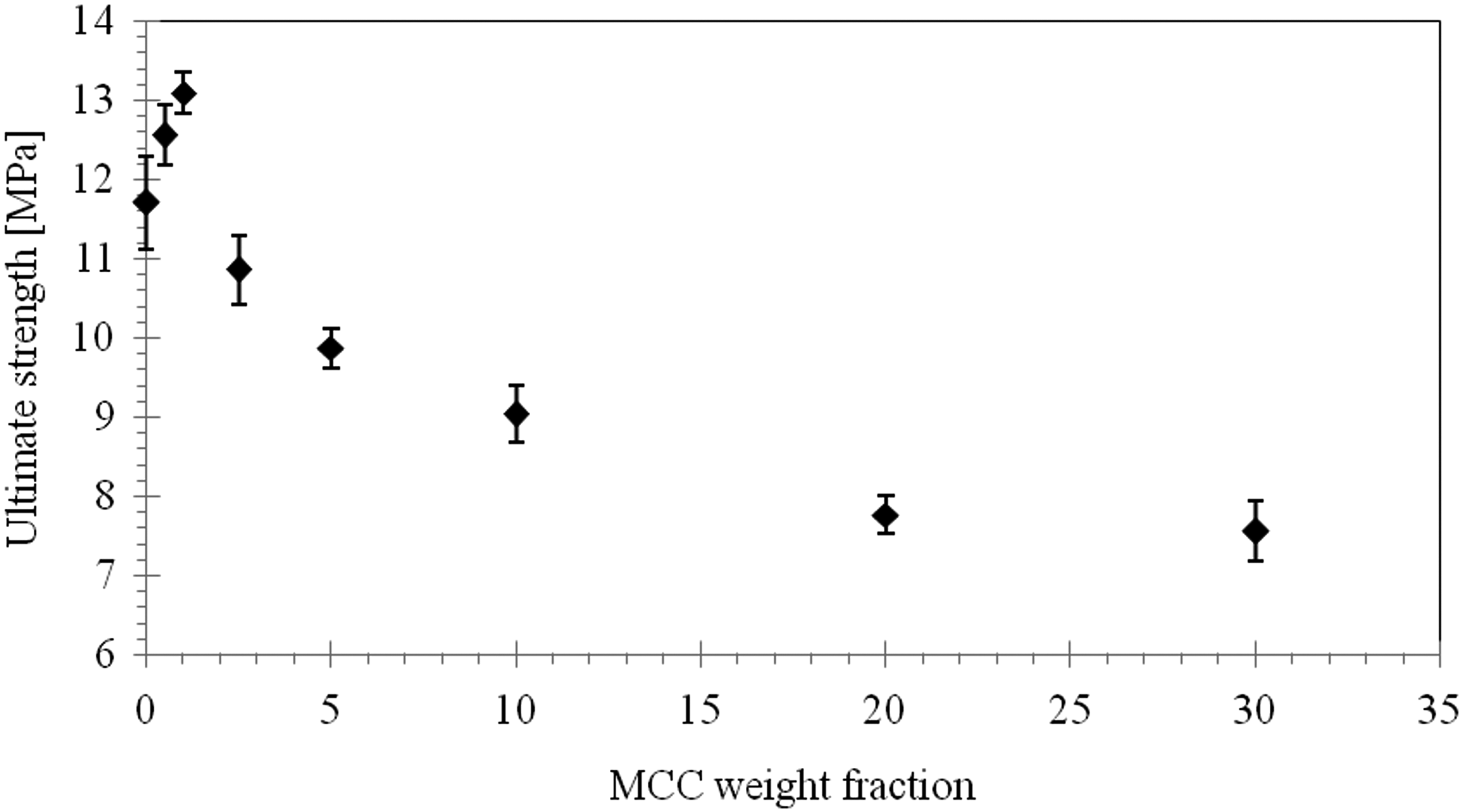
The ultimate stress of LDPE composites as a function of cellulose weight fraction. LDPE: low-density polyethylene.
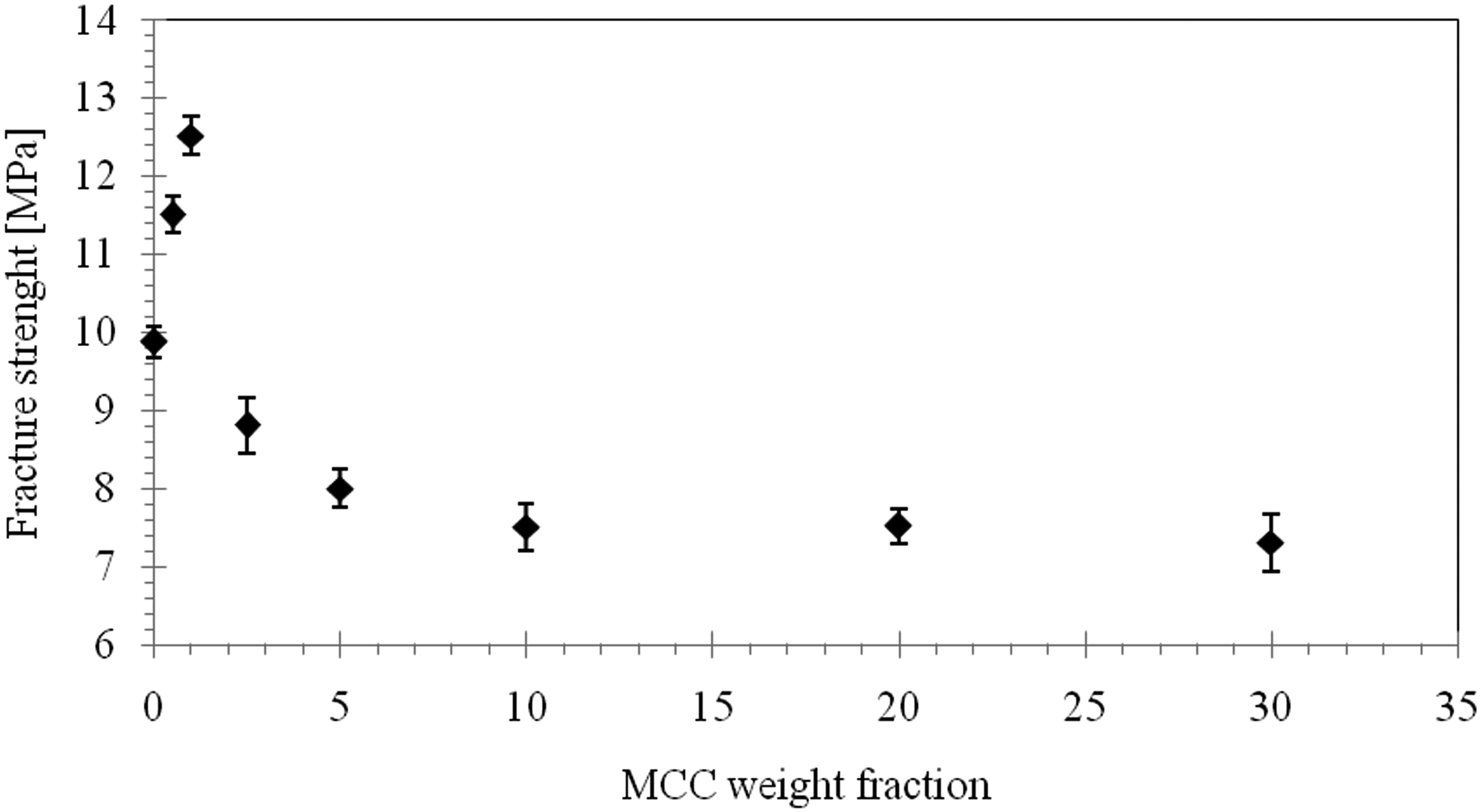
Fracture strength of LDPE composites as a function of the MCC weight fraction. LDPE: low-density polyethylene; MCC: microcrystalline cellulose.
It seems that the more increase in MCC concentration, the higher probability of fracture to happen, which is due to the hydrophilic properties of MCC whereas LDPE is hydrophobic, and this caused a weak interaction between them which diminished the stress transfer through the matrix. The break of polymer will occur due to decohesion between matrix and cellulose, which generates a stress concentration locations. Additionally, since cellulose particles are soft and have a large porous surface area, the probability of tiny crack formations on the MCC surface is higher and hence fracture at lower loads. The results obtained here are in good agreement with what Shamsabadi et al. 8 and Tajeddin et al. 4 reported.
The fracture surface of pure LDPE seems to be relatively smooth as shown in the SEM micrographs (Figure 5(a)). The fracture surface of LDPE/30 wt% MCC composite presents an uneven fracture surface with several hills and valleys as shown in Figure 5(b). Generally, SEM micrographs of fracture surfaces clearly indicate that the differences in microstructure of the neat LDPE and the composite are significant. LDPE/MCC interface does not present homogeneity because of the different nature of the components hydrophobicity of LDPE and hydrophilicity of cellulose and this may recommend a considerable matrix deformation and hence lower the ultimate stress and the fracture strength. 4
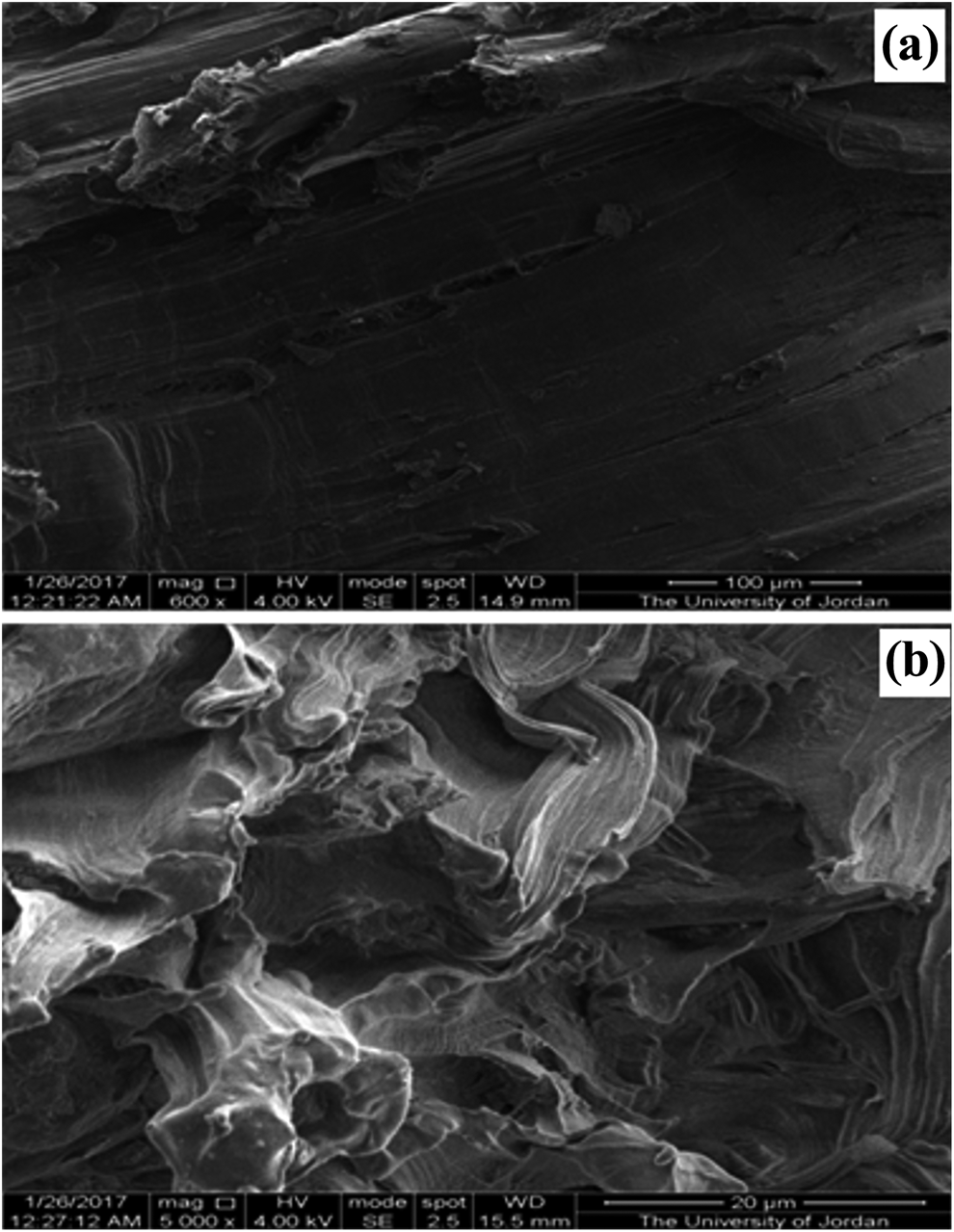
SEM for the fracture surface of neat LDPE (a) and LDPE/30 what% MCC (b) at a magnification of 5000. LDPE: low-density polyethylene; MCC: microcrystalline cellulose.
Figure 6 portrayed the effect of MCC content on the elongation at break of LDPE composites. For the standard gauge length of the standard tensile testing sample used, the measured elongation at break is found to be 476 mm, when cellulose content increased to 1 wt% the elongation at break increased by about 6%, then it reduced by increasing the MCC content; a reduction of 96% of elongation at break is obtained by the addition of 30 wt% MCC. The limitation of motion of the LDPE chains and the increase in composite’s brittleness is attributed to the addition of incompatible components to the flexible matrix; hence, the elongation is expected to decrease. The reduction in the matrix molecules mobility is a subsequence of interaction between cellulose which is stronger than the matrix, so cellulose agglomerates and traps the matrix molecules inside their network and reduces mobility, and therefore, the composites will break at lower elongation, also the weak adhesion forces between cellulose and matrix reduce the elongation, once again, this agrees with the conclusions obtained by Shamsabadi et al., 8 Pollanen et al., 11 Shamsuri et al., 12 and Koroleva et al. 15 By increasing the MCC content within LDPE composites, the elastic modulus increases up to 20 wt% MCC, and at this concentration, the elastic modulus increased by about 12 folds of the elastic modulus of neat LDPE as shown in Figure 7. Beyond this MCC concentration, the elastic modulus begins to decrease but remains higher than that of pure LDPE with about seven folds at a composition of 30 wt% MCC. This reduction in the value of the elastic modulus can be attributed to the agglomeration and low dispersion of MCC within the LDPE matrix at high concentration. This outcome is consistent with what Shamsabadi et al., 8 Sdrobiş et al., 10 Pollanen et al., 11 and Koroleva et al. 15 mentioned in their studies. Figure 8 reveals the distribution of the MCC particles within LDPE matrix at low (2.5 and 10 wt%) and high (30 wt%) concentration. The images prove that, at high concentration, MCC particles are well dispersed within the matrix and there is no agglomeration, while at high concentration, the agglomeration of the particles and the poor dispersion can be clearly seen.
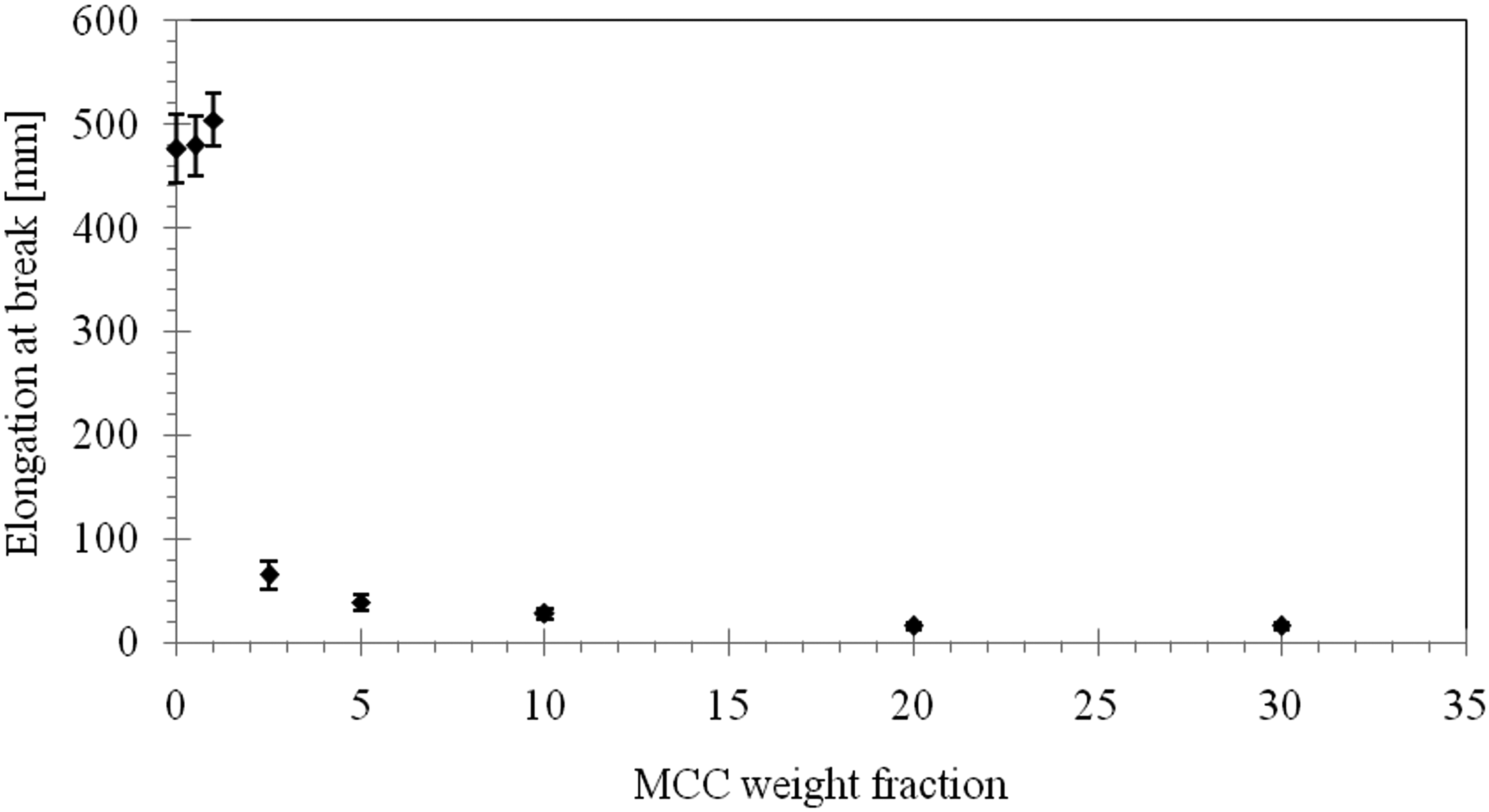
Elongation at break of LDPE composites as a function of the MCC weight fraction. LDPE: low-density polyethylene; MCC: microcrystalline cellulose.
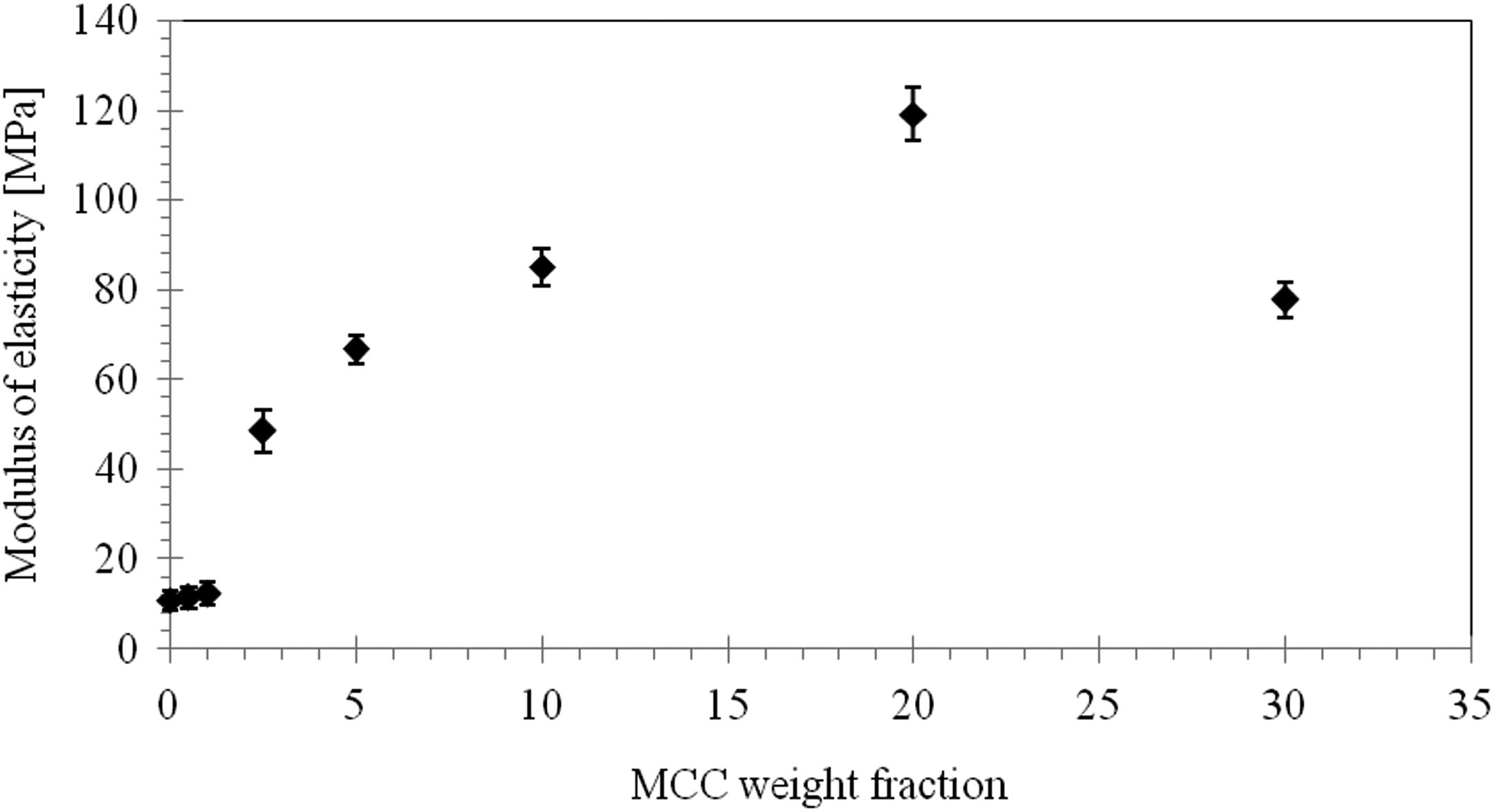
Elastic modulus of LDPE composites as a function of the MCC weight fraction. LDPE: low-density polyethylene; MCC: microcrystalline cellulose.
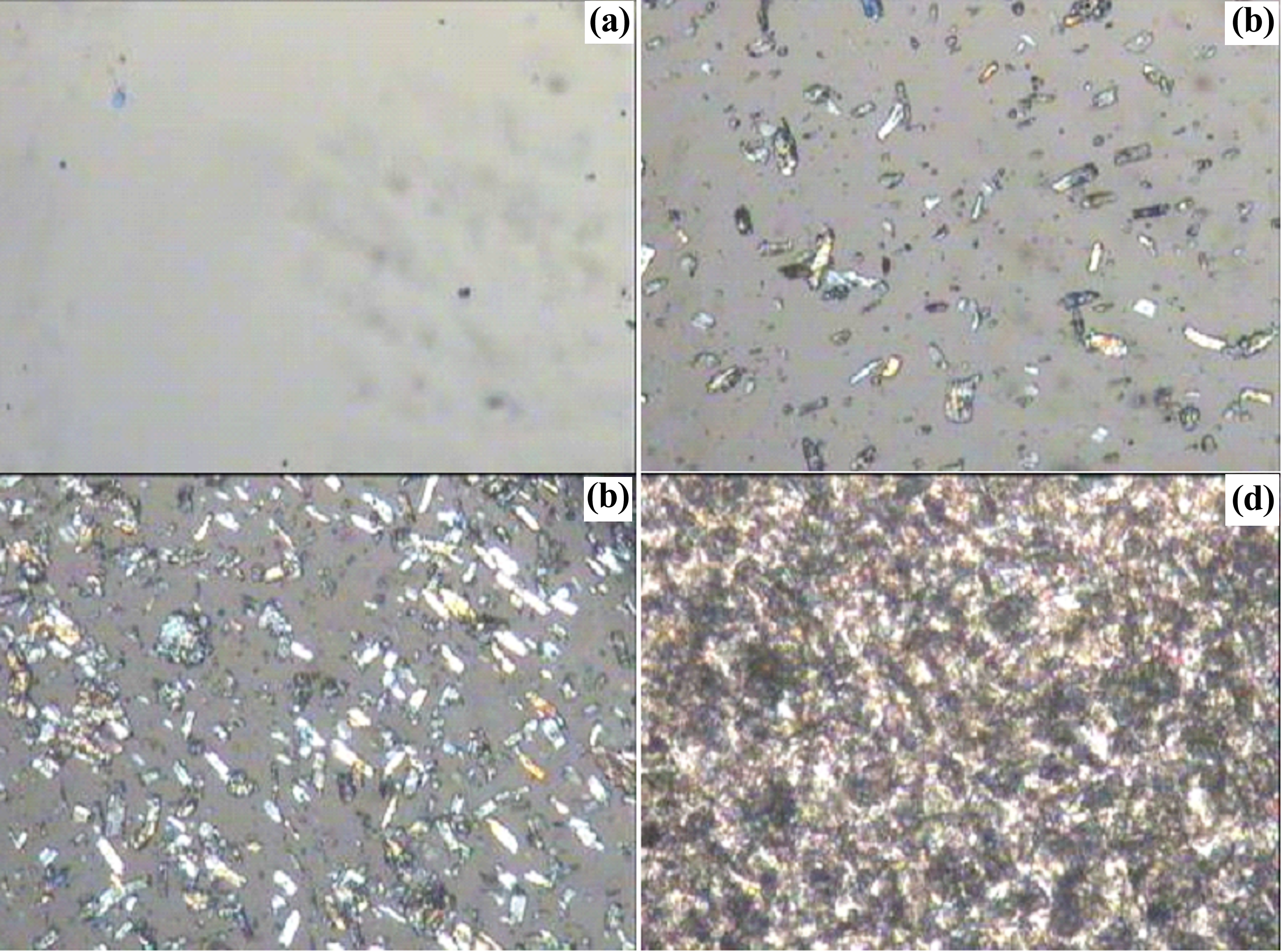
Polarized light microscope images showing the intensity and distribution of MCC particles within molten LDPE; (a) neat, (b) 2.5 wt% MCC, (c) 10 wt% MCC, and (d) 30 wt% MCC. LDPE: low-density polyethylene; MCC: microcrystalline cellulose.
Impact properties
It can be seen from Figure 9 that the impact energy of LDPE increased by the addition of MCC, it increased by about two folds of pure LDPE at a composition of 10 wt% MCC, then it decreased by more increasing of cellulose but still greater than the impact energy of pure LDPE with about 42% at 30 wt% MCC. The reason can be attributed to the agglomeration of cellulose particles which acted as a stress concentrator where the critical point is achieved and this could be intensified by inserting more cellulose. This study does not support the findings of Tajeddin et al. 4 who reported that the Izod impact strength of LDPE/kenaf cellulose composites reduces as the percentage of cellulose increases. Impact strength values for all composites were lower than that of the neat LDPE. Notched and unnotched Izod impact strengths of polypropylene rice-husk flour composites were lowered by the addition of rice-husk flour as published by Yang et al. 16
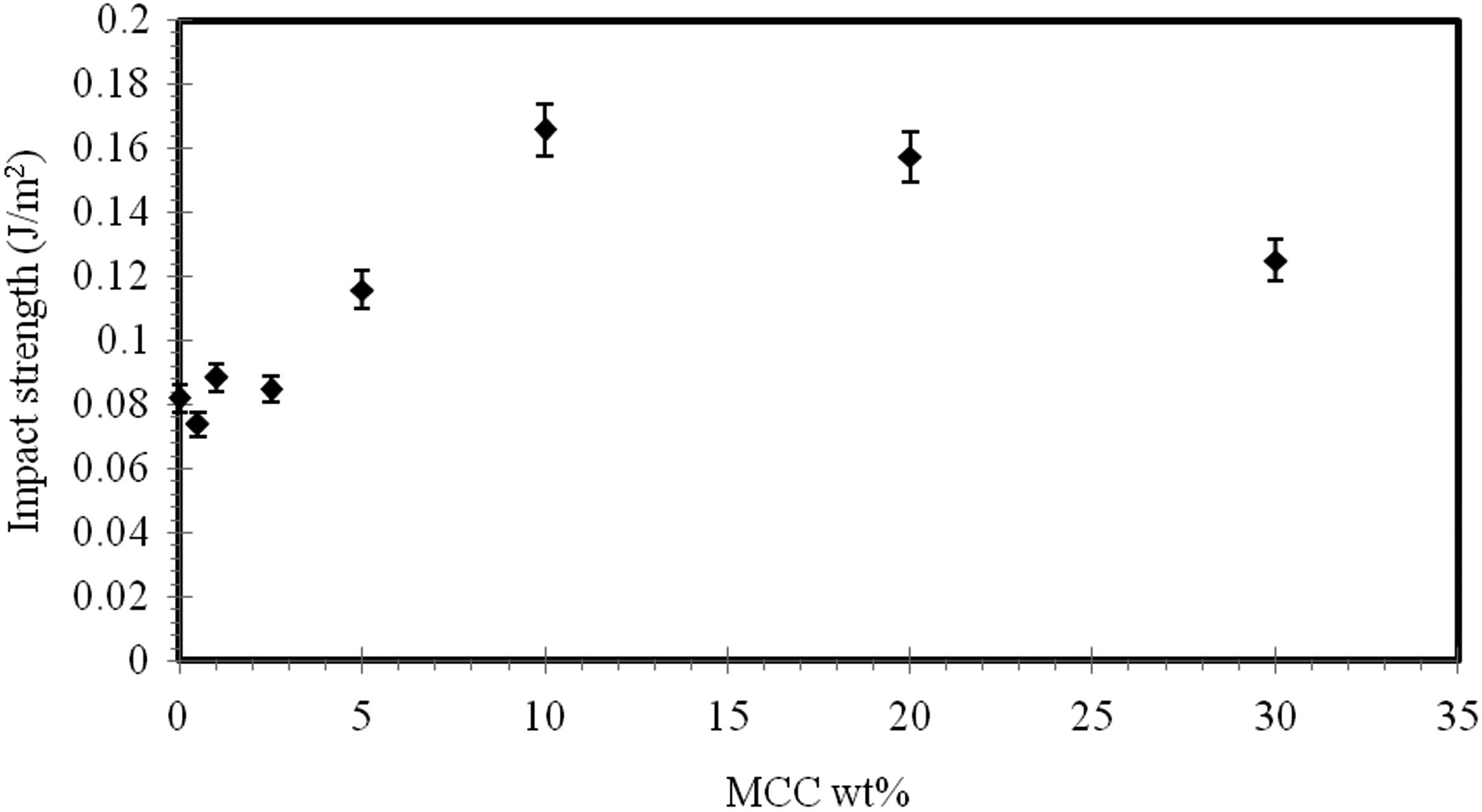
Charpy impact strength of LDPE as a function of MCC weight fraction. LDPE: low-density polyethylene; MCC: microcrystalline cellulose.
LDPE composites containing cellulose pulp fibers recorded a decrease in impact strength, it was observed that compared with pure LDPE, the impact strength of the composites was less modified for LDPE/unbleached pulp cellulose. On the other hand, using plasma-treated fibers as reinforcements, one can observe that the impact strength is higher than when using untreated pulp fibers. 10
Testing statistical hypothesis and significance test
Once LDPE/MCC composites statistical data had been obtained (mean (μ) and standard deviation (σ) for ultimate, fracture, elongation at break, modulus of elasticity, and impact), it was necessary to determine the probability distribution. For this purpose, a statistical hypothesis testing on the obtained mechanical properties was employed. The hypothesis testing for the probability distribution consists of the following steps
17
: Stating a null hypothesis Deciding whether to reject or accept hypothesis 0: the decision is often taken with a probability threshold, α, which is called the significance level. The smaller the p-value is, the stronger the evidence against hypothesis 0
18
:
p-value < 0.01: very strong evidence against hypothesis 0; 0.1 < p-value < 0.05: strong evidence against hypothesis 0; 0.05 < p-value < 0.1: weak evidence against hypothesis 0;
p-value > 0.1: little or no evidence against hypothesis 0.
The purpose of the significance test is to evaluate the significance of the differences in the mean values of the mechanical properties obtained for LDPE at different MCC weight fractions. This allows determining if the MCC content added to LDPE influence the mechanical properties or not. Testing methods depend on the normality of the data. The two-sample student’s t-test is the most commonly used method to evaluate the differences in the mean of two data sets. Table 2 summarizes the mean and standard deviation of the studied mechanical properties in addition to the p-values obtained from the two sample student’s t-test.
Mean, standard deviation, and p-values of LDPE/MCC mechanical properties.
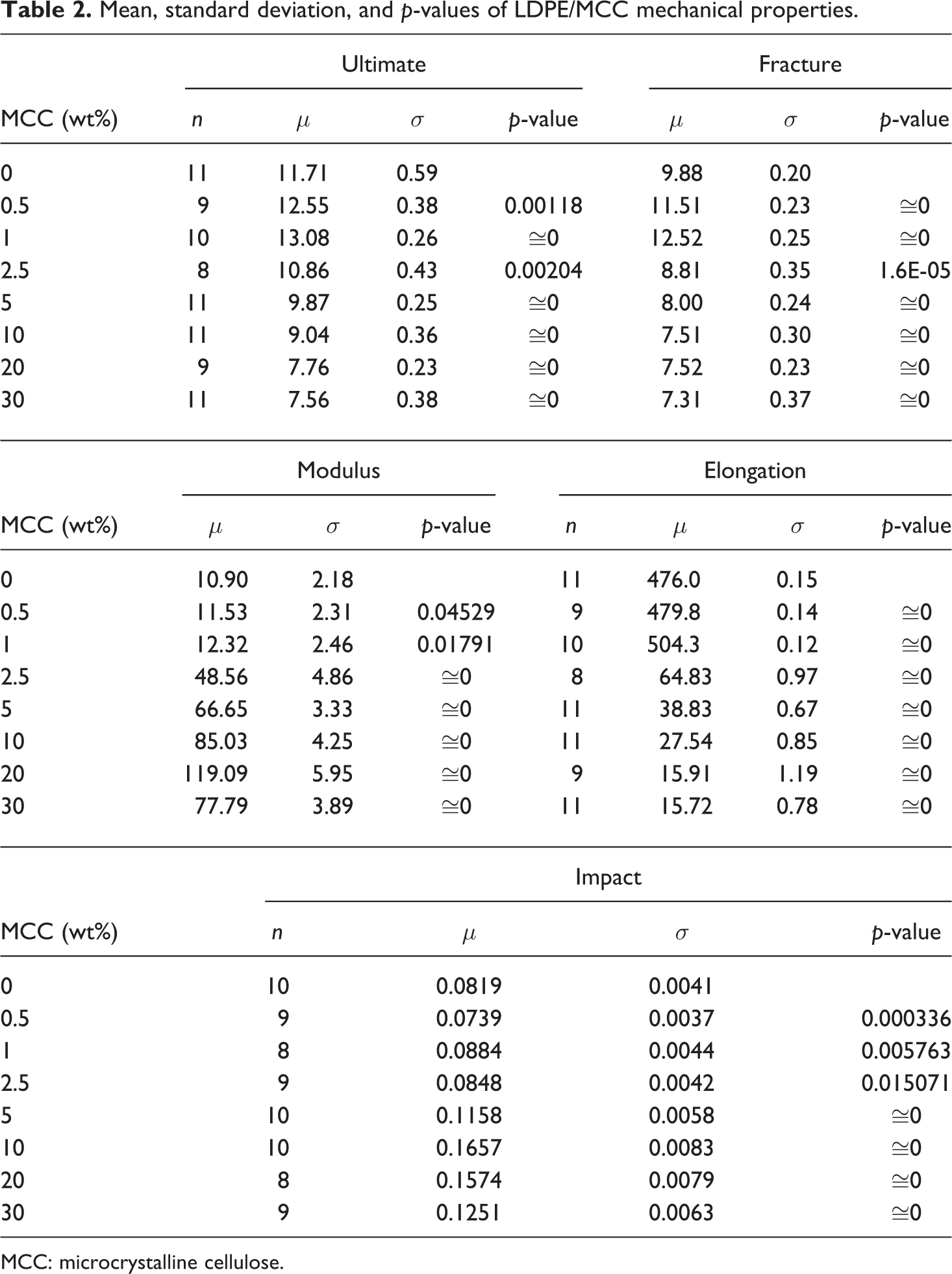
MCC: microcrystalline cellulose.
Table 2 shows that differences between the mean values of ultimate, fracture, modulus, elongation at break, and impact are all significant α = 0.05 for all LDPE/MCC composites. As an example, the influence of MCC weight fraction on the modulus of elasticity of LDPE is now analyzed. The p-values obtained from the two-sample t-test performed on the seven samples are presented in Figure 10. It can be seen that smaller the p-value, the stronger the evidence against the null hypothesis. p-values were less than 0.0453 for all the test results. This indicated that the differences between the mean values of the data sets were significant for α = 0.05.
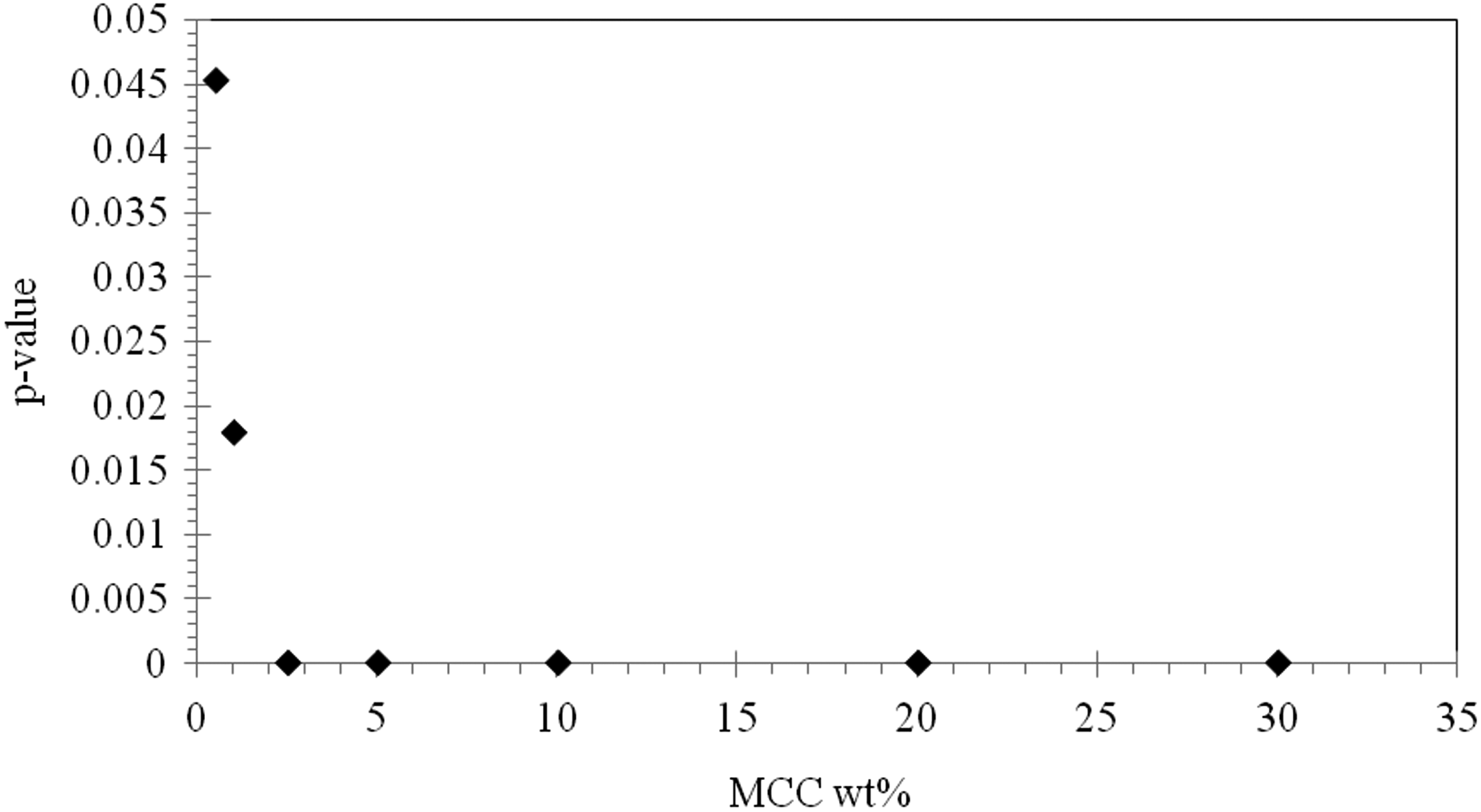
p-values for the two-sample student’s t-test obtained for the mean values of the modulus of elasticity.
Conclusions
As a result of the present study, it can be concluded that MCC has a strong influence on the mechanical properties of LDPE. The addition of MCC to LDPE up to 1 wt% increased both the ultimate strength and fracture stress by about 10 and 25%, respectively, while beyond this MCC concentration, the ultimate strength and fracture stress are both decreased. At 30 wt% MCC, the ultimate strength is reduced by 36% and the fracture stress is reduced by 25%.
The addition of MCC particles up to 20 wt% resulted in an increase in the elastic modulus by 12 folds when compared with the elastic modulus of the neat LDPE. The elastic modulus value reduced by further increment of MCC, at a concentration of 30 wt% MCC, the obtained modulus was seven folds greater.
A dramatic change in LDPE elongation at break can be achieved by the addition of MCC. It has been found that the more MCC added to LDPE, the less chain mobility, and the higher the brittleness and hence the lower the elongation at break. 96% of LDPE’s elongation at break was lost by an addition of 30 wt% MCC.
In general, it has been found that an addition of 10 wt% of MCC to LDPE resulted in an increase in its impact resistance by about two folds, with higher MCC content the impact resistance decreased but still higher than that of pure LDPE by about 42% at an MCC concentration of 30 wt%.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.